A 1509-2:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試料······························································································································· 1
5 寸法······························································································································· 2
5.1 測定器具 ······················································································································ 2
5.2 手順 ···························································································································· 2
5.3 結果の表示 ··················································································································· 3
6 裏あしの形状及び高さ ······································································································· 3
6.1 測定器具 ······················································································································ 3
6.2 手順 ···························································································································· 3
6.3 結果の表示 ··················································································································· 4
7 ばち······························································································································· 4
7.1 手順 ···························································································································· 4
7.2 結果の表示 ··················································································································· 4
8 反り······························································································································· 4
8.1 測定器具 ······················································································································ 4
8.2 手順 ···························································································································· 4
8.3 結果の表示 ··················································································································· 7
9 直角性···························································································································· 7
9.1 測定器具 ······················································································································ 7
9.2 手順 ···························································································································· 7
9.3 結果の表示 ··················································································································· 7
10 役物の角度 ···················································································································· 8
10.1 一般事項 ····················································································································· 8
10.2 測定器具 ····················································································································· 8
10.3 手順 ··························································································································· 9
10.4 結果の表示 ·················································································································· 9
11 試験記録 ······················································································································· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 11
附属書JB(参考)技術上重要な改正に関する新旧対照表 ···························································· 14
A 1509-2:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,全国タイル工業組
合(JCTMA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS A 1509-2:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS A 1509の規格群には,次に示す部編成がある。
JIS A 1509-1 第1部:抜取検査
JIS A 1509-2 第2部:寸法・形状の測定方法
JIS A 1509-3 第3部:吸水率,見掛け気孔率及びかさ密度の測定方法
JIS A 1509-4 第4部:曲げ破壊荷重及び曲げ強度の測定方法
JIS A 1509-5 第5部:床タイルの耐素地摩耗性試験方法
JIS A 1509-6 第6部:床タイルの耐表面摩耗性試験方法
JIS A 1509-7 第7部:耐熱衝撃性試験方法
JIS A 1509-8 第8部:施ゆうタイルの耐貫入性試験方法
JIS A 1509-9 第9部:耐凍害性試験方法
JIS A 1509-10 第10部:耐薬品性試験方法
JIS A 1509-11 第11部:施ゆうタイルから溶出する鉛及びカドミウムの定量方法
JIS A 1509-12 第12部:耐滑り性試験方法
JIS A 1509-13 第13部:ユニットタイルの品質試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
A 1509-2:2014
セラミックタイル試験方法−
第2部:寸法・形状の測定方法
Test methods for ceramic tiles-
Part 2: Determination of dimensions and the shape
序文
この規格は,1995年に第1版として発行されたISO 10545-2を基とし,国内の実状を反映させるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。また,技術上重要な改正に関する旧JISとの対比
を附属書JBに示す。
1
適用範囲
この規格は,セラミックタイル(以下,タイルという。)の寸法(長さ,幅及び厚さ)・形状(ばち,反
り,直角性,裏あしの形状及び高さ並びに役物の角度)の測定方法について規定する。ただし,不定形タ
イルに,ばち,反り,直角性及び役物の角度の測定は適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10545-2:1995,Ceramic tiles−Part 2: Determination of dimensions and surface quality(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS A 1509-1 セラミックタイル試験方法−第1部:抜取検査
JIS A 5209 セラミックタイル
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS A 5209による。
4
試料
試料は,JIS A 1509-1に規定する数の全形タイルを用いる。
2
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
寸法
5.1
測定器具
寸法測定器具は,JIS B 7507に規定する最小目盛0.01 mm以下のノギス又は同等の他の適切な測定器具
を用いる。
なお,人為的に表面を凸凹にしたタイルの厚さ測定は,直径5 mm〜10 mmのアンビルを装着して測定
できる測定器具を用いる。
5.2
手順
5.2.1
長さ及び幅
5.2.1.1
定形タイル
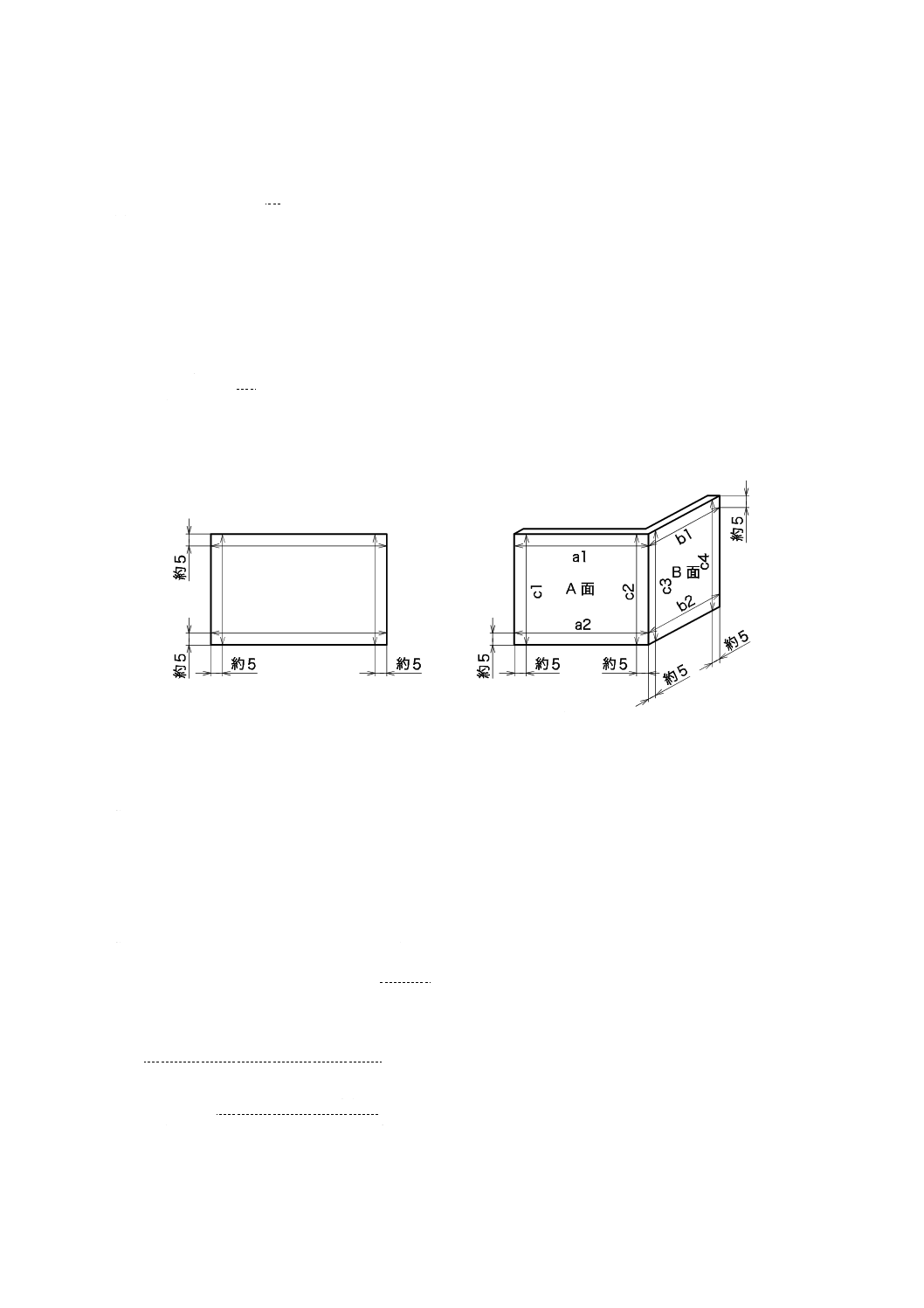
タイルの端部から約5 mm内側に入った位置に基点を設け,両基点間の直線距離を測定する。
なお,複数の面で構成された役物の場合は,各面について測定を行う(図1参照)。
測定値から,長さ及び幅の寸法は,次によって求める。
単位 mm
a) 平物定形タイルの場合
b) 役物定形タイルの場合
図1−定形タイルの長さ及び幅の測定位置
a) 平物
1) 正方形状の長さ 四辺の寸法の平均値を求める。
2) 長方形状の長さ及び幅
2.1) 長さ 二つの長辺の寸法の平均値を求める。
2.2) 幅 二つの短辺の寸法の平均値を求める。
b) 役物
1) 一つの面で構成された役物の場合 a) の規定による。
2) 複数の面で構成された役物の場合 図1 b) に示すように,各面の相対する二辺の寸法の平均値を求
める。
2.1) A面の長さ a1及びa2の平均値。
2.2) A面の幅 c1及びc2の平均値。
2.3) B面の長さ b1及びb2の平均値。
2.4) B面の幅 c3及びc4の平均値。
注記 A面とB面との区分は,製作寸法による表面積の大きい方の面をA面とする。
なお,製作寸法による表面積が同一の場合,その区分は製造業者が定める。
3
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.1.2
不定形タイル
製造業者が製作寸法で定めた部分の寸法を測定する。
5.2.2
厚さ
厚さは,製造業者が製作寸法で定めた部分の寸法を測定する。
なお,厚さの製作寸法は,裏あしがある場合は裏あしを含む。
5.3
結果の表示
寸法の値は,ミリメートル(mm)単位とし,小数第2位まで表示する。
なお,長さ及び幅は,小数第3位を四捨五入して求める。
6
裏あしの形状及び高さ
6.1
測定器具
測定器具は,最小目盛0.01 mm以下の適切な測定器具を用いる。
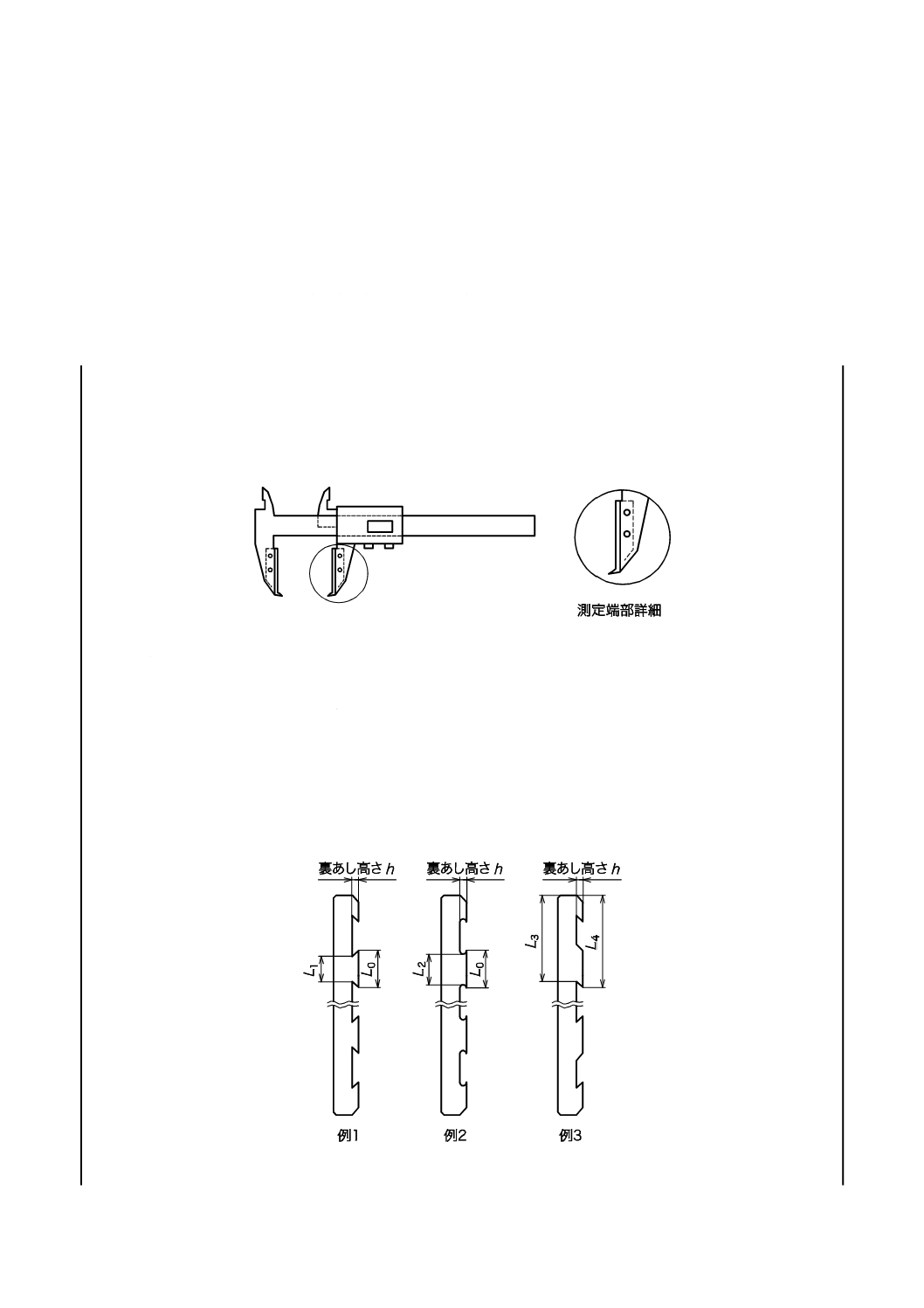
なお,裏あしの形状の測定器具の例を,図2に示す。
図2−裏あしの形状の測定器具の例
6.2
手順
6.2.1
裏あしの形状
図3に示すように,裏あしのほぼ先端部の幅L0と,先端部から付根部までのうち最小となる部分の幅[L1
(例1)又はL2(例2)]との関係が[L0>L1(例1)又はL0>L2(例2)]にある形状か否かを目視によっ
て確認する。また,例3については,タイル側面を基点とした裏あしのほぼ先端部までの幅L4と,先端部
から付根部までのうち最小となる部分の幅L3との関係がL4>L3にある形状か否かを目視によって確認す
る。ただし,目視で確認できないときは,L0,L1,L2,L3及びL4を測定し,確認するか,又はその他の適
切な方法で確認する。
図3−裏あしの高さ及び形状の例
4
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.2
裏あしの高さ
裏あしの高さは,製造業者が製作寸法で定めた部分の高さを測定する(図3参照)。ただし,複数の面で
構成された役物の場合,最も大きい面の裏あしに適用する。
6.3
結果の表示
裏あしの形状は,あり状か否かを確認方法及び測定結果とともに表示する。また,裏あしの高さの値は
ミリメートル(mm)単位とし,小数第2位まで表示する。
7
ばち
7.1
手順
ばちは,5.2.1.1によって測定した結果を用いて,次の手順によって求める。
a) 平物
1) 正方形状のばち 四辺の寸法の最大値と最小値との差を求める。
2) 長方形状のばち
2.1) 長さのばち 二つの長辺の寸法の差を求める。
2.2) 幅のばち 二つの短辺の寸法の差を求める。
b) 役物
1) 一つの面で構成された役物の場合 a) の規定による。
2) 複数の面で構成された役物の場合 図1 b)に示すように,各面の相対する二辺の寸法の差を求める。
2.1) A面の長さのばち a1とa2との差。
2.2) A面の幅のばち c1とc2との差。
2.3) B面の長さのばち b1とb2との差。
2.4) B面の幅のばち c3とc4との差。
注記 A面とB面との区分は,製作寸法による表面積の大きい方の面をA面とする。
なお,製作寸法による表面積が同一の場合,その区分は製造業者が定める。
7.2
結果の表示
ばちの値は,ミリメートル(mm)単位とし,小数第2位まで表示する。
8
反り
8.1
測定器具
測定器具は,次による。
a) 測定器 JIS B 7503に規定する最小目盛0.01 mm以下のダイヤルゲージ又は同等の他の適切な測定器
を用いて,図4〜図6に示すように基点及び測点で構成したもの。b) に規定する基準器を用いて目盛
を補正する。
b) 基準器 測定器の目盛の補正に用いる基準器で,定盤,I型直定規又はその他の適切な測定基準器。
8.2
手順
8.2.1
面反り(でこ反り・へこ反り)
面反りの測定方法は,次による。
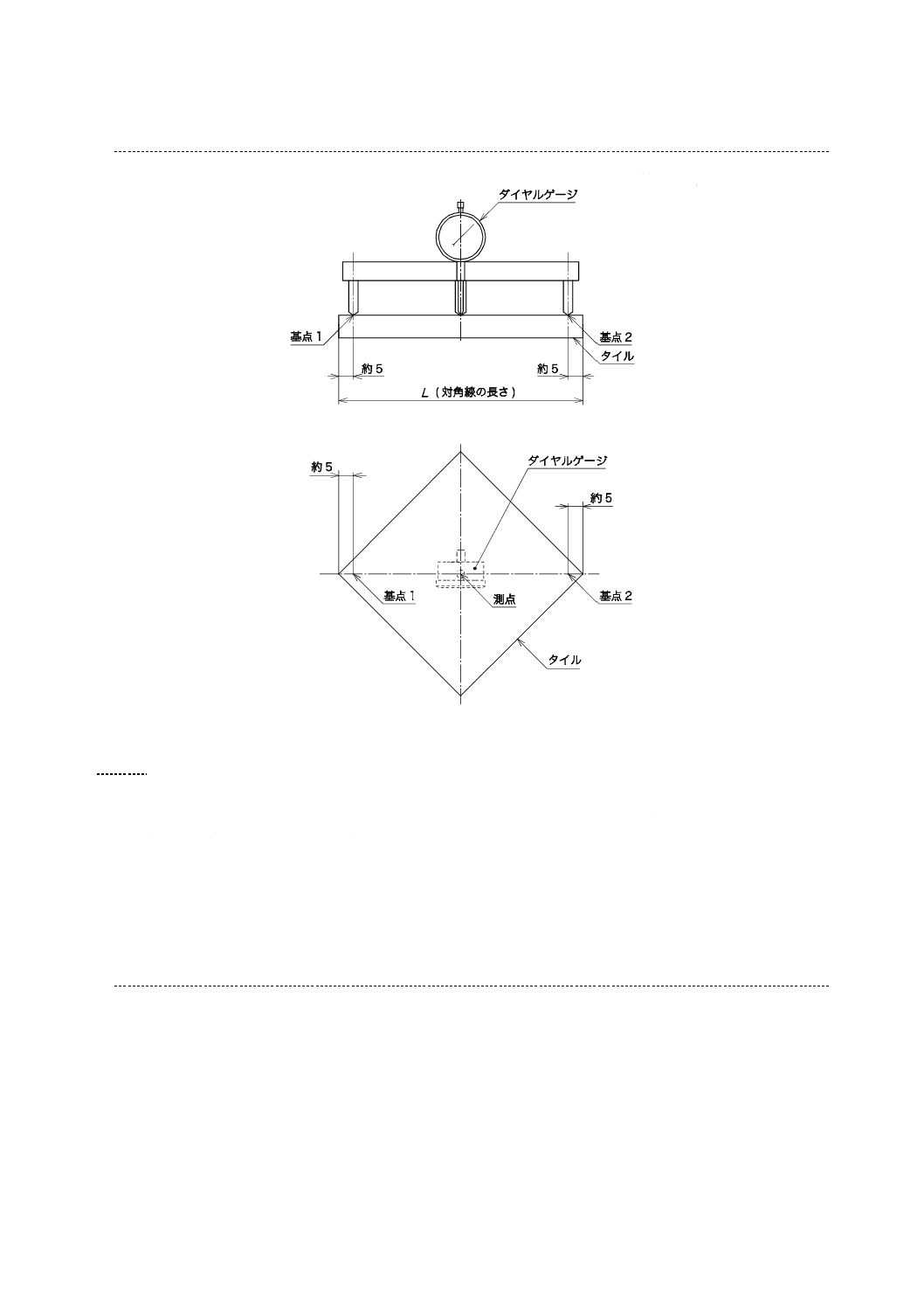
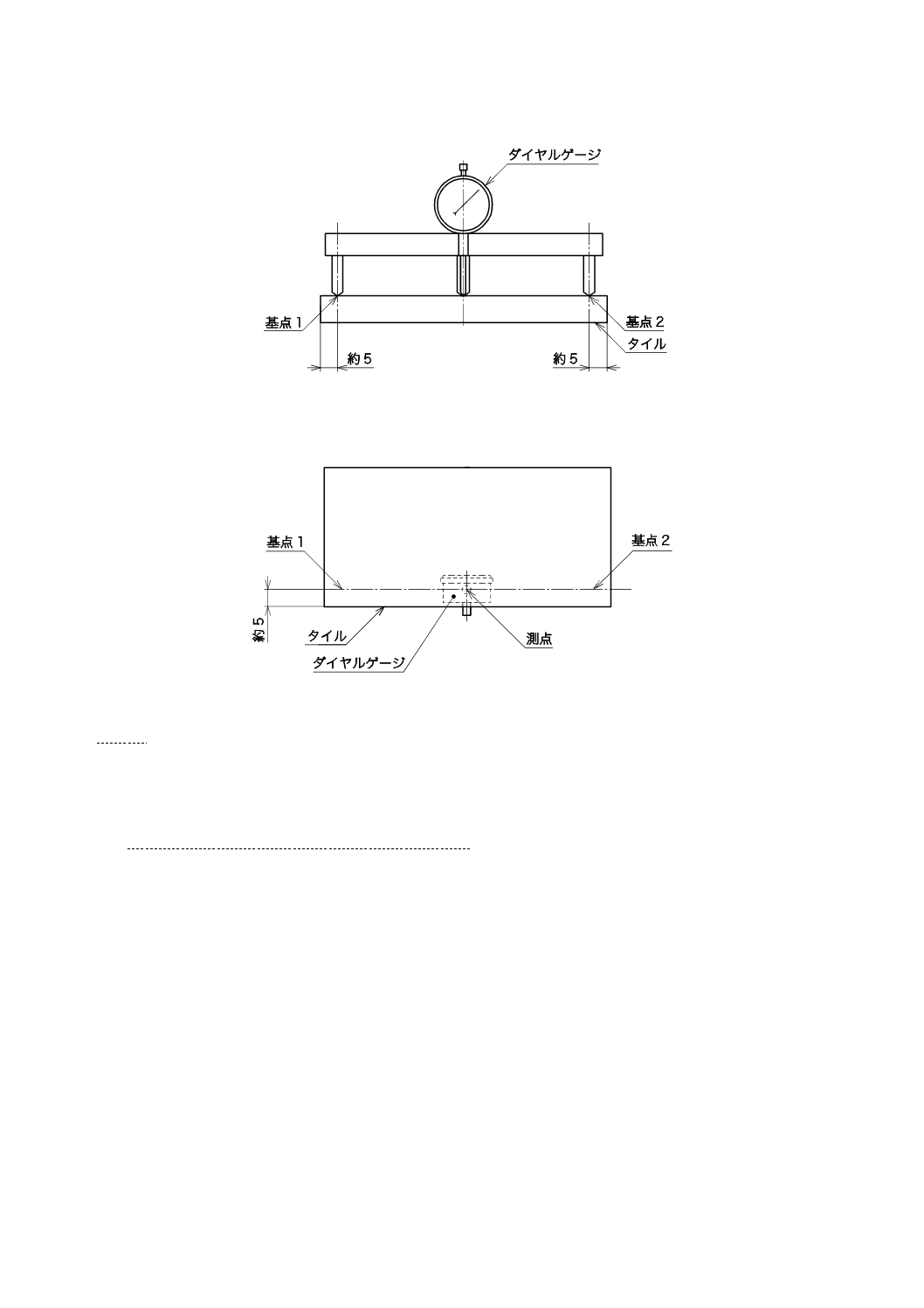
a) 面反りは,図4に示すように,タイル表面の対角線上の両角から約5 mm内側の位置を基点1及び基
点2とし,両基点間の直線の中点からタイル表面までの垂直距離を測定する。このとき,でこ反りは
プラス(+),へこ反りはマイナス(−)の符号を用いて表す。
5
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) この測定を2本の対角線の方向について行い,二つの値の絶対値の大きい方の値を面反りの値とする。
単位 mm
図4−面反りの測定方法(例)
8.2.2
ねじれ
ねじれは,8.2.1によって測定した,2本の対角線の方向の面反りの差を絶対値で示す。このとき,でこ
反りの場合はプラス(+),へこ反りの場合はマイナス(−)の符号を用いて計算する。
8.2.3
辺反り(でこ反り・へこ反り)
辺反りの測定方法は,次による。
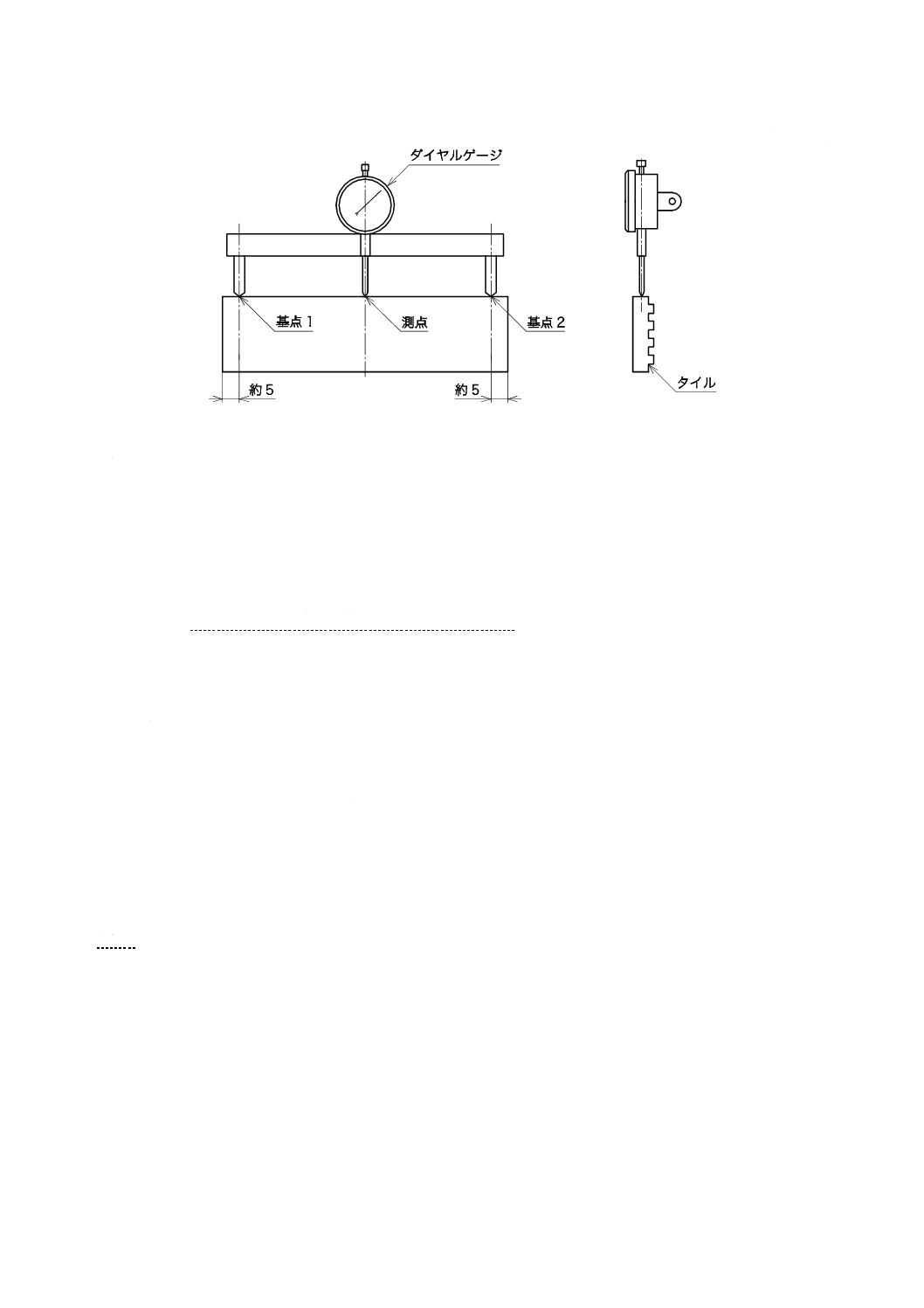
a) 辺反りは,図5に示すように,タイル表面の端部から各辺に沿って約5 mm内側の位置を基点1及び
基点2とし,両基点間の直線の中点からタイル表面までの垂直距離を測定する。このとき,でこ反り
はプラス(+),へこ反りはマイナス(−)の符号を用いて表す。
b) この測定を,正方形状は四辺,長方形状は二つの長辺について行い,各々の値の絶対値が最大となる
値を辺反りの値とする。
6
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図5−辺反りの測定方法(例)
8.2.4
側反り(でこ反り・へこ反り)
側反りの測定方法は,次による。
a) 側反りは,図6に示すように,タイル側面の端部から約5 mm内側の位置を基点1及び基点2とし,
両基点間の直線の中点からタイル側面までの垂直距離を測定する。このとき,でこ反りはプラス(+),
へこ反りはマイナス(−)の符号を用いて表す。
b) この測定を,正方形状は四辺,長方形状は二つの長辺について行い,各々の値の絶対値が最大となる
値を側反りの値とする。
7
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図6−側反りの測定方法(例)
8.3
結果の表示
反りの値は,ミリメートル(mm)単位とし,小数第2位まで表示する。
9
直角性
9.1
測定器具
測定器具は,次による。
a) 測定器 JIS B 7503に規定する最小目盛0.01 mm以下のダイヤルゲージ又は同等の他の適切な測定器
を用いて,図7に示すように基点及び測点で構成したもの。b) に規定する基準器を用いて目盛を補正
する。
b) 基準器 測定器の目盛の補正に用いる基準器で,直角定規又はそれに類する他の適切な測定基準器。
9.2
手順
手順は,次による。
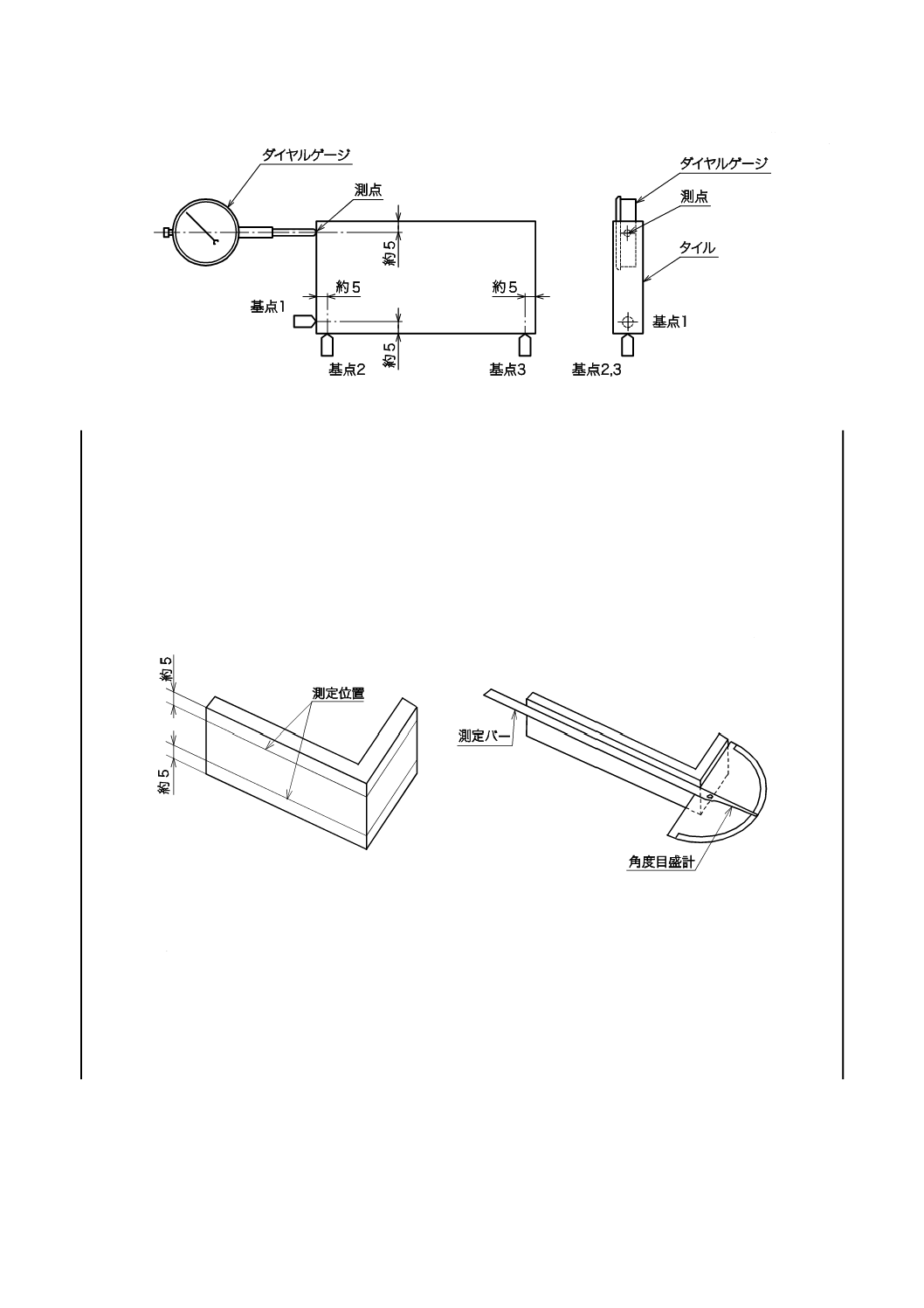
a) 直角性は,図7に示すように,タイル側面の端部から約5 mm内側の位置を,それぞれ基点1,基点2
及び基点3とする。長方形の場合は,基点2及び基点3を長辺にとる。次に,基点1を通り,基点2
及び基点3を結ぶ直線に対し直角の関係にある直線上で,基点1の反対側の端部から約5 mm内側の
点からタイル側面までの垂直距離を測定する。
b) この測定を,正方形状は四辺,長方形状は二つの短辺について行い,絶対値の最大値を直角性の値と
する。
9.3
結果の表示
直角性の値は,ミリメートル(mm)単位とし,小数第2位まで表示する。
8
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図7−直角性の測定方法(例)
10 役物の角度
10.1 一般事項
役物の角度は,複数の面で構成されたタイルに適用する。
10.2 測定器具
測定器具は,次のいずれかによる。
10.2.1 角度測定器
最小目盛0.5度以下の角度測定器(図8参照)。
単位 mm
図8−角度測定器を用いた方法(例)
10.2.2 寸法測定器
寸法測定器は,次による。
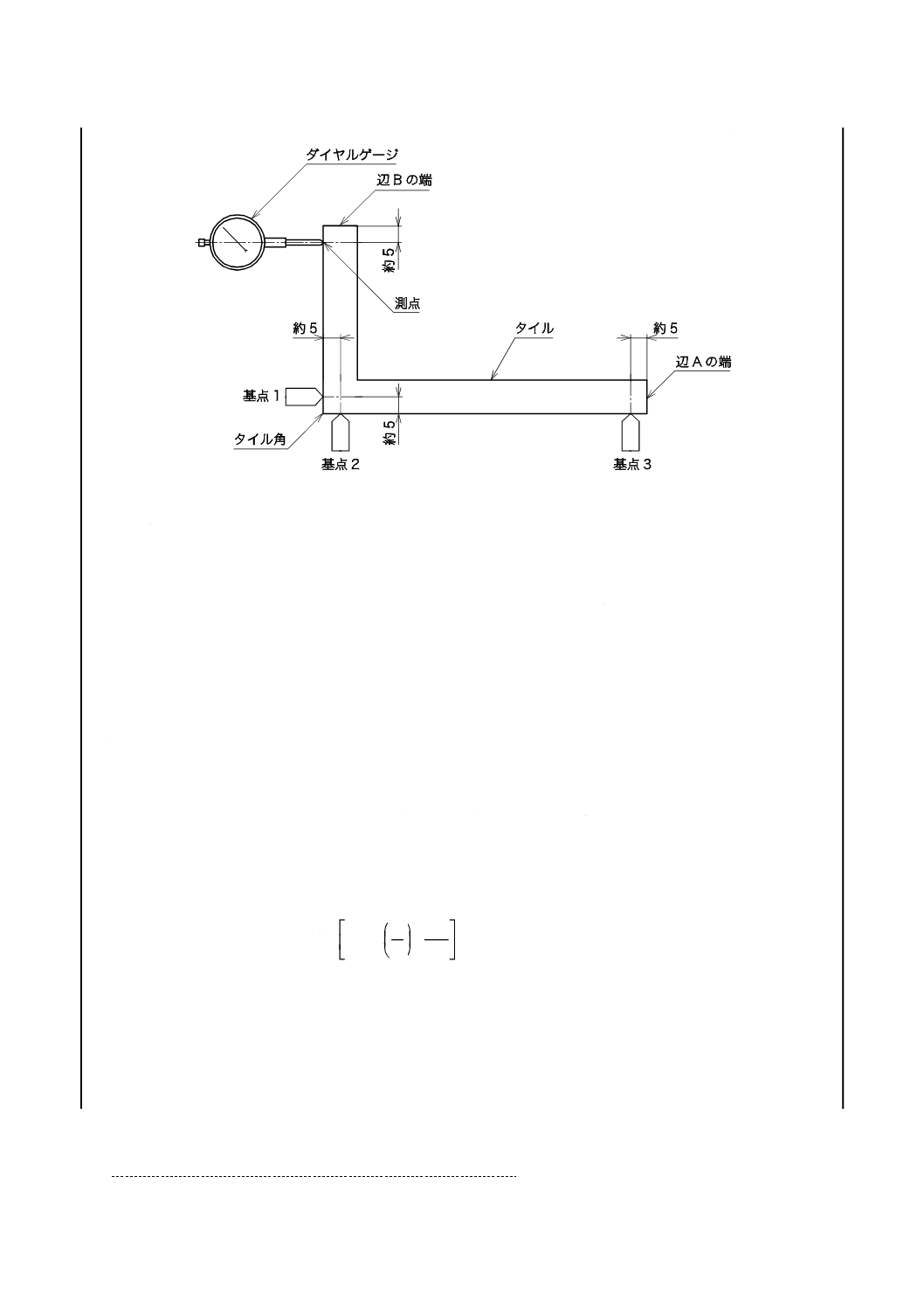
a) 測定器 JIS B 7503に規定する最小目盛0.01 mm以下のダイヤルゲージ又は同等の他の適切な測定器
を用いて,図9に示すように基点及び測点で構成したもの。b) に規定する基準器を用いて目盛を補正
する。
b) 基準器 測定器の目盛の補正に用いる基準器で,直角定規又はそれに類する他の適切な測定基準器。
9
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図9−寸法測定器を用いた方法(例)
10.3 手順
10.3.1 角度測定器を用いる方法
角度測定器を用いる方法は,次による。
a) 図8に示すように,タイル側面から約5 mm内側に入った位置に角度測定器を当てて測定する。この
とき,測定バーは,大きい面に当てる。
b) この測定を相対する二辺に沿って行い,その平均値を役物の角度とする。
10.3.2 寸法測定器を用いる方法
寸法測定器を用いる方法は,次による。
a) 図9に示すように,隣接する面の角部から約5 mm離れた位置を基点1及び基点2とし,基点2をと
った面の反対側の端部(辺Aの端)から約5 mm内側の位置を基点3とする。基点2及び基点3は,
大きい面にとる。次に,基点1を通り,基点2及び基点3を結ぶ直線に対し直角の関係にある直線上
で,基点1をとった面の反対側の端部(辺Bの端)から約5 mm内側の点からタイル表面までの垂直
距離を測定する。
なお,基点1〜基点3及び測点は,タイル側面からも約5 mm内側に入った位置とする。
b) この測定を相対する二辺に沿って行い,それぞれ次の式によって角度に換算し,その平均値を求める。
×
+
=
π
180
arctan
90
L
δ
θ
ここに,
θ: 角度
δ: 表面までの垂直距離(mm)
L: 基点1から測点までの寸法(mm)
π: 円周率
10.4 結果の表示
役物の角度は,度(°)単位とし,四捨五入して小数第1位まで表示する。
11 試験記録
試験記録には,次の事項のうち,必要な事項を記載する。
10
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験材料の概要(種類,形状・寸法,品名など)
b) 測定方法[裏あしの形状確認方法(目視,測定又はその他のいずれかによる。),役物の角度(角度測
定器又は寸法測定器のいずれかによる。)]
c) 試料の数
d) 各試料の測定値(長さ,幅,厚さ,裏あしの形状,裏あしの高さ,ばち,面反り,ねじれ,辺反り,
側反り,直角性及び役物の角度)
e) その他必要な事項
11
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS A 1509-2:2014 セラミックタイル試験方法−第2部:寸法・形状の測定方法 ISO 10545-2:1995 Ceramic tiles−Part 2: Determination of dimensions and surface
quality
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評価
及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 セラミックタイル
の寸法・形状の測定
方法について規定
1
JISとほぼ同じ
追加
削除
次の測定項目を追加した。
・ばち
・役物の角度
ISO規格には,4 cm2以下の面積のタイルは
削除されているが,JISは長さ,幅,厚さ,
ばち,反り及び直角性を適用する。
JISは使用者の要求によって
規定した。
2 引用規格
3 用語及び
定義
4.1
5.1
6.1
JISとほぼ同じ
変更
ISO規格には用語の定義がないが,本文中
に出てくる用語はJIS A 5209によることと
した。
実質的な差異はない。
4 試料
試料について規定
2.2
3.2
4.3
5.3
6.3
JISとほぼ同じ
追加
JISは,ばち・役物の角度を追加した。
JISは使用者の要求によって
規定した。
5 寸法
5.1 測定器
具
寸法測定器具につ
いて規定
2
2.1
2.1.1
2.3
長さ及び幅の測定
装置
ノギス又は他の計測機器
手順
変更
JISでは,最小目盛0.01 mm以下のノギス
又は同等の他の適切な測定器具とした。
精度を確保するため追加し
た。
3
3.1
3.1.1
厚さの測定
装置
マイクロメータ又は他の
計測機器
変更
2
A
1
5
0
9
-2
:
2
0
1
4
12
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評価
及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5.2 手順
長さ及び幅の測定
手順について規定
2
2.3
2.4
長さ及び幅の測定
手順
結果の表示
変更
測定位置に“約”の文言,及び役物につい
ても追加した。
正確に5 mmは不可能である
ため。
ISO規格では役物は適用外の
ため。
厚さの測定手順に
について規定
3
3.3
厚さの測定
手順
変更
製作寸法で定めた部分の測定に変更した。 ISO規格での測定方法は現実
的ではないため。
5.3 結果の
表示
JISとほぼ同じ
追加
表示桁数,丸め方を規定した。
明瞭にするため追加した。
6 裏あしの
形状及び高
さ
裏あしの形状及び
高さの測定方法に
ついて規定
−
−
追加
項目の追加。
ISO規格には,裏あしの測定
方法についての規定がないた
め。
7 ばち
ばちについて規定
−
−
追加
ばちの項目の追加。
JISは使用者の要求によって
規定した。
8 反り
8.1 測定器
具
反りについて規定
4.2.1
4.4
6.4
JISとほぼ同じ
追加
測定器具の最小目盛を規定した。
国内の実情に合わせ,測定単
位を明確にするため追加し
た。
8.2 手順
6.4
4.4
JISとほぼ同じ
変更
JISの側反り・直角度は実測値をそのまま
(mm)で表しているが,ISO規格は辺の
長さで除した(%)表記。JISの面反り・
辺反り・ねじれはタイルの4頂点のうち,
2頂点を結んだ直線を基準とするが,ISO
規格は3頂点を含む平面を基準としてい
る。JISは実測値をそのまま(mm)で表し
ているが,ISO規格は辺の長さで除した
(%)表記。
JISの適用範囲に合わせて変
更した。
8.3 結果の
表示
6.5
JISとほぼ同じ
変更
JISでは,パーセントではなくmmで表示。 旧JISに合わせた。
2
A
1
5
0
9
-2
:
2
0
1
4
13
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評価
及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 直角性
9.1 測定器
具
直角性について規
定
5.1.1
JISとほぼ同じ
変更
役物,各辺が50 mm以下の正方形状の平物
及び短辺が50 mm以下の長方形状の平物
には適用しない。
これらのタイルは形状が小さ
く,直角性はあまり問題とな
らないため。
5.4
JISとほぼ同じ
変更
最小目盛0.01 mm以下の測定器とした。
国内の実情に合わせた。
9.2 手順
5.4
JISとほぼ同じ
変更
測定位置に“約”の文言,及び役物につい
ても追加した。
長方形のタイルの場合は,短辺についてし
か行わない。
正確に5 mmは不可能である
ため変更。
JISでは代用特性としてばち
を採用しているため変更。
9.3 結果の
表示
−
−
追加
結果の表示の追加。
ISO規格では結果の表示が規
定されていない。
10 役物の
角度
役物の角度につい
て規定
−
−
追加
項目の追加。
ISO規格には,役物について
の規定がないため追加した。
11 試験記
録
試験記録について
規定
2.5
4.5
5,5
6.6
JISとほぼ同じ
変更
規定項目のうち,必要な項目を選択できる
ようにした。
規定項目以外にも製造業者ご
とに規定しているため。
JISと国際規格との対応の程度の全体評価:ISO 10545-2:1995,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
A
1
5
0
9
-2
:
2
0
1
4
14
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
技術上重要な改正に関する新旧対照表
現行規格(JIS A 1509-2:2014)
旧規格(JIS A 1509-2:2008)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
−
−(削除)
4.表面品質の
検査方法
4.1 装置・器具
4.3 手順
−
各種タイルによって最も
適切な観察条件が異なる
ため,JISでの一様な条件
設定を外した。
4.2 試料
JIS A 1509-1と重複する
ため削除した。
5.1 測定器
具
寸法測定器具は,JIS B 7507に規定する最小目盛0.01
mm以下のノギス又は同等の他の適切な測定器具を用い
る。
なお,人為的に表面を凸凹にしたタイルの厚さ測定は,
直径5 mm〜10 mmのアンビルを装着して測定できる測
定器具を用いる。
5.1 装置・器具 寸法測定器具は,最小目盛0.1 mm以下のノギス
又は同等の他の適切な測定器具を用いる。
実情の測定器具に合わ
せ,最小目盛を変更した。
厚さの測定方法を明確に
示した。
6.1 測定器
具
測定器具は,最小目盛0.01 mm以下の適切な測定器具
を用いる。
7.2 装置・器具 寸法測定器具は,最小目盛0.1 mm以下のノギス
又は同等の他の適切な測定器具を用いる。
5.1に同じ
6.2.1 裏あ
しの形状
図3に示すように,裏あしのほぼ先端部の幅L0と,先
端部から付根部までのうち最小となる部分の幅[L1(例1)
又はL2(例2)]との関係が[L0>L1(例1)又はL0>L2
(例2)]にある形状か否かを目視によって確認する。ま
た,例3については,タイル側面を基点とした裏あしの
ほぼ先端部までの幅L4と,先端部から付根部までのうち
最小となる部分の幅L3との関係がL4>L3にある形状か否
かを目視によって確認する。ただし,目視で確認できな
いときは,L0,L1,L2,L3及びL4を測定し,確認するか,
又はその他の適切な方法で確認する。
7.4.1 裏あしの
形状
図7に示すように,裏あしのほぼ先端部の幅(L0)
と,先端部から付根部までのうち最小となる部
分の幅(L1)との関係がL0>L1にある形状(4)か
否かを目視によって確認する。ただし,目視で
確認できないときは,図6に示すような測定器
具を用いて(L0)及び(L1)を測定し,確認す
るか,又はその他の適切な方法で確認する。
例3の測定方法の説明を
明確にした。
2
A
1
5
0
9
-2
:
2
0
1
4
15
A 1509-2:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
現行規格(JIS A 1509-2:2014)
旧規格(JIS A 1509-2:2008)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
8.1 a) 測定
器
JIS B 7503に規定する最小目盛0.01 mm以下のダイヤ
ルゲージ又は同等の他の適切な測定器を用いて,図4〜図
6に示すように基点及び測点で構成したもの。b) に規定
する基準器を用いて目盛を補正する。
6.1 a) 測定器
具
次のb) に規定の基準器を用いて目盛を補正し
た,最小目盛0.1 mm以下の測定器具。
実情の測定器具に合わ
せ,最小目盛を変更した。
9.1 a) 測定
器
JIS B 7503に規定する最小目盛0.01 mm以下のダイヤ
ルゲージ又は同等の他の適切な測定器を用いて,図7に
示すように基点及び測点で構成したもの。b) に規定する
基準器を用いて目盛を補正する。
6.1 a) 測定器
具
次のb) に規定の基準器を用いて目盛を補正し
た,最小目盛0.1 mm以下の測定器具。
10.2.2 a) 測
定器
JIS B 7503に規定する最小目盛0.01 mm以下のダイヤ
ルゲージ又は同等の他の適切な測定器を用いて,図9に
示すように基点及び測点で構成したもの。b) に規定する
基準器を用いて目盛を補正する。
8.2 b) 寸法測
定器
基準面が平滑な直角定規又はそれに類する基準
器を用いて目盛を補正した,最小目盛0.1 mm以
下の寸法測定器(図9参照)。
11 試験記
録
試験記録には,次の事項のうち,必要な事項を記載す
る。
(詳細省略)
4.5 試験報告
5.4 試験報告
6.4 試験報告
7.5 試験報告
8.5 試験報告
試験報告書には,次の事項を記載する。
(詳細省略)
検査記録として必要な項
目を選択できる自由度を
もたせた。
2
A
1
5
0
9
-2
:
2
0
1
4