3
A 1452:2015
単位 mm
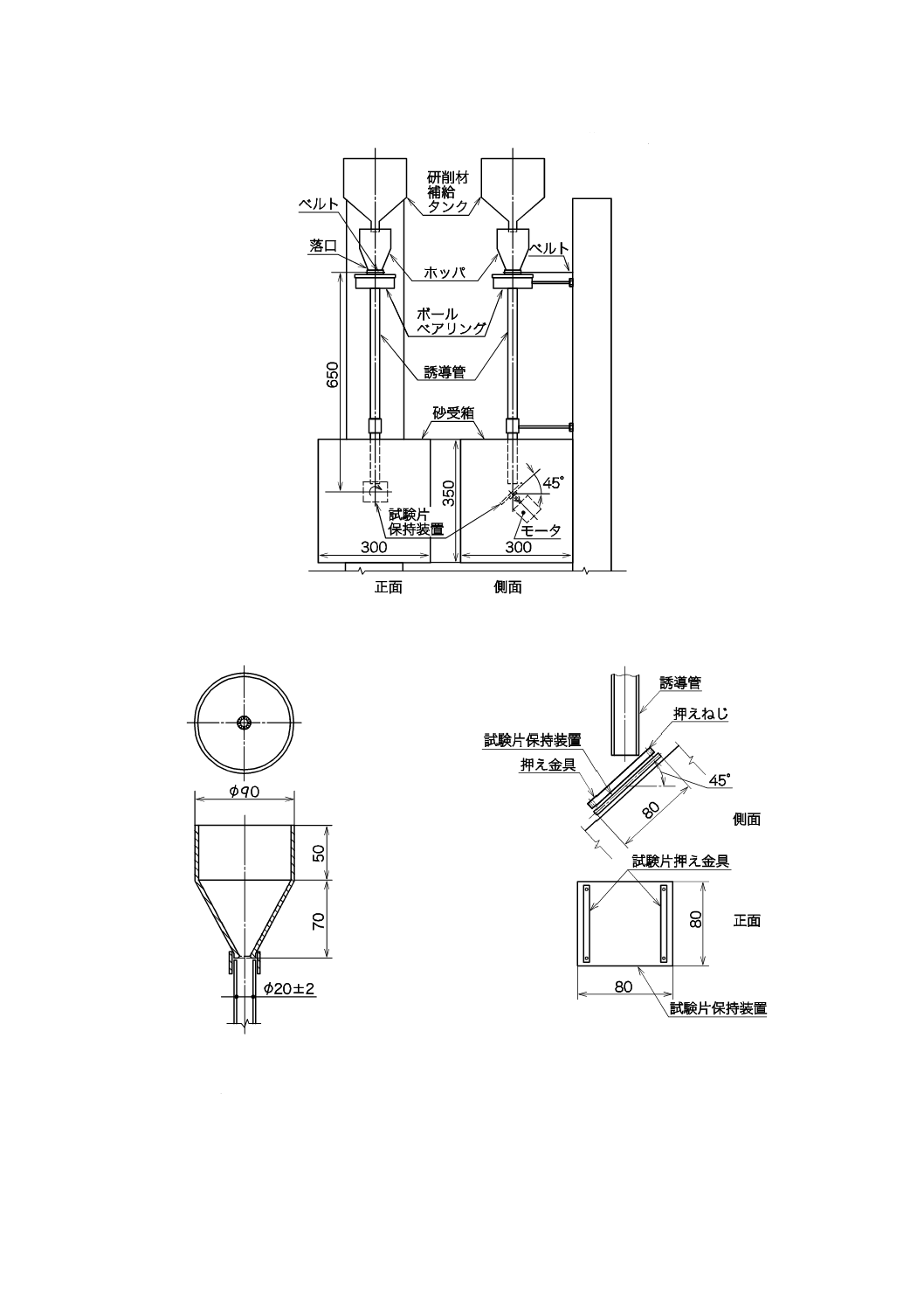
図1−装置(例)
単位 mm
単位 mm
図2−ホッパ(例)
図3−試験片保持装置(例)
6.2
研削材 研削材は,JIS R 6111に規定する炭化けい素質研削材Cとする。
A 1452:2015
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 測定項目の種類 ················································································································ 2
5 試験片···························································································································· 2
6 試験装置························································································································· 2
6.1 装置 ···························································································································· 2
6.2 研削材 ························································································································· 3
7 試験······························································································································· 4
7.1 温湿度条件 ··················································································································· 4
7.2 試験条件 ······················································································································ 4
7.3 試験手順及び試験結果の表し方 ························································································ 4
8 報告······························································································································· 5
附属書A(参考)技術上重要な改正に関する新旧対照表 ······························································ 6
A 1452:2015
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人建材
試験センター(JTCCM)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣及び国土交通大臣が改
正した日本工業規格である。これによって,JIS A 1452:1972は改正され,この規格に置き換えられた。
また,令和2年10月26日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣,国土交通大臣及び日本産業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
A 1452:2015
建築材料及び建築構成部分の
摩耗試験方法(落砂法)
Methods of abrasion test for building materials and part of building
construction (Falling sand method)
1
適用範囲
この規格は,建築材料及び建築構成部分を落砂法によって求める摩耗の試験方法について規定する。
注記 技術上重要な改正に関する新旧対照表を附属書Aに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 7136 プラスチック−透明材料のヘーズの求め方
JIS K 7361-1 プラスチック−透明材料の全光線透過率の試験方法−第1部:シングルビーム法
JIS R 6001 研削といし用研磨材の粒度
JIS R 6111 人造研削材
JIS Z 8105 色に関する用語
JIS Z 8401 数値の丸め方
JIS Z 8741 鏡面光沢度−測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 7361-1,JIS Z 8105及びJIS Z 8741によるほか,次によ
る。
3.1
鏡面光沢度減少率
摩耗によって,鏡面光沢度の減少する割合。
3.2
全光線透過率減少率
摩耗によって,全光線透過率の減少する割合。
3.3
塗膜消失抵抗度
摩耗によって,塗膜が失われるまでの抵抗性。
2
A 1452:2015
4
測定項目の種類
摩耗試験の結果の評価項目は,試験の目的に応じて,次のとおりとする。
a) 鏡面光沢度 摩耗によって,光沢の失われる度合を鏡面光沢度の減少率を用いて評価する。
なお,この方法は,光沢のあるものに対して適用する。
b) 透明度 摩耗によって,透明度の失われる度合を全光線透過率の減少率を用いて評価する。
なお,この方法は,透明なものに対して適用する。
c) 塗膜消失抵抗度 摩耗によって,塗膜が消失するまでの落下回数を用いて評価する。
なお,この方法は,表面塗装を施したものに対して適用する。
5
試験片
試験片は,試験しようとする材料の周辺から5 cm以上内側で採取し,その標準寸法は,長さ50 mm×
幅50 mm,厚さは製品厚さとし,試験片の数は3個とする。
試験しようとする材料から試験片を採取し得ない場合は,これに代わる試験片によってもよい。この場
合,その組成,製造条件(材種,材質及び処理条件),表面状態などが,試験しようとする材料と同等のも
のでなければならない。
6
試験装置
6.1
装置 この試験に使用する試験装置は,図1の例に示すような装置で,試験片の上に研削材を落下
させ,試験片表面を摩耗させるものとする。装置の構成は,次による。
a) ホッパは,図2の例に示すようなもので金属製とし,底部への研削材の落下量が1分間に,JIS R 6001
に規定する研削材の粒度F80のとき200±10 g,F36のとき400±20 gになるようにそれぞれ調節でき
る機構をもつもので,毎分7回の割合で誘導管とともに滑らかに水平回転するものとする。
b) 誘導管は,内径20±2 mmの金属製のまっすぐな管で,鉛直に保持しなければならない。
c) 試験片保持装置は,図3の例に示すように誘導管の直下に,試験片の表面が水平面と45度になるよう
に,また,試験面の中心が,ホッパの落口から650 mmの距離になるように,堅固な台上に試験片を
固定できるもので,毎分165±2回の割合で回転する構造とする。
3
A 1452:2015
単位 mm
図1−装置(例)
単位 mm
単位 mm
図2−ホッパ(例)
図3−試験片保持装置(例)
6.2
研削材 研削材は,JIS R 6111に規定する炭化けい素質研削材Cとする。
4
A 1452:2015
7
試験
7.1
温湿度条件
試験は,温度20±2 ℃,相対湿度(45〜80)%の試験室で行う。試験片は,摩耗試験前に少なくとも24
時間以上,この状態に保ってから試験に供する。
7.2
試験条件
試験条件は,表1による。
表1−試験条件
測定項目
研削材の粒度 研削材毎分の落下量
研削材の落下総量
鏡面光沢度
F80
200±10 g
2 000 g
透明度
塗膜消失抵抗度
F36
400±20 g
400 g×塗膜消失までの落下回数
7.3
試験手順及び試験結果の表し方
7.3.1
一般
試験一般は,次による。
a) 測定項目を鏡面光沢度又は透明度とする場合には,試験片中央部分の研削材落下部分について,表2
によって摩耗試験前に試験片の鏡面光沢度又は全光線透過率を測定する。
b) 試験片を6.1 c)の保持装置によって,試験片保持装置の試験片保持台上に堅固に取り付けて回転させ
る。この場合,台と試験片とは,隙間のないように密着させなければならない。
c) 研削材補給タンクに,表1に規定する研削材の落下総量を入れ,落下させる。ただし,塗膜消失抵抗
度を測定する場合は400 gずつ落下させる。
d) 研削材は,400回以上使用したものは,用いてはならない。
e) 摩耗試験後,試験片を保持装置から取り外し,柔らかいはけなどで,試験片表面のほこりなどを払い
除いてから,表2に示すいずれかの方法によって測定する。
7.3.2
測定項目ごとの手順及び試験結果の表し方
測定項目,測定方法,計算方法及び結果の表示は,表2による。
表2−測定項目,測定方法,計算方法及び結果の表示
測定項目
鏡面光沢度
透明度
塗膜消失抵抗度
測定方法
JIS Z 8741の方法3(60度鏡面
光沢)で測定を行う。摩耗試験
前及び摩耗試験後に試験片に研
削材が落下する中央部分の5か
所について鏡面光沢度を測定す
る。
JIS K 7136によって,摩耗試験前
及び摩耗試験後に試験片に研削
材が落下する中央部分の5か所に
ついて全光線透過率を測定する。
400 gを1回とし,塗膜が失われ
る(下地の露出)までの落下回
数を数える。
計算方法 鏡面光沢度減少率(%)=
100
1
2
1
×
−
G
G
G
G1:摩耗試験前の鏡面光沢度(%)
G2:摩耗試験後の鏡面光沢度(%)
G1,G2は,それぞれ5か所の測
定値の平均値
全光線透過率減少率(%)=
100
1
2
1
×
−
T
T
T
T1:摩耗試験前の全光線透過率(%)
T2:摩耗試験後の全光線透過率(%)
T1,T2は,それぞれ5か所の測定値
の平均値
塗膜消失抵抗度=N
N:400 gを1回とする落下回数
結果の表示 試験片3個の値の平均値で示す。
なお,試験結果はJIS Z 8401によって整数で表す。
5
A 1452:2015
8
報告
次の事項について報告する。
a) 試験片の名称
b) 適用した試験規格の番号
c) 試験片の寸法
d) 試験室の温湿度条件
e) 測定項目の種類
f)
試験結果
g) 試験年月日
h) その他必要な事項
6
A 1452:2015
附属書A
(参考)
技術上重要な改正に関する新旧対照表
現行規格(JIS A 1452:2015)
旧規格(JIS A 1452:1972)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
3 用語及び
定義
3.1 鏡面光沢度減少率
3.2 全光線透過率減少率
3.3 塗膜消失抵抗度
−
−
この規格で独自に使用されている用語
について定義した。
4 測定項目
の種類
摩耗試験の結果の評価項目は,試験の目的に応
じて,次のとおりとする。
2. 摩耗試
験方法の種
類
摩耗試験方法の種類は,試験の目的に応じて次
のとおりとする。
摩耗試験方法は落砂法であり,ここでは
試験方法でなく評価方法の種類が記載
されているため変更した。
4 測定項目
の種類
塗膜消失抵抗度
2. 摩耗試
験方法の種
類
摩耗抵抗度
定義を正確に表現する用語に変更した。
5 試験片
試験片の数は3個とする。
この場合,その組成,製造条件(材種,材質及
び処理条件),表面状態などが,試験しようと
する材料と同等のものでなければならない。
3. 試験片
注(1) その組成,製造条件(材種,材質,処理
条件)及び表面状態などが,試験しようとする
材料と同様のものでなければならない。
試験片の数は,試験条件として表1に記
載していたが,本文中に記載されていな
かったため,本文中に明記した。
また,注で記載されていた部分は規定事
項であるので,本文とした。
6.1 装置 a) JIS R 6001に規定する研削材の粒度F80のとき
200±10 g,F36のとき400±20 gになるように
…。
4.1.1
粒度80番のとき200±10 g,36番のとき400
±20 gになるように…。
粒度の表記はJIS R 6001に従った。
図1−装置
(例)
ホッパの落口の位置を図中に追加
付図1 装置
(例)
−
4.試験装置に“ホッパの落口から650
mmの距離”と記載されているが,図1
の中にホッパの落口が記載されておら
ず,分かりづらかったため追記した。
2
A
1
4
5
2
:
2
0
1
5
7
A 1452:2015
現行規格(JIS A 1452:2015)
旧規格(JIS A 1452:1972)
改正理由
箇条番号
及び題名
内容
箇条番号
及び題名
内容
6.2 研削材
研削材は,JIS R 6111に規定する炭化けい素質
研削材 Cとする。
4.2 研削材
研削材は,JIS R 6111(人造研削材)の4.1.2 表
6に規定した炭化けい素研削材2Cとする。
JIS R 6111の改正によって,炭化けい素
質研削材の種類が変更となったため,材
質,粒度,比重及び化学成分を比較検討
し,炭化けい素研削材2Cの条件を満た
す炭化けい素質研削材 Cに読み替える
こととした。
7.1 温湿度
条件
温度20±2 ℃
相対湿度(45〜80)%
5.1 温湿度
条件
標準温度状態2級
標準湿度状態3級
温湿度条件の表記を現行のJIS Z 8703
(試験場所の標準状態)に従って変更し
た。
7.3 試験手
順及び試験
結果の表し
方
摩耗試験前/後
鏡面光沢度
全光線透過率
5.3 試験方
法
試験前/後
光沢度
透明度
用語及び定義に合わせて変更した。
表2−測定
項目,測定
方法,計算
方法及び結
果の表示
JIS K 7136によって,摩耗試験前及び摩耗試験
後に試験片に研削材が落下する中央部分の5
か所について全光線透過率を測定する。
表2
JIS K 6718(一般用メタクリル樹脂板)の4.6
に規定する積分球式光線透過率測定装置によ
り,試験前及び試験後に試験片に研削材が落下
する中央部分の5か所について光線透過率を
測定する。
JIS K 6718で測定方法として引用して
いたJIS K 7105が廃止され,JIS K 7136
に移行された。測定方法が両者間には若
干の差異があり,その影響の有無につい
て検討する必要が生じたため確認試験
を行った。試験の結果,大きな差異のな
いことが確認されたため,試験方法は,
JIS K 7136によることとした。
2
A
1
4
5
2
:
2
0
1
5