2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 5210-1994
建築用セラミックメーソンリーユニット
Ceramic masonry units for buildings
1. 適用範囲 この規格は,主として建築物に用いられ,粘土を成形・焼成したセラミック製のメーソン
リーユニット(組積単体)(以下,ユニットという。)について規定する。
備考 この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,参
考値である。
2. 種類 ユニットの種類は,外部形状,寸法,断面形状,圧縮強さ,寸法精度及びうわぐすりの有無に
よって次のとおり区分する。
(1) 外部形状による区分 外部形状による区分は,表1のとおりとする。
表1 外部形状による区分
外部形状による区分
定義
基本形ユニット
基本となる外部形状のユニット
異形ユニット
隅用,半切,まぐさ用などの用途によって外部
形状の異なるユニット
(2) 寸法による区分 寸法による区分は,表2のとおりとする。
表2 寸法による区分
寸法による区分
記号
定義
セラミックれんが
R
モデュール長さが300mm未満のユニット
セラミックブロック
L
モデュール長さが300mm以上のユニット
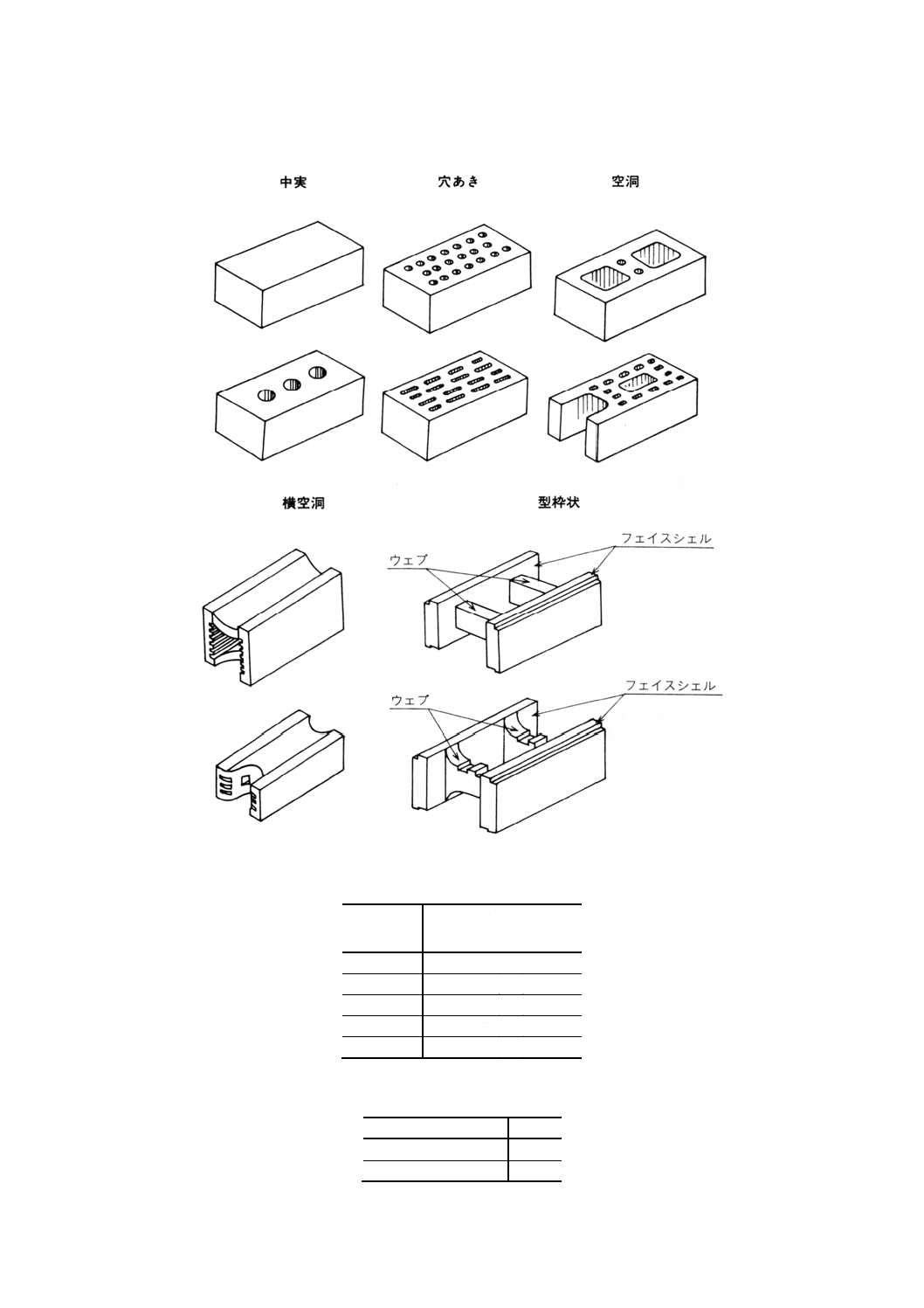
(3) 断面形状による区分 断面形状による区分は,表3のとおりとする(図1参照)。
表3 断面形状による区分
断面形状に
よる区分
記号
定義
中実
S ユニットの実体積が見掛け体積の80%以上のもの。
穴あき
P ユニットの実体積が見掛け体積の80%未満のもので,各穴の断面積が300mm2未満の
もの。又は,各穴の断面積が300mm2以上のものにあっては各穴の短辺が10mm未満
のもの。ただし,表面から穴までの肉厚は10mm以上とする。
空洞
H ユニットの実体積が見掛け体積の80%未満のもので,断面積が300mm2以上かつ短辺
が10mm以上の穴をもつもの。ただし,表面から穴までの肉厚は10mm以上とする。
横空洞
M ユニットの実体積が見掛け体積の80%未満のもので,ユニットの長さ方向に空洞が
あるもの。
型枠状
F フェイスシェルとウェブとで構成され,縦横の2方向に連続した充てん(填)材が
充てんできる全充てんタイプのもの。
2
A 5210-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 基本形ユニットの断面形状の例示
(4) 圧縮強さによる区分 基本形ユニットの圧縮強さによる区分は,表4のとおりとする。
表4 圧縮強さによる区分
圧縮強さに
よる区分
圧縮強度の最小値
N/mm2 {kgf/cm2}
20
20 {204}
30
30 {306}
40
40 {408}
50
50 {510}
60
60 {612}
(5) 寸法精度による区分 寸法精度による区分は,表5のとおりとする。
表5 寸法精度による区分
寸法精度による区分
記号
標準精度
N
高精度
E
3
A 5210-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(6) うわぐすりの有無による区分 うわぐすりの有無による区分は,表6のとおりとする。
表6 うわぐすりの有無による区分
うわぐすりの有無による区分
定義
くすり無し
くすりがけを施してないもの
くすり有り
フェイスシェルの両面又は片面にくすりがけを施したもの
3. 品質
3.1
外観 ユニットは,使用上有害なひずみ・ひび割れ・きずのほか,色むら・仕上げむらなど著しい
外観の不ぞろいがあってはならない。
3.2
性能 ユニットの強さ及び吸水率は,6.によって試験し,表7の規定に適合しなければならない。
表7 圧縮強度及び吸水率
圧縮強さに
よる区分
圧縮強さ
N/mm2 {kgf/cm2}
吸水率
%
20
20 {204} 以上
−
30
30 {306} 以上
−
40
40 {408} 以上
14以下
50
50 {510} 以上
12以下
60
60 {612} 以上
10以下
備考 ユニットの圧縮強さは,当分の間,全断
面積に対する圧縮強さで換算してもよ
い。
ユニットの全断面積に対する圧縮強さ
は,10N/mm2 {102kgf/cm2} 以上とする。
4. 寸法,寸法精度及び断面形状
4.1
寸法 基本形ユニットの長さ,厚さ及び高さの呼び寸法は,表8による。
表8 基本形ユニットの呼び寸法
単位mm
長さ
厚さ
高さ
450
400
333
300
225
150
300
225
200
190*
180
150*
120*
112.5
100*
75*
50*
225
200
167
150
125
100
75
備考1. 呼び寸法と実寸法との差は,普通
モルタル用では10mm,薄目地用
では3mmを標準とする。
2. 長さ,厚さ及び高さの数値は,組
合せによる。
3.
*は,実寸法とすることができる。
4
A 5210-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
寸法精度 ユニットの寸法精度は,表9のとおりとする。
表9 寸法精度
単位mm
標準精度用
高精度用
長さ
±4.0
±2.0
高さ
±0.5
厚さ
±2.0
4.3
断面形状
(1) 断面形状及び各部の寸法 空洞,横空洞及び型枠状ユニットの断面形状並びに各部の寸法は,表10
による。
表10 空洞,横空洞及び型枠状ユニットの断面形状並びに各部の寸法
断面形状に
よる区分
最小肉厚(1)mm
ユニット長さに
対するウェブ厚
率(2) %
容積空洞率(3)
%
ユニット高さに
対するウェブ高
さの比の最大値
フェイス
シェル
ウェブ
空洞及び横空洞
20以上
15以上
15以上
40〜60
−
型枠状
25以上
25以上
50〜70
0.65
注(1) 最小肉厚とは,上・下・側面における肉厚の最小値をいう。
(2) ユニット長さに対するウェブ厚率は,ウェブ厚さ(最小肉厚)の合計値を長さの呼び
寸法で除したものの百分率とする。
(3) 容積空洞率は,空洞部全体の容積を外部容積で除したものの百分率とする。ただし,
外部容積は,次の式によって求める。
V=S・d
S=L・H
ここに,V:外部容積 (mm3)
S:呼び見付け面積 (mm2)
d:厚さの実寸法 (mm)
L:長さの呼び寸法 (mm)
H:高さの呼び寸法 (mm)
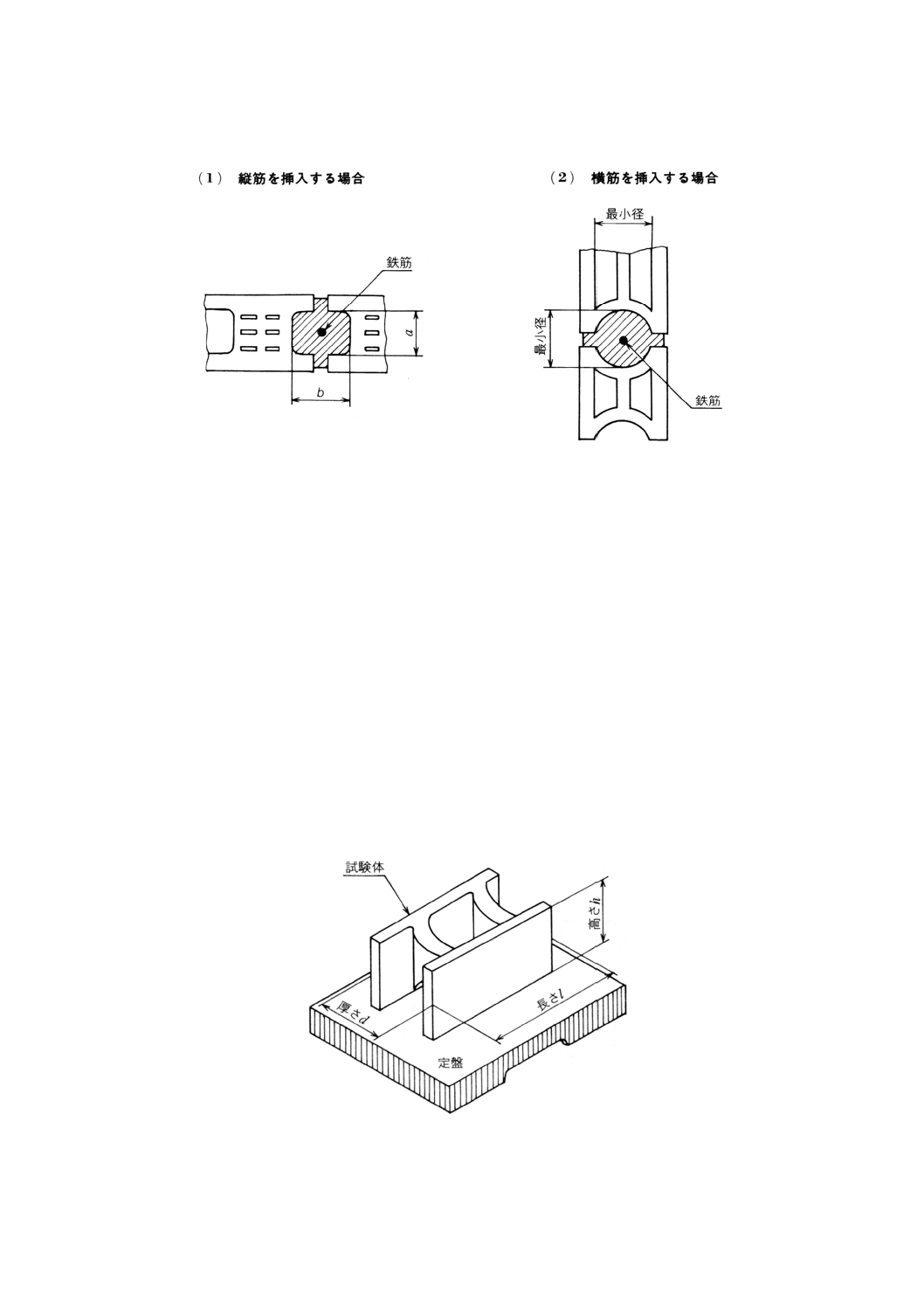
(2) 鉄筋を挿入する空洞部の寸法 鉄筋を挿入する空洞部の寸法は,表11による。
表11 鉄筋を挿入する空洞部の寸法
断面形状に
よる区分
厚さ
mm
縦筋を挿入する空洞部(4)
横筋を挿入する空
洞部の最小径(7)
cm
断面積(5)
cm2
最小幅(6)
cm
空洞及び
横空洞
120未満
42以上
5以上
5以上
120以上
60以上
7以上
6以上
型枠状
−
−
7以上
−
注(4) 複数のユニットの組積によってできる空洞部(目地とも)を含む。
(5) 図2(1)の斜線部をいう。
(6) 図2(1)のa及びbのうち,小さい方の値をいう。
(7) 最小径の測定位置は,図2(2)による。
5
A 5210-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 鉄筋を挿入する空洞部の寸法測定位置(例)
5. 製造 ユニットは,原土を熟成及び成分調整したものを原料とし,これらを所定の強度,吸水率,色
及び形状が得られるように配合し,加水,混練,成形(8),乾燥及び焼成(9)の工程を経て製造する。
うわぐすりを施す場合には,うわぐすりは適当な濃度とし,ユニットの素地を適当に乾燥又は焼成した
後,見えがかりとなる部分に施す。
注(8) 成形は,通常,押出し又は加圧による。
(9) 焼成温度は,1 000〜1 300℃を標準とする。
6. 試験方法
6.1
数値の換算 従来単位の試験機又は計測器を用いて試験する場合の国際単位系 (SI) による数値へ
の換算は,次による。
1kgf=9.80N
6.2
寸法 寸法は,図3に示す長さ,厚さ及び高さについて,表12に示す測定数を精度0.1mm以上の
ノギス及びハイトゲージを用いて測定する。
図3 ユニットの長さ,厚さ及び高さ
6
A 5210-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12 寸法測定数
測定項目
測定数
備考
高精度用
標準精度用
長さl
1
各フェイスシェル
の長さ
厚さd
2
両フェイスシェル
表面間の距離
高さh
3
1
各フェイスシェル
表面の高さ
6.3
圧縮強さ試験
6.3.1
試験体 圧縮強さ試験に使用する試験体は,原則としてユニットから試験体の加圧方向をユニット
の高さ方向に合わせて切り出した,円柱又は角柱の形状のものとする。
また,その高さと直径,又は高さと加圧面の短辺との比は,約 (2 : 1) とする。加圧面は,試験体の軸に
垂直とし,平滑に仕上げる。加圧面を平滑に仕上げる方法は,原則として研磨とするが,加圧面が試験体
の加圧方向に垂直になっている場合には,研磨に代えて,石こうなどでキャッピングを行ってもよい。加
圧面の仕上げが終了した後,試験体全体を2時間以上水中に浸し吸水させる。
なお,ユニットの高さが厚さの2倍以上の場合はユニット全形のまま,またユニットの長さが300mm
を超える場合は長さ300mm以上に切断したものを試験体として用いてもよい。その加圧面は,キャッピ
ングを行わなくてもよいが,加圧前にユニット全体を2時間以上水中に浸し吸水させることとする。
6.3.2
試験方法 圧縮強さ試験は,中央に球接面をもつ伝圧装置を用いて行い,加圧速度は,加圧面の断
面積に対して毎秒約0.2N/mm2 {2.04kgf/cm2} 以下とする。得られた最大荷重からユニットの圧縮強さを,
式(1)によって算出する。
圧縮強度 (N/mm2) {kgf/cm2} =AP ················································ (1)
ここに,
P: 最大荷重 (N) {kgf}
A: 加圧断面積(10) (mm2) {cm2}
注(10) ユニット全形又は長さ300mm以上に切断したものを用いる場合には,ユニットの高さ中央部に
おける水平断面の投影面積とする。
6.4
吸水率試験 吸水率試験に使用する試験体は,ユニット全形のままとする。試験体の絶乾質量(11)及
び表乾質量(12)を求め,式(2)によって算出する。
吸水率 (%) =
0
0
1
m
m
m−
×100 ························································ (2)
ここに,
m0: 試験体の絶乾質量 (g)
m1: 試験体の表乾質量 (g)
注(11) 温度105±5℃の乾燥器内において,ほぼ一定質量になるまで乾燥した後取り出し,常温まで冷
却したときの質量をいう。
(12) 水温15〜25℃の清水中で,約24時間吸水させる。水から取り出したユニットの水を切り,吸
水性の布で目で見える水膜をぬぐった後,直ちに計測したときの質量をいう。
7. 検査 ユニットの検査は,合理的な抜取検査方式によるものとし,3.及び4.の規定に適合しなければ
ならない。
7
A 5210-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
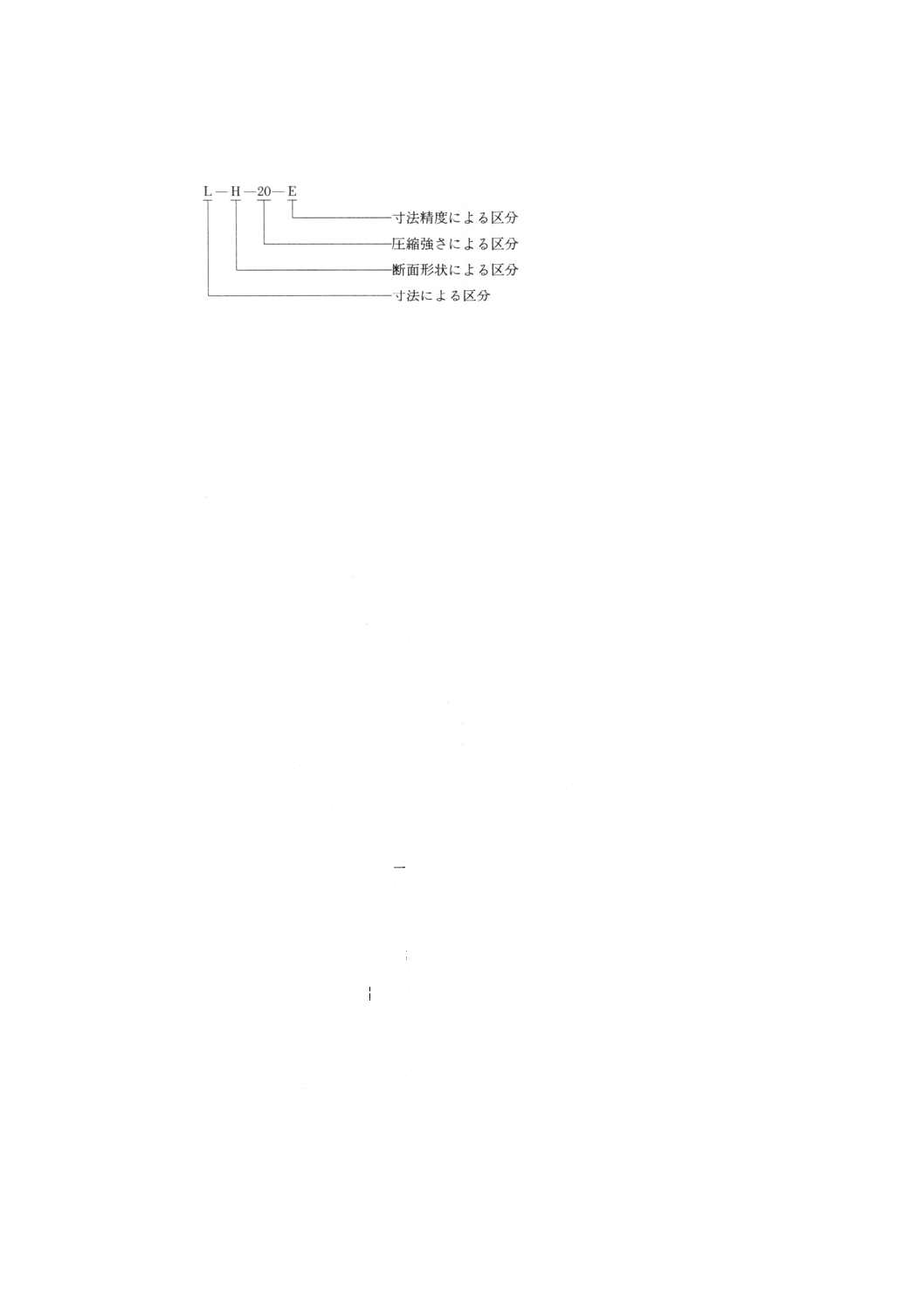
8. 製品の呼び方 製品の呼び方は,例のように,寸法,断面形状,圧縮強さ及び寸法精度のそれぞれの
区分の記号で示すものとする。
例
備考 外部形状による区分は,省略する。
9. 表示
9.1
製品の表示 ユニットには,次の事項を表示しなければならない。
(1) 種類(8.の製品の呼び方による。)
(2) 製造業者名又はその略号
9.2
包装の表示 包装には,次の事項を表示しなければならない。
(1) 種類(8.の製品の呼び方による。)
(2) 製造年月日
(3) 製造業者名又はその略号
JIS A 5210改正原案作成委員会 構成表
本委員会
氏名
所属
(委員長)
重 倉 祐 光*
東京理科大学
(幹事)
馬 場 明 生*
建設省建築研究所
渡 邊 光 良*
職業能力開発大学校
羽 生 洋 治
建設省住宅局
平 松 博 久
通商産業省生活産業局
高 松 明
通商産業省生活産業局
服 部 幹 雄
工業技術院標準部
黒 木 勝 也
財団法人日本規格協会
飛 坂 基 夫
財団法人建材試験センター
横 田 満 人
建設省大臣官房
今 仲 昭 喜
住宅・都市整備公団
俵 谷 莞 三
社団法人日本建築士事務所協会連合会
丸 一 俊 雄
社団法人建築業協会
羽子田 長 寿
社団法人日本建築コンクリートブロック工事業協会
広 橋 信 治
社団法人全国建築コンクリートブロック工業会
湯 山 斌
全国化粧ブロック協会
横 溝 利 之*
日本セラミックブロック協会
梁 達 成*
日本れんが協会
大 家 規 男
全国タイル工業協会
(事務局)
富 田 賢 策
財団法人建材試験センター
分科会
松 村 晃
神奈川大学
山 田 次 雄
工業技術院標準部
西 谷 泰 征
西谷陶業株式会社
注* 分科会委員を兼ねる。