2
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 5524-1994
ラスシート(角波亜鉛鉄板ラス)
Lath sheets
1. 適用範囲 この規格は,建物の主に壁,屋根,床などのモルタル下地及びコンクリート下地に使用す
る角波亜鉛鉄板の上面にメタルラスを溶接したラスシートについて規定する。
備考1. この規格の引用規格を,次に示す。
JIS A 5505 メタルラス
JIS G 3302 溶融亜鉛めっき鋼板及び鋼帯
JIS Z 9001 抜取検査通則
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考値である。
2. 種類 ラスシートの種類は,次による。
(1) 山高,山ピッチ,質量及び溶接ピッチによる区分 山高,山ピッチ,質量及び溶接ピッチによってLS1,
LS2,LS3及びLS4に区分する(表1,表4及び表5参照)。
参考 LS4は,主として枠組壁工法用塗り下地に使用するものである。
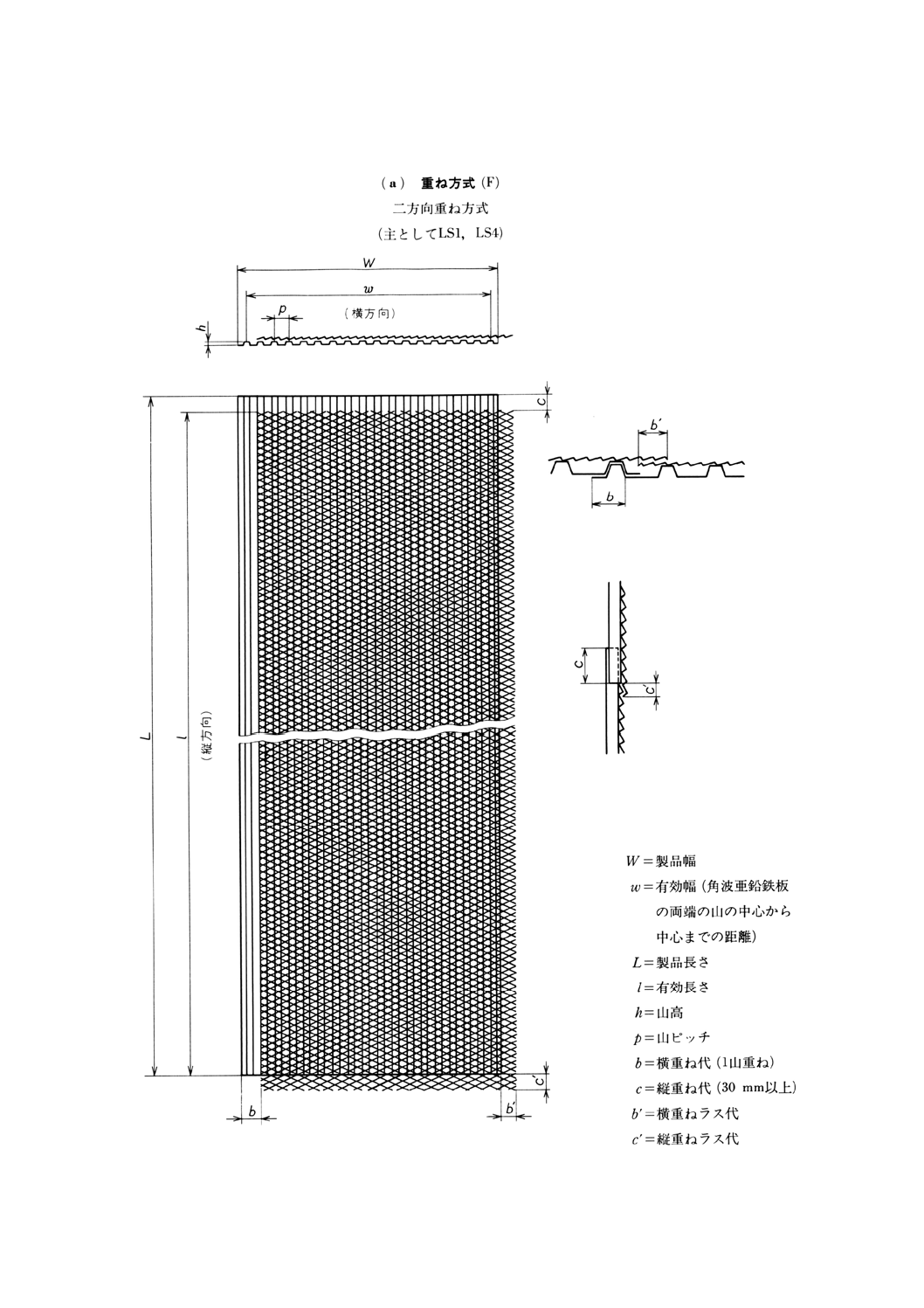
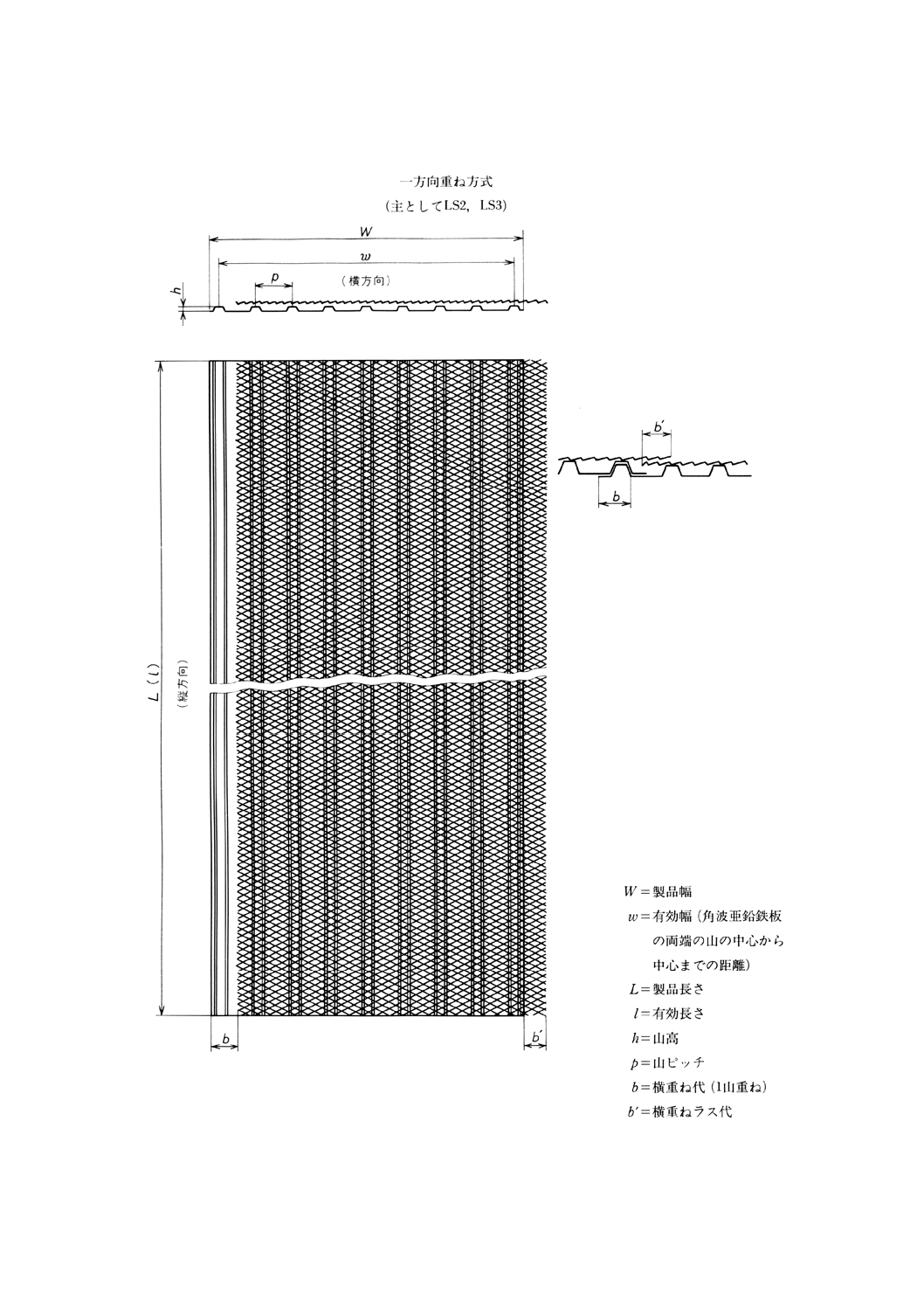
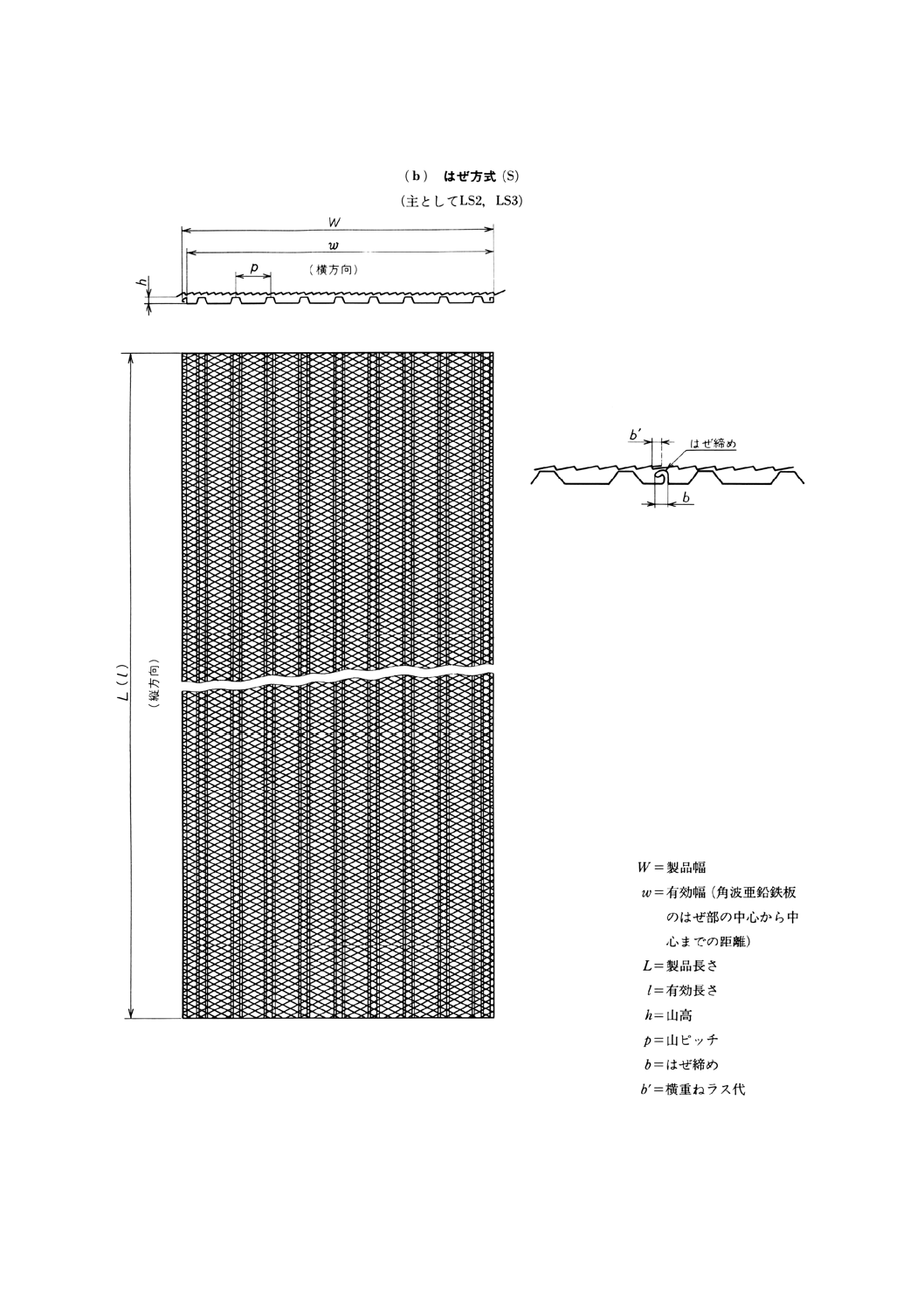
(2) 接合方法による区分 接合方法によって重ね方式 (F) 及びはぜ方式 (S) に区分する(図1参照)。重
ね方式には,二方向重ね方式及び一方向重ね方式がある。
(3) ラス目による区分 ラス目によってモルタル下地用 (M) 及びコンクリート下地用 (C) に区分する
(表3参照)。
3. 形状及び寸法 ラスシートの形状及び寸法は,次による。
(1) 形状 ラスシートの形状は,図1による。
2
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
3
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
4
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
5
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
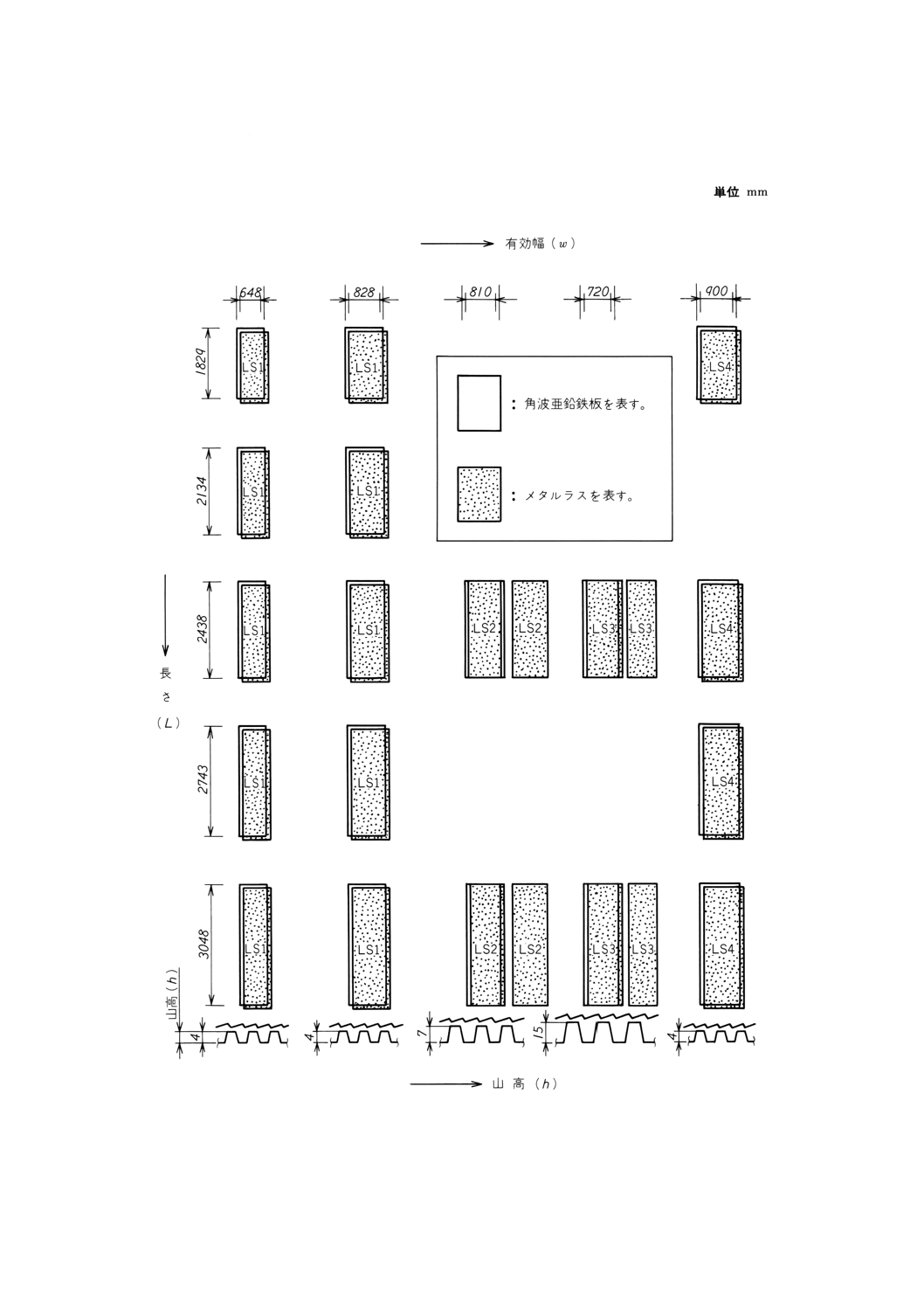
(2) 常備品の寸法及び許容差 常備品の寸法及び許容差は,図2,表1及び表2による。
図2
備考 LS1,LS2,LS3の有効幅は,当分の間±30mmまで認める。
6
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
単位 mm
種類
山高 h
山ピッチ p
有効幅 w
LS1
4
36
648
828
LS2
7
90
810
LS3
15
90
720
LS4
4
36
900
表2
単位 mm
種類
長さ L
有効幅 w
山高 h
山ピッチ p
LS1
+15
0
±15
±0.5
±4
LS2
+15
0
±15
±0.5
±4
LS3
+15
0
±15
±0.5
±4
LS4
+10
0
±10
±1.0
±4
備考 LS1,LS2,LS3の山高は±1mmまで,山ピッチは±14mmまで,
当分の間認める。
(3) 注文品の寸法及び許容差 注文品の寸法及び許容差は,表1及び表2による。ただし,長さは,当事
者間の協定によって決定するが,最大長さを12m以下とする。
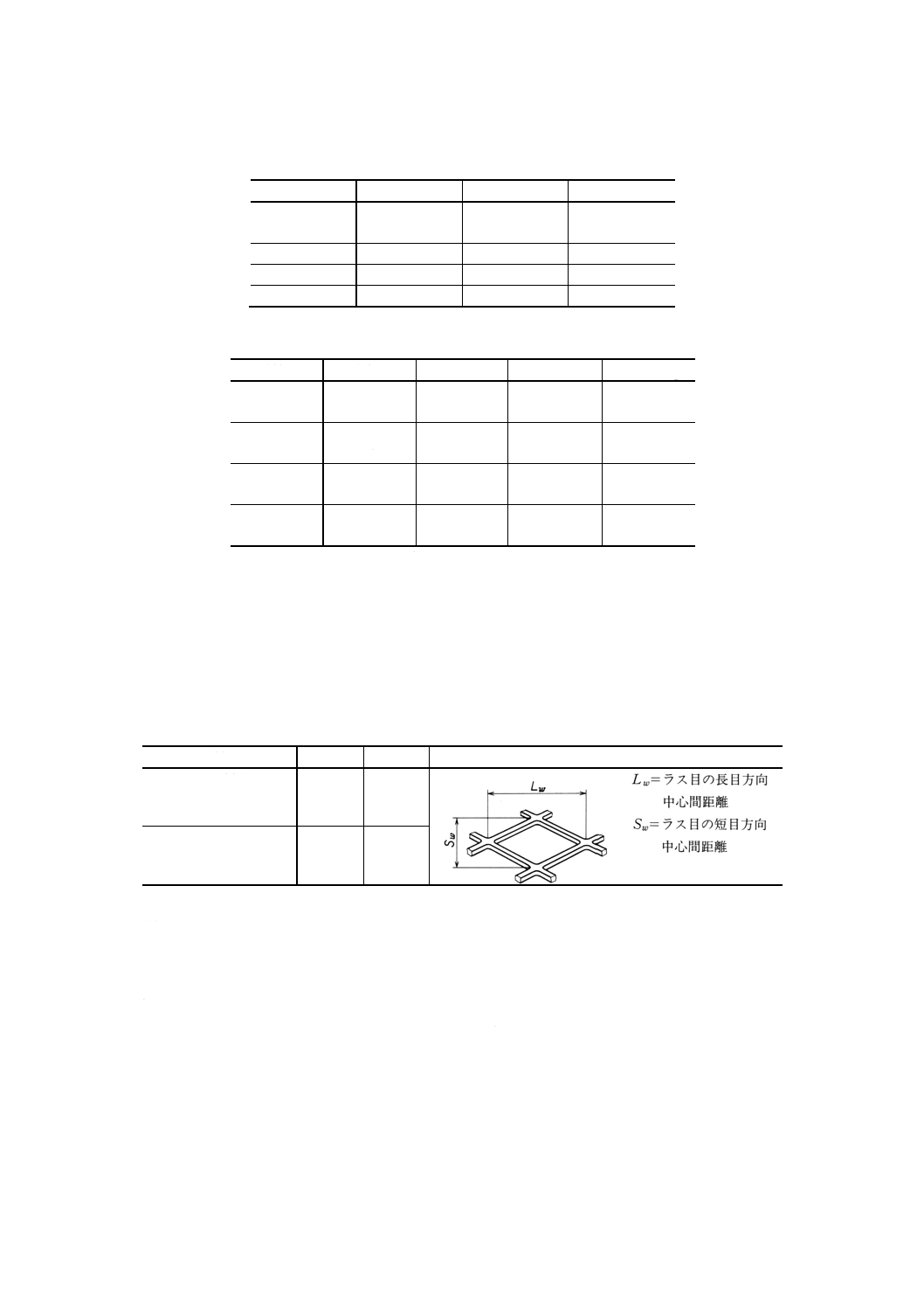
(4) メタルラスの形状 メタルラスの形状は,JIS A 5505に規定する平ラスとする。ただし,ラス目は表
3のとおりとする。
表3
単位 mm
種類
Lw
Sw
備考
モルタル下地用 (M)
45以下
20以下
コンクリート下地用 (C) 90以下
45以下
4. 品質
4.1
角波亜鉛鉄板とメタルラスとの接合 角波亜鉛鉄板とメタルラスとの接合点は,全面にまんべんな
く配置されており,かつ,確実に溶接されていなければならない。
4.2
角波亜鉛鉄板とメタルラスとのはく離強度 角波亜鉛鉄板とメタルラスとのはく離強度は,8.5の試
験方法で試験し,15か所の溶接点のうち,100N {10.2kgf} 未満でのはく離が2か所以上あってはならない。
4.3
質量 ラスシートの質量は,表4による。
7
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4
単位 kg/m2
種類
質量
LS1
2.3以上
LS2
2.8以上
LS3
3.7以上
LS4
4.4以上
参考 板厚別質量を,参考表1に示す。
5. 外観
5.1
ラスシートの四すみは直角で,使用上有害なそり,ねじれなどがあってはならない。
5.2
ラスシートには,穴,目切れ,破れ,溶接不良などの使用上有害な欠点があってはならない。
6. 材料
6.1
角波亜鉛鉄板 角波亜鉛鉄板に使用する材料は,JIS G 3302に規定する溶融亜鉛めっき鋼板とし,
板厚をLS1は0.19mm以上,LS2は0.25mm以上,LS3は0.30mm以上,LS4は0.40mm以上とする。
6.2
メタルラス メタルラスに使用する材料は,JIS G 3302に規定する溶融亜鉛めっき鋼板とし,厚さ
0.40mm以上とする。
7. 製造 6.1に規定する材料を角波形に成型した角波亜鉛鉄板の上面に,6.2に規定する材料で製造した
メタルラスを図1に示す形状に電気抵抗溶接によって溶接して作る。この場合の溶接ピッチは,表5によ
る。
表5
単位 mm
種類
溶接ピッチ
縦方向
横方向
LS1
150以下
110以下
LS2
LS3
LS4
120以下
110以下
8. 試験方法
8.1
数値の換算 従来単位の試験機又は計測器を用いて試験する場合の国際単位系 (SI) による数値へ
の換算は,次による。
1kgf=9.80N
8.2
寸法
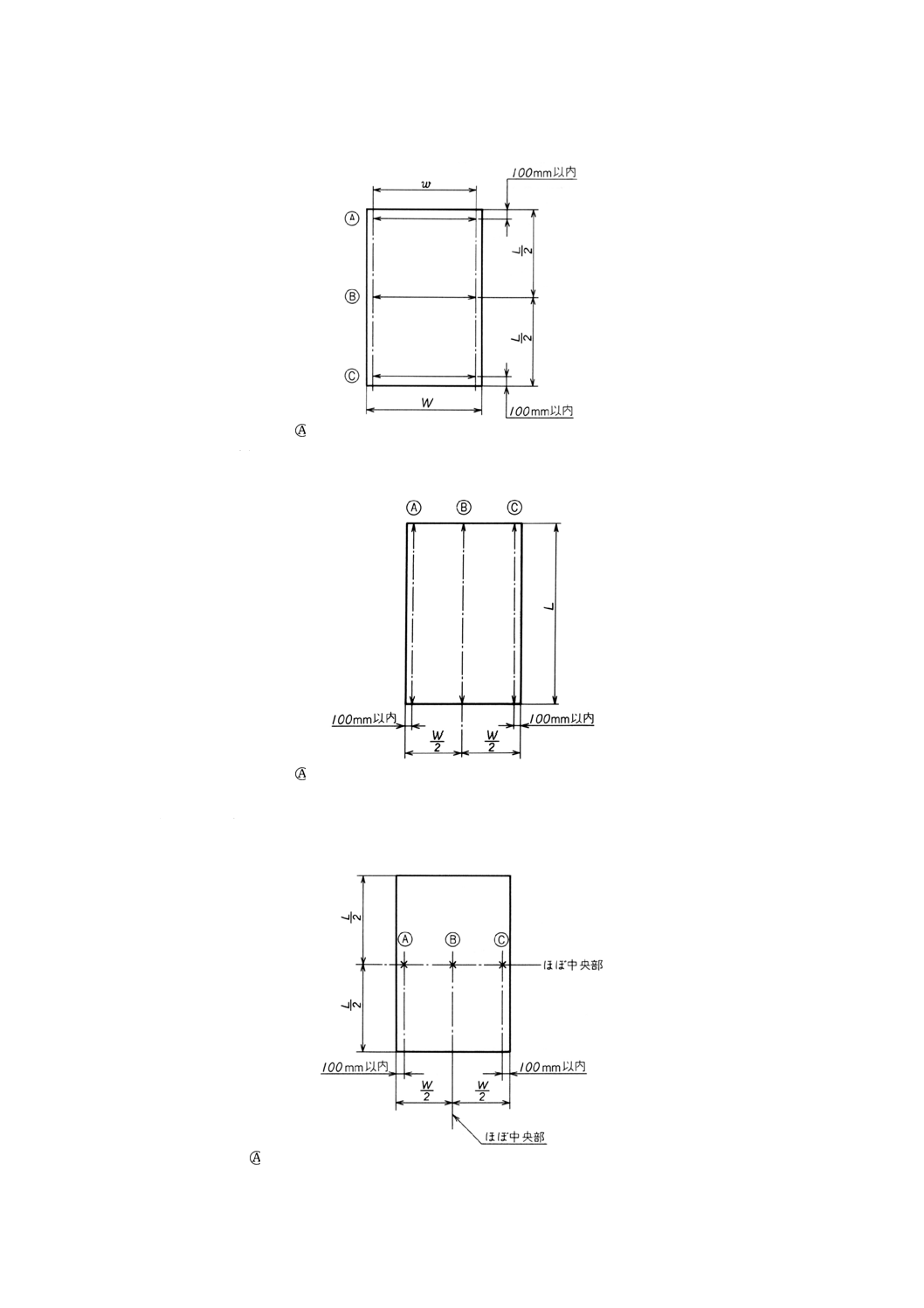
8.2.1
有効幅 有効幅 (w) は,図3に示す3か所において1mm単位まで測定し,その平均値で表す。
8
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3
備考
及びは端部より100mm以内,はほぼ中央部とする。
8.2.2
長さ 長さ (L) は,図4に示す3か所において1mm単位まで測定し,その平均値で表す。
図4
備考
及びは両端部より100mm以内,はほぼ中央部とする。
8.2.3
山高及び山ピッチ 山高及び山ピッチは,図5に示す3か所において山高は0.1mm,山ピッチは
1mmの単位まで測定し,それぞれの平均値で表す。
図5
備考
及びは端部より100mm以内の山,はほぼ中央部の山とする。
9
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2.4
ラス目 ラス目は,図5に示す3か所において溶接点を避けて1mm単位まで測定し,それぞれの
平均値で表す。
8.3
溶接ピッチ 溶接ピッチは,図5に示す3か所に近接する溶接点において1mm単位まで測定し,そ
の平均値で表す。
8.4
質量 ラスシート1枚を0.01kg単位まで量り,これを面積(製品幅W×製品長さL)で除して単位
質量を0.01kg/m2単位まで求める。質量は,ラスシート3枚の単位質量の平均値で表す。
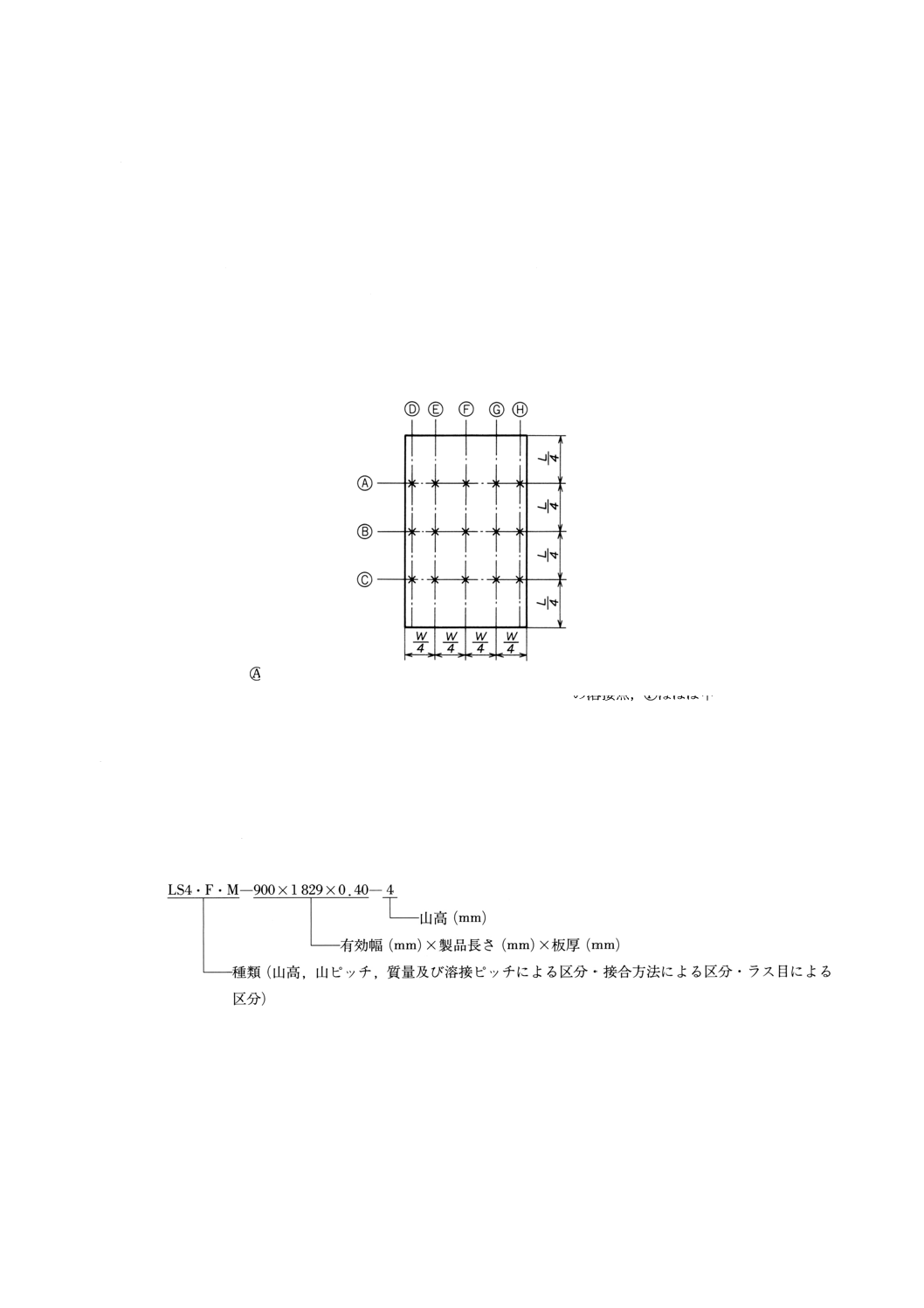
8.5
はく離試験 はく離試験は,試験体を水平に置き,図6に示す15か所において,容量200N {20.4kgf}
のばねばかりを用い,溶接点にできるだけ近い箇所のメタルラスにばねばかりのフックを引っ掛け,真上
に徐々に力を加えて100N {10.2kgf} まで引っ張り,角波亜鉛鉄板とメタルラスとのはく離の有無を調べる。
図6
備考
及びは端部よりほぼ4Lの溶接点,はほぼ中央部の溶接点,及びは
端部より最初の溶接点,及びは端部よりほぼ4
Wの溶接点,はほぼ中
央部の溶接点とする。
9. 検査 検査は,JIS Z 9001によってロットの大きさを決定し,合理的な抜取検査方式を用い,3.〜5.
の規定によって合否を判定する。
10. 製品の呼び方 製品の呼び方は,種類及び寸法で呼び,次の例による。ただし,呼び方のうち必要の
ないものは除いてもよい。
例
11. 表示
11.1 製品には1枚ごとに,次の事項を表示しなければならない。
(1) 種類及び板厚
(2) 製造業者名(又は略号)
10
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.2 製品は,適当な枚数ごとにバンド締めとし,必要に応じて鉄板又は段ボールによってこん(梱)包
するものとし,次の事項を表示しなければならない。
(1) 製品の呼び方
(2) 製造業者名(又は略号)
(3) 製造年月(又は略号)
(4) こん(梱)包数量
参考表1 板厚別質量表
単位 kg/枚
種類
製品幅 W
(有効幅w)
mm
製品長さ
L
mm
板厚 mm
0.19
0.20
0.23
0.25
0.27
0.30
0.35
0.40
0.50
0.60
LS1
683
(648)
(1 000)
(1.57)
(1.63)
(1.82)
(1.93)
(2.10)
(2.28)
(2.58)
(2.88)
1 829
2.87
2.98
3.32
3.53
3.84
4.17
4.71
5.26
2 134
3.35
3.48
3.87
4.12
4.47
4.86
5.49
6.13
2 438
3.83
3.98
4.43
4.71
5.11
5.55
6.28
7.01
2 743
4.31
4.47
4.98
5.29
5.75
6.24
7.06
7.88
3 048
4.79
4.97
5.53
5.88
6.39
6.94
7.85
8.76
848
(828)
(1 000)
(1.90)
(1.97)
(2.17)
(2.33)
(2.53)
(2.74)
(3.10)
(3.46)
1 829
3.47
3.60
3.96
4.26
4.62
5.02
5.67
6.33
2 134
4.05
4.20
4.64
4.96
5.39
5.85
6.61
7.38
2 438
4.63
4.81
5.33
5.68
6.17
6.69
7.57
8.44
2 743
5.21
5.40
5.98
6.39
6.94
7.53
8.51
9.49
3 048
5.79
6.00
6.63
7.10
7.71
8.36
9.46
10.55
LS2
840
(810)
(1 000)
(2.37)
(2.57)
(2.79)
(3.14)
(3.50)
(4.22)
(4.99)
2 438
5.78
6.27
6.79
7.67
8.54
10.29
12.20
3 048
7.23
7.84
8.49
9.59
10.68
12.85
15.25
LS3
730
(720)
(1 000)
(2.75)
(3.10)
(3.46)
(4.18)
(4.95)
2 438
6.69
7.57
8.44
10.19
12.10
3 048
8.36
9.46
10.55
12.72
15.12
LS4
930
(900)
(1 000)
(4.13)
(4.70)
(5.51)
1 829
7.56
8.59
10.07
2 438
10.08
11.45
13.42
2 743
11.33
12.89
15.11
3 048
12.61
14.31
16.78
備考 本表の質量は,最小質量である。
参考 製品長さLの( )及び板厚別質量の( )内数字は,注文品の質量計算の参考値とする。
11
A 5524-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
建築部会 ラスシート専門委員会 構成表(昭和52年2月1日制定のとき)
氏名
所属
(委員会長)
上 村 克 郎
建設省建築研究所
松 谷 蒼一郎
建設省住宅局
中 村 清
通商産業省生活産業局
緒 方 謙一郎
通商産業省生活産業局
帆 足 万 里
工業技術院標準部
芳 賀 義 明
財団法人建材試験センター
深 沢 明
株式会社竹中工務店
平 岡 昇
日本電建株式会社
小 西 孝 一
石原建設株式会社
藤 井 平太郎
社団法人日本左官業組合連合会
松 江 廣 元
社団法人全国建築士事務所協会
佐々木 敬 吉
東邦シートフレーム株式会社
堀 友 春
株式会社山中製作所
鈴 木 光 明
東邦ラス工業株式会社
矢 口 滋
矢口産業株式会社
吉 村 章一郎
株式会社淀川製鋼所
(関係者)
矢 野 重 雄
ラスシート工業会
(事務局)
田 村 尹 行
工業技術院標準部材料規格課
米 倉 久 明
工業技術院標準部材料規格課
山 村 修 蔵
工業技術院標準部材料規格課
(事務局)
牛 島 宏 育
工業技術院標準部材料規格課(平成6年6月1日改正のとき)
根 岸 喜代春
工業技術院標準部材料規格課(平成6年6月1日改正のとき)
荒 井 淳
工業技術院標準部材料規格課(平成6年6月1日改正のとき)