2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 5752-1994
金属製建具用ガラスパテ
Putty for metal sash glazing
1. 適用範囲 この規格は,金属製建具にガラスを取り付ける場合に使用する金属製建具用ガラスパテ(以
下,ガラスパテという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS G 3302 溶融亜鉛めっき鋼板及び鋼帯
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS K 2207 石油アスファルト
JIS Z 8401 数値の丸め方
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考値である。
2. 種類 ガラスパテの種類は,次の2種類とする。
(記号)
1種(硬化性ガラスパテ)
M1
2種(非硬化性ガラスパテ)
M2
3. 原料及び製造 ガラスパテは,鉱物質充てん材(炭酸カルシウム,鉛白,亜鉛華,チタン白など)及
び液状展色材(油脂,樹脂など)を主な原料とし,よく練り合わせて均質に製造する。
4. 品質 ガラスパテの品質は,5.によって試験を行い,表1の規定に適合しなければならない。試験温
度は20±3℃とする。ただし,4週平均気温が10℃以下で施工するものは5±2℃で試験を行い,その試験
温度を明記する。
備考 施工の際に練り油(プライマー,ボイル油など)を加えるものは,練り合わせたものについて
試験する。
2
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
項目
種類
1種
2種
過熱減量
(%) 2以下
1以下
作業性
合格
合格
軟度
(mm) 26.0以上 32.0以下 26.0以上 32.0以下
スランプ
(mm) 3以下
3以下
硬化性
(mm) 3.0以上
6.0以上
き裂試験
合格
合格
引張付着力 {N/kgf} 30 {3.1} 以上
40 {4.1} 以上
5. 試験
5.1
数値の丸め方 数値の丸め方は,JIS Z 8401による。
5.2
数値の換算 従来単位の試験機又は計測器を用いて試験する場合の国際単位系 (SI) による数値へ
の換算は,次による。
1kgf=9.80N
5.3
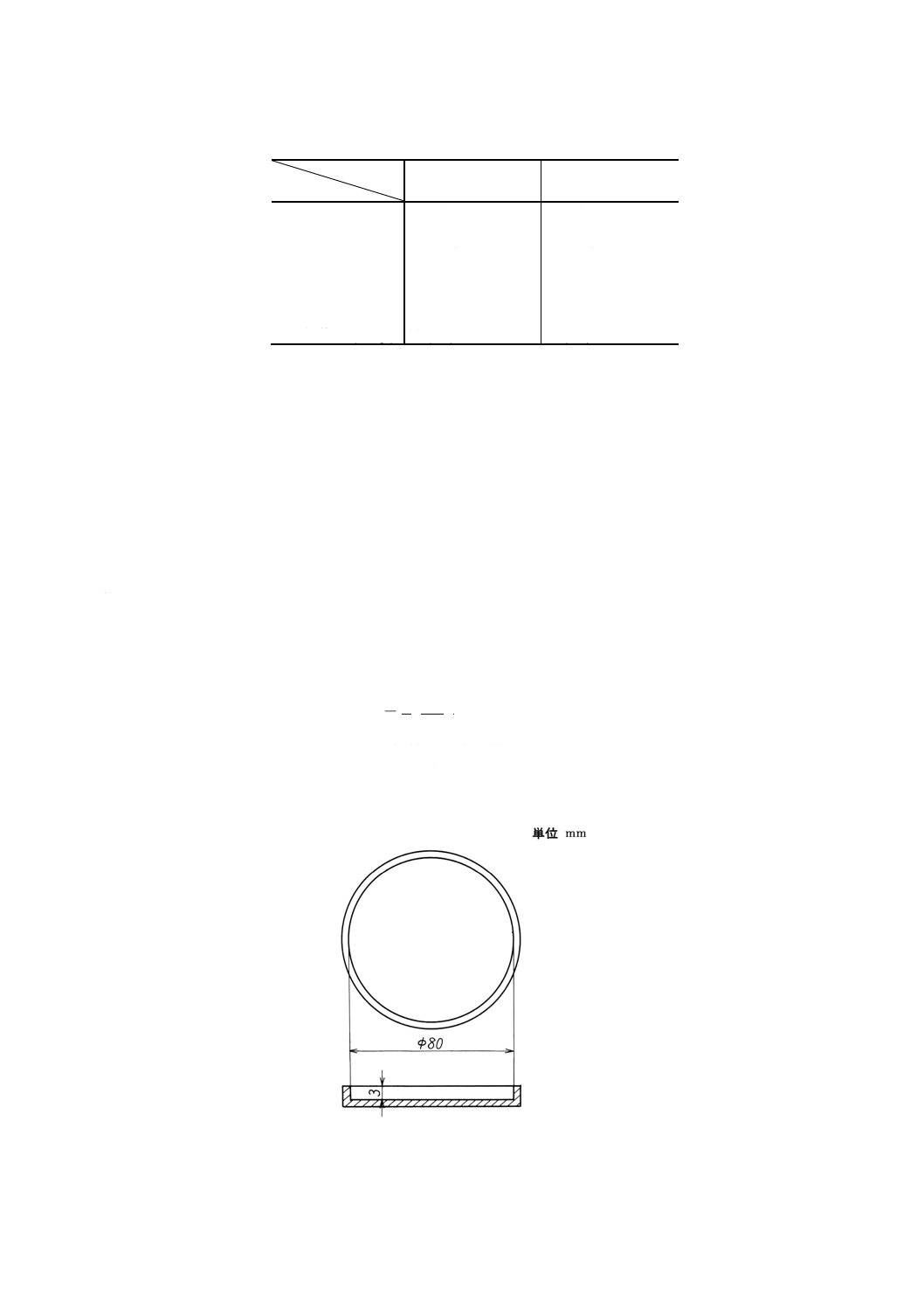
加熱減量 加熱減量は,次のとおりとする。
(1) 試験器具 試験器具は,図1に示す耐食性金属(厚さ約1mm)で作られた深さ3mm,内径80mmの
平底皿を使用する。
(2) 試験方法 平底皿の質量を0.01gの精度で測定する。試料(約40g)を,室温で,平底皿にパテナイフ
などで一様にならし,その質量を0.01gの精度で測定する。これを温度105〜110℃の恒温器で3時間
加熱後取り出し,デシケーターに入れて室温になるまで冷却して,その質量を0.01gの精度で測定す
る。加熱減量は,次の式によって求める。
加熱減量 (%) =
100
1
0
1
×
−
m
m
m
ここに, m0: 加熱後の試料質量 (g)
m1: 加熱前の試料質量 (g)
図1 平底ざら
5.4
作業性 作業性は良好で,次の(1)及び(2)の規定に合格しなければならない。
(1) 試料(約500g)を4.の試験温度で1分間手でよく練り合わせる。その際手に著しく粘着して作業が困
3
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
難なものであってはならない。ただし,施工の際にガンなどの施工器具を用いる場合は適用しない。
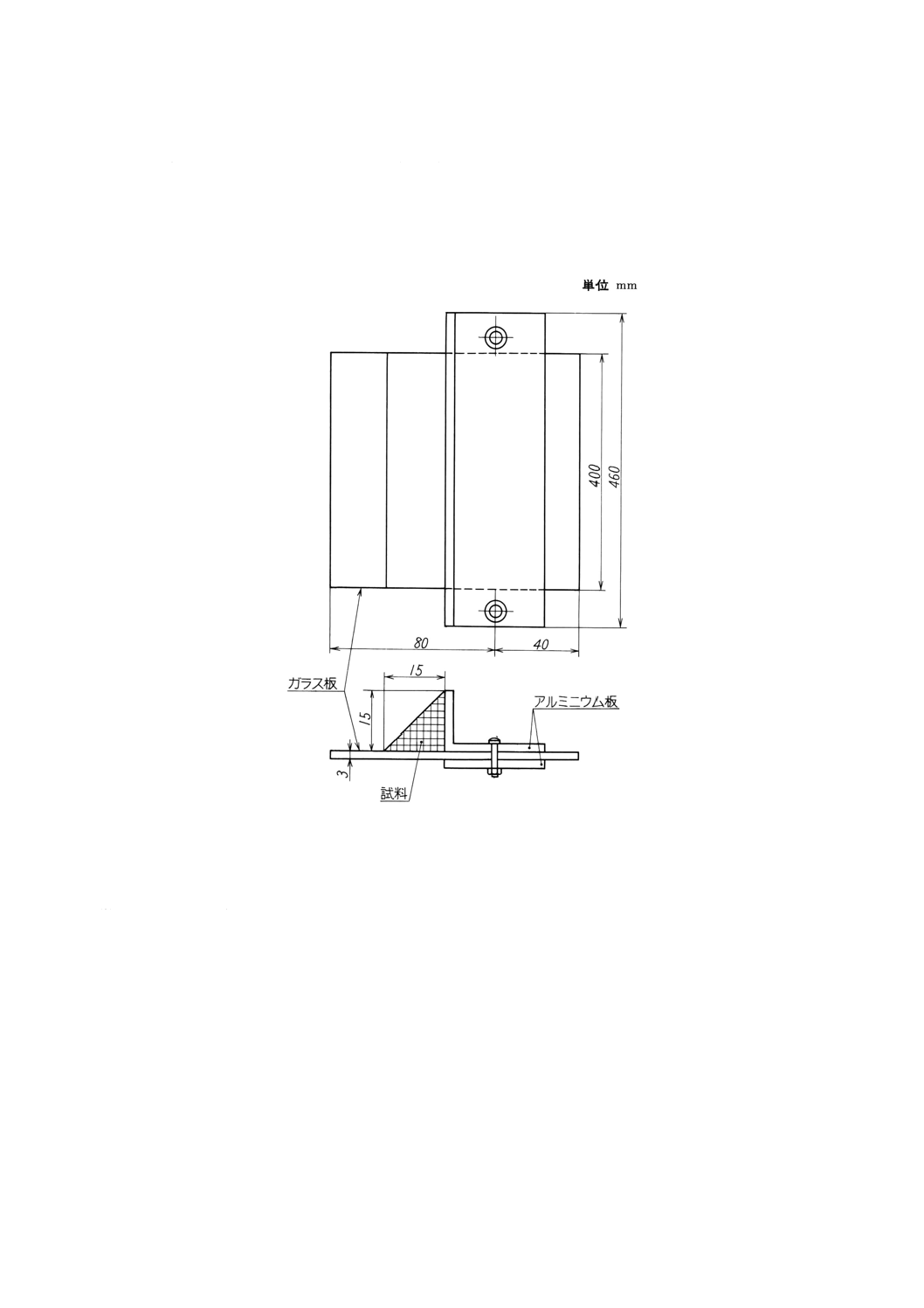
(2) (1)の試験を図2に示す器具を用いて三角状(約15×15 mm)にパテ止めした場合,逆目を著しく起こ
したり,くずれ,割れを生ずることなくパテナイフで容易に滑らかに仕上げられるものでなければな
らない。
図2 作業性試験
5.5
軟度
5.5.1
試験器具 試験器具は,次の(1)及び(2)に示すものを用いる。
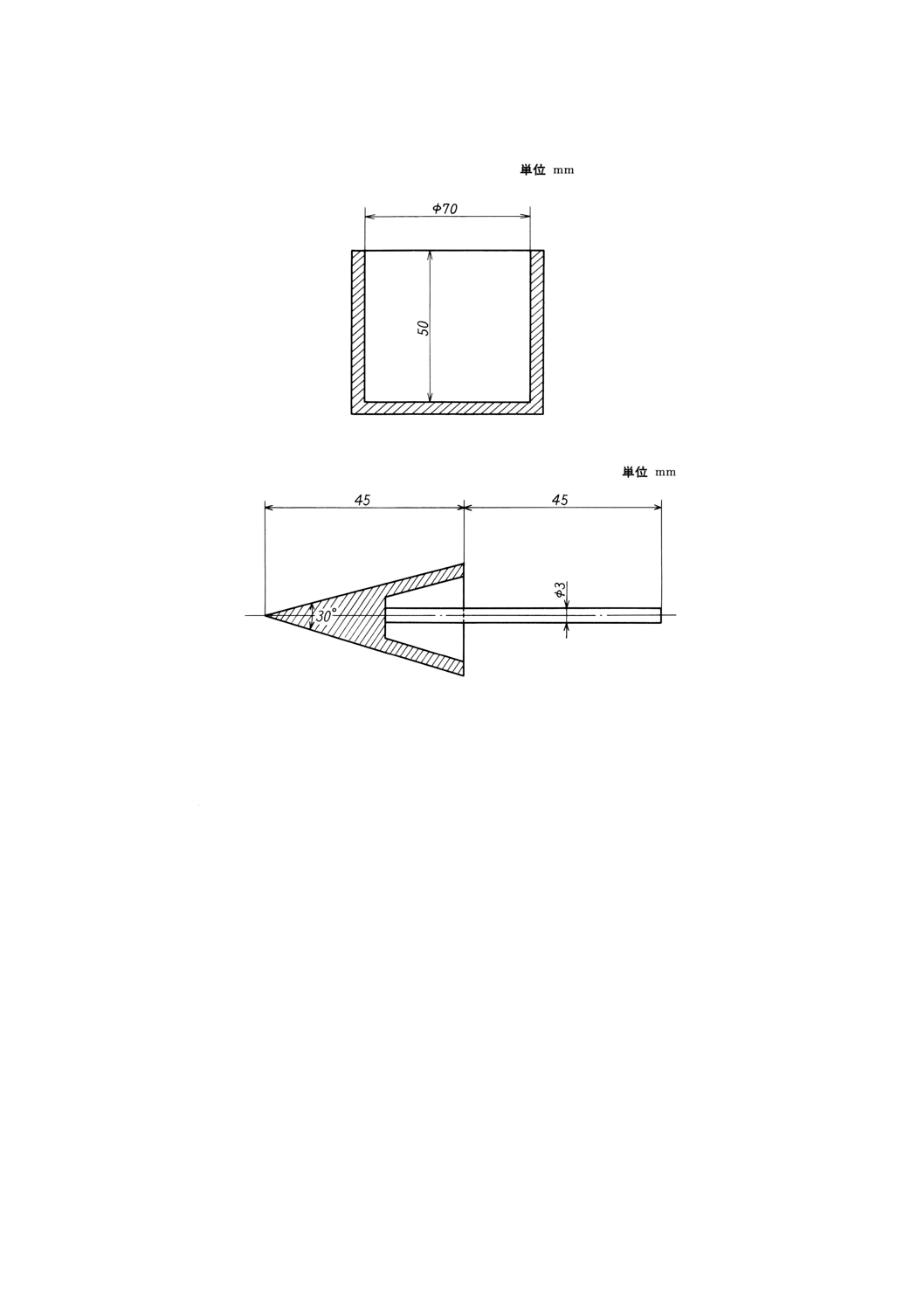
(1) 円筒容器 耐食性金属(厚さ約1mm)で作られた深さ50mm,内径70mmのもの(図3参照)。
(2) 針入度計 JIS K 2207に規定する針入度計。ただし,測定用針は,図4に示す先端角度30°円すい針
で,耐食性金属にニッケルめっきを施したもの。
4
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 円筒容器
図4 針入度測定用円すい針
5.5.2 試験方法 試料を4.の試験温度で3時間以上静置後よく練り,円筒容器に一杯になるまで充てんし,
パテナイフなどでその表面を平らにならし,直ちに針入度計を用いて,その試験温度で測定用針を円筒容
器の中心に落下総質量150gで5秒間針入させ,その針入量を0.1mmの精度で測定する。軟度は,その針
入量をもって表す。
5.6
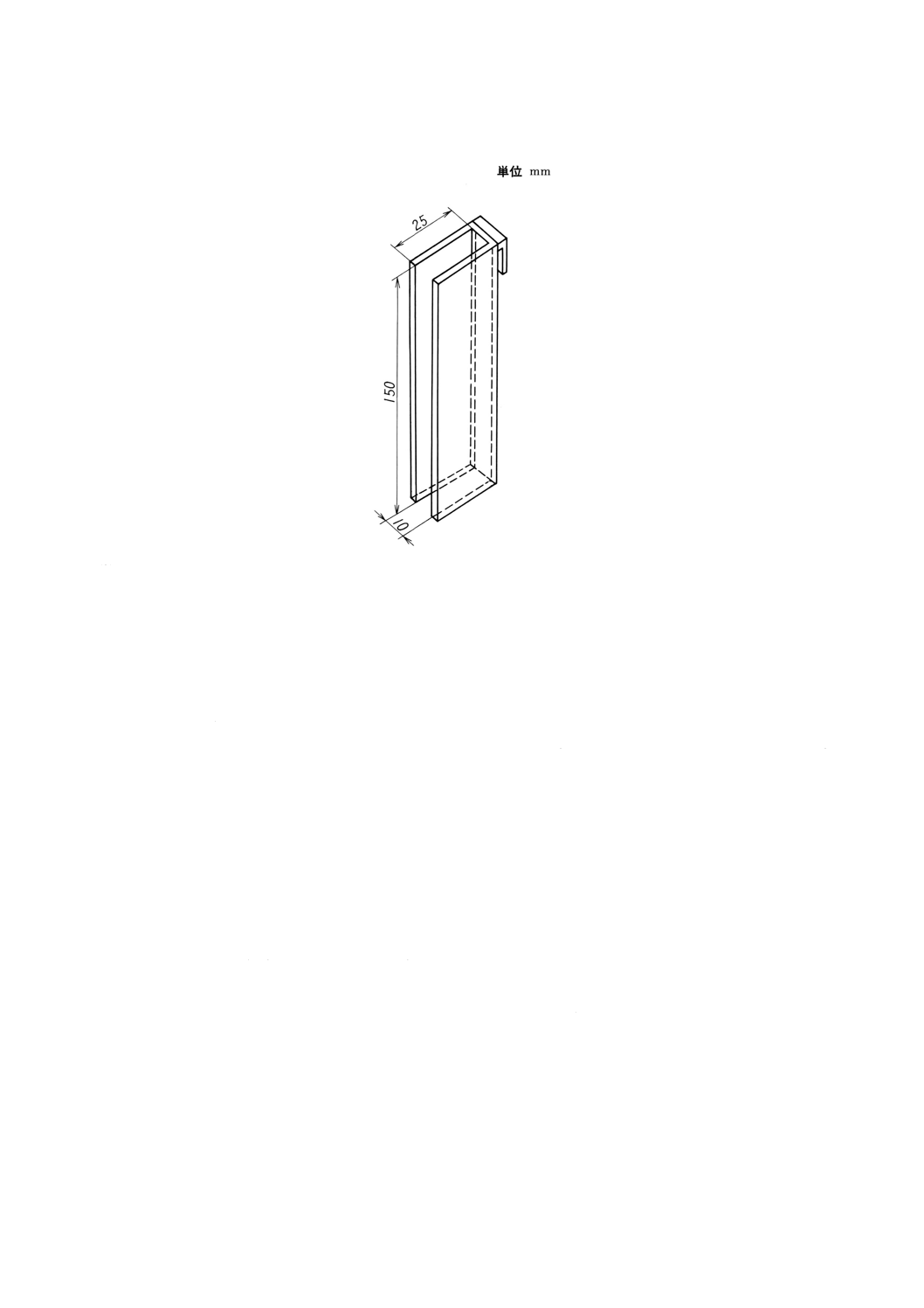
スランプ スランプは,次のとおりとする。
(1) 試験器具 試験器具は,図5に示すJIS H 4000の1100(厚さ1mm以上)で作られたみぞ形容器を使
用する。
5
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 みぞ形容器
(2) 試験器具の洗浄 試験器具の洗浄は,エチルアルコールとベンゼンとの等容混合液で十分に洗浄し,
ほこりが付かないようにして乾燥した後,試験器具をつるしてその全面に水を注ぎかける。水の滴が
落ち切って,試験器具の全面がぬれて,連続した水の薄い膜で覆われている場合は,試験器具は清浄
であるとする。清浄であることが確かめられた後に次の処理を行う。容積でりん酸(試薬特級)10,n
−ブチルアルコール(試薬特級)40,イソプロピルアルコール(試薬)30,水20の混合溶液をビーカ
ーに入れ,約80℃に保ちながらその中に試験器具を浸す。10分後に取り出し,室内につるして2時間
後に柔かい綿布で軽くこする。次に水で十分に洗い,50℃に保った乾燥器に入れてほこりが付かない
ように1時間乾燥後取り出し,直ちに塩化カルシウム入りのデシケーターに入れる。試験器具は,デ
シケーターに入れてから48時間以内に使用しなければならない。
(3) 試験方法 試料をよく練り,みぞ形容器に一杯に充てんし,その表面をパテナイフなどで平らになら
す。これを4.の試験温度で24時間,引き続いて温度60±3℃の恒温器に24時間鉛直に懸垂する。
スランプの値は,容器の下端から試料の垂れ下った先端までの距離で表す。
5.7
硬化性
5.7.1
試験器具 試験器具は,次の(1)及び(2)に示すものを使用する。
(1) 平底皿 耐食性金属(厚さ約1mm)で作られた深さ10mm,内径80mmのもの。
(2) 針入度計 5.5の軟度試験に用いる針入度計及び測定用針を用いる。
5.7.2
試験方法 試料をよく練り,平底皿に一杯になるまで充てんし,その表面をパテナイフなどで平ら
にならす。これを温度60±3℃の恒温器に96時間静置後取り出し,デシケーターの中に入れて室温になる
まで冷却する。針入量は,針入度計を用いて落下総質量50gで5秒間針入させ,その針入量を0.1mmの精
度で測定する。硬化性は,針入量をもって表す。
5.8
き裂
5.8.1
試験器具 試験器具は,次の(1)及び(2)に示すものを使用する。
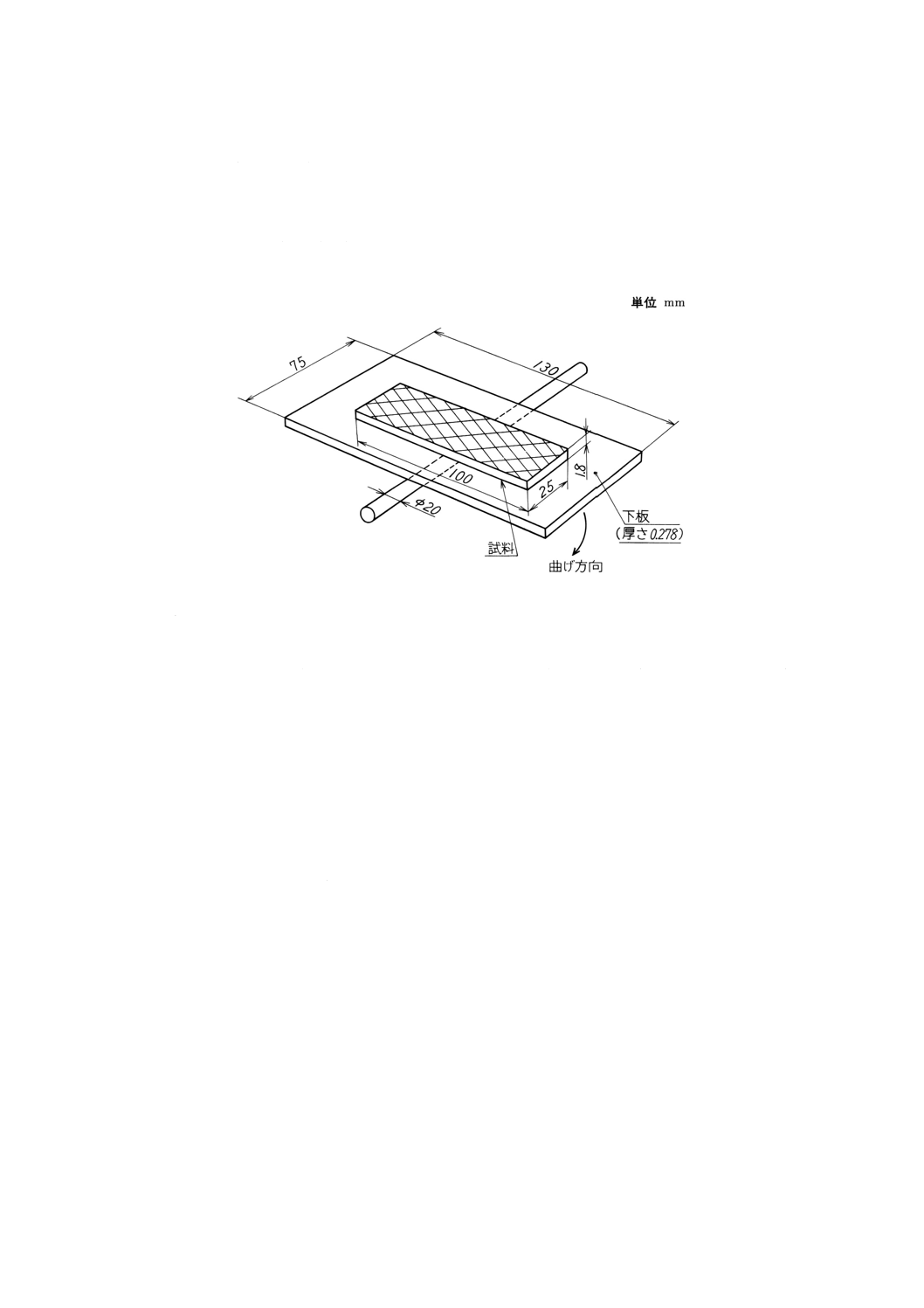
(1) 下板 JIS G 3302に規定する厚さ0.278mm(31番),大きさ約75×130mmのもの。
6
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 丸鋼 径20mm,長さ120mmのもの。
5.8.2
試験方法 試料をよく練り,下板の中心に厚さ1.8mm,大きさ25×100mmにパテナイフなどで平
らに練りつける。これを温度60±3℃の恒温器に3時間静置後取り出し,室温になるまで冷却する。冷却
後,下板の中央部分を丸鋼に巻き付け,2秒間に90度まで折り曲げる。その際下板に達するき裂,はく離
などが生じてはならない(図6参照)。
図6 き裂試験
5.9
付着力
5.9.1
試験器具 試験器具は,次の(1)及び(2)に示すものを使用する。
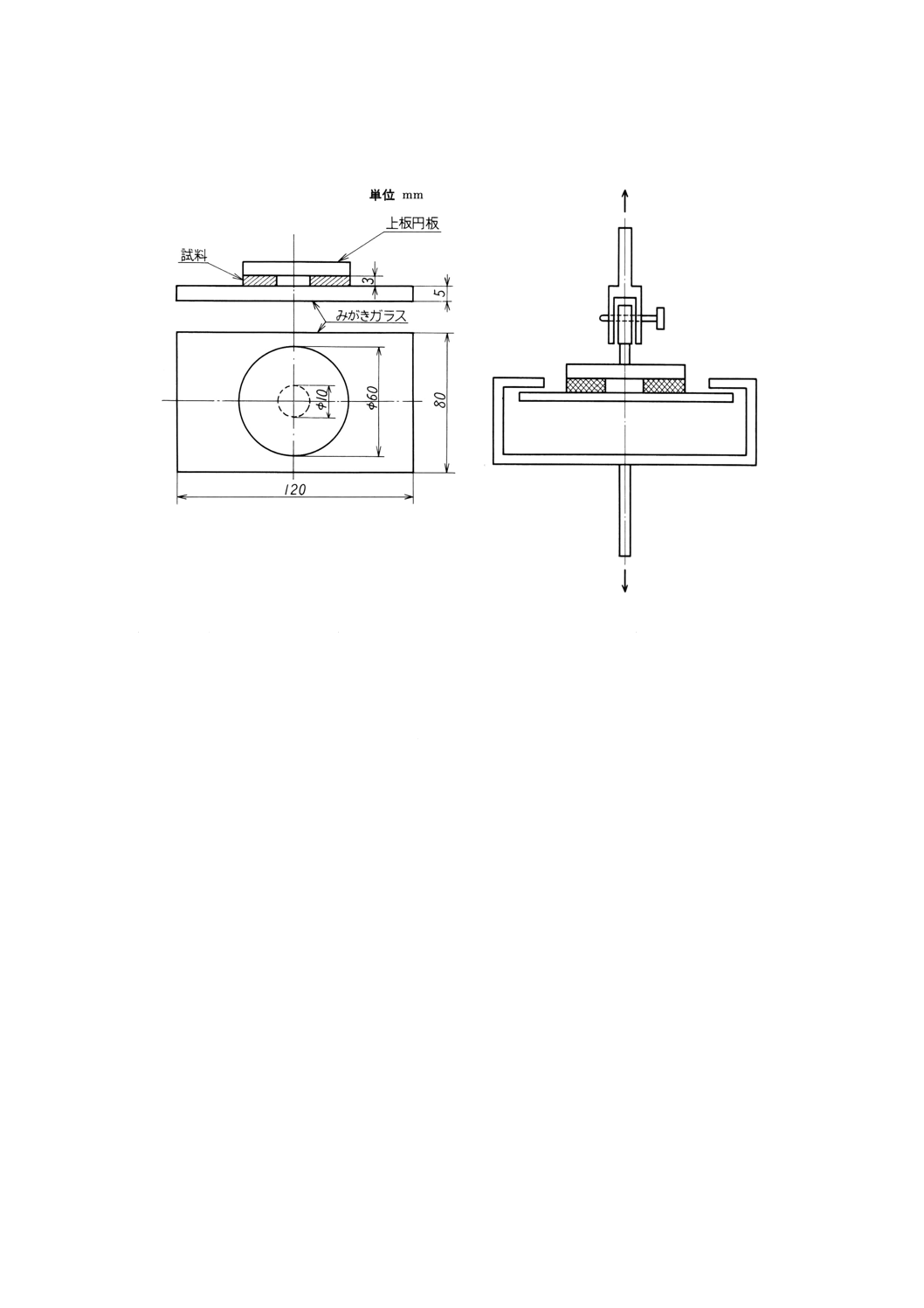
(1) 下板 みがきガラス板で,大きさ約120×80mm,厚さは5mmのもの。
(2) 上板円板 JIS H 4000の径60mmの円板で,下面には中心に径10mm,厚さ3mmのスペーサが付いた
もの(図7参照)。
(3) 試験器具の洗浄 下板の洗浄は,石けん,洗剤,アルカリなどの水溶液中で煮沸し,その後水で十分
に洗ってから乾燥する。次に,エチルアルコールとベンゼンとの等容混合液で十分に洗浄し,ほこり
が付かないようにして乾燥した後,下板をつるしてその全面に水を注ぎかける。水の滴が落ち切って,
下板の全面がぬれて,連続した水の薄い膜で覆われている場合は,下板は清浄であるとする。清浄で
あることを確かめた後,エチルアルコール (99.5%) (試薬)を入れた二つのビーカーの中に順々に浸
して取り出し,50℃に保った乾燥器の中につるして手早く乾燥した後,塩化カルシウム入りのデシケ
ーターに入れる。下板は,デシケーターに入れてから48時間以内に使用しなければならない。
上板円板の洗浄は,5.6(2)による。
7
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 付着力試験体
図8 試験方法
5.9.2
試験方法 試験方法は,次のとおりとする。
(1) 試料をよく練り,上板円板に塗り付ける。これを,下板ガラスの中心に試料厚さが3mmになるよう
に軽く押さえる。この場合,付着面及び試料中に気泡が入らないよう注意しなければならない。
上板円板からはみ出した試料は,パテナイフなどで取り除く(図7参照)。
(2) 試験体は,温度20±3℃の恒温器に96時間静置後取り出し,ショッパー引張試験機を用いて,引張強
さ毎分10mmで引張荷重を加え,その付着力を測定する(図8参照)。
6. 表示 ガラスパテは,その容器ごとに次の事項を明示する。
練り油を使用するものは,その種類及び使用量を明示しなければならない。
(1) 種類(5±2℃で試験したものは,試験温度を含む)
(2) 正味質量
(3) 製造年月日
(4) 製造業者名又はその略号
8
A 5752-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
建築部会 金属製建具用パテ専門委員会 構成表(昭和41年1月1日制定のとき)
氏名
所属
(委員会長)
波多野 一 郎
千葉大学工学部建築学科
加 藤 正 守
千葉大学工業部建築学科
仁 平 久 信
鹿島建設株式会社技術研究所
高 木 暢太郎
株式会社竹中工務店建築技術研究所
丸 一 俊 雄
清水建設株式会社
本 間 正 道
建設省関東地方建設局
井 上 隆 章
日本住宅公団
白 井 和 成
日本電信電話公社建築局
鈴 木 尚
日本国有鉄道設備局
北 山 昌 寛
通商産業省軽工業局
渋 谷 誉之丞
関東板硝子工事協同組合
杉 山 郡 市
関西板硝子工事協同組合
志 水 柳 一
志水パテ製造株式会社
山 本 照 夫
テイパ化工株式会社
江 藤 哲 夫
旭ガラス株式会社
田 口 茂
日本板硝子株式会社
田 中 長 雅
日本ペイント株式会社
伊 藤 憲太郎
社団法人日本建設材料協会
三 宅 俊 治
建設省住宅局
木 下 亨
工業技術院標準部
(事務局)
田 村 尹 行
工業技術院標準部材料規格課
藤 田 富 男
工業技術院標準部材料規格課
(事務局)
田 村 尹 行
工業技術院標準部材料規格課(昭和50年11月1日改正のとき)
米 倉 久 明
工業技術院標準部材料規格課(昭和50年11月1日改正のとき)
下 原 昭 三
工業技術院標準部材料規格課(昭和50年11月1日改正のとき)
田 仲 信 夫
工業技術院標準部材料規格課(昭和50年11月1日改正のとき)
(事務局)
牛 島 宏 育
工業技術院標準部材料規格課(平成6年6月1日改正のとき)
根 岸 喜代春
工業技術院標準部材料規格課(平成6年6月1日改正のとき)
荒 井 淳
工業技術院標準部材料規格課(平成6年6月1日改正のとき)