A 6112:2019
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 品質······························································································································· 2
4.1 性能 ···························································································································· 2
4.2 寸法及びその許容差 ······································································································· 2
4.3 外観 ···························································································································· 3
5 試験方法························································································································· 3
5.1 前処理調整及び試験片の準備 ··························································································· 3
5.2 試験結果の数値の丸め方 ································································································· 3
5.3 試験板及び被着体 ·········································································································· 3
5.4 試験板及び被着体の清浄方法 ··························································································· 4
5.5 粘着力試験(常態性能) ································································································· 5
5.6 粘着力試験(耐久性能) ································································································· 7
5.7 保持力試験 ··················································································································· 9
5.8 密着安定性試験 ············································································································ 10
5.9 外観試験及び寸法測定 ··································································································· 13
6 検査······························································································································ 13
7 製品の呼び方 ·················································································································· 13
8 表示及び包装 ·················································································································· 13
8.1 表示 ··························································································································· 13
8.2 包装 ··························································································································· 13
9 保存及び取扱い上の注意事項 ····························································································· 13
A 6112:2019
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本粘着テープ工業会(JATMA)及び一般
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 6112:2019
住宅用両面粘着防水テープ
Waterproof pressure sensitive adhesive double coated tapes for housing
1
適用範囲
この規格は,断熱材と外装材との間に通気層をもつ外壁標準構法1)に基づいた,住宅の開口部,サッシ
周りなどの外装工事に使用する住宅用両面粘着防水テープ2)(以下,防水テープという。)について規定す
る。
注1) 通気層をもつ外壁標準構法とは,結露及び雨水が浸入すると,柱,間柱,土台などの構造体の
腐朽による劣化,断熱材の濡れによる断熱性能の低下など,多くの弊害をもたらす壁体内の湿
気及び水分を除去することを目的として,断熱材と外装材との間に通気層を設ける外壁通気構
法をいう。
2) 防水テープは,例えば,サッシ(窓枠)と透湿防水シートとを貼り合わすために用いられる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS A 6111 透湿防水シート
JIS B 7516 金属製直尺
JIS C 2318 電気用二軸配向ポリエチレンテレフタレートフィルム
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS P 0001 紙・板紙及びパルプ用語
JIS R 6253 耐水研磨紙
JIS Z 0109 粘着テープ・粘着シート用語
JIS Z 0237 粘着テープ・粘着シート試験方法
JIS Z 1528 両面粘着テープ
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS P 0001及びJIS Z 0109によるほか,次による。
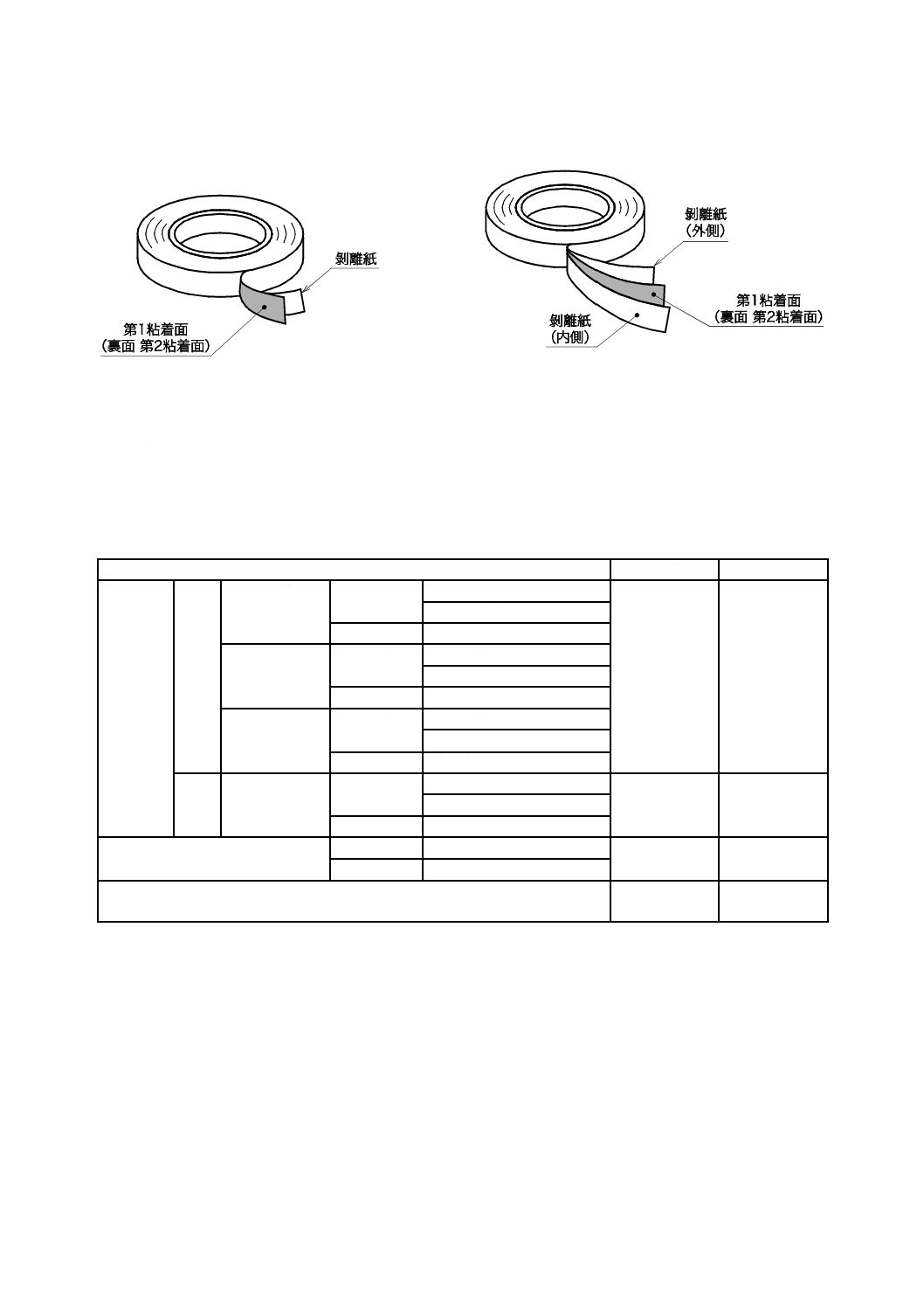
3.1
第1粘着面
防水テープを剝離紙とともに巻き戻したとき,剝離紙に接していない面。剝離紙が2枚ある場合には,
外側の剝離紙に接していない面を第1粘着面という(図1及びJIS Z 0109参照)。
3.2
第2粘着面
2
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
防水テープの第1粘着面とは反対側の粘着面(図1及びJIS Z 0109参照)。
a) 剝離紙1枚のとき
b) 剝離紙2枚のとき
図1−防水テープ(両面粘着テープ)
4
品質
4.1
性能
防水テープの性能は,箇条5によって試験を行ったとき,表1の性能に適合しなければならない。
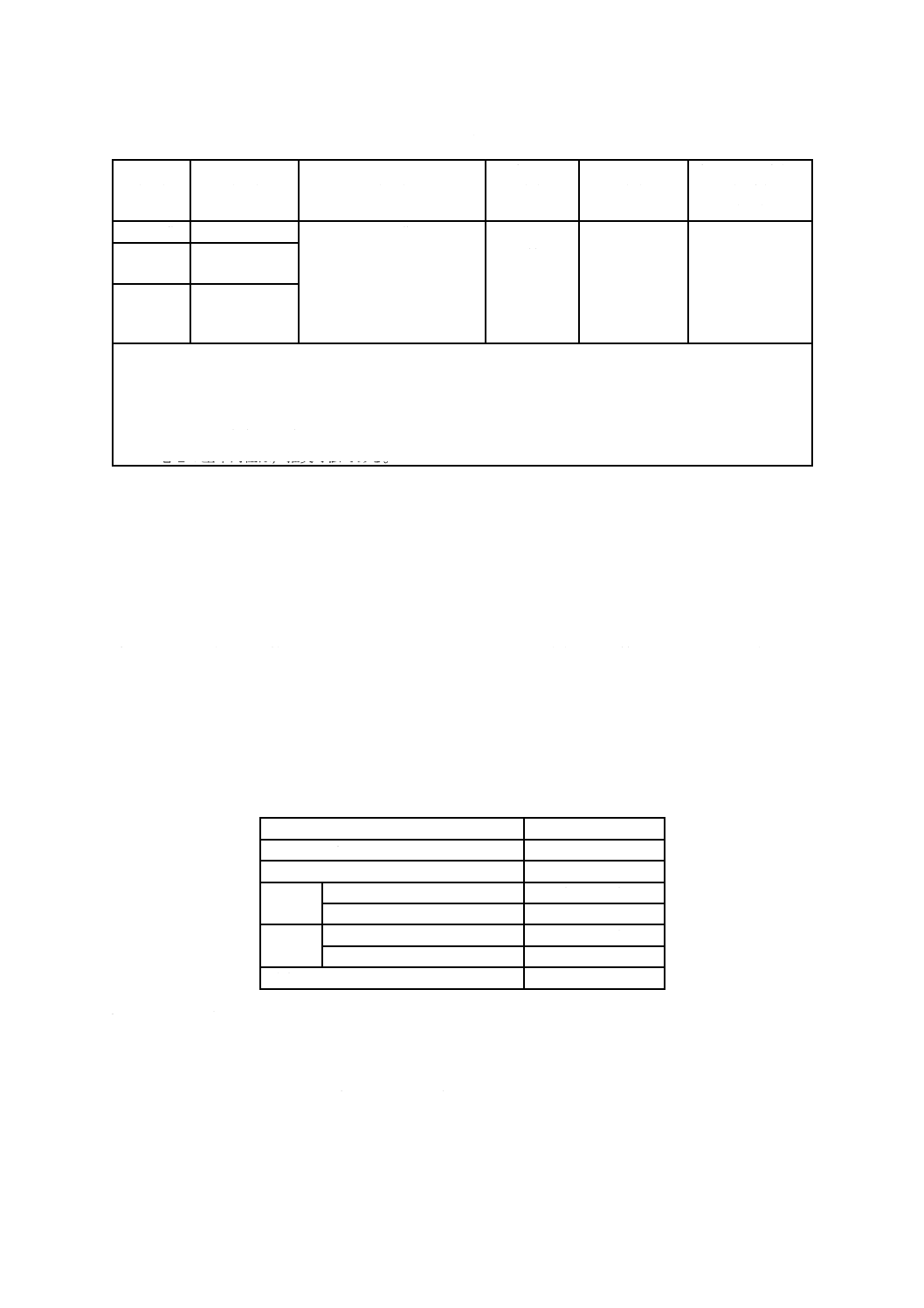
表1−性能
試験項目
性能基準
適用試験箇条
粘着力
N/25 mm
常態
性能
−10 ℃
第1粘着面
SUS研磨板
3.0 以上
5.5
米つが(栂)板
第2粘着面
透湿防水シート(裏面側)
23 ℃
第1粘着面
SUS研磨板
米つが(栂)板
第2粘着面
透湿防水シート(裏面側)
60 ℃
第1粘着面
SUS研磨板
米つが(栂)板
第2粘着面
透湿防水シート(裏面側)
耐久
性能
80 ℃×98日間
又は
90 ℃×49日間
第1粘着面
SUS研磨板
2.5 以上
5.6
米つが(栂)板
第2粘着面
透湿防水シート(裏面側)
保持力 mm
第1粘着面
SUS研磨板
5 以下
5.7
第2粘着面
SUS研磨板
密着安定性
水漏れがあっ
てはならない
5.8
4.2
寸法及びその許容差
防水テープの寸法及びその許容差は,5.9に規定する試験を行ったとき,表2に適合しなければならない。
3
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−寸法及びその許容差
厚さa)
(mm)
厚さの許容差
(mm)
幅の許容差
(mm)
一巻の長さ
(m)
長さの許容差
(m)
巻心の基準内径b)
(参考)
(mm)
1.0未満
±0.2
50以上100未満のもの±3
100以上のもの±5
5
10
20
25
30
50
表示長さ
以上
23
30
35
76
1.0以上
3.0未満
±0.5
3.0以上
±0.8
注記1 受渡当事者間の協定によって,表2以外の寸法にすることができる。ただし,この場合の許容差は,
表2による。
注記2 防水テープの一巻中で接続されている継ぎ目又は一巻中で切れている切れ目の長さは,受渡当事者間
の協定による。
注a) 厚さとは,剝離紙を除いた厚さをいう。
b) 巻心の基準内径は,推奨寸法である。
4.3
外観
防水テープは巻心に均一に巻かれており,巻きずれ,巻き巣,著しいねじれなどの使用上支障のある欠
点があってはならない。
5
試験方法
5.1
前処理調整及び試験片の準備
防水テープの前処理調整及び試験片の準備は,JIS Z 0237の4.1(前処理調整及び試験片の準備)による。
ただし,温度は,23±2 ℃とする。また,保管されたロール状の製品から試験片を採取する前に少なくと
も3層を除いた後,試験項目ごとに3枚採取する。
5.2
試験結果の数値の丸め方
各試験によって得られた試験結果は,四捨五入によって丸め,表3の桁数で報告する。
表3−試験結果の数値の丸め方
試験項目
報告する桁数
粘着力 N/25 mm
小数点以下1桁
保持力 mm
整数位
厚さ
mm
厚さが0.1 mm以下のもの
小数点以下3桁
厚さが0.1 mmを超えるもの
小数点以下2桁
幅
mm
幅が150 mm以下のもの
小数点以下1桁
幅が150 mmを超えるもの
整数位
長さ m
小数点以下1桁
5.3
試験板及び被着体
5.3.1
試験板
試験板は,次による。
a) SUS研磨板 JIS G 4305に規定するSUS304鋼板をJIS R 6253に規定するP360の耐水研磨紙又はこ
れと同等以上の品質をもつ耐水研磨紙で磨いたもの。試験板の幅方向に軽く指標を付け,P360の耐水
研磨紙で,この指標が消えるまで全長にわたって長さ方向に均一に研磨し,調整する。研磨後180日
4
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
使用した場合,又は30日以上使用していない場合は,再研磨しなければならない。試験板の寸法は,
厚さ0.3 mm以上,幅約50 mm,長さ約125 mmとする。
b) 米つが(栂)板 米つが(栂)の表面をプレーナー加工(平削り加工)したものを用いる。試験板の
寸法は,厚さ1 mm以上,幅約50 mm,長さ約125 mmとする。
5.3.2
被着体
被着体は,JIS A 6111に規定する外壁用透湿防水シートB又はこれと同等以上の品質をもつ構成が異な
る2種類[単層シート3)及び複層シート4)]を用いる。また,防水テープとの貼合せ面は,被着体である
透湿防水シートの裏面5)とする。
注3) 単層シートとは,透湿防水シートの中でフラッシュスパン製法によって0.5〜10 μmのポリエチ
レン極細繊維が無作為に積層され,単層で防水層となっているものをいう。フラッシュスパン
製法とは,繊維を高圧で紡糸し,それを動いているベルト上に,くも(蜘蛛)の巣状に積層し,
繊維を熱及び圧力だけで結合させる製法である。
4) 複層シートとは,補強用繊維と多孔質フィルム(防水層)との複層構造になっているものをい
う。
5) 透湿防水シートは,通常,表面(住宅施工時外側)と裏面(住宅施工時内側)とを識別するた
めに,市販品の表面には,製造業者,製品名,JIS規格番号などが印刷されている。防水テー
プとの貼付け面は,実際の使用方法と合わせて,裏面とする。
5.4
試験板及び被着体の清浄方法
SUS研磨板,米つが(栂)板及び透湿防水シートの各清浄は,5.4.1〜5.4.3による。
なお,清浄後は,温度23±2 ℃,相対湿度(50±5) %の雰囲気中に5分以上静置する。
5.4.1
SUS研磨板の洗浄方法
SUS研磨板の洗浄方法は,次による。
a) SUS研磨板の洗浄溶剤は,ジアセトンアルコール(4ヒドロキシ-4メチル-2ペンタノン),イソプロピ
ルアルコール,エタノール,メタノール,メチルエチルケトン,アセトン,酢酸エチル,トルエン,
n-ヘキサン,ガソリンとする。
警告 洗浄溶剤として用いる有機溶剤は,液体,蒸気などによって皮膚及び粘膜(目,鼻,のどな
ど)を刺激し,繰り返し皮膚に触れると皮膚の脂肪を溶かし,皮膚の毛穴などから吸収しや
すくなる。手を洗う際には,直接,有機溶剤で洗浄したり,拭いてはならない。吸入した場
合には,低濃度でも頭痛,めまいが起こり,高濃度では麻酔作用によって意識がなくなるこ
とがある。使用する際には十分な換気がなされていることを確認し,必ず,有機溶剤が浸透
しない有機溶剤用保護手袋,保護眼鏡,有機ガス用防毒マスクなどを着用しなければならな
い。
b) 洗浄用の布は,ガーゼ,ティシュペーパー,さらし布などとする。
これらは,使用中に繊維が切れたり,短繊維が脱離しないものでa)の洗浄溶剤に可溶な添加物を含
まないものを用いる。
c) 洗浄方法の手順は, a)の中から選んだ溶剤を洗浄用の布にしみ込ませ,試験板の表面を拭く。更に新
しいガーゼなどで空拭きをする。目視によって試験板の表面が清浄になったと確認できるまで,溶剤
による洗浄と空拭きとを3回以上繰り返す。
5.4.2
米つが(栂)板の清浄方法
米つが(栂)板を乾いた布など(ガーゼ,ティシュペーパー,さらし布など)で拭き,表面に木くず,
5
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
木のばり,水分,ごみ・異物の付着などがなくなるまで行う。
5.4.3
透湿防水シートの清浄方法
透湿防水シートを乾いた布など(ガーゼ,ティシュペーパー,さらし布など)で軽く拭き,表面にごみ・
異物の付着などがなくなるまで行う。
5.5
粘着力試験(常態性能)
5.5.1
試験片及び被着体
試験片の採取は,5.5.4の前処理を行ったロール状の製品から500〜750 mm/sの速さで巻き戻して行う。
この速さで,巻き戻すことができない場合は,できるだけ500 mm/sに近い速度で巻き戻してもよい。試験
片は,幅25±0.5 mm,長さ約300 mmとし,試験片の端をきず付けないように鋭利な刃物で切断し,採取
する。試験する部分の粘着面には,ほこり(埃)の付着があってはならない。また,粘着面に素手で触れ
たり,他の異物に触れてはならない。被着体の透湿防水シートは,幅約50 mm,長さ約125 mmとする。
5.5.2
試験装置
試験装置は,JIS Z 0237の8.2(試験装置)による。
5.5.3
圧着装置
圧着装置は,JIS Z 0237の10.2.4(圧着装置)による。ただし,ローラーの質量は,2 000±100 gのもの
を用いる。
5.5.4
温度条件並びにロール状製品及び試験板の前処理
試験は,次に示す温度条件で行い,ロール状の製品及び試験板は,適用する温度条件下で圧着前に60〜
80分静置する。
a) 温度 −10±2 ℃
b) 温度 23±2 ℃,相対湿度(50±5) %
c) 温度 60±2 ℃
ただし,c)の温度60±2 ℃の条件の場合は,温度23±2 ℃の条件で作製し,直ちにc)に静置する。
5.5.5
試験体の作製手順
試験体の作製手順は,次による。
a) 防水テープの第1粘着面を試験する場合の手順 第1粘着面を試験する場合の手順は,次による。
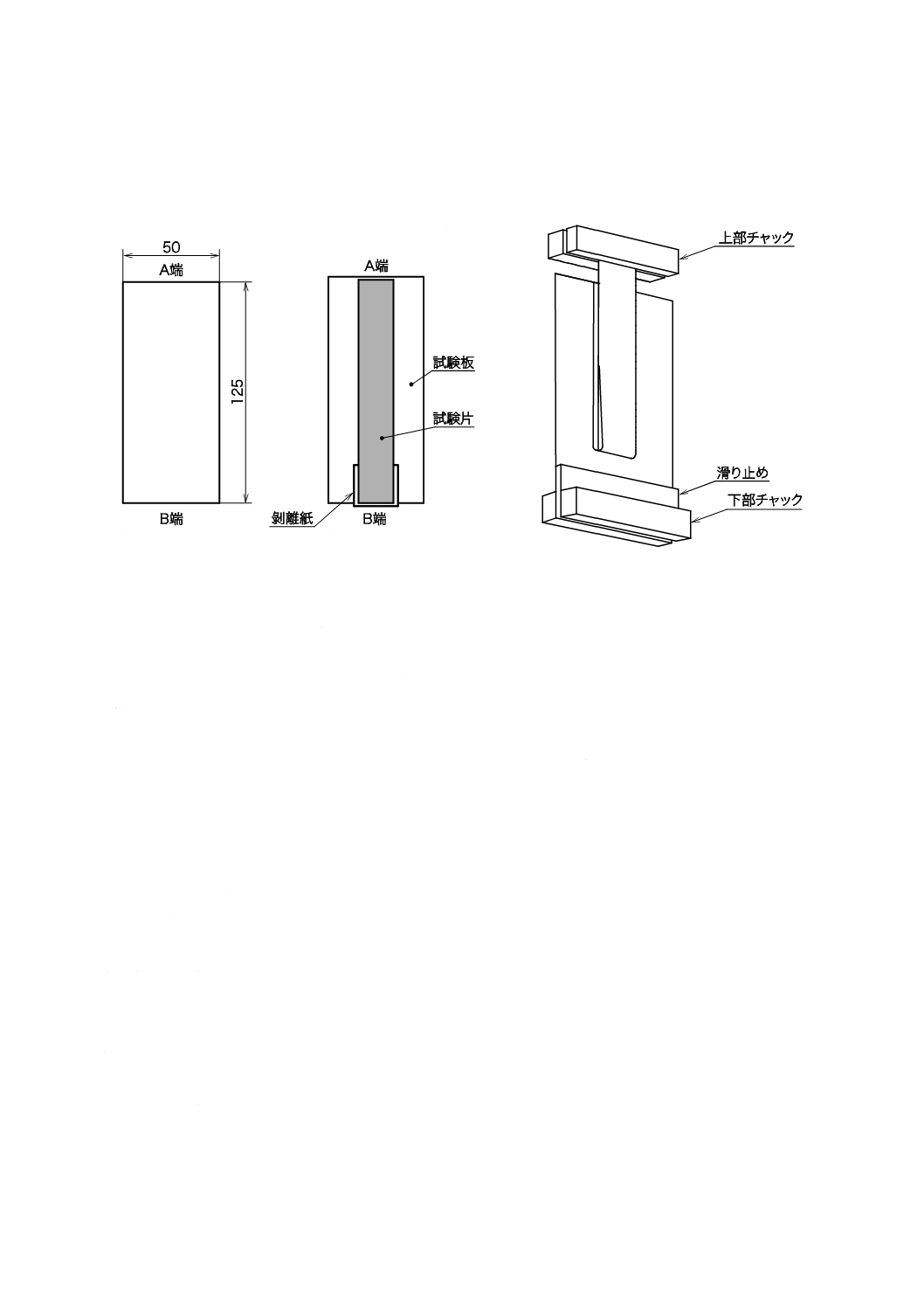
1) 試験片は,採取後5分以内に試験板に貼る。
2) 5.4.1又は5.4.2で清浄した試験板のA端(図2参照)の中央に試験片の長さ方向の一端をそろえ,
試験片が試験板の幅方向の中央にくるようにB端(図2参照)に向かって,長さ約100 mm軽く貼
る。
3) このとき,試験板のB端と試験片の粘着面との間に剝離紙を挟み,B端の位置で試験片を切る(図
2参照)。
4) B端の剝離紙を挟んだ部分の試験片を剝がし,幅約30 mmの薄葉印刷紙又はJIS C 2318に規定する
厚さ25±2.5 μmのポリエチレンテレフタレートフィルム(以下,PETフィルムという。)又はこれ
と同等以上の品質をもつPETフィルムを貼り,粘着力測定時にリードとなる部分を余らせておく。
注記 薄葉印刷紙とは,坪量40 g/m2以下の印刷用紙をいう。例えば,辞書などに用いられるイン
ディアペーパー,タイプ・コピー用紙が該当する。
5) 試験片を試験板に貼るときは,試験片を伸ばさないようにし,試験片と試験板との間に空気が入ら
ないように軽く貼る。試験片と試験板との間に空気が入った場合は,別の試験体を新たに作製する。
6) 試験しない粘着面は,剝離紙を剝がし,幅約30 mmの薄葉印刷紙又はJIS C 2318に規定する厚さ
6
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25±2.5 μmのPETフィルム又はこれと同等以上の品質をもつPETフィルムで覆い,次に,5.5.3に
規定する自動又は手動のローラーを約5 mm/sの速さで1往復させて圧着し,試験体とする。試験体
は3個とする。
単位 mm
a) 試験板の一例
b) 試験体の一例
図2−試験板及び試験体の一例
図3−引き剝がし時の測定ジグの一例
b) 防水テープの第2粘着面を試験する場合の手順 第2粘着面を試験する場合の手順は,次による。
1) 試験片は,採取後5分以内に試験板に貼る。
2) 幅約30 mmのJIS C 2318に規定する厚さ25±2.5 μmのPETフィルム又はこれと同等以上の品質を
もつPETフィルムに試験片の第1粘着面を貼る。
3) 5.3.1に規定する試験板にJIS Z 1528で規定する1種の両面粘着テープを貼り,5.4.3で清浄した透
湿防水シートを透湿防水シートの裏面が表に出るように両面粘着テープで固定する。
4) 試験片の剝離紙を剝がして,A端(図2参照)と試験片の長さ方向の一端をそろえ,試験片が試験
板の幅方向の中央にくるように約100 mm軽く貼る。このとき,試験板のB端に剝離紙を挟む(図
3の下部チャック部分)。
5) a)の4)及び5)と同様に行う。
6) 5.5.3に規定する自動又は手動のローラーを約5 mm/sの速さで1往復させて圧着し,試験体とする。
試験体は3個とする。
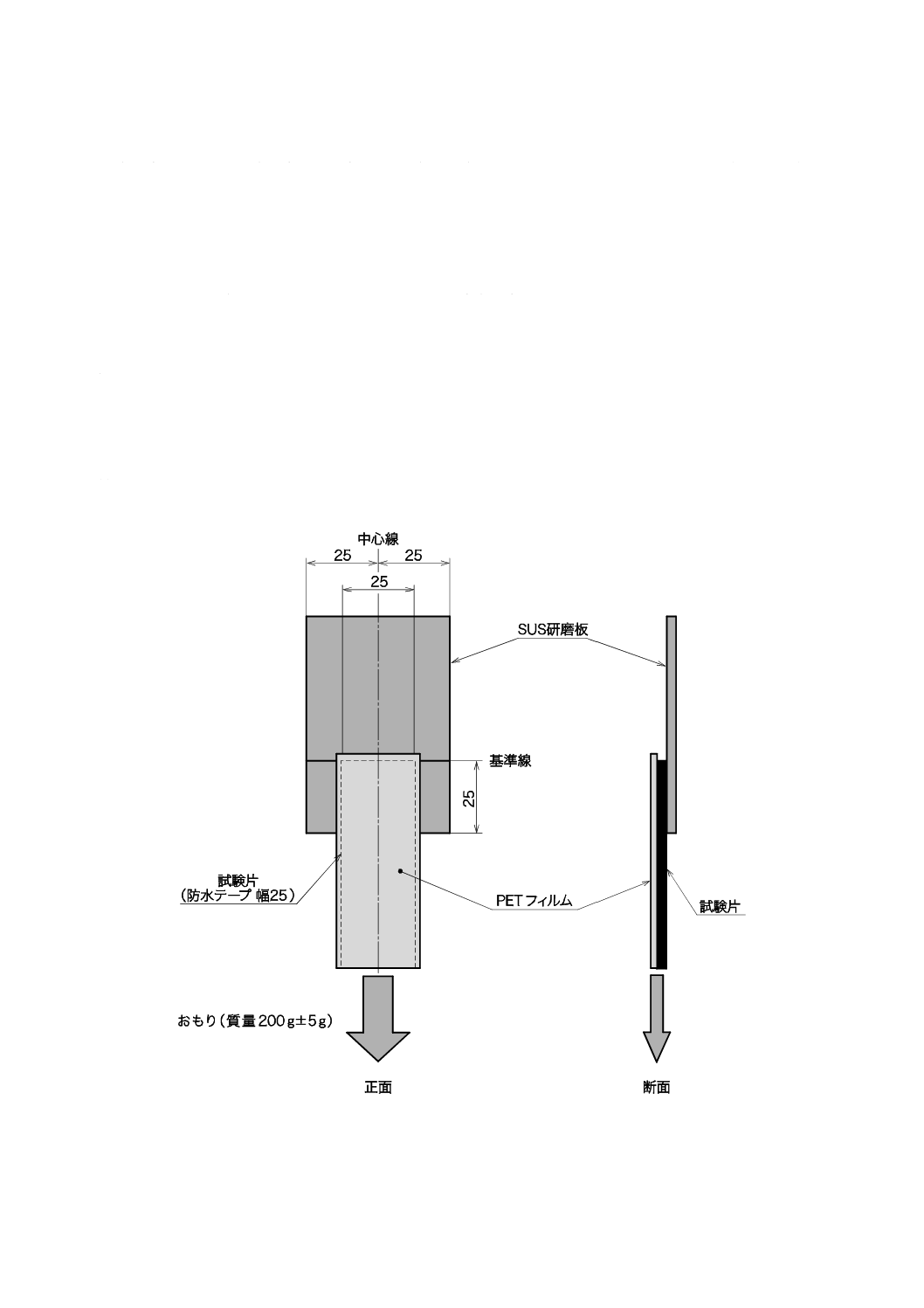
5.5.6
粘着力の測定
粘着力の測定は,JIS Z 0237の10.4.3(方法3:両面テープの180°引きはがし粘着力)による。ただし,
試験片は,測定間隔約20 mmとし,粘着力を1試験片当たり4点測定する。
5.5.5のa)又はb)の手順後,試験板から防水テープを引き剝がすときのジグの配置を図3に示す。試験片
を貼った試験板は,次に示す温度条件下に60〜80分間静置する。
a) 温度 −10±2 ℃
b) 温度 23±2 ℃,相対湿度(50±5) %
c) 温度 60±2 ℃
試験片のリードとなる部分を180°に折り返し,B端から約40 mmの位置まで剝がした後,試験板B端
は,試験機の下部チャックに,試験片のリードは上部チャックに挟む。折り返した試験片のリードは,試
7
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
験板の面に対して平行になるようにする。次に,300±30 mm/minの速さで連続して引き剝がし,試験片の
折り返し部からA端に向かって約20 mm間隔で粘着力を4点測定し,小数点以下1桁まで記録する(図4
参照)。
単位 mm
図4−粘着力試験(常態性能)
5.5.7
試験結果
試験結果は,3枚の試験片から測定した12点の平均値をニュートン毎25ミリメートル(N/25 mm)の
単位で記録する。
5.6
粘着力試験(耐久性能)
5.6.1
試験片及び被着体
試験片の採取は,5.5.4の前処理を行ったロール状の製品から500〜750 mm/sの速さで巻き戻して行う。
この速さで,巻き戻すことができない場合は,できるだけ500 mm/sに近い速度で巻き戻してもよい。試験
片は,幅25±0.5 mm,長さ約300 mmとし,試験片の端をきず付けないように鋭利な刃物で切断し,採取
する。試験する部分の粘着面には,ほこり(埃)の付着があってはならない。また,粘着面に素手で触れ
たり,他の異物に触れてはならない。被着体の透湿防水シートは,幅約50 mm,長さ約125 mmとする。
5.6.2
試験装置
試験装置は,JIS Z 0237の8.2による。
5.6.3
圧着装置
圧着装置は,JIS Z 0237の10.2.4による。ただし,ローラーの質量は,2 000±100 gのものを用いる。
5.6.4
試験条件
試験は,温度23±2 ℃,相対湿度(50±5) %の温度条件で行う。
5.6.5
試験体の作製手順
試験体の作製手順は,次による。
8
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
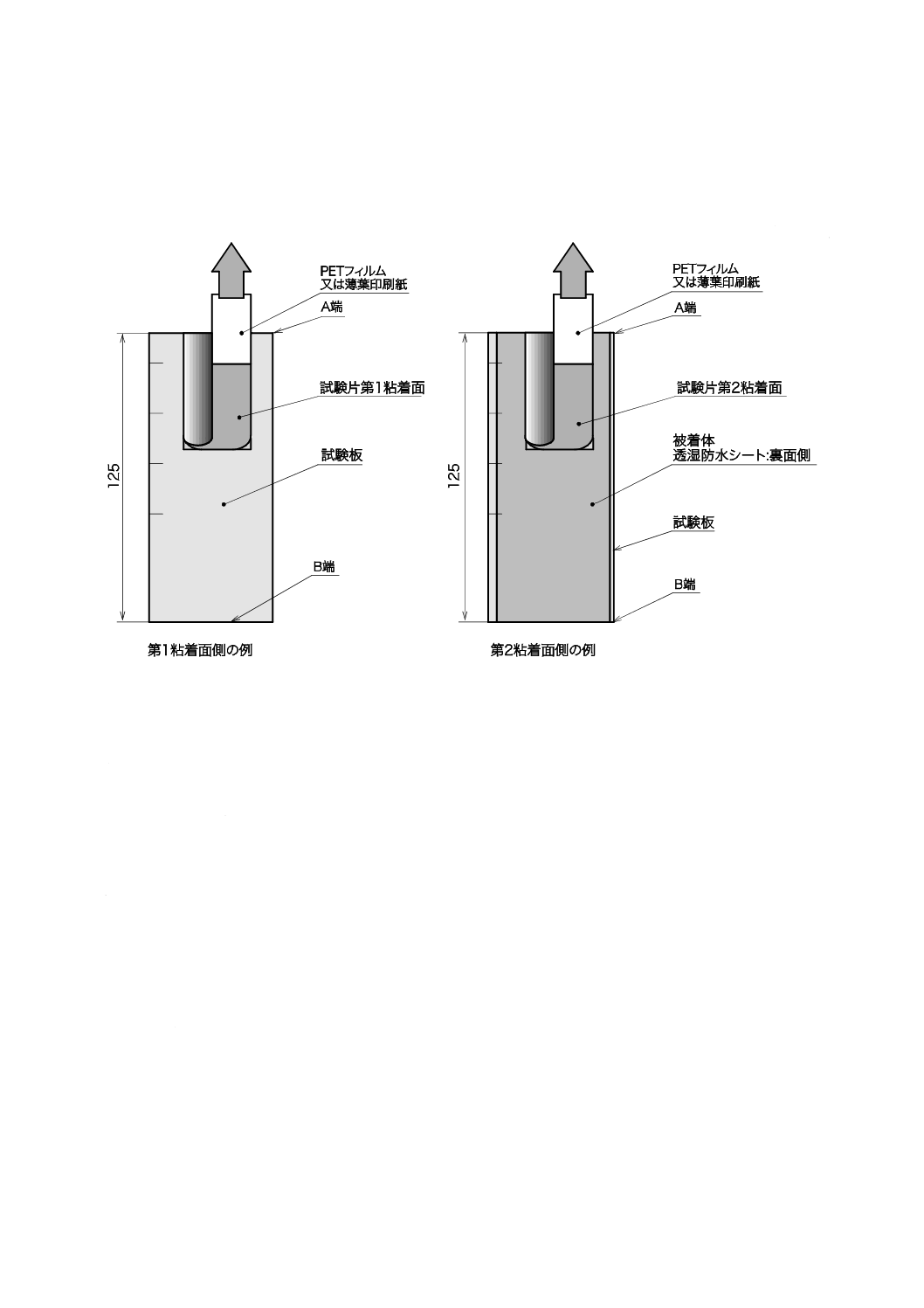
a) 防水テープの第1粘着面を試験する場合の手順 第1粘着面を試験する場合の手順は,次による。
1) 試験片は,5.4.1又は5.4.2で清浄した試験板のA端(図2参照)の中央に試験片の一端をそろえ,
試験板と試験片との間に剝離紙を挟む(図3の下部チャック部分,図4の第1粘着面側の例を参照)。
2) 試験片を試験板に貼るときは,試験片を伸ばさないようにし,試験片と試験板との間に空気が入ら
ないように貼る。試験片と試験板との間に空気が入った場合は,別の試験体を新たに作製する。
3) 試験しない第2粘着面は,剝離紙を剝がし,5.4.3で清浄した幅約30 mmの被着体の裏面が貼合せ
面になるように貼り,粘着力測定時にリードとなる部分を余らせておく。
4) 次に,5.5.3に規定する自動又は手動のローラーを約5 mm/sの速さで1往復させて圧着する。
b) 防水テープの第2粘着面を試験する場合の手順 第2粘着面を試験する場合の手順は,次による。
1) 試験片の第1粘着面は,5.3.1に規定する試験板のA端(図2参照)と試験片の長さ方向の一端とを
そろえ,試験片が試験板の幅方向の中央になるように貼り,試験板のB端(図2参照)に合わせて
試験片を切断する。
2) 試験片を試験板に貼るときは,試験片を伸ばさないようにし,試験片と試験板との間に空気が入ら
ないように貼る。試験片と試験板との間に空気が入った場合は,別の試験体を新たに作製する。
3) 剝離紙を剝がし,B端部分は,図2の例のように剝離紙を貼り付け,更に試験する粘着面(第2粘
着面)は,5.4.3で清浄した幅約30 mmの透湿防水シートの裏面が貼合せ面になるように貼り,粘
着力測定時にリードとなる部分を余らせておく。
4) 次に,5.5.3に規定する自動又は手動のローラーを約5 mm/sの速さで1往復させて圧着する。
単位 mm
図5−粘着力試験(耐久性能)
5.6.6
加熱処理条件
試験体の加熱処理は,空気かくはん(攪拌)式乾燥機又はこれと同等以上の性能をもつ装置によって,
“温度(80±2 ℃)×98日間”又は“温度(90±2 ℃)×49日間”で行う。
5.6.7
粘着力の測定
測定は,5.5.6による(図5参照)。ただし,温度条件は,温度23±2 ℃,相対湿度(50±5)%とし,静
置時間は,60〜80分とする。
9
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6.8
試験結果
試験結果は,3枚の試験片から測定した12点の平均値をニュートン毎25ミリメートル(N/25 mm)の
単位で記録する。
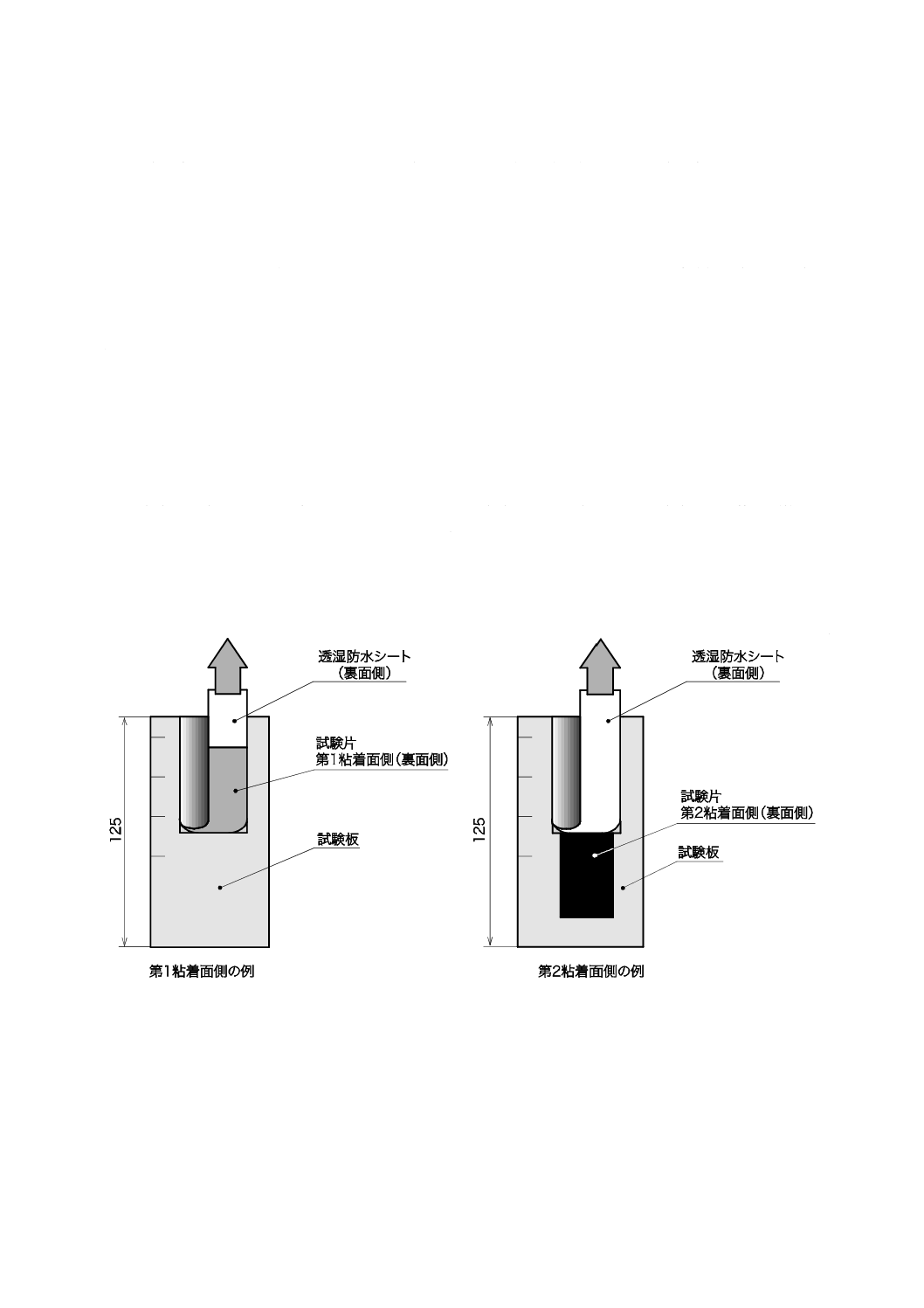
5.7
保持力試験
5.7.1
試験片
試験片の採取は,ロール状の製品から500〜750 mm/sの速さで巻き戻して行う。この速さで,巻き戻す
ことができない場合は,できるだけ500 mm/sに近い速度で巻き戻してもよい。試験片は,幅25±0.5 mm,
長さ約150 mmとし,試験片の端をきず付けないように鋭利な刃物で切断し,3枚採取する。試験する部
分の粘着面には,ほこり(埃)の付着があってはならない。また,粘着面に素手で触れたり,他の異物に
触れてはならない。
5.7.2
試験板,試験装置及び圧着装置
試験板は,第1粘着面及び第2粘着面の保持力の測定においては,5.3.1に規定するSUS研磨板を使用
する。試験装置及び圧着装置は,JIS Z 0237の13.2(試験装置)による。また,圧着装置のローラーの質
量は,2 000±100 gのものを使用する。
単位 mm
図6−保持力試験の一例
10
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.7.3
試験手順
5.7.3.1
防水テープの第1粘着面を試験する場合の手順
試験手順は,次による。
a) 図6に示すように,試験片の第1粘着面を清浄した試験板の下部端から25 mmの基準線に合わせて,
試験片の25 mm×25 mmの面積が接するように軽く貼り付けた後に,第2粘着面の剝離紙を剝がし,
幅約30 mmのJIS C 2318に規定する厚さ25±2.5 μmのPETフィルム又はこれと同等以上の品質をも
つPETフィルムを貼り合わせる。貼り付いていない部分は,粘着面を内側にして折り重ねる。
b) 試験片の上からローラーを,約5 mm/sの速さで,1往復させて圧着する。
c) 圧着後,これを60±2 ℃の空気かくはん(攪拌)式乾燥機,又はこれと同等以上の性能をもつ装置に
て,60分以上静置した後,直ちに装置内でおもり質量200±5 gを取り付ける。おもりは静かに掛け,
振れないようにし,規定荷重以外の力が試験片に掛からないようにする。
d) 5分経過後にJIS B 7516に規定する金属製直尺を用いて,ずれた距離をミリメートル単位の整数値で
測定する。試験は3枚の試験片について行い,その平均値を求める。
5.7.3.2
防水テープの第2粘着面を試験する場合の手順
試験手順は,次による。
a) 幅約30 mmのJIS C 2318に規定するPETフィルム(厚さ25±2.5 μm)又はこれと同等以上のPETフ
ィルムを試験片の第1粘着面に貼り付けた後に,第2粘着面の剝離紙を剝がし,図6に示すように,
清浄した試験板の下部端から25 mmの基準線に合わせて,試験片の25 mm×25 mmの面積が接するよ
うに軽く貼り付ける。貼り付いていない部分は,粘着面を内側にして折り重ねる。
b) 5.7.3.1のb)〜d)を行う。
5.7.4
試験結果
試験結果は,第1粘着面及び第2粘着面の両方を,3枚の試験片から測定した3点の平均値を求める。
5.8
密着安定性試験
5.8.1
試験片及び測定ジグ
5.8.1.1
試験片
試験片の寸法は,幅50 mm,長さ約250 mmとする。
5.8.1.2
受け材(ステンレス板)
受け材は,JIS G 4305に規定するSUS304鋼板(表面仕上げNo.2B又は相当品)とする。受け材の寸法
は,厚さ0.3 mm以上,幅約150 mm,長さ約400 mmとする。
5.8.1.3
被着体
被着体は,5.3.2に規定されている透湿防水シートの単層シート3)及び複層シート4)を用いる(図7の③
を参照)。また,粘着テープとの貼合せ面は,被着体である透湿防水シートの裏面とし,被着体の寸法は幅
約110 mm,長さ約320 mmとする。
5.8.1.4
シール用テープ
シール用テープは,試験片と同じ防水テープとする。
5.8.2
測定ジグの洗浄方法
5.8.2.1
受け材の洗浄方法
受け材の洗浄方法は,5.4.1による。
5.8.2.2
被着体の清浄方法
被着体(透湿防水シート)の清浄方法は,5.4.3による。
11
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
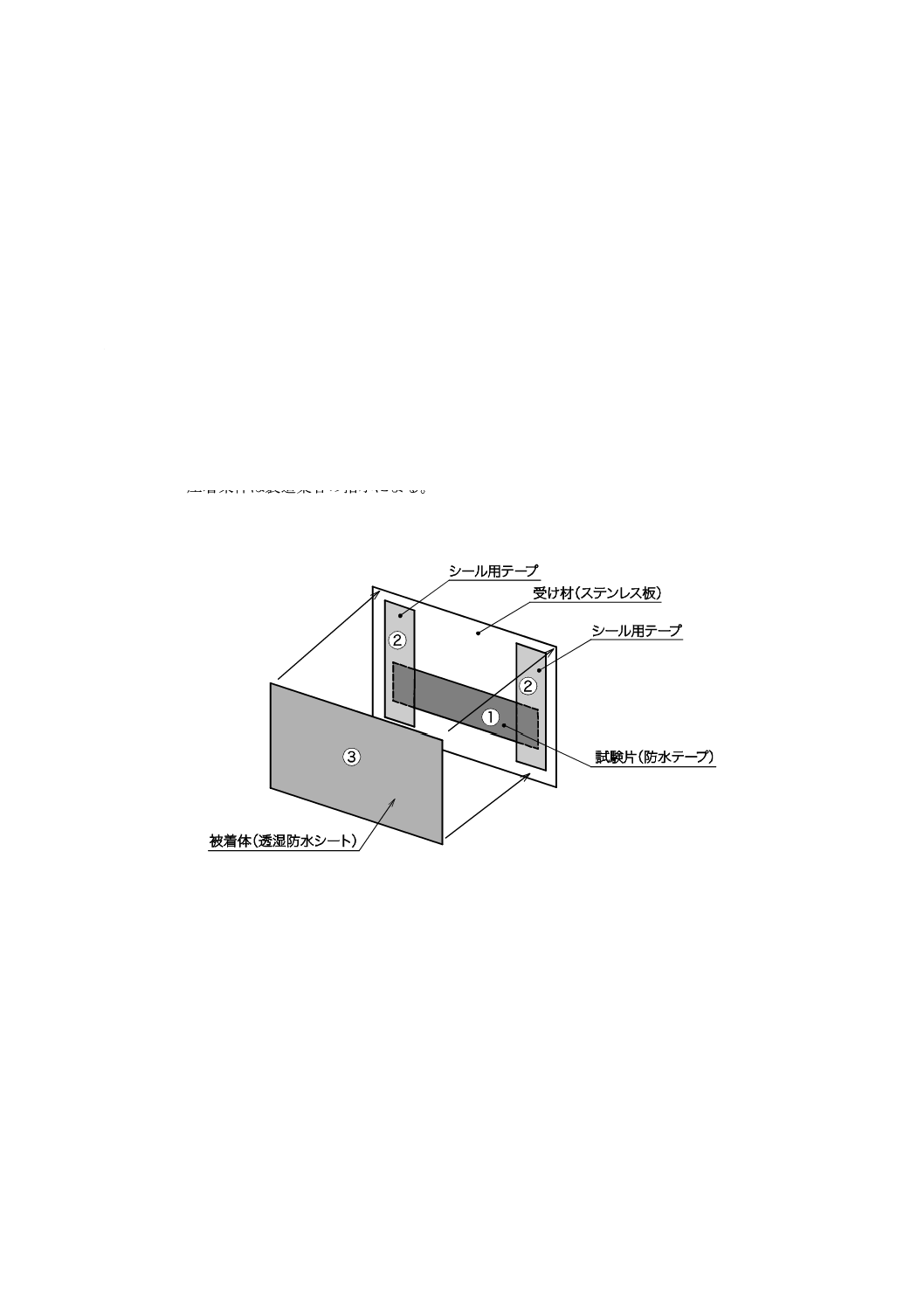
5.8.3
試験体の作製手順
試験体の作製手順は,次による。
a) 試験体の作製は,温度23±2 ℃,相対湿度(50±5) %の標準状態で,図7のように第1粘着面側を下に
した試験片を,受け材のステンレス板の上に貼り付ける。
b) 上から手で軽く押さえた後,上面側(第2粘着面)の剝離紙を剝がす。
c) 次に,シール用テープを,試験片の両側端に重なり幅25 mmで貼り付け(図8参照),上から手で軽
く押さえた後,上面の剝離紙を剝がす。
d) その後,透湿防水シートの裏面を試験片及びシール用テープに貼り合わせ,圧着する(図9参照)。
e) 全ての圧着は,5.5.3に規定する圧着装置を用い,約5 mm/sの圧着速度で1往復して貼り合わせる。
f)
試験片(図7中の①)と両端のシール用テープ(図7の②)との重なり端部は,被着体(透湿防水シ
ート)の表面からポリプロピレン(PP)製のへらで圧着6), 7)する。
注6) 試験片と両端シール用テープとの重なり部の段差は水路になりやすいので,試験体組立の最
終段階で,へらで強く圧着し,テープ厚さによる段差を緩和する。
7) 圧着条件は製造業者の指示による。
g) 被着体としては,透湿防水シートのうち,単層シート3)及び複層シート4)の両方で試験を行い,その
試験体は各3個とする。
図7−密着安定性試験(貼り付け方)
12
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
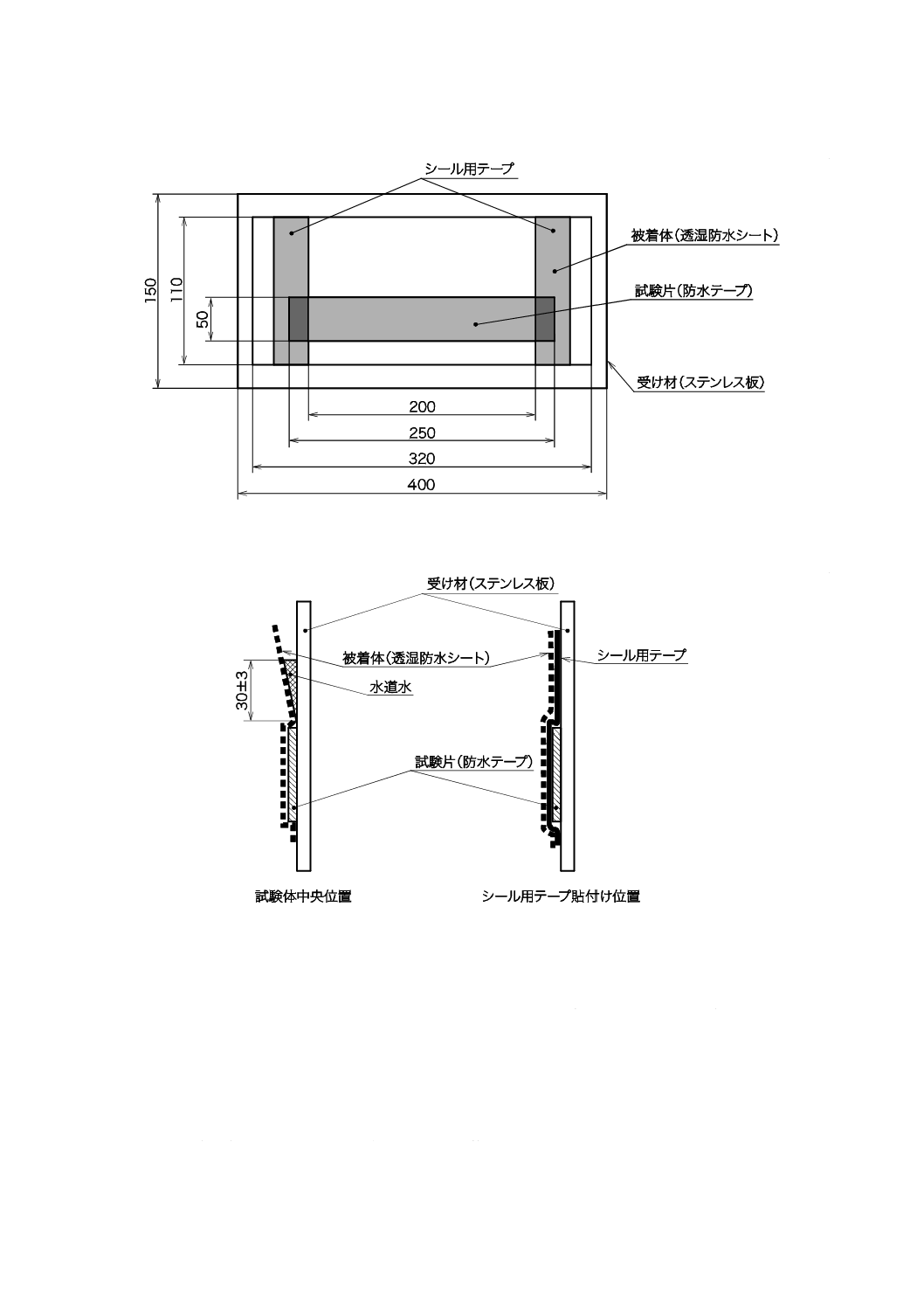
単位 mm
図8−密着安定性試験(寸法)
単位 mm
図9−密着安定性試験(試験体断面図)
5.8.4
密着安定性の測定
密着安定性の測定は,試験体を温度60±2 ℃の空気かくはん(攪拌)式乾燥機又はこれと同等以上の性
能をもつ装置中で120〜125時間養生した後,温度23±2 ℃,相対湿度(50±5) %の標準状態に10〜30分間
静置後,図9のように下方及び両側を防水テープでせ(堰)き止めた袋状の中に,水道水を30±3 mmの
高さまで注水し,60分間垂直に保持する。その間の水漏れの有無を目視によって観察する。
5.8.5
試験結果
試験結果は,3個の試験体から水漏れの有無を目視によって確認し,記録する。また,合わせて被着体
として用いた透湿防水シートの種類(単層シート及び複層シート)を記録する。
13
A 6112:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.9
外観試験及び寸法測定
防水テープの外観は,目視によって,巻きずれ,巻き巣などがないかを確認する。次に,防水テープの
最外周部分を除いてから,長さ方向に300 mm程度巻き出し,平面に置いたとき,防水テープの著しいね
じれがないかを確認する。
防水テープの寸法は,JIS Z 1528の6.5(寸法)によって試験を行う。結果は,5.2に従い,記録する。
6
検査
検査は,形式検査と受渡検査とに区分し,次による。
a) 形式検査 形式検査は,性能に影響を及ぼす技術的生産条件が変更された場合に5.5〜5.9の試験を行
い,箇条4に適合したものを合格とする。
b) 受渡検査 受渡検査は,合理的な抜取検査方式によって,検査ロットの大きさ及び抜取り数を決定し,
5.9によって試験を行い,4.2及び4.3に適合したものを合格とする。
なお,受渡当事者間の協定によって検査項目を追加することができる。
7
製品の呼び方
製品の呼び方は,規格名称,幅及び長さによる(例参照)。
例 住宅用両面粘着防水テープ 50 mm×20 m
8
表示及び包装
8.1
表示
防水テープには,送付状又は包装の見やすいところに,次の事項を表示しなければならない。ただし,
個装の場合は,d)を除く。また,受渡当事者間の協定によって,c)を省略できる。
a) 規格名称又は規格番号
b) 寸法[幅(mm)及び長さ(m)]
c) 製造業者名又はその略号
d) 数量
e) 製造年月日又はその略号
8.2
包装
防水テープは,箱,フィルムなどで個装するか,又は適切な数量にまとめ,貯蔵,輸送などに適するよ
うに包装する。
9
保存及び取扱い上の注意事項
防水テープは,温度,湿度,圧力などによって,その品質が影響を受けやすいので,保存及び取扱いに
ついては,次の事項を守ることが望ましい。
a) 保管方法: 直射日光及び高温,高湿の場所は避ける。
b) 運搬上の注意: 変形防止のため,横積みは避ける。