A 5538:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本接着剤工業会
(JAIA) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによってJIS A 5538 : 2002は改正され,この規格に置き換えられる。
この規格の一部が、技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は、このような技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の実用新
案登録出願にかかわる確認について、責任はもたない。
A 5538:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 2
3.1 用途による区分 ············································································································· 2
3.2 性状による区分 ············································································································· 2
3.3 主成分による区分 ·········································································································· 2
3.4 ホルムアルデヒド放散による区分······················································································ 2
4. 品質 ······························································································································ 3
5. 試験 ······························································································································ 7
5.1 試験条件(ホルムアルデヒド放散試験の場合は除く) ··························································· 7
5.2 接着強さ ······················································································································ 7
5.3 作業性 ························································································································ 12
5.4 垂れ ··························································································································· 13
5.5 密度 ··························································································································· 13
5.6 張合せ可能時間 ············································································································ 14
5.7 可使時間 ····················································································································· 14
5.8 ホルムアルデヒド放散試験 ····························································································· 14
6. 検査 ····························································································································· 14
7. 製品の呼び方 ················································································································· 15
8. 表示 ····························································································································· 15
9. 取扱い上の注意 ·············································································································· 15
1
A5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 5538:2003
壁・天井ボード用接着剤
Adhesives for wall and ceiling boards
1. 適用範囲 この規格は,壁面・天井面に建築用ボード類(1)を張り付ける場合に使用する接着剤(以下,
接着剤という。)について規定する。
注(1) JIS A 5547に示す発泡プラスチック保温板を除く。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS A 1901 建築材料の揮発性有機化合物(VOC),ホルムアルデヒド及び他のカルボニル化合物放散
測定方法−小形チャンバー法
JIS A 5404 木質系セメント板
JIS A 5416 軽量気泡コンクリートパネル(ALCパネル)
JIS A 5430 繊維強化セメント板
JIS A 5547 発泡プラスチック保温板用接着剤
JIS A 5905 繊維板
JIS A 5908 パーティクルボード
JIS A 6301 吸音材料
JIS A 6901 せっこうボード製品
JIS A 9504 人造鉱物繊維保温材
JIS G 3101 一般構造用圧延鋼材
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 4309 ステンレス鋼線
JIS K 2207 石油アスファルト
JIS K 6833 接着剤の一般試験方法
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
JIS Z 8401 数値の丸め方
JIS Z 9015-0 計数値検査に対する抜取検査手順−第0部:JIS Z 9015抜取検査システム序論
JAS 普通合板
3. 種類
3.1
用途による区分 接着剤は,その用途によって,表1のとおり区分する。
3.2
性状による区分 接着剤は,その性状によって,表2のとおり区分する。
3.3
主成分による区分 接着剤は,その主成分によって,表3のとおり区分する。
2
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
ホルムアルデヒド放散による区分 接着剤は,そのホルムアルデヒド放散によって,表4のとおり
区分する。
表 1 用途による区分
種類
用途
壁ボード用
壁面にボード類を張り付けるもの。
天井ボード用
天井面及び壁面にボード類を張り付けるもの。
表 2 性状による区分
種類
性状
マスチック状
主として,へらで塗布するもの。
ペースト状
主として,はけで塗布するもの。
表 3 主成分による区分
種類
主成分内容
酢酸ビニル樹脂系溶剤形
酢酸ビニル樹脂又はその共重合物を主成分とした溶剤形のも
の。
酢酸ビニル樹脂系エマルション形
酢酸ビニル樹脂又はその共重合物を主成分としたエマルショ
ン形のもの。
合成ゴム系溶剤形
クロロプレンゴム,ニトリルゴムなどの合成ゴムを主成分と
した溶剤形のもの。
エポキシ樹脂系
エポキシ樹脂を主成分とした主剤と,ポリアミン類などを主
成分とした硬化剤との二液反応形のもの。
ウレタン樹脂系
ウレタン樹脂を主成分とした一液形のもの。
変成シリコーン樹脂系
変成シリコーン樹脂を主成分とした一液形のもの。
表 4 ホルムアルデヒド放散による区分
単位 μg/(m2・h)
区分
記号
内容
F☆☆☆☆等級
F☆☆☆☆
ユリア樹脂,メラミン樹脂,フェノール樹脂,レゾル
シノール樹脂,ホルムアルデヒド系防腐剤,メチロー
ル基含有モノマー及びロンガリット系触媒のいずれを
も使用してはならない。
F☆☆☆☆
放散速度が5以下のもの。
F☆☆☆等級
F☆☆☆
放散速度が20以下のもの。
F☆☆等級
F☆☆
放散速度が120以下のもの。
4. 品質 接着剤の品質は,次による。
a) 接着剤は,均質で,糸引きがなく,接着に有害と認められる異物の混入があってはならない。
b) 接着剤は,充てん剤として石綿を含有してはならない。
c) 接着剤は,5.の試験を行い,表5.1及び表5.2に適合しなければならない。
引張接着強さは,この数値以下でも,その破断位置が下地試料,又は仕上試料であれば合格とする。
d) 接着剤は,温度20±15℃,湿度 (65±20) %において,有効期間又は有効期限まで保存して,a)〜c)の
品質に適合しなければならない。
e) 接着剤のホルムアルデヒド放散は,表6の規定に適合しなければならない。
3
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
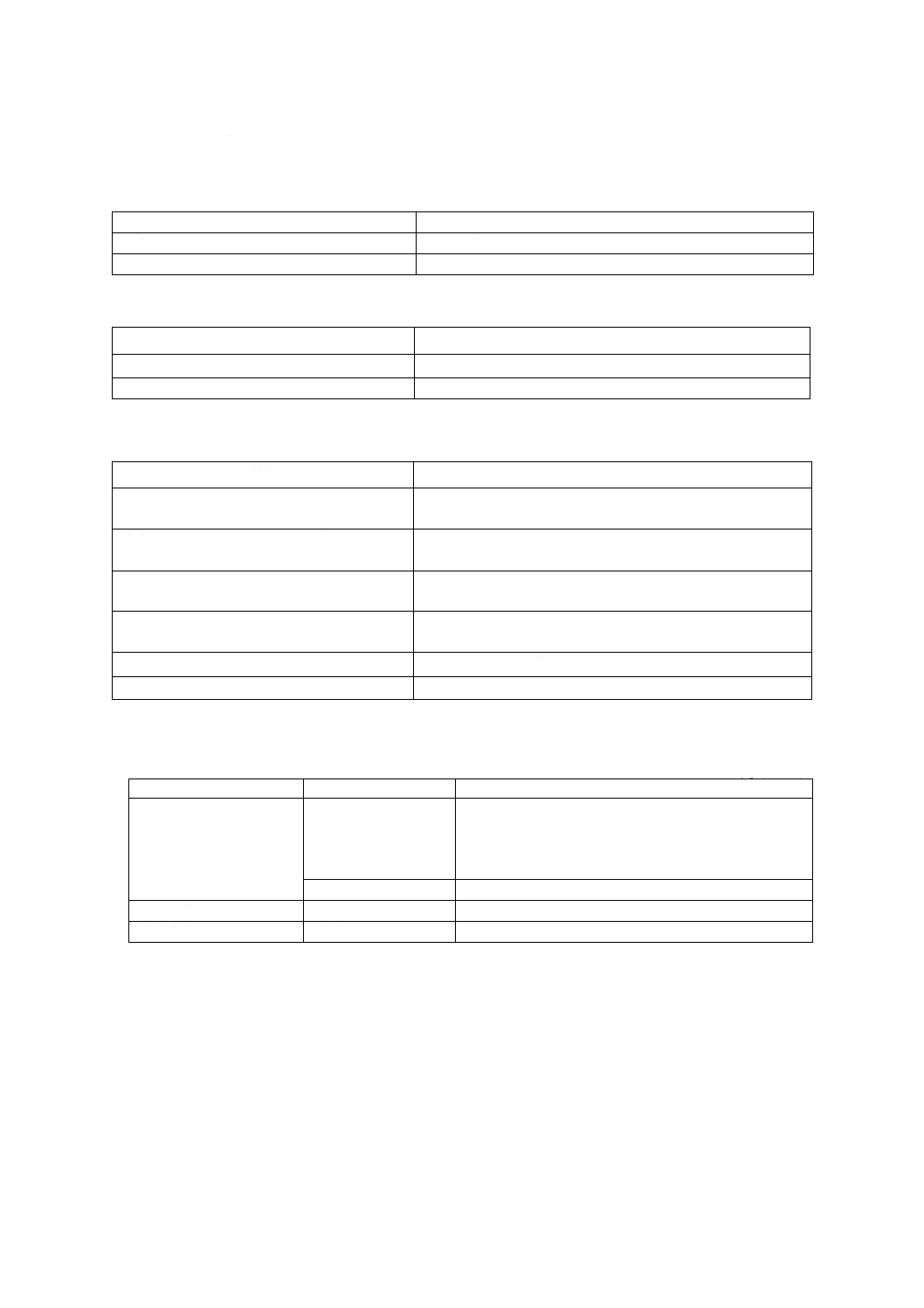
表 5.1 壁ボード用接着剤の品質
試験項目
品質
適用試験箇条
接
着
強
さ
被着体
下地試料
木材,鋼板
コンクリー
ト,
モルタル,
ALCパネル
木材,鋼板,モルタ
ル,コンクリート,
ALCパネル,せっこ
うボード
せっこうボード
−
仕上試料
合板
繊維板,
パーティクルボ
ード,
木毛セメント板,
フレキシブル板,
けい酸カルシウ
ム板
グラスウールボ
ード,
ロックウールボ
ード
せっこうボード
合板,繊維板,フレキ
シブル板,
パーティクルボード,
けい酸カルシウム板,
グラスウールボード,
ロックウールボード
引張接着強さ(2)
N/mm2
標準条件
1.0以上
0.5以上
0.2以上
5.2.5
第一種特殊条件 高温状態
1.0以上
0.5以上
0.2以上
低温状態
1.0以上
0.5以上
0.2以上
水中浸せき
0.5以上
0.2以上
0.1以上
−
第二種特殊条件 高温状態
受渡当事者間の協定による。
低温状態
1.0以上
0.5以上
0.2以上
多湿状態
受渡当事者間の協定による。
3
A
5
5
3
8
:
2
0
0
3
4
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
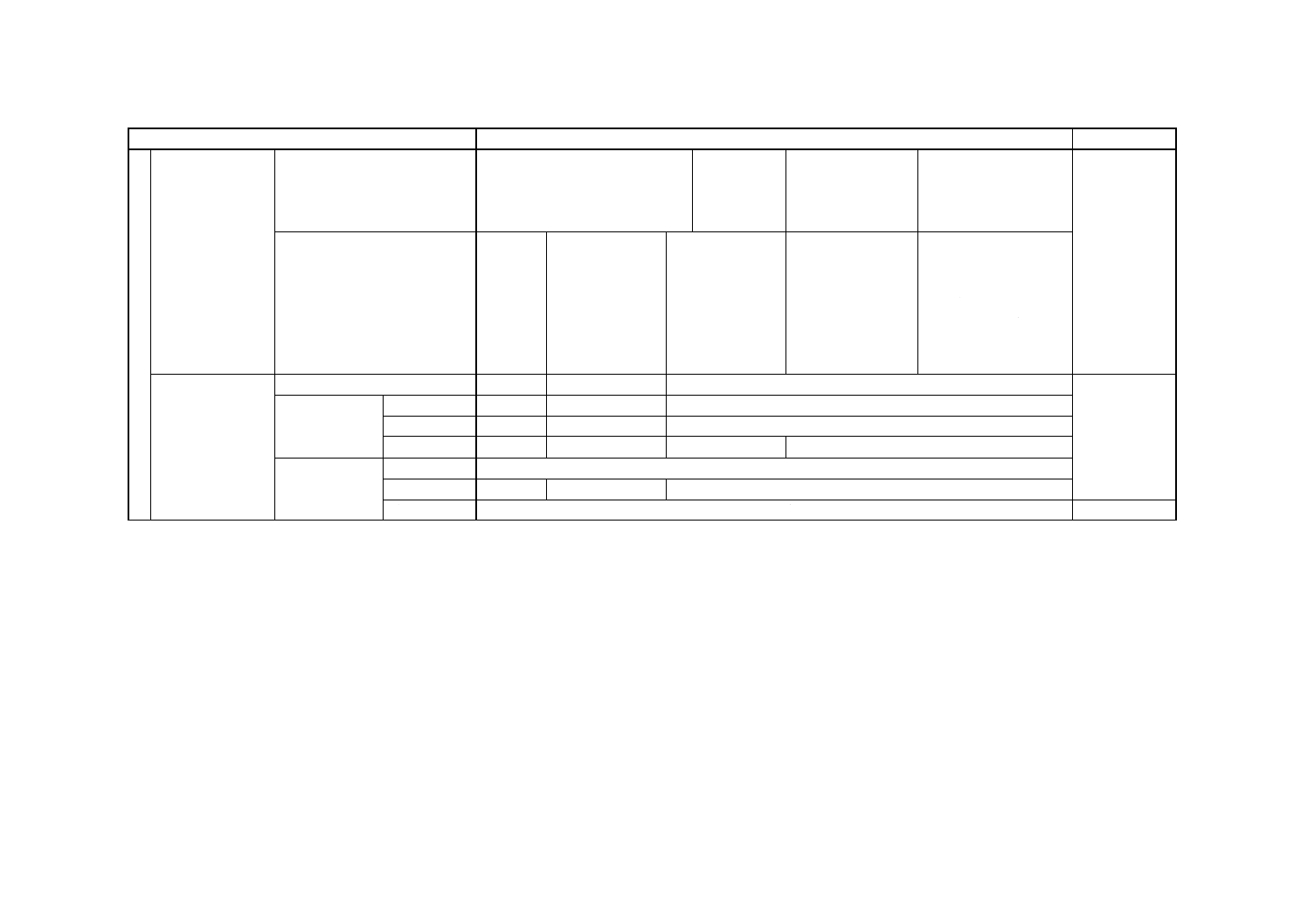
表 5.1 壁ボード用接着剤の品質(続き)
試験項目
品質
適用試験箇条
接
着
強
さ
被着体
下地試料
木材,鋼板
コンクリー
ト,
モルタル,
ALCパネル
木材,鋼板,モルタ
ル,コンクリート,
ALCパネル,せっこ
うボード
せっこうボード
−
接
着
強
さ
引張せん断接着強さ
N/mm2
標準条件
受渡当事者間の協定による。
5.2.6
第一種特殊条件
高温状態
低温状態
水中浸せ
き
第二種特殊条件
高温状態
低温状態
多湿状態
圧縮せん断接着強さ
N/mm2
標準条件
受渡当事者間の協定による。
5.2.7
第一種特殊条件
高温状態
低温状態
水中浸せ
き
第二種特殊条件
高温状態
低温状態
多湿状態
作
業
性
マスチック状
気泡を含まず,均一な塗膜で,表面に完全に密着している部分の長さが20cm以上あるもの
とする。
5.3.1
ペースト状
作業に支障がなく,塗布した後の状態が,かすれがなく,均一な塗膜を形成している部分
の長さが20cm以上あるものとする。
5.3.2
密度 g/cm3
表示項目
5.5
張合せ可能時間(3)分
5.6
可使時間(4)
5.7
注(2) 引張接着強さは,この数値未満でも,その破断位置が下地試料又は仕上試料であれば合格とする。
(3) エポキシ樹脂系以外の接着剤に適用する。
(4) エポキシ樹脂系接着剤にだけ適用する。
4
A
5
5
3
8
:
2
0
0
3
5
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
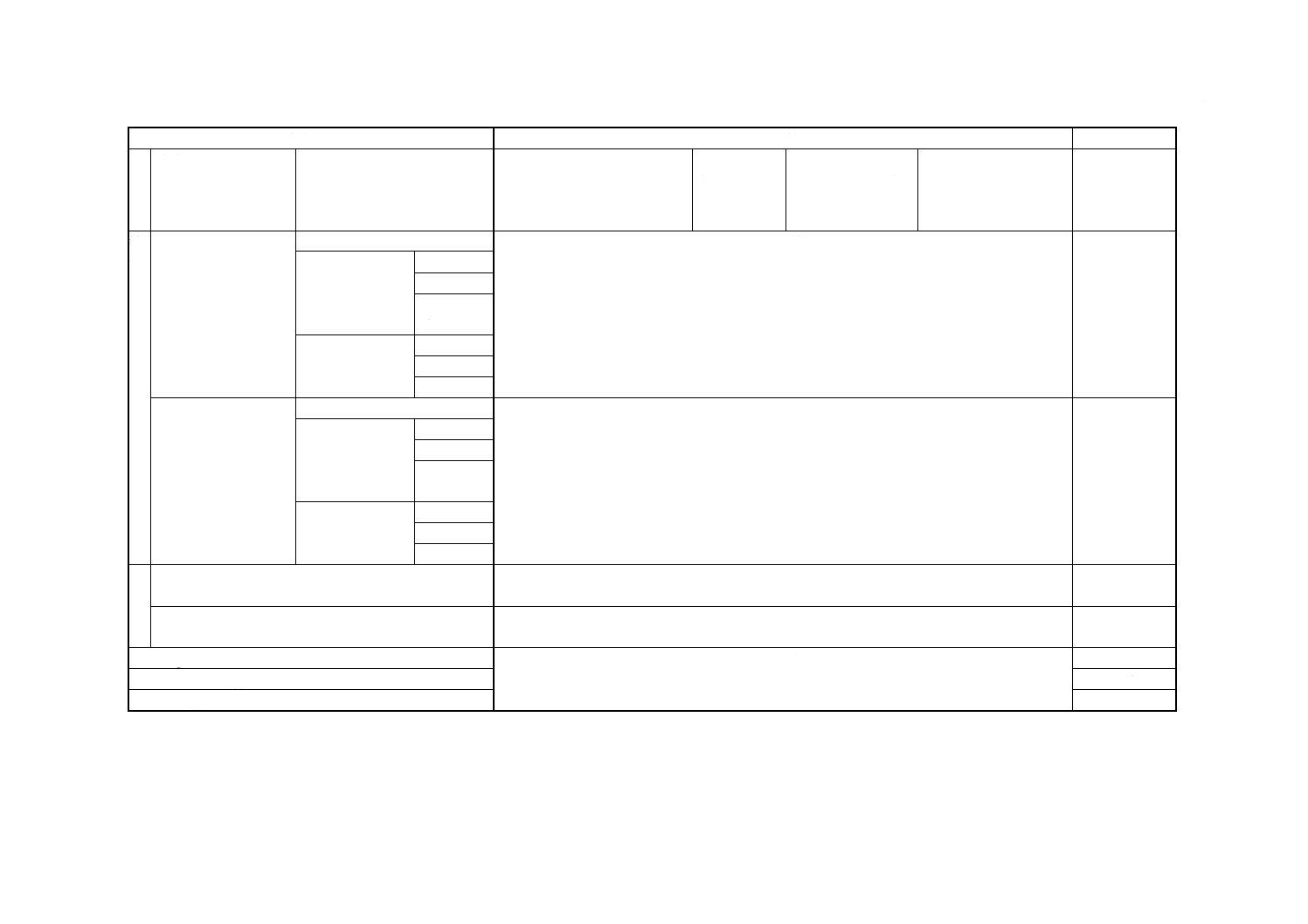
表 5.2 天井ボード用接着剤
試験項目
品質
適用試験箇条
接
着
強
さ
被着体
下地試料
木材,鋼板
コンクリー
ト,
モルタル,
ALCパネル
木材,鋼板,モルタ
ル,コンクリート,
ALCパネル,せっこ
うボード
せっこうボード
−
仕上試料
合板
繊維板,
パーティクルボ
ード,
木毛セメント板,
フレキシブル板,
けい酸カルシウ
ム板
グラスウールボ
ード,
ロックウールボ
ード
せっこうボード
合板,繊維板,フレキシ
ブル板,
パーティクルボード,
けい酸カルシウム板,
グラスウールボード,
ロックウールボード
引張接着強さ(2)
N/mm2
標準条件
1.0以上
0.5以上
0.2以上
5.2.8
第一種特殊条件
高温状態
1.0以上
0.5以上
0.2以上
低温状態
1.0以上
0.5以上
0.2以上
水中浸せき
0.5以上
0.2以上
0.1以上
−
第二種特殊条件
高温状態
受渡当事者間の協定による。
低温状態
1.0以上
0.5以上
0.2以上
多湿状態
受渡当事者間の協定による。
作
業
性
マスチック状
気泡を含まず,均一な塗膜で,表面に完全に密着している部分の長さが20cm以上あるものと
する。
5.3.1
ペースト状
作業に支障がなく,塗布した後の状態が,かすれがなく,均一な塗膜を形成している部分の長
さが20cm以上あるものとする。
5.3.2
垂れ mm(マスチック状接着剤の場合)
3以下
5.4
密度 g/cm3
表示項目
5.5
張合せ可能時間(3)分
5.6
可使時間(4)
5.7
5
A
5
5
3
8
:
2
0
0
3
6
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
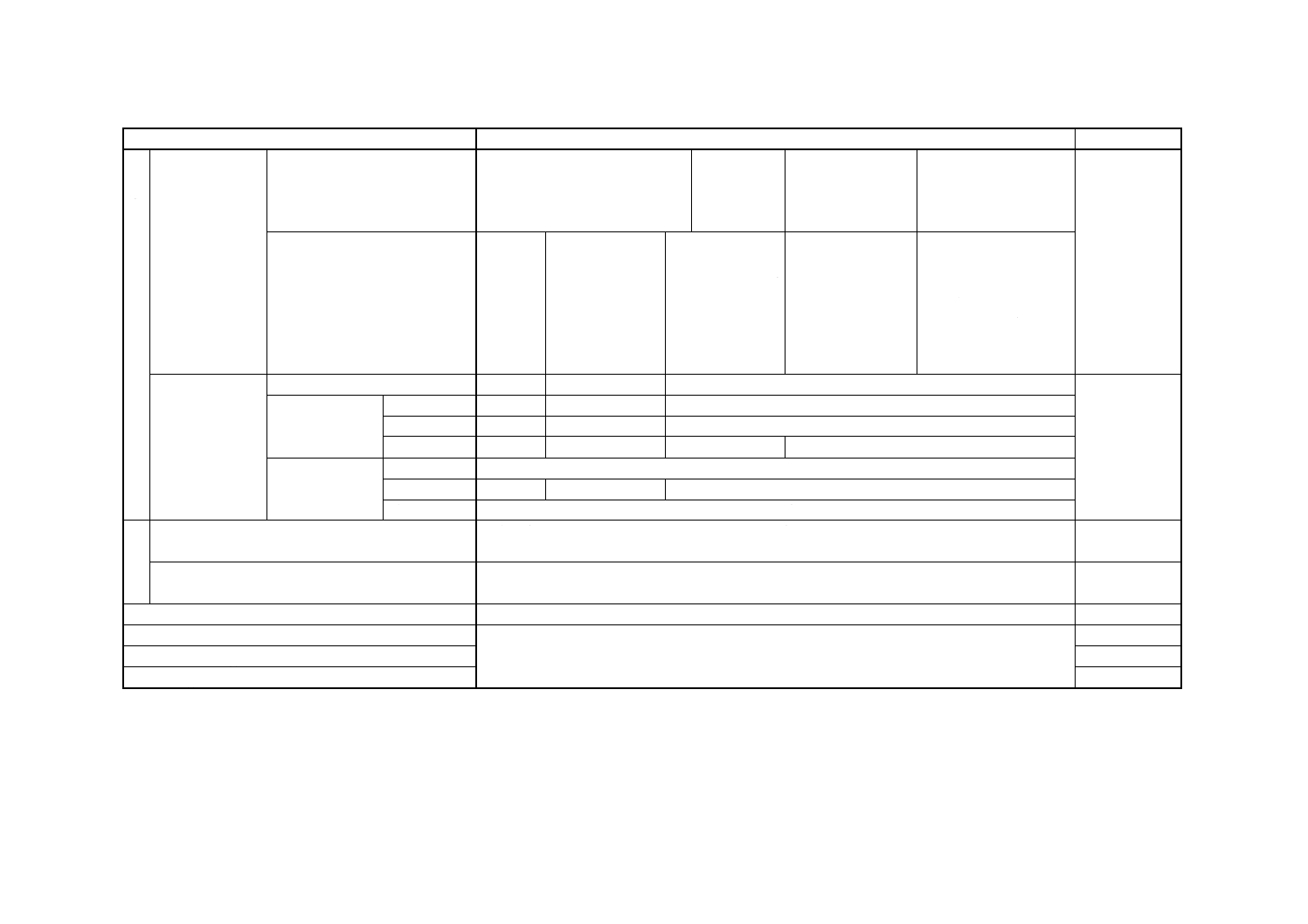
表 6 ホルムアルデヒド放散
単位 μg/(m2・h)
区分
内容
主成分
適用試験箇条
F☆☆☆☆等級
ユリア樹脂,メラミン樹脂,フ
ェノール樹脂,レゾルシノール
樹脂,ホルムアルデヒド系防腐
剤,メチロール基含有モノマー
及びロンガリット系触媒のいず
れをも使用してはならない。
酢酸ビニル樹脂系エマルション形
エポキシ樹脂系
ウレタン樹脂系
変成シリコーン樹脂系
−
F☆☆☆☆等級
放散速度が5以下
酢酸ビニル樹脂系溶剤形,合成ゴム系溶剤
形
5.8
F☆☆☆等級
放散速度が20以下
F☆☆等級
放散速度が120以下
5. 試験
5.1 試験条件(ホルムアルデヒド放散試験の場合は除く) 特に規定のない限り,試験室の温湿度は,JIS
K 7100の標準雰囲気2級[温度23±2℃,湿度 (50±10) %]とし,試験体は3個とする。ただし,接着強
さの試験体は5個とする。
5.2
接着強さ 接着強さ試験の種類は,引張接着強さ,引張せん断接着強さ及び圧縮せん断接着強さと
する。
5.2.1
試験体材料
a) 下地試料及び仕上試料 試験体作成のための下地試料及び仕上試料は,表7に示すものとする。厚さ
は製品厚さとし,被着材の周辺50mm以上内側から5.2.3に示す寸法の試料を採取する。下地試料及
び仕上試料が,被着材の周辺50mm以上内側から採取できない場合は,受渡当事者間の協議によって
試料を採取する。
b) 接着剤 接着剤は,試験に必要な十分な量を気密で蒸散しにくい容器にとり,使用に際しては,十分
にかき混ぜ均一にする。エポキシ樹脂系接着剤は,主剤と硬化剤とを製造業者が定めた割合に適切な
大きさのガラス板上にとり,へらなどを用いて均質になるまで練り混ぜる。必要に応じて接着剤製造
業者指定のプライマーを使用する。
7
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 7 下地試料及び仕上試料
主たる区分
被着材の種類
材質
下地試料
木材
含水率20%以下のひのき又はべいひのきのまさ目材で,接着
面を機械かんなで2回仕上げたもの。
鋼板
JIS G 3101に規定するSS330又はJIS G 3141に規定するSPCC
で,接着面をグラインダーで研磨仕上げたもの。
コンクリート,モルタル及びALC
パネル
JIS A 5430に規定するフレキシブル板 (F) 。
せっこうボード
JIS A 6901に規定するせっこうボード。
仕上試料
合板
普通合板の日本農林規格に規定する1類1等のラワン合板3
プライ又は5プライ。
繊維板
JIS A 5905に規定するハードファイバーボードのS35,ミディ
アムデンシティファイバーボード及びA級インシュレーショ
ンファイバーボード。
パーティクルボード
JIS A 5908に規定する13タイプの素地パーティクルボード。
木毛セメント板
JIS A 5404に規定する普通木毛セメント板。
フレキシブル板
JIS A 5430に規定するフレキシブル板。
けい酸カルシウム板
JIS A 5430に規定する0.8けい酸カルシウム板。
ロックウールボート
JIS A 6301に規定するロックウール吸音ボード又はJIS A
9504に規定するロックウール保温板。
グラスウールボート
JIS A 6301に規定するグラスウール吸音ボード又はJIS A
9504に規定するグラスウール保温板。
せっこうボード
JIS A 6901に規定するせっこうボード。
5.2.2
試験の環境条件及び持続時間 試験の環境条件及び持続時間は,表8による。
8
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 8 試験の環境条件及び持続時間(5)
試験の環境条件
試験体の作製時
試験体の養生時
試験時
接着作業前
接着作業時
接着後(6)
試験前
24時間
10分以内
72時間(168時間)
24時間
−
標準条件
23±2℃
(50±10) %RH
23±2℃
(50±10) %RH
23±2℃
(50±10) %RH
第
一
種
特
殊
条
件
高温状態
23±2℃
(50±10) %RH
23±2℃
(50±10) %RH
50±2℃
50±2℃
低温状態
23±2℃
(50±10) %RH
23±2℃
(50±10) %RH
5±1℃
5±1℃
水中浸せき
23±2℃
(50±10) %RH
23±2℃
(50±10) %RH
23±2℃の清水中
に浸せき
23±2℃
(50±10) %RH
第
二
種
特
殊
条
件
高温状態
50±2℃
23±2℃
(50±10) %RH
50±2℃
50±2℃
低温状態
5±1℃
23±2℃
(50±10) %RH
5±1℃
5±1℃
多湿状態
23±2℃
80%RH以上
23±2℃
(50±10) %RH
23±2℃
80%RH以上
23±2℃
(50±10) %RH
注(5) 持続時間とは,その環境条件下に置く時間を示す。
(6) ウレタン樹脂系及び変成シリコーン樹脂系接着剤については168時間養生し,その他の接着剤については72
時間養生する。
参考1.
第一種特殊条件とは,標準条件で硬化した接着剤が,施工後の温度上昇や温度低下又は結露に対して,ど
のような影響を受けるかを調べようとするときの条件で,主として仮止めして使用する接着剤の試験に
適用する条件である。
2. 第二種特殊条件とは,暑中,寒中又は雨期の特殊条件下での施工でも安全であるかどうかを調べようと
するときの条件で,主として仮止めしないで使用する接着剤の試験に適用する条件である。
5.2.3
試験体の作製 下地試料,仕上試料及び接着剤は,試験体作製前に,表8の接着作業前の条件で処
理し,試験体の作製を行う。
なお,接着剤の塗布方法,塗布量,接着面(表裏の区別)及びその処理方法,塗布後張り合わせるまで
の時間は,実際の使用条件に従って定める。
ただし,合成ゴム系溶剤形接着剤は,仕上試料と下地試料の両面塗布とする。
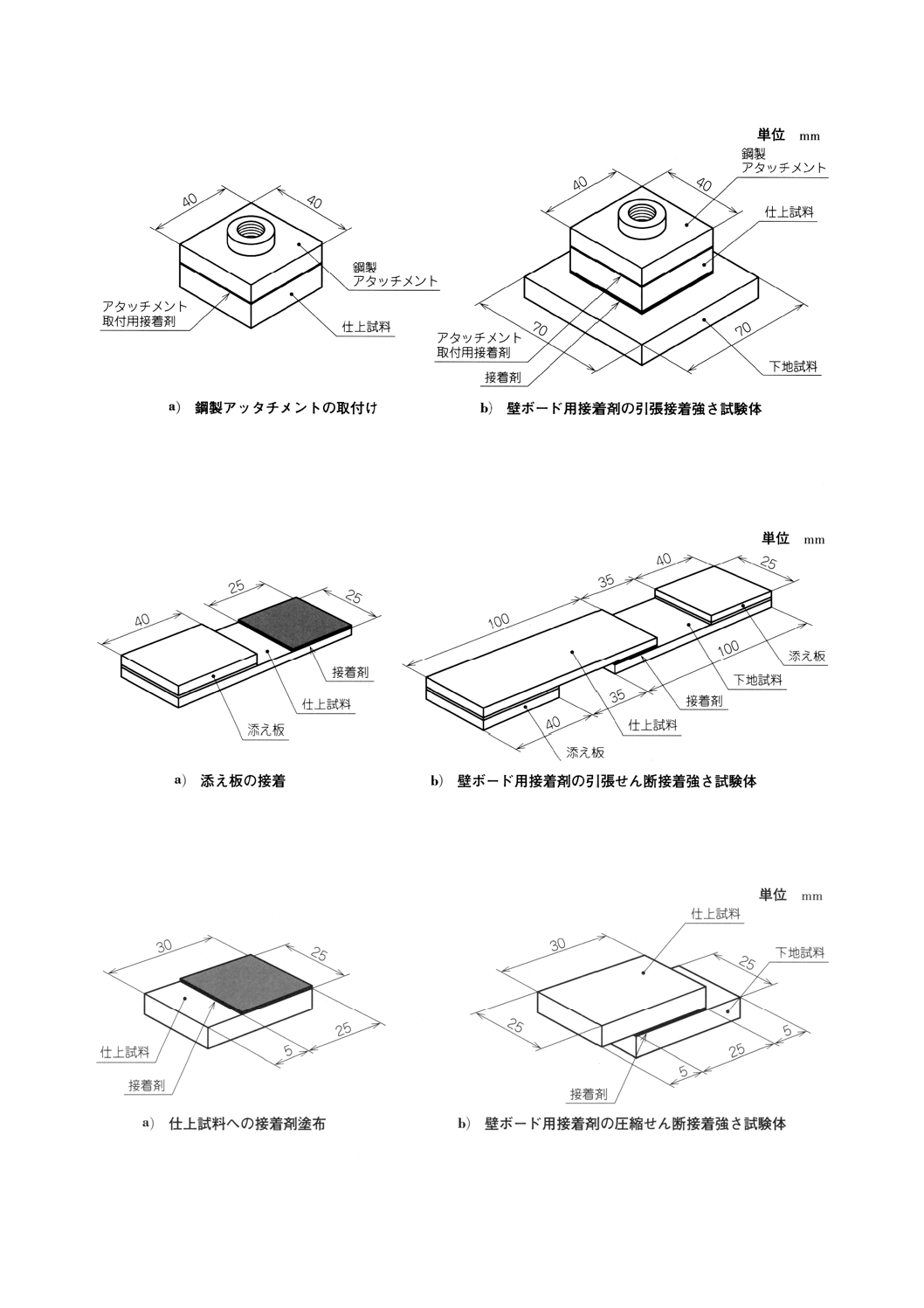
a) 壁ボード用接着剤の接着強さ試験体 壁ボード用接着剤の接着強さ試験体の作製は,次による。
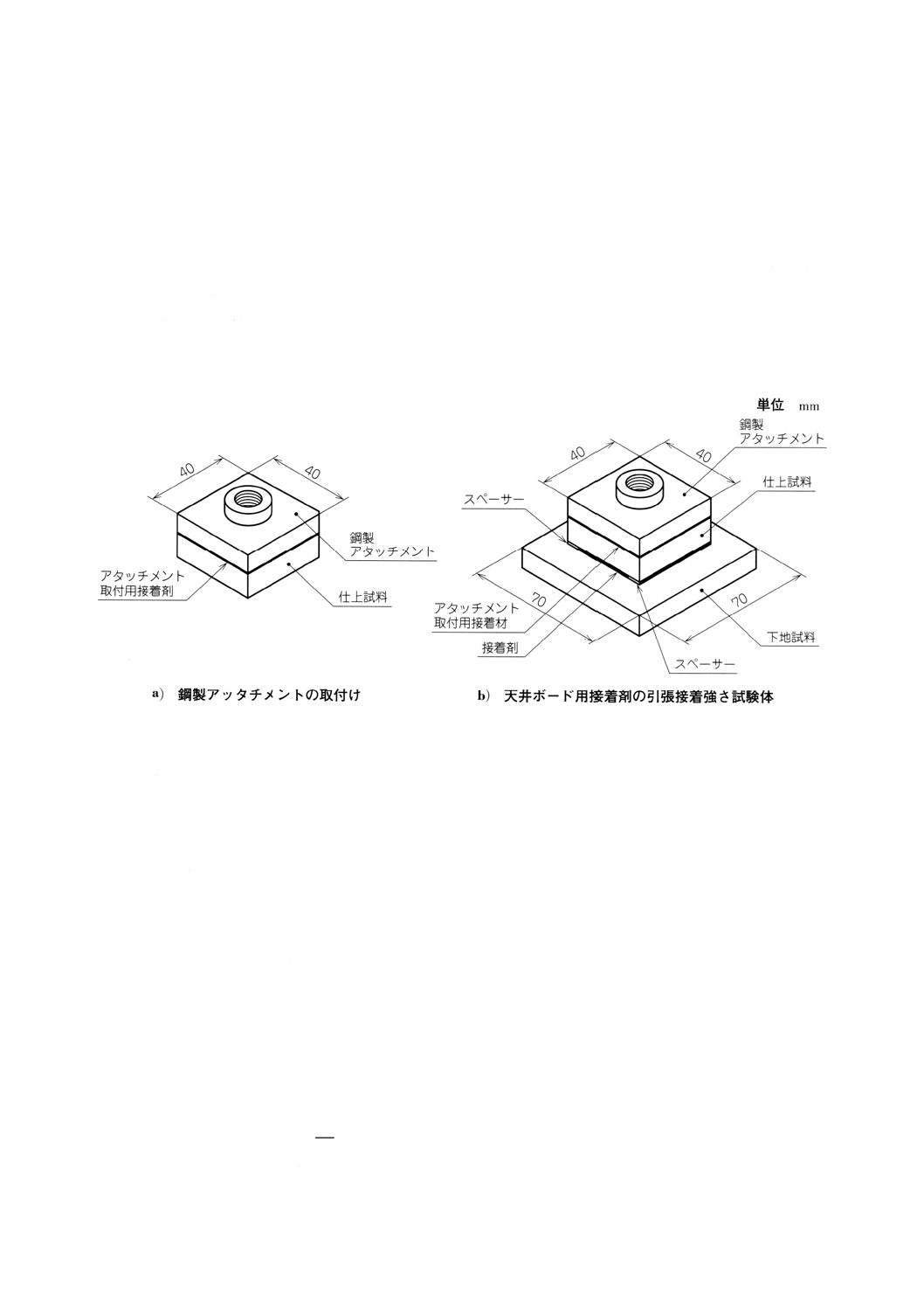
1) 壁ボード用接着剤の引張接着強さ試験体 あらかじめ仕上試料に質量160gの引張接着強さ試験用
の鋼製アタッチメントを接着後[図1a)],仕上試料に接着剤を塗布し,下地試料の上に静かに載せ
て,前後に動かしながら接着する[図1b)]。
アタッチメントの接着は,エポキシ樹脂系接着剤などの試験対象接着剤の引張接着強さより大き
いものを用いて行う。
9
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 壁ボード用接着剤の引張接着強さ試験
2) 壁ボード用接着剤の引張せん断接着強さ試験体 あらかじめ仕上試料及び下地試料に添え板と接着
後,仕上試料に接着剤を塗布し[図2a)],下地試料の上に静かに載せて,前後に動かしながら接着
する[図2b)]添え板は,仕上試料及び下地試料と同一材料,同一厚さとする。
図 2 壁ボード用接着剤の引張せん断接着強さ試験
3) 壁ボード用接着剤の圧縮せん断接着強さ試験体 仕上試料に接着剤を塗布し[図3a)],下地試料の
上に静かに載せて,前後に動かしながら接着する[図3b)]。
図 3 壁ボード用接着剤の圧縮せん断接着強さ試験
10
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 天井ボード用接着剤の引張接着強さ試験体 天井ボード用接着剤の引張接着強さ試験体の作製は,次
による。
1) 実際の施工が仮止め併用による場合 あらかじめ仕上試料に質量160gの引張接着強さ試験用の鋼
製アタッチメントを接着後[図4a)],仕上試料に接着剤を塗布して,JIS G 4309に規定するSUS304
径0.80mmの鋼線(以下,スペーサという。)を置き,下地試料の上に静かに載せて,前後に動かし
ながら接着する[図4b)]。アッタチメントの接着は,エポキシ樹脂系接着剤などの試験対象接着剤
の引張接着強さより大きいものを用いて行う。
2) 実際の施工が仮止めによらない場合 あらかじめ仕上試料に,その重さの19倍に相当する鋼製アタ
ッチメントを接着後[図4a)],仕上試料に接着剤を塗布して,1) と同様にスペーサを置き,下地試
料の上に静かに載せて,前後に動かしながら接着する[図4b)]。
図 4 天井ボード用接着剤の引張接着強さ試験
5.2.4
試験体の養生 試験体の養生は,次による。
a) 壁ボード用接着剤 張合せが完了した接着強さ試験体は,0.001N/mm2(合成ゴム系溶剤形接着剤は,
0.1N/mm2)の圧着力を加えた状態で,表8の試験体の養生時の接着後の条件で養生する。
b) 天井ボード用接着剤
1) 5.2.3 b) 1) によって試験体を作製した場合は,接着後5分以内に圧着力を加え,そのままの状態で
表8の試験体の養生時の接着後の条件で養生する。
2) 5.2.3 b) 2) によって試験体を作製した場合は,接着後5分以内に試験体を裏返し,仕上試料の重さ
の20倍に相当する引張力が接着層に加わるような状態で養生する。その養生条件は,表8の試験体
の養生時の接着後の条件とする。この養生時に仕上試料がはく落した試験体は,使用しない。
5.2.5
壁ボード用接着剤の引張接着強さ 壁ボード用接着剤の引張接着強さは,次による。
a) 試験機は,試験体が破断するまでの最大荷重が,その容量の15〜85%に当たるものを用いる。
試験器具は,接着面にできるだけ均一な荷重がかかるような構造のものとする。
b) 変位速度3mm/分で引張接着強さ試験を行い,試験体が破断するまでの最大荷重を測定する。
引張接着強さは,次の式によって算出し,5個の平均値で表す。
W
P
T=
ここに,
T: 引張接着強さ (N/mm2)
11
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
P: 最大荷重 (N)
W: 試料面積 (mm2) =1 600 (mm2)
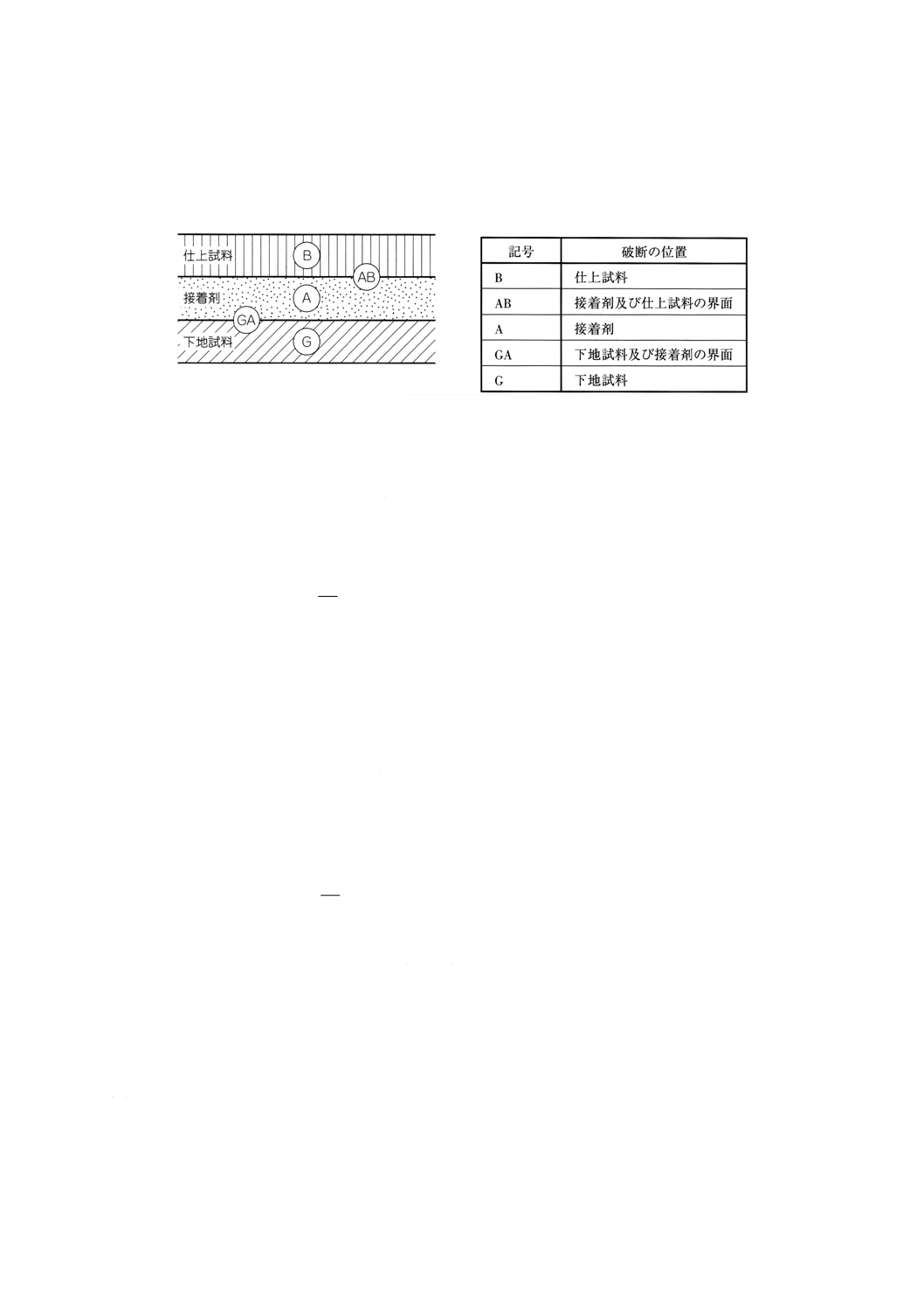
c) 仕上試料と下地試料の両方の破断面を観察し,5個を平均して最大面積を示す破断の位置(図5)を目
測で判定し,その破断の位置を記号で示す。
図 5 破断の位置及びその記号
5.2.6
壁ボード用接着剤の引張せん断接着強さ 壁ボード用接着剤の引張せん断接着強さは,次による。
a) 試験機は,試験体が破断するまでの最大荷重が,その容量の15〜85%に当たるものを用いる。
試験器具は,接着面にできるだけ均一な荷重がかかるような構造のものとする。
b) 変位速度3mm/分で引張接着強さ試験を行い,試験体が破断するまでの最大荷重を測定する。
引張せん断接着強さは,次の式によって算出し,5個の平均値で表す。
W
P
T=
s
ここに,
Ts: 引張せん断接着強さ (N/mm2)
P: 最大荷重 (N)
W: 試料面積 (mm2) =625 (mm2)
c) 仕上試料及び下地試料の両方の破断面を観察し,5個を平均して最大面積を示す破断の位置(図5参
照)を目測で判定し,その破断の位置を記号で示す。
5.2.7
壁ボード用接着剤の圧縮せん断接着強さ 壁ボード用接着剤の圧縮せん断接着強さは,次による。
a) 試験機は,試験体が破断するまでの最大荷重が,その容量の15〜85%に当たるものを用いる。
試験器具は,接着面にできるだけ均一な荷重がかかるような構造のものとする。
b) 変位速度3mm/分で引張接着強さ試験を行い,試験体が破断するまでの最大荷重を測定する。
圧縮せん断接着強さは,次の式によって算出し,5個の平均値で表す。
W
P
C=
s
ここに,
Cs: 圧縮せん断接着強さ (N/mm2)
P: 最大荷重 (N)
W: 試料面積 (mm2) =625 (mm2)
c) 仕上試料と下地試料の両方の破断面を観察し,5個を平均して最大面積を示す破断の位置(図5参照)
を目測で判定し,その破断の位置を記号で示す。
5.2.8
天井ボード用接着剤の引張接着強さ 天井ボード用接着剤の引張接着強さは,5.2.5による。
5.3
作業性
5.3.1
マスチック状接着剤 マスチック状接着剤の作業性の試験は,次による。
a) 試験用下地試料 試験には,大きさ約300×300mmの清浄なせっこうボードを用いる。
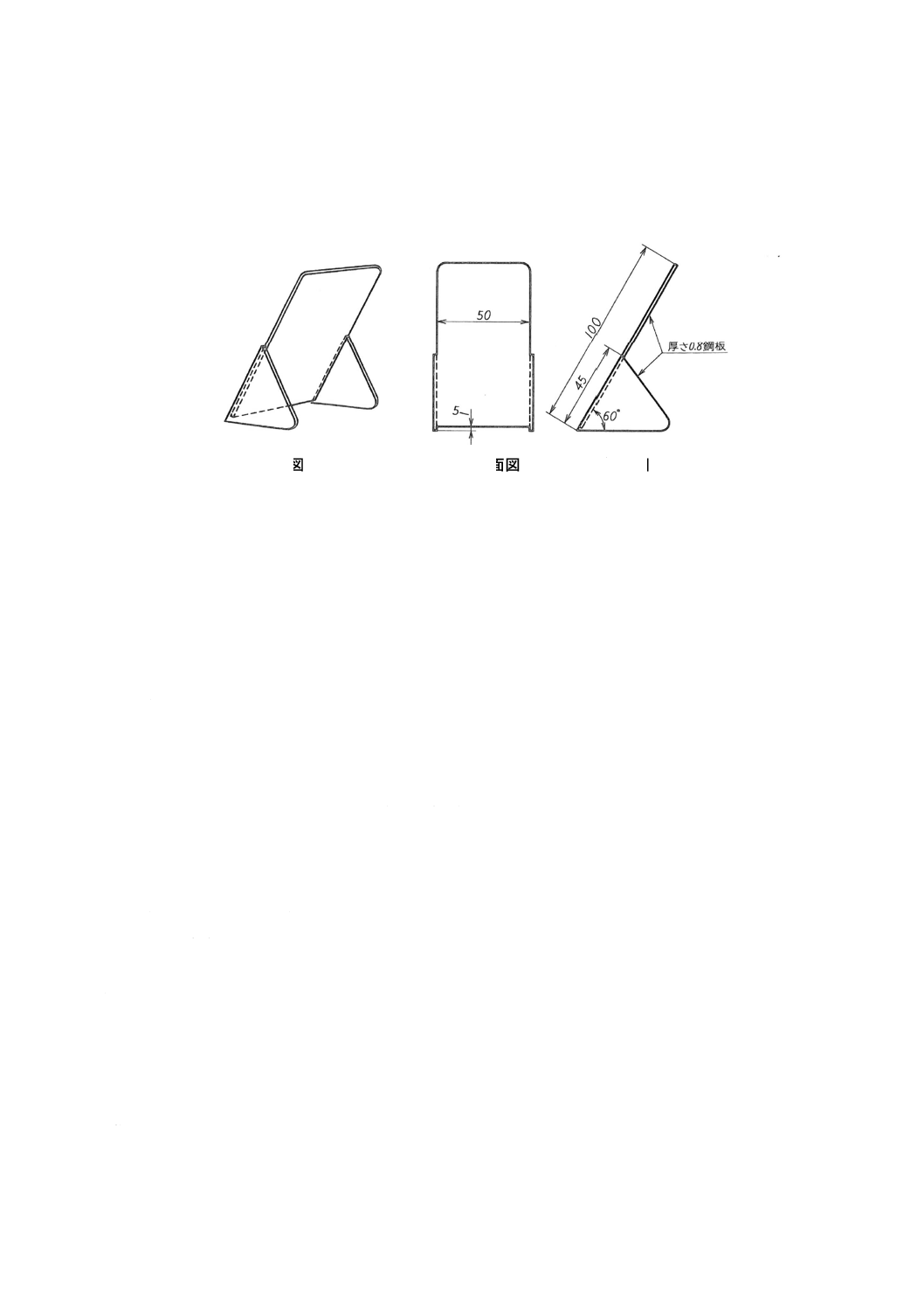
b) 塗布用具 接着剤の塗布用具は,図6による。
12
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験方法 試験用下地試料の表面を上にして水平に置き,その一端に約30mlの接着剤を置き,塗布
用具を接着面に約60°の角度になるようにして静かに引き,塗布したときの接着剤の状態を観察する。
また,表面に完全に密着している部分の長さを測定する。
単位 mm
a) 見取図 b) 正面図 c) 側面図
図 6 接着剤の塗布用具
5.3.2
ペースト状接着剤 ペースト状接着剤の作業性の試験は,次による。
a) 試験用下地試料 試験には,大きさ約300×300mmの清浄なせっこうボードを用いる。
b) 塗布用具 試験に用いるはけは,しなやかな毛で作った平はけで,穂の長さ約40mm,幅約40mm,
厚さ約10mmとし,使いならして毛の抜けない清浄なものとする。
c) 試験方法 試験用下地試料の表面を上にして水平に置き,はけの穂のつけ根まで接着剤を含ませ,垂
直にしたまま除々に力を加えながら約100mm/秒の速さで引き,作業への支障及び塗布後の状態を確
認する。また,均一な塗膜を形成している部分の長さを測定する。
5.4
垂れ 実際の施工が仮止めによらない場合のマスチック状接着剤については,次のとおり垂れ試験
を行う。
a) 試験体 試験には,仕上試料として表7に示すA級インシュレーションボードを,下地試料として表
7に示す鋼板を用いる。
b) 試験方法 5.2.3の b)1) に従って接着した試験体を5.2.4の b)1) に示すように72時間(又は168時
間)養生して,はく落の有無を確認する。
はく落しなかったものについては,仕上試料の垂れ落ちた長さを精度0.5mm以上の物差しで,各コ
ーナーについて測定し,その最大値を丸めてmmで示す。ただし,試験の環境条件は,表8に示す標
準条件及び第二種特殊条件の低温状態の2種類とする。
5.5
密度 密度の試験は,次による。
a) 試験器具 比重カップ,はかりはJIS K 6833の6.1.1(比重カップ法)に規定するものとする。
b) 試験方法
1) 表8の標準条件で比重カップに水を満たし,ふたをして,ふたの穴から吹き出した水をぬぐい取り,
質量をはかる。
2) 比重カップに泡が入らないように接着剤を満たし,ふたをして,ふたの穴から吹き出した余分の接
着剤をぬぐい取る。この比重カップの質量をはかる。
3) 密度は,次の式によって算出し,3回の平均値を求め,小数点以下2けたに丸める。
13
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
2
1
3
W
W
W
W
d
D
−
−
×
=
ここに,
D: 密度 (g/cm3)
d: 測定温度における水の密度 (g/cm3)(23℃では,0.997 54)
W1: 比重カップの質量 (g)
W2: 水を入れた比重カップの質量 (g)
W3: 接着剤を入れた比重カップの質量 (g)
5.6
張合せ可能時間 5.2.3の a)1)に従って数個の試料に同時に接着剤を塗布し,5分おきに1個ずつ接
着する。それぞれの試験片を表8に示す標準条件で養生した後,5.2.5の引張接着強さ試験を行い,表5.1
の引張接着強さを下回らない最短時間から最長時間をもって張合せ可能時間とする。ただし,材料破断す
る試験体については,材料は断面積が12cm2を下回らない最短時間から最長時間をもって張合せ可能時間
とする。
5.7
可使時間 可使時間の試験は,次による。
a) 試験器具 針入度計,針及び試験容器は,JIS K 2207の6.3.2(針入度試験装置)に規定するものとす
る。ただし,落下針入する総質量は12.5gとする。
b) 試験方法 試料を容器にほぼ一杯になるまで充てんする。充てんは,へら又はナイフを用いて気泡の
入らないように行う。
針入度測定用針を試料に5秒間針入させ,その針入量を0.1mmまで針入度計で測定し,針入量0.1mm
を針入度1として示す。練り混ぜ直後から試料の針入度が180になるまで継続し,その時間を可使時
間(分)とする。ただし,針は,測定ごとに洗浄溶剤をしみこませた柔らかい布でふいて使用する。
5.8
ホルムアルデヒド放散試験 ホルムアルデヒド放散試験は,次による。
a) 試験体の作成 試験体は,ステンレス板又はガラス板の表面に試料負荷率0.4 m2/m3になるよう塗布面
積を決定し,塗布量300±15 g/m2を均一に速やかに塗布する。
b) 試験体の養生 試験体は,a) によって接着剤を塗布した後,標準状態(23±2℃)で60±10分間放置
する。
c) 試験方法 ホルムアルデヒド放散試験方法は,JIS A 1901に規定する試験方法による。ただし,換気
回数は0.5±0.05回/hとする。
b) によって養生が終了した試験体を小形チャンバー内に静置し,試験を開始する。試験開始後3日
以内の近接する時間内にチャンバーからの排出空気を2回採取して放散速度を求める。
ただし,チャンバー内のホルムアルデヒド濃度が0.1mg/m3を超える場合には,試料負荷率を小さく
することによって,チャンバー内のホルムアルデヒド濃度を0.1mg/m3以下となる条件で試験しなけれ
ばならない。
なお,放散速度は,2回の平均値を求め,JIS Z 8401によって整数に丸め,μg/(m2・h)の単位で表す。
6. 検査 接着剤は,JIS Z 9015-0によってロットの大きさを決定し,合理的な抜取検査方式によって試
料を抜き取り,4.a)〜4.c)の規定に適合しなければならない。
なお,4. d)及び4.e)については,新しく設計したとき又は品質に影響を及ぼす技術的生産条件を変更し
たときに行う。
14
A 5538:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 製品の呼び方 製品の呼び方は,ホルムアルデヒド放散による区分,用途による区分,性状による区
分及び接着剤の主成分による区分による。
例 F☆☆☆☆・壁ボード用・マスチック状・酢酸ビニル樹脂系溶剤形接着剤
接着剤の主成分による区分
性状による区分
用途による区分
ホルムアルデヒド放散による区分の
記号
8. 表示 接着剤の容器には,容易に消えない方法で,次の事項を表示しなければならない。
a) 製品名称
b) 接着剤の種類(ホルムアルデヒド放散による区分にあっては,その記号)
c) 製造業者名又はその略号
d) 連絡先
e) 有効期間又は有効期限
f)
正味質量又は容量
g) 密度
h) 張合せ可能時間又は可使時間
i)
主剤と硬化剤との混合比(エポキシ樹脂系接着剤の場合)
j)
ロット番号又は製造年月日
k) 適用(下地とボード類の種別及びくぎ止めの必要の有無)
参考 表示例
製品名称
密度
接着剤の種類
張合せ可能時間又は可使時間
製造業者名又はその略号
主剤と硬化剤との混合比(エポキシ樹脂系接着剤の場合)
連絡先
ロット番号又は製造年月日
有効期間又は有効期限
適用(下地とボード類の種別及びくぎ止めの必要の有無)
正味質量又は容量
9. 取扱い上の注意 接着剤のカタログ,取扱説明書などに,少なくとも次の事項について,取扱い上の
注意事項を記載する。
a) 選択上の注意
b) 施工上の注意