A 1509-5:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験・測定の原理 ············································································································· 2
5 装置及び器具 ··················································································································· 2
6 試料······························································································································· 3
6.1 試料の調製 ··················································································································· 3
6.2 試料の数 ······················································································································ 3
7 装置の調整 ······················································································································ 3
8 手順······························································································································· 3
9 結果の表示 ······················································································································ 3
10 試験記録 ······················································································································· 4
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 5
附属書JB(参考)技術上重要な改正に関する新旧対照表 ····························································· 8
A 1509-5:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,全国タイル工
業組合(JCTMA)から,産業標準原案を添えて日本産業規格を改正すべきとの申出があり,日本産業標準
調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これによって,JIS A 1509-5:2014は
改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS A 1509の規格群には,次に示す部編成がある。
JIS A 1509-1 第1部:抜取検査
JIS A 1509-2 第2部:寸法・形状の測定方法
JIS A 1509-3 第3部:吸水率,見掛け気孔率及びかさ密度の測定方法
JIS A 1509-4 第4部:曲げ破壊荷重及び曲げ強度の測定方法
JIS A 1509-5 第5部:床タイルの耐素地摩耗性試験方法
JIS A 1509-6 第6部:床タイルの耐表面摩耗性試験方法
JIS A 1509-7 第7部:耐熱衝撃性試験方法
JIS A 1509-8 第8部:施ゆうタイルの耐貫入性試験方法
JIS A 1509-9 第9部:耐凍害性試験方法
JIS A 1509-10 第10部:耐薬品性試験方法
JIS A 1509-11 第11部:施ゆうタイルから溶出する鉛及びカドミウムの定量方法
JIS A 1509-12 第12部:耐滑り性試験方法
JIS A 1509-13 第13部:ユニットタイルの品質試験方法
日本産業規格 JIS
A 1509-5:2020
セラミックタイル試験方法−
第5部:床タイルの耐素地摩耗性試験方法
Test methods for ceramic tiles-
Part 5: Determination of resistance to body abrasion for floor tiles
序文
この規格は,2010年に第2版として発行されたISO 10545-6を基とし,国内の実状を反映させるため,
技術的内容を変更して作成した日本産業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。また,技術上重要な改正に関する旧JISとの対比を附属書
JBに示す。
1
適用範囲
この規格は,セラミックタイル(以下,タイルという。)のうち,屋外床及び屋内床に使用するタイルの
耐素地摩耗性試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10545-6:2010,Ceramic tiles−Part 6: Determination of resistance to deep abrasion for unglazed
tiles(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS A 1509-1 セラミックタイル試験方法−第1部:抜取検査
JIS A 5209 セラミックタイル
JIS G 3106 溶接構造用圧延鋼材
注記 対応国際規格:ISO 630,Structural steels−Plates, wide flats, bars, sections and profiles
JIS R 6111 人造研削材
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS A 5209による。
2
A 1509-5:2020
4
試験・測定の原理
研削材料を使用して,回転ディスクで削り取った部分のタイルの体積を測定し,タイルの耐摩耗性を評
価する。
5
装置及び器具
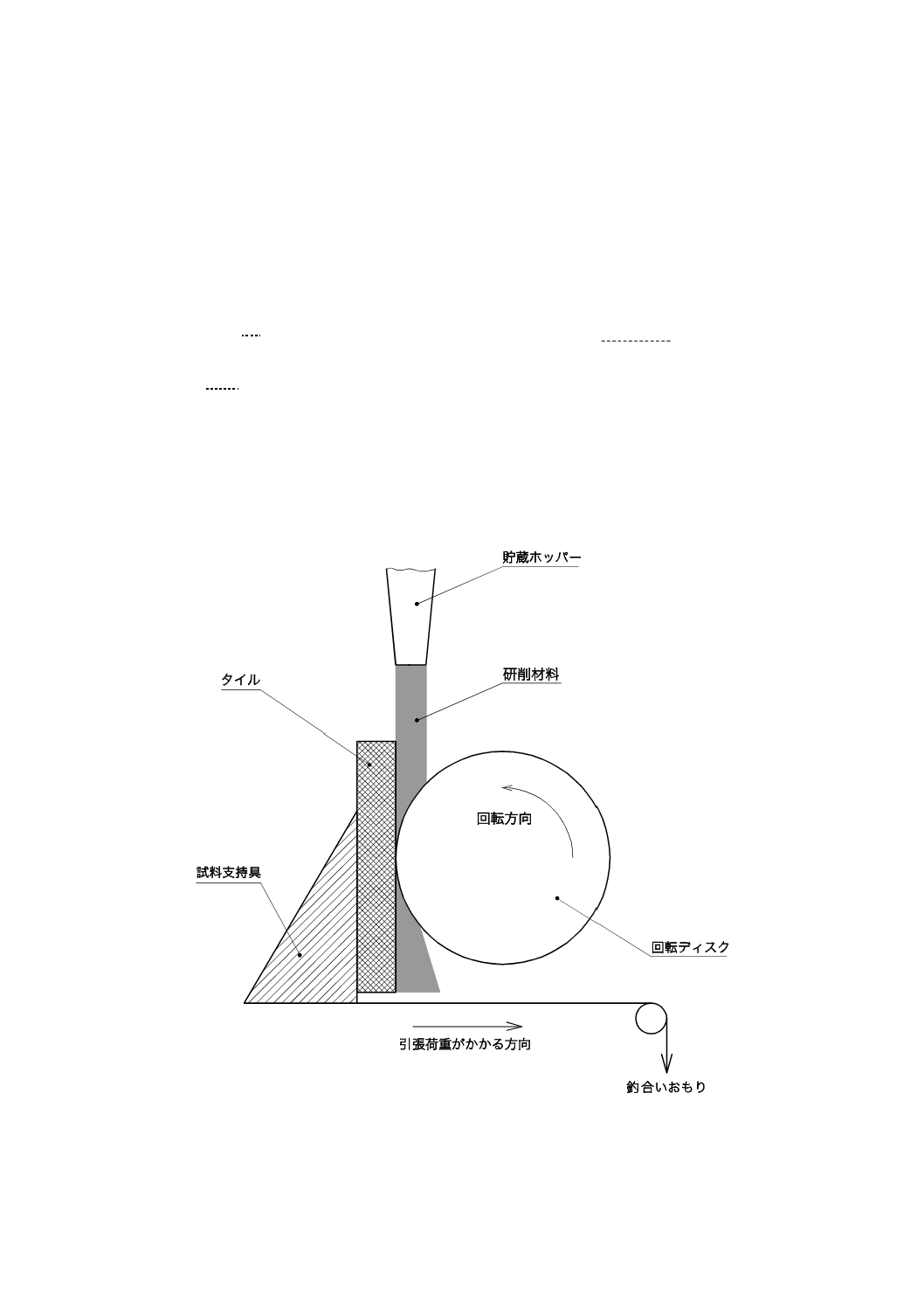
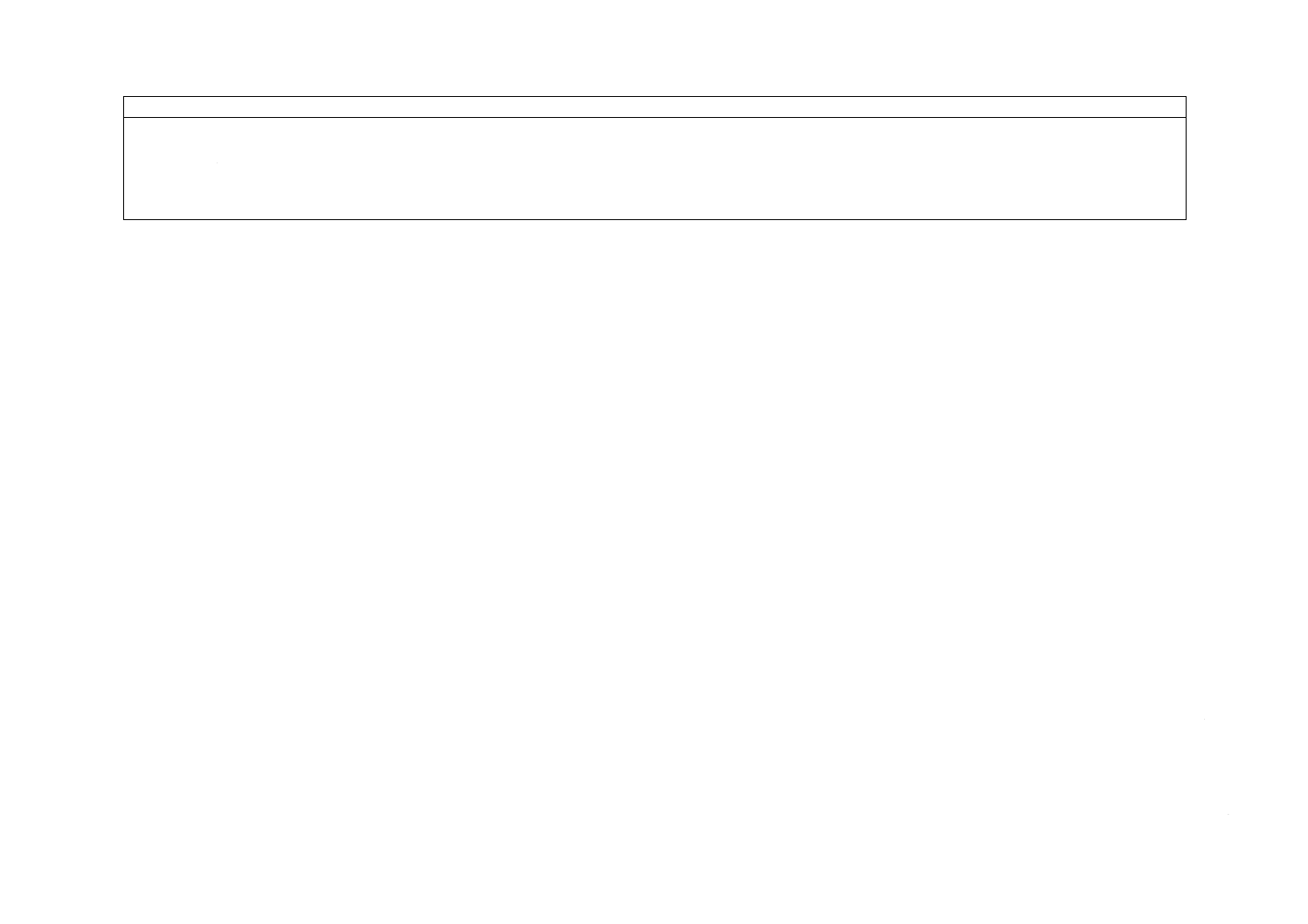
5.1
摩耗装置 回転ディスク,研削材料の供給装置をもつ貯蔵ホッパー,試料支持具及び釣合いおもり
からなり,回転ディスクの回転速度が75 rpmのもの(図1参照)。
a) 回転ディスク JIS G 3106に規定する鋼材SM490Aを使用した直径(
0.2
1.2
200+−
)mmで,エッジの厚さ
が(10±0.1) mmのもの。
b) 研削材料 JIS R 6111に規定する白色アルミナ研削材のF80。
なお,研削材料は,未使用のものを用いる。
c) 標準板 回転ディスクの圧力の校正に用いる標準板で,次のもの。
1) 第一標準板 透明溶融石英ガラス板
2) 第二標準板 フロート板ガラス
5.2
寸法測定器具 最小目盛0.5 mmの直尺又は同等の他の適切な測定器具。
図1−摩耗装置の概略図
3
A 1509-5:2020
6
試料
6.1
試料の調製
タイルは,摩耗装置に設置ができる大きさに調製する。タイルが小さい場合,複数のタイルを隙間のな
いように設置し,合板などに接着剤で張り付ける。このとき,タイルの面状に方向性がある場合は,同じ
方向に合わせる。
なお,試料の大きさは,試験によって削り取るのに十分な大きさとする。
6.2
試料の数
試料の数は,JIS A 1509-1に規定する数とする。
7
装置の調整
第一標準板を用いて箇条8 a)の操作を行ったとき,第一標準板の削り取られた溝の弦の長さが(24±0.5)
mmになるように,釣合いおもりによって回転ディスクの圧力を調整する。
なお,調整は,1方向についてだけ行う。また,第二標準板を用いる場合,削り取られた溝の弦の長さ
については,事前に第一標準板との相関を確認する。
8
手順
手順は,次による。
a) 回転ディスクに対し垂直に接するように,試料を摩耗装置に設置する。次に,研削材料を毎分(75±8)
gの割合で摩耗ゾーンに均等に供給しながら回転ディスクを150回転させた後,試料を取り出す。
b) 試験は,試料の縦及び横の2方向について,二つの溝が交わらないように位置を調整して行い,削り
取られた二つの溝の弦の長さ(L1及びL2)を0.5 mmの単位まで測定する。このとき,測定値が目盛
と目盛との間にあるときは,大きい方の目盛の値を読み取る。ただし,表面がフラットな試料の場合
は,1方向だけ測定し,それを溝の弦の長さ(L)としてもよい。
なお,溝の端部が直線状にならない場合は,溝の最長部と最短部との長さの平均値を0.5 mmの単
位に切り上げて丸めた値 を溝の弦の長さとする。
9
結果の表示
溝の弦の長さに対する摩耗体積を表1から読み取る。L1及びL2から求めた摩耗体積(V1及びV2)は,
平均し,四捨五入して整数に丸める。
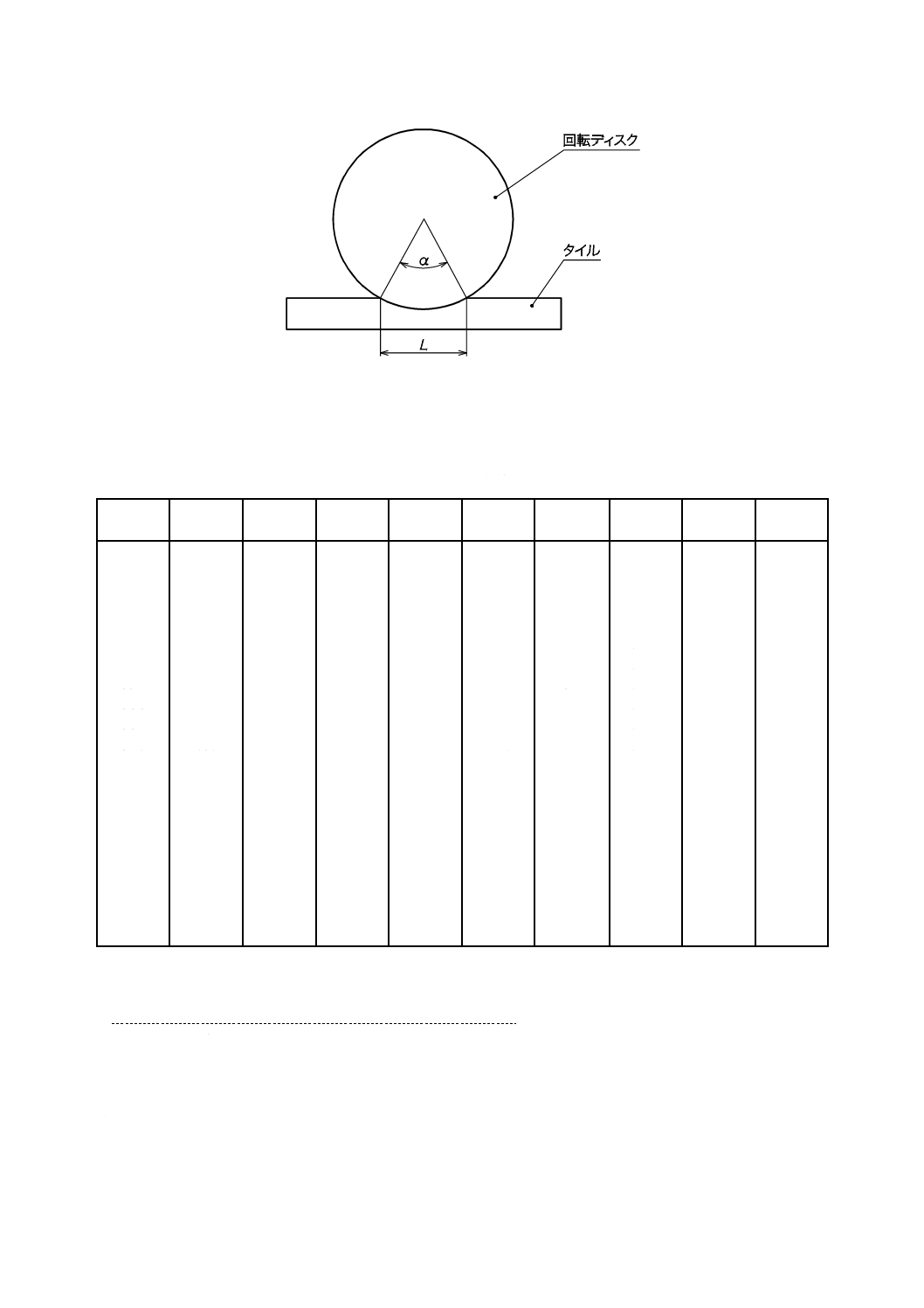
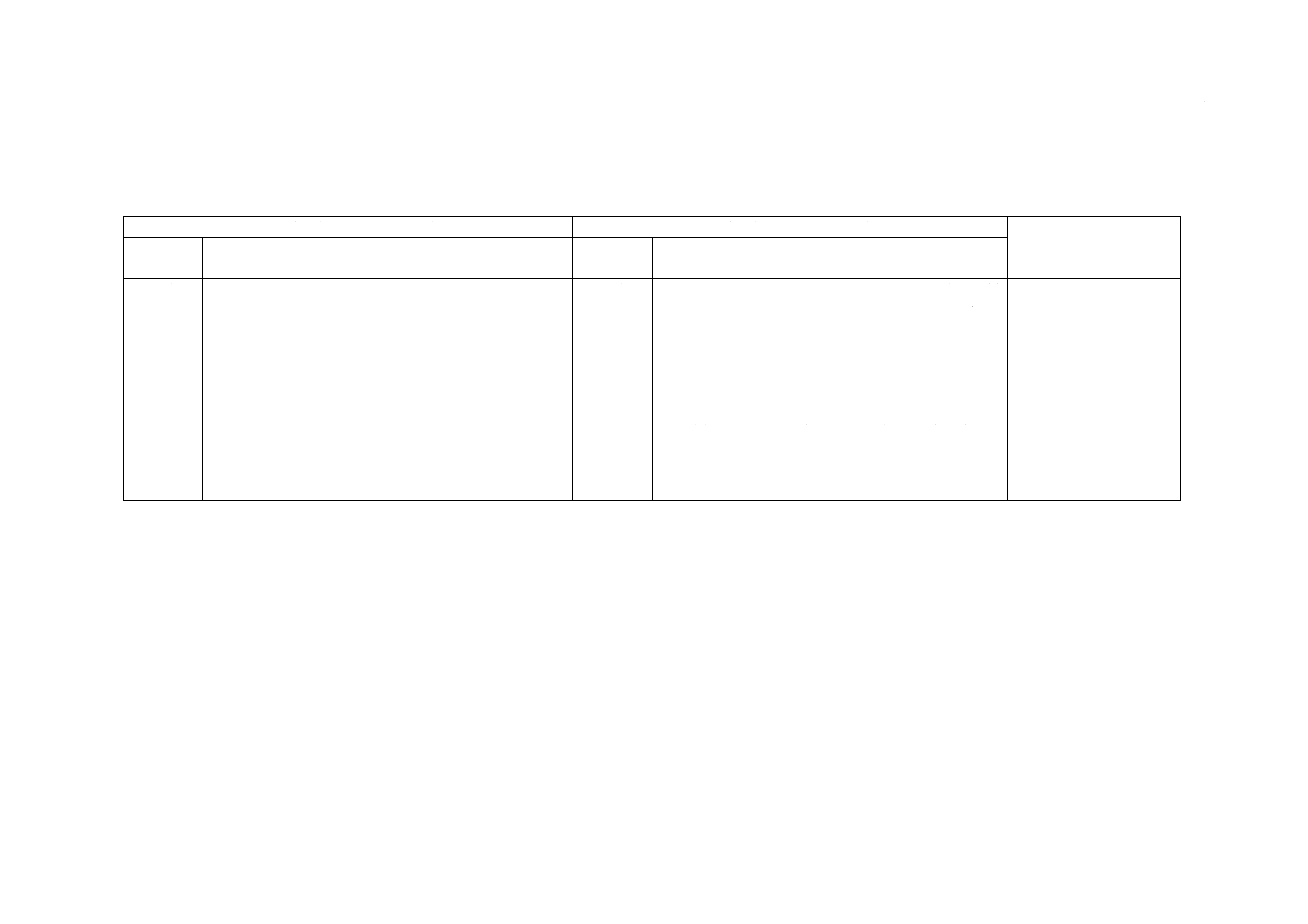
なお,表にない弦の長さの場合は次の式によって摩耗体積(V)を算出する。図2に弦の定義を示す。
8
sin
180
2
d
h
V
×
×
−
=
α
πα
なお,αは,次の式によって求める。
(
)dL
=
α
5.0
sin
ここに,
α: 弦に対する回転ディスクの中心角
h: 回転ディスクの厚さ(mm)
d: 回転ディスクの直径(mm)
L: 溝の弦の長さ(mm)
4
A 1509-5:2020
α 弦に対する回転ディスクの中心角
L 溝の弦の長さ
図2−弦の定義
表1−L,V換算表
L
mm
V
mm3
L
mm
V
mm3
L
mm
V
mm3
L
mm
V
mm3
L
mm
V
mm3
20.0
20.5
21.0
21.5
22.0
22.5
23.0
23.5
24.0
24.5
25.0
25.5
26.0
26.5
27.0
27.5
28.0
28.5
29.0
29.5
67
72
77
83
89
95
102
109
116
123
131
139
147
156
165
174
184
194
205
215
30.0
30.5
31.0
31.5
32.0
32.5
33.0
33.5
34.0
34.5
35.0
35.5
36.0
36.5
37.0
37.5
38.0
38.5
39.0
39.5
227
238
250
262
275
288
302
316
330
345
361
376
393
409
427
444
462
481
500
520
40.0
40.5
41.0
41.5
42.0
42.5
43.0
43.5
44.0
44.5
45.0
45.5
46.0
46.5
47.0
47.5
48.0
48.5
49.0
49.5
540
561
582
603
626
649
672
696
720
746
771
798
824
852
880
909
938
968
999
1 030
50.0
50.5
51.0
51.5
52.0
52.5
53.0
53.5
54.0
54.5
55.0
55.5
56.0
56.5
57.0
57.5
58.0
58.5
59.0
59.5
1 062
1 094
1 128
1 162
1 196
1 232
1 268
1 305
1 342
1 380
1 419
1 459
1 499
1 541
1 583
1 625
1 689
1 713
1 758
1 804
60.0
60.5
61.0
61.5
62.0
62.5
63.0
63.5
64.0
64.5
65.0
65.5
66.0
66.5
67.0
67.5
68.0
68.5
69.0
69.5
1 851
1 899
1 947
1 996
2 046
2 096
2 149
2 202
2 256
2 310
2 365
2 422
2 479
2 537
2 596
2 656
2 717
2 779
2 842
2 906
10 試験記録
試験記録には,次の事項のうち,必要な事項を記載する。
a) 試験材料の概要(種類,形状・寸法,品名など)
b) 試料の数
c) 各試料の摩耗体積
d) その他必要な事項
5
A 1509-5:2020
附属書JA
(参考)
JISと対応国際規格との対比表
JIS A 1509-5:2020 セラミックタイル試験方法−第5部:床タイルの耐素地摩耗
性試験方法
ISO 10545-6:2010,Ceramic tiles−Part 6: Determination of resistance to deep abrasion for
unglazed tiles
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 床タイルの耐素地
摩耗性試験方法に
ついて規定
1
JISとほぼ同じ
変更
施ゆう,無ゆうの区別なく,全ての
床タイルを適用に変更した。
施ゆうも無ゆうも同じ評価方法で
評価すべきであるとしたため。
2 引用規格
3 用語及び
定義
−
−
追加
ISO規格には用語の定義がないが,
本文中に出てくる用語は関連規格
であるJIS A 5209(セラミックタイ
ル)によることを追加した。
実質的な差異はない。
4 試験・測
定の原理
試験・測定の原理に
ついて規定
3
JISにほぼ同じ
変更
ISO規格では,長さを測定すると規
定しているが,この規格では回転デ
ィスクで削り取った部分のタイル
の体積を測定すると規定した。
表1の換算表から体積を読み取る
ため。実質的な差異はない。
5 装置及び
器具
5.1 a) 回転ディスク
について規定
4
4.1
JISとほぼ同じ
変更
引用規格を対応するJISに変更し
た。
鋼材の摩耗に対する許容差の単位
を変更し,摩耗量を許容差に加え
た。
JIS G 3106に規定する鋼材
SM490Aを採用した。
実情に合わせた。
5.1 b) 研削材料につ
いて規定
4.3
JISとほぼ同じ
変更
引用規格を対応するJISに変更し
た。
5.2 寸法測定器具に
ついて規定
4.2
JISとほぼ同じ
変更
寸法測定器具の最小目盛を0.5 mm
に変更した。ISO規格では0.1 mm
と規定している。
最小目盛0.1 mmの測定器具で,削
り取られた円弧状の弦の長さを適
切に測定できる器具はない。
2
A
1
5
0
9
-5
:
2
0
2
0
6
A 1509-5:2020
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試料
6.2 試料の数につい
て規定
5
JISとほぼ同じ
変更
この規格では,試料数を規定してい
る引用規格を記載することとした。
実質的な差異はない。
7 装置の調
整
第一標準板以外の
標準板使用時の処
理について規定
4.1
−
追加
第一標準板以外の標準板を用いる
ときは,第一標準板との相関を確認
しておく旨を追加。
ISO規格には,規定がないため追
加した。
8 手順
試料の摩耗方法に
ついて規定
6
JISとほぼ同じ
変更
研削材料の供給量(g)を,毎分当
たりに変更した。
管理しやすいため。
摩耗の方向につい
て規定
JISとほぼ同じ
変更
二つの溝が交わらないようにする
ことを明記した。
誤って解釈されるおそれがあるた
め。
測定値の読取方法
について規定
−
追加
測定値が目盛の間にあるとき,JIS
では大きい方の目盛を読み取るこ
とを追加した。
判断に迷う場合は,より厳しい測
定となるようにした。
表面がフラットな
試料の場合につい
て規定
−
追加
表面がフラットなタイルは,1方向
の測定だけとすることを追加した。
これまでの実績を踏まえ,2方向
を測定しても1方向のみの場合と
結果に変化がないため,試験の効
率化を図った。
ISO規格への提案を検討する。
表面に凹凸のある
試料の場合につい
て規定
JISとほぼ同じ
変更
溝の最長部と最短部との長さの平
均値で評価することを明記し変更
した。
ISO規格には規定がないため,追
加した。
9 結果の表
示
摩耗体積の表記方
法について規定
7
8
JISとほぼ同じ
変更
換算表から読み取るだけに変更し
た。
換算表から求めることによって,
試験の簡便化を図った。
数値の丸め方につ
いて規定
追加
数値の丸め方を追加した。
ユーザが分かりやすくするため表
示桁数を統一した。
10 試験記
録
試験記録について
規定
8
JISとほぼ同じ
変更
規定項目のうち,必要な項目を選択
できるように変更した。
規定項目以外にも製造業者ごとに
規定しているため。
2
A
1
5
0
9
-5
:
2
0
2
0
7
A 1509-5:2020
JISと国際規格との対応の程度の全体評価:ISO 10545-6:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
A
1
5
0
9
-5
:
2
0
2
0
8
A 1509-5:2020
附属書JB
(参考)
技術上重要な改正に関する新旧対照表
現行規格(JIS A 1509-5:2020)
旧規格(JIS A 1509-5:2014)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
8 手順
b)
試験は,試料の縦及び横の2方向について,二つの溝が
交わらないように位置を調整して行い,削り取られた二
つの溝の弦の長さ(L1及びL2)を0.5 mmの単位まで測
定する。このとき,測定値が目盛と目盛との間にあると
きは,大きい方の目盛の値を読み取る。ただし,表面が
フラットな試料の場合は,1方向だけ測定し,それを溝
の弦の長さ(L)としてもよい。
なお,溝の端部が直線状にならない場合は,溝の最長部
と最短部との長さの平均値を0.5 mmの単位に切り上げ
て丸めた値を溝の弦の長さとする。
8 手順
b)
試験は,試料の縦及び横の二方向1) について行い,削
り取られた二つの溝の弦の長さ(L1及びL2)を0.5 mm
の単位まで測定する。このとき,測定値が目盛と目盛
との間にあるときは,大きい方の目盛の値を読み取
る。
なお,表面に凹凸のある試料の場合は,溝の端部が直
線状になりにくいため,溝の最長部と最短部との長さ
の平均値を0.5 mmの単位に丸めた値2) を溝の弦の長
さとする。
現行規格では,床タイル
の表面の凹凸に起因する
測定値のばらつきを鑑み
2方向の測定を行い平均
化していた。しかし,表
面がフラットなタイルに
ついては2方向を測定し
ても1方向だけの場合と
結果は変わらないことか
ら,1方向でもよいとし
た。
2
A
1
5
0
9
-5
:
2
0
2
0