A 5505:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 メタルラスの形状・寸法及び各部の名称 ··············································································· 2
5 種類及び材料 ··················································································································· 5
6 品質······························································································································· 6
6.1 外観 ···························································································································· 6
6.2 寸法,質量及び許容差 ···································································································· 6
6.3 メッシュ部及び力骨溶接部の引張強さ················································································ 9
6.4 耐食性試験後の引張強さ ································································································· 9
7 材料······························································································································ 10
8 試験······························································································································ 11
8.1 試験一般 ····················································································································· 11
8.2 外観試験 ····················································································································· 11
8.3 寸法及び質量測定 ········································································································· 11
8.4 引張試験 ····················································································································· 12
8.5 耐食性試験及び耐食性試験後の引張試験············································································ 15
9 検査······························································································································ 16
9.1 検査項目 ····················································································································· 16
9.2 判定基準 ····················································································································· 16
10 製品の呼び方 ················································································································ 16
11 表示 ···························································································································· 19
附属書A(規定)おもりによる試験方法 ·················································································· 20
附属書B(参考)技術上重要な改正に関する新旧対照表 ······························································ 23
A 5505:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,関東メタルラ
ス工業組合(KMLMA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格
を改正すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規格
である。これによって,JIS A 5505:2014は改正され,この規格に置き換えられた。
なお,令和3年3月22日までの間は,産業標準化法第30条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS A 5505:2014を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
A 5505:2020
メタルラス
Metal laths
1
適用範囲
この規格は,主として建築の左官仕上げ,耐火被覆,防水被覆などの下地材及び軽量気泡コンクリート
パネル(以下,ALCパネルという。)の補強材に使用するメタルラスについて規定する。
なお,技術上重要な改正に関する旧規格との対照表を,附属書Bに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3302 溶融亜鉛めっき鋼板及び鋼帯
JIS G 3323 溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼板及び鋼帯
JIS G 3532 鉄線
JIS G 3547 亜鉛めっき鉄線
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS Z 2371 塩水噴霧試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
平ラス
成型などの二次加工されていない平らなメタルラス(図1参照)。
3.2
こぶラス
平ラスを同一面方向にこぶ付け加工されたメタルラス(図2参照)。
3.3
波形ラス
平ラスを一定方向に波形加工されたメタルラス(図3参照)。
2
A 5505:2020
3.4
リブラスA
平ラス製造時に素板部分を一定間隔で残し,残した素板部分に同一面方向に山形加工されたリブの付い
たメタルラス(図4参照)。
3.5
リブラスC
鋼板に切り目を付け,二次加工でリブ付け及び展開引伸ばしによって製造するリブの付いたメタルラス
(図5参照)。
3.6
力骨付きラス
平ラスを芯材として力骨にて両面から挟んだラスであり,片面はラスの製品の長さ方向に,逆面には製
品の幅方向に一定間隔で配列された力骨の縦横の交点を電気抵抗溶接を行い,いずれかの方向の力骨に沿
って山形加工されたメタルラス(図6参照)。
3.7
ALCパネル用ラス
ALCパネルの補強材として用いられるメタルラス。
4
メタルラスの形状・寸法及び各部の名称
メタルラスの形状・寸法及び各部の名称は,次による。
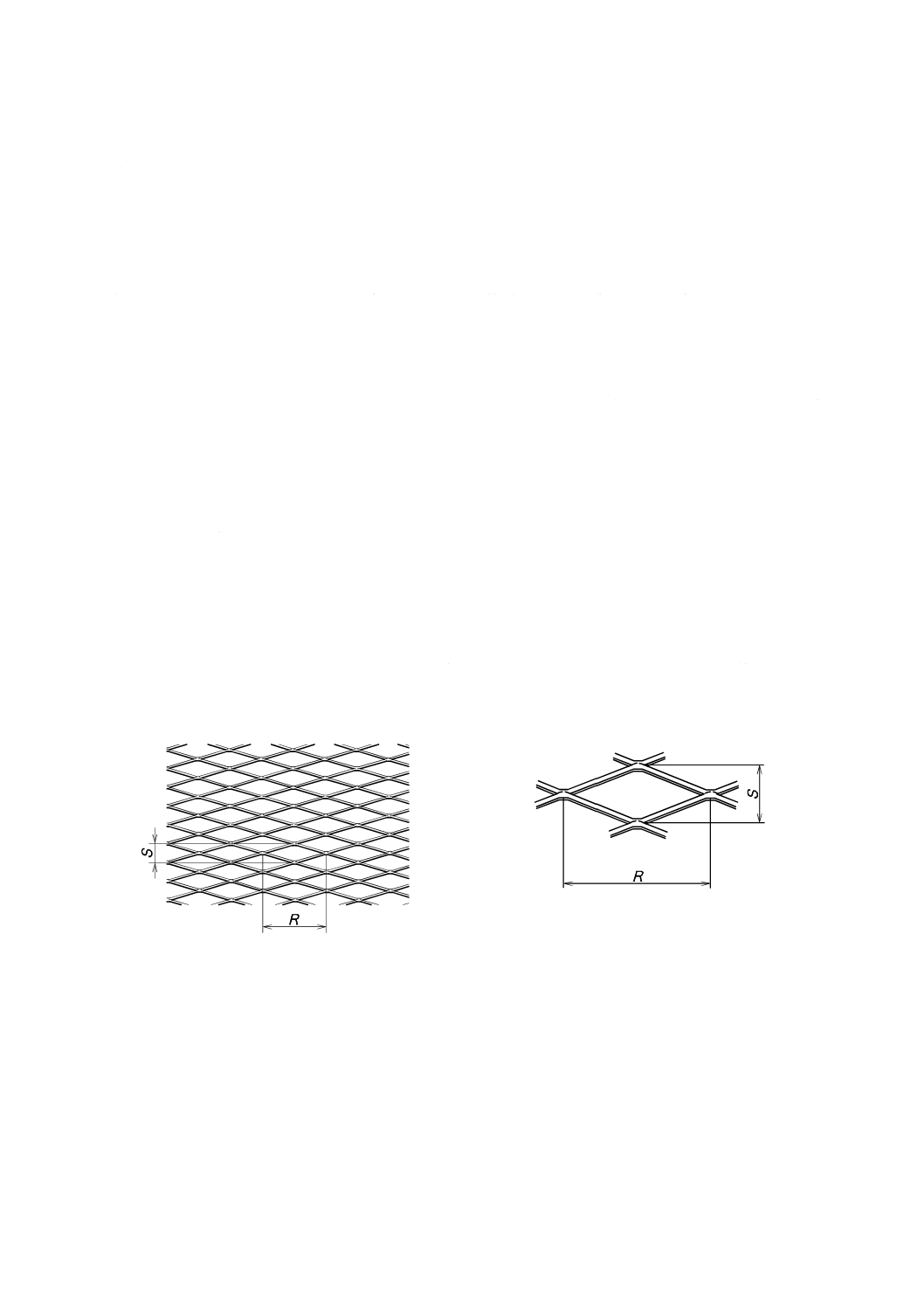
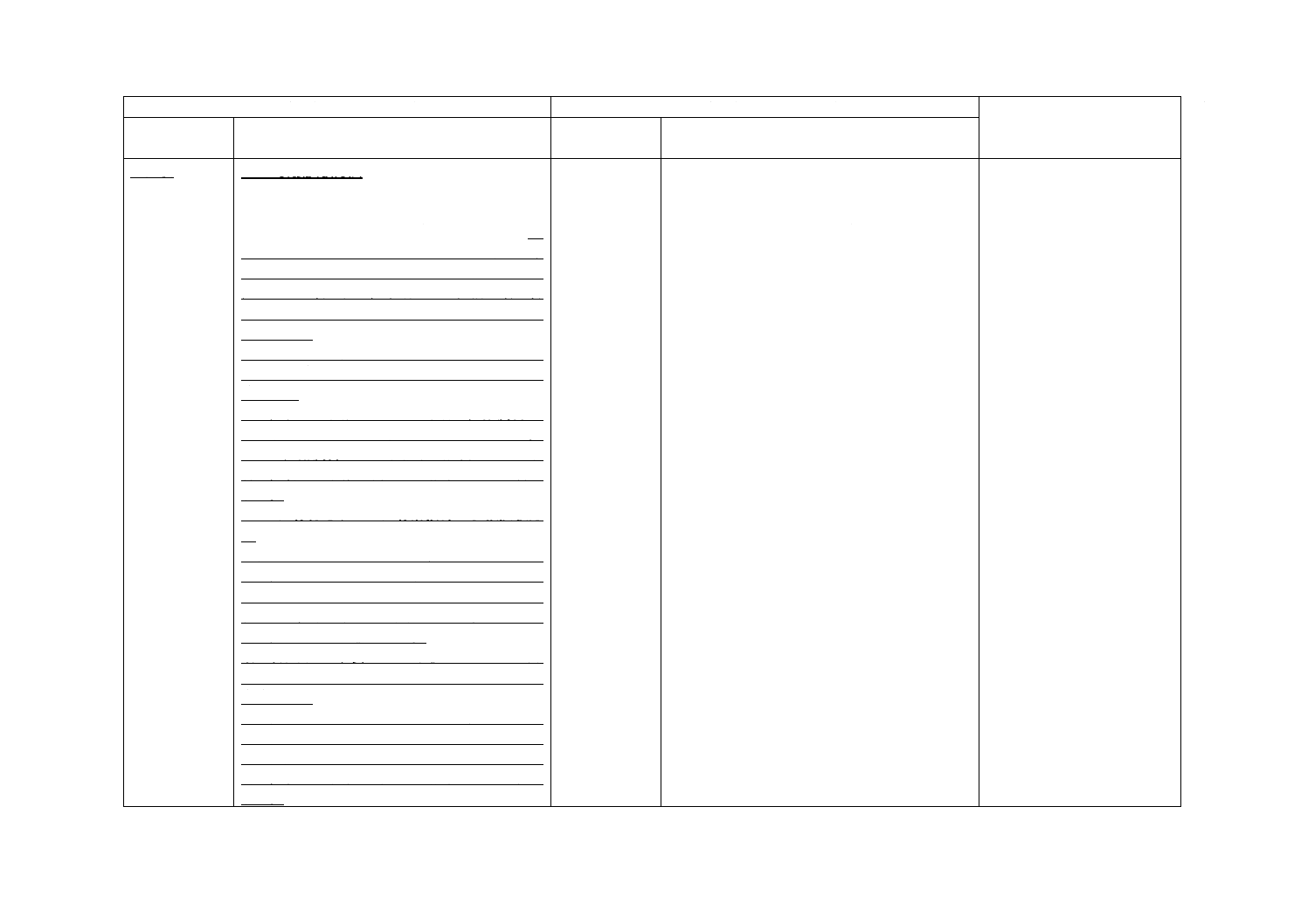
a) 平ラス,リブラスA,力骨付きラス及びALCパネル用ラスのメッシュ寸法は,メッシュ部の交差部の
中心間距離とし,メッシュの長径方向の対角線の距離をR,メッシュの短径方向の対角線の距離をS
とする(図1参照)。
図1−平ラスの例
メッシュ部拡大図
3
A 5505:2020
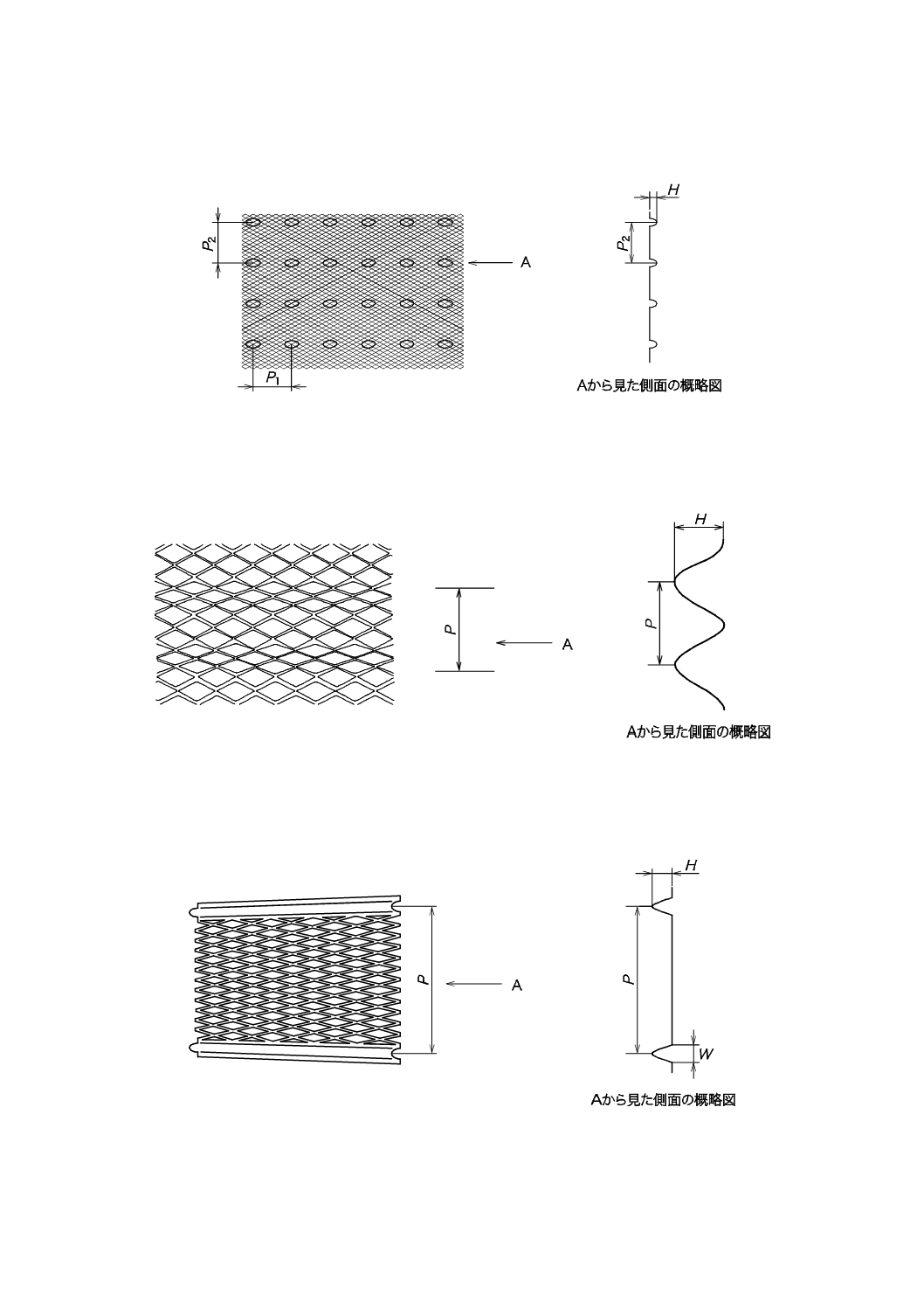
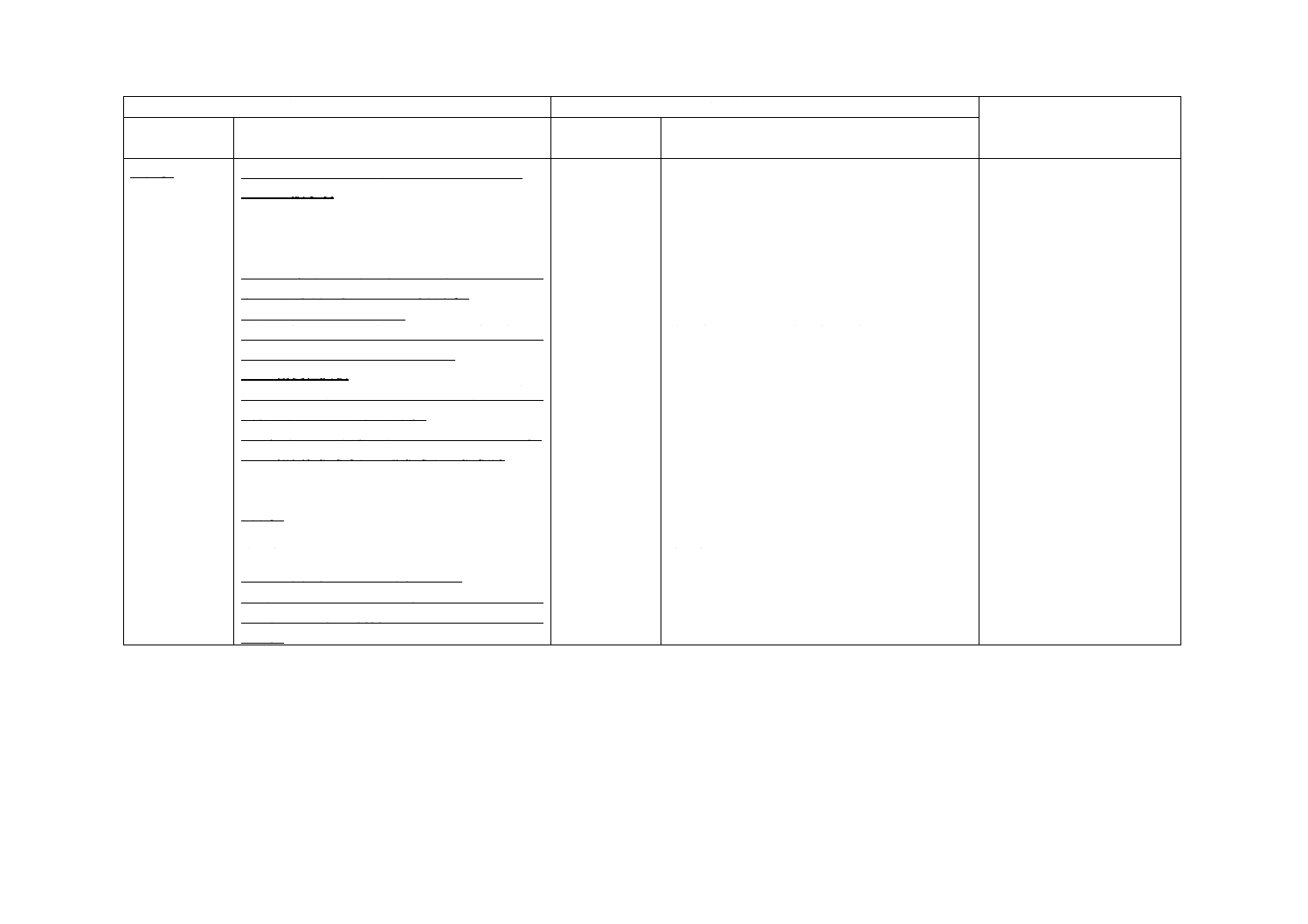
b) こぶラスのこぶの頂部相互間の横ピッチP1,縦ピッチP2及び高さHの寸法のとり方は,図2による。
図2−こぶラスの例
c) 波形ラスの山の頂部相互間のピッチP及び高さHの寸法のとり方は,図3による。
図3−波形ラスの例
d) リブラスAのリブの頂部相互間のピッチP,高さH及びリブ幅Wの寸法のとり方は,図4による。
図4−リブラスAの例
4
A 5505:2020
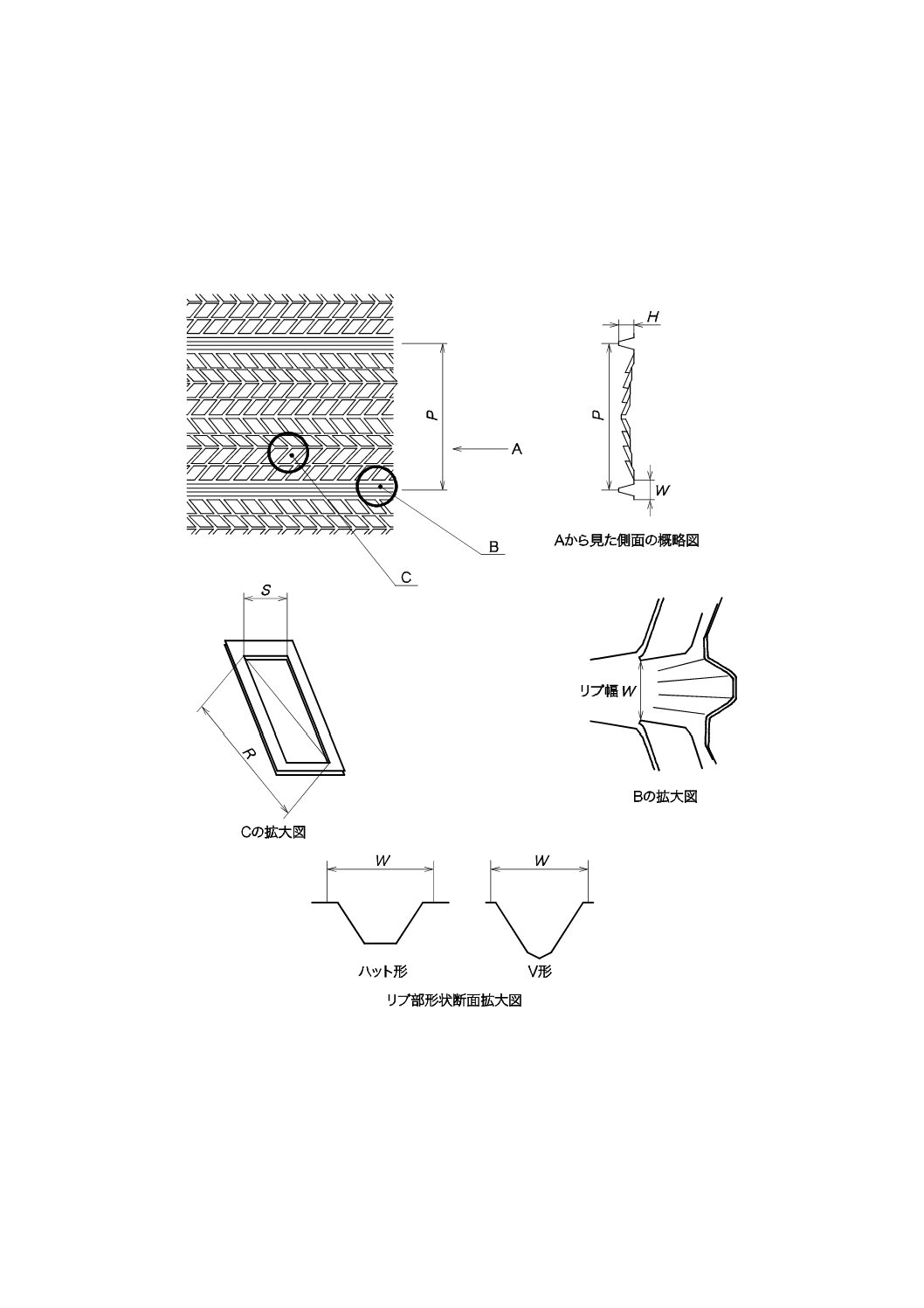
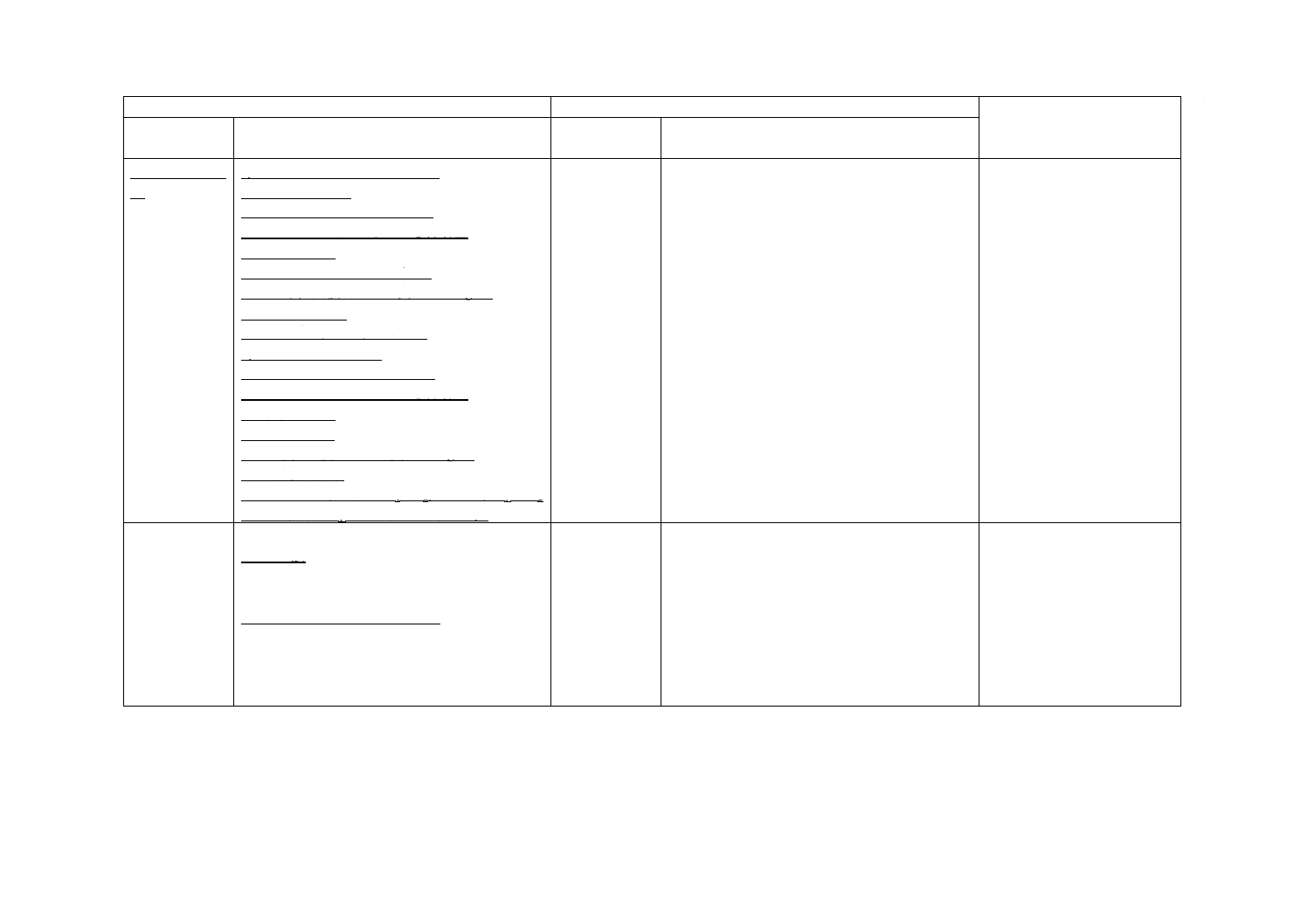
e) リブラスCのリブの頂部相互間のピッチP,高さH及びリブ幅Wの寸法のとり方は,図5による。
リブ形状にはハット形及びV形がある。リブとは,高さH 4 mm以上及びリブ幅W 5 mm以上の部
分とする。
なお,リブ幅は最小幅の部分とする。また,リブラスCのメッシュ寸法は内寸法とし,対角線の距
離をR,短辺の距離をSとする(図5参照)。
図5−リブラスCの例
5
A 5505:2020
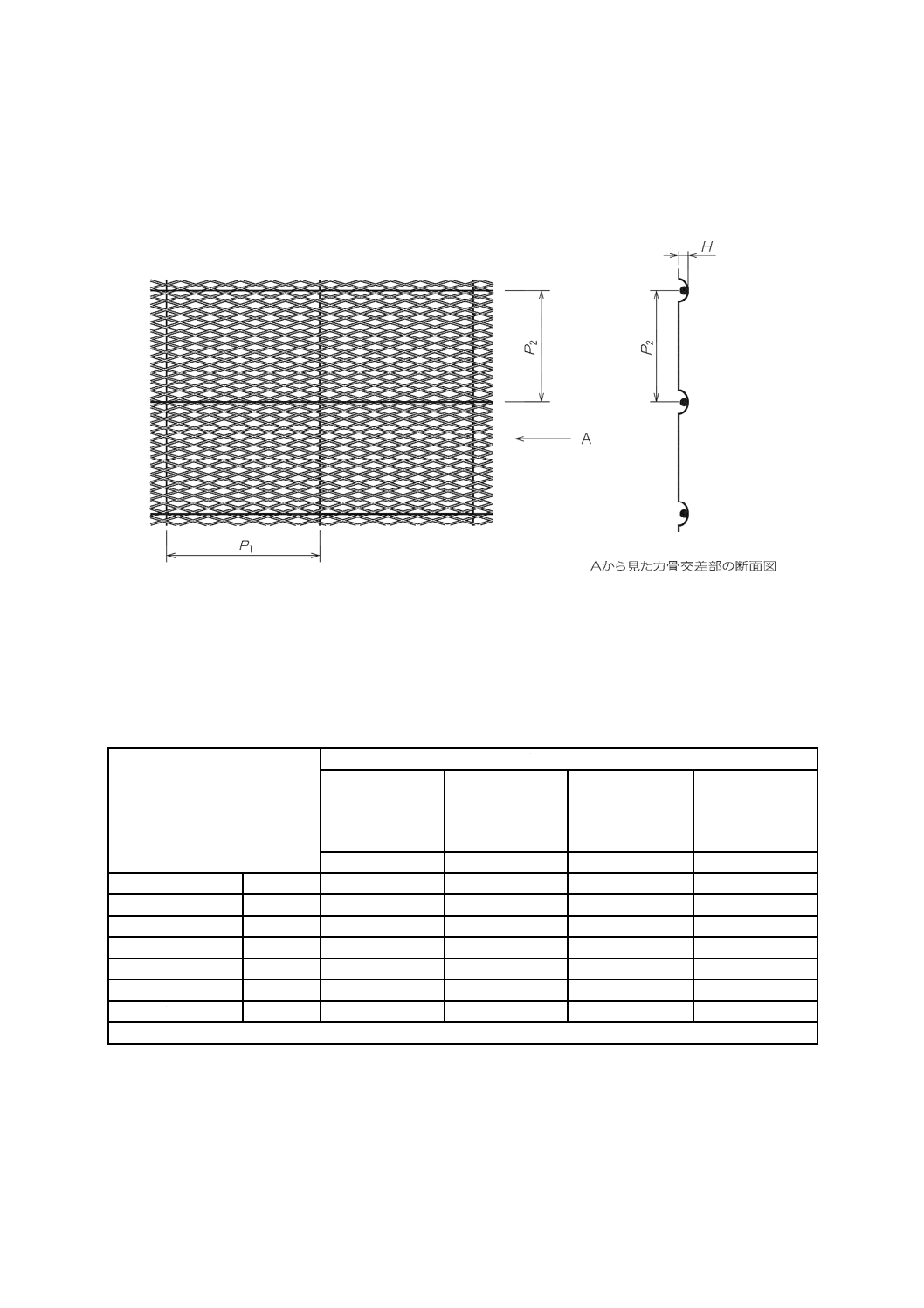
f)
力骨付きラスの力骨相互間の横ピッチP1,縦ピッチP2及び高さHの寸法のとり方は,図6による。
なお,横ピッチとは製品幅方向に平行な力骨の間隔であり,縦ピッチとは製品の長さ方向に平行な
力骨の間隔をいう。
図6−力骨付きラスの例
5
種類及び材料
メタルラスの種類及び材料の組合せは,表1による。
表1−メタルラスの種類及び材料
メタルラスの種類及び記号
材料の種類及び記号
溶融亜鉛めっき
鋼板及び亜鉛め
っき鉄線a)
溶融亜鉛−アル
ミニウム−マグ
ネシウム合金め
っき鋼板
冷間圧延ステン
レス鋼板
冷間圧延鋼板
Z
K
SU
M
平ラス
F
〇
〇
〇
−
こぶラス
K
〇
〇
〇
−
波形ラス
W
〇
〇
〇
−
リブラスA
RA
〇
〇
〇
−
リブラスC
RC
〇
〇
〇
−
力骨付きラス
BP
〇
−
−
−
ALCパネル用ラス
ALC
−
−
〇
〇
注a) 亜鉛めっき鉄線は,力骨付きラス用材料である。
6
A 5505:2020
6
品質
6.1
外観
6.1.1
メタルラスの外観
メタルラスは,8.2の外観試験を実施したとき,メッシュに目切れがなく,かつ,赤さびがあってはなら
ない。力骨付きラスは,力骨溶接部に赤さびがあってはならない。
6.1.2
力骨付きラスの溶接部の剝離率
力骨付きラスの溶接部の剝離率は,8.2.2で算出し,4 %以下で,かつ,2か所以上連続して剝離があっ
てはならない。
6.2
寸法,質量及び許容差
メタルラスの寸法,質量及び許容差は,8.3によって測定したとき,表2〜表10の値に適合しなければ
ならない。
なお,表3〜表9に記載する製品記号の“−”(ハイフン)の後の数値は,高さを示す。
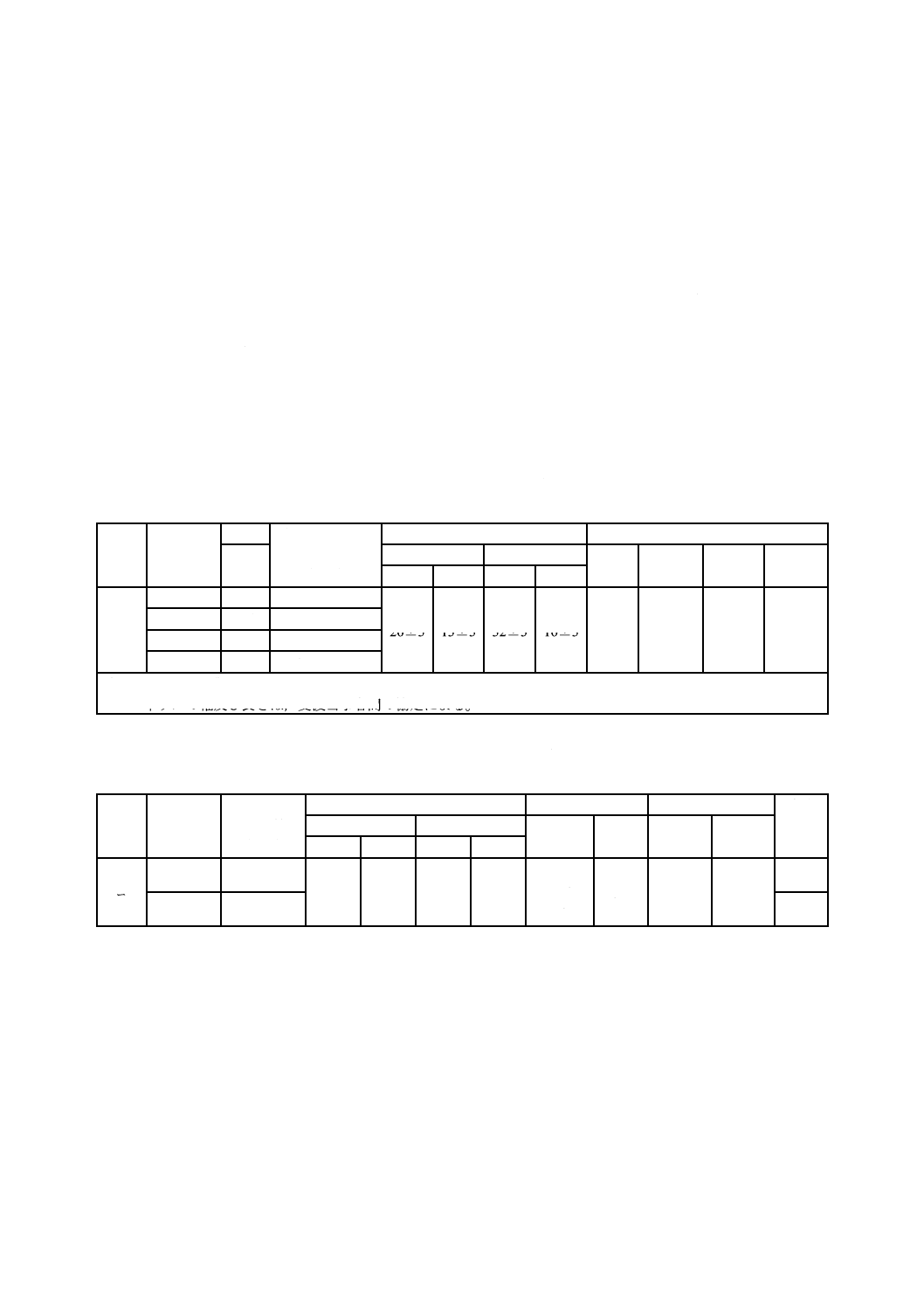
表2−平ラスの寸法,質量及び許容差
単位 mm
種類
製品記号
参考 単位面積当たり
の質量
(g/m2)
メッシュ寸法
製品寸法b)
旧呼
び方
I形
II形
幅
許容差a)
長さ
許容差a)
R
S
R
S
平
ラ
ス
F450
1号
450±14
26±3 13±3 32±3 16±3 600〜
1 000
±50
1 800〜
2 000
±50
F500
2号
500±15
F700
3号
700±21
F1050
4号
1 050±32
注a) 許容差は,製品寸法に対する許容差のことを示す。
b) 平ラスの幅及び長さは,受渡当事者間の協定による。
表3−こぶラスの寸法,質量及び許容差
単位 mm
種類
製品記号 単位面積当
たりの質量
(g/m2)
メッシュ寸法
製品寸法
ピッチ
高さ
H
I形
II形
幅
長さ
P1
P2
R
S
R
S
こ
ぶ
ラ
ス
K800−09
800±24
26±3
13±3
32±3
16±3
610±50
又は
910±50
1 829
±50
157±10 167±10
912
−
+
K800−11
800±24
1112
−
+
7
A 5505:2020
表4−波形ラスの寸法,質量及び許容差
単位 mm
種類
製品記号
参考 単位面積当
たりの質量
(g/m2)
メッシュ寸法
製品寸法
ピッチ
高さ
H
旧呼
び方
I形
II形
幅
長さ
P
R
S
R
S
波
形
ラ
ス
W700−06
−
700±21
26±3 13±3 32±3 16±3
610±
50
930±
50
1 839
±50
33±10
612
−
+
W700−08
−
700±21
812
−
+
W700−10
1号
700±21
1012
−
+
W1050−06
−
1 050±32
612
−
+
W1050−08
−
1 050±32
812
−
+
W1050−10
2号
1 050±32
1012
−
+
表5−リブラスAの寸法,質量及び許容差
単位 mm
種類
製品記号
参考 単位面積当
たりの質量
(g/m2)
ピッチ
P
高さ
H
リブ幅
W
製品寸法
参考
旧呼
び方
幅
長さ
メッシュ寸法
原板の
厚さ
R
S
リ
ブ
ラ
ス
A
RA1400−09
1号
1 400±14
120±10
912
−
+
5以上
610±50
又は
910±50
1 829
±50 26〜32 10〜16
0.4
RA1800−09
2号
1 800±14
0.5
RA2100−09
3号
2 100±14
0.6
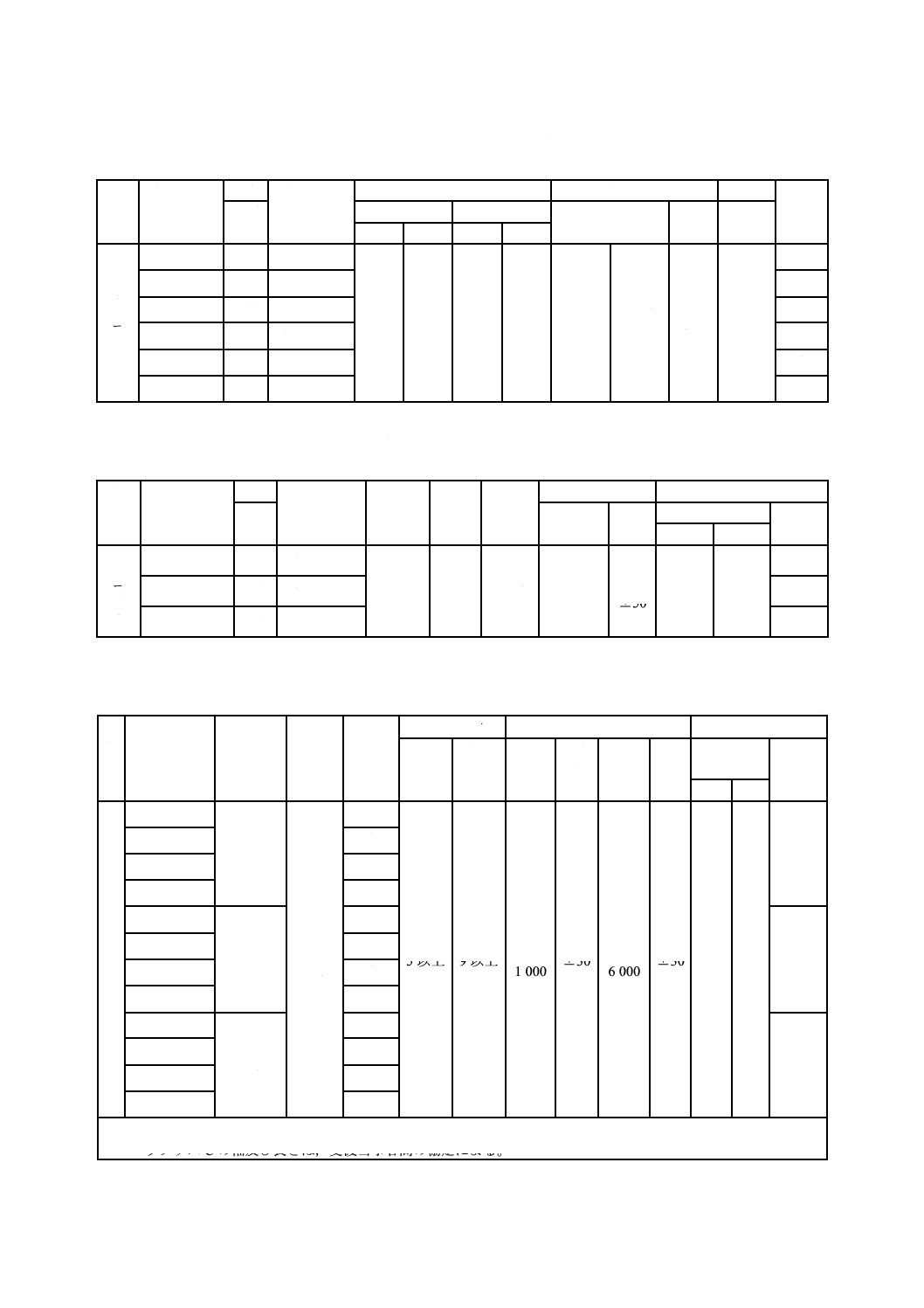
表6−リブラスCのリブピッチ150 mm及び155 mm製品の寸法,質量及び許容差
単位 mm
種
類
製品記号
単位面積
当たりの
質量
(g/m2)
ピッチ
P
高さ
H
リブ幅W
製品寸法b)
参考
V形
ハッ
ト形
幅
許容
差a)
長さ
許容
差a)
メッシュ
寸法
原板の
厚さ
R
S
リ
ブ
ラ
ス
C
RC800−05
800
以上
150±7
又は
155±7
512
−
+
5以上 9以上 600〜
1 000 ±30 500〜
6 000 ±30 10〜
20
5〜
15
0.3
RC800−06
612
−
+
RC800−07
712
−
+
RC800−08
812
−
+
RC1000−05
1 000
以上
512
−
+
0.4
RC1000−06
612
−
+
RC1000−07
712
−
+
RC1000−08
812
−
+
RC1300−05
1 300
以上
512
−
+
0.5
RC1300−06
612
−
+
RC1300−07
712
−
+
RC1300−08
812
−
+
注a) 許容差は,製品寸法に対する許容差のことを示す。
b) リブラスCの幅及び長さは,受渡当事者間の協定による。
8
A 5505:2020
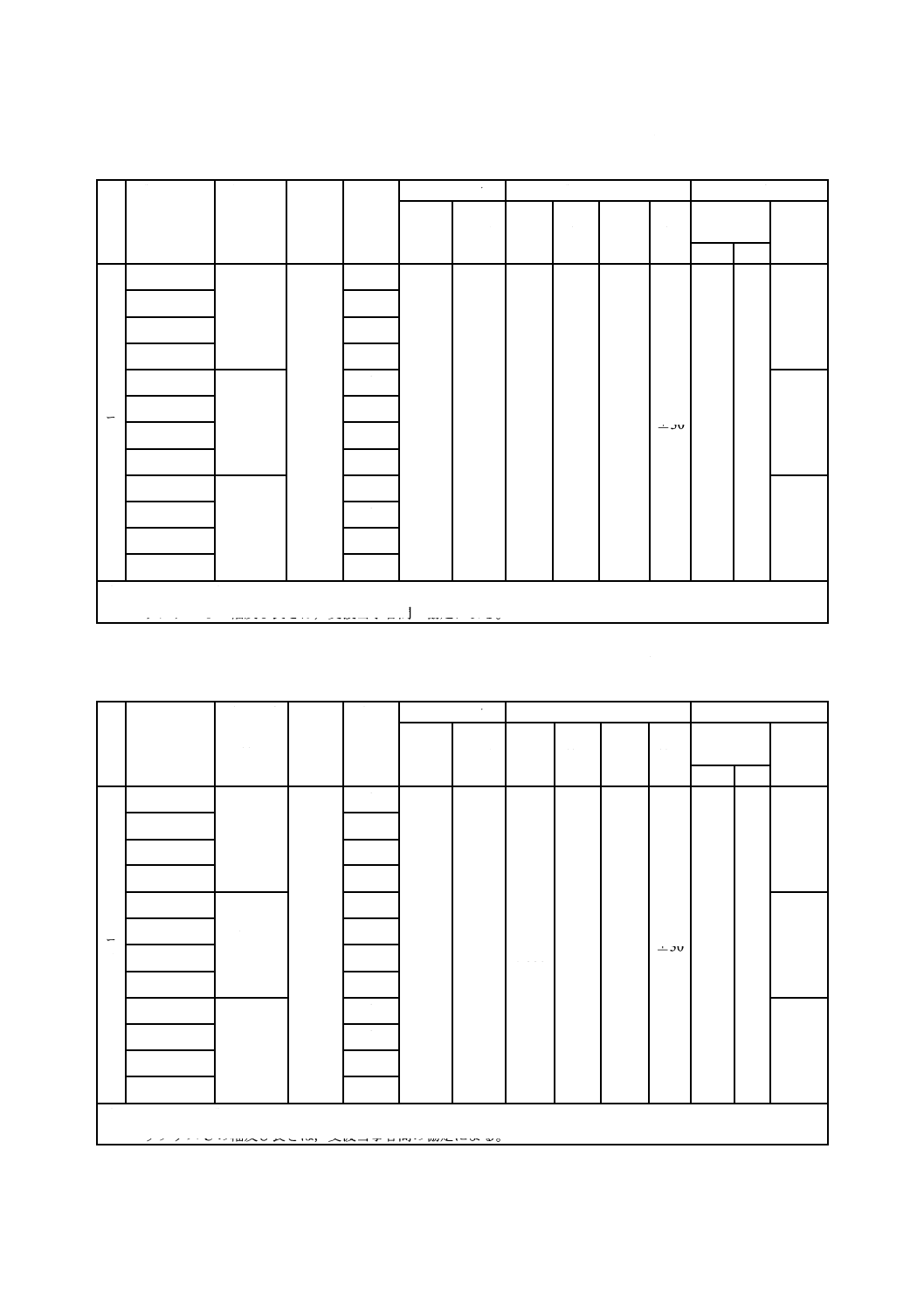
表7−リブラスCのリブピッチ100 mm製品の寸法,質量及び許容差
単位 mm
種
類
製品記号
単位面積
当たりの
質量
(g/m2)
ピッチ
P
高さ
H
リブ幅W
製品寸法b)
参考
V形
ハッ
ト形
幅
許容
差a)
長さ 許容
差a)
メッシュ
寸法
原板の
厚さ
R
S
リ
ブ
ラ
ス
C
RC900−05
900
以上
100±7
512
−
+
5以上 9以上
600
〜
1 000
±30
500
〜
6 000
±30 10〜
20
5〜
15
0.3
RC900−06
612
−
+
RC900−07
712
−
+
RC900−08
812
−
+
RC1200−05
1 200
以上
512
−
+
0.4
RC1200−06
612
−
+
RC1200−07
712
−
+
RC1200−08
812
−
+
RC1490−05
1 490
以上
512
−
+
0.5
RC1490−06
612
−
+
RC1490−07
712
−
+
RC1490−08
812
−
+
注a) 許容差は,製品寸法に対する許容差のことを示す。
b) リブラスCの幅及び長さは,受渡当事者間の協定による。
表8−リブラスCのリブピッチ75 mm製品の寸法,質量及び許容差
単位 mm
種
類
製品記号
単位面積
当たりの
質量
(g/m2)
ピッチ
P
高さ
H
リブ幅W
製品寸法b)
参考
V形
ハッ
ト形
幅
許容
差a)
長さ 許容
差a)
メッシュ
寸法
原板の
厚さ
R
S
リ
ブ
ラ
ス
C
RC1040−05
1 040
以上
75±7
512
−
+
5以上 9以上
600
〜
1 000
±30
500
〜
6 000
±30 10〜
20
5〜
15
0.3
RC1040−06
612
−
+
RC1040−07
712
−
+
RC1040−08
812
−
+
RC1390−05
1 390
以上
512
−
+
0.4
RC1390−06
612
−
+
RC1390−07
712
−
+
RC1390−08
812
−
+
RC1730−05
1 730
以上
512
−
+
0.5
RC1730−06
612
−
+
RC1730−07
712
−
+
RC1730−08
812
−
+
注a) 許容差は,製品寸法に対する許容差のことを示す。
b) リブラスCの幅及び長さは,受渡当事者間の協定による。
9
A 5505:2020
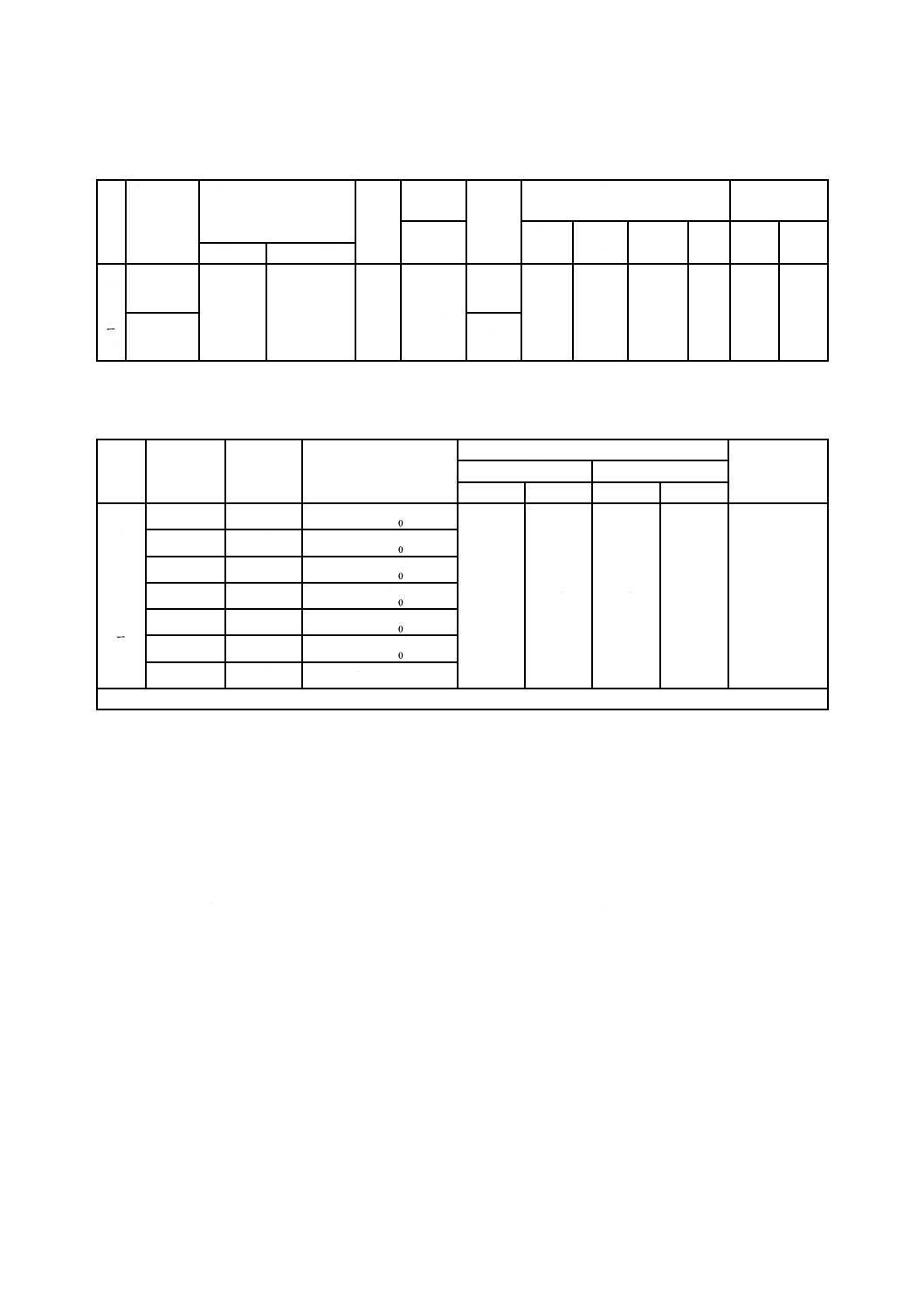
表9−力骨付きラス製品の寸法,質量及び許容差
単位 mm
種
類
製品記号 単位面積当たりの質量
(g/m2)
力骨
の線
径
力骨
ピッチ
高さ
H
製品寸法
メッシュ寸法
P1,P2
幅
許容
差
長さ
許容
差
R
S
製品
ラス単体
力
骨
付
き
ラ
ス
BP700−05
700以上
470以上
1.5
以上
157
以下
512
−
+
600〜
1 000
±50
1 800〜
2 000
±50 32±3 16±3
BP700−07
712
−
+
表10−ALCパネル用ラスの寸法,質量及び許容差
単位 mm
種類
製品記号
(参考)
旧呼び方
単位面積当たりの質量
(g/m2)
メッシュ寸法
製品寸法
(幅,長さ)
I形
II形
R
S
R
S
A
L
C
パ
ネ
ル
用
ラ
ス
ALC650
−
650
035
+
26±3
13±3
32±3
16±3
−a)
ALC700
3号
700
040
+
ALC760
−
760
045
+
ALC800
−
800
045
+
ALC860
−
860
050
+
ALC940
−
940
055
+
ALC1050
4号
1 050
0
60
+
注a) ALCパネル用ラスの幅,長さ及び許容差は,受渡当事者間の協定による。
6.3
メッシュ部及び力骨溶接部の引張強さ
平ラス,こぶラス,波形ラス,リブラスA,リブラスC及び力骨付きラスのメッシュ部の引張強さは,
8.4によって試験したとき,表11のメッシュ部の引張強さに示す値に適合しなければならない。さらに,
力骨付きラスの力骨溶接部の引張強さは,表12の力骨溶接部の引張強さに示す値に適合しなければなら
ない。ただし,ALCパネル用ラスは除く。
6.4
耐食性試験後の引張強さ
ステンレス鋼製を除く平ラス,こぶラス,波形ラス,リブラスA,リブラスC及び力骨付きラスのメッ
シュ部の耐食性は,8.5によって試験したとき,表11の耐食性試験後の引張強さに示す値に適合しなけれ
ばならない。さらに,力骨付きラスの力骨溶接部の耐食性は,表12の耐食性試験後の引張強さに示す値
に適合しなければならない。ただし,ALCパネル用ラスは除く。
10
A 5505:2020
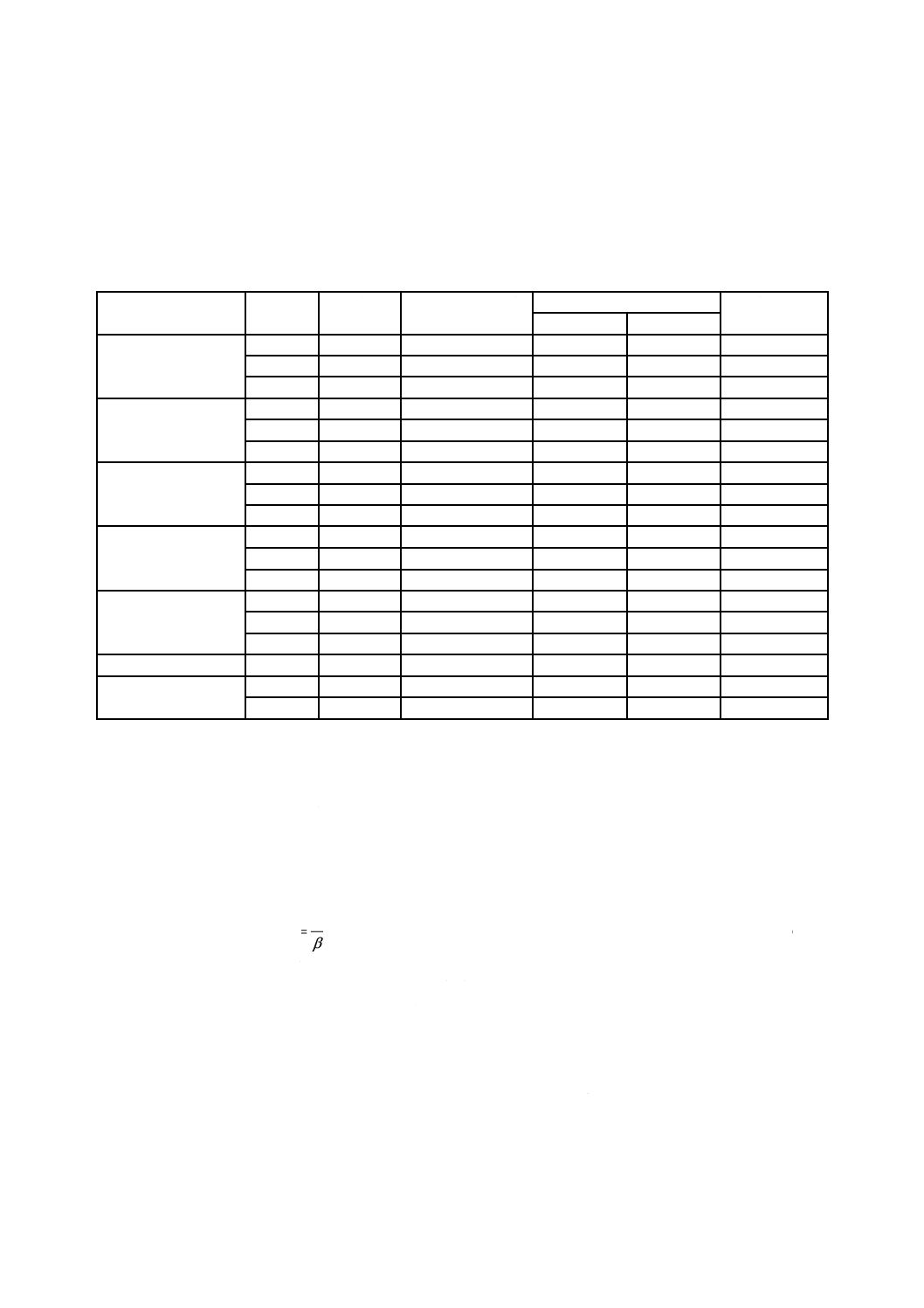
表11−メッシュ部の引張強さ
単位 N
種類
製品記号
メッシュ部の引張強さ
メッシュ部の
耐食性試験後の引張強さ
平ラス
F450
140以上
110以上
F500
150以上
120以上
F700
170以上
130以上
F1050
240以上
190以上
こぶラスa)
K800
180以上
140以上
波形ラスa)
W700
170以上
130以上
W1050
240以上
190以上
リブラスA
RA1400
140以上
110以上
RA1800
150以上
120以上
RA2100
170以上
130以上
リブラスC
(150・155)b)
RC800
60以上
40以上
RC1000
90以上
70以上
RC1300
120以上
90以上
リブラスC
(100)b)
RC900
60以上
40以上
RC1200
90以上
70以上
RC1490
120以上
90以上
リブラスC
(75)b)
RC1040
60以上
40以上
RC1390
90以上
70以上
RC1730
120以上
90以上
力骨付きラスa)
BP700
150以上
120以上
注a) こぶラス,波形ラス及び力骨付きラスのメッシュ部の引張強さ及び耐食性試験後の引張強さは,二
次加工前の平ラスの状態での試験数値に適用する。
b) 括弧内の数値は,リブピッチ寸法を示す。
表12−力骨溶接部の引張強さ
単位 N
種類
製品記号
力骨溶接部の引張強さ
力骨溶接部の
耐食性試験後の引張強さ
力骨付きラス
BP700
300以上
225以上
7
材料
メタルラスに用いる材料は,表13による。
表13−材料
材料記号
材料
Z
JIS G 3302に規定する種類の記号SGCC又はそれと同等以上の機械的性質をもつものとし,めっきの付
着量は,めっきの付着量表示記号Z12以上とする。ただし,リブラスCについてはZ08以上とする。
力骨付きラスの力骨の場合は,JIS G 3547に規定する種類の記号SWMGS-2又はそれと同等以上の機械
的性質をもつものとし,亜鉛付着量は20 g/m2以上のものとする。
K
JIS G 3323に規定する種類の記号SGMCC又はそれと同等以上の機械的性質をもつものとし,めっきの
付着量は,めっきの付着量表示記号K12以上とする。ただし,リブラスCについてはK08以上とする。
SU
JIS G 4305に規定する種類の記号SUS304又はそれと同等以上の耐食性能をもつものとする。
M
JIS G 3141に規定する種類の記号SPCC又はそれと同等以上の機械的性質をもつものとする。
11
A 5505:2020
8
試験
8.1
試験一般
メタルラスの試験は,8.2〜8.5による。
なお,メタルラスの種類ごとの試験項目の一覧を,表14に示す。
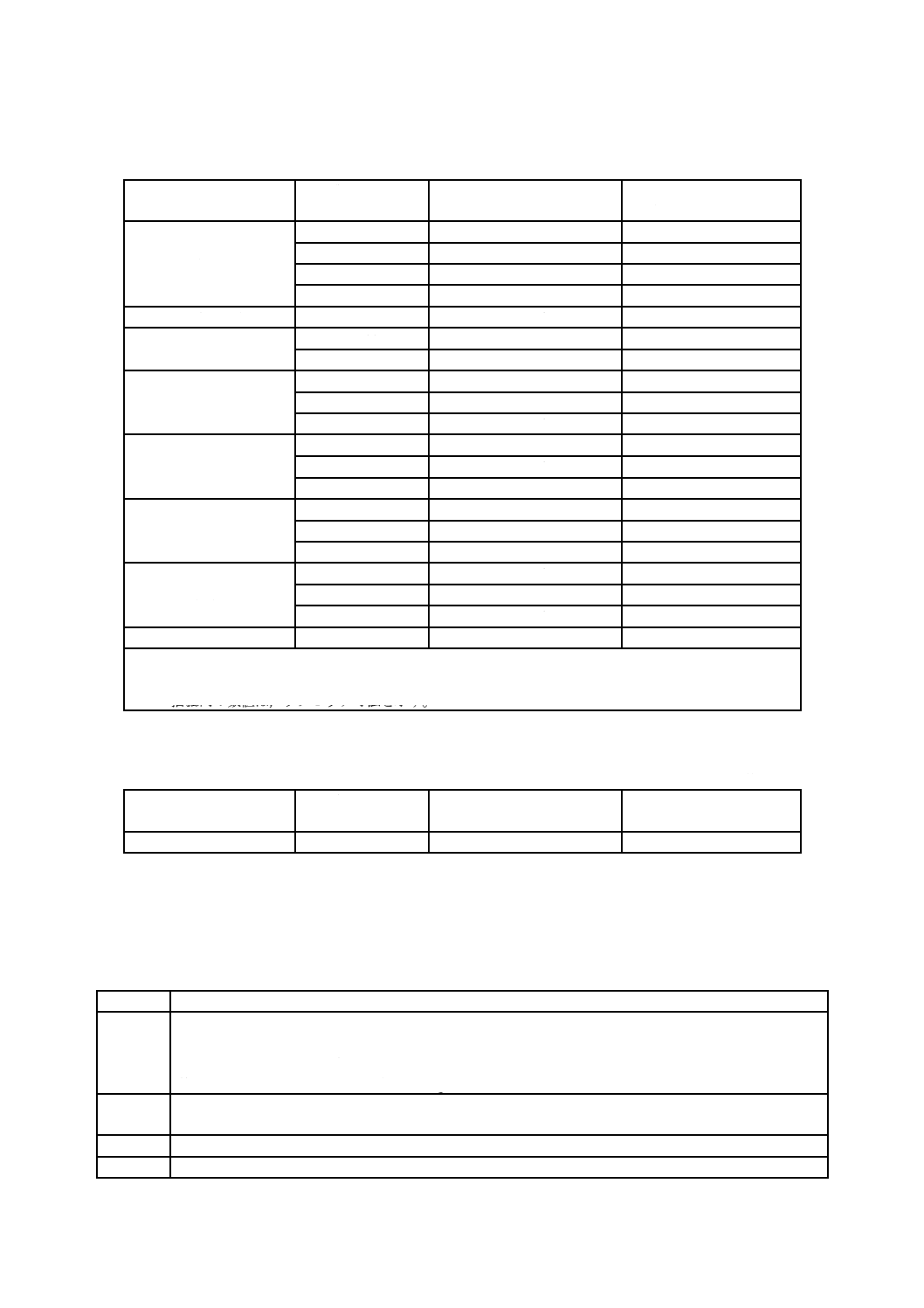
表14−メタルラスの種類及び試験項目
種類
材料記号
外観
寸法及び質量測定
引張試験
耐食性試験
メッシュ部
溶接部
平ラス
Z
○
○
○
−
○
K
○
○
○
−
○
SU
○
○
○
−
−
こぶラス
Z
○
○
○
−
○
K
○
○
○
−
○
SU
○
○
○
−
−
波形ラス
Z
○
○
○
−
○
K
○
○
○
−
○
SU
○
○
○
−
−
リブラスA
Z
○
○
○
−
○
K
○
○
○
−
○
SU
○
○
○
−
−
リブラスC
Z
○
○
○
−
○
K
○
○
○
−
○
SU
○
○
○
−
−
力骨付きラス
Z
○
○
○
○
○
ALCパネル用ラス
SU
○
○
−
−
−
M
○
○
−
−
−
8.2
外観試験
8.2.1
メタルラスの外観試験
外観試験は,製品3個とし直射日光を避け,北窓昼光又はこれに相当する400 lx以上の照明の下で,約
30 cm離れて目視で行う。
8.2.2
力骨付きラスの溶接部の剝離率試験
力骨付きラスは,力骨溶接部の剝離の有無を確認し,式(1)によって力骨溶接部の剝離率を算出する。
100
×
=βγ
α
·············································································· (1)
ここに,
α: 力骨溶接部の剝離率(%)
β: 全溶接点の数
γ: 剝離している溶接点の数
8.3
寸法及び質量測定
8.3.1
幅及び長さ
幅及び長さの測定は,採取した製品3個について,JIS B 7512に規定する目量1 mmの1級コンベック
スルール又はこれと同等以上の測定精度をもつコンベックスルールを用いて1 mm単位で測定し,3個の
測定した値を平均し,四捨五入して整数に丸めた値を測定値とする。
12
A 5505:2020
8.3.2
メッシュ寸法,ピッチ,高さ,リブ幅,及び力骨の線径
メッシュ寸法,ピッチ,高さ,リブ幅及び力骨の線径の測定は,JIS B 7507に規定するノギス又はこれ
と同等以上の精度をもつノギスを用いて,採取した製品3個について,それぞれ1か所行う。
メッシュ寸法,ピッチ,高さ及びリブ幅は,1 mm単位で測定し,3個の測定した値を平均し,四捨五入
して整数に丸めた値を測定値とする。
力骨の線径は0.1 mm単位で測定し,3個の測定した値を平均して,小数点2桁以下を四捨五入し0.1 mm
単位に丸めた値を測定値とする。
なお,こぶラス,波形ラス及び力骨付きラスのメッシュ寸法は,二次加工前の平ラスの状態で試験して
もよい。
8.3.3
質量
質量の測定は,採取した製品3個について行う。最小目量が1 gのはかりを用いて製品の質量を測定す
る。8.3.1の幅及び長さの測定値から製品の面積を求め,単位面積当たりの質量を1 g単位で算出し,3個
の算出した値を平均し,四捨五入し整数に丸めた値を測定値とする。
8.4
引張試験
8.4.1
一般事項
メッシュ部の引張試験は,製品1個から採取した試験片3個について,また,力骨付きラスの力骨溶接
部の引張試験は,製品1個の任意の力骨交点から採取した試験片3個について行う。
メッシュ部及び力骨溶接部の引張強さは,メッシュ部3個及び力骨溶接部3か所の測定値を平均し,四
捨五入して整数に丸めた値を引張強さとする。
8.4.2
試験片
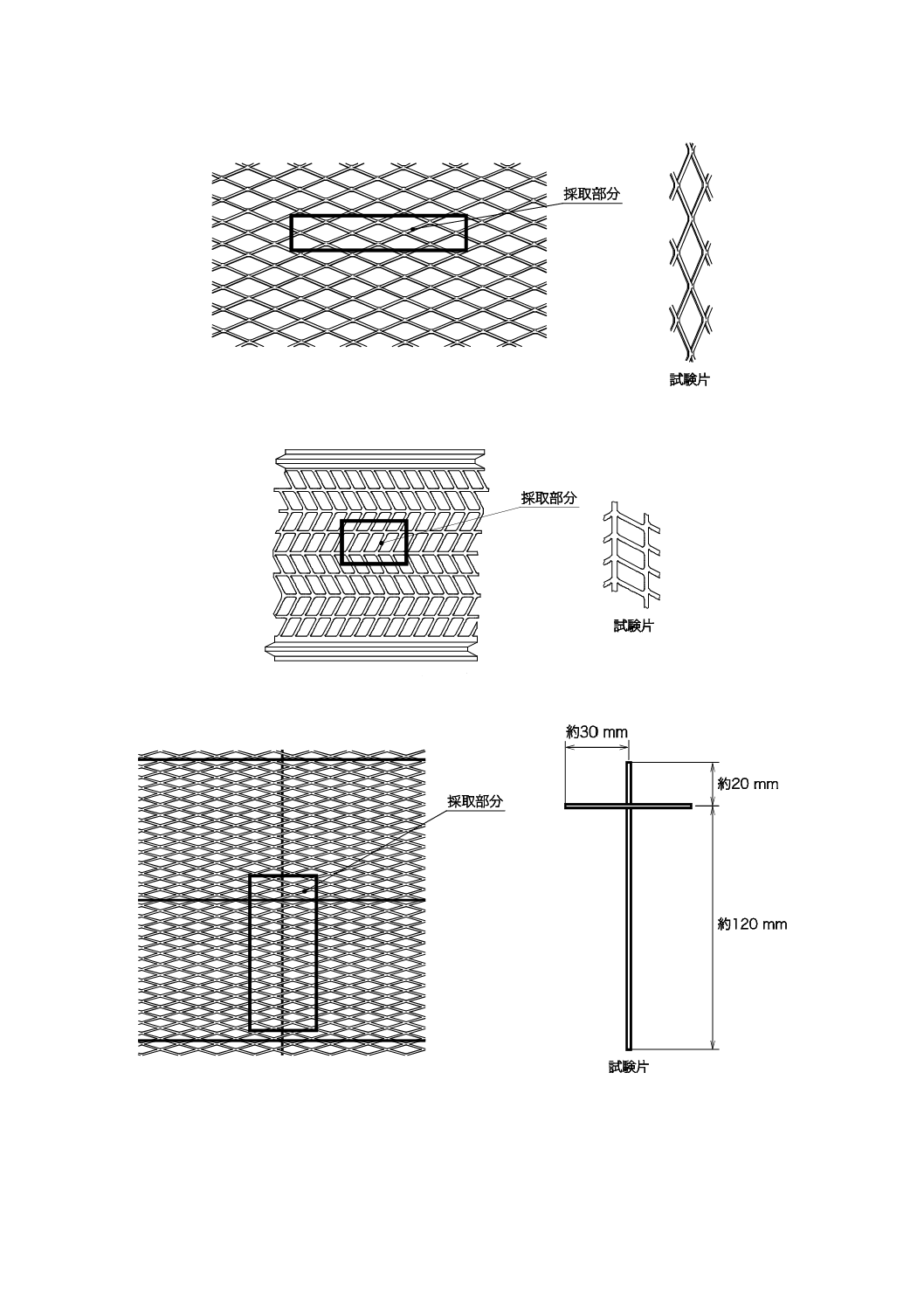
試験片は,リブラスCについてはリブに沿ってメッシュが横に3個つながるように切り出したものを,
それ以外のラスはメッシュ寸法のR方向にメッシュが横に連続して3個つながるように切り出したものを
1試験片とし,試験片3個を採取する。力骨付きラスの力骨溶接部の試験片は,溶接先端部(コンタクト
チップ)の異なる箇所で3個採取し,ラス部分を取り除いた力骨とする(図7参照)。
なお,試験片は製品と同一ロットの予備材から試験片を採ってもよい。
13
A 5505:2020
a) 平ラス,こぶラス,波形ラス,リブラスA及び力骨付きラス
b) リブラスC
c) 力骨付きラスの力骨溶接部
図7−試験片の採取例
14
A 5505:2020
8.4.3
引張試験方法
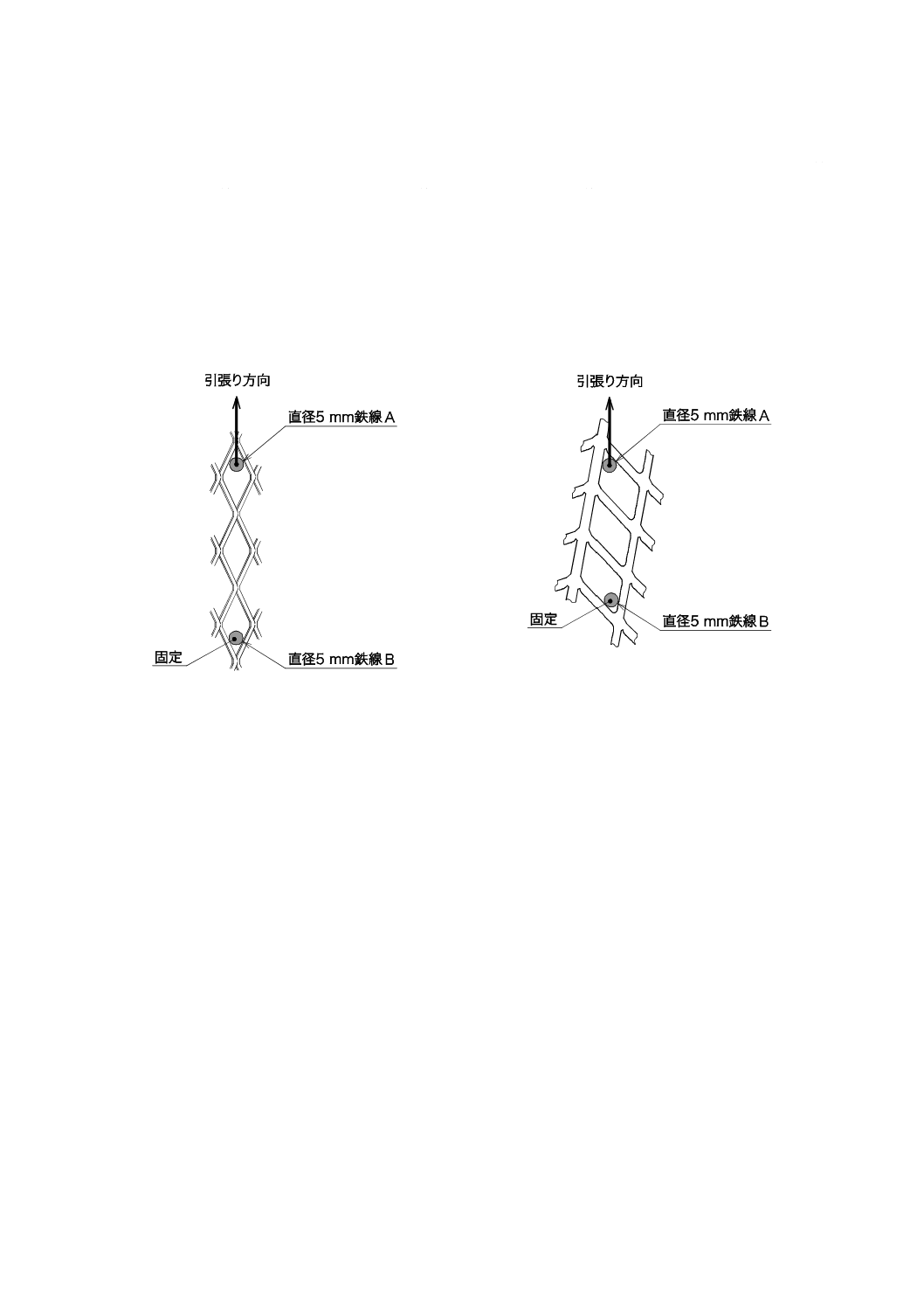
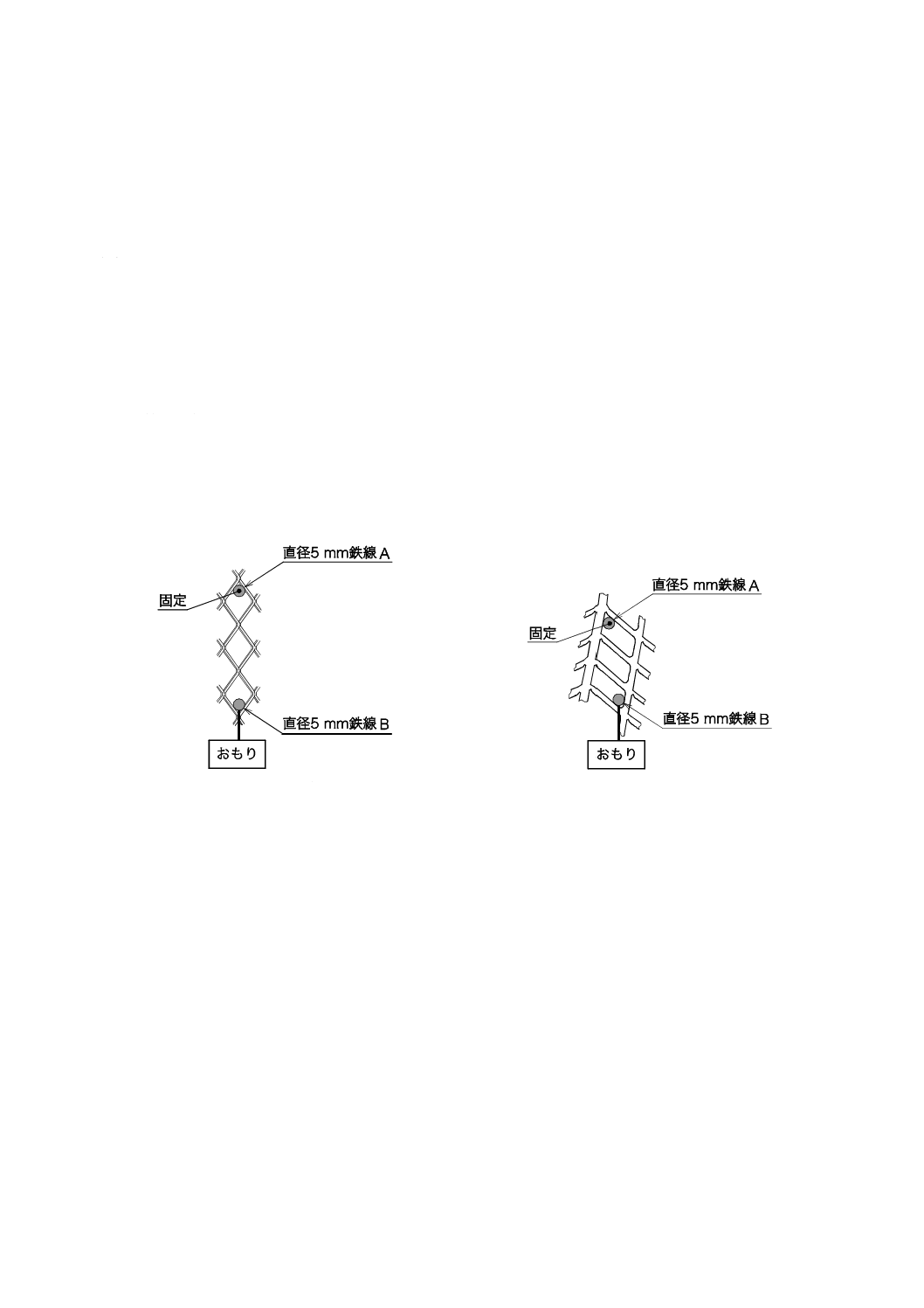
引張試験の方法は,採取した試験片の両側のメッシュ部分(図8参照)に,JIS G 3532又はそれと同等
の直径5 mmの鉄線を用いて行う。試験片に鉄線A・Bを取り付けて鉄線Bを固定し,加力速度25 mm/min
±5 mm/minにて鉄線Aを垂直に上方に引っ張り,破断に至る直前の最大引張力(N)を1の位まで読み取
り,これを測定値とする。
最大引張力とは,表11に示す値を超えるまでメッシュが破断しないことを確認する引張力を意味する。
なお,引張試験機によらない場合は,附属書Aに示すおもりによる試験方法によってもよい。ただし,
附属書Aの試験結果に疑義が生じた場合は,引張試験機で測定した結果によって判定する。
a) 平ラスの例
b) リブラスCの例
図8−メッシュ部の引張試験方法
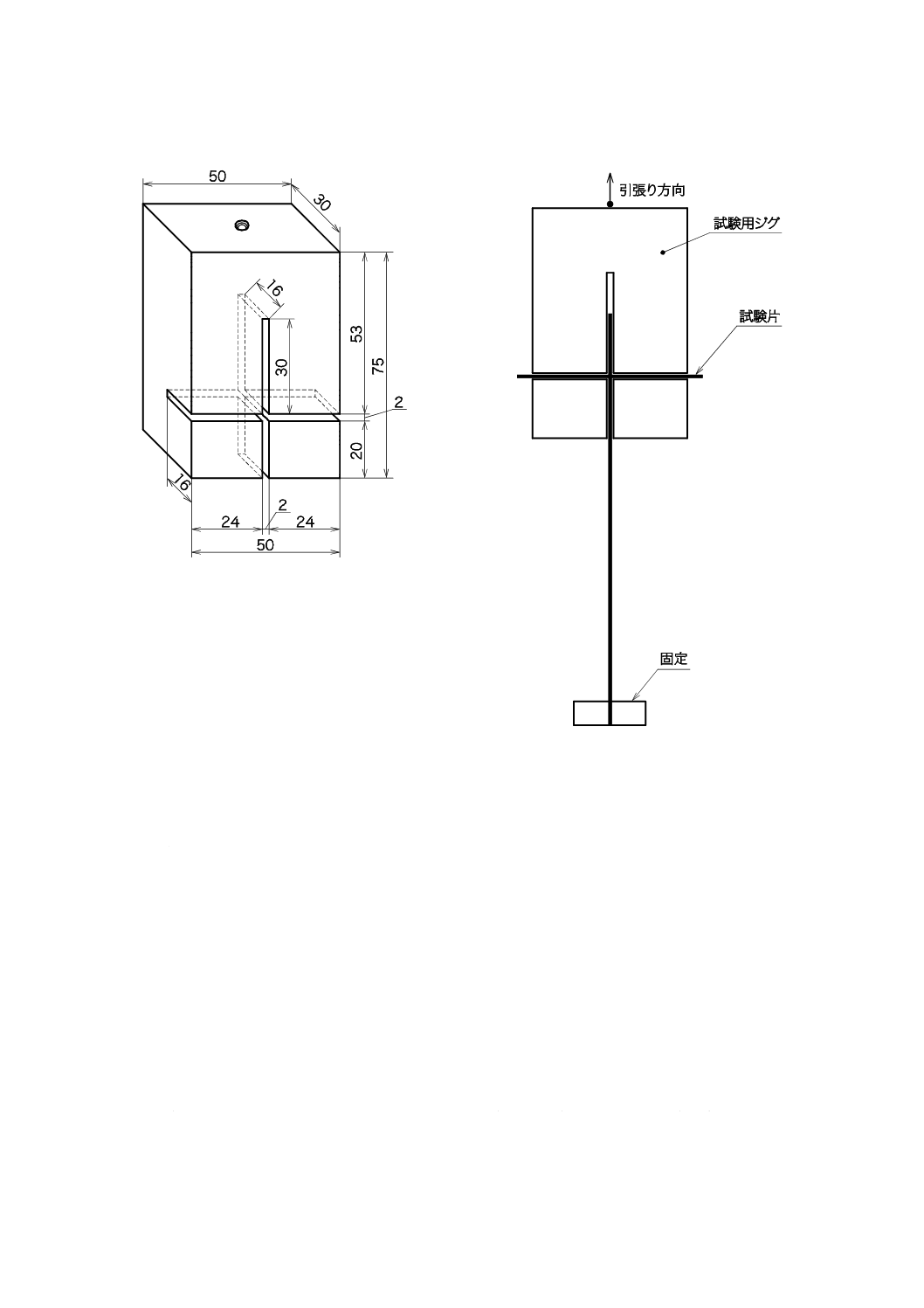
8.4.4
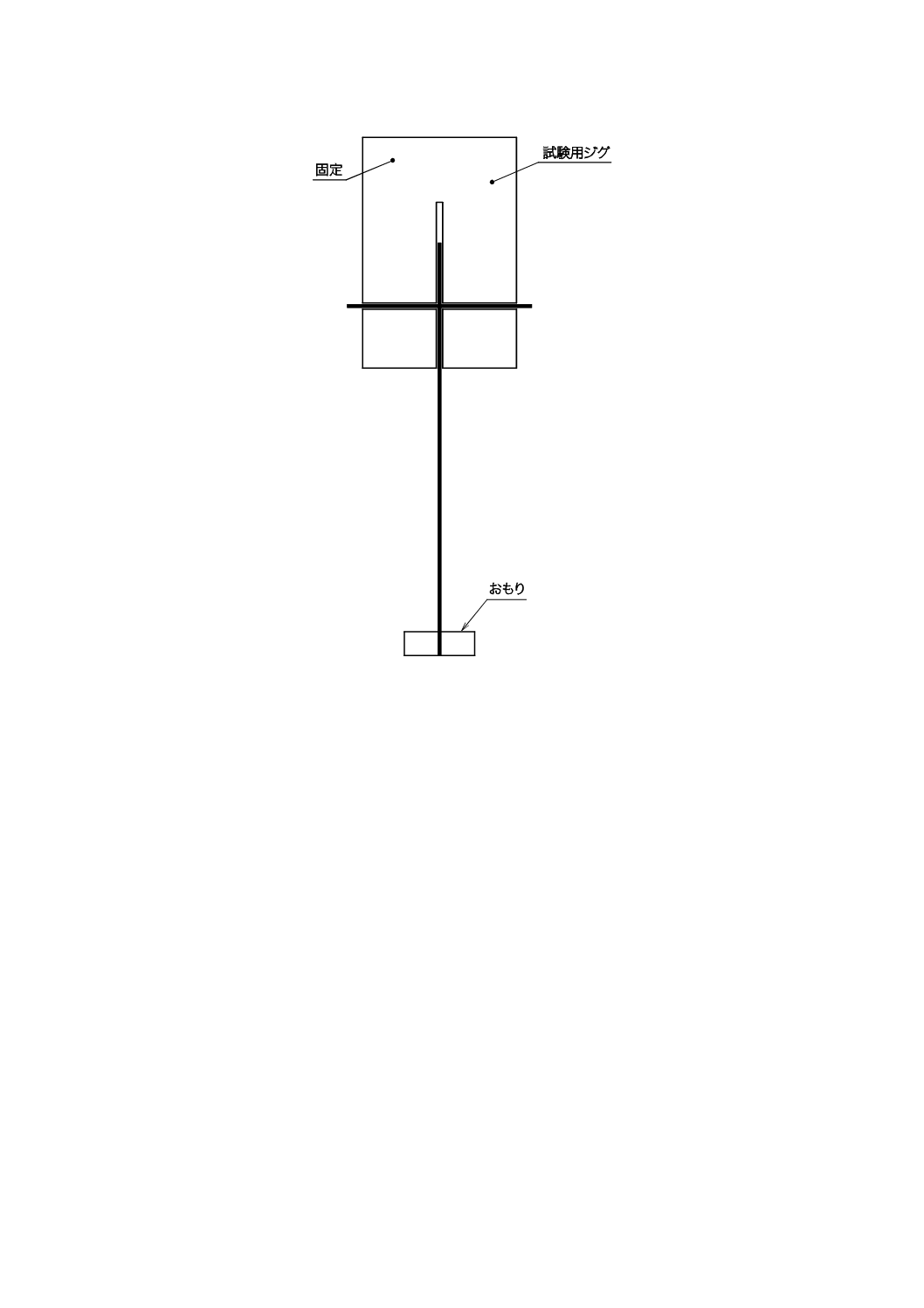
力骨付きラスの力骨溶接部の引張試験方法
力骨溶接部の引張試験方法は,引張試験機を使用し,採取した試験片の力骨溶接部を図9の例に示すよ
うな試験用ジグを用いて垂直に上方に引っ張り,最大引張力(N)を1の位まで読み取り,これを測定値
とする。
最大引張力とは,表12に示す値を超えるまで力骨溶接部が破断しないことを確認する引張力を意味する。
なお,引張試験機によらない場合は,附属書Aに示すおもりによる試験方法によってもよい。ただし,
附属書Aの試験結果に疑義が生じた場合は,引張試験機で測定した結果によって判定する。
15
A 5505:2020
単位 mm
a) 試験用ジグの例
b) 力骨溶接部の例
図9−力骨溶接部試験片の引張試験方法
8.5
耐食性試験及び耐食性試験後の引張試験
8.5.1
一般事項
耐食性試験は,製品1個から採取したメッシュ部の試験片3個について行い,試験後に引張試験を行う。
ただし,力骨付きラスはメッシュ部に加えて,製品1個の任意の力骨溶接部から採取した試験片3個につ
いても行う。
8.5.2
耐食性試験用の試料
耐食性試験に供する試料は,8.4.2の試験片を切り出すのに十分な大きさとする。
8.5.3
耐食性試験
耐食性試験は,8.5.2の試料について,中性塩水噴霧試験を200時間行う。
なお,中性塩水噴霧試験はJIS Z 2371による。
8.5.4
耐食性試験後の引張試験用の試験片
8.5.3の試験を行った後に水洗いし,乾燥した布で水を除去した試料から8.4.2の試験片を切り出す。
なお,試験片の乾燥及び赤さびの除去は行わなくてもよい。
16
A 5505:2020
8.5.5
耐食性試験後の引張試験方法
耐食性試験後の引張試験は,8.4.3及び8.4.4による。ただし,附属書Aによる方法は適用外とする。
9
検査
9.1
検査項目
検査は,形式検査と受渡検査とに区分する。
それぞれの検査の項目は,次による。
a) 形式検査項目
1) 外観
2) 寸法及び質量
3) 引張試験
4) 耐食性試験
b) 受渡検査項目
1) 外観
2) 寸法及び質量
3) 引張試験
9.2
判定基準
メタルラスの検査は,合理的な抜取検査方式によって行い,箇条8で試験したとき,箇条6及び箇条7
の規定に適合したものを合格とする。
10
製品の呼び方
製品の呼び方は,メッシュ寸法(リブラスA,リブラスC及び力骨付きラスについてはピッチ),種類,
単位面積当たりの質量,高さ(リブラスA及びリブラスCについては,高さ及びリブ幅を表記),材料の
記号,めっき付着量の順序によるものとし,単位面積当たりの質量と高さは“−”(ハイフン)でつないで
示す。種類によって該当する項目がない場合は,その項目は除く。また,旧呼び方がある場合は,材料の
記号の前に括弧書きで示してもよい。
例を次に示す。
a) 平ラス
例
I F 700 (3号) Z 12
12=JIS G 3302のめっき付着量
Z=材料の記号
(3号)=旧呼び方
700=単位面積当たりの質量700 g/m2
F=種類の記号
I=メッシュ寸法I形
17
A 5505:2020
b) こぶラス及び波形ラス
例1 こぶラス
II K 800−10 Z 12
12=JIS G 3302によるめっき付着量
Z=材料の記号
10=高さ10 mm
800=単位面積当たりの質量800 g/m2
K=種類の記号
II=メッシュ寸法II形
例2 波形ラス
I W 1050−10 (2号) K 12
12=JIS G 3323のめっき付着量
K=材料の記号
(2号)=旧呼び方
10=高さ10 mm
1050=単位面積当たりの質量1 050 g/m2
W=種類の記号
I=メッシュ寸法I形
c) リブラスA及びリブラスC
例1 リブラスA
120 RA 1400−0905 Z 12
12=JIS G 3302によるめっき付着量
Z=材料の記号
0905=高さ9 mmリブ幅5 mm
1400=単位面積当たりの質量1 400 g/m2
RA=種類の記号
120=リブピッチ寸法120 mm
18
A 5505:2020
例2 リブラスC(めっき処理材料の場合)
155 RC 800−0508 Z 08
08=JIS G 3302によるめっき付着量
Z=材料の記号
0508=高さ5 mmリブ幅8 mm
800=単位面積当たりの質量800 g/m2
RC=種類の記号
155=リブピッチ寸法155 mm
例3 リブラスC(ステンレス鋼の場合)
75 RC 1390−0805 SU
SU=材料の記号
0805=高さ8 mmリブ幅5 mm
1390=単位面積当たりの質量1 390 g/m2
RC=種類の記号
75=リブピッチ寸法75 mm
d) 力骨付きラス
例
152×152 BP 700−07 Z 12
12=JIS G 3302によるメッシュ部のめっき付着量
Z=材料の記号
07=高さ7 mm
700=単位面積当たりの質量700 g/m2
BP=種類の記号
152×152=力骨ピッチP1×P2。ただし,P1とP2が同じ場合は
P1だけの表示でもよい。
e) ALCパネル用ラス
例
II ALC 700 M
M=材料の記号
700=単位面積当たりの質量700 g/m2
ALC=種類の記号
II=メッシュ寸法II形
19
A 5505:2020
11
表示
製品,製品に添付するラベル,荷札又は製品の包装のいずれかには,次の事項を見やすい位置に表示し
なければならない。また,送り状にも同様に明示してもよい。
a) 規格番号又は規格名称
b) 製品の呼び方
c) 1こん(梱)包の製品数量
d) 製造年月又はその略号
e) 製造業者名又はその略号
20
A 5505:2020
附属書A
(規定)
おもりによる試験方法
A.1 一般
この附属書は,受渡検査項目にある引張試験を容易に行うことを目的とし,簡素化した引張試験方法と
して規定したものである。
A.2 試験方法
おもりによる試験の方法は,採取した試験片の両側のメッシュ部分(図A.1参照)をJIS G 3532又はそ
れと同等の直径5 mmの鉄線を用いて,表A.1に示した質量のおもりを載せて試験を行う。
なお,おもり質量の精度は,±1 %とする。
力骨溶接部のおもりによる試験の方法は,採取した試験片の力骨溶接部(図A.2参照)を図9の例に示
す試験用ジグを用いて,表A.2に示した質量のおもりを載せて試験し,破断しないか確認する。
a) 平ラスの例
b) リブラスCの例
図A.1−メッシュ部試験片のおもりによる試験方法の例
21
A 5505:2020
力骨付きラスの力骨溶接部
図A.2−力骨溶接部試験片のおもりによる試験方法の例
A.3 試験用おもりの質量
表11のメッシュ部の引張強さ及び表12の力骨溶接部の引張強さの換算値は,表A.1及び表A.2による。
22
A 5505:2020
表A.1−メッシュ部の載荷質量
単位 kg
種類
製品記号
メッシュ部の載荷質量
平ラス
F450
14以上
F500
15以上
F700
17以上
F1050
24以上
こぶラス
K800
18以上
波形ラス
W700
17以上
W1050
24以上
リブラスA
RA1400
14以上
RA1800
15以上
RA2100
17以上
リブラスC
(150・155)a)
RC800
6以上
RC1000
9以上
RC1300
12以上
リブラスC
(100)a)
RC900
6以上
RC1200
9以上
RC1490
12以上
リブラスC
(75)a)
RC1040
6以上
RC1390
9以上
RC1730
12以上
力骨付きラス
BP700
15以上
注a) 括弧内の数値は,リブピッチ寸法を示す。
表A.2−力骨溶接部の載荷質量
単位 kg
種類
製品記号
力骨部の載荷質量
力骨付きラス
BP700
30以上
参考文献
[1] 山中豊茂,近藤敏,中尾方人:鉄骨造ラスモルタル外壁のはく落安全性に関する研究,日本建築学会
近畿支部研究報告集 構造系,pp.9-12,2015.6
[2] 中尾方人,井上照郷,稲垣和宏,梅田康成,山中豊茂,近藤敏,宮村雅史:単位壁長の通気構法モル
タル外壁のせん断耐力および変形性能,日本建築学会技術報告集第56号,pp.165-170,2018.2
23
A 5505:2020
附属書B
(参考)
技術上重要な改正に関する新旧対照表
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
3 用語及び定
義
3.6 力骨付きラス
3 用語及び定
義
市場性を有する新しい製品と
して,力骨付きラスを追加し
た。
4 メタルラス
の形状・寸法及
び各部の名称
a) 平ラス,リブラスA,力骨付きラス及びALC
パネル用ラスのメッシュ寸法は,メッシュ
部の交差部の中心間距離とし,メッシュの
長径方向の対角線の距離をR,メッシュの
短径方向の対角線の距離をSとする(図1
参照)。
e) リブラスCの…,図5による。
リブ形状にはハット形及びV形がある。
リブとは,高さH 4 mm以上及びリブ幅W
5 mm以上の部分とする。
なお,リブ幅は最小幅の部分とする。ま
た,リブラスCのメッシュ寸法は内寸法と
し,対角線の距離をR,短辺の距離をSと
する(図5参照)。
f) 力骨付きラスの力骨相互間の横ピッチP1,
縦ピッチP2及び高さHの寸法のとり方は,
図6による。
なお,横ピッチとは製品幅方向に平行な
力骨の間隔であり,縦ピッチとは製品の長
さ方向に平行な力骨の間隔をいう。
4 メタルラス
の形状例及び
各部の名称
a) 平ラス,ALCパネル用ラス及びリブラスA
のメッシュ寸法は,ボンドの中心間距離と
し,長目方向の対角線の距離をR,短目方
向の対角線の距離をSとする(図1参照)。
e) リブラスCの…,図5による。
なお,リブは,高さ(H)4 mm以上及び
リブ幅(W)5 mm以上の部分とする。また,
リブラスCのメッシュ寸法は内寸法とし,
長目方向対角線の距離をR,短辺の距離をS
とする(図5参照)。
改正理由は,次のとおり。
メッシュ,リブの形状及び寸
法は,メタルラスを取り付け
る際に重要であるため,誤解
を与えないような明確な記載
に修正した。
3
A
5
5
0
5
:
2
0
2
0
24
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
5 種類及び材
料
メタルラスの種類及び材料の組合せは,表1に
よる。
表1−メタルラスの種類及び材料
材料の記号:亜鉛めっき鉄線の追加,及び溶融
亜鉛−アルミニウム−マグネシウム合金めっき
鋼板 K
メタルラスの種類及び記号:力骨付きラス BP
5 種類
メタルラスの種類は,表1による。
表1−種類
モルタルなどの物理的接着性
を確保できる力骨付きラスを
メタルラスの種類に追加し,
耐食性を高めた溶融亜鉛−ア
ルミニウム−マグネシウム合
金めっき鋼板を材料に追加し
た。また,耐久性向上及びALC
パネルの生産性向上のため
に,ALCパネル用ラスの材料
に冷間圧延ステンレス鋼板を
追加した。
6 品質
6.1 外観
6.1.1 メタルラスの外観
メタルラスは,8.2の外観試験を実施したとき,
メッシュに目切れがなく,かつ,赤さびがあっ
てはならない。力骨付きラスは,力骨溶接部に
赤さびがあってはならない。
6.1.2 力骨付きラスの溶接部の剝離率
力骨付きラスの溶接部の剝離率は,8.2.2で算出
し,4 %以下で,かつ,2か所以上連続して剝離
があってはならない。
6.2 寸法,質量及び許容差
6.3 メッシュ部及び力骨溶接部の引張強さ
6.4 耐食性試験後の引張強さ
表12−力骨溶接部の引張強さ
6 品質
6.1 外観
メタルラスは,9.2の外観検査を実施したとき,
メッシュに目切れがなく,かつ,赤さびがあっ
てはならない。
6.2 性能
7. 寸法,質量及び許容差
6.2.1 メッシュ部の引張強さ
6.2.2 中性塩水噴霧試験後の引張強さ
表2 メッシュ部の引張強さ
力骨溶接部の引張強さ 記載なし
製品種類に,力骨付きラスを
標準化したため,この品質を
規定する必要があり,溶接部
の剝離率及び引張強さの規定
値を追加した。
3
A
5
5
0
5
:
2
0
2
0
25
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
7 材料
表13−材料
Z:力骨付きラスの力骨の場合は,JIS G 3547に
規定する種類の記号SWMGS-2又はそれと同等
以上の機械的性質をもつものとし,亜鉛付着量
は20 g/m2以上のものとする。
K:JIS G 3323に規定する種類の記号SGMCC又
はそれと同等以上の機械的性質をもつものと
し,めっきの付着量は,めっきの付着量表示記
号K12以上とする。ただし,リブラスCについ
てはK08以上とする。
8 材料
表9−材料
JIS G 3302に規定する種類の記号SGCCとし,
めっきの付着量は,めっきの付着量表示記号
Z12以上とする。ただし,リブラスCについて
はZ08以上とする。
K:記載なし
メタルラスの耐久性向上のた
め,めっきの亜鉛付着量を規
定した。
8 試験
8.1 試験一般
メタルラスの試験は,8.2〜8.5による。
なお,メタルラスの種類ごとの試験項目の一覧
を,表14に示す。
表14−メタルラスの種類及び試験項目
8.2 外観試験
8.2.1 メタルラスの外観試験
外観試験は,製品3個とし直射日光を避け,北
窓昼光又はこれに相当する400 lx以上の照明の
下で,約30 cm離れて目視で行う。
8.2.2 力骨付きラスの溶接部の剝離率試験
力骨付きラスは,力骨溶接部の剝離の有無を確
認し,式(1)によって力骨溶接部の剝離率を算出
する。
100
×
=βγ
α
···································· (1)
ここに, α:力骨溶接部の剝離率(%)
β:全溶接点の数
γ:剝離している溶接点の数
9 試験
9.1 試験一般
メタルラスの試験は,9.2〜9.5による。
なお,メタルラスの種類ごとの試験項目の一覧
を表10に示す。
表10−ラスの種類及び試験項目
9.2 外観
外観の試験は,直射日光を避け,北窓昼光又は
これに相当する400 lx以上の照明の下で,約30
cm離れて目視で調べる。
追加した力骨付きラスの試験
項目及び試験方法を規定し
た。
ALCパネル用ラスの材料の種
類に冷間圧延ステンレス鋼板
を追加したことに伴い,メタ
ルラスの種類及び試験項目の
一覧表の記載を見直した。
3
A
5
5
0
5
:
2
0
2
0
26
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
8 試験
8.3 寸法及び質量測定
8.3.1 幅及び長さ
幅及び長さの測定は,採取した製品3個につい
て,JIS B 7512に規定する目量1 mmの1級コン
ベックスルール又はこれと同等以上の測定精度
をもつコンベックスルールを用いて1 mm単位
で測定し,3個の測定した値を平均し,四捨五
入して整数に丸めた値を測定値とする。
8.3.2 メッシュ寸法,ピッチ,高さ,リブ幅,及
び力骨の線径
メッシュ寸法,ピッチ,高さ,リブ幅及び力骨
の線径の測定は,JIS B 7507に規定するノギス
又はこれと同等以上の精度をもつノギスを用い
て,採取した製品3個について,それぞれ1か
所行う。
メッシュ寸法,ピッチ,高さ及びリブ幅は,1 mm
単位で測定し,3個の測定した値を平均し,四
捨五入して整数に丸めた値を測定値とする。
9 試験
9.3 寸法及び質量測定
9.3.1 幅及び長さ
幅及び長さの測定は,採取した製品3個につい
て,JIS B 7512に規定する目量1 mmの1級コン
ベックスルール又は同等以上の測定精度をもつ
コンベックスルールを用いて1 mm単位で測定
し,3個の測定した値を平均し,四捨五入し整
数に丸めた値を測定値とする。
9.3.2 ピッチ,高さ及びメッシュ寸法
ピッチ,高さ及びメッシュ寸法の測定は,採取
した製品3個について,それぞれ1か所行う。
JIS B 7507に規定するノギス又は同等以上の精
度をもつノギスを用いて1 mm単位で測定し,3
個の測定した値を平均し,四捨五入し整数に丸
めた値を測定値とする。
力骨の線径は0.1 mm単位で測定し,3個の測定
した値を平均して,小数点2桁以下を四捨五入
し0.1 mm単位に丸めた値を測定値とする。
なお,こぶラス,波形ラス及び力骨付きラスの
メッシュ寸法は,二次加工前の平ラスの状態で
試験してもよい。
8.3.3 質量
質量の測定は,採取した製品3個について行う。
最小目量が1 gのはかりを用いて製品の質量を
測定する。8.3.1の幅及び長さの測定値から製品
の面積を求め,単位面積当たりの質量を1 g単
位で算出し,3個の算出した値を平均し,四捨
五入し整数に丸めた値を測定値とする。
9.3.3 質量
質量の測定は,採取した製品3個について行う。
最小目量が1 gのはかりを用いて製品の質量を
測定する。9.3.1の幅及び長さの測定値から製品
の面積を求め,単位面積当たりの質量を1 g単
位で算出し,3個の算出した値を平均し,四捨
五入し整数に丸めた値を測定値とする。
3
A
5
5
0
5
:
2
0
2
0
27
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
8 試験
8.4 引張試験
8.4.1 一般事項
メッシュ部の引張試験は,製品1個から採取し
た試験片3個について,また,力骨付きラスの
力骨溶接部の引張試験は,製品1個の任意の力
骨交点から採取した試験片3個について行う。
メッシュ部及び力骨溶接部の引張強さは,メッ
シュ部3個及び力骨溶接部3か所の測定値を平
均し,四捨五入して整数に丸めた値を引張強さ
とする。
8.4.2 試験片
試験片は,リブラスCについてはリブに沿って
メッシュが横に3個つながるように切り出した
ものを,それ以外のラスはメッシュ寸法のR方
向にメッシュが横に連続して3個つながるよう
に切り出したものを1試験片とし,試験片3個
を採取する。力骨付きラスの力骨溶接部の試験
片は,溶接先端部(コンタクトチップ)の異な
る箇所で3個採取し,ラス部分を取り除いた力
骨とする(図7参照)。
なお,試験片は製品と同一ロットの予備材から
試験片を採ってもよい。
9 試験
9.4 引張試験
9.4.1 一般事項
引張試験は,製品1個から採取した試験片3個
について行う。3個の測定した値を平均し,四
捨五入し整数に丸めた値を測定値とする。
9.4.2 試験片
試験片は,リブラスCについてはリブに沿って
メッシュが横に3個つながるように切り出した
ものを,それ以外のラスはメッシュ寸法のRが
横に連続して3個つながる用に切り出したもの
を1試験片とし(図6参照),試験片3個を採取
する。
3
A
5
5
0
5
:
2
0
2
0
28
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
8 試験
8.4.3 引張試験方法
引張試験の方法は,採取した試験片の両側のメ
ッシュ部分(図8参照)に,JIS G 3532又はそ
れと同等の直径5 mmの鉄線を用いて行う。試
験片に鉄線A・Bを取り付けて鉄線Bを固定し,
加力速度25 mm/min±5 mm/minにて鉄線Aを垂
直に上方に引っ張り,破断に至る直前の最大引
張力(N)を1の位まで読み取り,これを測定
値とする。
最大引張力とは,表11に示す値を超えるまでメ
ッシュが破断しないことを確認する引張力を意
味する。
9 試験
9.4.3 引張試験方法
引張試験の方法は,採取した試験片の両側のメ
ッシュ部分(図7参照)に,JIS G 3532又はそ
れと同等の直径5 mmの鉄線を用いて行う。引
張速度25 mm/min±5 mm/minにて引っ張り,引
張試験機が示す最大値を1の位まで読み取り,
これを引張強さとする。引張試験機の測定精度
は,±1 %とする。
なお,引張試験機によらない場合は,附属書A
に示すおもりによる試験方法によってもよい。
ただし,附属書Aの試験結果に疑義が生じた場
合は,引張試験機で測定した結果によって判定
する。
8.4.4 力骨付きラスの力骨溶接部の引張試験方
法
力骨溶接部の引張試験方法は,引張試験機を使
用し,採取した試験片の力骨溶接部を図9の例
に示すような試験用ジグを用いて垂直に上方に
引っ張り,最大引張力(N)を1の位まで読み
取り,これを測定値とする。
最大引張力とは,表12に示す値を超えるまで力
骨溶接部が破断しないことを確認する引張力を
意味する。
なお,引張試験機によらない場合は,附属書A
に示すおもりによる試験方法によってもよい。
ただし,附属書Aの試験結果に疑義が生じた場
合は,引張試験機で測定した結果によって判定
する。
なお,附属書Aに示す試験方法によってもよい。
3
A
5
5
0
5
:
2
0
2
0
29
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
8 試験
8.5 耐食性試験及び耐食性試験後の引張試験
8.5.1 一般事項
耐食性試験は,製品1個から採取したメッシュ
部の試験片3個について行い,試験後に引張試
験を行う。ただし,力骨付きラスはメッシュ部
に加えて,製品1個の任意の力骨溶接部から採
取した試験片3個についても行う。
8.5.2 耐食性試験用の試料
耐食性試験に供する試料は,8.4.2の試験片を切
り出すのに十分な大きさとする。
8.5.3 耐食性試験
耐食性試験は,8.5.2の試料について,中性塩水
噴霧試験を200時間を行う。
なお,中性塩水噴霧試験はJIS Z 2371による。
8.5.4 耐食性試験後の引張試験用の試験片
8.5.3の試験を行った後に水洗いし,乾燥した布
で水を除去した試料から8.4.2の試験片を切り
出す。
なお,試験片の乾燥及び赤さびの除去は行わな
くてもよい。
8.5.5 耐食性試験後の引張試験方法
耐食性試験後の引張試験は,8.4.3及び8.4.4に
よる。ただし,附属書Aによる方法は適用外と
する。
9 試験
9.5 耐食性試験
9.5.1 一般事項
耐食性試験は,製品1個から採取した試験片3
個について行う。3個の測定した値を平均し,
四捨五入し整数に丸めた値を測定値とする。
9.5.2 中性塩水噴霧試験用の試験片
試験片は,9.4.2の試験片を3個切り出すのに十
分な大きさとする。
9.5.3 中性塩水噴霧試験
中性塩水噴霧試験は,9.5.2の試験片について,
JIS Z 2371に規定する中性塩水噴霧試験を200
時間行う。
9.5.4 引張試験用の試験片
試験片は,9.5.3の試験を行った後に水洗いし,
乾燥した布で水を除去したものから,9.4.2と同
等の試験片を3個切り出す。
なお,試験片の乾燥及び赤さびの除去は行わな
くてもよい。
9.5.5 引張試験方法
引張試験は,9.4.3のとおりとする。
3
A
5
5
0
5
:
2
0
2
0
30
A 5505:2020
この規格(JIS A 5505:2020)
旧規格(JIS A 5505:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
10 製品の呼び
方
c) リブラスA及びリブラスC
例1 リブラスA
120 RA 1400−0905 Z 12
12=JIS G 3302によるめっき付着量
Z=材料の記号
0905=高さ9 mmリブ幅5 mm
1400=単位面積当たりの質量1 400 g/m2
RA=種類の記号
120=リブピッチ寸法120 mm
d) 力骨付きラスの例
152×152 BP 700−07 Z 12
12=JIS G 3302によるめっき付着量
Z=材料の記号
07=高さ7 mm
700=単位面積当たりの質量700 g/m2
BP=種類の記号
152×152=力骨ピッチP1×P2。ただし,P1とP2
が同じ場合はP1だけの表示でもよい。
11 製品の呼び
方
製品の呼び方は,メッシュ寸法(リブラスCに
ついてはリブピッチ寸法)
c) リブラスC
リブラスAの記載なし
リブラスの強度で重要なリブ
幅の寸法を製品の呼び方に明
記することにした。また,力
骨付きラスの呼び方を規定し
た。
附属書A
おもりによる試験方法
A.1 一般
A.2 試験方法
力骨溶接部の引張試験機を追加
A.3 試験用おもりの質量
表11のメッシュ部の引張強さ及び表12の力骨
溶接部の引張強さの換算値は,表A.1及び表A.2
による。
附属書A
引張試験方法
A.1 引張試験方法
記載なし
A.2 合否の判定
おもりによる試験の位置付け
を明確にするため,試験の目
的を追記した。試験方法の規
格であることから,合否判定
は不適切なため削除し,品質
規定値との関係を質量換算表
として記載した。
3
A
5
5
0
5
:
2
0
2
0