2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 4801-1991
鋼製及びアルミニウム合金製
ベネシャンブラインド
Steel and aluminium alloy venetian blinds
1. 適用範囲 この規格は,鋼製及びアルミニウム合金製の多数のスラットを水平に組み立てたもので,
スラットの角度が操作でき,かつスラットとボトムレールを手動によって昇降できる室内用ベネシャンブ
ラインド(以下,ブラインドという。)について規定する。
備考1. この規格の引用規格は,付表1に示す。
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって参
考値である。
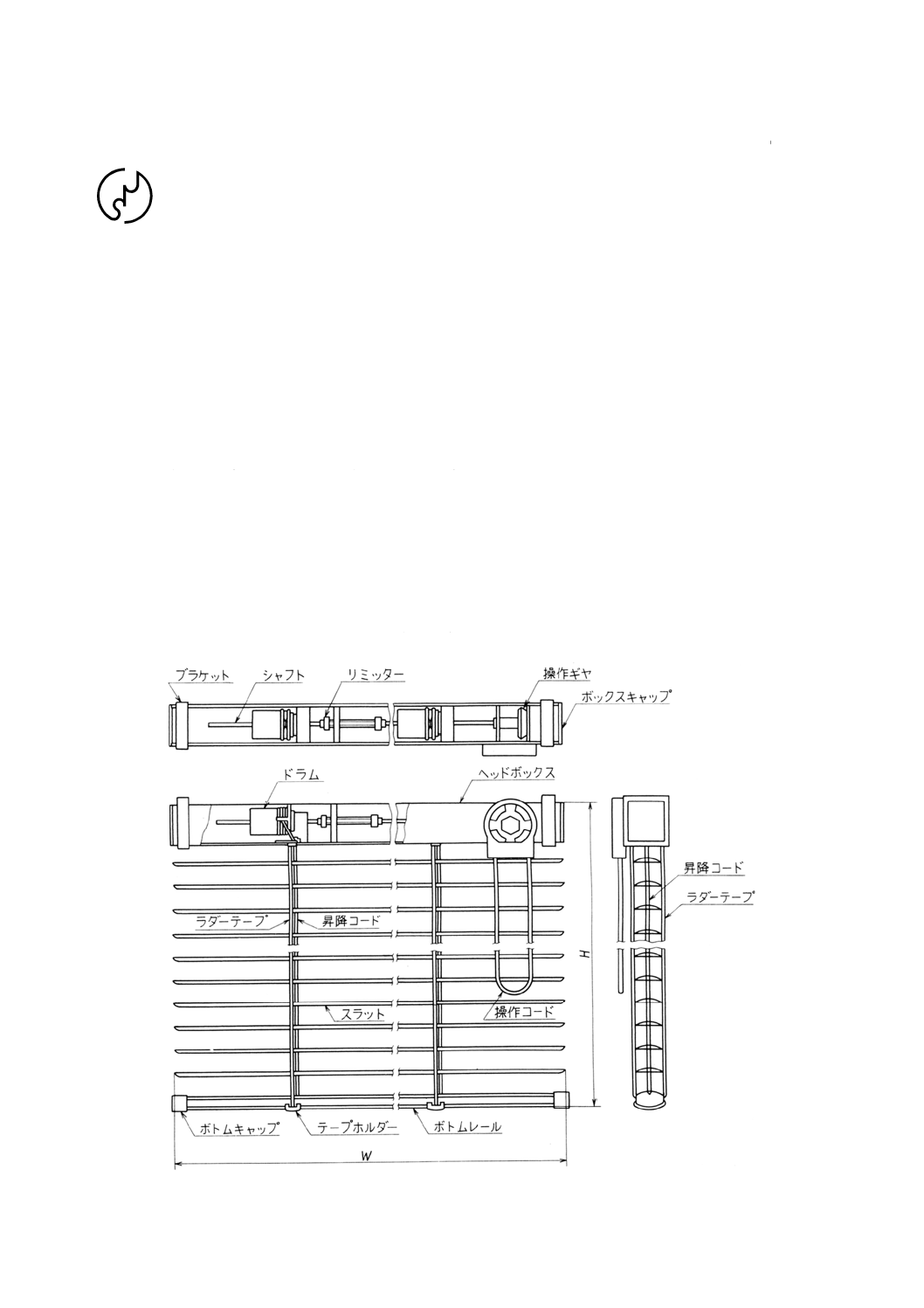
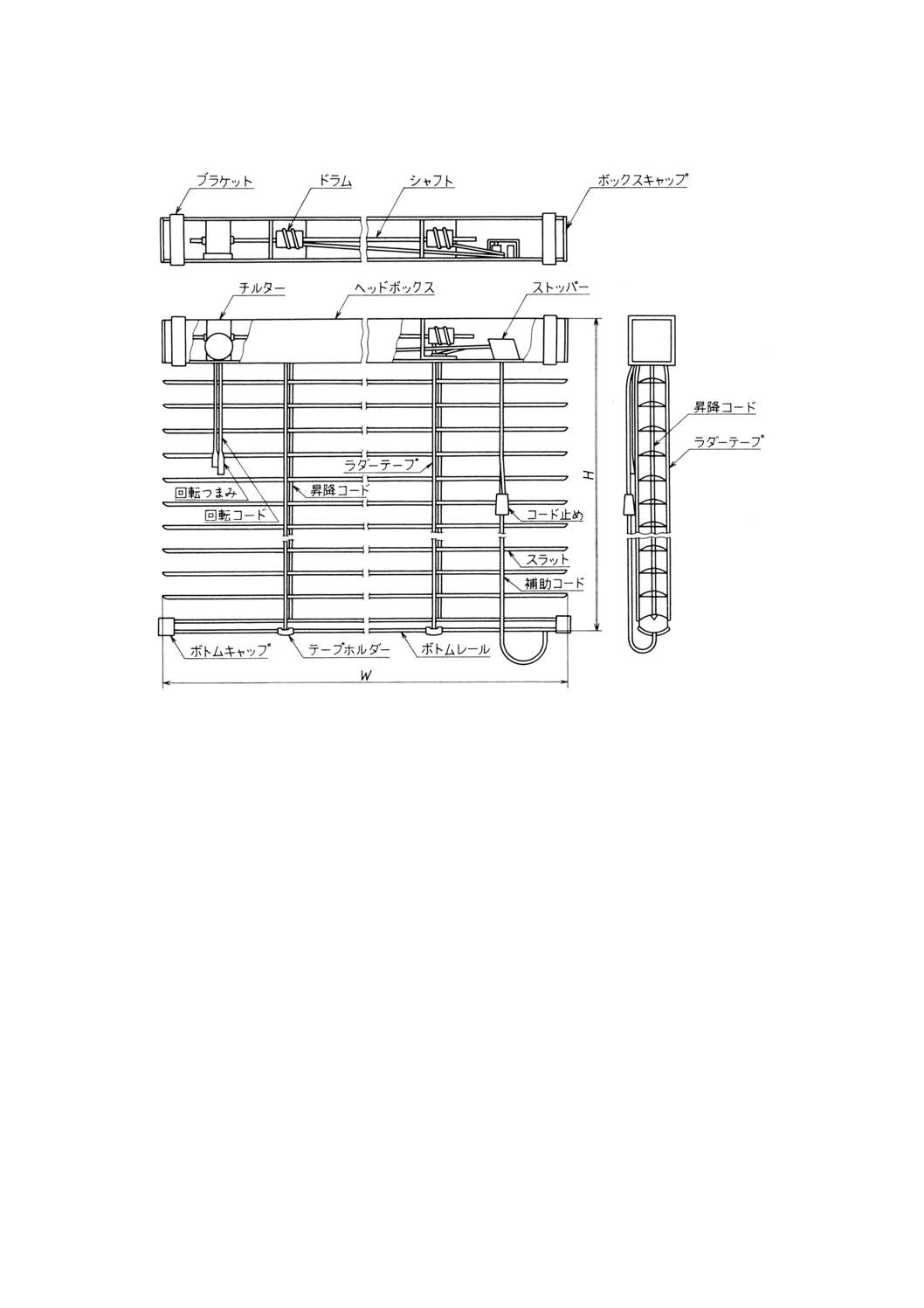
2. 主要構成部品の名称 ブラインドの各部の名称は,図1,図2及び図3の例のとおりとする。
図1 ギヤ式ブラインド(例図)
2
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 コード式ブラインド(例図)
3
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
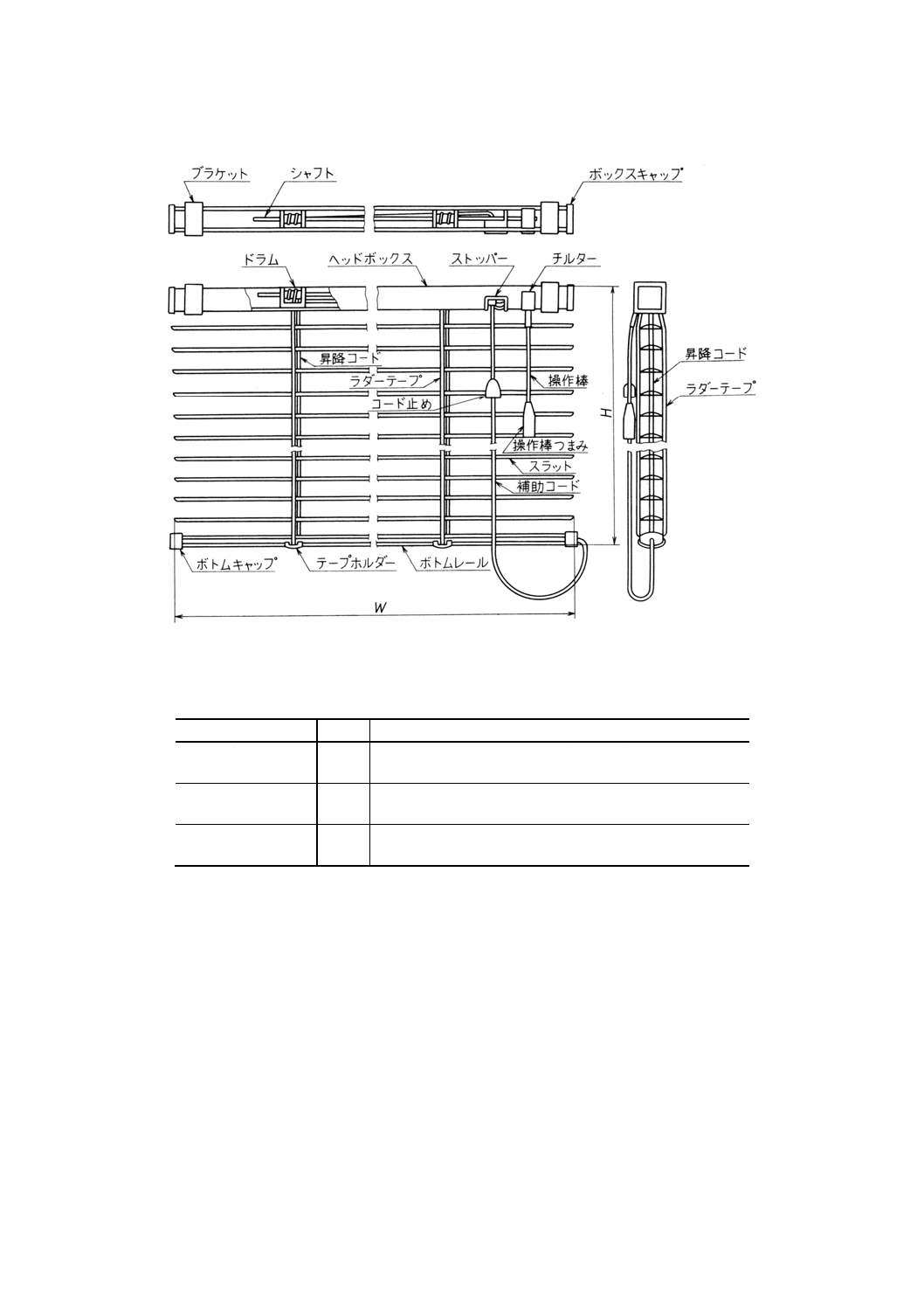
図3 操作棒式ブラインド(例図)
3. 種類及び記号 ブラインドの種類及び記号は,表1のとおりとする。
表1 種類及び記号
種類
記号
備考
ギヤ式ブラインド
G
スラットとボトムレールの昇降及び角度調整をギヤの駆動
によって行い,1本のコードなどによって操作できるもの。
コード式ブラインド
C
スラットとボトムレールの昇降及び角度調整を個々のコー
ドなどによって操作できるもの。
操作棒式ブラインド
P
スラットとボトムレールの昇降をコードなどで行い,スラ
ットの回転を操作棒によって操作できるもの。
4. 品質
4.1
主要部品の品質 主要部品の品質は,次による。
(1) スラットは平滑で,塗りむら・垂れ・使用上支障のあるばりなどがあってはならない。
(2) ヘッドボックス及びボトムレールは,仕上面は平滑で,膨れ・きずなどの欠点がなく,また,人体又
は衣服の触れるおそれのある部分には,鋭い突起などがなく,安全でなければならない。
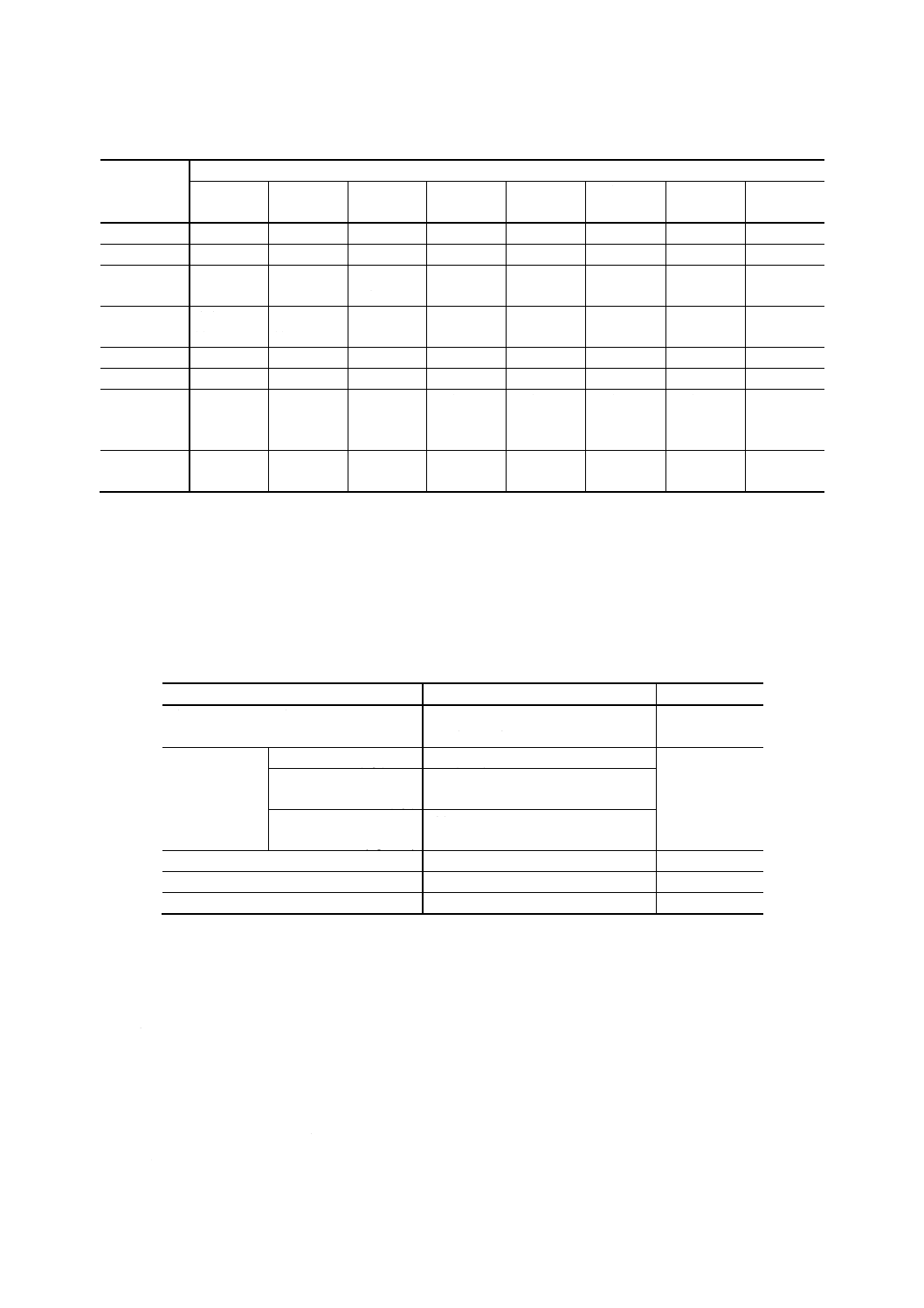
(3) 主要部品は,9.によって試験を行い,表2の規定に適合しなければならない。
4
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 主要部品の品質
項目
主要部品
ヘッドボッ
クス
ボトムレー
ル
スラット
ラダーテー
プ
操作コード 昇降コード 回転コード 適用試験項
目
反り mm
2以下
2以下
2以下
−
−
−
−
9.2
曲がり
2以下
2以下
2以下
−
−
−
−
9.3
耐折れ強さ
−
−
異常のない
こと
−
−
−
−
9.4
耐荷重 mm 残留たわみ
量は2以下
残留たわみ
量は2以下
−
−
−
−
−
9.5
密着性
−
−
0個
−
−
−
−
9.6
硬度
H以上
H以上
H以上
−
−
−
−
9.7
耐光性
−
−
著しい変
色・退色の
ないこと
4級以上
4級以上
4級以上
4級以上
9.8
耐塩水噴霧
異常のない
こと
異常のない
こと
異常のない
こと
−
−
−
−
9.9
4.2
製品の品質 製品の品質は,次による。
(1) スラットは,幅35mm以上のものは3mm以上,35mm未満のものは2mm以上の重なりしろがあり,
かつ,スラットが全閉状態のとき水平方向から見て,向こう側が見えてはならない。
(2) 全閉状態においてヘッドボックス下部とスラット最上段の間隔は,スラットの幅35mm以上のものは
30mm以下,スラットの幅35mm未満のものは20mm以下とする。
(3) ブラインドは,9.によって試験を行い,表3の規定に適合しなければならない。
表3 製品の品質
項目
性能
適用試験項目
ブラケット取付強度
最大残留たわみ量は2mm以下で,か
つ,外れのないこと
9.10
最大けん引力
引上げ力 N {kgf}
100 {10.2} 以下
9.11
スラットの回転引き力
N {kgf}
50 {5.10} 以下
操作棒の回転力
N・cm {kgf・cm}
30 {3.06} 以下
落下衝撃
使用上異常のないこと
9.12
昇降
使用上異常のないこと
9.13
回転
使用上異常のないこと
9.14
5. 構造及び機構 構造及び機構は,次による。
(1) ブラインドは,容易に取外し,交換できるものでなければならない。
(2) スラット及びボトムレールが最高位置まで完全に引き上げられたとき,それらがヘッドボックスとほ
ぼ平行に,かつ,正しくたたまれなければならない。
また,ヘッドボックス,ボトムレール及び他のスラットは,昇降操作中どの位置に停止してもほぼ
平行を保つ構造でなければならない。
(3) スラットの回転及びブラインドの上げ下げが滑らかであり,任意の箇所で止めることができ,その機
構は確実に作動しなければならない。
(4) 昇降回転のコード又は操作棒の取付けは,適切,かつ堅ろうであり,使用上十分な長さでなければな
5
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
らない。
また,操作棒は,機能上有効に操作できなければならない。
(5) ギヤ式ブラインドは,ブラインドが最下降したとき,リミッターが作動するか,又はそれ以上操作し
ても支障のない構造でなければならない。
(6) コード式及び操作棒式ブラインドは,2本以上の昇降コードの場合,操作する位置でコードが一体と
なるような構造でなければならない。
(7) スラットにラダーテープを取り付ける場合,スラットの幅35mm以上のものは1 000mm以下ごとに,
35mm未満のものは800mm以下ごとにラダーテープを設けなければならない。
また,スラット端部の持出し長さは,300mm以下でなければならない。
6. 形状及び寸法
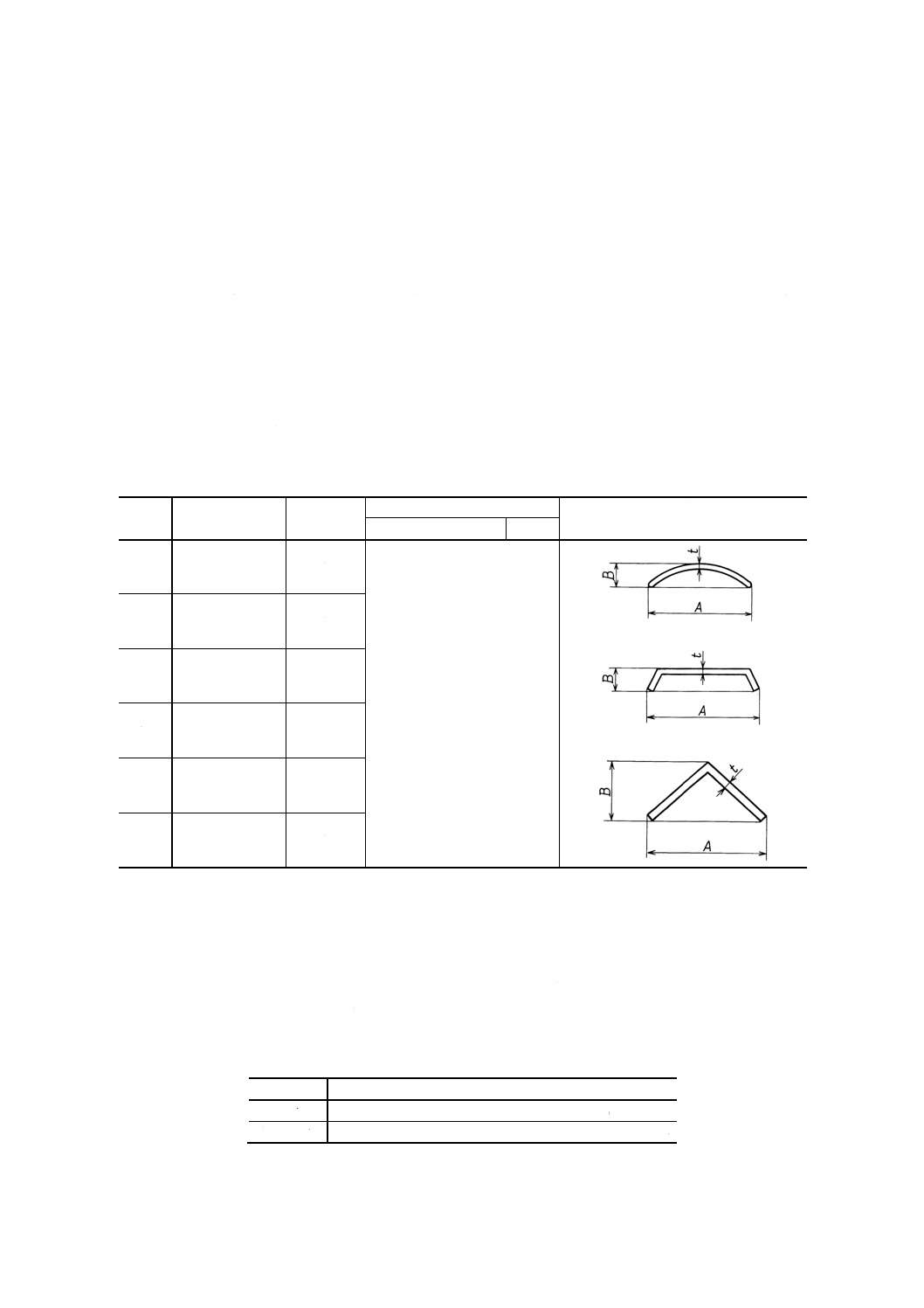
6.1
スラットの形状及び寸法 スラットの形状及び寸法は,表4による。
表4 形状及び寸法
単位 mm
呼称
スラットの幅 A
矢高 B
スラットの原板の厚さ t
備考
アルミニウム合金製
鋼製
50
50.0
5.0±1.0
0.10以上
35
35.0
3.8±1.0
28
28.0
2.5±0.5
25
25.0
2.2±0.5
18
18.0
1.5±0.5
15
15.0
1.2±0.5
6.2
スラットの製品の幅 スラットの製品の幅は,表4のスラットの幅 (A) に対して±2.0mmの範囲か
ら選ぶものとする。
6.3
スラットの製品の製作許容差 スラットの製品の製作許容差は,幅は±0.5mmとし,厚さは,±
0.07mmとする。
6.4
規格寸法製品の寸法 規格寸法製品の寸法は,幅 (W) 及び高さ (H) については表5による。ただ
し,表5以外の寸法は,当事者間の協議によってもよい。
表5 寸法
単位 mm
ブラインドの呼び寸法
幅 W
880 1 280 1 680 1 780 1 880
高さ H
900 1 080 1 230 1 380 1 530 1 830
6
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5
製品寸法の幅 (W) 及び高さ (H) 製品寸法の幅 (W) 及び高さ (H) は,呼び寸法に対して±50mm
とする。
6.6
製品の製作許容差 製品の製作許容差は,幅 (W) については±2mm,高さ (H) については,スラ
ットの幅35mm以上のものは±25mm,スラットの幅35mm未満のものは±20mmとする。
7. 表面処理及び塗装 表面処理及び塗装は,次による。
(1) 表面処理及び塗装を行う素地は,脱脂剤,その他によって油脂などの汚れを十分に除去する。
(2) 塗装は,JIS K 5652に規定する焼付樹脂エナメル又は塗膜がこれと同等以上の強度及び耐久性のある
塗料を使用する。ただし,スラット,ヘッドボックス及びボトムレールの切断面は除く。
(3) めっきは,JIS H 8617に規定する1種2級以上,2種2級以上又はJIS H 8610に規定する1種2級以
上,2種2級以上の処理を行う。ただし,ヘッドボックス及びボトムレールの切断面は除く。
(4) アルミニウム合金製のヘッドボックス及びボトムレールの表面処理は,JIS H 8601の3.3(耐食性)に
規定する6・KL2又はこれと同等以上の塗装を施す。ただし,切断面は除く。
8. 材料 ヘッドボックス,ボトムレール,スラットなどブラインドに使用する材料は,表6又はこれと
同等以上の品質をもつものとする。
表6 材料
JIS G 3141
冷間圧延鋼板及び鋼帯
JIS G 3302
溶融亜鉛めっき鋼板及び鋼帯
JIS G 3312
塗装溶融亜鉛めっき鋼板及び鋼帯
JIS G 3313
電気亜鉛めっき鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板
JIS G 4401
炭素工具鋼鋼材
JIS H 4000
アルミニウム及びアルミニウム合金の板及び条
JIS H 4100
アルミニウム及びアルミニウム合金押出形材
JIS K 6744
ボリ塩化ビニル(塩化ビニル樹脂)金属積層板
9. 試験
9.1
数値の取扱い 数値の取扱いは,小数点以下をJIS Z 8401によって,整数に丸める。
なお,荷重を従来単位系の試験機又は計測器を用いて,載荷又は計測する場合は,次による。
載荷する場合:1N=1.02×10-1kgfで換算して載荷する。
計測する場合:1kgf=9.80Nで換算して計測値とする。
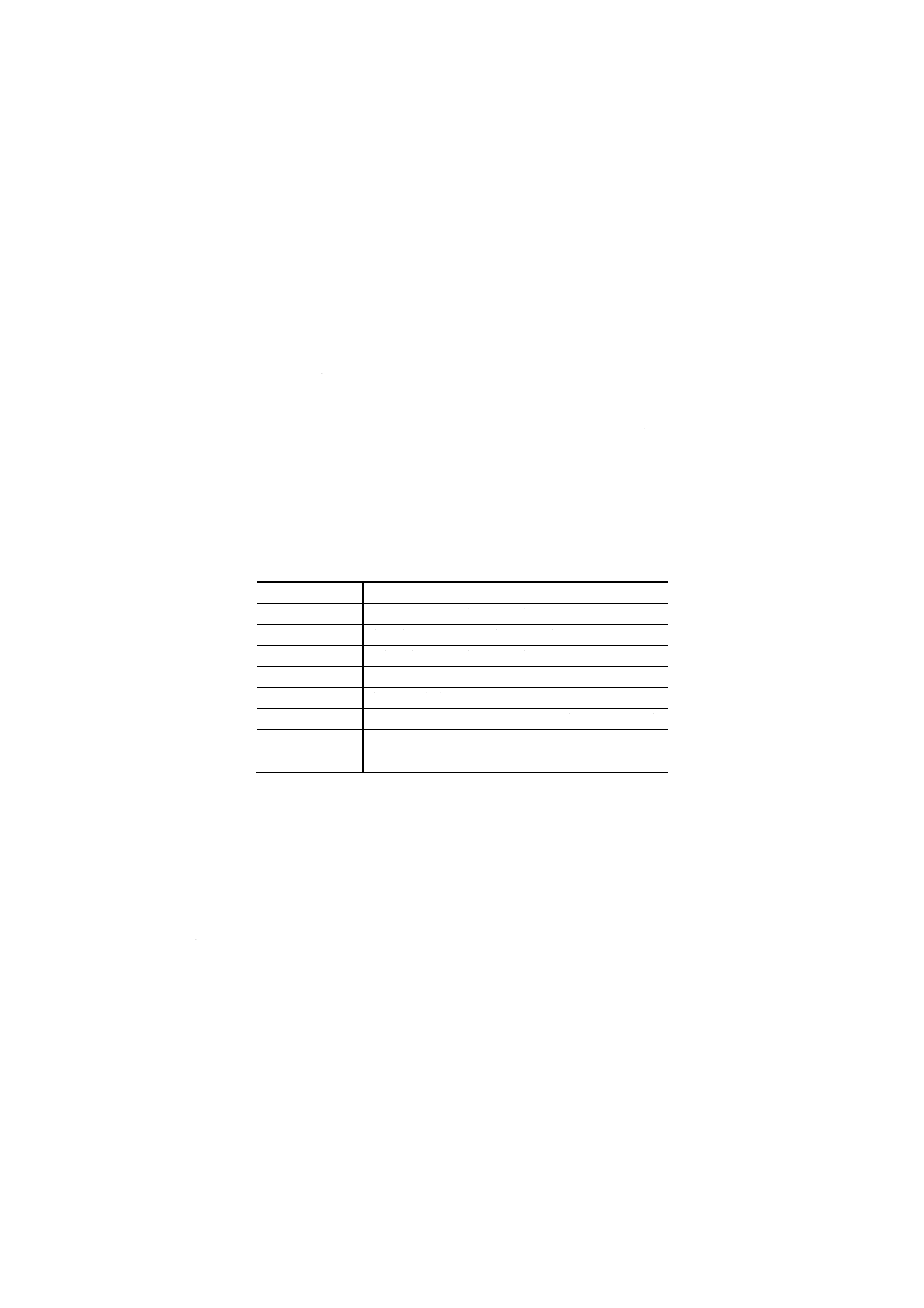
9.2
反り試験 ヘッドボックス,ボトムレール及びスラットを長さ1 100mmに切断し,図4に示すよう
に平らな台上に描いた標線上に置き,JIS B 7507に規定するノギス(以下,ノギスという。)又はJIS B 7524
に規定するすきまゲージ(以下,すきまゲージという。)によって,最大部の反りを測定する。
7
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4
9.3
曲がり試験 ヘッドボックス,ボトムレール及びスラットを長さ1 100mmに切断し,図5に示すよ
うに平らな台上に描いた標線上に両端を合わせ,その最大曲がりをノギスで測定する。
図5
9.4
耐折れ強さ試験 図6に示すように,スラットを平らな台上から長さ200mmの押さえの板を通して,
表7の長さまで静かに送り出したとき,折れの有無を調べる。
図6
表7 長さ
単位mm
スラットの幅
長さl
35以上
400
35未満
350
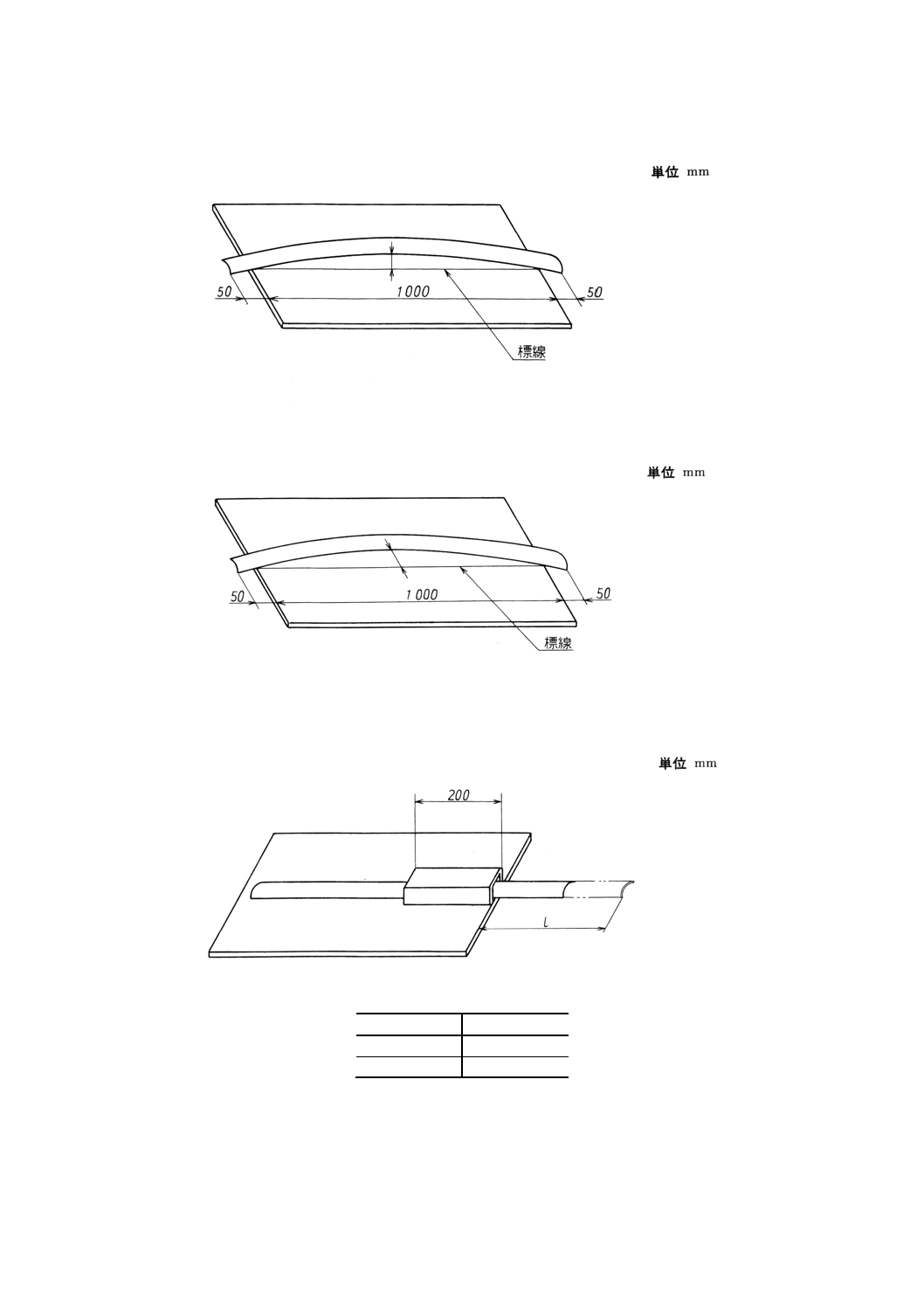
9.5
耐荷重試験 ヘッドボックス及びボトムレールを表8に示す長さにそれぞれ切断し,図7に示すよ
うに両端それぞれ150mmずつを残し,支点間隔は表8とし,その中央部に表8に示す荷重を50mmの当
て板に当て,3分間加えた後荷重を除去したときの残留たわみ量を測定する。
8
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7
表8 荷重
部品名
スラットの幅
切断寸法
mm
支点間隔
mm
荷重
N {kgf}
ヘッドボックス
35以上
1 300
1 000
100 {10.2}
35未満
900
600
70 {7.14}
ボトムレール
35以上
1 300
1 000
70 {7.14}
35未満
900
600
50 {5.10}
9.6
密着性試験 スラットに鋭利な刃物で板に達するように1mm間隔で相互に直交するけがき線11本
ずつを書き,1×1mmの碁盤目を100個作る。その上にJIS Z 1522に規定したテープを張り付けた後,急
速にはがしたときの塗膜のはがれ個数を調べる。
9.7
硬度試験 硬度試験は,JIS K 5400の8.4に規定する試験方法によって行い,その硬度を測定する。
9.8
耐光性試験 耐光性試験は,次による。
(1) スラットは,フェードメータで電流15〜17A,電圧125〜145Vのカーボンアーク灯を光源とし,光源
と材料の距離を250mmにとり,試験片と同位置にあるブラックパネル温度が63±5℃になるように試
験機を装置し,100時間照射した後,目視によって変色・退色の度合いを調べる。
(2) ラダーテープ,操作コード,昇降コード及び回転コードは,フェードメータでJIS L 0842に規定する
第3露光法によって試験を行い,その級を判定する。
9.9
耐塩水噴霧試験 ヘッドボックス,ボトムレール及びスラットをJIS Z 2371に規定する試験方法に
よって100時間塩水噴霧を行った後,腐食発生などの有無を調べる。ただし,端部は除く。
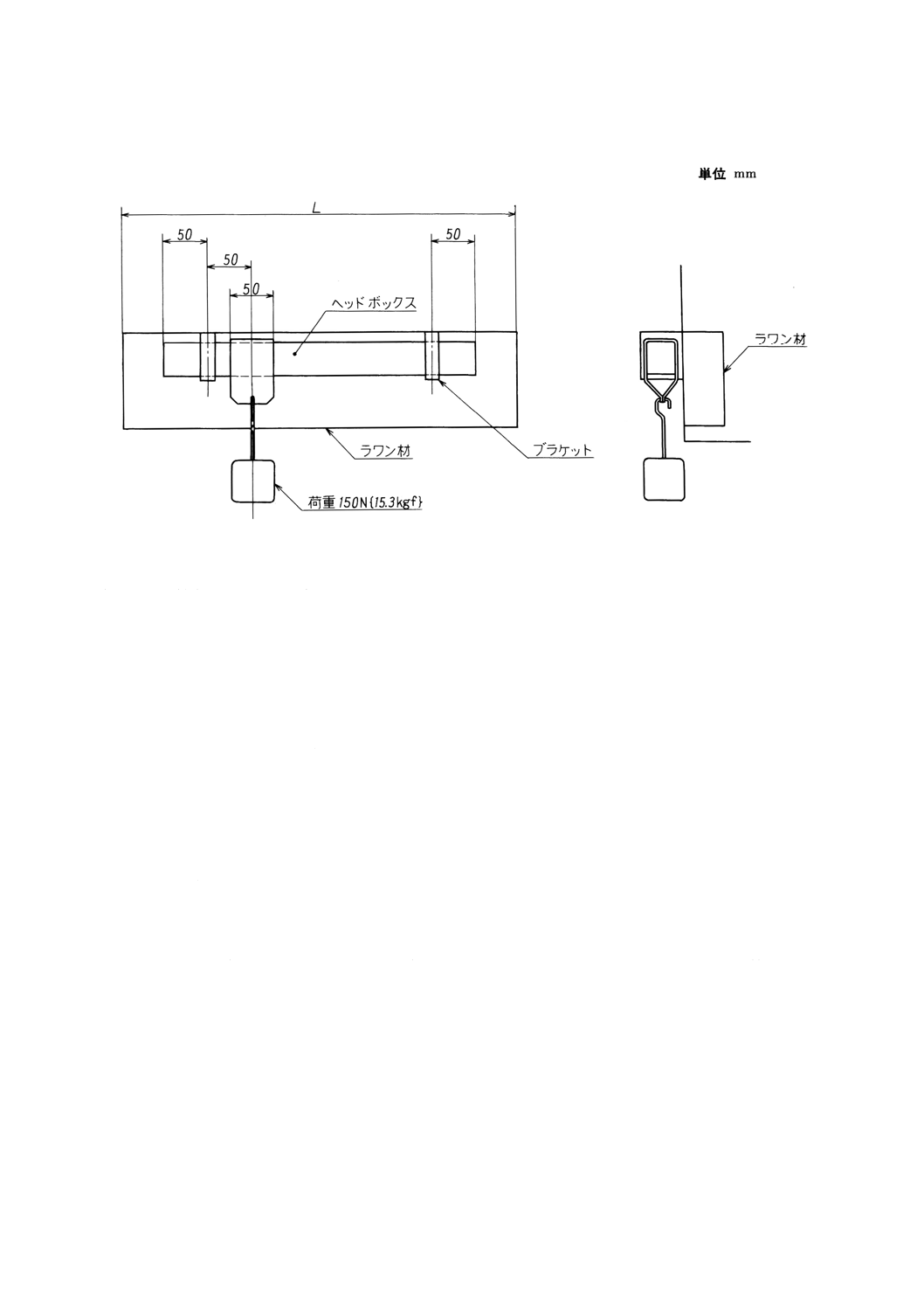
9.10 ブラケット取付強度試験 図8に示すようにヘッドボックスの端から50mmの位置で,ブラケット
を24×10×Lcm(高さ×幅×長さ)のラワン材に予定されたねじで固定して,ヘッドボックスを使用状態
に取り付ける。
ブラケットの中心から50mmの位置に幅50mmの当て板を用いて50N {5.10kgf} の荷重を1分間加える。
次に,その荷重を除去し,再び150N {15.3kgf} の荷重を5分間加え,その荷重を除去したときのブラケ
ットの最大残留たわみ量を測定し,併せてブラケット及びヘッドボックスの使用上支障のある異常の有無
を調べる。
9
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8
9.11 最大けん引力試験 ブラケットを用いてブラインドを使用状態に取り付ける。ボトムレールを最下
部まで下降させ,昇降コード,回転コード及び操作コードの端にばねばかりを結び,これを引き,その操
作に必要な最大けん引力を測定する。
また,操作棒については,その最大回転力をトルクゲージなどを用いて測定する。
9.12 落下衝撃試験 ブラケットを用いてブラインドを使用状態に取り付ける。ボトムレールを最上部ま
で引き上げストッパーで止める。その後ストッパーを放し,自然落下によってボトムレールを最下部まで
下降させたとき,ブラケット及びブラインドの異常の有無を調べる。ただし,ギヤ式は除く。
9.13 昇降試験 昇降試験は,次による。
(1) ギヤ式ブラインドは,最下降した状態にあるボトムレールを操作コードによって最上段まで畳み上げ,
その後最下部まで下降させる。この動作を1回とし,2 000回昇降試験を行い,異常の有無を調べる。
このとき,昇降50回ごとに10分間の休止時間をとり,昇降を行う。
なお,1日の試験回数は,300〜500回とする。
(2) コード式及び操作棒式ブラインドは,スラットを水平にし,最下部まで下降した状態にあるボトムレ
ールを昇降コードによって最上端まで畳み上げ,ストッパーで一度コードを止めた後,ストッパーを
外して最下部まで下降させる。この動作を1回とし,2 000回昇降試験を行い,異常の有無を調べる。
このとき,昇降50回ごとに10分間の休止時間をとり,昇降を行う。
9.14 回転試験 ブラインドを最下部まで下降した状態で,回転コード,操作コード又は操作棒などを用
いて,スラット最大回転角の往復を1回転とし,4 000回回転試験を行い,異常の有無を調べる。このとき,
回転200回ごとに10分間の休止時間をとり,回転を行う。
10. 検査 製品の検査は,4.及び6.の規定について行う。ただし,合理的な抜取検査方法を用いてもよい。
11. 表示
11.1 製品には,次の事項を表示しなければならない。
10
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 製造業者名又はその略号
(2) 製造年月又はその略号
11.2 包装には,次の事項を表示しなければならない。
(1) 製造業者名又はその略号
(2) 製造年月又はその略号
(3) 製品の寸法 (W×H)
12. 取扱い上の注意事項及び維持管理の注意事項 製品には,風などに対する取扱い上の注意事項及び維
持管理の注意事項を添付しなければならない。
付表1 引用規格
JIS B 7507 ノギス
JIS B 7524 すきまゲージ
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3302 溶融亜鉛めっき鋼板及び鋼帯
JIS G 3312 塗装溶融亜鉛めっき鋼板及び鋼帯
JIS G 3313 電気亜鉛めっき鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板
JIS G 4401 炭素工具鋼鋼材
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS H 4100 アルミニウム及びアルミニウム合金押出形材
JIS H 8601 アルミニウム及びアルミニウム合金の陽極酸化皮膜
JIS H 8610 電気亜鉛めっき
JIS H 8617 ニッケル及びニッケル・クロムめっき
JIS K 5400 塗料一般試験方法
JIS K 5652 アミノアルキド樹脂エナメル
JIS K 6744 ポリ塩化ビニル(塩化ビニル樹脂)金属積層板
JIS L 0842 カーボンアーク灯光に対する染色堅ろう度試験方法
JIS Z 1522 セロハン粘着テープ
JIS Z 2371 塩水噴霧試験方法
JIS Z 8401 数値の丸め方
11
A 4801-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
坂 田 種 男
千葉大学工学部建築学科
浦 上 和 彦
建設省住宅局住宅生産課
柴 崎 和 典
通商産業省生活産業局日用品課
咲 山 忠 男
工業技術院標準部材料規格課
山 川 清 栄
財団法人建材試験センター公示検査課
佐 藤 輝 夫
建設省大臣官房官庁営繕部建築課
中 島 勝 弥
社団法人日本建築士事務所協会連合会
河 内 利 平
社団法人軽金属協会
逸 見 義 男
フジタ工業株式会社技術部
小笠原 真 笑
主婦連合会
佐々木 正 安
佐々木ブラインド工業株式会社工務課
古 川 隆 義
株式会社ニチベイ技術課
中 島 正 利
トーソー株式会社営業本部開発室
上 原 祥次郎
立川ブラインド工業株式会社
山 口 浩 司
財団法人建材試験センター公示検査課