A 5540:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 構成······························································································································· 1
4 製品の形式及び呼び方 ······································································································· 2
5 性能······························································································································· 4
5.1 引張強度 ······················································································································ 4
5.2 永久変形 ······················································································································ 4
6 試験方法························································································································· 4
6.1 引張強度 ······················································································································ 4
6.2 永久変形 ······················································································································ 4
7 検査······························································································································· 4
7.1 引張強度 ······················································································································ 5
7.2 永久変形 ······················································································································ 5
8 包装······························································································································· 5
9 表示······························································································································· 5
9.1 包装の表示 ··················································································································· 5
9.2 製品の表示 ··················································································································· 5
10 報告書 ·························································································································· 5
附属書A(規定)ターンバックルボルトの種類,形状及び寸法 ····················································· 6
A 5540:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鋼構
造協会(JSSC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS A 5540:2003は改正され,また,JIS A 5542:2003は廃止され,この規格に置き換えら
れた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 5540:2008
建築用ターンバックル
Turnbuckle for building
1
適用範囲
この規格は,建築物の筋かいなどに用いる建築用ターンバックル(以下,ターンバックルという。)につ
いて規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS A 5541 建築用ターンバックル胴
JIS B 0205-2 一般用メートルねじ−第2部:全体系
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 0251 メートルねじ用限界ゲージ
JIS B 1180 六角ボルト
JIS B 1181 六角ナット
JIS B 1186 摩擦接合用高力六角ボルト・六角ナット・平座金のセット
JIS B 7507 ノギス
JIS G 3101 一般構造用圧延鋼材
JIS G 3136 建築構造用圧延鋼材
JIS G 3138 建築構造用圧延棒鋼
JIS G 4321 建築構造用ステンレス鋼材
JIS H 8641 溶融亜鉛めっき
3
構成
ターンバックルの構成は,次による。
a) ターンバックルは,建築用ターンバックル胴(以下,ターンバックル胴という。)1個と建築用ターン
バックルボルト(以下,ターンバックルボルトという。)2本とから構成する。ただし,必要寸法を確
保するために,長尺のターンバックルボルト(以下,長尺用ターンバックルボルトという。)を必要と
する場合は,両ねじボルトと羽子板ボルトとを接続用ターンバックル胴でつないだものを1本のター
ンバックルボルトとみなす(この構成のものを以下,長尺用ターンバックルという。)。
b) ターンバックルボルトは,附属書Aによる。
c) ターンバックル胴は,JIS A 5541による。
d) 製品は,使用する材料の鋼種,めっき処理の有無によって炭素鋼製品,溶融亜鉛めっき付き炭素鋼製
2
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
品及びステンレス鋼製品に区分する。ターンバックルボルト及びターンバックル胴は,表A.1及びJIS
A 5541の表1に示す同一の製品区分同士の組合せとする。
4
製品の形式及び呼び方
ターンバックルの形式は,ターンバックルボルトとターンバックル胴との種類の組合せによって決まる。
その呼び方は,規格番号,表A.1及びJIS A 5541に規定する種類及び記号によって,次の順序で表す。
1項:規格番号
2項:左ねじターンバックルボルトの種類を示す記号(左ねじを示すL)
3項:ターンバックル胴の種類を示す記号
4項:右ねじターンバックルボルトの種類を示す記号(右ねじを示すR)
長尺用羽子板ボルトの場合は“ SW・”の後に接続用ターンバックル胴の種類を示す記号を示す。
5項:製品の区分を表す記号。2項〜4項の製品の区分をまとめてこの位置に表記する(炭素鋼製品は除く。)。
6項:ねじの呼び×ターンバックルの呼び長さ
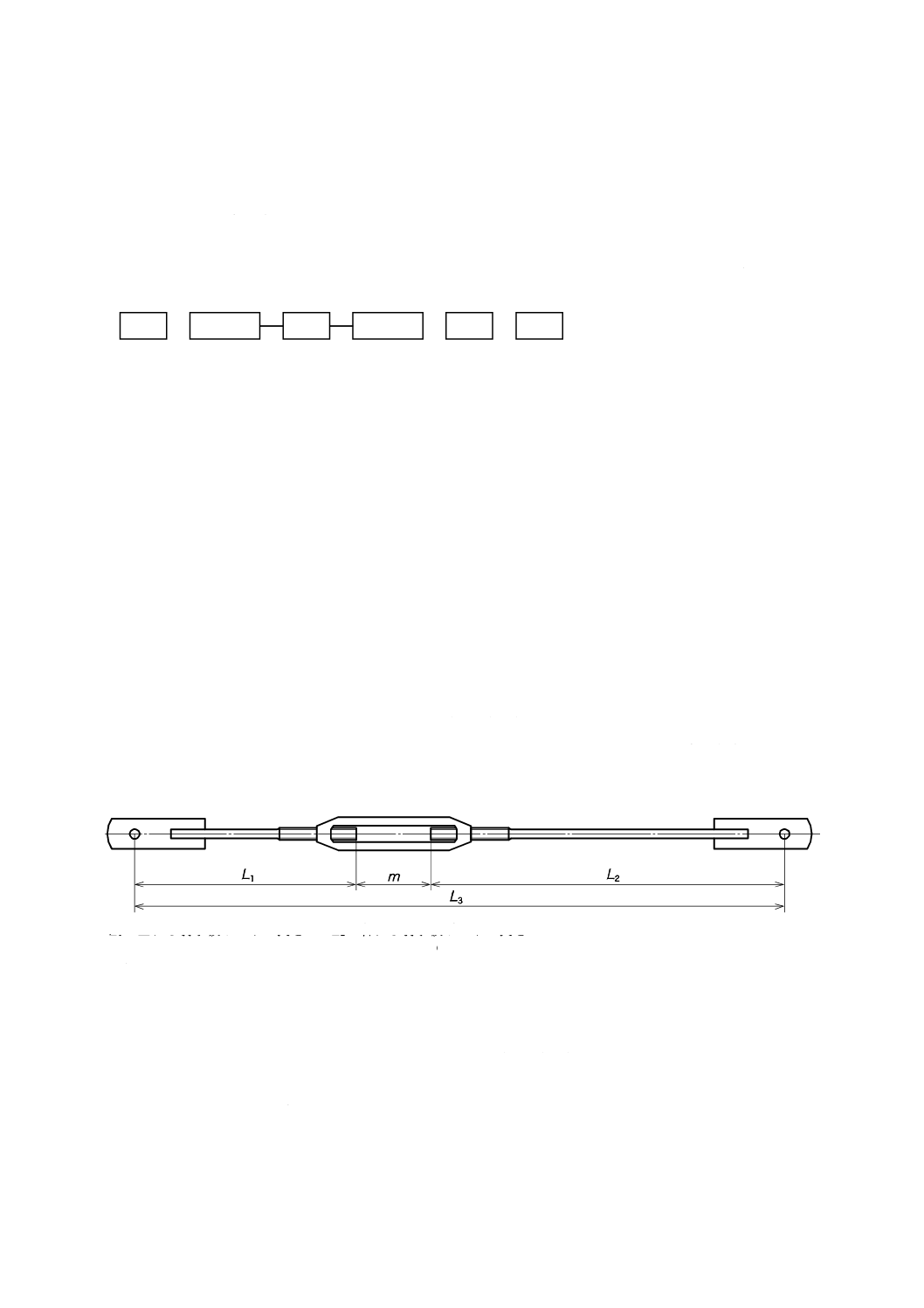
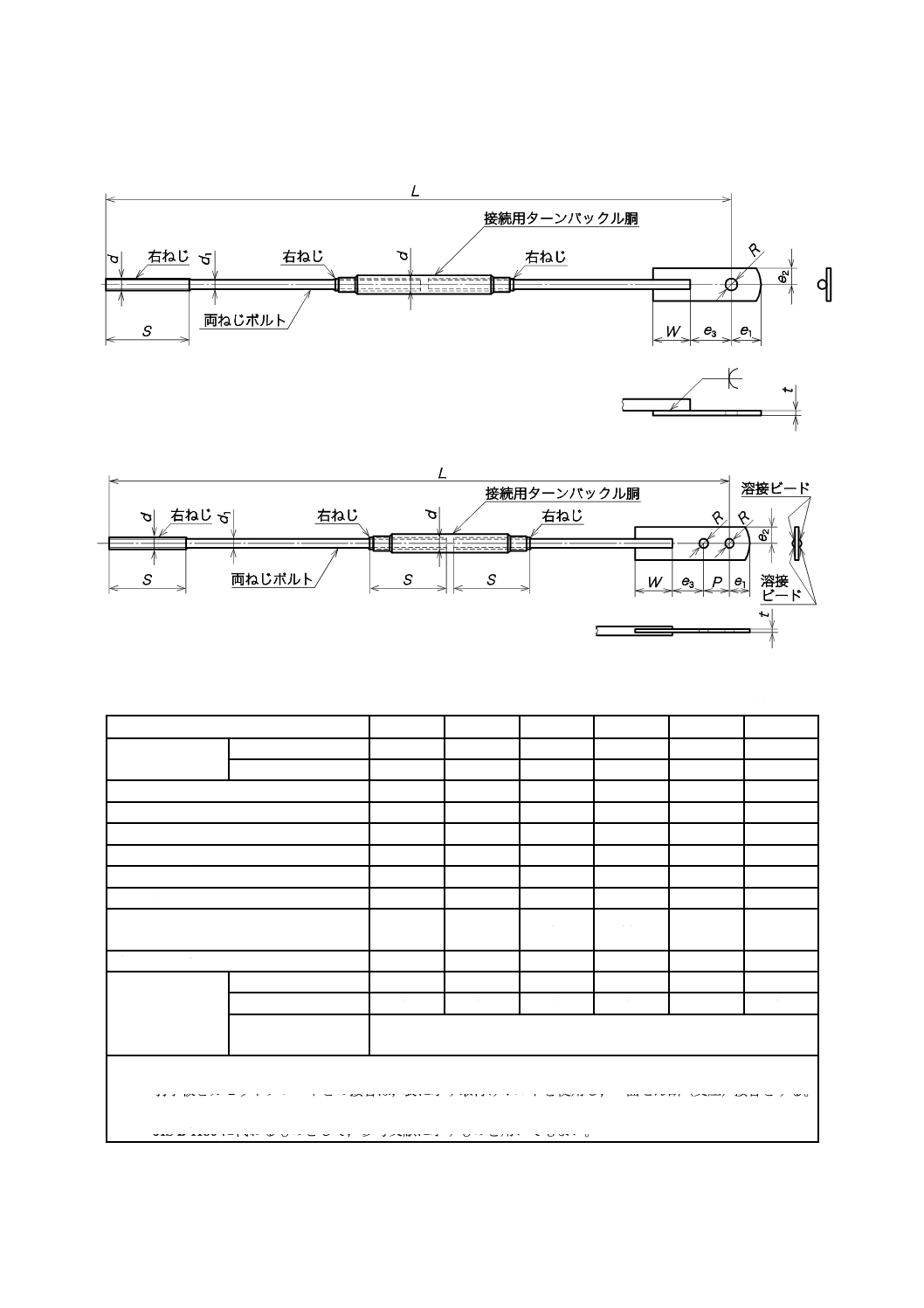
ターンバックルの呼び長さとは,図1,図2,図3及び図4に示すように一対のターンバックルボル
トの長さ(L1及びL2)に,ねじの呼びに応じた表1の中あき長さ(m)(参考寸法)を加えたものを
いう。ここでの中あき長さは規格値ではなく,ターンバックルがもつねじによる長さ調整機能を発
揮するために必要な寸法を参考寸法として表す。
製品形式の呼び方及び図の具体例を,次の例1〜例4及び図1〜図4に示す。
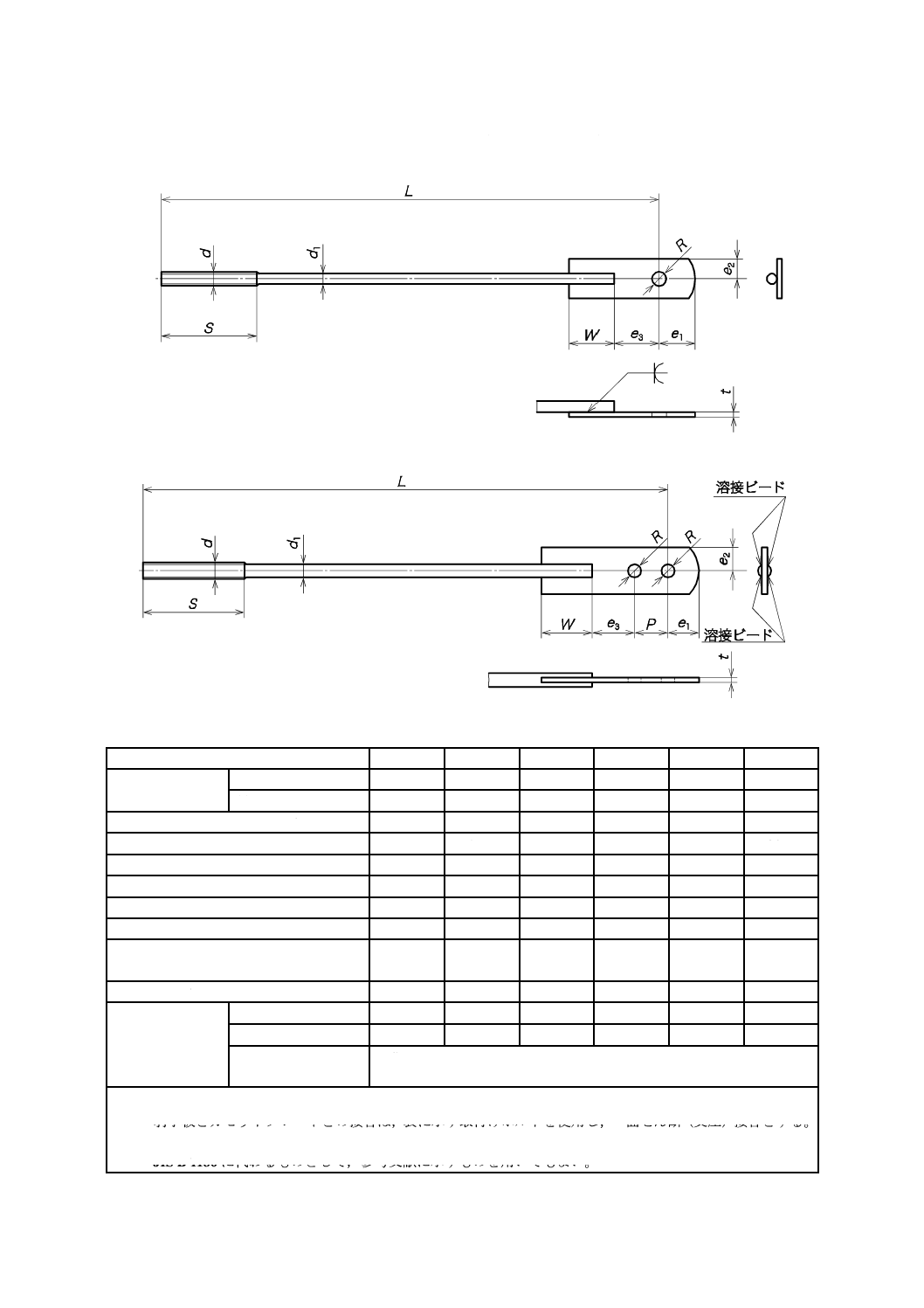
例1 JIS A 5540 S(L)-ST-S(R) M16×2500 (図1参照)
S(L):左ねじ羽子板ボルト,ST:胴は割枠式,S(R):右ねじ羽子板ボルト,炭素鋼製品(省略),
M16×2500:ねじの呼びはM16,ターンバックルの呼び長さ2 500 mmのものを示す。
L1:左ねじ羽子板ボルトの長さ L2:右ねじ羽子板ボルトの長さ
L3:ターンバックルの呼び長さ m:中あき長さa)
注a) 中あき長さは表1による。ただし,寸法は参考寸法とする。
図1−ターンバックルの例(1)
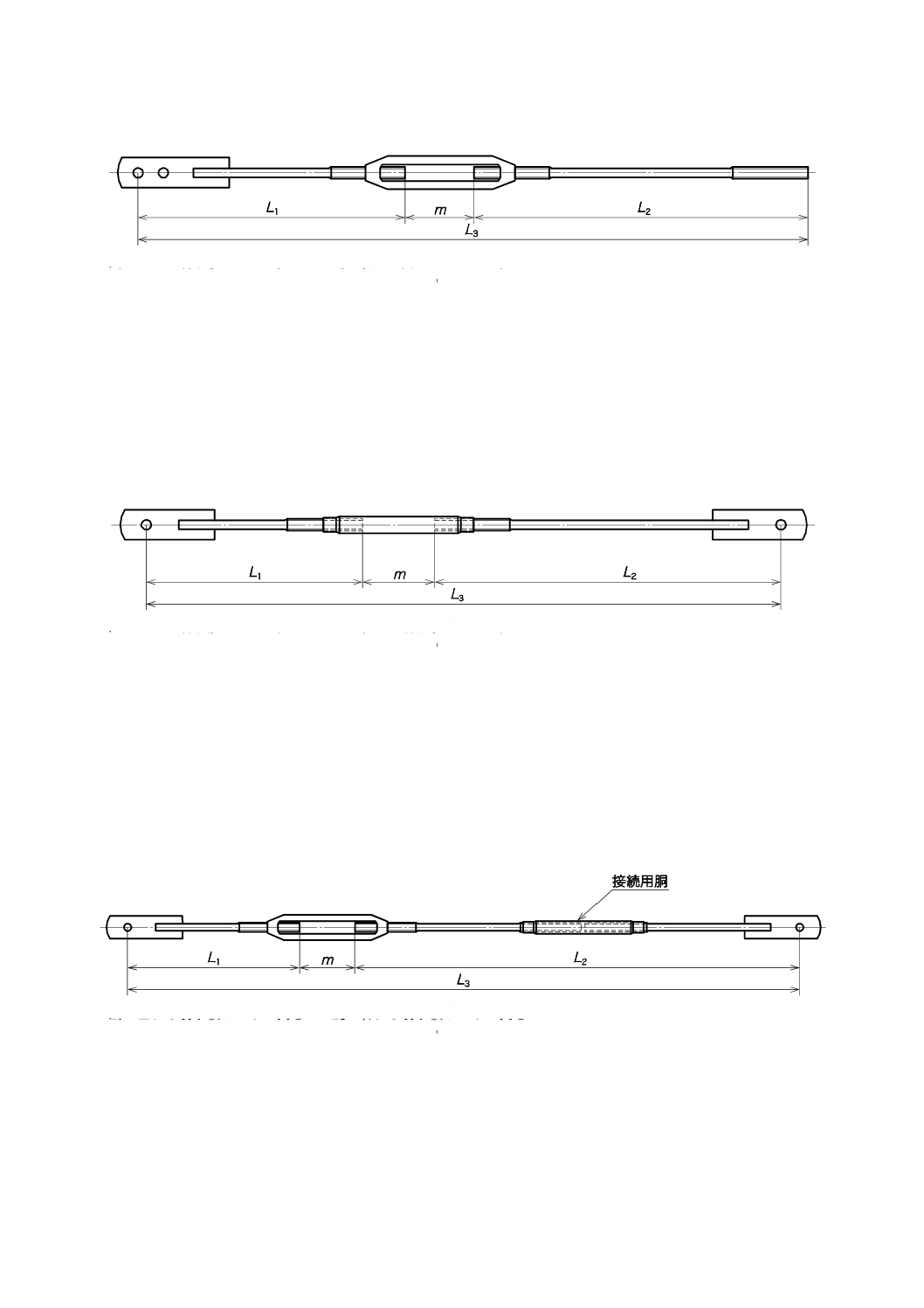
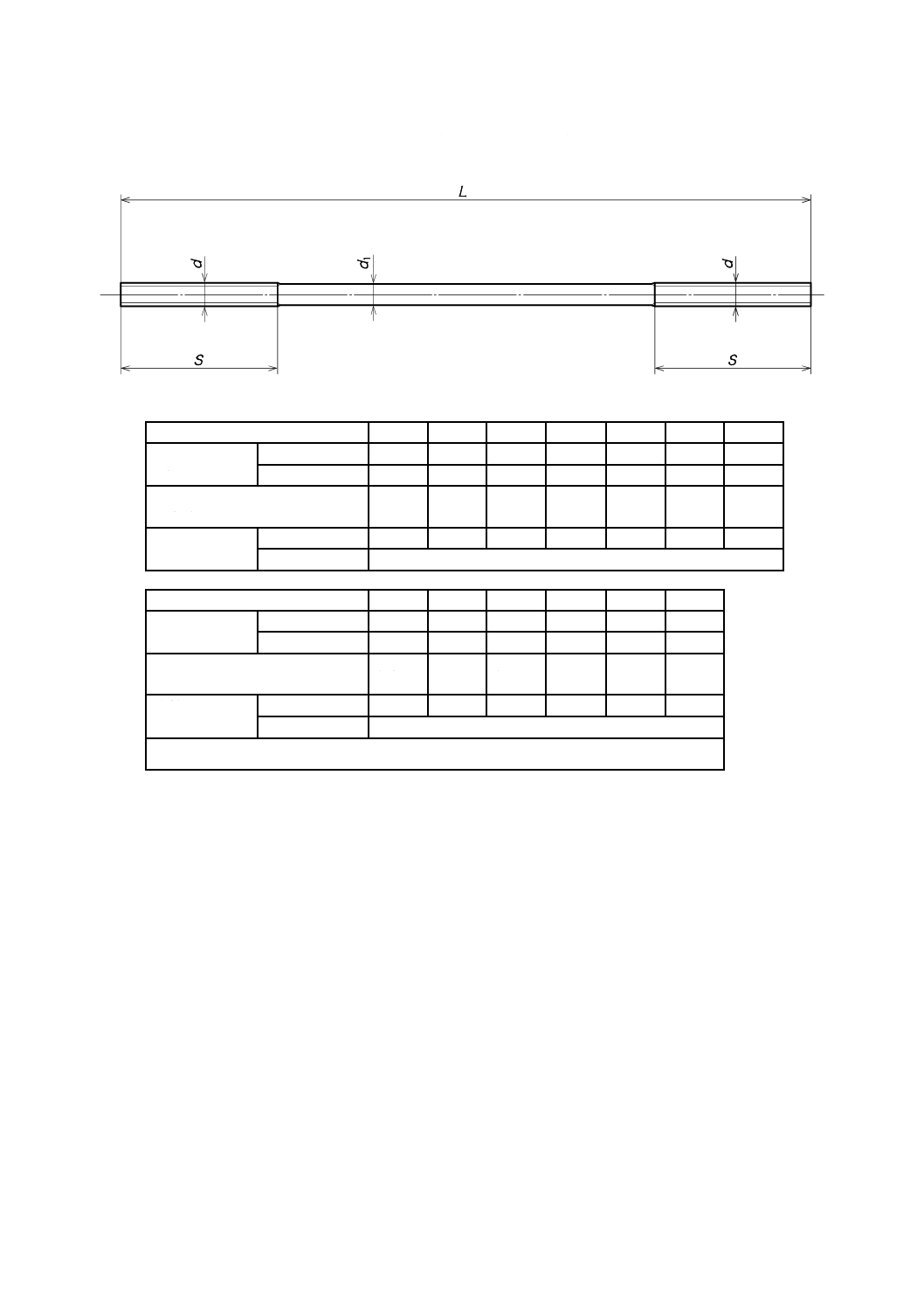
例2 JIS A 5540 S(L)-ST-D(R) HDZ M24×1800 (図2参照)
S(L):左ねじ羽子板ボルト,ST:胴は割枠式,D(R):右ねじ両ねじボルト,HDZ:溶融亜鉛め
っき付き炭素鋼製品,M24×1800:ねじの呼びはM24,ターンバックルの呼び長さ1 800 mm
のものを示す。
1項
2項(L)
3項
4項(R)
5項
6項
3
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L1:左ねじ羽子板ボルトの長さ L2:右ねじ両ねじボルトの長さ
L3:ターンバックルの呼び長さ m:中あき長さa)
注a) 図1注a) 参照。
図2−ターンバックルの例(2)
例3 JIS A 5540 S(L)-PT-S(R) SUS M20×3150 (図3参照)
S(L):左ねじ羽子板ボルト,PT:胴はパイプ式,S(R):右ねじ羽子板ボルト,SUS:ステンレ
ス鋼製品,M20×3150:ねじの呼びはM20,ターンバックルの呼び長さ3 150 mmのものを示
す。
L1:左ねじ羽子板ボルトの長さ L2:右ねじ羽子板ボルトの長さ
L3:ターンバックルの呼び長さ m:中あき長さa)
注a) 図1注a) 参照。
図3−ターンバックルの例(3)
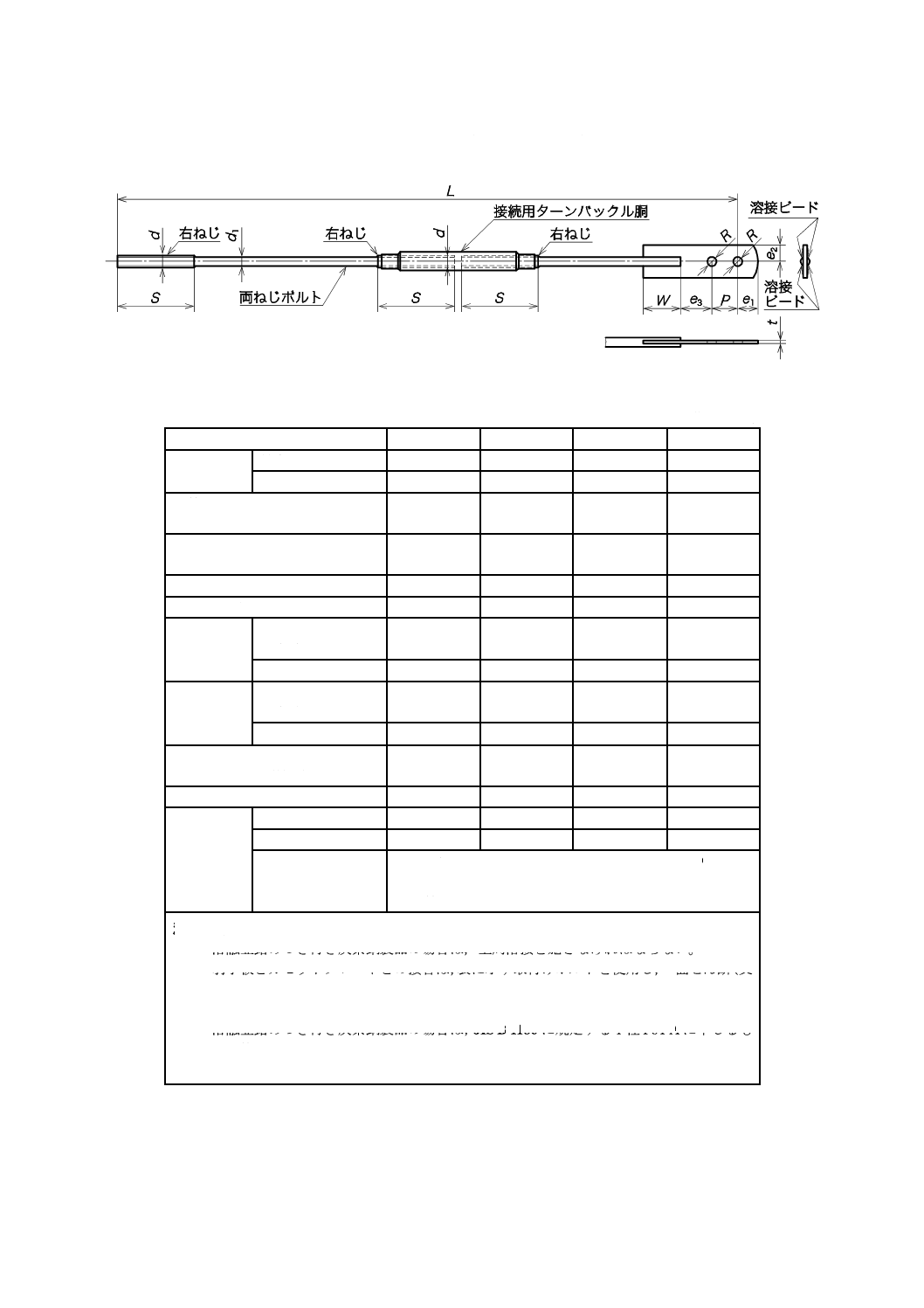
例4 JIS A 5540 S(L)-ST-SW・PTJ(R) M16×9200 (図4参照)
S(L):左ねじ羽子板ボルト,ST:胴は割枠式,SW・PTJ(R):右ねじ長尺用羽子板ボルト(接続
用胴はパイプ式),炭素鋼製品(省略),M16×9200:ねじの呼びはM16,ターンバックルの呼
び長さ9 200 mmのものを示す。
L1:左ねじ羽子板ボルトの長さ L2:右ねじ羽子板ボルトの長さ
L3:ターンバックルの呼び長さ m:中あき長さa)
注a) 図1注a) 参照。
図4−ターンバックルの例(4)
4
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
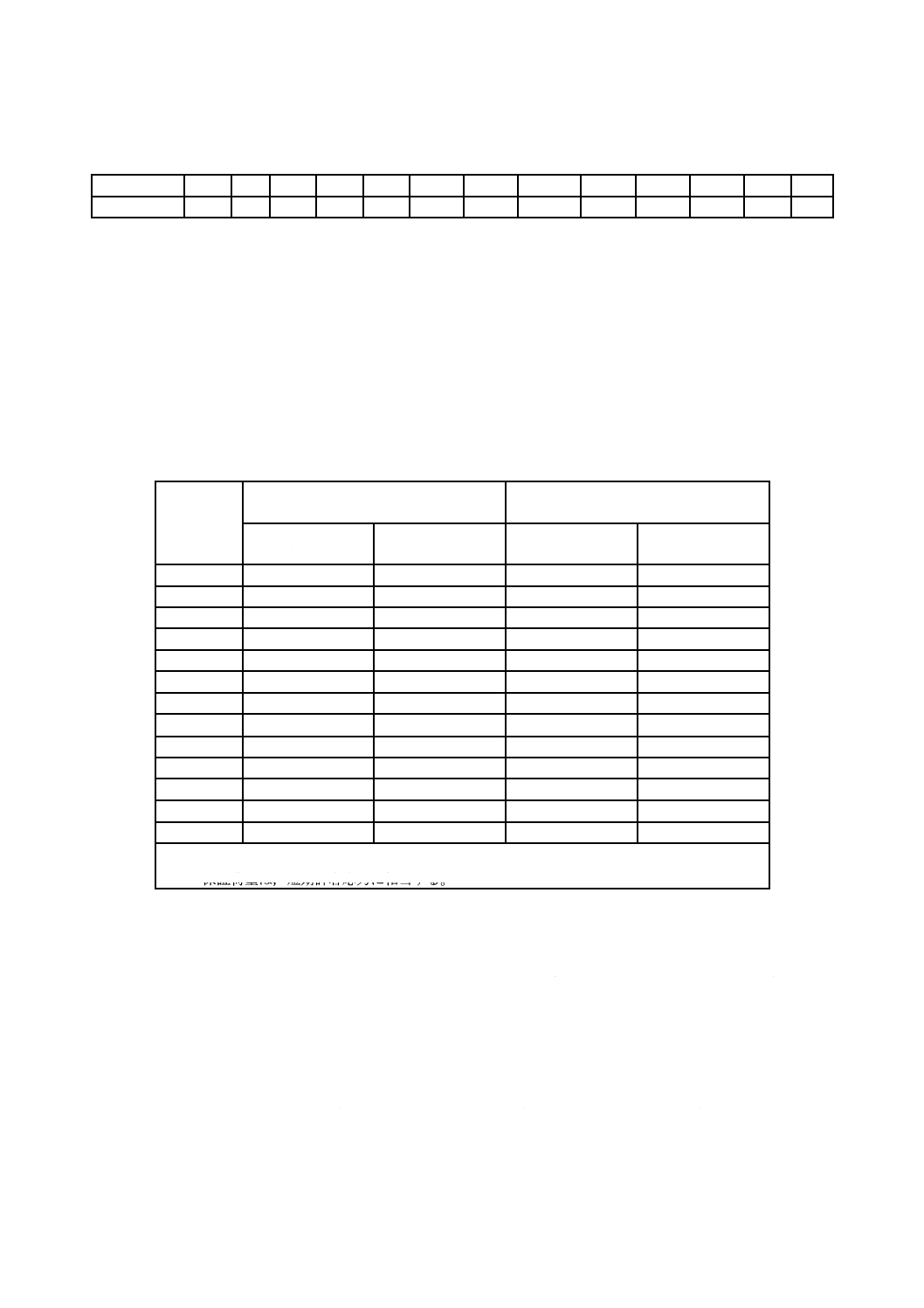
表1−ねじの呼びに対応する中あき長さ
単位 mm
ねじの呼び
M6
M8
M10
M12
M14
M16
M18
M20
M22
M24
M27
M30
M33
中あき長さ
50
60
70
100
115
120
140
150
165
170
200
200
220
5
性能
5.1
引張強度
ターンバックルの引張強度は,6.1によって試験したとき,表2を満足しなければならない。
5.2
永久変形
ターンバックルの永久変形は,6.2の試験方法によって表2に示す保証荷重に相当する力を加えた後,使
用上有害な変形を生じてはならない。
表2−性能
単位 kN
ねじの呼び
炭素鋼製品,
溶融亜鉛めっき付き炭素鋼製品a)
ステンレス鋼製品
引張強度
(最小値)
保証荷重b)
引張強度
(最小値)
保証荷重b)
M6
8.30
4.87
−
−
M8
15.3
8.96
−
−
M10
24.2
14.2
31.5
14.2
M12
35.2
20.7
45.8
20.7
M14
48.4
28.4
−
−
M16
65.2
38.3
84.8
38.3
M18
81.1
47.6
−
−
M20
103
60.2
133
60.2
M22
126
74.3
164
74.3
M24
148
86.8
192
86.8
M27
191
112
−
−
M30
235
138
−
−
M33
289
170
−
−
注a) 溶融亜鉛めっき付き炭素鋼製品は,M10〜M33とする。
b) 保証荷重は,短期許容応力に相当する。
6
試験方法
6.1 引張強度
附属書Aに規定するターンバックルボルト及びJIS A 5541に規定するターンバックル胴を組み合わせる。
ターンバックルが使用される状態に準じた状態をつくり出せる適切なジグを用いて,ターンバックルの羽
子板ボルトには取付けボルトを通し,また,両ねじボルトには取付けナットをはめ合わせて,ジグに固定
してからターンバックルの軸方向に力を加え,引張強度を求める。取付けボルト及び取付けナットは,表
A.3〜表A.10に示したものを用いる。
なお,ターンバックルが長くて試験機などに収まらない場合には,ターンバックルボルトを切断して,
羽子板部分及びねじ部がターンバックル胴にセットされた部分を別々に試験してもよい。
6.2
永久変形
5
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1と同様にして,表2の保証荷重に相当する力を15秒間加えた後に力を取り除き,使用上有害な変形
の有無を調べる。
7
検査
7.1
引張強度
引張強度は,6.1の方法で試験を行い,5.1の規定に適合しなければならない。ジグ又は引張試験機の能
力などの条件によって,引張強度の最小値を求めることが不可能な場合は,表2の引張強度(最小値)に
相当する力で試験体が破断しなければ,5.1の規定に適合していると判断してもよい。
7.2
永久変形
永久変形は,6.2の方法で試験を行い,5.2の規定に適合しなければならない。
8
包装
包装は,次による。
a) ねじ部に損傷,じんあいの付着を生じないよう,適切な方法によって包装しなければならない。
b) ターンバックルは,これを構成するターンバックルボルトとターンバックル胴とを別々に包装するこ
とができる。長尺用ターンバックルボルトを構成する両ねじボルト,接続用ターンバックル胴及び羽
子板ボルトを別々に包装する場合は,それぞれの構成材を使用者側で正しくつなぐことができるよう
に,組立手順書を添付する。
9
表示
9.1
包装の表示
検査に合格したターンバックルには,包装ごとに,次の項目を容易に消えない方法で見やすい箇所に表
示しなければならない。ただし,受渡当事者間の協定によって,次の項目の一部を省略してもよい。
a) 規格番号,製品の形式
b) ねじの呼び
c) 製造番号
d) 製造業者名又はその略号
9.2
製品の表示
ターンバックルには,製造業者名又はその略号を容易に消えない方法で見やすい箇所に表示しなければ
ならない。
10 報告書
製造業者は,注文者の要求があった場合には,5.1及び5.2に規定する引張強度及び永久変形についての
データを記載した報告書を提出しなければならない。
6
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
ターンバックルボルトの種類,形状及び寸法
序文
この附属書は,ターンバックルボルトの種類,形状及び寸法並びに外観について規定する。
A.1 種類及び記号
ターンバックルボルトの種類及び記号は,その形状及び製品の区分によって,表A.1のように表す。タ
ーンバックルボルトは,使用する材料の鋼種,めっき処理の有無によって炭素鋼製品,溶融亜鉛めっき付
き炭素鋼製品及びステンレス鋼製品に区分する。
表A.1−種類及び記号
種類
記号
製品の区分
羽子板ボルト
S
炭素鋼製品
溶融亜鉛めっき付き羽子板ボルト
S-HDZ
溶融亜鉛めっき付き炭素鋼製品
ステンレス羽子板ボルト
S-SUS
ステンレス鋼製品
両ねじボルト
D
炭素鋼製品
溶融亜鉛めっき付き両ねじボルト
D-HDZ
溶融亜鉛めっき付き炭素鋼製品
ステンレス両ねじボルト
D-SUS
ステンレス鋼製品
長尺用羽子板ボルト
SW
炭素鋼製品
長尺用溶融亜鉛めっき付き羽子板ボルト
SW-HDZ
溶融亜鉛めっき付き炭素鋼製品
長尺用ステンレス羽子板ボルト
SW-SUS
ステンレス鋼製品
A.2 形状,寸法及びその許容差並びにねじの種類
A.2.1 形状,寸法及びその許容差
ターンバックルボルトの形状,寸法及びその許容差は,表A.3〜表A.10による。
A.2.2 ねじの種類
ターンバックルボルトのねじは,JIS B 0205-2の並目ピッチとする。また,転造加工後のねじ精度は,
JIS B 0209-3の公差域クラス8 gとする。
注記 取付けボルト及び取付けナットは,建築用ターンバックルに含まれないが,表A.3〜表A.10に
示したものを使用しなければ,ターンバックルに要求される強度は確保できない。
A.3 外観
ターンバックルボルトの外観は,次による。
a) 割れ,きずなどの使用上有害な欠点があってはならない。
b) 使用上有害な偏心・曲がりがあってはならない。
A.4 材料
ターンバックルボルトの材料は,表A.2による。
7
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
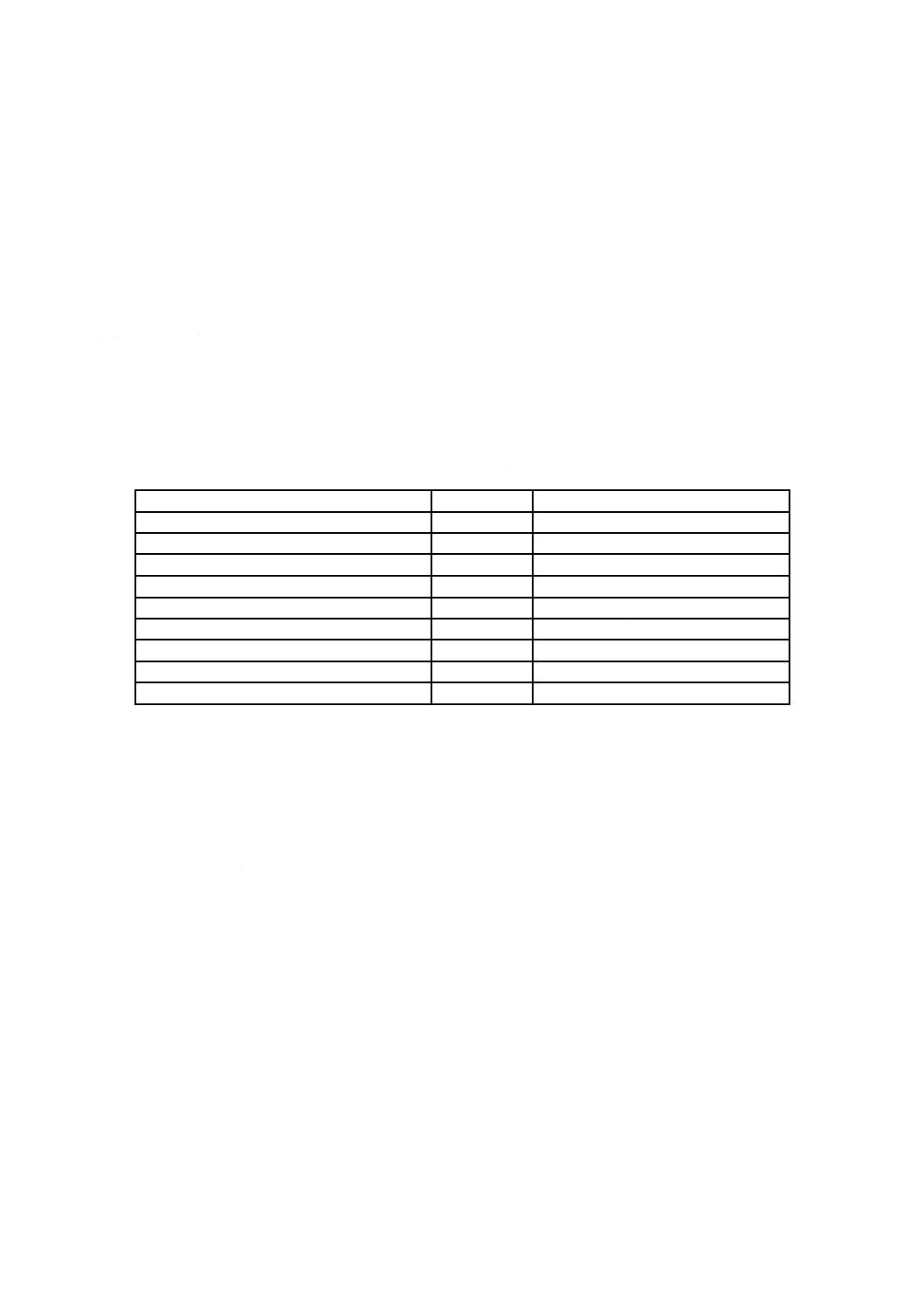
表A.2−材料
種類
材料
羽子板ボルト
丸鋼
M6〜M10はJIS G 3101のSS400
M12〜M33はJIS G 3138のSNR400B
平鋼及び板 M6〜M10はJIS G 3101のSS400
M12〜M33はJIS G 3136のSN400B
溶融亜鉛めっき付き羽子板ボルト
丸鋼
M10はJIS G 3101のSS400
M12〜M33はJIS G 3138のSNR400B
平鋼及び板 M10はJIS G 3101のSS400
M12〜M33はJIS G 3136のSN400B
両ねじボルト
M6〜M10はJIS G 3101のSS400
M12〜M33はJIS G 3138のSNR400B
溶融亜鉛めっき付き両ねじボルト
M6〜M10はJIS G 3101のSS400
M12〜M33はJIS G 3138のSNR400B
ステンレス羽子板ボルト
丸鋼及び平
鋼
JIS G 4321のSUS304A
ステンレス両ねじボルト
丸鋼
JIS G 4321のSUS304A
A.5 製造方法
A.5.1 ターンバックルボルトの軸部
ターンバックルボルトの軸部は,溶接による接合があってはならない。
A.5.2 長尺用ターンバックルボルトの接続用ターンバックル胴へのはめ込み
右ねじ両ねじボルト及び右ねじ羽子板ボルトを接続用ターンバックル胴でつないだものを1本の長尺用
ターンバックルボルトとする。両ねじボルト及び羽子板ボルトを接続用ターンバックル胴にはめ込む場合
は,共回りがおこらないように,ねじの回転が止まるまではめ込む。
A.5.3 ターンバックルボルトのねじ部
ターンバックルボルトのねじ部は,転造加工法によって製作する。
A.5.4 溶融亜鉛めっき付き炭素鋼製品
溶融亜鉛めっきの付着量は,JIS H 8641に規定するHDZ35以上とする。
A.5.5 ステンレス鋼製品の羽子板ボルトの溶接部の処理
ステンレス鋼製品の羽子板ボルトの溶接部は,溶接後酸洗い又はこれに準じる処理を行って仕上げなけ
ればならない。
A.6 試験方法
A.6.1 形状及び寸法の測定
形状及び寸法は,JIS B 7507によるノギスを用いて,ターンバックルボルト軸径 (d1),ねじ部の長さ (S)
などの表A.3〜表A.10に示す寸法を測定する。
A.6.2 ねじ精度の測定
ねじ精度の測定は,JIS B 0251によるメートルねじ用限界ゲージ又はこれに代わるねじ精度測定器具を
用いて,ねじ転造加工後測定する。
A.7 検査
A.7.1 形状及び寸法
8
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
形状及び寸法は,A.6.1の方法で測定し,A.2.1の規定に適合しなければならない。
A.7.2 ねじ精度
ねじ精度は,A.6.2の方法で測定し,A.2.2の規定に適合しなければならない。
A.7.3 外観
ターンバックルボルトの外観は,目視によって確認し,A.3の規定に適合しなければならない。
A.8 ターンバックルボルトのねじ部の処理
炭素鋼製品は,潤滑油などによる防せい(錆)処理を施す。溶融亜鉛めっき付き炭素鋼製品で,溶融亜
鉛めっき後にねじ転造加工した製品は,JIS H 8641に規定するHDZ35と同等以上の防せい処理を施す。
ステンレス鋼製品は,ねじ転造加工時に付着した切削油などを除去する。
9
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
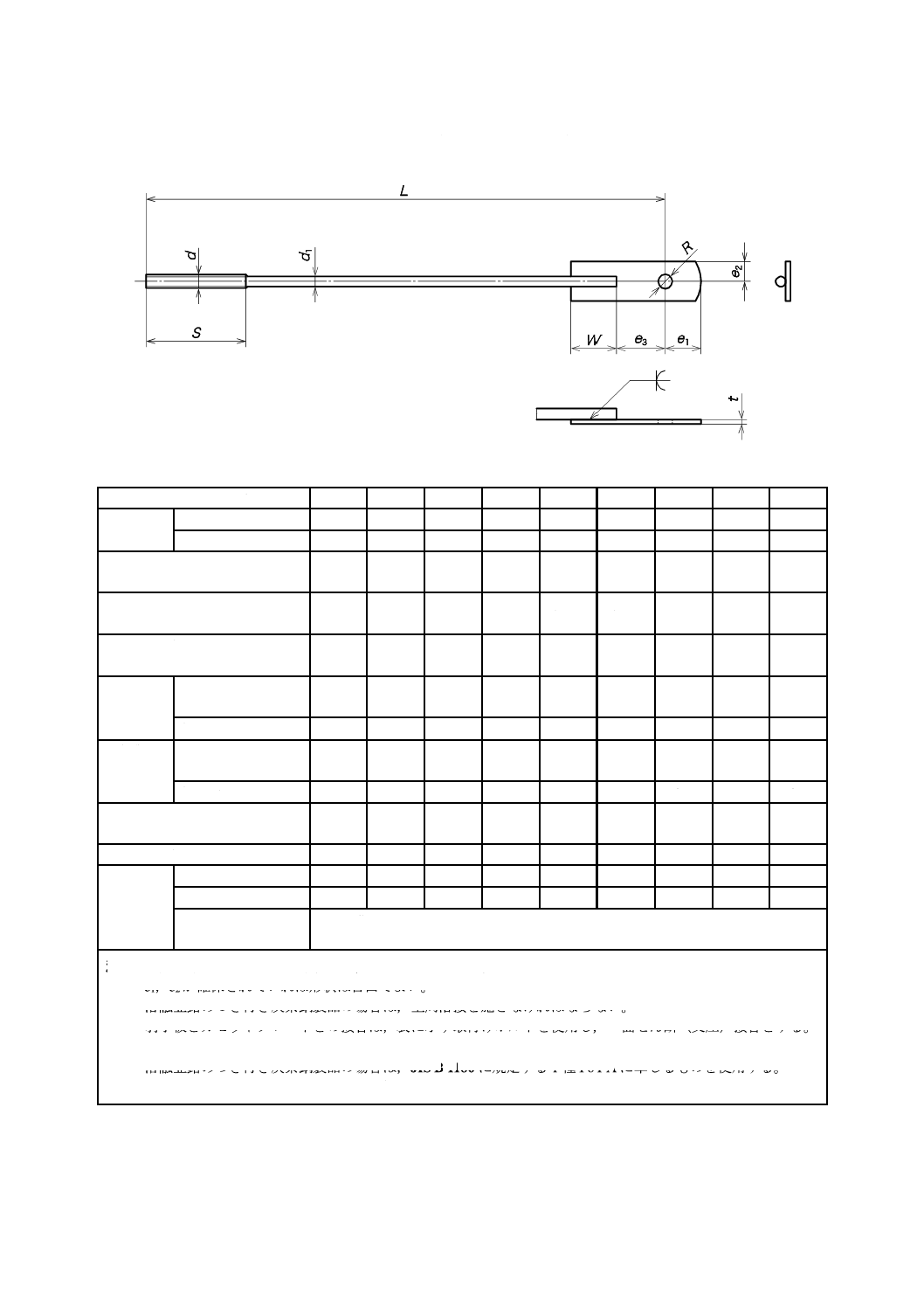
表A.3−羽子板ボルトa) の形状及び寸法
炭素鋼製品及び溶融亜鉛めっき付き炭素鋼製品
単位 mm
ねじの呼び d
M6
M8
M10
M12
M14
M16
M18
M20
M22
軸径
d1
最大
5.32
7.16
8.99
10.83
12.66
14.66
16.33
18.33
20.33
最小
5.14
6.97
8.78
10.59
12.41
14.41
16.07
18.07
20.07
調整ねじの長さ S
許容差 +25,−8
50
63
75
100
115
125
140
150
165
取付けボルト穴径 R
許容差 0,−0.5
13
13
13
17
17
17
21.5
21.5
23.5
端あき e1 b)
許容差 +5,0
30
30
30
40
40
45
50
50
55
切板製
へりあき e2 b)
許容差 +10,0
22
22
22
28
28
28
34
34
38
板厚 t
3.2
3.2
3.2
6
6
6
9
9
9
平鋼製
へりあき e2 b)
許容差 +10,0
19
19
19
25
25
25
32.5
32.5
37.5
板厚 t
3
3
4.5
6
6
6
9
9
9
ボルト端から取付けボルト
穴心のあき e3(最小)
35
38
40
52
52
59
66
66
73
溶接長さ c) W 許容差 +10,0
30
30
35
40
50
55
60
75
85
取付けボ
ルト d)
ねじの呼び
M12
M12
M12
M16
M16
M16
M20
M20
M22
本数
1
1
1
1
1
1
1
1
1
種類
− JIS B 1186に規定する2種高力ボルトF10T e)
− JIS B 1180に規定する呼び径六角ボルトの機械的性質10.9 e)
注a) 溶融亜鉛めっき付き炭素鋼製品は,M10〜M22とする。
b) e1,e2が確保されていれば形状は自由でよい。
c) 溶融亜鉛めっき付き炭素鋼製品の場合は,全周溶接を施さなければならない。
d) 羽子板とガセットプレートとの接合は,表に示す取付けボルトを使用し,一面せん断(支圧)接合とする。
せん断部にねじ部がかからない取付けボルトを選定しなければならない。
e) 溶融亜鉛めっき付き炭素鋼製品の場合は,JIS B 1186に規定する1種F8T Aに準じるものを使用する。
JIS B 1186に代わるものとして,参考文献に示すものを用いてもよい。
10
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
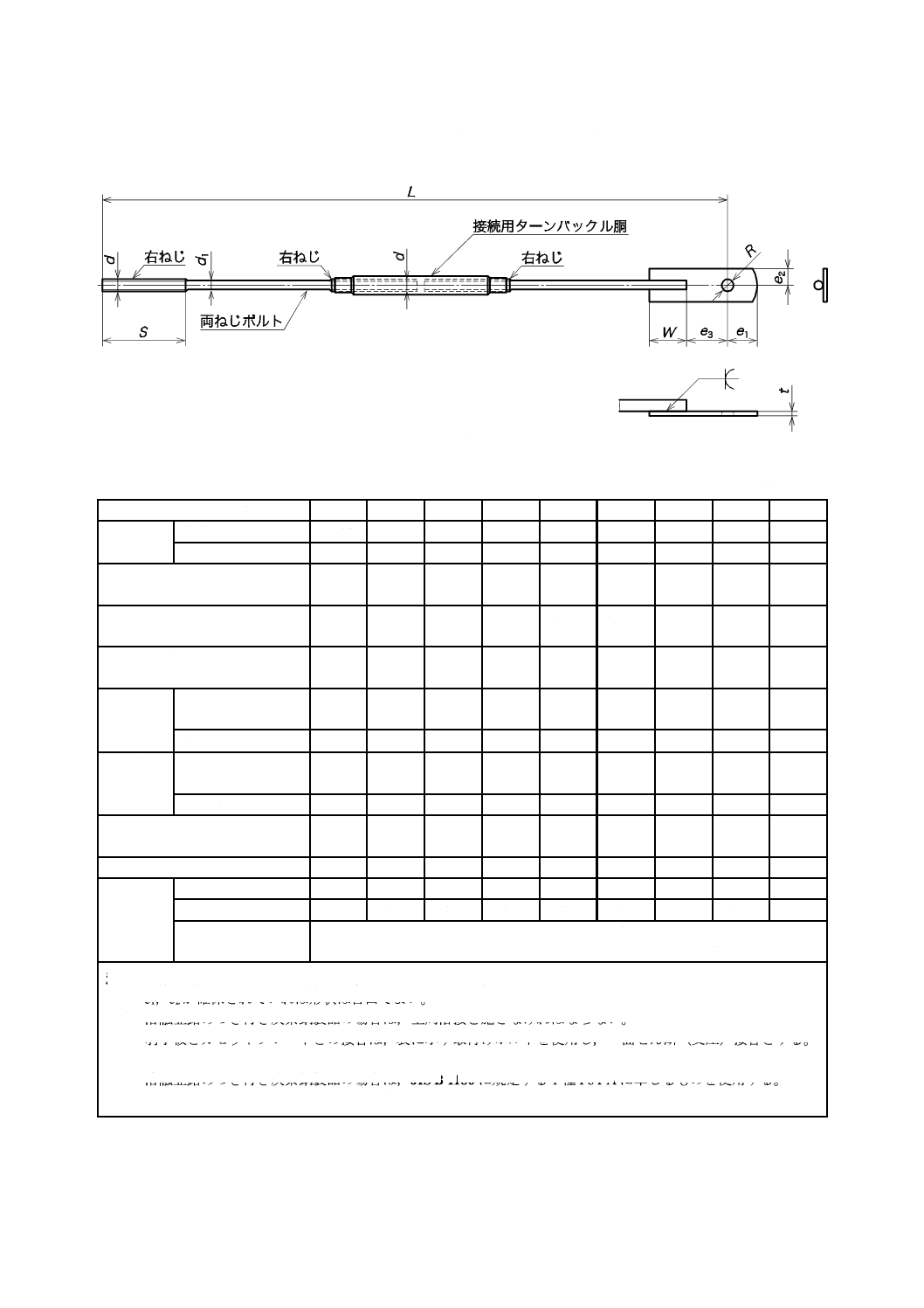
表A.4−長尺用羽子板ボルトa) の形状及び寸法
炭素鋼製品及び溶融亜鉛めっき付き炭素鋼製品
接続用ターンバックル胴は JIS A 5541を使用する
単位 mm
ねじの呼び d
M6
M8
M10
M12
M14
M16
M18
M20
M22
軸径
d1
最大
5.32
7.16
8.99
10.83
12.66
14.66
16.33
18.33
20.33
最小
5.14
6.97
8.78
10.59
12.41
14.41
16.07
18.07
20.07
調整ねじの長さ S
許容差 +25,−8
50
63
75
100
115
125
140
150
165
取付けボルト穴径 R
許容差 0,−0.5
13
13
13
17
17
17
21.5
21.5
23.5
端あき e1 b)
許容差 +5,0
30
30
30
40
40
45
50
50
55
切板製
へりあき e2 b)
許容差 +10,0
22
22
22
28
28
28
34
34
38
板厚 t
3.2
3.2
3.2
6
6
6
9
9
9
平鋼製
へりあき e2 b)
許容差 +10,0
19
19
19
25
25
25
32.5
32.5
37.5
板厚 t
3
3
4.5
6
6
6
9
9
9
ボルト端から取付けボルト
穴心のあき e3(最小)
35
38
40
52
52
59
66
66
73
溶接長さ c) W 許容差 +10,0
30
30
35
40
50
55
60
75
85
取付けボ
ルト d)
ねじの呼び
M12
M12
M12
M16
M16
M16
M20
M20
M22
本数
1
1
1
1
1
1
1
1
1
種類
− JIS B 1186に規定する2種高力ボルトF10T e)
− JIS B 1180に規定する呼び径六角ボルトの機械的性質10.9 e)
注a) 溶融亜鉛めっき付き炭素鋼製品は,M10〜M22とする。
b) e1,e2が確保されていれば形状は自由でよい。
c) 溶融亜鉛めっき付き炭素鋼製品の場合は,全周溶接を施さなければならない。
d) 羽子板とガセットプレートとの接合は,表に示す取付けボルトを使用し,一面せん断(支圧)接合とする。
せん断部にねじ部がかからない取付けボルトを選定しなければならない。
e) 溶融亜鉛めっき付き炭素鋼製品の場合は,JIS B 1186に規定する1種F8T Aに準じるものを使用する。
JIS B 1186に代わるものとして,参考文献に示すものを用いてもよい。
11
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
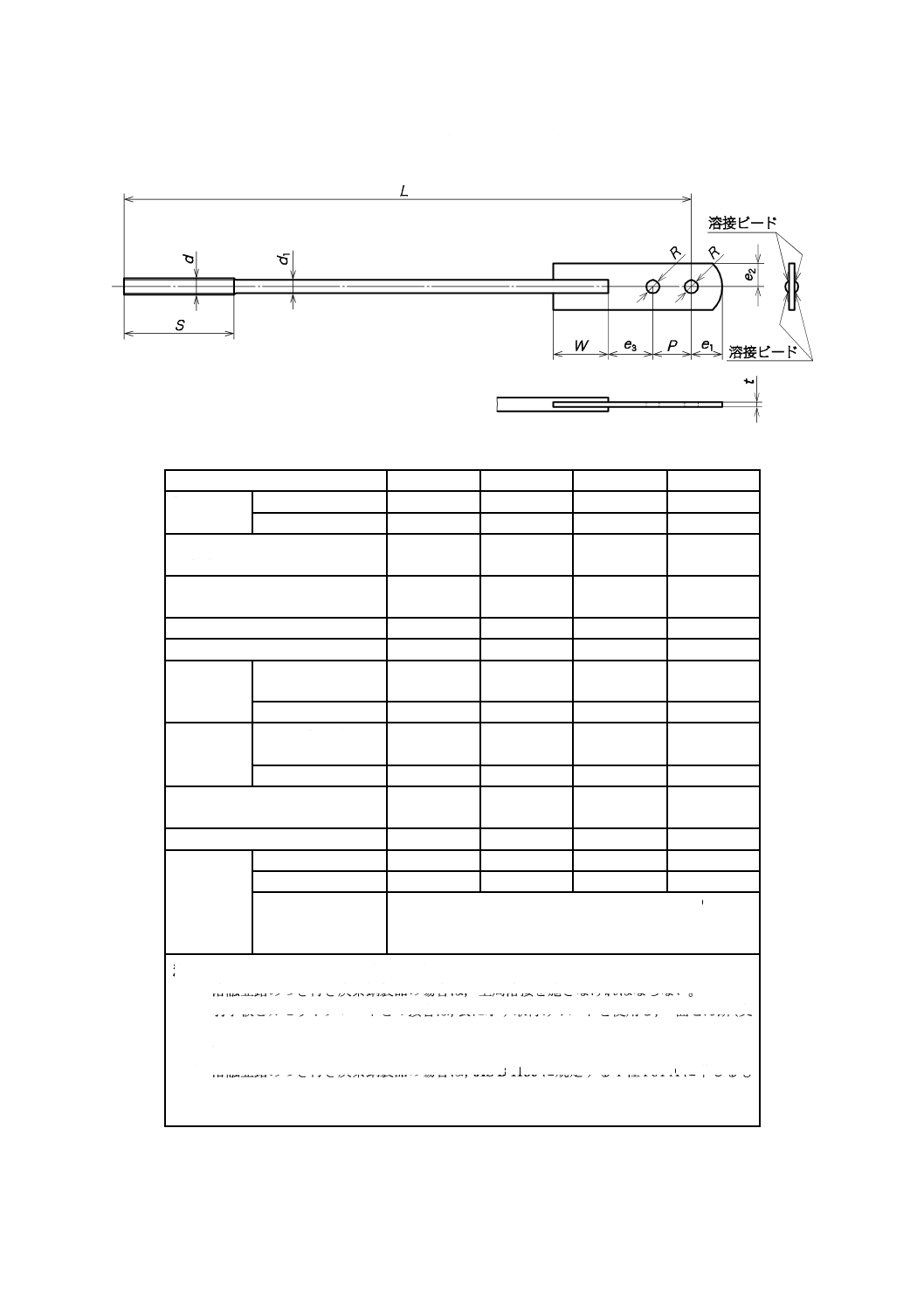
表A.5−羽子板ボルトの形状及び寸法
炭素鋼製品及び溶融亜鉛めっき付き炭素鋼製品
単位 mm
ねじの呼び d
M24
M27
M30
M33
軸径
d1
最大
22.00
25.00
27.67
30.67
最小
21.69
24.69
27.34
30.34
調整ねじの長さ S
許容差 +25,−8
175
200
200
225
取付けボルト穴径 R
許容差 0,−0.5
21.5
21.5
23.5
23.5
穴ピッチ P
60
60
60
60
端あき e1 a) 許容差+5,0
50
50
55
55
切板製
へりあき e2 a)
許容差 +10,0
38
45
45
50
板厚 t
9
9
12
12
平鋼製
へりあき e2 a)
許容差 +10,0
37.5
45
45
50
板厚 t
9
9
12
12
ボルト端から取付けボルト
穴心のあき e3(最小)
70
72
83
90
溶接長さ b) W 許容差+10,0
85
90
95
110
取付けボル
ト c)
ねじの呼び
M20
M20
M22
M22
本数
2
2
2
2
種類
− JIS B 1186に規定する2種高力ボルトF10T d)
− JIS B 1180に規定する呼び径六角ボルトの機械的性
質10.9 d)
注a) e1,e2が確保されていれば形状は自由でよい。
b) 溶融亜鉛めっき付き炭素鋼製品の場合は,全周溶接を施さなければならない。
c) 羽子板とガセットプレートとの接合は,表に示す取付けボルトを使用し,一面せん断(支
圧)接合とする。せん断部にねじ部がかからない取付けボルトを選定しなければならな
い。
d) 溶融亜鉛めっき付き炭素鋼製品の場合は,JIS B 1186に規定する1種F8T Aに準じるも
のを使用する。
JIS B 1186に代わるものとして,参考文献に示すものを用いてもよい。
12
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.6−長尺用羽子板ボルトの形状及び寸法
炭素鋼製品及び溶融亜鉛めっき付き炭素鋼製品
接続用ターンバックル胴は JIS A 5541 を使用する
単位 mm
ねじの呼び d
M24
M27
M30
M33
軸径
d1
最大
22.00
25.00
27.67
30.67
最小
21.69
24.69
27.34
30.34
調整ねじの長さ S
許容差 +25,−8
175
200
200
225
取付けボルト穴径 R
許容差 0,−0.5
21.5
21.5
23.5
23.5
穴ピッチ P
60
60
60
60
端あき e1 a) 許容差+5,0
50
50
55
55
切板製
へりあき e2 a)
許容差 +10,0
38
45
45
50
板厚 t
9
9
12
12
平鋼製
へりあき e2 a)
許容差 +10,0
37.5
45
45
50
板厚 t
9
9
12
12
ボルト端から取付けボルト
穴心のあき e3(最小)
70
72
83
90
溶接長さ b) W 許容差+10,0
85
90
95
110
取付けボル
ト c)
ねじの呼び
M20
M20
M22
M22
本数
2
2
2
2
種類
− JIS B 1186に規定する2種高力ボルトF10T d)
− JIS B 1180に規定する呼び径六角ボルトの機械的性
質10.9 d)
注a) e1,e2が確保されていれば形状は自由でよい。
b) 溶融亜鉛めっき付き炭素鋼製品の場合は,全周溶接を施さなければならない。
c) 羽子板とガセットプレートとの接合は,表に示す取付けボルトを使用し,一面せん断(支
圧)接合とする。せん断部にねじ部がかからない取付けボルトを選定しなければならな
い。
d) 溶融亜鉛めっき付き炭素鋼製品の場合は,JIS B 1186に規定する1種F8T Aに準じるも
のを使用する。
JIS B 1186に代わるものとして,参考文献に示すものを用いてもよい。
13
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
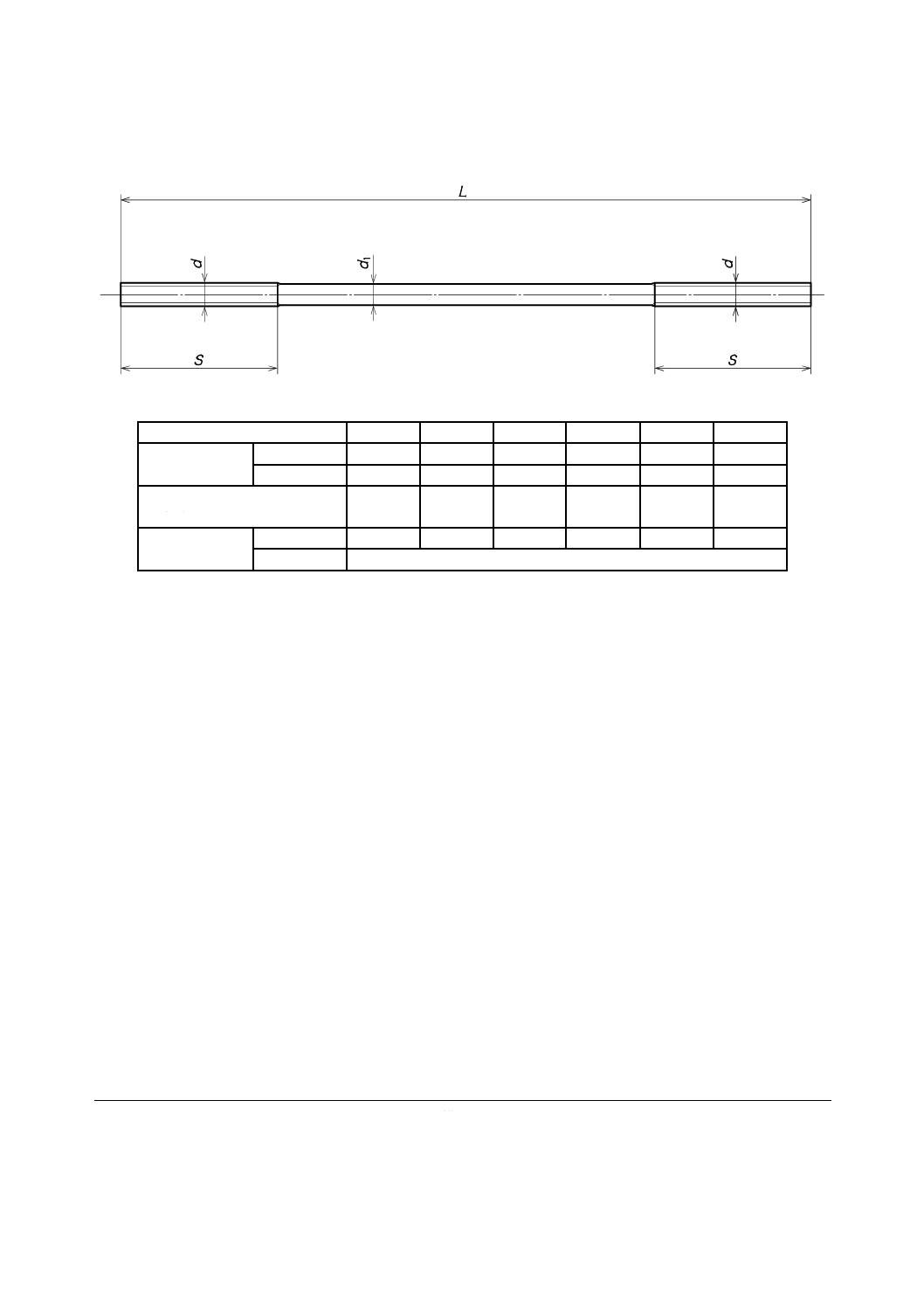
表A.7−両ねじボルトa) の形状及び寸法
炭素鋼製品及び溶融亜鉛めっき付き炭素鋼製品
単位 mm
ねじの呼び d
M6
M8
M10
M12
M14
M16
M18
軸径
d1
最大
5.32
7.16
8.99
10.83
12.66
14.66
16.33
最小
5.14
6.97
8.78
10.59
12.41
14.41
16.07
調整ねじの長さ S
許容差 +25,−8
50
63
75
100
115
125
140
取付けナット
ねじの呼び
M6
M8
M10
M12
M14
M16
M18
種類,個数
JIS B 1181 2個
ねじの呼び d
M20
M22
M24
M27
M30
M33
軸径
d1
最大
18.33
20.33
22.00
25.00
27.67
30.67
最小
18.07
20.07
21.69
24.69
27.34
30.34
調整ねじの長さ S
許容差 +25,−8
150
165
175
200
200
225
取付けナット
ねじの呼び
M20
M22
M24
M27
M30
M33
種類,個数
JIS B 1181 2個
注a) 溶融亜鉛めっき付き炭素鋼製品は,M10〜M33とする。
14
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.8−ステンレス羽子板ボルトの形状及び寸法
ステンレス鋼製品 M10〜M22
単位 mm
ねじの呼び d
M10
M12
M16
M20
M22
M24
軸径 d1
最大
8.99
10.83
14.66
18.33
20.33
22.00
最小
8.78
10.59
14.41
18.07
20.07
21.69
調整ねじの長さ S 許容差 +25,−8
75
100
125
150
165
175
取付けボルト穴径 R 許容差 0,−0.5
13
17
17
21.5
23.5
21.5
端あき e1 a) 許容差 +5,0
30
40
45
50
55
50
穴ピッチ P(M24だけ)
−
−
−
−
−
60
へりあき e2 a) 許容差 +10,0
19
25
25
32.5
37.5
37.5
板厚 t
5
6
6
9
9
9
ボルト端から取付けボルト
穴心のあき e3(最小)
40
52
59
66
73
70
溶接長さ W
許容差 +10,0
35
40
55
75
85
85
取付けボルト b)
ねじの呼び
M12
M16
M16
M20
M22
M20
本数
1
1
1
1
1
2
種類
JIS B 1186に規定する2種高力ボルトF10T c)。材質はステンレス製と
する。
注a) e1,e2が確保されていれば形状は自由でよい。
b) 羽子板とガセットプレートとの接合は,表に示す取付けボルトを使用し,一面せん断(支圧)接合とする。
せん断部にねじ部がかからない取付けボルトを選定しなければならない。
c) JIS B 1186に代わるものとして,参考文献に示すものを用いてもよい。
ステンレス鋼製品 M24
15
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.9−長尺用ステンレス羽子板ボルトの形状及び寸法
ステンレス鋼製品 M10〜M22
接続用ターンバックル胴はJIS A 5541を使用する
単位 mm
ねじの呼び d
M10
M12
M16
M20
M22
M24
軸径 d1
最大
8.99
10.83
14.66
18.33
20.33
22.00
最小
8.78
10.59
14.41
18.07
20.07
21.69
調整ねじの長さ S 許容差 +25,−8
75
100
125
150
165
175
取付けボルト穴径 R 許容差 0,−0.5
13
17
17
21.5
23.5
21.5
端あき e1 a) 許容差 +5,0
30
40
45
50
55
50
穴ピッチ P(M24だけ)
−
−
−
−
−
60
へりあき e2 a) 許容差 +10,0
19
25
25
32.5
37.5
37.5
板厚 t
5
6
6
9
9
9
ボルト端から取付けボルト
穴心のあき e3(最小)
40
52
59
66
73
70
溶接長さ W
許容差 +10,0
35
40
55
75
85
85
取付けボルト b)
ねじの呼び
M12
M16
M16
M20
M22
M20
本数
1
1
1
1
1
2
種類
JIS B 1186に規定する2種高力ボルトF10T c)。材質はステンレス製と
する。
注a) e1,e2が確保されていれば形状は自由でよい。
b) 羽子板とガセットプレートとの接合は,表に示す取付けボルトを使用し,一面せん断(支圧)接合とする。
せん断部にねじ部がかからない取付けボルトを選定しなければならない。
c) JIS B 1186に代わるものとして,参考文献に示すものを用いてもよい。
ステンレス鋼製品 M24
16
A 5540:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.10−ステンレス両ねじボルトの形状及び寸法
ステンレス鋼製品
単位 mm
ねじの呼び d
M10
M12
M16
M20
M22
M24
軸径 d1
最大
8.99
10.83
14.66
18.33
20.33
22.00
最小
8.78
10.59
14.41
18.07
20.07
21.69
調整ねじの長さ S
許容差 +25,−8
75
100
125
150
165
175
取付けナット
ねじの呼び
M10
M12
M16
M20
M22
M24
種類,個数
JIS B 1181を2個とする。
参考文献 日本鋼構造協会規格JSS Ⅱ 09-1996 構造用トルシア形高力ボルト・六角ナット・平座金のセ
ット