Z 9080:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本官能評価学会
(JSSE)/財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 9080:1979は改正され,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 4120:1983,Sensory analysis−
Methodology−Triangular test,ISO 4121:1987,Sensory analysis−Methodology−Evaluation of food products by
methods using scales,ISO 5495:1983,Sensory analysis−Methodology−Paired comparison test,ISO 6658:
1985,Sensory analysis−Methodology−General guidance,及びISO 8587:1988,Sensory analysis−Methodology
−Ranking を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z 9080には,次に示す附属書がある。
附属書1(参考)統計用語
附属書2(参考)2点試験法の回答用紙の見本
附属書3(参考)2点試験法の実例
附属書4(参考)3点試験法で可能な拡張
附属書5(参考)3点試験法の回答用紙の見本
附属書6(参考)単純3点試験法の実例(”強制選択”オプション)
附属書7(参考)順位法の回答用紙の見本
附属書8(参考)JISと対応する国際規格との対比表
Z 9080:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 一般的要件 ····················································································································· 3
4.1 基礎知識 ······················································································································ 3
4.2 問題点の記述 ················································································································ 3
4.3 試験方法の選択 ············································································································· 3
4.4 評価者の選抜及び訓練 ···································································································· 4
4.5 感度試験 ······················································································································ 4
4.6 試験に用いる材料 ·········································································································· 5
4.7 試験室 ························································································································· 5
4.8 器具 ···························································································································· 5
4.9 試験の実施 ··················································································································· 5
5. 試験方法 ························································································································ 6
5.1 試験方法のタイプ ·········································································································· 6
5.2 識別試験法 ··················································································································· 6
5.3 尺度及びカテゴリーを用いる試験方法················································································ 8
5.4 分析形試験法又は記述的試験法 ······················································································· 10
6. 結果の解析 ···················································································································· 11
6.1 一般 ··························································································································· 11
6.2 識別試験法 ·················································································································· 11
6.3 尺度及びカテゴリーを用いる試験方法··············································································· 14
6.4 分析形試験法又は記述的試験法 ······················································································· 14
7. 試験方法の詳細 ·············································································································· 14
7.1 一般 ··························································································································· 14
7.2 2点試験法 ··················································································································· 16
7.3 3点試験法 ··················································································································· 16
7.4 順位法 ························································································································ 17
7.5 間隔尺度又は比率尺度を用いる試験方法············································································ 18
7.6 製品を分類するために順序尺度を用いる試験方法 ································································ 20
附属書1(参考)統計用語 ····································································································· 30
附属書2(参考)2点試験法の回答用紙の見本 ··········································································· 31
附属書3(参考)2点試験法の実例 ·························································································· 32
附属書4(参考)3点試験法で可能な拡張 ················································································· 34
Z 9080:2004
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5(参考)3点試験法の回答用紙の見本 ··········································································· 35
附属書6(参考)単純3点試験法の実例(“強制選択”オプション) ·············································· 36
附属書7(参考)順位法の回答用紙の見本 ················································································ 37
附属書8(参考)JISと対応する国際規格との対比表 ·································································· 38
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 9080:2004
官能評価分析−方法
Sensory analysis−Methodology
序文 この規格は,1983年に第1版として発行されたISO 4120, Sensory analysis−Methodology−Triangular
test,1987年に第1版として発行されたISO 4121,Sensory analysis−Methodology−Evaluation of food products
by methods using scales,1983年に第2版として発行されたISO 5495,Sensory analysis−Methodology−Paired
comparison test,1985年に第1版として発行されたISO 6658,Sensory analysis−Methodology−General
guidance及び1988年に第1版として発行されたISO 8587,Sensory analysis−Methodology−Rankingを翻訳
し,日本の実情に合わせ,技術的内容を変更して作成している。
なお,この規格で点線の下線を施してある箇所は,原国際規格の内容を変更している事項である。変更
の一覧表をその説明を付けて,附属書8(参考)に示す。
1. 適用範囲 この規格は,官能評価分析に関する一般事項及び主な試験方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 4120:1983,Sensory analysis−Methodology−Triangular test (MOD)
ISO 4121:1987,Sensory analysis−Methodology−Evaluation of food products by methods using
scales (MOD)
ISO 5495:1983,Sensory analysis−Methodology−Paired comparison test (MOD)
ISO 6658:1985,Sensory analysis−Methodology−General guidance (MOD)
ISO 8587:1988,Sensory analysis−Methodology−Ranking (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成するもので
あって,その後の改正版・追補には適用しない。発効年又は発行年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS Z 8144 官能評価分析−用語
備考 ISO 5492:1992,Sensory analysis−Vocabulary からの引用事項は,この規格の該当事項と同
等である。
JIS Z 9015-0 計数値検査に対する抜取検査手順−第0部:JIS Z 9015 抜取検査システム序論
備考 ISO 2859-0:1995,Sampling procedures for inspection by attributes−Part 0:Introduction to the ISO
2859 attribute sampling system が,この規格と一致している。
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
2
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
取検査方式
備考 ISO 2859-1:1999,Sampling procedures for inspection by attributes−Part 1:Sampling schemes
indexed by acceptance quality limit (AQL) for lot-by-lot inspection が,この規格と一致している。
JIS Z 9015-2 計数値検査に対する抜取検査手順−第2部:孤立ロットの検査に対するLQ指標型抜取
検査方式
備考 ISO 2859-2:1985,Sampling procedures for inspection by attributes−Part 2:Sampling plans indexed
by limiting quality (LQ) for isolated lot inspection が,この規格と一致している。
JIS Z 9015-3 計数値検査に対する抜取検査手順−第3部:スキップロット抜取検査手順
備考 ISO 2859-3:1991,Sampling procedures for inspection by attributes−Part 3:Skip-lot sampling
procedures が,この規格と一致している。
JIS Z 9041-1 データの統計的な解釈方法−第1部:データの統計的記述
JIS Z 9041-2 データの統計的な解釈方法−第2部:平均と分散に関する検定方法と推定方法
JIS Z 9041-3 データの統計的な解釈方法−第3部:割合に関する検定方法と推定方法
JIS Z 9041-4 データの統計的な解釈方法−第4部:平均と分散に関する検定方法の検出力
ISO 3591,Sensory analysis−Apparatus−Wine-tasting glass
ISO 3972,Sensory analysis−Methodology−Method of investigating sensitivity of taste
ISO 5496,Sensory analysis−Methodology−Initiation and training of assessors in the detection and
recognition of odours
ISO 5497,Sensory analysis−Methodology−Guidelines for the preparation of samples for which direct
sensory analysis is not feasible
ISO 6564,Sensory analysis−Methodology−Flavour profile methods
ISO 8586-1,Sensory analysis−General guidance for the selection,training and monitoring of assessors−Part
1:Selected assessors
ISO 8586-2,Sensory analysis−General guidance for the selection,training and monitoring of assessors−Part
2:Experts
ISO 8588,Sensory analysis−Methodology−“A”-“not A”test
ISO 8589,Sensory analysis−General guidance for the design of test rooms
ISO 10399,Sensory analysis−Methodology−Duo-trio test
ISO 11035,Sensory analysis−Identification and selection of descriptors for establishing a sensory profile by a
multidimensional approach
ISO 11036,Sensory analysis−Methodology−Texture profile
ISO 11056,Sensory analysis−Methodology−Magnitude estimation method
3. 定義 この規格で用いる主な用語の定義は,JIS Z 8144による。
4. 一般的要件
4.1
基礎知識 この箇条は,官能評価分析で遭遇するすべての状況に共通な一般的要件に関する基礎知
識を,次に示す。
a) 一つの刺激に対する反応は,以前に獲得した経験又は環境がもたらす感覚刺激と切り離すことができ
ない。しかし,これらの要因から生じる影響を制御し,標準化することができる。
3
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 感覚反応の変化のしやすさは,評価者又はパネルに固有のものであり,避けることができない。しか
し,訓練によって,パネルを構成する評価者の反応を高度に一致させることができる。これらの要因
を認識することは,結果の解析に重要なことである。
c) 結果から引き出される結論の妥当性は,用いる試験方法及び質問事項を含む実施方法による。
4.2
問題点の記述 官能評価分析においては,一つの問題に対する適切な試験を選択するまでに議論を
重ね,熟考を要することが多い。これは,最初にその問題の意味することを明確にするためである。例え
ば,少数の評価者による識別試験で試料間に有意差があることを確かめもせずに,多数の評価者を用いた
し(嗜)好試験を行うことは好ましくない。
評価の対象となる試料が多いときには,次のような予備試験を行うことが役立つ。
− 刺激の大きさの適切な順番を確かめる。例えば,見本溶液の濃度の順番を確かめる。
− 評価する試料数を確かめる。
− 評価するのに適切と思われる属性を確かめる。
問題のタイプは2種類に大別できる。第一は,試料の特徴を描写することが試験の主目的である場合,
第二は,二つ以上の試料の差を識別することが試験の主目的である場合である。後者においては,次の項
目のうちで何が知りたいのかを明確にすることが重要である。
a) 差の有無
b) 差の大きさ
c) 差の方向又は質
d) 差が及ぼす影響,例えば,し(嗜)好への影響
e) 差を検出している評価者はパネルの全員か一部だけか。
4.3
試験方法の選択 問題の性質を確認した後に,適切な試験方法を選択する。選択には,必要と考え
る信頼度,試料の性質,利用可能な評価者が関係する。
各試験方法について,当該試験が適切であるかどうかを確かめる。予備試験が必要な場合もある。
試験方法の性質及び試料のタイプによるが,感覚疲労及び順応効果のために1回の評価では限られた数
の試料しか評価することができない。
統計処理の計画は,常に試験実施前に決定するとよい。このことは,2回以上に分けて試験しなければ
ならない試料数の場合に特に必要である(不完備形実験計画法の検討など)。統計処理の計画の詳細は,専
門書を参照することが望ましい。
ほとんどの場合に対照試料を用いるが,対照試料を用いることによって評価できる試料数は制限される。
ある特定の問題へのアプローチの仕方を決定すると,試験方法の選択は利用できる評価者の人数及びタ
イプに関係することになる。
4.4
評価者の選抜及び訓練(ISO 5496及びISO 8586を参照) 各試験について,必要とする評価者の最
少人数を提示する。訓練は評価精度を向上させるし,ある程度の選抜も有効である。試料を識別し,その
感覚を表現する能力をもつ評価者の選抜は,し(嗜)好試験のための評価者の選抜とは全く異なることに
注意する必要がある。前者には選抜及び訓練が必要であるが,後者には母集団の中の特定層,例えば,消
費者の特定のグループをパネルが代表していることだけが必要である。
すべての評価者は同レベルの能力をもつべきであり,このレベルは試験法の目的に応じて選択する(例
えば,訓練を受けていない評価者,選ばれた評価者,専門評価者)。
選抜する場合には,次の基準が重要である。
a) 評価者を必要な人数だけ確保できる(例えば,会社の場合,管理職の了解があり,一般従業員を評価
4
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
者として利用できる。)。
b) 動機付け(やる気及び興味)が明確である。
c) 健康状態がよい。
目的によって評価者を選抜するのがよく,必要ならば,ある試験を反復して訓練する。この場合に,理
想的には想定される全範囲の試料を訓練に用いる。いかなるタイプの試験方法を選抜に用いてもよい。
次の点は重要である。
− 選抜は,実際の試験状況に合った方法を用いるのがよい。
− 評価者がまぐれで正答しているのではないことを保証するために,同じ試験を2回以上繰り返す
のがよい。
試験を繰り返すには均質な試料が必要であるが,均質な試料を確保することが容易でない場合がある(例
えば,野菜,果物,肉などのように個体差及び部位による差のある試料)。
特性が既知の二つの均質な試料があれば,識別試験法が可能である。三つ以上の試料があれば順位法又
は格付け法を用いてもよい。
評価者の選抜は,識別能力及びその識別結果の一貫性をもとに行うとよい。地位又は事前情報の有無に
関係なく,この選抜はもちろん参加者全員に適用してよい。選抜で確保する評価者数は,欠席を考慮して
パネルに必要な人数より多いこと(例えば,50 %増し)が望ましい。
選抜では,一貫性があり正しい能力を選ぶための基準に照らして,得られるデータすべてを検査するの
がよい。識別能力の高い少数パネルは,識別能力の低い評価者を含む大規模パネルよりも統計的な効率が
低いかもしれないことを心に留めておくとよい。しかしながら,パネル数を増やすために単に識別能力の
低い人をパネルに加えることは,その官能評価分析をよくすることにはならない。同様に,推奨されてい
る評価者数を確保できない場合に,少人数パネルが反復評価した結果は,データ数が等価の大規模パネル
の結果と必ずしも同じにはならない。
試験に参加する評価者は,パネルの中からランダムに選ぶが,各自の参加回数が均等化するようにすべ
きである。頻繁な参加には,それなりの動機付け及び能力の保証が必要だからである。評価者の能力は変
化するため,頻繁にその能力を検査することが望ましい。
4.5
感度試験 感度試験は,評価者の選抜及び訓練によく用いられる。次の三つのタイプがある。
a) 評価者のいき(閾)値を確かめるための試験(ISO 3972参照)。
b) 腐敗検知試験のように,ある濃度の物質とそれ以外の低濃度の物質が共存する場合と共存しない場合
の試験。
c) 下降系列又は上昇系列を用いた希釈法。
4.6
試験に用いる材料 試料のサンプリングに関する規格が存在していれば,それに従う。該当する規
格が存在しない場合には,サンプリング方法について関係者間の合意を得なければならない。
試験に用いた試料が母集団を代表する場合だけ,全体として妥当な結論が得られる。
試料及び試験目的に適した方法で,試料準備及びパネルへの試料呈示を行うことが望ましい。各評価者
に呈示する試料は,できるだけ同一になるよう注意が必要である。
試料のばらつき(その試験で必要な試料間差以外の変動)は最小化しなければならない。
ある刺激の差だけに関する試験の場合,他の刺激の影響を受けないようにしなければならない(例えば,
フレーバの差だけに関する試験で,適切な色の照明を用いて外観の差をマスクする。)。
容器は試験に影響しないものを選択する。外観を評価する場合は,照明条件を一定にする。
5
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.7
試験室(ISO 8589参照) 官能評価分析は,専用の試験室で実施することが望ましい。仕切られた
場所(ブース)のほうが,各評価者は与えられた課題に直ちに集中して取り組める。試料準備を含め,試
験に関係しない活動は試験結果を変えるかもしれないので,試験中は許可しないほうがよい。試験室は快
適な温度にし,においのない空気で換気する。空気の流れを制限することによって,過度の温度変動が防
止できる。たばこ又は化粧品のようなしつこいにおいは,試験室の環境を汚染するので許可してはならな
い。
音の発生は抑制するのがよい。低い背景雑音のほうがレベル変動する雑音より通常は我慢できる。会話
は背景雑音より余計に気を散らす。試験の中断は最も気を散らす。
照明の色及び強度の両方を制御することは通常有効であるが,カラー照明が試料の外観の差を完全に隠
すことはめったにない。
試料が触れる面は吸湿性でないものがよい。試験室の寸法は重要である。非常に低い天井及び非常に狭
いブースは圧迫感があり,閉所恐怖症の感覚を引き起こす。座り心地のよいいすが必要である。
4.8
器具 試験監督者は,試料の性質,試料数などに応じて器具を選択しなければならない。また,器
具が試験結果に影響を及ぼしてはならない。当該試料のために標準化された器具が存在し,その器具が試
験に適している場合は,当該器具を用いなければならない(例えば,標準化された器具としてISO 3591
で規定するワインテイスティング用グラスがある。)。
4.9
試験の実施 試験の実施は,試験前に評価者に対して行う簡潔な説明に依存する。質問票の設計で
は,評価者から得られる結果だけでなく,データ処理の方法まで考慮するほうがよい。
試料の呈示方法及び呈示順は,試験の重要な要素である。試験結果のバイアスが最小になるように,試
料は,例えば,3けたの乱数を用いてコード化する。試験ごとに試料のコードを変更することは重要であ
る。評価の順番も結果に影響することがあるので,一般に順番を固定する。少数の試料及び少数の評価者
を用いた場合には,すべての可能な順番で等しい回数評価するように,順番を均等化させる。大規模な試
験では,順番はランダム化する。
結果の照合検査には次の3段階がある。
a) すべてのデータが記録されているかどうか確認する。
b) 結果の解釈を助けたり疑ったりするのに役立つ付加情報が書かれているかどうかを確認する。
c) 評価者が望ましい興味レベルで試験に参加し続けるよう動機付けされているかどうかを確認する。
パネルを使いすぎると,能力が低下することがある。可能ならば,試験前1時間は喫煙をやめ,水以外
は口にしないように評価者に依頼する。同様に,芳香のある化粧品を用いるのは望ましくない。外部のに
おいを評価者がもち込むと,そのにおいがパネルの落ち着きに影響することに留意する。
かぜ,心の動揺などに悩んでいる評価者は,回復するまで試験から除外する。
試験を実施する時間帯は重要であり,評価者の感度に影響する。例えば,食品の試験の場合,空腹及び
満腹は評価者の能力に影響を与えるため,最も感度の高い日中の時間帯は,食事の時間帯からはずれた午
前の半ば及び午後の半ばである。
試験中の会話は評価者の集中力に影響するので,余計な会話はしないようにする。
5. 試験方法
5.1
試験方法のタイプ 感度試験(4.5参照)のほかに,最も一般的に用いられている試験方法は,次の
三つのグループに分かれる。
a) 二つの試料に差があるかどうかを決定するために用いる識別試験法(5.2参照)。
6
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 差の順序若しくは大きさ,又は試料が該当するカテゴリー若しくは分類を評価するために,尺度又は
カテゴリーを用いる試験方法(5.3参照)。
c) 試料特有の官能特性を確かめるために用いる分析形試験法又は記述的試験法。これらの試験方法は定
量的でもある(5.4参照)。
5.2
識別試験法
5.2.1
一般 次の試験方法は,二つの試料に差があるかどうかを決定するために用いられる。
a) 2点試験法(5.2.2参照)
b) 3点試験法(5.2.3参照)
c) 1対2点試験法(5.2.4参照)
d) 2対5点試験法(5.2.5参照)
e) A非A試験法(5.2.6参照)
これらの試験方法で得られるデータの解析法を6.2に示す。
5.2.2
2点試験法(7.2参照)
5.2.2.1
定義 2種類の試料を評価者に呈示し,それらの属性又は優劣を比較する試験方法(JIS Z 8144
参照)。
5.2.2.2
適用 次のような目的には2点試験法を勧める。
a) 二つの試料に差があるかどうかを決定し,差がある場合には,差の方向を決定する。
b) し(嗜)好に差があるかどうかを確かめる。
c) 評価者の選抜及び訓練をする。
この試験方法の利点は,他の試験方法に比べて簡便で感覚疲労が小さいことである。この試験方法の欠
点は,比較したい試料の中から2試料ずつ対にして試験する必要があるため,試料数が増加するに従い,
試験回数が急速に増加し,ついには実施不可能になることである。
5.2.2.3
評価者 望ましい評価者数は,専門家で7人以上,選ばれた評価者で20人以上,評価能力によ
る選抜及び訓練を受けていない評価者で30人以上である。消費者試験のような大規模な試験では,数百人
を必要とする。
5.2.2.4
手順 事前に決められた順番又はランダムな順番で,コード化された試料を1対以上,評価者に
呈示する。各対の二つの試料は同じものか違うものである。差,差の方向又はし(嗜)好に関する最も適
切な質問を評価者に呈示する[5.2.2.2a) 及びb) を参照]。差の質問及びし(嗜)好の質問を同時にしては
ならない。
5.2.2.5
結果の解析 6.2.2に示す。
5.2.3
3点試験法(7.3参照)
5.2.3.1
定義 同じ試料 (A) 2点と,それとは異なる試料 (B) 1点とをコード化して同時に評価者に呈示
し,性質が異なる1試料を選ばせる試験方法 (JIS Z 8144参照) 。
5.2.3.2
適用 次のような目的には,3点試験法を勧める。
a) 試料間のわずかな差を検出する。
b) 限られた人数の評価者しか使えない。
c) 評価者の選抜及び訓練をする。
この試験方法はし(嗜)好の決定のために用いてはならない。
この試験方法には,次の欠点がある。
a) 多数の試料を評価するには経済的ではない。
7
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 刺激の強い試料では,2点試験法よりも感覚疲労の影響が大きくなるかもしれない。
c) 二つの試料が等しいことを保証するのは難しいかもしれない。
5.2.3.3
評価者 望ましい評価者数は,専門家で6人以上,選ばれた評価者で15人以上,評価能力によ
る選抜及び訓練を受けていない評価者で25人以上である。
5.2.3.4
手順 同じ試料 (A) 2点と,それとは異なる試料 (B) 1点とをコード化して同時に評価者に呈示
し,性質が異なる1試料(奇数試料)はどれかと質問する。3個の試料の組合せは,
BAA
ABB
AAB
BBA
ABA
BAB
のように奇数試料の順番が異なる3通りの組合せについて,奇数試料がA又はBの2通りの計6通りあり,
各試料の呈示回数は等しいほうがよい。
5.2.3.5
結果の解析 6.2.3に示す。
5.2.4
1対2点試験法 (ISO 10399参照)
5.2.4.1
定義 基準となる試料 (A) を評価者に呈示し,一方で,これと同じ試料 (A) 及びこれと比較す
べき試料 (B) をそれぞれコード化して呈示し,これらコード化された試料の中から基準となる試料と同一
のものを選ばせる試験方法 (JIS Z 8144参照)。
5.2.4.2
適用 この試験方法は,与えられた試料と基準となる試料との間に差があるかどうかを決定する
ために用いられる。評価者が基準となる試料を熟知している場合には,この試験は特に適している。刺激
が持続する試料(例えば,あと味がある食品)の場合には,この試験法よりも2点試験法 (5.2.2),A非A
試験法 (5.2.6) のほうが適している。
5.2.4.3
評価者 望ましい評価者数は,20人以上である。
5.2.4.4
手順 基準となる試料であると明示した試料を評価者に最初に呈示する。次に,基準となる試料
と同じもの一つを含む,コード化した試料二つを呈示する。基準となる試料と同じ試料はどちらか評価者
に質問する。
5.2.4.5
結果の解析 6.2.4に示す。
5.2.5
2対5点試験法
5.2.5.1
定義 同じ試料 (A) 2点と,それとは異なる試料 (B) を3点,合計5点をコード化して同時に評
価者に呈示し,Aグループに属するものとBグループに属するものとに分類させる試験方法 (JIS Z 8144
参照)。
5.2.5.2
適用 次のような目的には,2対5点試験法を勧める。
a) 少数(例えば,10人)の選ばれた評価者しか使えない場合。
b) 他の試験方法よりも効率よく差を確かめたい場合(この手法は統計的に効率がよい。)。
この試験方法の欠点は,感覚疲労及び記憶効果の影響が更に強いことを除き,3点試験法(5.2.3)の欠
点と同じである。
5.2.5.3
評価者 望ましい評価者数は,選ばれた評価者で10人以上である。
5.2.5.4
手順 同じ試料二つと別の同じ試料三つとからなる,コード化した五つの試料を1セットにして
評価者に呈示する。評価者は,五つの試料を二つのグループに分ける。評価者の人数が20人未満の場合,
試料を呈示する順番は,次の20通りの組合せからランダムに選択するとよい。
8
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
AAABB
BBBAA
AABAB
BBABA
ABAAB
BABBA
BAAAB
ABBBA
AABBA
BBAAB
ABABA
BABAB
BAABA
ABBAB
ABBAA
BAABB
BABAA
ABABB
BBAAA
AABBB
5.2.5.5
結果の解析 6.2.5に示す。
5.2.6
A非A試験法(ISO 8588参照)
5.2.6.1
定義 試料 (A) の属性を評価者に理解させるために,同一の評価者又は複数の評価者に試料 (A)
及び試料(非A)をコード化して呈示し,Aか非Aかを判断させる試験方法 (JIS Z 8144参照)。
5.2.6.2
適用 この試験方法は,外観に違いのある試料又は刺激が長く持続する試料(例えば,あと味が
しつこく残る食品)を評価するために用いられる。この試験方法は厳密に似ている試料を幾つも用意でき
ない場合に特に有効である。
5.2.6.3
評価者 望ましい評価者数は,選ばれた評価者で20人以上,評価能力による選抜及び訓練を受
けていない評価者で30人以上である。
5.2.6.4
手順 一度に一つの試料を評価者に呈示する。評価者が基準となる試料”A”を認識できるように
なるまで,最初に数回基準となる試料“A”を評価者に呈示する。それから,“A”又は“非A”の試料を
ランダムに数回呈示し,評価者は“A”か“非A”かを回答する。試料を呈示する間隔はかなり(例えば,
2〜5分)あけるとよい。1回の試験では,数個だけ試料を呈示する。
5.2.6.5
結果の解析 6.2.6に示す。
5.3
尺度及びカテゴリーを用いる試験方法(7.4,7.5及び7.6を参照)
5.3.1
試験のタイプ 次の試験方法は,差の順番若しくは大きさ,又は試料が該当するカテゴリー若しく
は分類を評価するのに用いる。
a) 順位法(5.3.2参照)
b) 分類(5.3.3参照)
c) 格付け法(5.3.4参照)
d) 採点法(5.3.5参照)
e) 等級付け(5.3.6参照)
5.3.2
順位法(7.4参照)
5.3.2.1
定義 指定した官能特性について,強度又は程度の順序に試料を並べる方法 (JIS Z 8144)。
5.3.2.2
適用 順位法の適用範囲は広いが,識別効率はそれほど高くない。次のような使用を勧める。
a) 一層正確な評価を計画するために,スクリーニング試験として用いる。
b) 試料の選択のために用いる。
c) 受容度及びし(嗜)好の順位を決定するための消費者試験で用いる。
d) 評価者の訓練のために用いる。
この試験方法は迅速に実施でき,複雑な属性(例えば,質又はフレーバ)をもつ少数試料(6個程度)
の評価に有効であり,外観については多数試料(20個程度)の評価にも有効である。
5.3.2.3
評価者 望ましい評価者数は,専門家で2人以上,選ばれた評価者で5人以上,評価能力による
選抜及び訓練を受けていない評価者で10人以上(消費者試験のためには100人以上)である。
5.3.2.4
手順 試験前に,評価する属性及び基準について評価者が理解し,同意していることを確認して
おく必要がある。この試験方法では,各評価者はあらかじめ決めた順番で,コード化された試料を評価し,
仮の順位付けを行う。再び試料を評価して,この順位を確認し,調整する。
9
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.2.5
結果の解析 6.3.2に示す。
5.3.3
分類
5.3.3.1
定義 あらかじめ用意されたカテゴリーに従って試料を仕分ける方法及び行為 (JIS Z 8144参
照)。
5.3.3.2
適用 製品の欠陥を評価するような状況で用いることを勧める。
5.3.3.3
評価者 望ましい評価者数は,専門家で3人以上,選ばれた評価者で3人以上である。
5.3.3.4
手順 用いる分類は,専門家又は選ばれた評価者によって明確に定義され,理解されているもの
がよい。各評価者は試料をすべて評価し,各試料をどれか一つのカテゴリーに割り付ける。
5.3.3.5
結果の解析 6.3.3に示す。
5.3.4
格付け法
5.3.4.1
定義 あらかじめ用意され,かつ,順位をもったカテゴリーに試料を分類する方法 (JIS Z 8144
参照)。
5.3.4.2
適用 次のような評価に用いることを勧める。
a) 一つ以上の属性の強度
b) し(嗜)好の程度
格付け法は属性の強度又はし(嗜)好の程度を評価するため,得られる情報は順位法よりも多い場合が
ある。
5.3.4.3
評価者 望ましい評価者数を,次に示す。
a) 属性の強度を決定するためには,専門家で1人以上,選ばれた評価者で5人以上,評価能力による選
抜及び訓練を受けていない評価者で20人以上。
b) し(嗜)好の程度を決定するためには,2試料の場合で評価者50人以上,3試料以上の場合で評価者
100人以上。
5.3.4.4
手順 用いる分類は明確に定義され,評価者によって理解されたものがよい。尺度には,ライン
スケール,記述的尺度又は両方を組み合わせた尺度がある。単極尺度又は両極尺度を用いる。
各評価者は試料を評価し,各試料を尺度上の点に割り付ける。カテゴリーに数字を割り付けた場合には,
これらの数字を得点と考えないほうがよい。
5.3.4.5
結果の解析 6.3.4に示す。
5.3.5
採点法
5.3.5.1
定義 あらかじめ用意された基準に従って試料に点数を付与する方法 (JIS Z 8144参照)。
5.3.5.2
適用 一つ以上の属性の強度を評価するための使用を勧める。
5.3.5.3
評価者 望ましい評価者数は,専門家で1人以上,選ばれた評価者で5人以上,評価能力による
選抜及び訓練を受けていない評価者で20人以上である。
5.3.5.4
手順 用いる尺度のタイプを明確に定義する。尺度は,間隔,比率[マグニチュード推定(ISO
11056参照)は,比率尺度の一種である。]又は両方を組み合わせたものに基づく。主な状況は二つある。
一つは,評価者は,各試料に尺度の値(例えば,ラインスケール上の位置,記述的尺度のカテゴリー)を
割り付ける。もう一つは,評価者は,試料を評価し,得点を割り付けるが,試験監督者が,事前に決めた
規則に従って得点を割り付ける。
5.3.5.5
結果の解析 6.3.5に示す。
5.3.6
等級付け(7.5及び7.6を参照)
10
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.6.1
定義 選ばれた評価者又は専門家が,一つ以上の属性に基づき,試料を質に従って分類する試験
方法。
5.3.6.2
適用 この試験方法では,事前に属性を選択し,各属性の尺度を定義し,各属性を重み付けして,
等級付けを定義する必要がある。
5.3.6.3
評価者 評価者数は,用いる等級付けの手順による。
5.3.6.4
手順 7.5及び7.6に示す。
5.3.6.5
結果の解析 6.3.6に示す。
5.4
分析形試験法又は記述的試験法
5.4.1
試験方法のタイプ これらの試験方法は,一つ以上の官能特性について定性的,かつ,定量的に特
徴をとらえるために,一つ以上の試料に適用する。試験方法は,次のように分類する。
a) 簡単な記述的試験法(5.4.2参照)
b) 定量的記述的試験法(1) 及びプロファイル法(5.4.3参照)
これらの試験は希釈法と組み合わせることがある[4.5 c) 参照]。
注(1) 定量的記述的試験法とは,一般的にQDA (Quantitative Descriptive Analysis) 法と言われている試
験方法のことである。
5.4.2
簡単な記述的試験法
5.4.2.1
定義 試料の総合的な特徴に関連する個々の属性の定量的記述を得るための試験方法 (JIS Z
8144参照)。
5.4.2.2
適用 この試験方法は,次の目的に用いる。
a) 特定の1個又は数個の試料の属性の確認及び記述(ISO 11035参照)。
b) 得られた属性を評価する順番を確立する。
この試験方法は,あらかじめ確認してある差を記述するために用いることを勧める。評価者の訓練に有
効な試験方法である。
5.4.2.3
評価者 望ましい評価者数を,次に示す。
a) 属性の確認及び記述の場合は,専門家で5人以上である。
b) 属性を知覚する順番を確立する場合は,選ばれた評価者で5人以上である。
5.4.2.4
手順 この試験方法は一つ以上の試料に適用する。1回の試験で二つ以上の試料を呈示する場合
は,試料の呈示順による順序効果が発生することがある。この効果の重要性は,呈示順を変えて試験を繰
り返すことによって評価できる。
各評価者は自分の判断に基づいて試料を評価し,その結果を記録する。属性の照合表を評価者に与えて
もよい。官能評価結果について,パネルリーダのもとで検討を行ってもよい。
5.4.2.5
結果の解釈 各記述的用語の使用頻度に基づいて,その試料に適用できる記述的用語の一覧を作
成することが望ましい。多くの場合,評価結果について広く意見を求めることは有用である。記述的用語
の収集及び選択についてはISO 11035を参照する。
5.4.3
定量的記述的試験法及びプロファイル法(ISO 6564及びISO 11036を参照)
5.4.3.1
定義 簡単な記述的試験法によってあらかじめ作成した評価用語の一覧から選んだ用語を用い
て,試料の官能特性を再現性のある方法で評価する試験方法又は理論的方法。試料の総合的な印象に寄与
する属性を各々強度尺度で評価し,その結果を試料の官能プロファイルの決定に用いる。この手法は,に
おい,フレーバ,外観,テクスチャなどの単一の属性又は複数の属性の組合せの評価に用いることができ
る (JIS Z 8144参照)。
11
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.3.2
適用 次の目的で用いることを勧める。
a) 新製品の開発
b) 試料間の差の性質の解明
c) 品質管理
d) 機器測定データとの相関分析のための官能評価データの提供
5.4.3.3
評価者 この手法について特に訓練された,選ばれた評価者又は専門家で5人以上からなるパネ
ルが必要である。場合によって,
− パネルリーダは訓練を指導する。
− パネルリーダは討論の進行を管理し,合意を導き出す。
− パネルリーダが不在でも,試験監督者は状況を管理する。
5.4.3.4
手順 試料の品質の範囲で予備試験を行い,重要な官能特性を確立する。予備試験の結果は,試
験で用いる記述的用語一覧を作成したり,試料を呈示する手順及び試験する手順を確立するのに用いる。
パネルは確立した試験方法について訓練し,特に評価用語の使用について訓練する。この段階で各評価用
語の見本を用いることは有効である。特にその属性が表す官能特性を示すものを見本に選ぶ。
試験では,評価者は評価用語一覧に従って試料を評価し,強度尺度上の属性について評点を付ける。通
常,評価後も持続する刺激(例えば,食品のあと味)を含め,各刺激を実際に感じる順番,並びに総合的
な印象(例えば,フレーバ全体の強弱及びバランスの良しあし)について記述する。
5.4.3.5
結果の解釈 データの扱いには2通りの基本的取組み方がある。一つは,評価者が評価を終了し
た直後に,パネルリーダが結果を表形式に整理し,評価の違いを解明するための検討を始める。必要なら
ば試料の再評価を行い,討論の結果,パネルはプロファイルに関してグループとしての結論を出す。もう
一方は,検討はしないか,又は少し検討しただけで,各評価者の付けた得点の平均をプロファイルとする。
結果を統計的に取り扱うのに簡単な方法はないが,試料間の差及び評価者間の差の意味及び有意性を調
査するために多変量解析を用いることができる。
6. 結果の解析
6.1
一般 この箇条は,官能評価結果の統計解析に用いる適切な方法を示す。個別の方法の詳細につい
ては,この規格の2.に記載した引用規格及び7.で理解することができる。斜体で示した統計用語について
は,附属書1に詳細説明がある。
6.2
識別試験法
6.2.1
一般 5.2で述べた識別試験法の目的は,2種類の試料A及びBに識別可能な差[又はし(嗜)好
差]があるかないかを決めることである。例えば,Aを好む人,Bを好む人又は奇数試料を正しく選んだ
人のような各々のカテゴリーに属する評価者数によって,試験結果は決まる。
6.2.2
2点試験法(7.2参照)
6.2.2.1
統計的解釈 この試験方法には二つの可能な形式がある。第一は二つのものの差の方向の検出及
び決定に関する試験方法,第二は二つのもののし(嗜)好の差に関する試験方法である。
この解析は,試験の各対がAA又はBBでなく,AB又はBAのような,A及びBの2種類の試料で構成
される場合にだけ適用する。
いずれの場合も,帰無仮説は“二つのものは[強度,し(嗜)好のどちらでも]区別できない”である。
統計用語では,試験に参加した各評価者にとって,A又はBが,他方より強い強度を示す(又は,より好
まれる)確率は等しい,すなわち,PA=PB=1/2,のように表現する。
12
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A若しくはBが他方より強い強度を示す,又は他方より好まれると判断した参加者数に基づく結果の解
釈は,帰無仮説に対する対立仮説によって決まる。試験実施前に決められる対立仮説によって,試験は両
側検定又は片側検定になる。
6.2.2.2
両側検定 両側検定は,二つのものの強度に差があるかどうか[(感覚)強度試験],し(嗜)好
に差があるかどうか[し(嗜)好試験]を単に知りたい場合に用いる。対立仮説は,PA≠PB(すなわち,
PA>PB又はPA<PB)と書く。
片方の試料を選んだ人数が,付表1の2列目(2点試験法)にある数以上ならば,5 %の有意水準で帰
無仮説は棄却される。
この場合は,二つのものに差があると結論することになる。そして,もしAのほうを選んだ人が多かっ
たならば,AはBよりも有意に強い強度である(又は,有意に好まれる)と結論する。
6.2.2.3
片側検定 片側検定は,例えば,Aというものがもう一方のものよりも強い強度がある[(感覚)
強度試験]か,又は好まれる[し(嗜)好試験]かを知りたい場合に用いる。対立仮説はPA>1/2である。
Aを選んだ人数が,付表1の4列目(1対2点試験法及び2点試験法)にある数以上ならば,5 %の有
意水準で帰無仮説を棄却する。この場合には,[(感覚)強度又はし(嗜)好で]AがBに勝っているこ
とが,パネルに有意に認識されたと結論する。
例題 30人の評価者を用いた試験で,20人はAが好き,10人はBが好きと回答した。試験前にA又
はBのいずれかが好まれるはずであると考える理由はなかった(すなわち,試験は両側検定で行
われた)。人数が多かったほうの人数(20人)を,付表1の1列目(評価者数)の30と同じ行に
ある2列目(2点試験法)の数 (21) と比較する。実験から得られた数は,付表1の数よりも小さ
かったので帰無仮説は5 %の有意水準で棄却されず,どちらかが好まれたと結論することはでき
ない。
一方,前もってAのほうが好まれると期待していた場合,試験は片側検定になる。Aを好んだ評価者の
人数を,付表1の1列目(評価者数)の30と同じ行にある4列目(1対2点試験法及び2点試験法)の数
(20) と比較する。試験で得た数が付表1の数と等しいため帰無仮説は5 %の有意水準で棄却され,Aのほ
うが有意に好まれたと結論する。
6.2.3
3点試験法(7.3参照) 帰無仮説は,“試料間の区別ができない”である。この場合,ある試料が
他の二つの試料と異なることを正答する確率Pは,P0=1/3に等しい。統計用語では,帰無仮説H0はP0=1/3
と表現する。
試験は片側検定である。試験監督者は二つの試料が区別できるか知りたい。そして,対立仮説P>1/3を
採用しようとして帰無仮説を棄却することになる。
正答数が付表1の3列目(3点試験法)の数以上ならば,正答数の割合は,5 %の有意水準でP0=1/3よ
りも有意に高いことを示す。
6.2.4
1対2点試験法(ISO 10399参照) 帰無仮説は“試料間の区別ができない”である。この場合,
試料が基準となる試料と同じであることを正答する確率は,P0=1/2に等しい。統計用語では,帰無仮説H0
はP0=1/2と表現する。
この試験は片側検定である。試験監督者は二つの試料が区別できるか知りたい。そして,正答数が5 %
の有意水準で有意を示す付表1の4列目(1対2点試験法及び2点試験法)の数以上ならば,対立仮説P>1/2
に対する帰無仮説を棄却する。
6.2.5
2対5点試験法 帰無仮説はP0=1/10である。この試験は片側検定で,対立仮説はP>1/10である。
13
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
正答数を付表1の5列目(2対5点試験法)の数と比較する。
6.2.6
A非A試験法(ISO 8588参照) この試験方法の結果は,2点試験法と同じ方法で解析する。
6.2.7
識別試験法における“差なし”の取扱い 識別試験法において“差なし”と判断したい場合がある。
“差なし”を認めない(これを強制選択という。)と規定はしていないが,認めると正答なのに自信のない
評価者は“差なし”と回答するであろう。この場合の欠点は,評価者が推測することを助長し,正直に“差
なし”と回答したい評価者の意思も弱めることになる。その結果,解析に利用できる評価者数が減ること
になる。
“差なし”の結果を認める場合は,次の方法がある。
a) “差なし”の結果を無視する。すなわち,パネルの全評価者数から“差なし”と回答した評価者数を
引く。
b) “差なし”の結果を回答の他の二つのカテゴリーに割り振る。すなわち,2点試験法ではAとBに“差
なし”の結果の半分ずつを割り振り,3点試験法では正答に“差なし”の結果の1/3を割り振り,1対
2点試験法では正答に“差なし”の結果の1/2を割り振り,2対5点試験法では正答に“差なし”の結
果の1/10を割り振る。
c) “差なし”の結果を不正答のカテゴリーに配分する。
d) “差なし”の結果を別々に考察する。
もし,“差なし”の回答が相当の割合で得られたならば,それには意味があり,後の試験に役立つことが
ある。 この場合,試料間の差が評価者の検出いき(閾)以下であることを特に示している。これは試験が
不完全であることも示し,パネルを構成する各評価者に重要な生理的な差が存在したり,参加している試
験に対する動機付けが欠如した評価者がいることさえも示すことがある。
強制選択を用いた場合だけ,結果の統計解析が可能である。
例えば,次のような系統的効果に関して確認するとよい。
a) 各評価者の試験順序の効果
b) 数人の評価者に対する呈示順の効果
6.2.8
逐次的アプローチ このアプローチは“強制選択”オプションを選択した場合にだけ用いることが
できる。
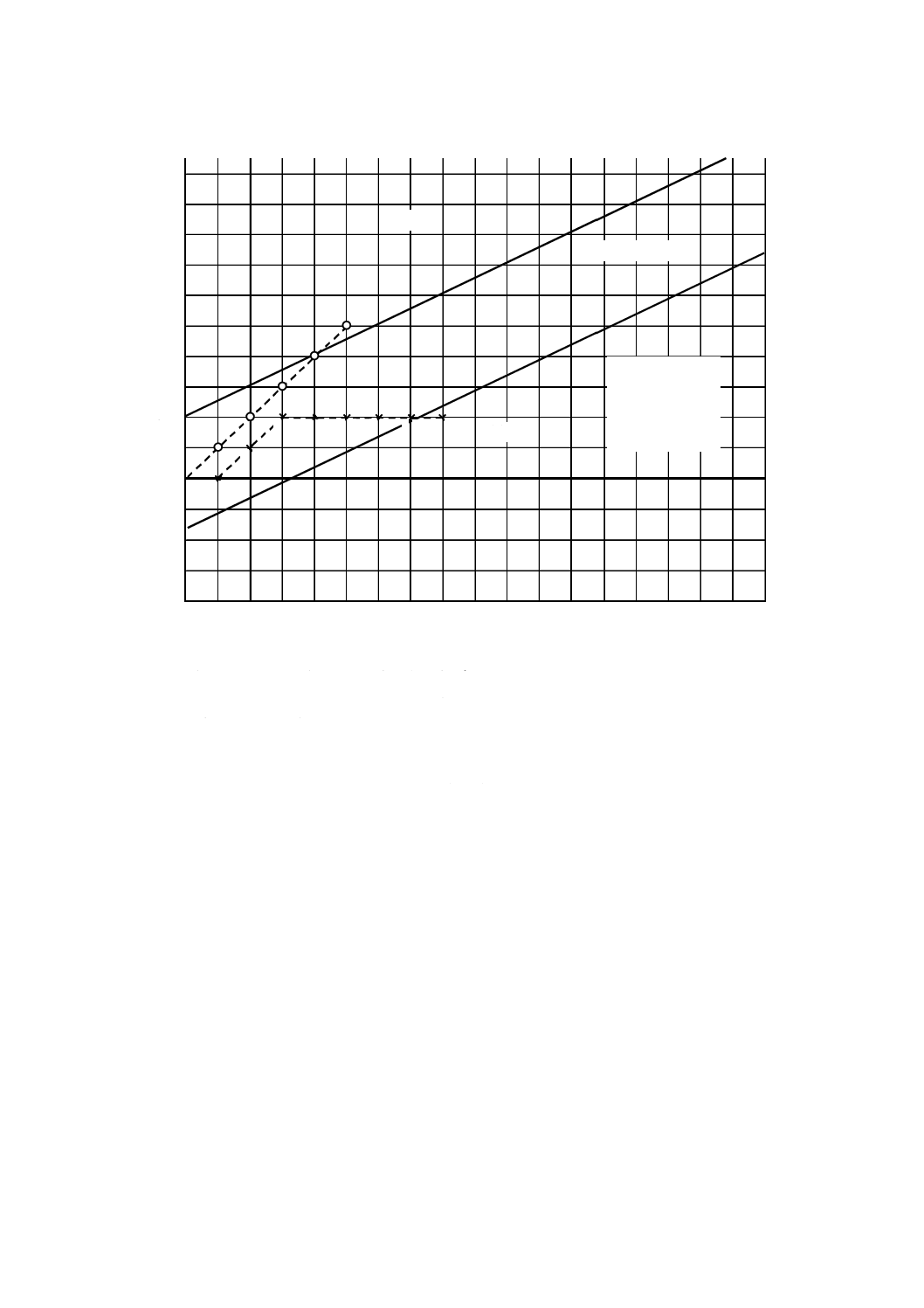
逐次的アプローチでは,試験のたびに結果を確認し,結論に至ると試験を終了する。差が存在するかし
ないかは,通常,斜めの直線からなる境界領域のグラフを参照して決定する(付図1参照)。
結果が得られるたびにグラフに新たな点を加えていく。図示した点が境界領域から外れたら結論を下し,
試験を終了する(2)。
境界の位置は次の情報から計算する。
a) 偶然に正答する確率
b) 必要な有意水準
c) 与えられた大きさの差を検出するために必要な能力
注(2) この種のグラフを確立する方法の正確な記述に関しては専門書を参照のこと。
6.3
尺度及びカテゴリーを用いる試験方法(7.5及び7.6参照)
6.3.1
一般 5.3に規定したどのタイプの試験方法を用いた官能評価分析でも,統計手法の選択は,試験
目的に依存し,試料数が一つ,二つ又はそれ以上かどうかに依存する。この項では,統計手法について述
べる。
6.3.2
順位法(7.4参照) 5.3.2で示したように,数人の評価者が試料に順位付けした場合,検定は,試
14
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
料間に有意差があるかどうかを決定するために行う(すべての試料の間に有意差がないといえるか検定す
る。)。また,ある試料が他の試料よりも順位が有意に高いか又は低いかを決定するためにも検定(多重比
較)を行う。
多重比較の結果,各試料を幾つかのグループに分けることができる。
6.3.3
分類 一つの試料について得られた結果は,各カテゴリーの頻度として整理する。二つ又はそれ以
上の試料の異なるカテゴリーへの分布を比較するためにカイ二乗(χ2)検定を用いる。すなわち,分布は
異なるという対立仮説に対して,分布は等しいという帰無仮説を検定する。χ2検定の別の使い方として,
一つの試料を分類する二つの方法によって得られた分布は等しいという帰無仮説の検定がある。
6.3.4
格付け法 刻みの数が少ないカテゴリー尺度上の格付けの結果は,分類の結果として扱ってよい。
刻みの数が多い場合のカテゴリーデータはグループ化して,各グループの頻度に整理してよい。
2個以上の試料を格付けした場合は,得られた分布を比較するのにノンパラメトリック検定を用いるの
がよい。
データがそのまま又は変換後に採点法の条件を満たす場合,6.3.5に示す方法を用いてもよい。
6.3.5
採点法 一つの試料について得られた結果は,(例えば,レンジ又は標準偏差のような)ばらつき
の測定値を伴った中央値又は平均値(算術平均)に整理するとよい。
二つの試料だけの場合,得点の分布が正規性の条件を満たすときはt検定を用いてよい(JIS Z 9041-1〜
-4を参照)。
各試料の得点分布が正規分布しないようならば,統計の専門家に相談するとよい。
三つ以上の試料について得点が得られる場合,分散分析を行うのが一般的である。比率尺度を用いた場
合は,データ変換が必要な場合がある。
6.3.6
等級付け(7.5及び7.6参照) データは分類の結果として整理できる。大量の試料(ロット)の等
級を決定するために,そこからサンプリングした試料のデータを用いるならば,JIS Z 9015-0〜-3を参照
して適切なサンプリングを行う。
6.4
分析形試験法又は記述的試験法(ISO 6564及びISO 11036参照) 簡単な記述的試験法及びプロフ
ァイル法の結果の取扱いは,5.4.2.5及び5.4.3.5に示す。
7. 試験方法の詳細
7.1
一般
7.1.1
予備的検討 評価者の判断を偏らせないならば,試験監督者は評価者と試験目的,問題点及び試料
の性質に関する予備的な議論をすることが望ましい。
識別試験法では,試験をする一連の試料の中から典型的な数個の試料を呈示し,討議する。この試料は
2個又は3個に限定すべきであるが,試験する刺激を代表するものでなければならない。この予備的検討
は,し(嗜)好試験に用いないほうがよい。
順位法では,必要があれば順位付けの練習をしてもよい。この試験方法では,全評価者が共通の基準に
基づいて評価しなければならない。
尺度を用いる試験方法では,試験監督者は尺度上の各段階の意味を評価者に特に知らせてもよい。評価
のための典型的な試料を幾つか呈示し,議論するとよい。刺激のすべての属性を評価できるように試料数
を確保すべきである。
7.1.2
評価者数 評価者の最少人数は,試験の目的に依存する(5.参照)。識別試験法の場合,採用した
有意水準で有意になる最小の回答数を数表で確認する。例えば,3点識別法では付表4を参照すると,有
15
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
意水準5 %又は1 %では最低5人の評価者が,有意水準0.1 %では最低7人の評価者が試験実施のために
必要なことが分かる。
結果を統計解析する場合,評価者数が多くなるほど,試料間の差を検出する確率が高くなる。
試験を実施する評価者数及び各評価者の反復数は,その評価の目的及び要求される精度に依存する。一
般的な規則はないが,5.2.5.3及び5.4に関連する規定がある。
7.1.3
試験監督者の参加 一般に,試験監督者は試験に参加してはならない。試験監督者が参加する場合
は,試験監督者は試料のコードについて知っていてはならない。
7.1.4
試料の準備(呈示方法,希釈など) 試料は十分な量を確保し,評価者に呈示するために必要な試
料数を調製する。
評価者が試料の呈示方法から,その試料の性質について結論を引き出せるようなことがあってはならな
い。したがって,一連の呈示に使う試料は同一形態[同一器具,同一容器,同一量及び同じ配置(三角形
に,直線に,など)]でなければならない。
呈示する試料の温度は同じでなければならない。また,可能ならば,一連の試験中における全試料の温
度が同じになるようにする。
試料を入れる容器は,3けたの乱数でコード化するのがよい。コード化は試験ごとに変えなければなら
ない。
試験目的によっては,試料の特定の属性をマスキング(例えば,色の効果を除くための色光源の使用,
テクスチャの効果を除くための試料の均質化)する。
7.1.5
試験報告書 報告書には,次の情報を記載しなければならない。
a) 試験目的(例えば,識別試験で提示した質問)
b) 試料を規定するための全情報(量,形,温度など)
− 試料数
− 対照試料,見本の有無
c) 試験条件
− 評価者数及び評価者のレベル
− 試験回数
− 試験手順(試験中に行った説明又は指示,例えば,識別試験の“強制選択”オプション使用の有
無)
− 試験環境
− 試料の調製条件
d) 結果及びその統計的解釈(検定方法及び検定結果)
e) この規格の引用
f)
適用規格からの逸脱点
g) 試験監督者の氏名
h) 試験の日時
7.2
2点試験法
7.2.1
一般 この試験方法による試験が片側検定(片方向に特に意味をもつ)か両側検定(両方向に同等
に意味をもつ)であるかを知らなければならない。二つの試料のうち一つは対照試料としてもよい。
7.2.2
試験方法
7.2.2.1
試料の呈示 評価のために一対の試料を同時に又は続けて呈示しなければならない。ABとBA
16
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の組合せが同じ回数出現し,評価者にランダムに割り当てられるように,呈示順序をバランスさせなけれ
ばならない。感覚疲労が最小になるか避けられるならば,何対かを続けて呈示してもよい。
7.2.2.2
質問 質問の仕方は評価者の回答にバイアスを与えるので,極めて重要である。
試験の目的によって,次の質問をする。
a) 識別試験:二つの試料の中で,どちらがより.......?(甘いか,かたいか,など)
b) し(嗜)好試験:二つの試料の中で,どちらが好きか?
c) 評価者の訓練:二つの試料の中で,どちらがより...... ?
7.2.2.3
方法の選択 試験監督者は,次の中から実行可能な一つを選択しなければならない。
a) “強制選択”に従って,たとえ評価者が違いを感じないと主張しても,いずれの試料がより刺激が強
いか,又はより好ましいかを回答させる。
b) “差なし”,“好みの差なし”の回答を許す。
“強制選択”の回答用紙の見本を,附属書2に示す。いずれの方法を選択するにしても,1枚の回答用
紙で二つ以上の質問をしてはならない。何対か続けて呈示する場合には,各対の間を必要な間隔だけ空け
なければならない。二つ以上の質問をしなければならない場合は,質問ごとに試料のコード化をやりなお
し,別々の質問として試験しなければならない。“強制選択”は,統計的な原理に基づく唯一の方法である。
7.2.3
結果の表現及び解釈 試験監督者は,次のように回答を照合し,解釈しなければならない。実際の
適用例を,附属書3に示す。
7.2.3.1
“強制選択”を選んだ場合 片側検定の場合には,試験監督者が予測したほうの試料の回答数を
合計し,付表2を参照する。
両側検定の場合には,二つの試料の回答数を各々合計し(大きいほうの合計数を採用),試料間の刺激強
度又は好ましさに有意差があるか検定するために付表3を参照する。
7.2.3.2
“差なし”又は“好みの差なし”という回答を許可した場合 6.2.7参照。
7.3
3点試験法
7.3.1
一般 ここで述べている試験方法は,単純な3点試験法である。この試験方法で拡張できる点につ
いては,附属書4に示す。この試験方法は試料間のわずかな差をとらえることが可能である。ただし,こ
の差は試料のすべての属性に起因する場合もあれば一つの属性に起因する場合もある。
7.3.2
試験方法
7.3.2.1
試験目的の告知 回答にバイアスが入らない範囲で,評価者には試験の目的を知らせておかなけ
ればならない(7.1.1参照)。
7.3.2.2
試料の呈示 準備した試料のセットは,評価者にランダムに呈示しなければならない。したがっ
て,ある評価者は試料A二つと試料B一つを受け取り,他の評価者は試料B二つと試料A一つを受け取
ることになる。
評価者の数が6の倍数でない場合は,次の方法が可能である。
− 不足分の(1又は複数)セットを追加しない(この選択肢は問題の第1番目の処理方法として十
分であろう。)。
− 数人の評価者が2回試験する(この場合,結果は統計的に分析することはできない。)。
− 各評価者に数回に分けて6セットを呈示する。
7.3.2.3
試料を評価する順序 評価者は,あらかじめ決められた順序でセット中の3試料を試験しなけれ
ばならない。その順序は試験する一連のセットで常に同じでなければならない(例えば,常に左の試料か
ら開始する又は常に右の試料から開始する。)。しかしながら,同一セットの評価中であれば,評価者が3
17
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料を繰り返し試験することを認めなければならない。必要であれば,評価者に試験1回分の分量につい
て助言してもよい。
7.3.2.4
方法の選択 試験監督者は,次の可能な方法のうち一つを選択しなければならない。
− “強制選択”オプションによって,評価者が違いを検出しないと主張しても,どの試料が他の二
つと異なるかどうかを回答させる。
− 評価者が違いを検出することができない場合,“差なし”という回答を許可する。結果の解析に数
表を用いた厳密な統計的妥当性が必要な場合には“強制選択”オプションを用いなければならな
い。回答用紙の見本を,附属書5に示す。
7.3.3
結果の表現及び解釈
7.3.3.1
“強制選択”オプション 試料間に有意差があるかどうか決めるために正答の数を数え,付表4
を参照する。適用の実例を,附属書6に示す。
7.3.3.2
“差なし”回答 6.2.7を参照。
7.4
順位法
7.4.1
一般 この試験方法は,単一属性,ある属性の要素又は総合的な印象の強度を基準にして,様々な
種類の試料に差があるかどうかを調べるために用いられる。
試料を(他の試験方法を用いる前に)予備的に分類するため,又は他の試験方法では評価者が信頼でき
る使い方をするには難しすぎる場合には,この試験方法を特に推奨する。とりわけ,この試験方法は試料
の処理条件(例えば,原材料,加工方法,処理方法,包装資材,貯蔵方法)の違いが影響するかどうかを
決めることができる。
評価者にランダムな順序で,数試料を同時に呈示し,特定の一つの基準(例えば,総合的な印象,ある
属性又はある属性中の特定の特徴)に従って試料を順位付ける。全評価者は同一の試験条件のもとで評価
しなければならない。
見本を用いる場合は,非明示試料として呈示する試料に加える。
順位付け可能な試料数は,試験の難易度によって決まる(例えば,フレーバの強い試料の評価では試料
数を少なくしなければならない。一方,色の基準による順位付けでは試料数は多いこともある。)。
7.4.2
手順
7.4.2.1
試験方法 評価者はランダムな順序で呈示されたP個の試料を評価し,決められた基準に従って,
試料に順位を付ける。
同じ試料の組合せについて,試料のコードを変えて各評価者に何回も呈示することがある。試験監督者
の指示に従い,評価者は試験する属性の強度が最大又は最小の(例えば,最もかたい/最もやわらかい,
最も甘い/最も甘くない)試料に1位を付ける。他の試料に対して,2位からP位まで順に付ける。
同順位は避けるように評価者に指示する。2個の試料間にほとんど差を見出せないときでも,最良の推
測をするよう指示することが望ましい。どうしても試料の区別がつかない場合には,評価者は,この項で
説明している回答用紙(7.4.2.2参照)にその旨を記述しなければならない。
最初に仮の順位を付け,次に属性の強度の順になるように慎重に評価するとよい。また,一つの属性だ
けを評価するのがよい。幾つかの属性について順位付けが必要な場合には,試験監督者は各属性に対して
別々に試験を実施しなければならない。試料に固有の指示は評価者に与えなければならない(例えば,に
おいを評価する前に試料をかくはんするように指示する,又は味覚の疲労を元に戻すために,評価と評価
との間に水,薄いお茶又は食パンのようなものを用いるように指示する。)。
7.4.2.2
回答用紙 個々の試料の順位は回答用紙に記入しなければならない。回答用紙の見本を,附属書
18
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7に示す。試験目的及び試料によっては,更に多くの情報が必要なこともある。
7.4.3
結果の表現及び解釈
7.4.3.1
結果の照合 必要ならば,各評価者が回答用紙に記入した評価を,試験ごと,属性ごとに表にま
とめ,同順位の試料は等号記号で示す(付表5参照)。
7.4.3.2
試料の再符号化及び順位和の算出 試料を再符号化し,各評価者の各試料の順位を表にする。同
順位がある場合には,平均順位を付ける(付表6参照)。付表6の列ごとに合計して,各試料の順位和を求
める。
試料の順位和を比較することによって,試料間の差を評価することができる。
7.4.3.3
統計的解釈 多くの検定方法の中から,次のものを推奨する。
− フリ−ドマン検定:これは非常に一般的な方法であり,試料間の差についての評価者による識別
を調べるのに最もよく用いられる。
− ペ−ジ検定:これは試料間にあらかじめ決められた順序が存在しているときに用いる。
7.5
間隔尺度又は比率尺度を用いる試験方法
7.5.1
一般
7.5.1.1
留意点 ここで述べる試験方法は,感覚器官を用いて評価する試料の属性(例えば,味,におい,
テクスチャ)又は特定の属性(例えば,甘み,やわらかさ)の評価に用いることが可能である。特に,試
料の処理条件(例えば,原材料の変更,又は生産方法,処理方法若しくは貯蔵方法の違い)の効果を決定
するために用いてよい。
1回の試験で評価する試料数及び属性数は,試料の性質に依存する。
分類では,各属性に対応する,一つ以上の事前に決められた順序尺度,間隔尺度又は比率尺度の上に,
試料を位置付ける。
7.5.1.2
見本 順序尺度又は間隔尺度を用いるには,評価の手がかりを与えてくれる見本の使用を推奨す
る。見本は,非明示試料の一つとして,試料の中にも入れておくことを勧める。
この見本の属性を評価し与える得点については,評価者たちが合意に達していなければならない。見本
には,必要に応じて一つの総合点を与えたり,属性ごとに一つずつ得点を与えたりする。
7.5.1.3
一般的な試験手順説明 評価者には試料に関する説明を評価前にしておかなければならない。例
えば,においの試験前に試料をかくはんするように指示する,又は感覚疲労を元に戻すために,刺激をや
わらげるもの(例えば,脂肪又は油が多い試料を味わったあとに用いることがある水,薄めた紅茶,パン,
無塩クラッカー,スティック状のセロリ,四つ切にしたリンゴなど)を用いるように指示する。
7.5.2
手順
7.5.2.1
試料の準備(呈示方法,希釈など) 試料が強烈な刺激をもっているとか,そのままでは評価で
きない場合には,試験する刺激を適切に弱める方法がないか検討する(食品についてはISO 5497を参照)。
複数の試料を一度に呈示する場合及び一つずつ順番に呈示する場合がある。また,試料の呈示順はラン
ダムにするか,事前に決めた試験計画に従うようにする。しかし,結果にバイアスを生じさせる可能性が
あるものには注意を要する。すなわち,試料を同時に呈示するのか連続的に呈示するのかの違い,試料の
呈示順が連続であることの効果,あらかじめ決めた順番で呈示する試料のグループ構成(の決め方),1回
の試験で評価する試料数などである。
試料の準備及び呈示の方法は,それらが手順として適切であるように注意深く定義しなければならない。
場合によっては,特定の特性をマスキングするための方法も必要になる。
7.5.2.2
尺度の確立 用いる尺度は,間隔尺度又は比率尺度である。
19
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
間隔尺度はその特徴である段階数によって非常に種類が多い。理想的な尺度はないため,特定の尺度を
構成したり用いるたびに,それぞれの段階がその等間隔性の条件を満たす感覚強度の水準に対応するよう
に注意深く設定する必要がある。実際には,これらの水準は,見本(例えば,濃度の異なる物質)又は文
字表現によって定義する。したがって,得点又はあとで得点に変換される文字表現によって,評価者は回
答することになる。
ある段階だけを明確に定義することがある。このタイプの尺度の極端な形式は,両端の段階だけが定義
された,ラインスケール(アンストラクチャードスケール)である。このタイプの尺度の幾つかの例を7.5.2.3
に示す。
官能評価分析における比率尺度は,いわゆるマグニチュード推定(ISO 11056参照)によって得られる
(7.5.2.3.7参照)。
7.5.2.3
共通に用いられる尺度の例
7.5.2.3.1
強度を評価するための6段階尺度(3)
6段階尺度
1 (全く)感じない
2 非常に弱く(感じる)
3 弱く(感じる)
4 (はっきり)感じる
5 強く(感じる)
6 非常に強く(感じる)
7.5.2.3.2
かたさを評価するための7段階尺度(3)
7段階尺度
1 非常にかたい
2 かたい
3 わずかにかたい
4 かたくもやわらかくもない
5 わずかにやわらかい
6 やわらかい
7 非常にやわらかい
7.5.2.3.3
9段階し(嗜)好尺度(3)
9段階し(嗜)好尺度
9 最も快い
8 かなり快い
7 少し快い
6 わずかに快い
5 快いとも快くないともいえない
4 わずかに不愉快である
3 少し不愉快である
2 かなり不愉快である
1 最も不愉快である
20
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(3) これらの尺度は,等間隔であるという前提のときだけ間隔尺度である。等間隔でない場合には,
順序尺度とみなすべきであるし,また,そう扱わなければならない(7.6.4参照)。
7.5.2.3.4
一つの特徴(例えば,甘味)を評価するための不完全9段階尺度
十分でない
満足できる
過度に
7.5.2.3.5
強度のラインスケール(アンストラクチャードスケール)
芳香が弱い
芳香が強い
7.5.2.3.6
し(嗜)好のラインスケール(アンストラクチャードスケール)
非常に不愉快な
非常に快い
7.5.2.3.7
比率尺度 評価者に幾つかのオレンジジュースを呈示する。各ジュースと基準となる試料Rの
酸味の強さの比を反映するように,数字を使って評価するよう評価者に求める。
例えば,基準となる試料Rが20点のとき,375とコード化された試料の酸味が試料Rよりも3倍強い
と感じたならば,このジュースに60点を与える。また,658とコード化されたジュースの酸味が5分の1
と感じたならば,このジュースに4点を与える。
7.5.3
結果の表現 各特性について得られた得点から,頻度分布曲線を作成し,その平均及び標準偏差を
計算することができる。例えば,分散分析,回帰分析,相関分析のような統計的方法も使える。得られた
結果が間隔尺度又は比率尺度に従わないと考えられる場合は,ノンパラメトリック手法が役立つ。
試料の様々な属性ごとに評点がある場合,例えば,属性を横軸,評点を縦軸にとるような図を用いると
よい。異なる尺度を用いて属性を評価した場合,各属性に重み付けをする必要がある。
7.6
製品を分類するために順序尺度を用いる試験方法
7.6.1
一般 7.1及び7.5.1に示す。
7.6.2
手順
7.6.2.1
尺度の確立 用いる尺度は,次の基準を満たす順序尺度である。
a) 尺度の最も高い段階は,最も高い品質又は最も強い強度を示す。
b) 尺度には整数を用いる。
c) 各数字はそれぞれのクラス(階級)に対応する。
尺度の範囲は,試験の目的及び結果で必要な精度に依存する。試験開始前に,この範囲は決めなければ
ならない。
一般に,3段階から9段階の尺度を用いる。
7.6.2.2
順序尺度の例 3段階の主要な品質レベルに対応した,基本的な3段階尺度を取り上げる。
− 望ましい品質:主に正の(プラスの)記述。すなわち,品質規格を満たす場合である。
− 耐えられる品質:正と負の(プラスとマイナスの)混ざった記述。すなわち,条件付きで品質規
格を満たす場合である。
− 望ましくない品質:主に負の(マイナスの)記述。すなわち,品質規格を満たさない場合である。
21
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製品のイメージは,付表7及び付表8に示す原則に従って,3段階尺度を6段階又は9段階へと細分化
することによって細かく把握することができる。
7.6.3
試験方法 ひとたび評価者と試験監督者の間で予備的検討が行われ,パネルが見本の質的レベルを
示す得点(試料を総合的に評価した場合の一つの得点又は各属性ごとに決めた得点)に同意した場合は,
評価者は決められた尺度上の整数を用いて,各属性を評価する。
この評価は記述的評価の枠組みに基づくものである。
試料のタイプによっては,一つの試料について複数の属性を続けて評価したり,一つの属性について全
試料を評価してから次の属性を評価したりする(例えば,色の評価について)。もしも試験する試料が均一
でないならば(例えば,調理した肉のように,部分別に評価する場合),評価する属性を選ぶとき及び結果
を評価するときに試料の不均一さを考慮しなければならない。
評価者は,各自の評価を回答用紙に記入する。回答用紙の一例を,付表9に示す。
7.6.4
結果の表現 パネルを構成している各評価者からの結果(得点)が得られたら,頻度分布及び中央
値の計算によってこれらの結果を統計解析することができる。
22
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 1 数表
表中の値はすべて有意水準5 %のときの値である。他の有意水準については,ROESSLER,PANGBORN,SIDEL,
and STONE,J.Food Science, 43, 1978:940を参照。
評価者数
2点試験法
(両側検定)
3点試験法
1対2点試験法及び
2点試験法(片側検定)
2対5点試験法
5
−
4
5
3
6
6
5
6
3
7
7
5
7
3
8
8
6
7
3
9
8
6
8
4
10
9
7
9
4
11
10
7
9
4
12
10
8
10
4
13
11
8
10
4
14
12
9
11
4
15
12
9
12
5
16
13
9
12
5
17
13
10
13
5
18
14
10
13
5
19
15
11
14
5
20
15
11
15
5
21
16
12
15
6
22
17
12
15
6
23
17
12
16
6
24
18
13
17
6
25
18
13
18
6
26
19
14
18
6
27
20
14
19
6
28
20
15
19
7
29
21
15
20
7
30
21
15
20
7
23
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2 2点試験法の片側検定
付表 3 2点試験法の両側検定
回答数
各有意水準における
回答数
各有意水準における
5 %
1 %
0.1 %
5 %
1 %
0.1 %
7
7
7
−
7
7
−
−
8
7
8
−
8
8
8
−
9
8
9
−
9
8
9
−
10
9
10
10
10
9
10
−
11
9
10
11
11
10
11
11
12
10
11
12
12
10
11
12
13
10
12
13
13
11
12
13
14
11
12
13
14
12
13
14
15
12
13
14
15
12
13
14
16
12
14
15
16
13
14
15
17
13
14
16
17
13
15
16
18
13
15
16
18
14
15
17
19
14
15
17
19
15
16
17
20
15
16
18
20
15
17
18
21
15
17
18
21
16
17
19
22
16
17
19
22
17
18
19
23
16
18
20
23
17
19
20
24
17
19
20
24
18
19
21
25
18
19
21
25
18
20
21
26
18
20
22
26
19
20
22
27
19
20
22
27
20
21
23
28
19
21
23
28
20
22
23
29
20
22
24
29
21
22
24
30
20
22
24
30
21
23
25
31
21
23
25
31
22
24
25
32
22
24
26
32
23
24
26
33
22
24
26
33
23
25
27
34
23
25
27
34
24
25
27
35
23
25
27
35
24
26
28
36
24
26
28
36
25
27
29
37
24
27
29
37
25
27
29
38
25
27
29
38
26
28
30
39
26
28
30
39
27
28
31
40
26
28
31
40
27
29
31
41
27
29
31
41
28
30
32
42
27
29
32
42
28
30
32
43
28
30
32
43
29
31
33
44
28
31
33
44
29
31
34
45
29
31
34
45
30
32
34
46
30
32
34
46
31
33
35
47
30
32
35
47
31
33
36
48
31
33
36
48
32
34
36
49
31
34
36
49
32
34
37
50
32
34
37
50
33
35
37
60
37
40
43
60
39
41
44
70
43
46
49
70
44
47
50
80
48
51
55
80
50
52
56
90
54
57
61
90
55
58
61
100
59
63
66
100
61
64
67
24
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. この表中の値は,反復(回答)数nにおけるパラメータ p = 0.50の正確な二項分布の式から計算した。
2. 回答数が100以上(n>100)のときは,二項分布の正規分布による近似に基づいた次の式を用いる必要があ
る。この式は,各有意水準における最小正答数を1以下の誤差で与える。
最小正答数(X) = 次の式で最も近い整数
n
k
n
X
+
+
=
2/)1
(
ここに,
片側検定
両側検定
α<0.05 のとき k = 0.82
α<0.05 のとき k = 0.98
α<0.01 のとき k = 1.16
α<0.01 のとき k = 1.29
α<0.001 のとき k = 1.55
α<0.001 のとき k = 1.65
25
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 4 各有意水準において3点試験法で
差を検出するための最小正答数
回答数
各有意水準における
最小正答数
回答数
各有意水準における
最小正答数
回答数
各有意水準における
最小正答数
5 %
1 %
0.1 %
5 %
1 %
0.1 %
5 %
1 %
0.1 %
5
4
5
−
37
18
20
22
69
31
33
36
6
5
6
−
38
19
21
23
70
31
34
37
7
5
6
7
39
19
21
23
71
31
34
37
8
6
7
8
40
19
21
24
72
32
34
38
9
6
7
8
41
20
22
24
73
32
35
38
10
7
8
9
42
20
22
25
74
32
35
39
11
7
8
10
43
20
23
25
75
33
36
39
12
8
9
10
44
21
23
26
76
33
36
39
13
8
9
11
45
21
24
26
77
34
36
40
14
9
10
11
46
22
24
27
78
34
37
40
15
9
10
12
47
22
24
27
79
34
37
41
16
9
11
12
48
22
25
27
80
35
38
41
17
10
11
13
49
23
25
28
81
35
38
41
18
10
12
13
50
23
26
28
82
35
38
42
19
11
12
14
51
24
26
29
83
36
39
42
20
11
13
14
52
24
26
29
84
36
39
43
21
12
13
15
53
24
27
30
85
37
40
43
22
12
14
15
54
25
27
30
86
37
40
44
23
12
14
16
55
25
28
30
87
37
40
44
24
13
15
16
56
26
28
31
88
38
41
44
25
13
15
17
57
26
28
31
89
38
41
45
26
14
15
17
58
26
29
32
90
38
42
45
27
14
16
18
59
27
29
32
91
39
42
46
28
15
16
18
60
27
30
33
92
39
42
46
29
15
17
19
61
27
30
33
93
40
43
46
30
15
17
19
62
28
30
33
94
40
43
47
31
16
18
20
63
28
31
34
95
40
44
47
32
16
18
20
64
29
31
34
96
41
44
48
33
17
18
21
65
29
32
35
97
41
44
48
34
17
19
21
66
29
32
35
98
41
45
48
35
17
19
22
67
30
33
36
99
42
45
49
36
18
20
22
68
30
33
36
100
42
46
49
備考1. この表中の値は,反復(回答)数nにおけるパラメータ p = 1/3の正確な二項分布の式から計算した。
2. 回答数が100以上(n>100)のときは,二項分布の正規分布による近似に基づいた次の式を用いる必要があ
る。この式は,各有意水準における最小正答数を1以下の誤差で与える。
最小正答数(X) = 次の式で最も近い整数
6/)3
2(
4714
.0
+
+
=
n
n
z
X
ここに,
α<0.05 のとき z = 1.64
α<0.01 のとき z = 2.33
α<0.001 のとき z = 3.10
26
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 5 評価者の評価の概要
評価者
順位
1
2
3
4
1
A
B
C
D
2
B
C
D
A
3
A
B
C
D
4
A
D
B
C
5
B
C
A
D
備考 便宜上,A,B,C,Dの文字を付表5,付表6では用いている。
付表5では,これらの文字は評価者に呈示した3けたの乱数でコード化した
試料を示している。付表6では,これらの文字は実際の試料名を示している。
付表 6 付表5に示した試料に対する再符号化及び順位和の算出
評価者
試料
順位
A
B
C
D
和
1
1
2
3
4
10
2
4
1.5
1.5
3
10
3
1
3
3
3
10
4
1
3
4
2
10
5
3
1
2
4
10
試料の順位和
10
10.5
13.5
16
50
備考 各行の順位合計は等しく,0.5P (P+1) になる。
=
=
=
27
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 7 尺度の細分化の例
品質レベル
尺度上の評点
k = 3
k = 6
k = 9
望ましい
3
6
9
8
5
7
耐えられる
2
4
6
5
3
4
望ましくない
1
2
3
2
1
1
28
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 8 ある製品の総合評価に適用する尺度の細分化の例
9 完全に,典型的な
6 完全に,典型的な
3 完全に典型的なレベルから少し逸
脱のあるレベルまで
8 典型的で,ゆるがない
5 典型的だが,少し逸脱がある
7 典型的だが,少し逸脱がある
6 かすかに分かる程度の逸脱があ
る,又は小さな欠点がある
4 かすかに分かる程度の逸脱が
ある,又は少し欠点がある
2 かすかに分かる程度の逸脱がある
レベルから分かる程度の欠点のあ
るレベルまで
5 分かる程度の逸脱がある,又は少
し欠点がある
3 分かる程度の逸脱から分かる
程度の欠点までの範囲
4 分かる程度の欠点がある
3 強い欠点がある
2 強い欠点から非常に強い欠点
までの範囲
1 強い欠点のあるレベルから完全に
変化しているレベルまで
2 非常に強い欠点がある
1 完全に変化している
1 完全に変化している
付表 9 回答用紙の見本
製品名:
日付:
検査項目:
評価者:
試料番号
属性
得点
気づいた点を自由に記入してください
A
B
C
など
A
B
C
など
29
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
αは差がないときに“差あり”と判断する確率。
βは差があるときに“差なし”と判断する確率。
P0は試料が同一であるときの正答の期待割合。
P1は奇数試料が(偶然ではなく)総数の半分検知されるときの正答の期待割合。
付図 1 逐次的アプローチ−3点識別法を用いた例
[WALD,A. Sequential Analysis (1947),Wiley,New York から引用]
試験回数
-2
2
4
10
8
6
4
正
答
し
た
試
験
回
数
14
16
18
2
6
8
10
12
0
差あり
未決定領域
差なし
×
×
×
×
×
×
×
×
この試験の基準は
α=0.05
β=0.10
P0=0.33
P1=0.66
30
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)統計用語
序文 この附属書は,統計用語について記述するものであり,規定の一部ではない。
なお,この用語を用いるときは,JIS Z 8101の規格群を参照するとよい。
1. 仮設検定−帰無仮説 官能評価分析では,試験は仮説を確かめるために実施される。この仮説は,試
験実施前に明確であいまいさのないものにしなければならない。そして,帰無仮説H0のような統計の言葉
に翻訳できるように,仮説を定式化しなければならない。
試料特性の強度に差がない[又は試料間にし(嗜)好差がない]という仮説が一般に帰無仮説である。
2. 対立仮説 帰無仮説が棄却されたときに採用される仮説を明確に示したものが対立仮説である。帰無
仮説H0がP =P0のとき,対立仮説H1は,両側 (P≠P0) 又は片側(例えば,P>P0)になる。両方の例が本
体6.2.2に示されている。
3. 有意性−有意水準 試験結果を解析したとき,可能な結論が二つある。
a) 帰無仮説は棄却されない。
b) 帰無仮説は棄却される。
いかなる試験でも評価者数には限りがあるため,(対立仮説を採用して)帰無仮説を棄却する結論には危
険が伴う。有意水準は,帰無仮説が真のときに帰無仮説を棄却してしまう確率(又はそのような確率の最
大値,“P値”という。)である。
通常,α=0.05 (5 %)又はα=0.01 (1 %)が有意水準として用いられる。試験結果の解釈のために用いる数
表の多くは,これら二つの有意水準の値を載せている。帰無仮説を“5 %の有意水準”では棄却できるが,
“1 %の有意水準”では棄却できないことがある。帰無仮説が1 %の有意水準で棄却されるなら,5 %の
有意水準でも棄却される。そこで,5 %の有意水準に“有意”,1 %の有意水準に“非常に有意”,という
表現が使われるときがある。また,検定結果が有意であることを示すために,5 %の有意水準のときに
“ * ”,1 %の有意水準のときに“ ** ”を用いることがある。
有意水準は,試験実施前にあらかじめ定めておく必要がある。P値が直接求められているときはP値を
報告し,検定結果の判断に有意水準を用いるとよい。
4. 第2種の誤り−効率 帰無仮説を棄却しないことは,帰無仮説が真であることを保証しない。利用で
きる情報(n人の評価者による試験)からは,(選択した有意水準で)帰無仮説を棄却する理由がないだけ
である。情報量が多いほど(nが多いほど),帰無仮説が偽のときに帰無仮説を棄却する正当性が増す。試
験に参加する評価者数が増えるほど,試験の効率は増す。例えば,20人の評価者で実施したし(嗜)好試
験 (本体6.2.2) の場合,帰無仮説P0=1/2は棄却されないかもしれない[二つの試料のし(嗜)好に有意差
はないと結論する。]。しかし,100人の評価者で試験を実施したら,二つの試料のし(嗜)好差が示せる
かもしれない。
(選択した有意水準に依存する)第2種の誤りは,対立仮説が真のときに,(帰無仮説を受け入れて)帰
無仮説を棄却しない(βで示される)確率である。
(2点試験法,3点試験法,1対2点試験法などの)識別試験のように帰無仮説及び対立仮説がパラメー
31
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
タ値で定義できる場合,第2種の誤りは,このパラメータ値の関数として計算できる。帰無仮説及び対立仮説
がパラメータ値を用いて定義できない試験の場合(評価試験,分類),第2種の誤りは一般に計算できない。
32
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)2点試験法の回答用紙の見本
識別試験
試験の対象物:
日付:
評価基準:
氏名:
問題:二つの試料のうちどちらがより .............................. ですか?
評価すべき対
より ..................のほうの試料
試料番号
試料番号
................
.................
.................
................
.................
.................
コメント: ..............................................................................................................................................
.................................................................................................................................................................
.................................................................................................................................................................
し(嗜)好試験
試験の対象物:
日付:
評価基準:
氏名:
問題:二つの試料のうちどちらが好きですか?
評価すべき対
好きなほうの試料
試料番号
試料番号
................
.................
.................
................
.................
.................
コメント: ..............................................................................................................................................
.................................................................................................................................................................
.................................................................................................................................................................
33
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考)2点試験法の実例
試験監督者は有意水準5 %(すなわち,有意確率0.05以下)で判断する。
両側検定
“789”と“379”にコード化した二つの飲料がある。一方が他方より甘く作られているかもしれない場
合に,評価者は,どちらかをより甘い(又は,より好きだ)と評価するかどうか。
片側検定
“527”と“806”にコード化した二つの飲料がある。“527”番の試料はより甘く作られている。評価者
は,どちらがより甘いか評価する。
識別試験
一定レベルの30人の評価者に対して,二つの飲料をバランスさせながらランダムに呈示する。
両側検定
質問:いずれの試料がより甘いか?
回答:“789”番の試料に対して18人が甘いと回答。
“379“番の試料に対して12人が甘いと回答。
付表3から,二つの飲料の甘さには有意差が認められない,といえる。
片側検定
質問:いずれの試料がより甘いか?
回答:“527”番の試料に対して22人が甘いと回答。
“806“番の試料に対して8人が甘いと回答。
付表2から,“527”番の試料のほうが,“806”番の試料よりもより甘い,といえる。
し(嗜)好試験
訓練されていない30人の評価者に対して,二つの飲料を再コード化してから,バランスさせながらラン
ダムに呈示する。
両側検定
質問:いずれの試料があなたは好きか?
回答:“832”番の試料に対して22人が好きと回答。
“417“番の試料に対して8人が好きと回答。
付表3から,“832”番の試料のほうが“417”番の試料よりも好まれている,といえる。
片側検定
34
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
質問:いずれの試料があなたは好きか?
回答:“613”番の試料に対して23人が好きと回答。
“298”番の試料に対して7人が好きと回答。
付表2から,“298”番の試料を好む人以上に“613”番の試料を好む人が多い,といえる。
35
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考)3点試験法で可能な拡張
試験監督者の責任のもとに付加情報を提供するように3点試験法を拡張することがある。例えば,
− 差の性質について
− 差の強度又は程度について
− 時間経過でこの差が増大するか,など。
数個の典型的試料を,本体7.1.1に規定した予備的検討のときに呈示する。 これらは2個又は3個に限
定すべきであるが,試験対象の刺激を代表するものでなければならない。
拡張した回答用紙を用いる(附属書5の2.を参照)。
試験監督者は,評価者に負担をかけすぎないよう,感覚疲労を生じさせないよう,また,回答にバイア
スを生じさせるような方法で質問しないよう注意しなければならない。
試験の拡張を行った場合には,その旨を試験報告書に記載しなければならない。
36
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5(参考)3点試験法の回答用紙の見本
1. 単純3点試験法(“強制選択”)(1)
試料:
日付:
評価者氏名:
指定された順に三つの試料を評価してください。異なると判断した試料の番号を○で囲んでください。
必ずいずれかを選択しなければなりません。
試料番号: ................... .................. .................
2. 拡張3点試験法(“強制選択”)(1)
試料:
日付:
評価者氏名:
指定された順に三つの試料を評価してください。異なると判断した試料の番号を○で囲んでください。
必ずいずれかを選択しなければなりません。
試料番号: ................... .................. .................
差の特徴について述べてください: ..........................................................................................................................
......................................................................................................................................................................................
3. 拡張3点試験法(“差なし”回答を許可)
試料:
日付:
評価者氏名:
指定された順に三つの試料を評価してください。もし,差があると判断した試料があればその番号を○で囲んで
ください。
試料番号: ................... .................. .................
感じた強度の程度を○で囲んでください。
無
非常に弱い
弱い
中位
強い
非常に強い
注(1) 便宜上,数回の試験の回答を同一用紙に記入させることは可能であるが,それはバイアスを生じるおそれ
があることに留意すべきである。
37
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6(参考)単純3点試験法の実例(“強制選択”オプション)
製品の処方を変更する製造業者は,新製品が現在の製品と官能特性について同じであるかどうか知りた
い。
製造業者には12人の評価者がいる。
2種類の試料が調製され,一つは現在の処方 (A),もう一つは新しい処方 (B)である。
各評価者が一回ずつ評価する場合,次のような6セットを2回分ずつ用意するのに試料Aと試料Bが
18個ずつ必要となる。
2セットのABB
2セットのAAB
2セットのABA
2セットのBAA
2セットのBBA
2セットのBAB
これらのセットは,評価者らにランダムに呈示する。
試験監督者は5 %の有意水準を選択する。すなわち,試料間に差がないのに試験結果が差ありを示す危
険を5 %許容する。
回答数12のときに有意水準5 %で有意になる正答数 (8) を付表4で確認する。
12人の回答で,二つの製品が5 %の有意水準で差ありと結論する。
38
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書7(参考)順位法の回答用紙の見本
氏名: .............................
日付: .............................
試験No.: .......................
左側の試料番号の試料から順に味わい,甘さが増す順に並べてください。
274
819
152
364
下の空欄に甘さの増す順に試料番号を記入してください。
試料番号
ありがとうございました
コメント:
関連規格 JIS Z 8101-1 統計−用語と記号−第1部:確率及び一般統計用語
JIS Z 8101-2 統計−用語と記号−第2部:統計的品質管理用語
JIS Z 8101-3 統計−用語と記号−第3部:実験計画法
最も弱い
最も強い
39
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8(参考)JISと対応する国際規格との対比表
JIS Z 9080:2004 官能評価分析−方法
ISO 4120:1983 官能評価分析−方法−3点試験法
ISO 4121:1987 官能評価分析−方法−尺度を用いる方法による食品の評価
ISO 5495:1983 官能評価分析−方法−2点試験法
ISO 6658:1985 官能評価分析−方法−ガイダンス
ISO 8587:1988 官能評価分析−方法−順位法
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用
範囲
官能評価分析に関する一般事項
と主な試験方法について規定
ISO 4120
ISO 4121
ISO 5495
ISO 6658
ISO 8587
3点試験法について規定。
幾つかのタイプの尺度を用いる試
験について規定。
2点試験法について規定。
官能評価分析の一般事項について規
定
順位法について規定。
IDT
IDT
IDT
MOD/変
更
IDT
食品分野にげんていさ
れている適用範囲を全
工業製品に拡大するた
め,食品分野に限定さ
れる表現を修正又は削
除した。
国際規格は評価分析の適用範
囲を限定しているのに対し,
JISでは適用範囲を全工業製品
に拡大した。国際規約の作成母
体がISO/TC 34 Food Productsで
あるため,この差違は今後も存
在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
40
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
2.引用
規格
この規格に引用したJIS規格
JIS Z 8144,JIS Z 9015-0〜-3,
JIS Z 9041-1〜-4
この規格に引用したISO規格
ISO 3591,ISO 3972,ISO 5496,
ISO 5497,ISO 6564,ISO
8586-1,ISO 8586-2,ISO 8588,
ISO 8589,ISO 10399,ISO
11035,ISO 11036,ISO 11056
ISO 4120
ISO 4121
ISO 5495
ISO 6658
ISO 3534,ISO 5492,ISO 6658
ISO 5492,ISO 5497,ISO 6658,ISO
8589
ISO 3534,ISO 5492
ISO 2854,ISO 2859,ISO 3534,ISO
3591,ISO 3951,ISO 3972,ISO
4120,ISO 4121,ISO 5492-1-6,ISO
5494,ISO 5495,ISO 5497,ISO
6564,ISO 8587,ISO 8588
IDT
IDT
IDT
MOD/削
除
液体製品を試験すると
きのグラスを規定して
いるISO 5494は,適用
分野が限定されるため
削除。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
ISO 8587
−
ISO 5492-1〜-6,ISO 5495,ISO
6658,ISO 8589
ISO 5496,ISO 8586,ISO 10399,
ISO 11035,ISO 11036,ISO 11056
IDT
MOD/追
加
対応するISO規格制定
後に制定された関連規
格を追加する。
新たなISO規格を引用規格に
追加しただけなので問題はな
い。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
41
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
3.定義
この規格で用いる主な用語の
定義はJIS Z 8144による。
ISO 4120
ISO 4121
ISO 5495
ISO 6658
ISO 8587
官能評価分析に関する用語の定義
はISO 5492参照,統計に関する用
語の定義はISO 3534参照。
ISO 5492の定義及び4.1 順序尺
度,4.2 間隔尺度,4.3 比率尺度の
定義による。
官能評価分析に関する用語の定義
はISO 5492参照,統計に関する用
語の定義はISO 3534参照。
ISO 5492による。
官能評価分析に関する用語の定義
はISO 5492参照,統計に関する用
語の定義はISO 3534参照。
MOD/変
更
MOD/変
更
MOD/変
更
MOD/変
更
MOD
ISO 5492を修正した
JIS Z 8144に収録され
た定義を採用。
ISO 5492を修正した
JIS Z 8144に収録され
た定義を採用。
ISO 5492を修正した
JIS Z 8144に収録され
た定義を採用。
ISO 5492を修正した
JIS Z 8144に収録され
た定義を採用。
ISO 5492を修正した
JIS Z 8144に収録され
た定義を採用。
JIS Z 8144は適用範囲を工業製
品全般に拡大するため,ISO
5492の用語に追加・削除の修正
をしている。このため,この差
違は今後も存在する。
JIS Z 8144は適用範囲を工業製
品全般に拡大するため,ISO
5492の用語に追加・削除の修正
をしている。このため,この差
違は今後も存在する。
JIS Z 8144は適用範囲を工業製
品全般に拡大するため,ISO
5492の用語に追加・削除の修正
をしている。このため,この差
違は今後も存在する。
JIS Z 8144は適用範囲を工業製
品全般に拡大するため,ISO
5492の用語に追加・削除の修正
をしている。このため,この差
違は今後も存在する。
JIS Z 8144は適用範囲を工業製
品全般に拡大するため,ISO
5492の用語に追加・削除の修正
をしている。このため,この差
違は今後も存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
42
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
4.一般
的要件
4.4 評価者の選抜及び訓練
4.4
4.5 感度試験
4.6 試験に用いる材料
ISO 6658
ISO 6658
ISO 6658
ISO 6658
4.4
4.4 d)
4.5
4.6
d) 良い健康状態(特定のアレルギ
ーがないこと,薬物治療を受けて
いないことを含む。),良い歯の状
態,ふつうの衛生状態。
試料を食品又はフレーバーに限
定。
熱い状態で食する食品,不均一な
食品及び単独で食さない食品を試
料とするときの説明。
MOD/追
加
MOD/削
除
MOD/変
更
MOD/削
除
ISO 5496及びISO 8586
を参照先に追加。
食品や飲料の評価者に
限定される説明は削
除。
食品に限定される表現
を変更。
食品や飲料の試験に限
定される説明は削除。
新たなISO規格を参照先に追加
しただけなので問題はない。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体が ISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
43
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
4.一般
的要
件
4.8 器具
4.8 器具
4.8 器具
4.8 器具
4.8 器具
4.9 試験の実施
ISO 4120
ISO 4121
ISO 5495
ISO 6658
ISO 8587
ISO 6658
4.8
4.9
食品や飲料の試験で用いる器具の
注意点を説明。
試験中に余計な会話をしないこと
を追加し,訓練されたパネルには
試料の吐き出しを勧めることを削
除。
IDT
IDT
IDT
MOD/削
除
IDT
MOD/追
加及び削
除
食品や飲料に限定され
た説明を削除。
食品や飲料の試験に限
定される説明は削除。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
国際規格の作成母体がISO/TC
34 Food Products であるため,
削除した部分の差違は今後も
存在する。
5.試験
方法
5.2.2.1 定義 JIS Z 8144を引用
5.2.3.1 定義 JIS Z 8144を引用
5.2.4
5.2.4.1 定義 JIS Z 8144を引用
5.2.5.1 定義 JIS Z 8144を引用
5.2.5.2
5.2.6
5.2.6.1 定義 JIS Z 8144を引用
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
5.2.2.1
5.2.3.1
5.2.4
5.2.4.1
5.2.5.1
5.2.5.2
5.2.6
5.2.6.1
この試験は,主に視覚,聴覚,触
覚の試験で使用する。
IDT
IDT
MOD/追
加
IDT
IDT
MOD/削
除
MOD/追
加
IDT
ISO 10399を参照先に
追加。
味覚,きゅう(嗅)覚の
試験でも使用している
ため削除。
ISO 8588を参照先に追
加。
新たなISO規格を参照先に追加
しただけなので問題はない。
国際規格のほうで,この部分の
修正が行われない限り,この差
違は今後も存在する。
新たなISO規格を参照先に追加
しただけなので問題はない。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
44
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.試験
方法
5.2.6.3
5.3.2.1 定義 JIS Z 8144を引用
5.3.3.1 定義 JIS Z 8144を引用
5.3.4.1 定義 JIS Z 8144を引用
5.3.5.1 定義 JIS Z 8144を引用
5.3.5.4
5.3.6.1 定義 JIS Z 8144を引用
5.4.2.2
5.4.2.4
5.4.2.5
5.4.3
5.4.3.4
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
ISO 6658
5.2.6.3
5.3.2.1
5.3.3.1
5.3.4.1
5.3.5.1
5.3.5.4
5.3.6.1
5.4.2.2
5.4.2.4
5.4.2.5
5.4.3
5.4.3.4
評価者数を限定。
試料の呈示順をランダム化する場
合に,最初に呈示する試料がコン
トロールならば有効である。
特殊な属性を示す見本を訓練に用
いることを説明。
MOD/追
加
IDT
IDT
IDT
IDT
MOD/追
加
IDT
MOD/追
加
MOD/削
除
MOD/追
加
MOD/追
加
MOD/変
更
評価者数に“以上”を
追加。
ISO 11056を参照先に
追加。
ISO 11035を参照先に
追加。
最初に呈示する試料を
コントロールに固定し
たほうがよい場合とコ
ントロールを含むすべ
ての試料の呈示順をラ
ンダム化したほうがよ
い場合があるため削
除。
ISO 11035を参照先に
追加。
ISO 11036を参照先に
追加。
見本を訓練に用いるこ
とは特殊な属性に限ら
ないので,一般的表現
に変更。
ISOの表記ミスのため問題はな
い。
新たなISO規格を参照先に追加
しただけなので問題はない。
新たなISO規格を参照先に追加
しただけなので問題はない。
国際規格のほうで,この部分の
修正が行われない限り,この差
違は今後も存在する。
新たなISO規格を参照先に追加
しただけなので問題はない。
新たなISO規格を参照先に追加
しただけなので問題はない。
国際規格のほうで,この部分の
修正が行われない限り,この差
違は今後も存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
45
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6.結果
の解析
6.2.4
6.2.6
6.2.7
6.2.7
6.2.7
6.2.8
6.2.8
6.3.2
6.4
6.4
ISO 6658
ISO 6658
ISO 4120
ISO 5495
ISO 6658
ISO 4120
ISO 6658
ISO 6658
ISO 6658
ISO 6658
6.2.4
6.2.6
10.2
10.2
6.2.7
10.3
6.2.8
6.3.2
6.4
6.4
順位法の検定について説明。
フレーバプロファイル法
MOD/追
加
MOD/追
加
IDT
IDT
IDT
IDT
IDT
MOD/変
更
MOD/追
加
MOD/変
更
ISO 10399を参照先に
追加。
ISO 8588を参照先に追
加。
理解しにくいため,検定
の目的を追加し,“多重
比較”という統計用語を
使用して補足。
ISO 11036を参照先に
追加。
テクスチャープロファ
イル法の規格を追加し
たため,プロファイル
法に変更。
新たなISO規格を参照先に追加
しただけなので問題はない。
新たなISO規格を参照先に追加
しただけなので問題はない。
国際規格のほうで,この部分の
修正が行われない限り,この差
違は今後も存在する。
新たなISO規格を参照先に追加
しただけなので問題はない。
国際規格のほうで,この部分の
修正が行われない限り,この差
違は今後も存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
46
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.1.1 ISO 4120,ISO 4121,
ISO 5495,ISO 8587の予備検
討の説明をまとめた。
ISO 4120
ISO 4120
ISO 4121
ISO 4121
ISO 5495
ISO 5495
8.3
8.3
8.3
8.3
8.3
8.3
3点試験法の予備検討について一
般的説明。
食品の腐敗を検出する試験の予備
的検討について説明。
尺度を用いる試験方法の予備検討
について一般的説明。
食品の異風味に関する試験の予備
検討について説明。
2点試験法の予備検討について一
般的説明。
食品の異風味に関する試験の予備
検討について説明。
IDT
MOD/削
除
IDT
MOD/削
除
IDT
MOD/削
除
食品に限定された説明
のため削除。
食品に限定された説明
のため削除。
食品に限定された説明
のため削除。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体が ISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
47
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.1.1 ISO 4120,ISO 4121,
ISO 5495,ISO 8587の予備検
討の説明をまとめた。
7.1.2 ISO 4120,ISO 4121,
ISO 5495,ISO 8587の評価者
数の説明をまとめた。
7.1.3
7.1.4 ISO 4120,ISO 4121,
ISO 5495,ISO 8587の試料の
準備の説明をまとめた。
ISO 8587
ISO 4120
ISO 4121
ISO 5495
ISO 8587
ISO 8587
ISO 4120
ISO 4120
ISO 4120
7.3
8.2.2
8.2.2
8.2.2
7.2.2
7.2.2
8.2.3
9.1.1,
9.1.3,
9.1.4,
9.1.5
9.1.2
順位法の予備検討について一般的
説明。
統計的に信頼できる結果を得るた
めに必要な評価者数の最少人数を
説明。
順位法の評価者数について一般的
説明。
統計的に信頼できる結果を得るた
めには,少なくとも選ばれた評価
者5名は必要。
2種類の試料AとBを3点識別法
で呈示するときの6通りの組合せ
を説明。
IDT
IDT
IDT
MOD/削
除
IDT
MOD/削
除
IDT
IDT
MOD/削
除
5.2.2.3に説明があるた
め削除
5.3.2.3に説明があるた
め削除
5.2.3.4に説明があるた
め削除
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
48
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.1.4 ISO 4120,ISO 4121,
ISO 5495,ISO 8587の試料の
準備の説明をまとめた。
7.1.5 ISO 4120,ISO 4121,
ISO 5495,ISO 8587の試験報
告書の説明をまとめた。
7.2.1
7.2.2
7.2.3.1
7.2.3.2
ISO 4121
ISO 4121
ISO 5495
ISO 8587
ISO 4120
ISO 4121
ISO 5495
ISO 8587
ISO 5495
ISO 5495
ISO 5495
ISO 5495
9.1,
9.2,
9.3
9.4
9.1
8
11
12
11
11
1,5
9.2
10.1
10.2
試料のコード化,呈示方法,希釈
について説明
順位法の試料の準備について説
明。
2点識別法での”差なし”の回答の
取り扱いについて説明。
IDT
MOD/変
更
IDT
MOD/変
更
IDT
IDT
IDT
IDT
IDT
IDT
IDT
MOD/変
更
試料のコード化は他の
規格と重複するため
7.1.4にまとめ,試料の
呈示方法,希釈は,尺
度を用いる試験方法の
試料準備7.5.2.1で説明
した。
評価可能な試料数は
7.4.1で説明し,他の説
明は7.1.4にまとめた。
6.2.7にまとめ,参照す
るように変更。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
49
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.3.1
7.3.1
7.3.2
7.3.3.1
7.3.3.2
7.4.1
7.4.1
7.4.2.1
7.4.2.2
7.4.3.1
7.4.3.2
7.4.3.3
ISO 4120
ISO 4120
ISO 4120
ISO 4120
ISO 4120
ISO 8587
ISO 8587
ISO 8587
ISO 8587
ISO 8587
ISO 8587
ISO 8587
1
2
9.2
10.1
10.2
1,4
8
9.3
9.4
10.1
10.2
10.3
適用範囲の説明
3点識別法での”差なし”の回答の
取り扱いについて説明。
試料の準備
順位法のデータの統計解析につい
て推奨する手法名を示している。
IDT
MOD/変
更
IDT
IDT
MOD/変
更
IDT
MOD/変
更
IDT
IDT
IDT
IDT
IDT
5.3.2と重複する部分を
削除し,残りの説明を
7.3.1にまとめた。
6.2.7にまとめ,参照す
るように変更。
試験可能な試料数は
7.4.1で説明し,残りは
7.1.4にまとめた。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
50
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.4.3.3
ISO 8587
ISO 8587
ISO 8587
10.3
Table3
Table4
推奨する手法による具体的計算方
法について説明。
フリードマン検定の数表
カイ二乗検定の数表
MOD/削
除
MOD/削
除
MOD/削
除
現在の統計学から判断
すると,この検定法の
説明だけでは不十分な
ため削除。
この数表は順位データ
の検定法に関する説明
で使われている。現在
の統計学から判断する
と,ここでの検定法の
説明だけでは不十分な
ため説明を削除したの
で,この数表も削除し
た。
この数表は順位データ
の検定法に関する説明
で使われている。現在
の統計学から判断する
と,ここでの検定法の
説明だけでは不十分な
ため説明を削除したの
で,この数表も削除し
た。
順位データの検定法について
は,いろいろな方法が提案され
てきたが,最近になって一般的
方法に関する専門家の意見が
一致してきたところである。最
新の統計学の専門書を参照し
たほうがよい。
順位データの検定法について
は,いろいろな方法が提案され
てきたが,最近になって一般的
方法に関する専門家の意見が
一致してきたところである。最
新の統計学の専門書を参照し
たほうがよい。
順位データの検定法について
は,いろいろな方法が提案され
てきたが,最近になって一般的
方法に関する専門家の意見が
一致してきたところである。最
新の統計学の専門書を参照し
たほうがよい。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
51
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.4.3.3
7.5.1.1
7.5.1.2
7.5.1.3
7.5.2.1
7.5.2.2
7.5.2.3
7.5.3
7.6.1 7.1及び7.5.1参照。
ISO 8587
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
Table5
2,5
8.4
8.5
9.4
10.1,
10.1.1
10.2
11
2,5,
8.2.2,
8.4,8.5,
9.1,9.2,
9.3
ページ検定の数表
試料のコード化,呈示方法,希釈
について説明
MOD/削
除
IDT
IDT
IDT
MOD/変
更
IDT
IDT
IDT
IDT
この数表は順位データ
の検定法に関する説明
で使われている。現在
の統計学から判断する
と,ここでの検定法の
説明だけでは不十分な
ため説明を削除したの
で,この数表も削除し
た。
試料のコード化は他の
規格と重複するため
7.1.4にまとめ,試料の
呈示方法,希釈は,尺
度を用いる試験方法の
試料準備7.5.2.1で説明
した。
順位データの検定法について
は,いろいろな方法が提案され
てきたが,最近になって一般的
方法に関する専門家の意見が
一致してきたところである。最
新の統計学の専門書を参照し
たほうがよい。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
52
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.試験
方法
の詳
細
7.6.1 7.1及び7.5.1参照。
7.6.1 7.1及び7.5.1参照。
7.6.1 7.1及び7.5.1参照。
7.6.2
7.6.2
7.6.3
7.6.4
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
ISO 4121
8.3
8.3
9.4
13
Table3
14
15
尺度を用いる試験方法の予備的検
討について一般的説明。
食品の異風味に関する試験の予備
的検討について説明。
試料のコード化,呈示方法,希釈
について説明
IDT
MOD/削
除
MOD/変
更
IDT
MOD/削
除
IDT
IDT
食品に限定された説明
のため削除。
試料のコード化は他の
規格と重複するため
7.1.4にまとめ,試料の
呈示方法,希釈は,尺
度を用いる試験方法の
試料準備7.5.2.1で説明
した。
食品に限定された実例
のため削除。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
複数のISO規格を一つのJISに
まとめるために重複部分を削
除した。今後も複数のISO規格
を一つのJISにまとめる場合
は,この差異は存在する。
国際規格は評価分析の適用範
囲を食品に限定しているのに
対し,JISでは適用範囲を全工
業製品に拡大した。国際規格の
作成母体がISO/TC 34 Food
Products であるため,この差違
は今後も存在する。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
53
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
付表1
ISO 6658
Table
MOD/変
更
3点試験法の評価者数
28人のときの限界値14
を15に修正。1対2点
試験法及び2点試験法
(片側検定)の評価者
数22人のときの限界値
16を15に修正。
ISOの記載ミスのため問題はな
い。
付表2
ISO 5495
Table1
IDT
付表3
ISO 5495
Table2
IDT
付表4
ISO 4120
Table
IDT
付表5
ISO 8587
Table1
IDT
付表6
ISO 8587
Table2
IDT
付表7
ISO 4121
Table1
IDT
付表8
ISO 4121
Table2
IDT
付表9
ISO 4121
Table4
IDT
付図1
ISO 4120
Figure
IDT
附属書1
ISO 6658
附属書
MOD/追
加
検定結果の有意性の示
し方として*,**及びP
値の説明を追加。
検定結果の示し方として,一般
に用いられている方法の説明が
ISO規格になかったので追加し
た。
附属書2
ISO 5495 附属書A
IDT
附属書3
ISO 5495 附属書B
IDT
附属書4
ISO 4120 附属書A
IDT
附属書5
ISO 4120 附属書B
IDT
附属書6
ISO 4120 附属書C
IDT
附属書7
ISO 8587 附属書B
IDT
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
54
Z 9080:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
ISO 8587 附属書A 順位データの検定法の実例。
MOD/削
除
現在の統計学から判断
すると,この検定法の
説明だけでは不十分な
ため削除。
順位データの検定法について
は,いろいろな方法が提案され
てきたが,最近になって一般的
方法に関する専門家の意見が一
致してきたところである。最新
の統計学の専門書を参照したほ
うがよい。
JISと国際規格との対応程度の全体評価:ISO 4120:1983;MOD,ISO 4121:1987;MOD,ISO 5495:1983;MOD,ISO 6658:1985;MOD,ISO 8587:1988;MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ················ 技術的差異がない。
− MOD/削除 ······· 国際規格の規定項目又は規定内容を削除している。
− MOD/追加 ······· 国際規格にない規定項目又は規定内容を追加している。
− MOD/変更 ······· 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ·············· 国際規格を修正している。
2
Z
9
0
8
0
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。