A 1163:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 ボス型枠························································································································· 2
4.1 ボス型枠の機能及び性能 ································································································· 2
4.2 ボス型枠の材質 ············································································································· 3
4.3 ボス型枠の組立 ············································································································· 3
4.4 ボス型枠の形状及び寸法並びに寸法の許容差 ······································································· 3
4.5 ボス型枠の形状,寸法などの検査······················································································ 3
5 ボス供試体の作製方法 ······································································································· 3
5.1 ボス型枠の取付け位置 ···································································································· 3
5.2 ボス型枠の取付け準備 ···································································································· 3
5.3 ボス型枠の取付け ·········································································································· 4
5.4 コンクリートの充塡 ······································································································· 4
5.5 養生 ···························································································································· 4
5.6 ボス供試体の割取り ······································································································· 5
5.7 ボス型枠の脱型 ············································································································· 6
6 ボス供試体の圧縮強度試験方法 ··························································································· 6
6.1 試験装置 ······················································································································ 6
6.2 試験の準備 ··················································································································· 6
6.3 圧縮強度試験方法 ·········································································································· 7
6.4 計算 ···························································································································· 7
7 報告······························································································································· 8
附属書A(参考)ボス型枠の例 ······························································································· 9
附属書B(参考)ボス型枠組立調整器の例················································································ 12
附属書C(規定)検査供試体の寸法測定によるボス型枠の検査····················································· 15
A 1163:2020
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般社団法人日本非破壊検査協会(JSNDI)
及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出
があり,日本産業標準調査会の審議を経て,国土交通大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
特許番号
発明の名称
設定登録日
氏名
住所
1)
第4041707
コンクリート供試
体用型枠
2007年11月16日
戸田建設株式会社
東京都中央区京橋1-7-1
2)
第3779242
コンクリート供試
体用型枠
2006年3月10日
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。国土交通大臣及び日本産業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
A 1163:2020
ボス供試体の作製方法及び圧縮強度試験方法
Method of making and testing for compressive strength BOSS specimens
1
適用範囲
この規格は,ボス供試体の作製方法及び圧縮強度試験方法について規定する。
なお,この規格は,粗骨材の最大寸法が40 mm以下で,スランプ8 cm以上又は流動性をスランプフロ
ーで管理するコンクリートを対象とする。ただし,JIS A 5308に規定されている軽量コンクリート及び舗
装コンクリートは対象としない。
注記 ボス供試体の作製及び強度試験を行う技術者は,コンクリート及びボス供試体に関する知識を
もつ者が望ましい。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS A 0203 コンクリート用語
JIS A 1108 コンクリートの圧縮強度試験方法
JIS A 5308 レディーミクストコンクリート
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7514 直定規
JIS B 7526 直角定規
JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS A 0203によるほか,次による。
3.1
ボス供試体
ボス型枠を用いて,構造体コンクリートと一体で成型される直方体の供試体。供試体の長さ(長辺)は,
載荷面の一辺(短辺)の2倍であり,載荷面は正方形。
3.2
ボス型枠
ボス供試体を成型するための型枠。
2
A 1163:2020
3.3
ボス型枠組立調整器
ボス型枠の組立の際,型枠の精度を確保するために用いる調整器。
3.4
構造体コンクリート
構造体を構成するコンクリート。
3.5
構造体型枠
構造体コンクリートを成型するための型枠。
3.6
割取り
構造体コンクリートからボス供試体を採取する行為。
4
ボス型枠
4.1
ボス型枠の機能及び性能
ボス型枠は,次の機能及び性能をもつものとし,基本的な構成を図1に示す。
a) 所定の寸法精度を満足する。
b) 打込み時の外力に対して供試体寸法が規定以内となる剛性をもつ。
c) 構造体型枠のせき板に容易に取付けでき,ボス供試体の割取りも容易である。
d) 構造体型枠内へのコンクリート打込みと同時にボス型枠内に十分充塡が確保できる開口を側面に,ま
た,空気抜き孔を上面に設ける。
e) 構造体コンクリートからボス供試体を採取する際に,構造体コンクリートの機能を損なうような損傷
を与えない。
f)
ボス供試体の封かん状態を確保できる。
g) 脱型したボス供試体の載荷面を研磨などによって整形しないで圧縮強度試験を行うことができる。
a)〜g)の条件を満足するボス型枠の例を附属書Aに示す。ボス型枠の組立,及び組立の際に用いるボス
型枠組立調整器の例を附属書Bに示す。
図1−ボス型枠の基本的な構成
短辺
短辺
端面板
側板(上面)
構造体側
の側面
側板(側面)
開口部
(コンクリート充填口)
側板(底面)
空気抜き孔
(コンクリート充塡口)
3
A 1163:2020
4.2
ボス型枠の材質
ボス型枠の材質は,次による。
a) セメントと化学的な反応を起こさず,吸水性がない。
b) 使用時に腐食及び劣化を生じない。
c) コンクリートの充塡によって,変形しない。
d) 割取り及び脱型によって損傷・変形のないものは,繰返し使用できる。
4.3
ボス型枠の組立
ボス型枠の組立は,次による。
a) ボス型枠は,表1の寸法及び許容差を満足する。
b) 組立には,ボス型枠の両端面板の間隔及び平行度,並びに端面板と側板との直角度が表1の許容差以
内を確保できる装置1)を用いる。
注1) 許容差を確保できる装置として,附属書Bにボス型枠組立調整器の例を示す。
4.4
ボス型枠の形状及び寸法並びに寸法の許容差
ボス型枠の形状及び寸法並びに寸法の許容差は,表1の規定に適合するものとする。
粗骨材の最大寸法が40 mmの場合は,□100以上の型枠を用いる。
表1−ボス型枠の形状及び寸法並びに寸法許容差
記号
内寸法
短辺×短辺×長辺
(mm)
寸法の許容差a)
平面度及び直角度
□75
75×75×150
短辺の0.5 %以内
長辺の1.0 %以内
端面板の平面度 短辺の0.05 %以内
端面板と側板との直角度 90±0.50°以内b)
□100
100×100×200
□125
125×125×250
注a) 開口部は除く。
b) 直角度90±0.50°の確認は,水平台上に当てた直角定規及びボス供試体に当てたときのゲージの読みの差
(Δe)で行う。各測定高さ(H)においてΔeは,次の値とする。
ボス型枠□75 H=70 mmで測定したとき |Δe|≦0.61 mm
ボス型枠□100 H=95 mmで測定したとき |Δe|≦0.83 mm
ボス型枠□125 H=120 mmで測定したとき |Δe|≦1.05 mm
4.5
ボス型枠の形状,寸法などの検査
ボス型枠の形状,寸法などの検査は,附属書Cによる。
5
ボス供試体の作製方法
5.1
ボス型枠の取付け位置
ボス型枠の取付け位置は,試験目的に応じて決める。また,コンクリート打込み時の管理などが行いや
すい位置とする。ただし,コンクリート打込み計画に基づき,打継位置及びその近傍,並びに打重ね位置
及びその近傍などは,コンクリートの充塡に支障をきたすおそれがあるので避ける。
5.2
ボス型枠の取付け準備
ボス型枠の取付け位置となる構造体型枠のせき板に,ボス型枠取付け用の開口部を設ける。開口は,セ
メントペーストが漏れにくい程度の大きさとする2)。
ボス型枠には,コンクリートが付着しないように,型枠の内面及び構造体コンクリートに接する面に,
4
A 1163:2020
剝離剤を塗布する。
注2) 附属書Aのボス型枠を取り付ける場合のせき板の開口寸法の例を表2に示す。
表2−せき板の開口寸法の例
記号
せき板の開口寸法
□75
高さ110 mm×幅208 mm
□100
高さ135 mm×幅258 mm
□125
高さ160 mm×幅308 mm
5.3
ボス型枠の取付け
ボス型枠の取付けは,次による。
a) コンクリートの打込み前にせき板に設けた開口部に取り付ける。
b) ボス型枠の空気抜き孔のある面を上にして取り付ける。
c) せき板の開口部にボス型枠の長辺を水平に取り付ける。
d) 構造体型枠に固定する。
e) せき板の変形を抑制するため,必要に応じて縦桟木などによる補強を行う。
注記 ボス型枠の空気抜き孔より雨水が浸入しないように,ビニルシートなどで覆っておくとよい。
5.4
コンクリートの充塡
ボス型枠内にコンクリートが均一に充塡されるように,次のように管理してボス供試体を成型する。
a) ボス型枠に分離したセメントペースト(のろ)が入らないように,コンクリートを打ち込む。
注記 コンクリートの締固めは,コンクリート施工に関する基準類に従い均等に内部振動機をかけ,
ボス型枠取付け位置から極端に離れることがないように注意する。
b) ボス型枠内にコンクリートの充塡を促すために,ボス型枠周辺の構造体型枠及びボス型枠の側板を木
づちで軽く叩く。
c) ボス型枠内へのコンクリートの充塡は,必ずボス型枠上面の打音又は空気抜き孔からのブリーディン
グ水で確認する。
d) コンクリート充塡直後,構造体型枠への固定を解除する。
5.5
養生
5.5.1
圧縮強度試験までの基本的な養生
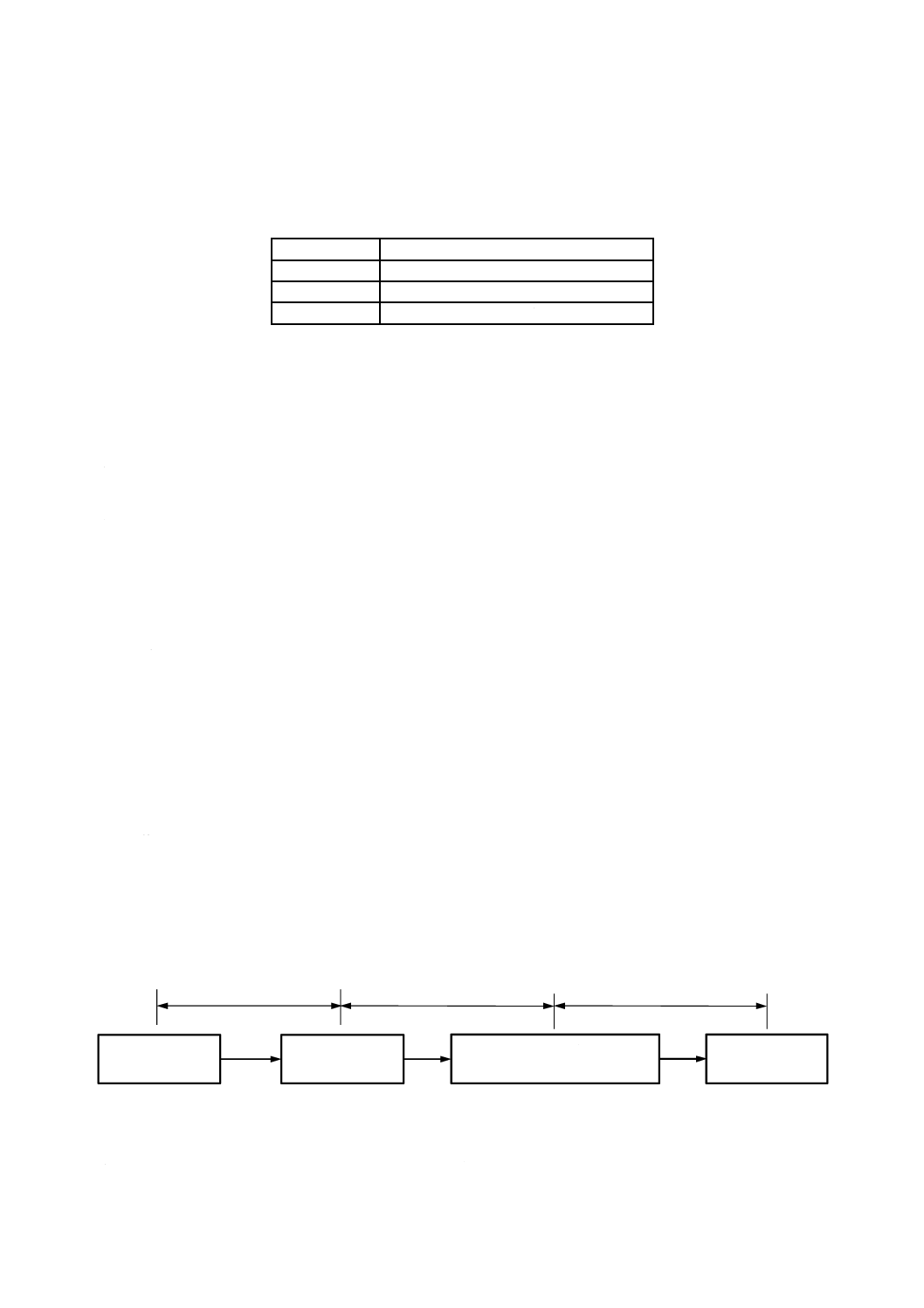
ボス供試体の成型から圧縮強度試験を実施するまでの養生の基本的な流れを,図2及び次のa)〜c)に示
す。
図2−ボス供試体の圧縮強度試験までの基本的な養生
a) コンクリート打込みから構造体型枠脱型までの養生 ボス供試体は,構造体型枠の脱型まではボス型
ボス型枠内に
コンクリート充填
圧縮強度試験(6)
強度試験の直前にボス供試体の
割取り(5.6)・ボス型枠の脱型(5.7)
構造体型枠の脱型
a)コンクリート打込みから構造
体型枠脱型までの養生
b)構造体型枠脱型以降
の養生
c)ボス型枠脱型から圧縮強度
試験までの養生
塡
5
A 1163:2020
枠を存置したまま,構造体コンクリートと一体で保持する。ただし,次に示す場合は,それぞれの対
策を行う。
1) 外気温度が5 ℃以下になる場合は,打込み直後からボス供試体を保温性のある断熱材などで覆い断
熱養生する。
2) ボス供試体に直射日光が当たる場合は,打込み直後から遮光シートなどで覆い養生する。
b) 構造体型枠脱型以降の養生 構造体型枠の脱型以降も,ボス供試体は,ボス型枠を脱型しないで構造
体コンクリートと一体で保持する。
c) 圧縮強度試験直前のボス供試体の割取り,及びボス型枠の脱型以降の養生 圧縮強度試験の直前にボ
ス供試体を割り取り,直ちにボス型枠を脱型する場合であっても,数個の供試体を取り扱うような場
合は,各作業の間に乾燥するため,圧縮強度試験の直前まで各作業の段階で封かん養生する。
5.5.2
基本的な養生以外の養生
コンクリート施工においては,5.5.1の基本的な養生以外の手順をとる場合がある。そのような場合の主
な養生は,次のとおりである。
a) 初期強度試験を行う場合 構造体型枠の脱型前又は構造体型枠の脱型直後に強度試験を実施する場合
の養生は,5.5.1 a)による。ただし,構造体型枠の脱型前に強度試験を行う場合は,構造体型枠を脱型
しなくてもボス供試体の割取りができるようにしておかなければならない。
b) 早期に割取りが必要な場合 早期に埋戻しが行われるなど,早期にボス供試体を割り取る場合,割り
取ったボス供試体は,所定の材齢までビニル袋などで封かん養生する。
c) 早期にボス型枠を脱型する場合 ボス型枠を再使用するなど,早期にボス供試体を割り取り,ボス型
枠を脱型する場合,脱型したボス供試体の養生は,5.5.1 c)による。
5.6
ボス供試体の割取り
ボス供試体は,所定の材齢時に割り取る。
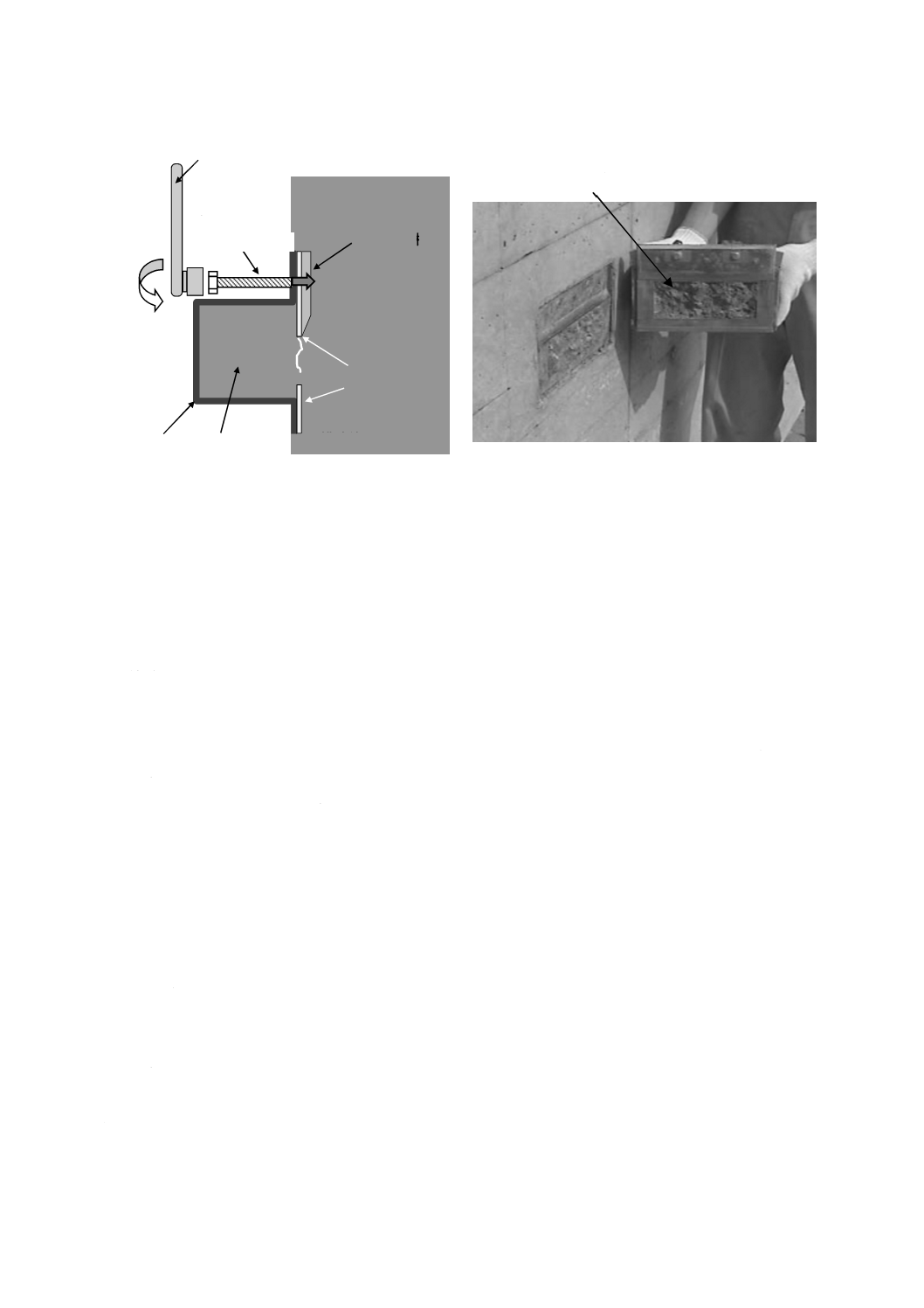
注記 附属書Aのボス型枠を用いる場合の割取りは,次の手順で行う。図3及び図4に構造体コンク
リートからのボス供試体の割取り状況を示す。
a) ボス型枠のスリット板に設けてある左右2か所のねじ孔にボルトを取り付ける(図3)。
b) 左右2本のボルトをスパナ又はラチェットレンチを用いて交互に均等な力で回す(図3)。
c) ボス供試体が構造体コンクリートから割れはじめたときに,両手でボス供試体を割り取る
(図4)。
d) ボス供試体が構造体コンクリートから割れはじめて,更にボルトを回し過ぎると,ボス供
試体が落下することがあるので注意する。
6
A 1163:2020
図3−ボス供試体の割取り状況
図4−ボス供試体の割り取った後の状況
5.7
ボス型枠の脱型
所定の材齢時に,ボス型枠を脱型し,ボス供試体を取り出す。
6
ボス供試体の圧縮強度試験方法
6.1
試験装置
圧縮試験機及び器具は,次による。
a) 圧縮試験機は,JIS B 7721の箇条7(試験機の等級)の1等級以上とする。
試験機における上下の耐圧盤の平面度,硬さ,及び球座の調節は,JIS B 7721の附属書B(圧縮試
験機の耐圧盤の検査)の記載内容を満足し,耐圧盤の直径は,ボス供試体の載荷面の対角線以上の大
きさとする。
b) ノギスは,JIS B 7507に規定するものとする。
c) はかりは,ボス供試体質量の0.1 %以下の目量をもつものとする。
6.2
試験の準備
6.2.1
ボス供試体の外観の確認
圧縮強度試験を行う前に,ボス供試体に未充塡部分などがなく適切に作製されていることを目視観察に
よって確認する。
6.2.2
ボス供試体の形状,寸法などの許容差及び測定方法
6.2.2.1
ボス供試体の形状,寸法などの許容差3)
ボス供試体の形状,寸法などの許容差は,次による。
a) 供試体の寸法の許容差は,短辺の0.5 %以内,長辺の1.0 %以内とする。
注記 寸法の測定は,割取り面を除く。
b) 供試体の載荷面の平面度は,短辺の0.05 %以内とする。
c) 側面と載荷面との直角度は,90±0.50°以内とする。
注3) 精度の確認されたボス型枠を用いて供試体を作製する場合は,供試体の形状及び寸法などの測
割取り面
b) スパナ又はラチェット
レンチを用いて回す
ボス型枠
構造体コンクリート
成形板
スリット板
a) ボルトを
取り付ける
ボス供試体
c) 両手でボス供試体を割り取る
7
A 1163:2020
定は省略してよい。
6.2.2.2
ボス供試体の形状,寸法などの測定方法
ボス供試体の形状,寸法などの測定は,次による。
a) 供試体の寸法の測定 供試体の寸法の測定は,C.2による。
b) 平面度の測定 載荷面の平面度の測定は,C.3による。
c) 直角度の測定 側面と載荷面との直角度の測定は,C.4による。
6.2.3
ボス供試体の質量測定
ボス供試体の質量は,必要に応じて,質量の0.1 %以内の精度で測定する。
6.3
圧縮強度試験方法
ボス供試体の圧縮強度試験方法は,JIS A 1108の箇条5(試験方法)のa)及びe)を除く各項目による。
注記 耐圧盤のボス供試体を設置する位置には,供試体の載荷面と同じ正方形をけがいておくとよい。
6.4
計算
計算は,次による。
6.4.1
ボス供試体の圧縮強度
ボス供試体の圧縮強度は,式(1)によって算出し,四捨五入して有効数字3桁に丸める。
A
P
f=
B
···················································································· (1)
ここに,
fB: ボス供試体の圧縮強度(N/mm2)
P: ボス供試体の圧縮強度試験における最大荷重(N)
A: ボス供試体の載荷面積(mm2)
ボス供試体の寸法をC.2によって測定した場合,載荷面積は,式(2)によって算出し,四捨五入して有効
数字4桁に丸める。
表1の精度を満足している型枠を用いてボス供試体が作製された場合の載荷面積は,表3の値を用いて
よい。
(
)(
)(
)(
)
[
]8/
2
b
1b
2
a
1a
2
b
1b
2
a
1a
B
B
B
B
A
A
A
A
A
+
×
+
+
+
×
+
=
························· (2)
ここに,
A: ボス供試体の載荷面積
(mm2)
Aa1,Aa2,Ab1,Ab2及びBa1,Ba2,Bb1,Bb2: 載荷面の寸法(mm)
表3−公称寸法の載荷面積
記号
載荷面積(mm2)
□75
5 625
□100
10 000
□125
15 630
6.4.2
ボス供試体の見かけの密度
ボス供試体の見かけの密度は,式(3)によって算出し,四捨五入して有効数字3桁に丸める。
3
10
×
×
=
L
A
m
ρ
··········································································· (3)
ここに,
ρ: ボス供試体の見かけの密度(g/cm3)
8
A 1163:2020
m: ボス供試体の質量(g)
A: ボス供試体の載荷面積(mm2)
L: ボス供試体の長さ(mm)
7
報告
報告事項は,表4による。
表4−報告
ボス供試体の作製
ボス供試体の圧縮強度試験
必ず報告
する事項
a) ボス型枠の内寸法及び取付け位置
b) ボス供試体の成型年月日
c) ボス供試体の割取り年月日及び養生方法
a) ボス供試体の寸法及び識別番号
b) 圧縮強度試験年月日
c) 最大荷重(N)
d) ボス供試体の圧縮強度(N/mm2)
e) 試験材齢
必要に応
じて報告
する事項
d) コンクリートの仕様(種類,使用材料,配合
条件など)
e) 試験技術者名及び関連する資格(コンクリー
ト及びボス供試体に関係する資格)
f) ボス供試体成型時の気象条件
f) コンクリートの仕様(種類,使用材料,配合
条件など)
g) ボス供試体寸法[載荷面積(mm2),長さ(mm)]
及び外観
h) ボス供試体の見かけの密度(g/cm3)
i)
ボス供試体の破壊状況
j) 試験技術者名及び関連する資格(コンクリー
ト及びボス供試体に関係する資格)
9
A 1163:2020
附属書A
(参考)
ボス型枠の例
A.1 ボス型枠の構造
箇条4を満足するボス型枠の構造の例は,次による。
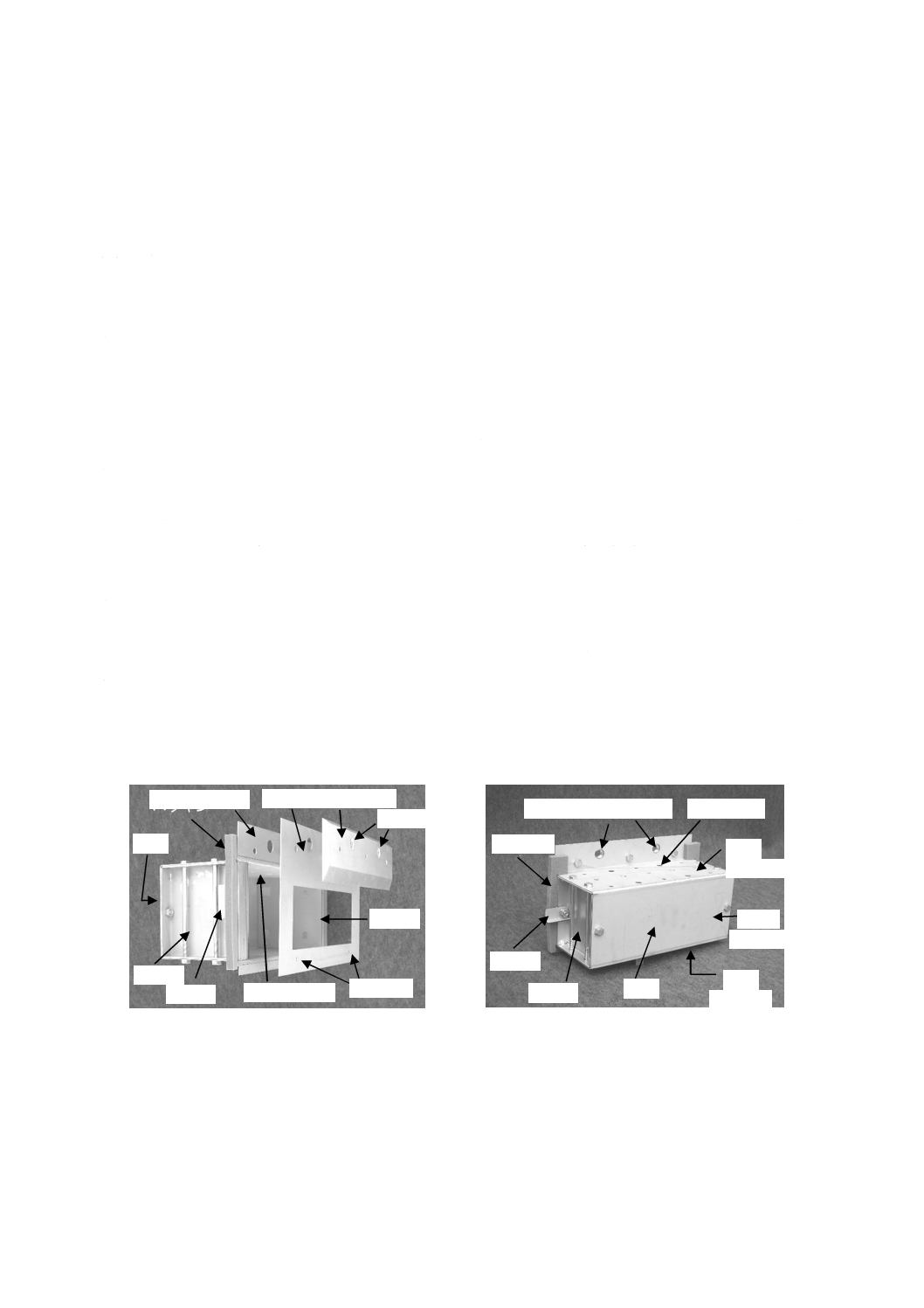
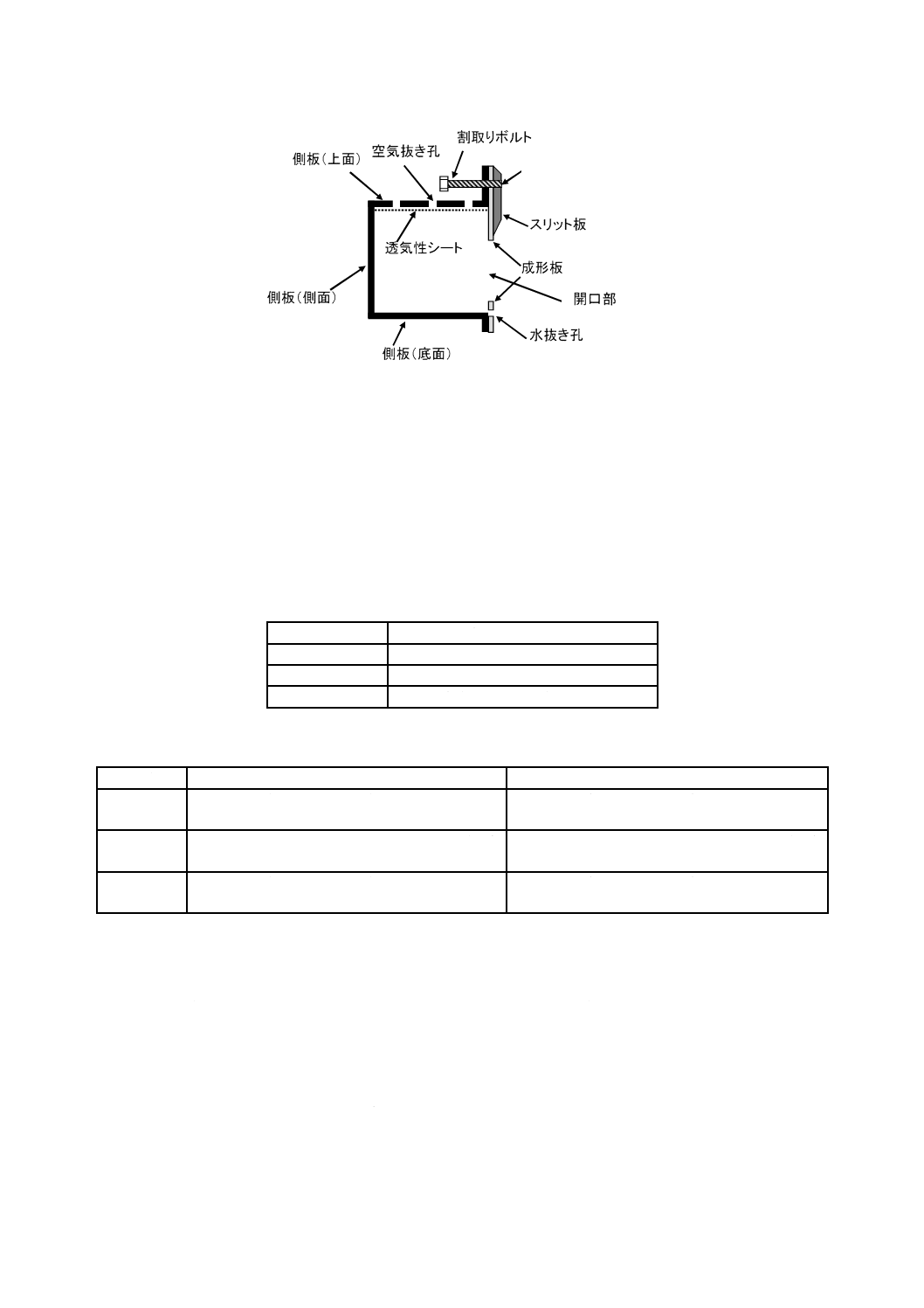
a) ボス型枠は,図A.1及び図A.2に示す側板,端面板,スリット板,成形板などで構成する。
b) 側板は,次のとおりとする。
1) 側板は,ボス型枠の上面,側面及び底面で構成する。
2) 側板の構造体コンクリートに接する部分には,ボス供試体を割り取るためのスリット板及び割取り
面の成形精度を確保するための成形板を取り付ける。
3) 側板(上面)には空気抜き孔を設け,内側には透気性シートを貼る。
c) 端面板は,次のとおりとする。
1) 端面板には,ボス型枠を構造体型枠に固定するための止め具を設ける。
注記 図A.1の右図のとおり,端面板に設けてある上向きの止め具を水平に回すことで構造体型
枠に固定され,また,止め具を端面板に戻すことで固定が解除される。
2) 端面板には,ボス型枠と構造体型枠の開口部との隙間をなくすためのパッキンを設ける。
d) 成形板は,次のとおりとする。
1) 成形板には,打ち込まれたコンクリートをボス型枠内に充塡するための開口部を設ける。
2) 成形板の下部には,ボス型枠取付け後,打ち込むまでの雨水対策として,水抜き孔を設ける。
e) スリット板は,次のとおりとする。
1) 割取り用のねじ孔を設ける。
2) 割取りを容易にするため先端は,鋭利にする。
図A.1−ボス型枠の構成(例)
成形板 スリット板
ねじ孔
開口部
水抜き孔
透気性シート
端面板
側板
パッキン 側板
割取りボルト用ねじ孔
空気抜き孔
側板
(上面)
側板
端面板
止め具
パッキン
側板
(側面)
側板
(底面)
止め具
10
A 1163:2020
図A.2−ボス型枠の断面(例)
A.2 ボス型枠の形状及び寸法
ボス型枠の形状及び寸法は,次による。
a) ボス型枠の形状及び寸法は,表1による。
b) ボス型枠の成形板の開口寸法は,表A.1に示すものとする。
c) ボス型枠の側板(上面)の空気抜き孔は,表A.2に示すものとする。
表A.1−成形板の開口寸法
記号
成形板の開口寸法
□75
高さ50 mm×長さ130 mm
□100
高さ65 mm×長さ180 mm
□125
高さ70 mm×長さ210 mm
表A.2−空気抜き孔の寸法及び配置
記号
長辺方向
短辺方向
□75
φ5 mm−2個,φ8 mm−1個を65 mm間隔で交
互に配置
φ5 mm−2個,φ8 mm−1個を30 mm間隔で交
互に配置
□100
φ5 mm−3個,φ8 mm−2個を40 mm間隔で交
互に配置
φ5 mm−2個,φ8 mm−1個を35 mm間隔で交
互に配置
□125
φ5 mm−3個,φ8 mm−2個を50 mm間隔で交
互に配置
φ5 mm−2個,φ8 mm−1個を45 mm間隔で交
互に配置
A.3 ボス型枠を構成する材料
ボス型枠を構成する材料は,4.2のほか,次による。
a) ボス供試体の割取り時及びボス型枠の脱型時にコンクリートが付着しないように,必要に応じて塗装
などの処理を施したものとする。
b) 側板,端面板,成形板及びスリット板は鋼製とする。
c) パッキンは,弾力性があり吸水性がないものとする。
d) 透気性シートは,気泡及びブリーディング水をボス型枠の外に排出できるものとする。
ねじ孔

11
A 1163:2020
A.4 ボス型枠の組立
ボス型枠の組立は,次による。
a) ボス型枠は,図A.1のように組み立てる。端面板と側板などの組立部分とが接する面には,漏水を防
止するためにグリースなどを塗布する。
b) 組立には,ボス型枠の両端面板の間隔及び平行度,並びに端面板と側板との直角度の精度を確保する
ために,附属書Bのボス型枠組立調整器を用いる(図A.3)。
c) 再組立の場合,成形板,透気性シート及びパッキンについては必ず新品のものを使用する。側板,端
面板及びスリット板は組立前に,損傷,変形などがないこと,及びコンクリートなどの付着がないこ
とを確認する。再組立は,a),b)による。
図A.3−ボス型枠組立調整器によるボス型枠組立状況
A.5 ボス型枠の形状,寸法などの検査
ボス型枠の形状及び寸法,端面版の平面度,並びに端面板と側板との直角度の検査は,4.5による。
組立調整器
12
A 1163:2020
附属書B
(参考)
ボス型枠組立調整器の例
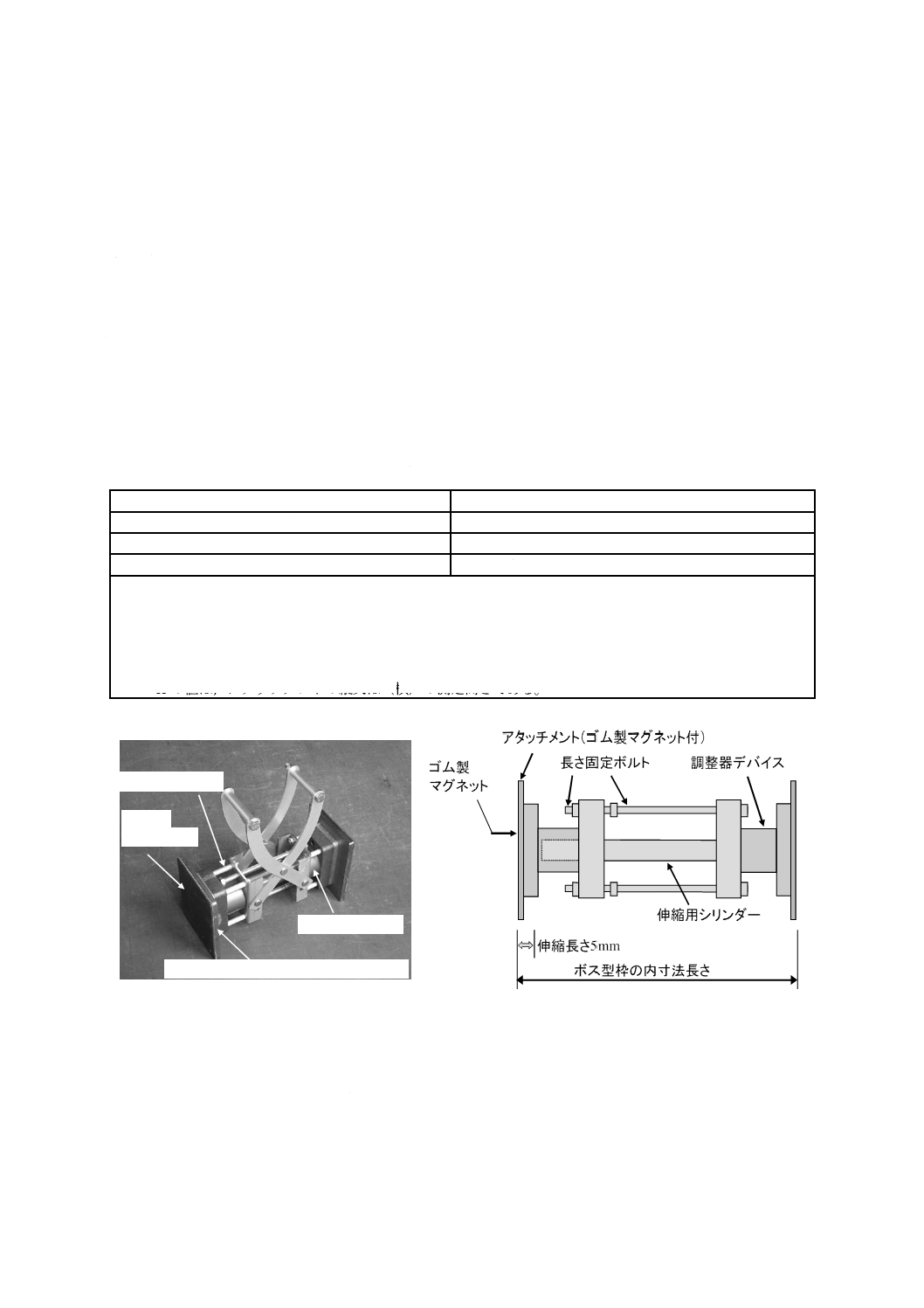
B.1
ボス型枠組立調整器の機能及び性能
ボス型枠組立調整器(図B.1及び図B.2)は,ボス型枠の端面間の距離及び側板と端面板との直角度が
表1の許容差を満足して組立が容易にできるよう,次の機能及び性能をもつものとする。
a) ボス型枠組立調整器は,表B.1の精度を満足する。
b) 型枠組立調整器は,伸縮し,アタッチメントが平行に稼働する機能をもつ。
c) アタッチメントは,組立完了まで端面板がアタッチメントに軽く仮保持できるようにゴム製マグネッ
トを貼付する。
表B.1−ボス型枠組立調整器の精度
項目
精度
アタッチメント間の長さ(伸ばした状態)
ボス供試体長辺の公称値の0.5 %以内
アタッチメントの平行度
ボス供試体長辺の公称値の0.4 %以内
アタッチメントと中心軸の直角度
90±0.50°a)
注a) 直角度90±0.50°の確認は,水平台上に当てた直角定規及びボス型枠組立調整器のアタッチメント部に
当てたときのゲージの読みの差(Δe)で行う。各測定高さ(H)においてΔeは,次の値とする。
ボス型枠□75 H b)=70(60)mmで測定したとき |Δe|≦0.61(0.52)mm
ボス型枠□100 H b)=85(75)mmで測定したとき |Δe|≦0.74(0.65)mm
ボス型枠□125 H b)=110(100)mmで測定したとき |Δe|≦0.96(0.87)mm
b) Hの値は,アタッチメントの縦又は(横)の測定高さである。
図B.1−ボス型枠組立調整器(例)
図B.2−ボス型枠組立調整器の機能(例)
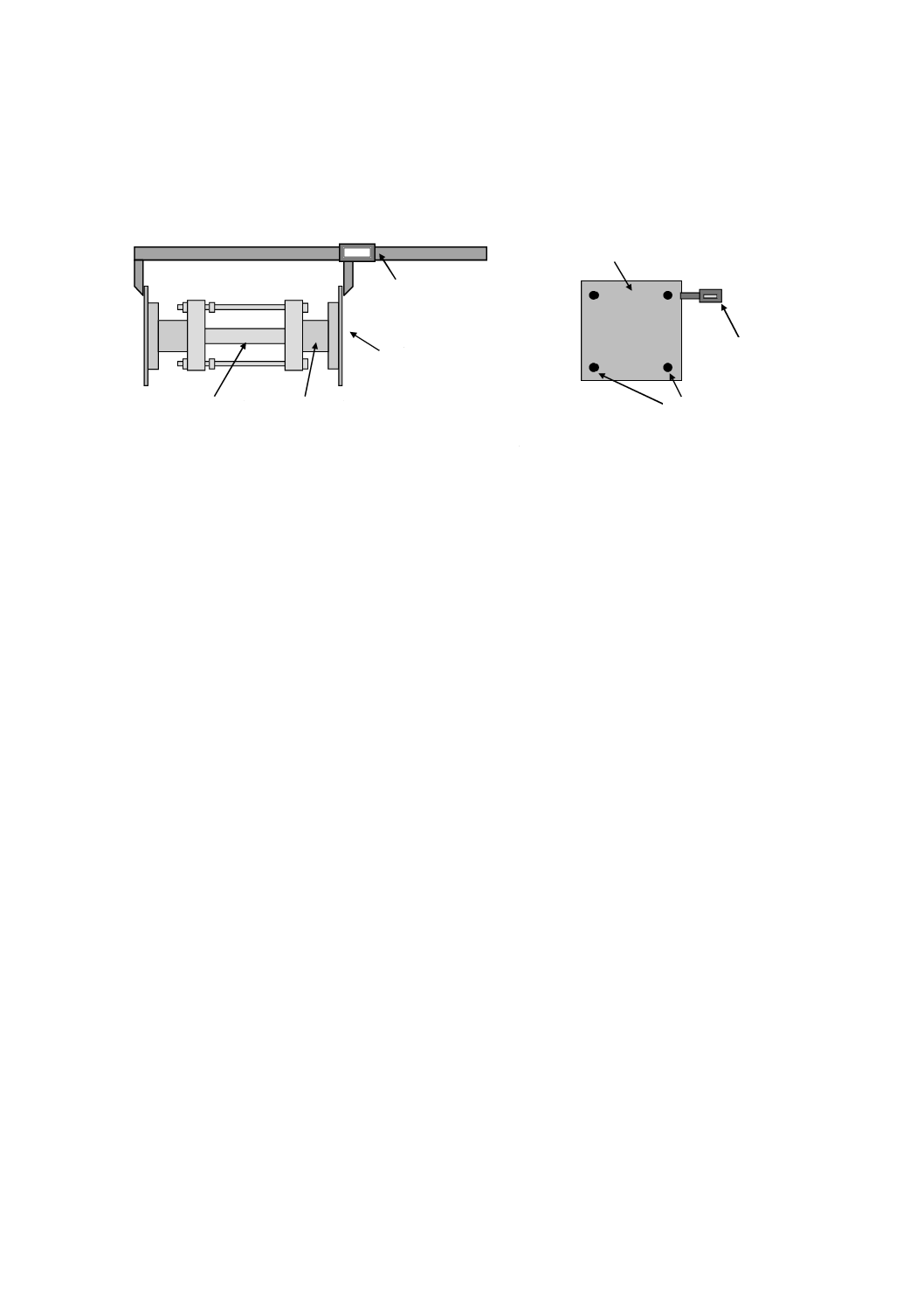
B.2
ボス型枠組立調整器の精度の確認
B.2.1 アタッチメント間の長さ及び平行度
ボス型枠組立調整器のアタッチメント間の長さ及び平行度は,図B.3に示すようにアタッチメントの4
隅の長さを測定することによって確認する。
アタッチメント(ゴム製マグネット付)
調整器デバイス
長さ固定ボルト
ゴム製
マグネット
13
A 1163:2020
測定装置は,JIS B 7507に規定する目量0.01 mmに適合するノギスを用いる。
アタッチメント間の長さは,測定値の平均値とする。また,アタッチメントの平行度は,測定値の最大
値と最小値の差とする。
図B.3−アタッチメント間の長さ及び平行度の測定(例)
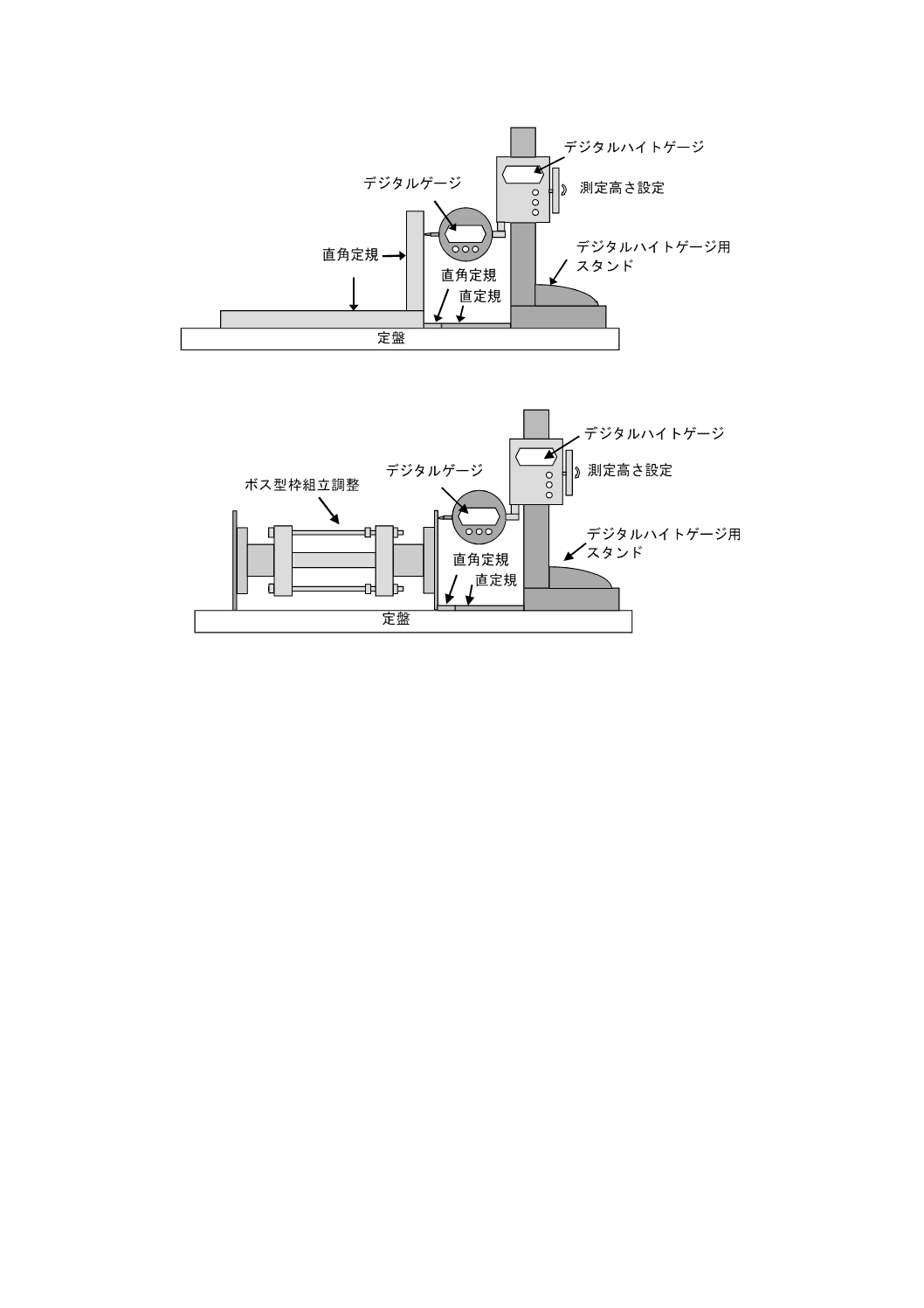
B.2.2 アタッチメントと中心軸との直角度
ボス型枠組立調整器のアタッチメントと中心軸との直角度は,図B.4に示す装置で測定する。
測定装置は,JIS B 7513の表1(使用面の呼び寸法)に規定する精密定盤上に,デジタルハイトゲージ
用スタンドを設置し,ボス型枠組立調整器のアタッチメントの上端から5 mm下の位置(測定高さH)に,
JIS B 7503に規定する目量0.001 mmのダイヤルゲージ,又は目量0.001 mmのデジタルゲージを固定する
[図B.4 b)]。
直角度は,ハイトゲージスタンド下端にJIS B 7514に規定する直定規及びJIS B 7526の表1に規定する
直角定規を当て,その直角定規に同規定の直角定規を立てて当てたときのゲージの読み[図B.4 a)]と,
同位置にボス型枠組立調整器のアタッチメントを当てたときのゲージの読み[図B.4 b)]との差である。
アタッチメントの直角度は,上記方法によるゲージの読みの差の測定と,ボス型枠組立調整器を90°回
転させ,同様の方法で読みの差を測定し,2方向の測定結果の平均値とする。もう一方のアタッチメント
についても同様に2方向の測定を行う。
直角度の大きい方をボス型枠組立調整器の直角度とする。
ノギス
(0.01 mm目盛)
アタッチメント
伸縮用シリンダー
調整器デバイス
アタッチメント
ノギス
測定位置
14
A 1163:2020
a) 直角定規を当てたときの読み
b) ボス型枠組立調整器を当てたときの読み
図B.4−ボス型枠組立調整器の直角度の測定(例)
15
A 1163:2020
附属書C
(規定)
検査供試体の寸法測定によるボス型枠の検査
C.1 一般
ボス型枠の形状,寸法などの検査は,ボス型枠製造者が,ボス型枠に直接コンクリート又はモルタルを
打ち込んで作製した検査供試体によって行う。
検査個数は,1製造ロットからランダムに抽出した3個とする。
抽出したボス型枠を用いて検査供試体を作製し,その供試体の寸法,平面度及び直角度を測定する。平
面度は両載荷面を測定し,直角度は載荷面と側面とで測定する。
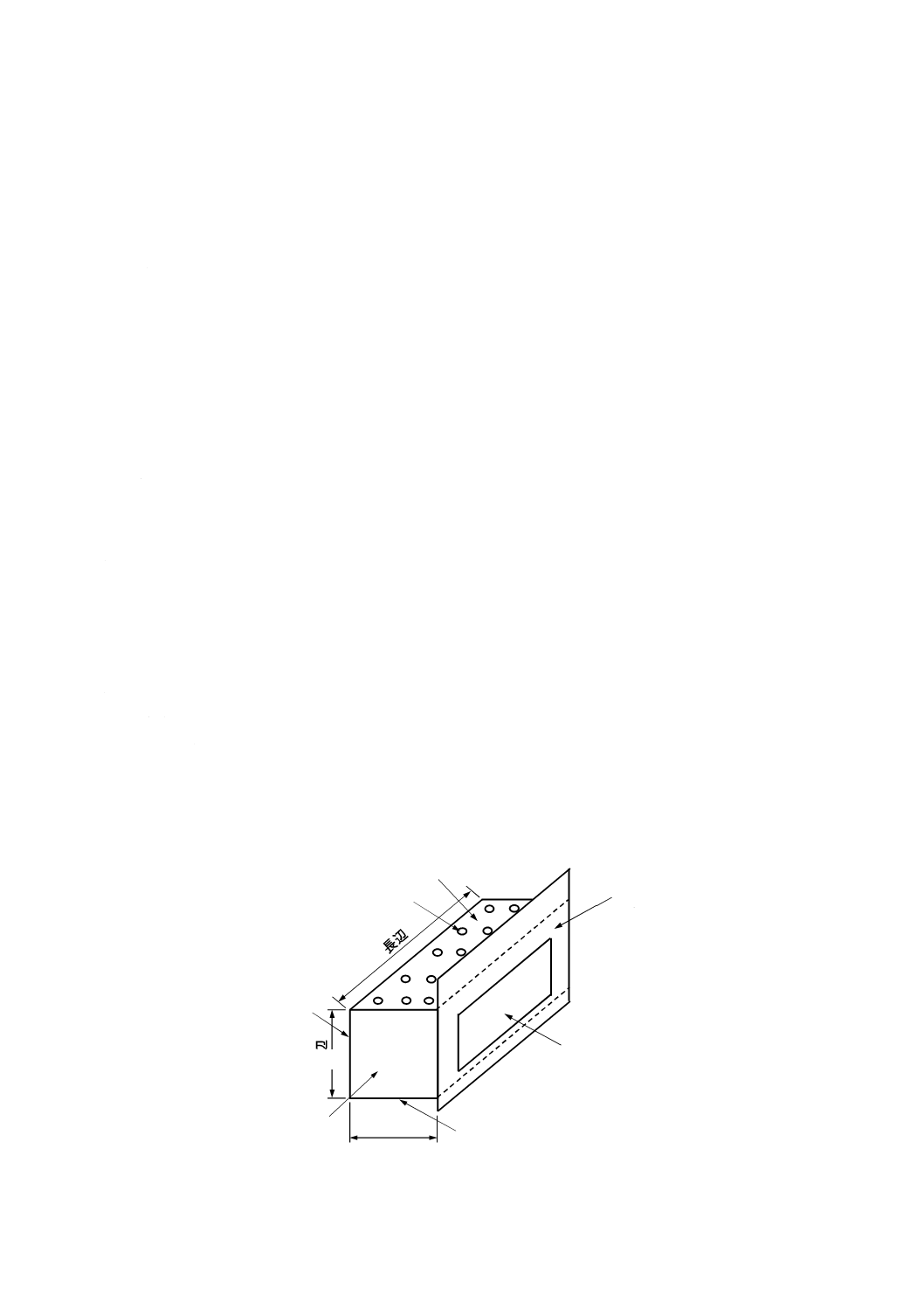
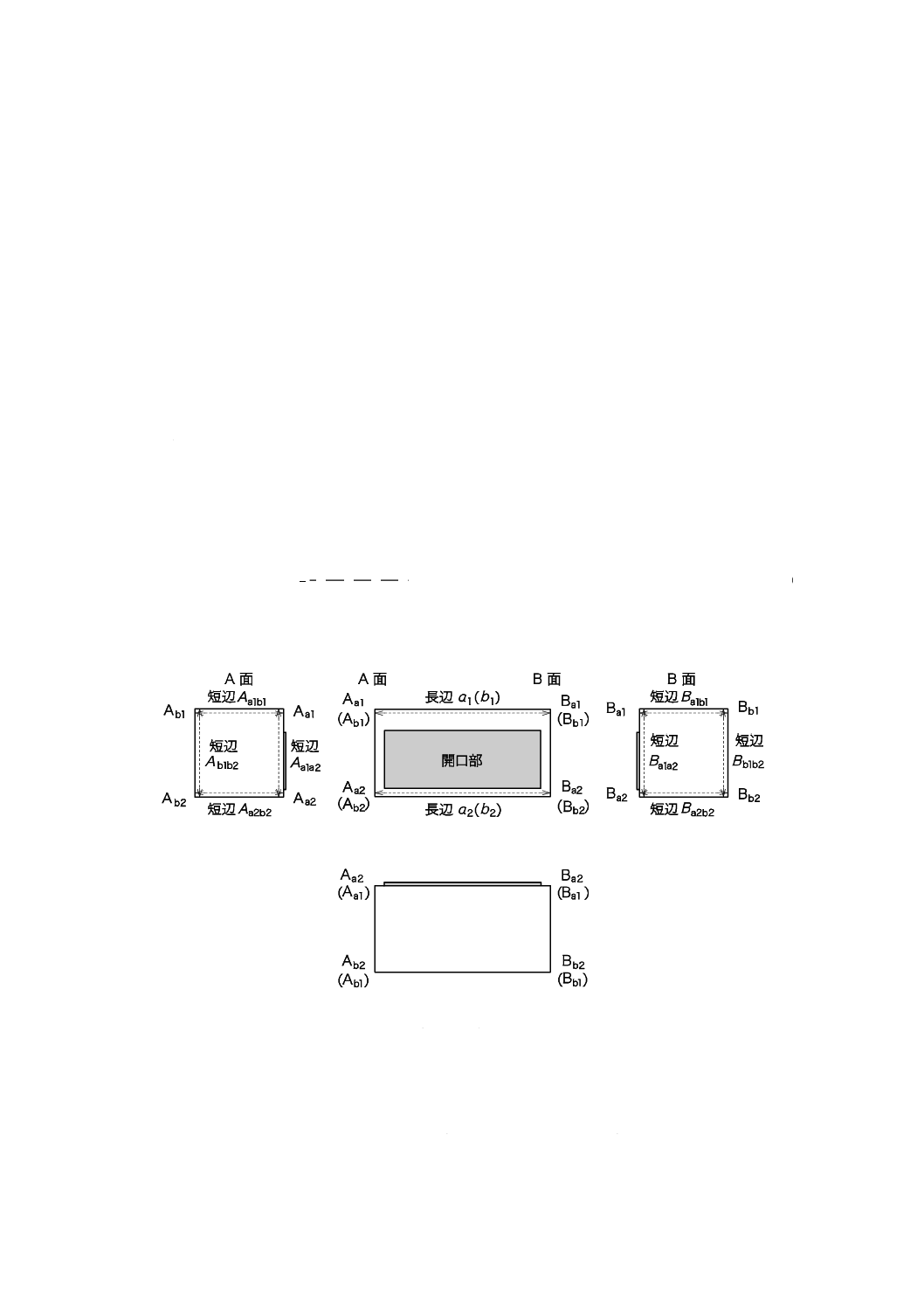
C.2 供試体寸法の測定
寸法の測定は,図C.1のように両載荷面(A面及びB面)の4辺(短辺)及び長辺を4隅で0.1 mmま
で測定し,測定結果をボス型枠の内寸法とする。
検査供試体の長辺は,式(C.1)によって算出し,四捨五入して小数点以下1桁に丸める。
4
2
1
2
1
b
b
a
a
L
+
+
+
=
·································································· (C.1)
ここに,
L: 検査供試体の長辺(mm)
a1,a2,b1,b2: 各長辺(mm)
a) A面の短辺の測定箇所
b) 長辺の測定箇所
c) B面の短辺の測定箇所
図C.1−検査供試体の寸法測定
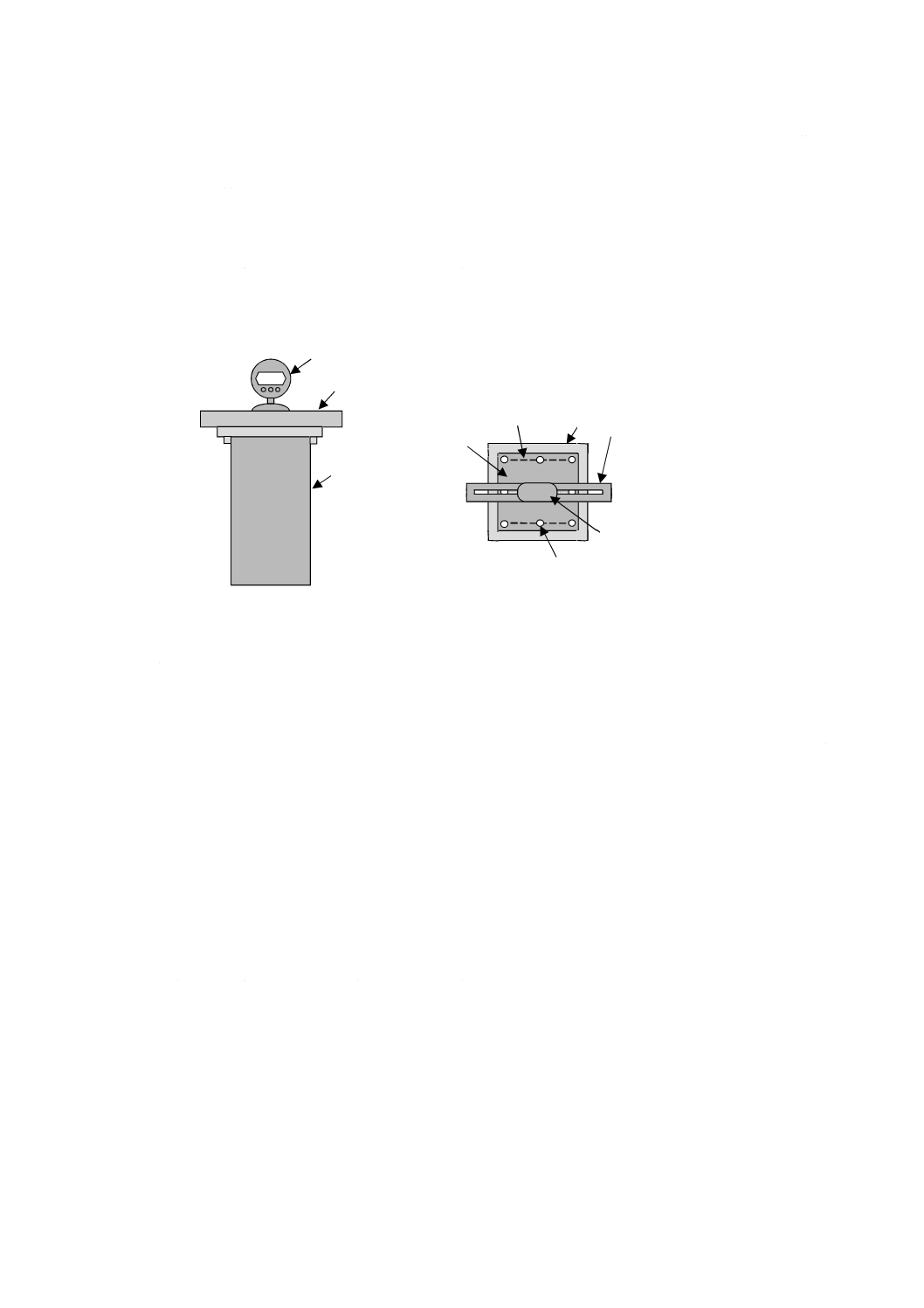
C.3 平面度の測定
載荷面の平面度は,図C.2に示す試験装置を用いて測定する。
試験装置は,平面度測定装置にJIS B 7503に規定する目量0.001 mmのダイヤルゲージ,又は目量0.001
mmのデジタルゲージを取り付けたものである。
16
A 1163:2020
各載荷面の平面度の測定は,載荷面上に試験装置を設置し,載荷面の中央及び各端部から10 mmの位置
を通る3本の平行な直線を測線とし,測線に沿ってゲージをスライドさせる。平面度測定装置から載荷面
までの距離を,測線の両端から10 mm及び中央の3点,1載荷面当たり3測線上の9点を測定する4)。各
測線の両端部と中心部の凹凸を求め,その平均値を載荷面の平面度とする。
各供試体の平面度は,両載荷面の測定結果の大きい方の値とする。
供試体3個の平面度の最大値を,ボス型枠の平面度とする。
注4) 測定点に気泡がある場合は,測定点をその近傍に移動する。
図C.2−検査供試体の載荷面の平面度の測定
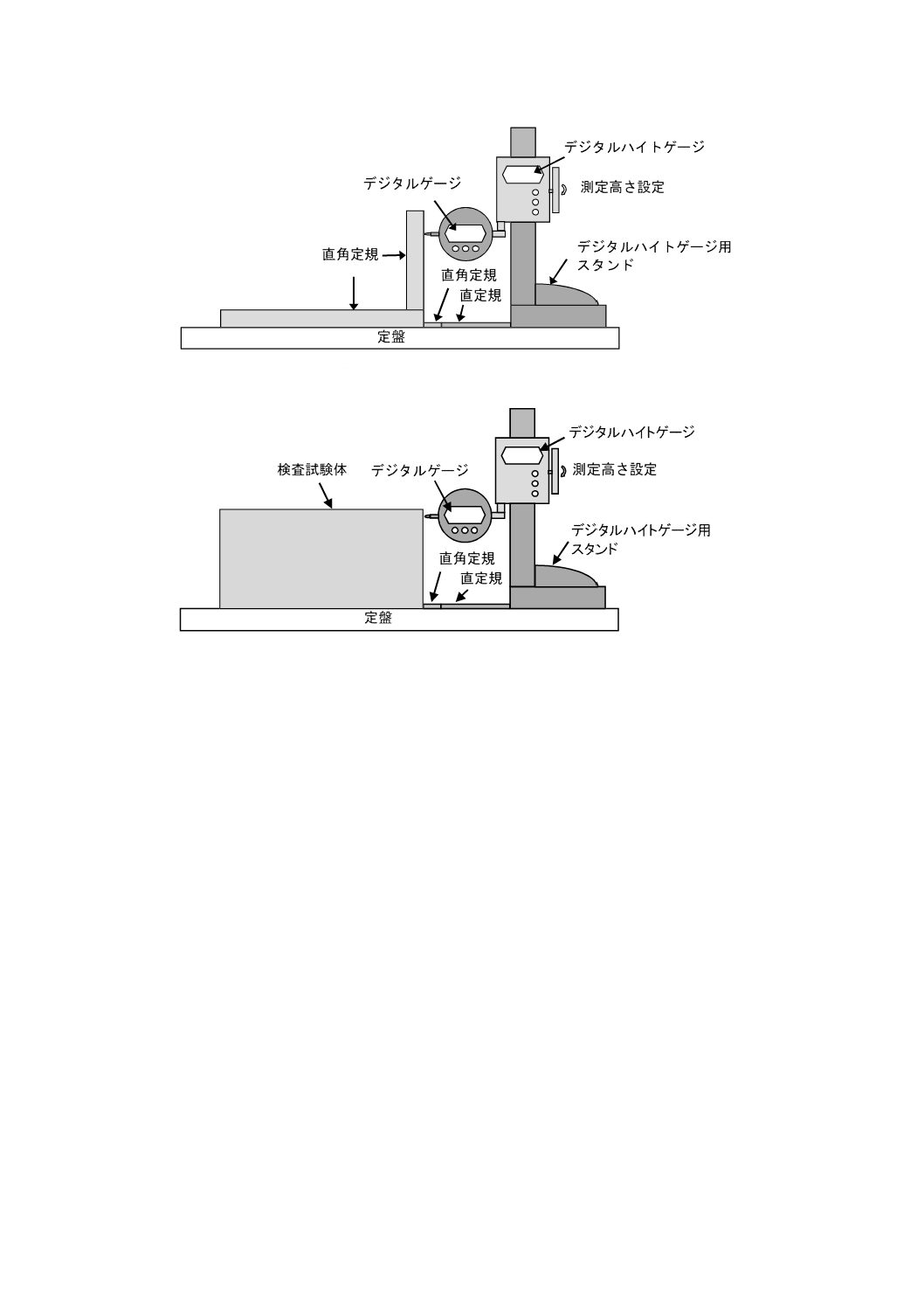
C.4 直角度の測定
直角度は,図C.3に示す直角度測定装置を用いて測定する。
直角度測定装置は,JIS B 7513の表1に規定する精密定盤上に,デジタルハイトゲージ用スタンドを設
置する。ハイトゲージにJIS B 7503に規定する目量0.001 mmのダイヤルゲージ,又は目量0.001 mmのデ
ジタルゲージを取り付け,検査供試体の上端から5 mm下の位置(測定高さH)にゲージを固定する[図
C.3 b)]。
直角度は,ハイトゲージスタンド下端にJIS B 7514に規定する直定規及びJIS B 7526の表1に規定する
直角定規を当て,その直角定規に同規定の直角定規を立てて当てたときのゲージの読み[図C.3 a)]と,
同位置に検査供試体の一方の載荷面を当てたときのゲージの読み[図C.3 b)]との差である。
各載荷面の直角度は,上記方法によるゲージの読みの差の測定と,検査供試体を90°回転させ,同様の
方法でゲージの読みの差を測定し,2方向の測定結果の平均値とする。
各供試体の直角度は,両載荷面について測定した結果の,大きい方の値とする。
供試体3個の直角度の最大値を,ボス型枠の直角度とする。
デジタルゲージ
平面度測定装置
デジタルゲージ
測定点
検査供試体
側線
検査供試体
平面度測定装置
17
A 1163:2020
a) 直角定規を立てて当てたときの読み
b) 検査供試体を当てたときの読み
図C.3−載荷面と側面との直角度の測定
C.5 測定結果の判定
ボス型枠3個の内寸法,載荷面の平面度及び載荷面と側面との直角度の測定結果が表1に示す許容差を
満足する場合,検査ロットのボス型枠は,所定の精度を満足していると判断する。
当該ロットの型枠を用いて作製されたボス供試体については,6.2.2の圧縮強度試験時の寸法などの測定
を省略することができる。