Z 9015-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
今回の制定は,国際規格に整合させるために,ISO 2859-2 : 1985を基礎として用いた。
JIS Z 9015 : 1999は,一般名称を“計数値検査に対する抜取検査手順”として,次の各部によって構成
される。
− 第0部:JIS Z 9015 抜取検査システム序論
(Part 0 : Introduction to the JIS Z 9015 sampling system)
− 第1部:ロットごとの検査に対するAQL指標型抜取検査方式
(Part 1 : Sampling schemes indexed by acceptable quality level (AQL) for lot-by-lot inspection)
− 第2部:孤立ロットの検査に対するLQ指標型抜取検査方式
(Part 2 : Sampling plans indexed by limiting quality (LQ) for isolated lot inspection)
− 第3部:スキップロット抜取検査手順
(Part 3 : Skip-lot sampling procedures)
Z 9015-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲及び適用分野 ······································································································ 1
1.1 適用範囲 ······················································································································ 1
1.2 適用分野 ······················································································································ 2
2. 定義 ······························································································································ 3
3. 抜取方式の選択 ··············································································································· 3
3.1 抜取方式の規定 ············································································································· 3
3.2 抜取検査手順の選択 ······································································································· 3
3.3 手順(付表Aを使用する) ······························································································ 3
3.4 手順(付表Bを使用する) ······························································································ 4
3.5 抜取検査手順のためのパラメータの選択 ············································································· 4
4. 合格及び不合格に対応するルール ······················································································· 5
4.1 サンプリング ················································································································ 5
4.2 合格 ···························································································································· 5
4.3 不適合品 ······················································································································ 5
4.4 不合格及び再提出 ·········································································································· 5
5. 2回及び多回抜取方式 ······································································································· 5
6. この規格の使用法の説明のための例 ···················································································· 5
6.1 手順Aの例 ··················································································································· 6
6.2 手順Bの例 ··················································································································· 6
7. JIS Z 9015-1との両立性 ····································································································· 6
7.1 総論 ···························································································································· 6
7.2 手順A(付表A参照) ···································································································· 6
7.3 手順B(付表B参照) ···································································································· 6
付表 ··································································································································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 9015-2 : 1999
計数値検査に対する抜取検査手順−
第2部:孤立ロットの検査に対する
LQ指標型抜取検査方式
Sampling procedures for inspection by attributes
Part 2 : Sampling plans indexed by limiting quality (LQ)
for isolated lot inspection
序文 この規格は,1985年に第1版として発行されたISO 2859-2, Sampling procedures for inspection by
attributes Part 2 : Sampling plans indexed by limiting quality (LQ) for isolated lot inspectionを翻訳し,技術的内容
及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
JIS Z 9015-1はAQLを指標とする抜取検査方式である。この抜取検査方式はいろいろな場合に広く使用さ
れているが,本来は連続シリーズのロットの検査のために設計されたもので,切替えルールが適用される。
この切替えルールは,(きつい検査への切替え,また,さらに,検査の中止によって)消費者に対する保護
を与える一方で,生産者に品質水準改善に対する刺激を与えることができる。しかしながら,JIS Z 9015-1
の切替えルールが適用できない場合もいろいろある。その典型的なものが孤立状態にあるロットである。
この規格はそういう場合に対して,JIS Z 9015-1を補足するために設計されたものである。
この規格の抜取方式は,限界品質 (LQ) を指標としており,AQLは直接の指標としては使用しない。これ
はJIS Z 9015-1の限界品質保護のための特別手順との大きな相違点である。
この規格は次のような原則に基づいて作成された。
a) LQを指標とする抜取方式は,AQLを指標とするJIS Z 9015-1の既存の抜取方式から容易に集積でき
る。
b) LQの指標には,AQLの標準値と混乱しないように,異なるシリーズの標準値を使用する。
c) 1回抜取方式の五つの基礎的数値,すなわち,ロットサイズ,サンプルサイズ,合格判定個数,AQL
(又は生産者危険品質)及びLQが,可能な限り同じ表中に現れるようにする。
参考 JIS Z 9015-1に対して,ISO/DIS 2859-1.2 : 1997(Sampling procedures for inspection by attributes
Part 1 : Sampling plans indexed by acceptable quality level (AQL) for lot-by-lot inspecion)が,一致して
いる。
1. 適用範囲及び適用分野
1.1
適用範囲
この規格は,LQによる計数値合否判定抜取検査の抜取方式及び抜取検査手順について規定する。これ
2
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
らはJIS Z 9015-1と両立可能であり,JIS Z 9015-1の切替えルールが適用できないとき,例えばロットが
孤立状態にあるときに使用する。
この規格の抜取方式は,限界品質 (LQ) の標準値を指標にした抜取方式を与える ; LQにおける消費者
危険は通常は10%未満,悪くても13%未満である。JIS Z 9015-1の12.6で“非標準的”と示されている手
順が,この方法では標準的手順として使えるようにしてある。
備考1. JIS Z 9015-1の抜取方式は,AQLの標準値のシリーズ及び検査水準を指標としている。連続
シリーズのロットの検査期間中に切替えルールを適用すれば,そのシリーズのロットに対す
る工程平均が規定されたAQL以下に保たれていることを保証するのに役立つ。限界品質は,
工程平均との間には同様な直接的関係はない(3.5.1参照)。
2. JIS Z 9015-1の12.6.2では次のように書いてある。
“もしシリーズのロットが切替えルールの適用を許すほど長くなければ,決められたAQL
のもとで消費者危険品質が指定値を超えないように抜取方式を選択することが望ましい場合
がある。この目的に対しては,消費者危険品質 (CRQ) とそれに合わせた消費者危険を選ぶ
ことによって,抜取方式を選択できる。
付表6及び付表7には消費者危険10%に対応する消費者危険品質の値が与えてある。付表
6は不適合品パーセント検査のときに適用し,付表7は100アイテム当たりの不適合数のと
きに適用する。付表に示されている消費者危険品質の値と同等以下の個々のロットの合格の
確率は10%以下である。ロット中の不適合品パーセント(又は100アイテム当たりの不適合
数)が限界値を超えないようにしたい場合には,シリーズのロットに対して,規定されたAQL
及び検査水準に合わせて最小サンプルサイズを求めるのに,付表6及び付表7が役に立つで
あろう。孤立状態のロットに対する抜取方式の選択手順の詳細はISO 2859-2に与えてある。”
参考 この規格は不適合品パーセント検査を前提に設計されているが,100アイテム当たりの不適合
数検査にも使用できる。ただし消費者危険の値は多少変わる場合がある。
1.2
適用分野
この規格では,実務でしばしば遭遇する二つの状況に対する手順を規定する。
a) 手順A これは供給者と消費者の両者ともがロットを孤立状態とみなすことを望んでいる場合に使用
する手順である。表は,消費者危険及び生産者危険の両方に対して有限のロットからのランダムサン
プリングに基づいている。手順Bを使用するという特別な指示がある場合以外は,この手順を使用す
る。
b) 手順B これは供給者の方はロットが連続シリーズの一つとみなすことを望んでいるが,消費者の方
はロットを孤立状態で受け取ると考える場合に使用する手順である。各表は,限界品質における消費
者危険に対しては有限のロットからのランダムサンプリングに基づいているが,生産者危険に対して
は工程からのランダムサンプリングに基づいていて,OC曲線の数値も表に示してある。
使用している抜取方式は,JIS Z 9015-1で利用できる抜取方式から選んだものなので,消費者が孤
立状態のロットとして受け取るか連続シリーズのロットとするかに関係なく,生産者は同じ手順を保
つことができる。この手順は,抜取検査に関する条項を含む規格・規定に織り込むのに適している。
製造者は生産全体に関係があるが,消費者は特定のロットを受け取るだけなのである。
参考 この規格の主目的は,JIS Z 9015-1(計数値検査のための抜取検査手順,第1部 ロットごとの
検査のためのAQL指標型抜取検査方式)を補うことである。またJIS抜取検査規格体系の国際
整合性改善のためにJIS Z 9006(計数選別型一回抜取検査)は廃止されるが,この規格はJIS Z
3
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9006の代替としても使用できる。
参考 原国際規格には引用規格の箇条が脱落しているが,現実にはJIS Z 9015-1はしばしば引用され
ている。またこの規格の使用に関する重要な情報がJIS Z 9015-0に与えられている(解説参照)。
2. 定義
JIS Z 9015-1に与えられた定義を適用する。
参考 JIS Z 9015-1に与えられていない定義はJIS Z 8101-1及びJIS Z 8101-2に与えてある。これら
の規格に対して,ISO 3534-1 : 1993 Statistics−Vocabulary and symbols−Part 1 : Probability and
general statistical terms及びISO 3534-2 : 1993 Statistics−Vocabulary and symbols−Part 2 : Statistical
quality controlからの引用事項は,この規格の該当事項と同等である。
3. 抜取方式の選択
3.1
抜取方式の規定
契約又は規定でこの規格を引用するときには,使用するべき手順(手順A又は手順B)を規定する必要
がある。どちらの手順を使用するか決まっていない場合には,手順Aを使用する。
3.2
抜取検査手順の選択
手順Aは,抜取検査の結果に対して超幾何分布に基づいているが,手順Aの抜取方式のうち合格判定個
数が0でないものに対しては,この分布は二項分布でよく近似される。そこでこれらの抜取方式のOC曲
線は,手順B中の同一抜取方式に対して表に与えられた特性でよく近似される。しかしながら,手順Aは
合格判定個数が0の抜取方式を含み,サンプルサイズは超幾何分布に基づいているが,手順Bでは合格判
定個数が0の抜取方式は含まず,全数検査としている。
二つの手順のどちらを選ぶかは,主として合格判定個数が0の抜取方式に対する態度で決まる。手順A
は合格判定個数が0の抜取方式を使用しているが,サンプルサイズとロットサイズの関係は超幾何分布に
基づいている。ただし,提案した抜取方式のサンプルサイズがJIS Z 9015-1中のAc=0の抜取方式でその
限界品質に対応するもののサンプルサイズに達するまでのことである。それから先は,サンプルサイズ及
び合格判定個数の数列とロットサイズの関係は,JIS Z 9015-1で利用できる検査水準に基づいている。手
順Aの総合的効果は,限界品質が8%未満の場合には検査水準Iに似ている。限界品質が8%より大きい場
合には検査水準IIに似ている。また限界品質が8%の場合にはこの二つの検査水準の中間にある。
手順Bは,検査水準の選択に大きな柔軟性がある。付表に与えられたOC曲線の値は,不適合品を生産
する確率に基づいているので,抜取比 (n/N) が小さいときには正しいが,抜取比が増加すると,OC曲線
(及び表)は,良い品質に対する合格の確率を過小評価し,悪い品質に対する不合格の確率も過小評価す
る。十分小さいロットに対しては,手順Bでは全数検査が必要になる。
両方の手順で,限界品質 (LQ) は提出されたロット中の実際の不適合品パーセントとして取り扱い,ま
たこの限界品質における合格の確率は,手順Aに対しては付表D1から,手順Bに対しては付表B1〜付
表B10から見いだすことができる。もし製造が連続シリーズのロットとみなされるならば,これらが全部
同一消費者に行くかどうかとは関係なく,手順Bが適切な手順である。もしロットが単一ロットならば手
順Aが適切な手順であり,また抜取方式の一部としてAc=0の抜取方式が要求されるならば手順Aを使
用する。
3.3
手順A(付表Aを使用する)
抜取方式は,ロットサイズ及び限界品質 (LQ) から求められる。
4
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
指定されたロットサイズ及び限界品質の値を指標として,付表Aからサンプルサイズ (n) 及び合格判定
個数 (Ac) を求める。
1次的な指標は限界品質 (LQ) であるが,生産者/供給者はその品質水準で合格の確率が高いかどうか
についての目安を必要とする。生産者危険点に関する情報は付表D1に与えてある。またAc=0の抜取方
式に対して,比較的よいロットの合格の確率の情報は付表D2に与えてある。
3.4
手順B(付表Bを使用する)
抜取方式は,ロットサイズ,限界品質 (LQ) 及び検査水準から求められる(特に指定がなければ検査水
準IIを使用する)。
規定された限界品質は,付表B1〜付表B10の中から適切な表を選ぶ。各付表中で,指定されたロット
サイズ及び検査水準を指標としてサンプルサイズ (n) 及び合格判定個数 (Ac) を求める。
1次的な指標は限界品質 (LQ) であるが,生産者/供給者はその品質水準で合格の確率が高いかどうか
についての目安を必要とする。各付表中には,等価なAQL及びOC曲線の情報が与えてある。OC曲線は,
JIS Z 9015-1で使用するサンプル文字及び合格判定個数を指標としている。
付表B1〜付表B10に与えられたOC曲線は,二項分布(又はポアソン分布)に基づいているが実際の検
査特性はもっと判別力がよい。すなわち,表に示された確率が0.90%以上の所では実際の確率はもっと大
きく,0.10%未満の所では実際の確率はもっと小さい。
3.5
抜取検査手順のためのパラメータの選択
3.5.1
限界品質 (LQ)
AQLが生産者に対して,抜取検査でほとんどの場合に合格するような品質水準の目安を与えるのとは異
なって,LQは消費者に合格ロットの真の品質に対して信頼できる目安を与えるわけではない。このため,
LQは望ましい品質の最低3倍という現実的な選択をするのがよい。
こうすると生産者/供給者の両者に望ましい品質のロットについての情報を与えることができ,少なく
とも合格判定個数が3,5,10及び18の抜取方式の場合には,提出ロットに対する合格の確率を妥当な値
にすることができる。合格判定個数が1の抜取方式の場合には,ロットの品質はLQの0.1倍よりよい値
でなければならないし,合格判定個数が0の抜取方式の場合には,ロットの品質は完壁か又は合格の確率
が95%以上になるような値でなければならない。この限界品質の値は一組の標準値だけに限定されていて,
抜取方式はこの標準値で使用することになっている。限界品質として標準値でない値が既に規定されてい
る場合に,この抜取方式を導入しようとするときには,抜取方式を探すときに使用する限界品質 (LQ) の
標準値は,付表Cの第3列にある限界品質 (LQ) の非標準値を含む区間に対応するものを使用するとよい。
付表Cの第2列には,付表B1〜付表B10中の抜取方式の消費者危険品質 (CRQ) (消費者危険10%に対
する値)の情報を含んでいる。
参考 原国際規格の付表Cには消費者危険5%に対する値も含んでいるが,JIS Z 9015-1で消費者危険
5%に対する付表を削除したので,この規格でも削除した。
例 限界品質が既に3.5%と規定されている。これは標準値ではないので付表Cを使用して標準値に
変換する。3.5%は,2.50%≦LQ<4.00%の範囲内にあるので,表を引くときに使用する限界品質
(LQ) の標準値は,これに対応する値,3.15%とする。
3.5.2
検査水準
JIS Z 9015-1の手順では,サンプルサイズが大きくなるほど消費者保護がよくなるが,この規格では,
消費者保護はほぼ一定に保たれており,サンプルサイズが大きくなるほど生産者に対して工程平均に余裕
を許すことになる。もし消費者が,時たまの悪いロットに対して限界品質の標準値による保護で満足する
5
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ならば,特にもし抜取検査のコストが生産者の負担ならば,検査水準は主として生産者の関心事である。
もし工程平均が限界品質よりずっと低ければ(品質が良ければ),小さいサンプルサイズを使用することが
できるであろう。逆に,もし消費者が,限界品質よりも実際の品質の方に関心があるならば,又はもし抜
取検査のコストが消費者の負担ならば,高い検査水準(特に検査水準III)は必ずしも有利ではない。この
ような理由で,この規格ではLQが5%を超えるものには,JIS Z 9015-1で与えられる検査水準IIIは同じ
ではない。サンプルサイズを小さくしなければならず,他のことは2次的な問題にすぎない場合には,検
査水準S−2を指定すればサンプルサイズは全ロットサイズに対して共通となり,サンプルサイズは限界
品質だけから決まることになる。
4. 合格及び不合格に対応するルール
4.1
サンプリング
3.によって抜取検査方式が決まったならば,指定されたサンプルアイテムをロットからランダムに抜き
取り,サンプル中の全アイテムを検査する。
4.2
合格
もしサンプル中に見いだされた不適合品の数(又は不適合の総数)が抜取検査方式で指定された合格判
定個数 (Ac) 以下ならば,ロットは合格とする。
4.3
不適合品
ロットが合格となった場合でも,検査の途中で見いだされた不適合品はサンプルの一部であってもなく
ても不合格とする。
4.4
不合格及び再提出
もしサンプル中に見いだされた不適合品の数が合格判定個数 (Ac) より大きければ,ロットは不合格と
する。不合格ロットは次の条件を満足しない限り,再提出してはならない。
a) 所管権限者が同意した,及び
b) ロット中の全アイテムを再点検又は再試験し,すべての不適合品が除去され,又は適合品と置換され,
又はすべての不適合が修正された。
もし不合格ロットの再提出に所管権限者が同意した場合には,所管権限者は合否判定検査の方法(すな
わち,LQ及び/又は検査水準)及びすべての検査を行うか,不適合のあったクラスの検査又は不合格の
原因となったものに限るかを決める。
5. 2回及び多回抜取方式
付表D3及び付表D4には,付表B1〜付表B10に与えられた1回抜取方式に対応するJIS Z 9015-1の2
回及び多回抜取方式のサンプルサイズ及び合格・不合格判定個数のパターンを示す。サンプル文字はJIS Z
9015-1のものと一致している。また合格・不合格判定個数のパターンは対応する1回抜取方式の合格判定
個数で示してある。手順A及び手順Bの抜取方式のうち合格判定個数が0でないものは同じようなOC曲
線であるので,手順Aで用いられるこれらの2回及び多回抜取方式を対応する1回抜取方式の代わりに使
用することができる。使用者は,2回及び多回抜取方式の実施についてはJIS Z 9015-1の11.1.2及び11.1.3
を参照するとよい。
参考 JIS Z 9015-1では,2回及び多回抜取方式は修正されたので,この規格でも付表D3及び付表
D4を修正した。
6. この規格の使用法の説明のための例
6
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1
手順Aの例
ある消費者が,販売を計画している組立式本棚のキットに添付するための,10本のねじのパックのセッ
トの購入を希望している。セット中には正確に10本のねじが入っていることが望ましい。ねじの本数が足
りないパックがあっても1%以下のときには我慢するが不完全なパックのパーセントがずっと高いものを
合格とする危険は避けたい。生産計画は5 000キットで,ロットサイズは1 250である。
供給者は手順Aで限界品質の標準値3.15%を使用することに合意した。ロットサイズ1 250に対して選
ばれた抜取方式は,n=125,Ac=1である。
次に供給者は5 000キット全体に必要なパック全体を単一のロットとして供給したいと提案した。新し
い抜取方式は,n=200,Ac=3である。
単一のロットの方が試験するアイテムの割合が少なくなるが,それでもこの抜取方式では不適合品パー
セントが3.15%という悪いロットに対しては不合格の確率は高い確率が維持されている。一方品質が1%の
ロットの合格の確率は64%から86%に増加している。
6.2
手順Bの例
同じ消費者が,組立式本棚のキットの木製部品の購入を希望している。この部品とはプラスチック被覆
された標準サイズのチップボードのパネルである。供給者はこのパネルを定常的生産の一つとして生産し
ている。日曜大工用品店への供給の通常の流れでは,1 250キットに対して必要な7 500枚のパネルを1ロ
ットとみなしている。品質チェックによれば,プラスチックの表面きずは確率2.5%で発生している。本棚
のキットの生産工程中で表面きずのあるパネルははねることができるので多少の混入は許容できるが,も
し5%のパネルに表面きずがあれば生産に問題が起きるという結論を出した。
消費者と供給者は手順Bが適切だと合意し,限界品質の標準値5.0%,検査水準S−4を選んだ。ロット
サイズ7 500に対して選ばれた抜取方式は,n=80,Ac=1である。この抜取方式では現状の工程平均に対
する合格の確率は50%を切ってしまう。不合格ロットは使用前に全数検査することにしているので不合格
の確率がこんなに高いと検査コストは希望を超えることになる。
検査水準IIIを選べば,抜取方式は,n=315,Ac=10になる。現状の工程平均で生産したロットでも合
格の確率は80%より大きくなる。供給者の工程平均がよくて,例えば1%ならば検査水準S−4でも同程度
の合格の確率が得られるであろう。この例から,品質の良い供給者ならば同じ限界品質の判定基準に合致
するのにサンプルサイズを減らしてもやっていけるということが分かる。
7. JIS Z 9015-1との両立性
7.1
総論
この規格では,計数値抜取方式に固有な確率の制約下で,LQ指標の抜取方式を付表A及び付表Bに標
準化してあるが,これらの大部分は,JIS Z 9015-1中の既存のAQL指標の抜取方式から合理的に選択した
ものである。合格・不合格の判定ルールも類似しているし,ロットサイズのカテゴリーもJIS Z 9015-1と
同じにしてある。大きな相違点を7.2及び7.3に示す。
7.2
手順A(付表A参照)
単一特殊ロットで,抜取比 (n/N) が比較的大きい場合には,超幾何分布を使用する必要がある。この結
果,付表Aには39種類の(Ac=0の)抜取方式を追加してあるが,これらの抜取方式に対するOC曲線
のデータは付表D2に与えてある。付表A中の残りの80種類の抜取方式はJIS Z 9015-1から取り入れたも
のである。
7.3
手順B(付表B参照)
7
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表B中のすべての抜取方式はJIS Z 9015-1から取り入れたものであるが,その際目盛をずらして,指
定された限界品質 (LQ) における消費者危険を合わせて(通常10%以下にして)ある。JIS Z 9015-1の検
査水準も取り入れてある(3.5.2参照)が,Ac=0の抜取方式は付表Bには含まれていない。それはもし
Ac=0の抜取方式の使用が必要な場合には付表Aが使用できるからである。
参考 上記の関係を補足するために付表D5及び付表D6が与えてある。
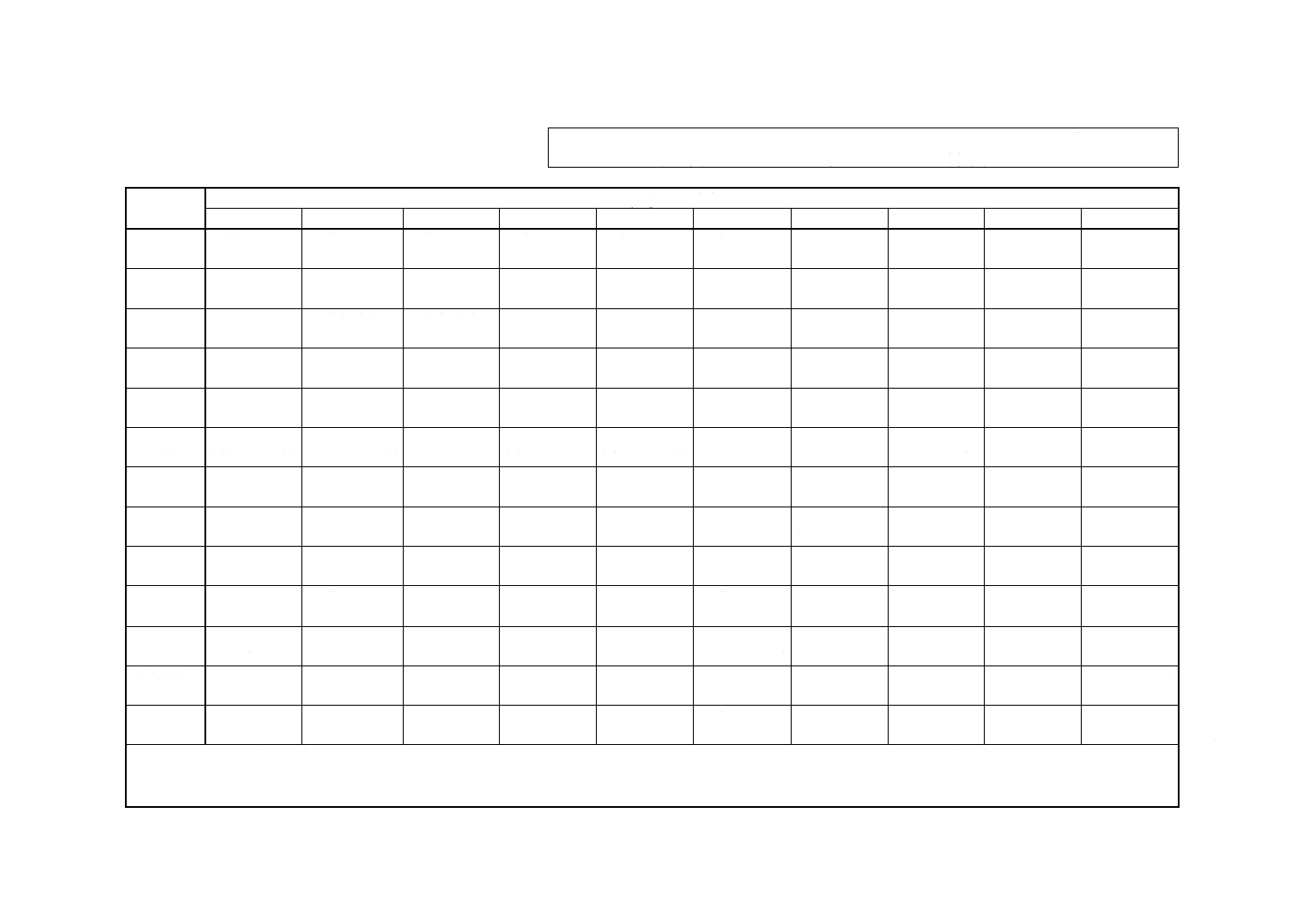
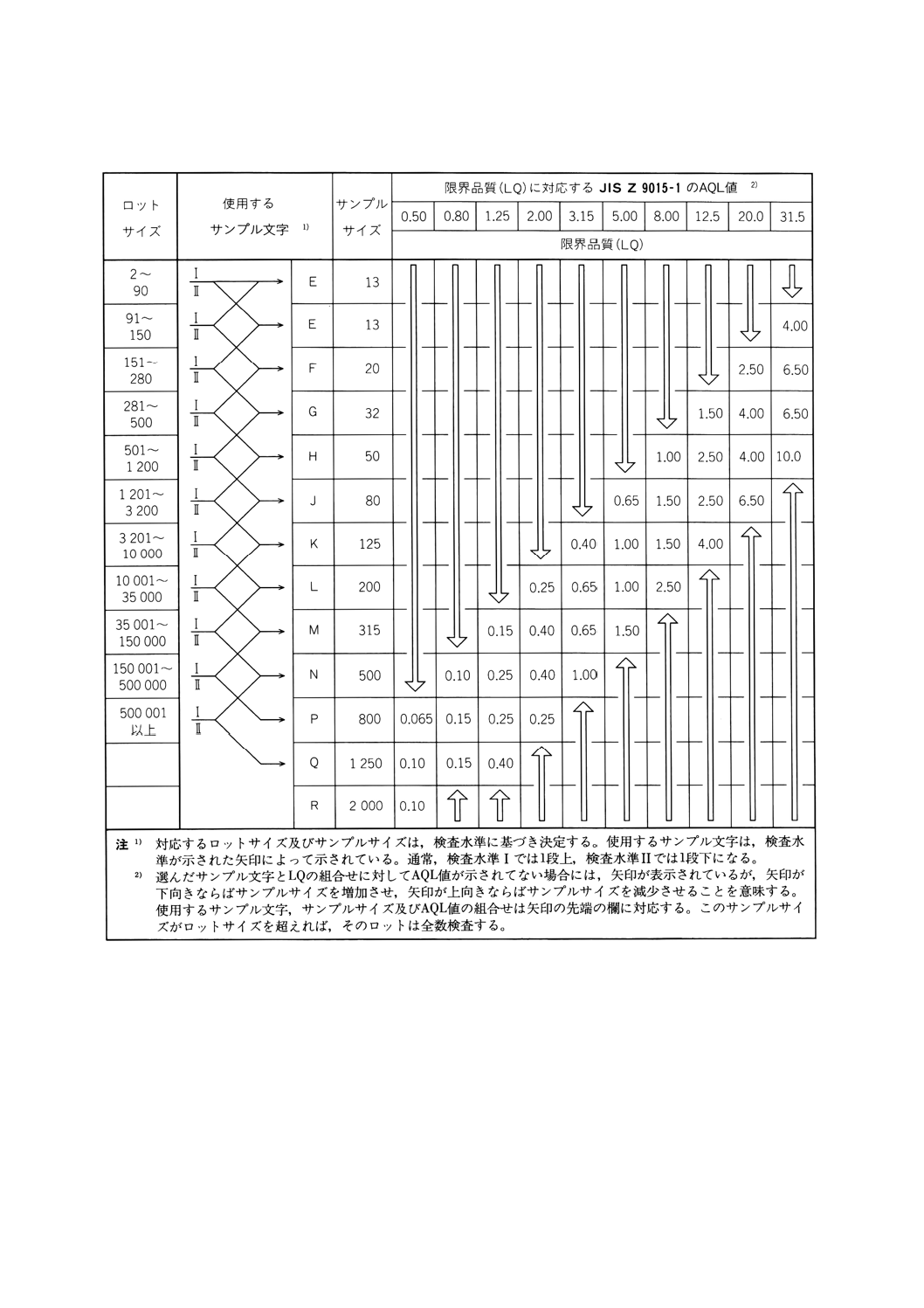
付表A 限界品質 (LQ) を指標とする1回抜取方式(手順A,主抜取表)
ロット
サイズ
限界品質 (LQ) (不適合品パーセント)
0.50
0.80
1.25
2.0
3.15
5.0
8.0
12.5
20.0
31.5
16〜
25
n
Ac
*
*
*
*
*
*
17*
0
13
0
9
0
6
0
26〜
50
n
Ac
*
*
*
*
*
28*
0
22
0
15
0
10
0
6
0
51〜
90
n
Ac
*
*
*
50
0
44
0
34
0
24
0
16
0
10
0
8
0
91〜
150
n
Ac
*
*
90
0
80
0
55
0
38
0
26
0
18
0
13
0
13
1
151〜
280
n
Ac
200*
0
170*
0
130
0
95
0
65
0
42
0
28
0
20
0
20
1
13
1
281〜
500
n
Ac
280
0
220
0
155
0
105
0
80
0
50
0
32
0
32
1
20
1
20
3
501〜
1 200
n
Ac
380
0
255
0
170
0
125
0
125
1
80
1
50
1
32
1
32
3
32
5
1 201〜
3 200
n
Ac
430
0
280
0
200
0
200
1
125
1
125
3
80
3
50
3
50
5
50
10
3 201〜
10 000
n
Ac
450
0
315
0
315
1
200
1
200
3
200
5
125
5
80
5
80
10
80
18
10 001〜
35 000
n
Ac
500
0
500
1
315
1
315
3
315
5
315
10
200
10
125
10
125
18
80
18
35 001〜
150 000
n
Ac
800
1
500
1
500
3
500
5
500
10
500
18
315
18
200
18
125
18
80
18
150 001〜
500 000
n
Ac
800
1
800
3
800
5
800
10
800
18
500
18
315
18
200
18
125
18
80
18
500 001
以上
n
Ac
1 250
3
1 250
5
1 250
10
1 250
18
800
18
500
18
315
18
200
18
125
18
80
18
備考*
全数検査する(限界品質はロット中の不適合品個数が1未満であることを意味するか,又は適用で
きる抜取方式がない)。
*
もしサンプルサイズがロットサイズ以上になれば,全数検査する。
8
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
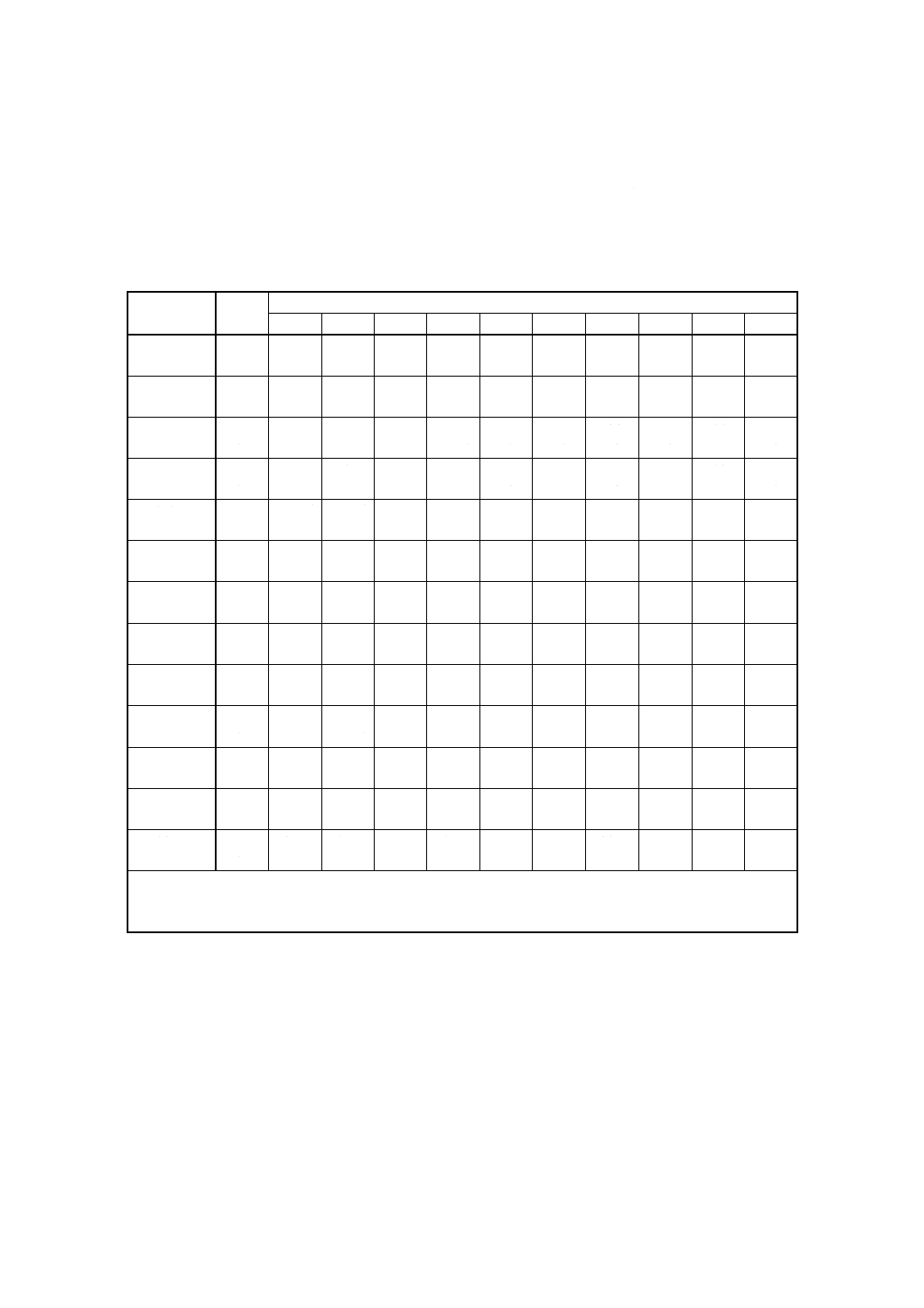
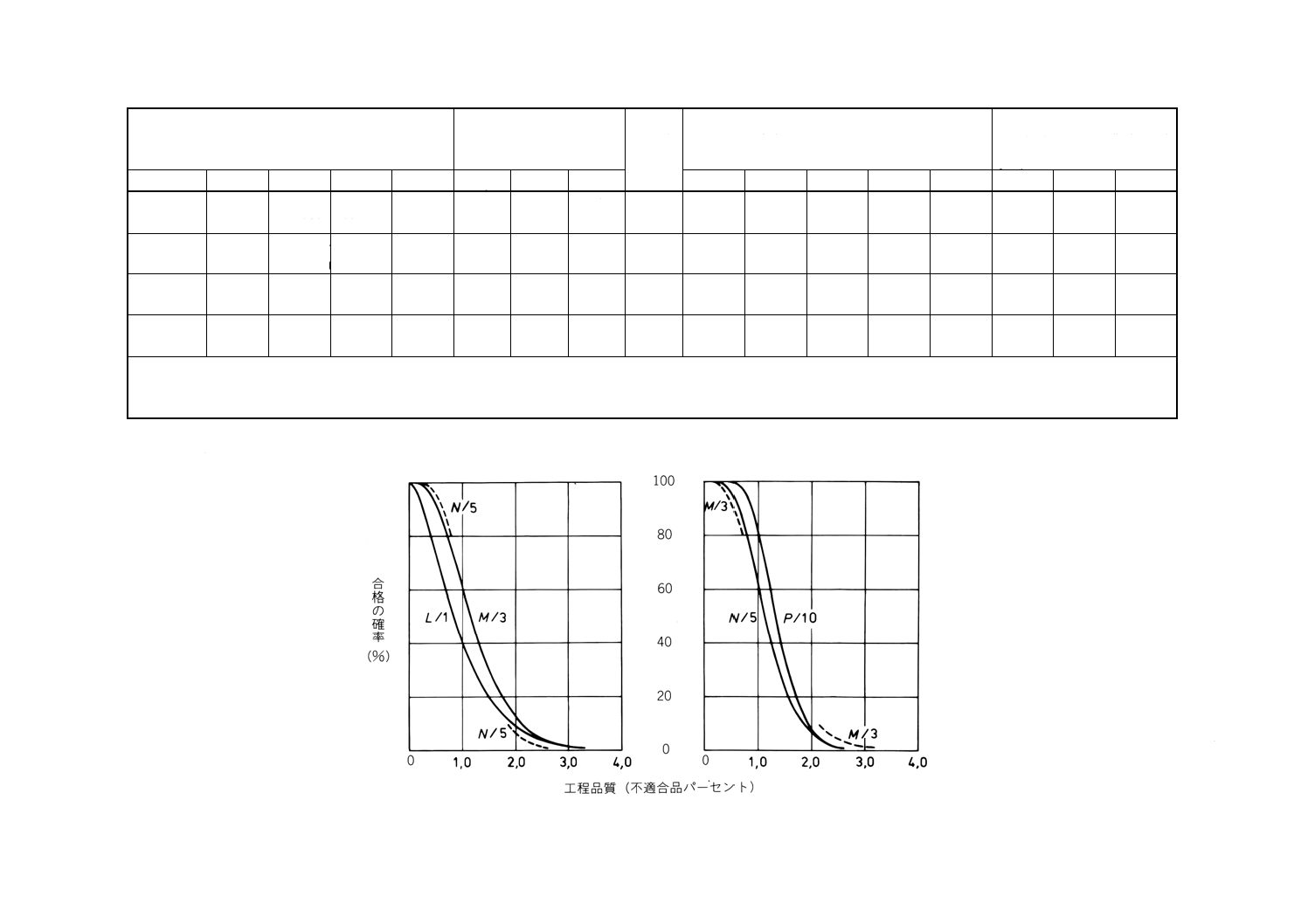
付表B1 限界品質0.50に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
8013)
以上
8013)
以上
8013)
以上
8013)〜
500 000
8013)〜
150 000
0.065
800
1
P
0.044 4
0.066 5
0.210
0.485
0.592
9.1
9.1
9.1
500 001
以上
150 001〜
500 000
0.10
1 250
3
Q
0.109
0.140
0.294
0.534
0.619
13.0
13.0
500 001
以上
0.10
2 000
5
R
0.131
0.158
0.283
0.463
0.525
6.7
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 801未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
9
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
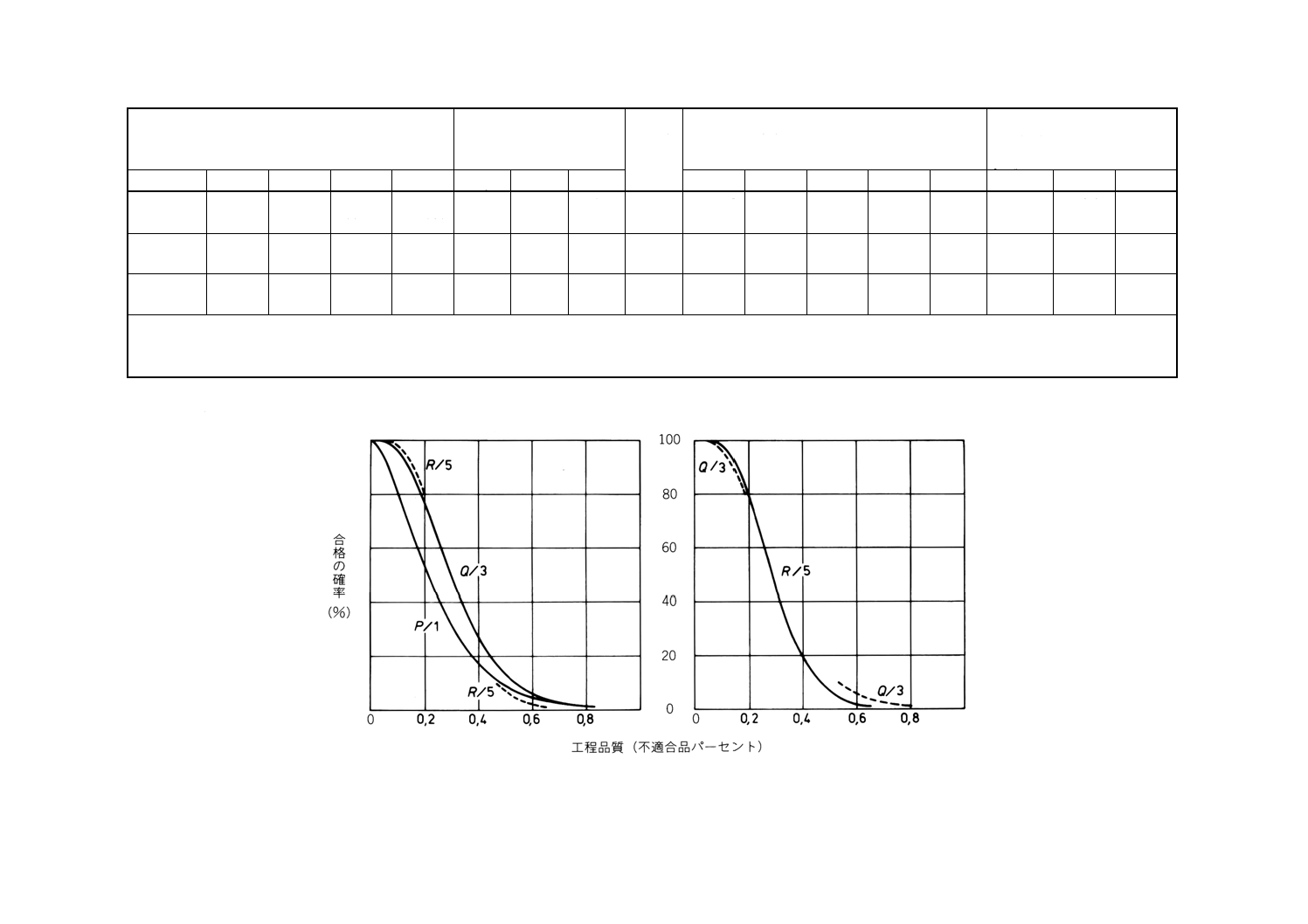
付表B2 限界品質0.80に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
5013)
以上
5013)
以上
5013)
以上
5013)〜
150 000
5013)〜
35 000
0.10
500
1
N
0.071 1
0.106
0.335
0.776
0.945
9.1
9.1
9.1
150 001〜
500 000
35 001〜
150 000
0.15
800
3
P
0.171
0.218
0.459
0.833
0.966
11.8
11.8
500 001
以上
150 001〜
500 000
0.15
1 250
5
Q
0.209
0.252
0.453
0.741
0.839
6.6
6.6
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 501未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
0
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
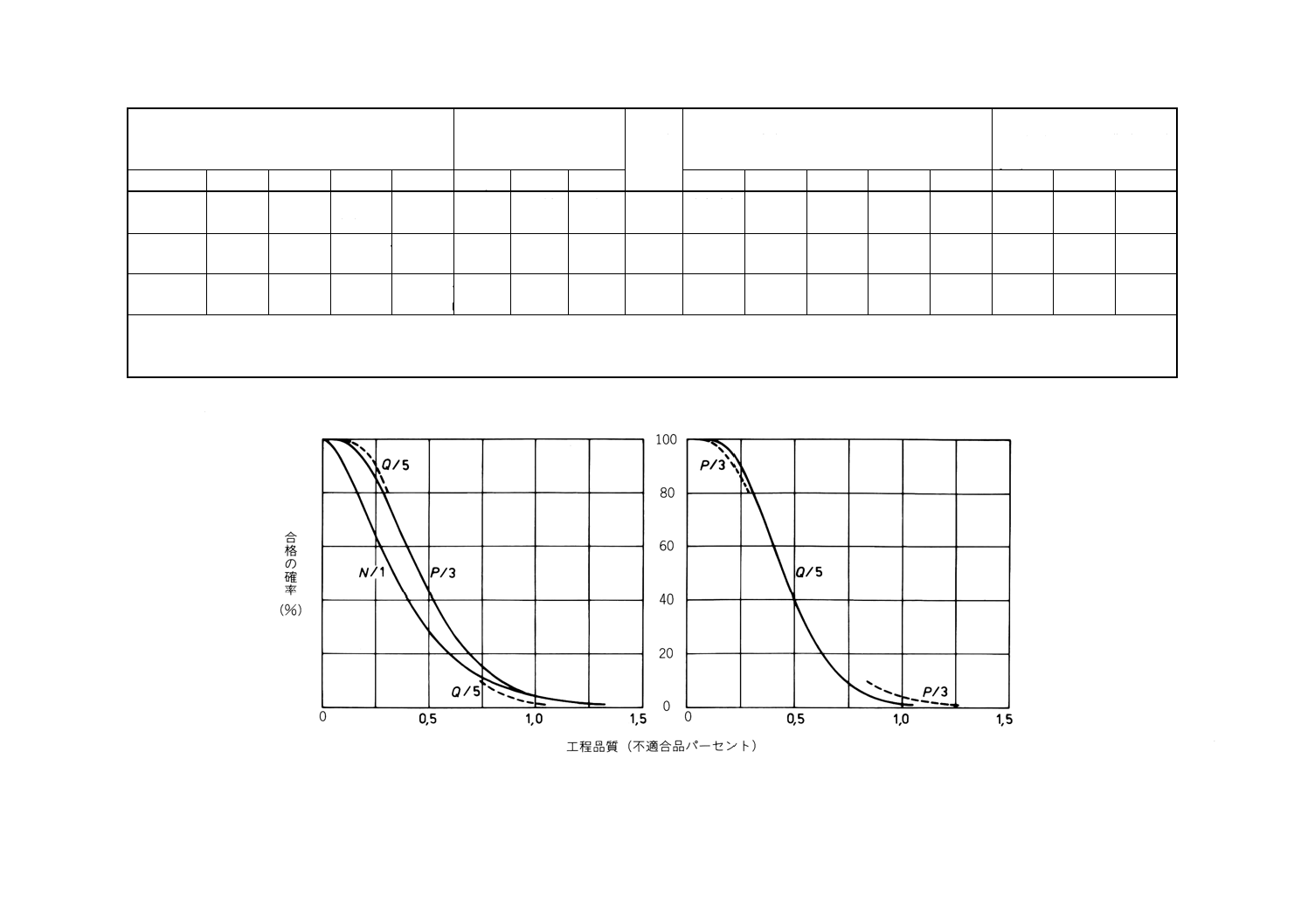
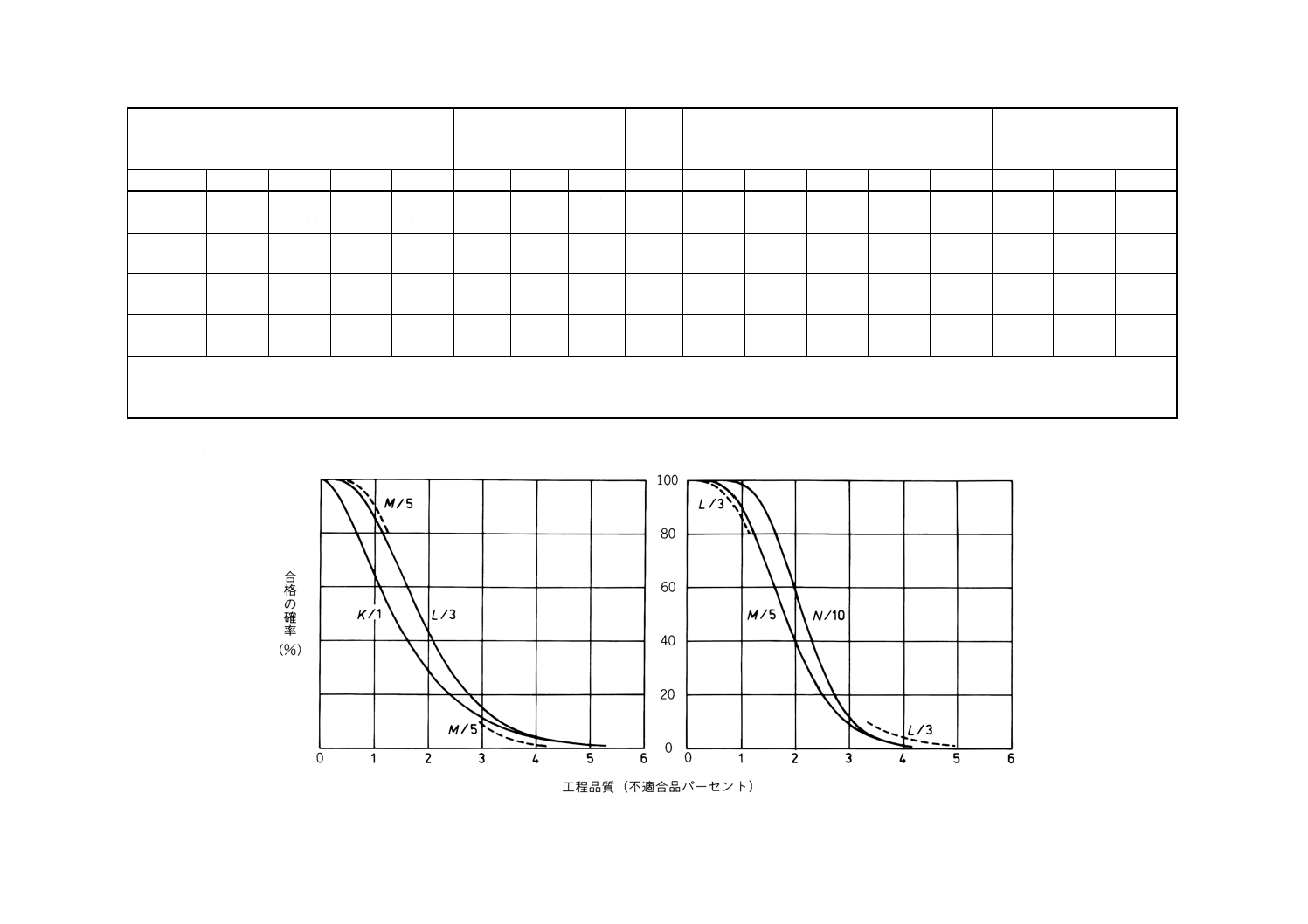
付表B3 限界品質1.25に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
3163)
以上
3163)
以上
3163)〜
500 000
3163)〜
35 000
3163)〜
10 000
0.15
315
1
M
0.113
0.169
0.532
1.23
1.50
9.5
9.5
9.1
500 001
以上
35 001〜
150 000
10 001〜
35 000
0.25
500
3
N
0.274
0.349
0.734
1.33
1.54
12.9
12.9
12.9
150 001〜
500 000
35 001〜
150 000
0.25
800
5
P
0.327
0.394
0.708
1.16
1.31
6.6
6.6
500 001
以上
150 001
以上
0.40
1 250
10
Q
0.494
0.562
0.853
1.23
1.35
9.0
9.0
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 316未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
11
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表B4 限界品質2.00に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
2013)
以上
2013)
以上
2013)〜
150 000
2013)〜
10 000
2013)〜
3 200
0.25
200
1
L
0.178
0.266
0.838
1.93
2.35
8.9
8.9
8.3
150 001〜
500 000
10 001〜
35 000
3 201〜
10 000
0.40
315
3
M
0.435
0.555
1.16
2.11
2.44
12.4
12.4
12.0
500 001
以上
35 001〜
150 000
10 001〜
35 000
0.40
500
5
N
0.524
0.632
1.13
1.85
2.09
6.5
6.5
6.5
150 001
以上
35 001
以上
0.65
800
10
P
0.773
0.879
1.33
1.92
2.11
7.5
7.5
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 201未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
2
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
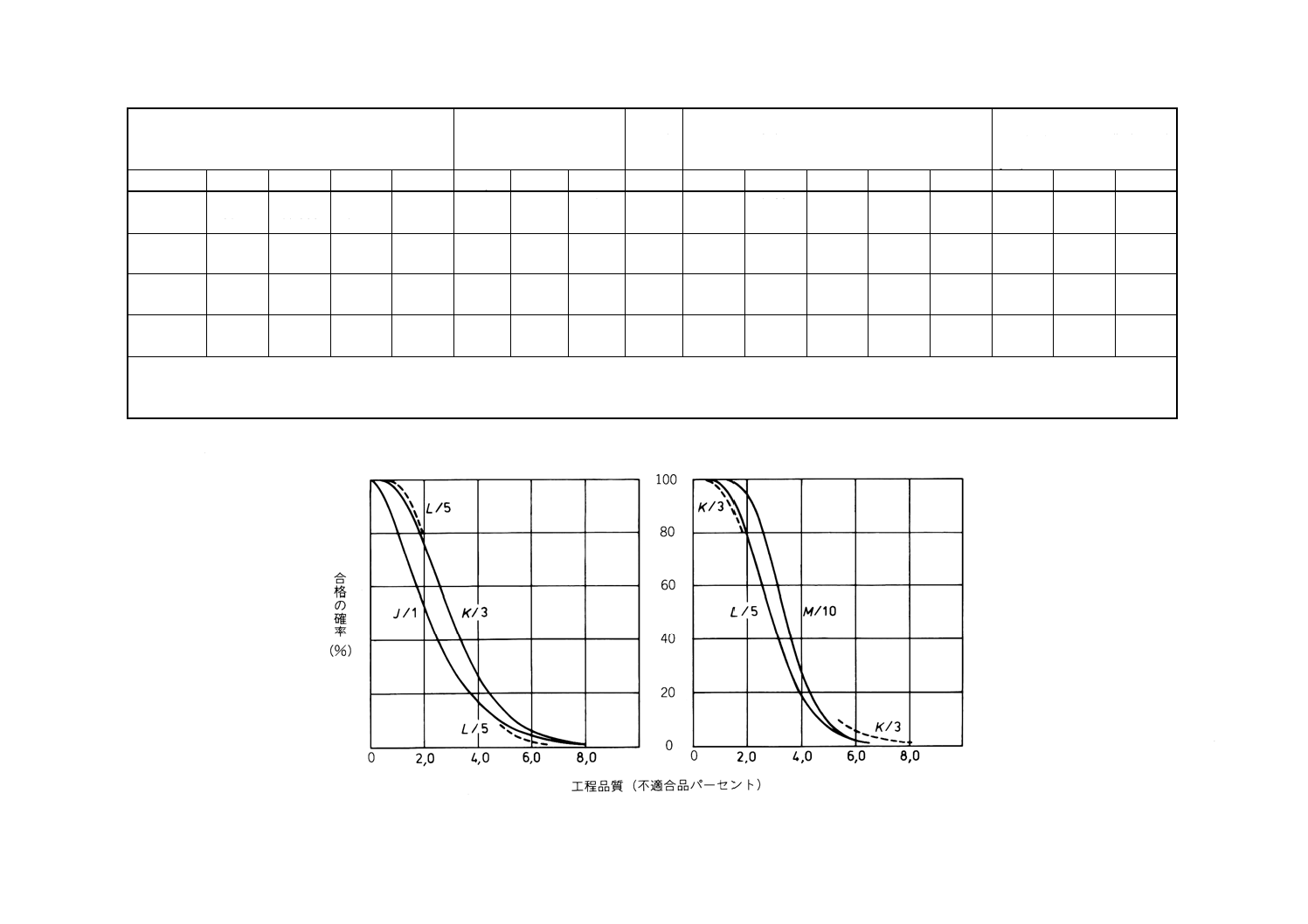
付表B5 限界品質3.15に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
1263)
以上
1263)
以上
1263)〜
35 000
1263)〜
3 200
1263)〜
1 200
0.40
125
1
K
0.285
0.426
1.34
3.08
3.74
9.3
8.5
7.4
35 001〜
150 000
3 201〜
10 000
1 201〜
3 200
0.65
200
3
L
0.686
0.875
1.83
3.31
3.83
12.2
12.2
11.0
150 001〜
500 000
10 001〜
35 000
3 201〜
10 000
0.65
315
5
M
0.830
0.833
1.00
1.00
1.80
1.80
2.94
2.92
3.34
3.31
7.0
6.7
7.0
6.7
6.7
6.4
500 001
以上
35 001
以上
10 001
以上
1.00
500
10
N
1.24
1.41
2.13
3.06
3.37
8.3
8.3
8.3
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 126未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
3
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
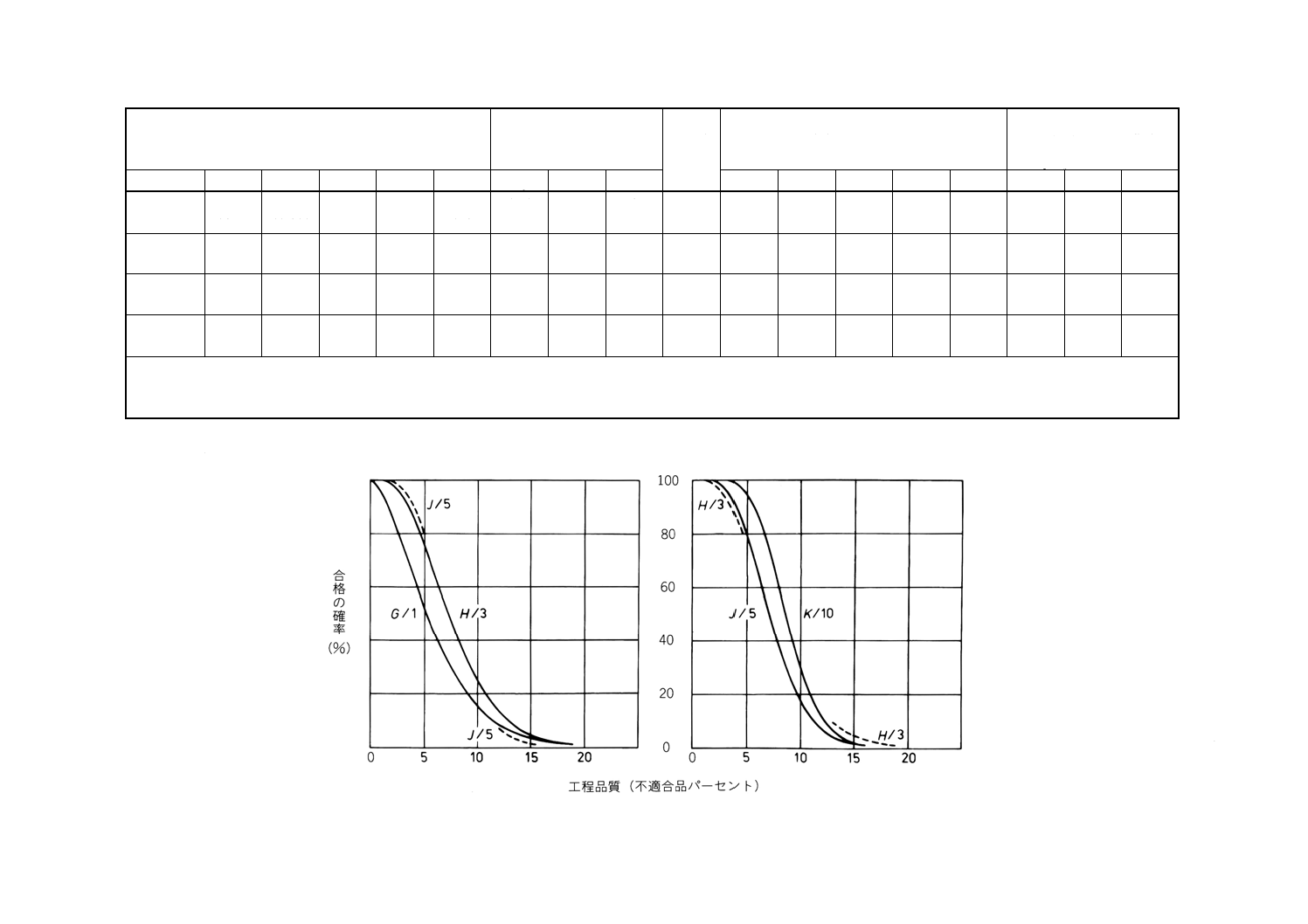
付表B6 限界品質5.00に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
813)
以上
813)〜
500 000
813)〜
10 000
813)〜
1 200
813)〜
500
0.65
80
1
J
0.446
0.667
2.09
4.78
5.79
8.6
7.9
6.9
500 001
以上
10 001〜
35 000
1 201〜
3 200
501〜
1 200
1.00
125
3
K
1.10
1.40
2.93
5.27
6.09
12.4
11.9
11.0
35 001〜
150 000
3 201〜
10 000
1 201〜
3 200
1.00
200
5
L
1.31
1.58
2.83
4.59
5.18
6.2
6.2
5.7
150 001
以上
10 001
以上
3 201
以上
1.50
315
10
M
1.97
2.24
3.38
4.85
5.33
8.1
8.1
8.1
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 81未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
4
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
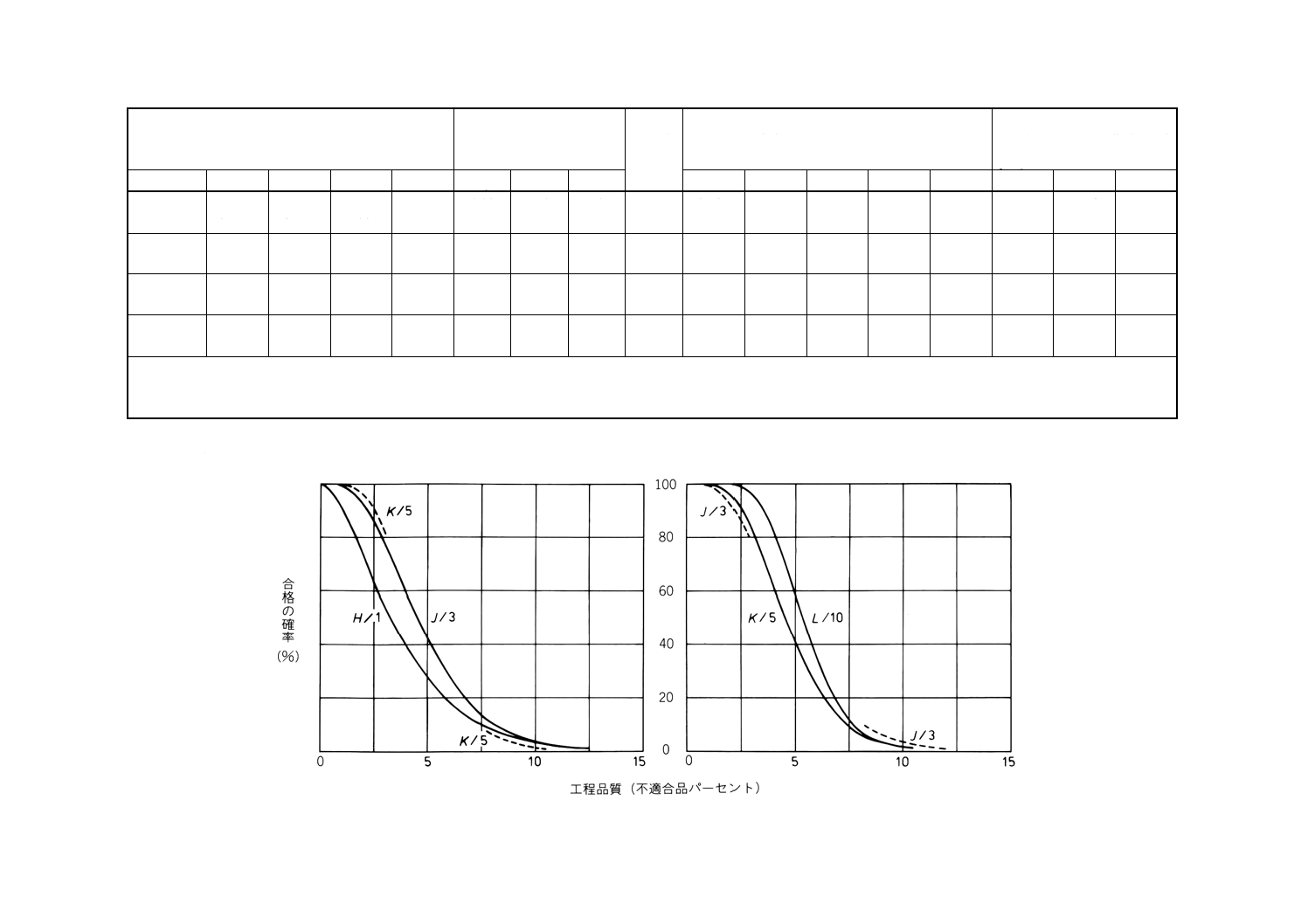
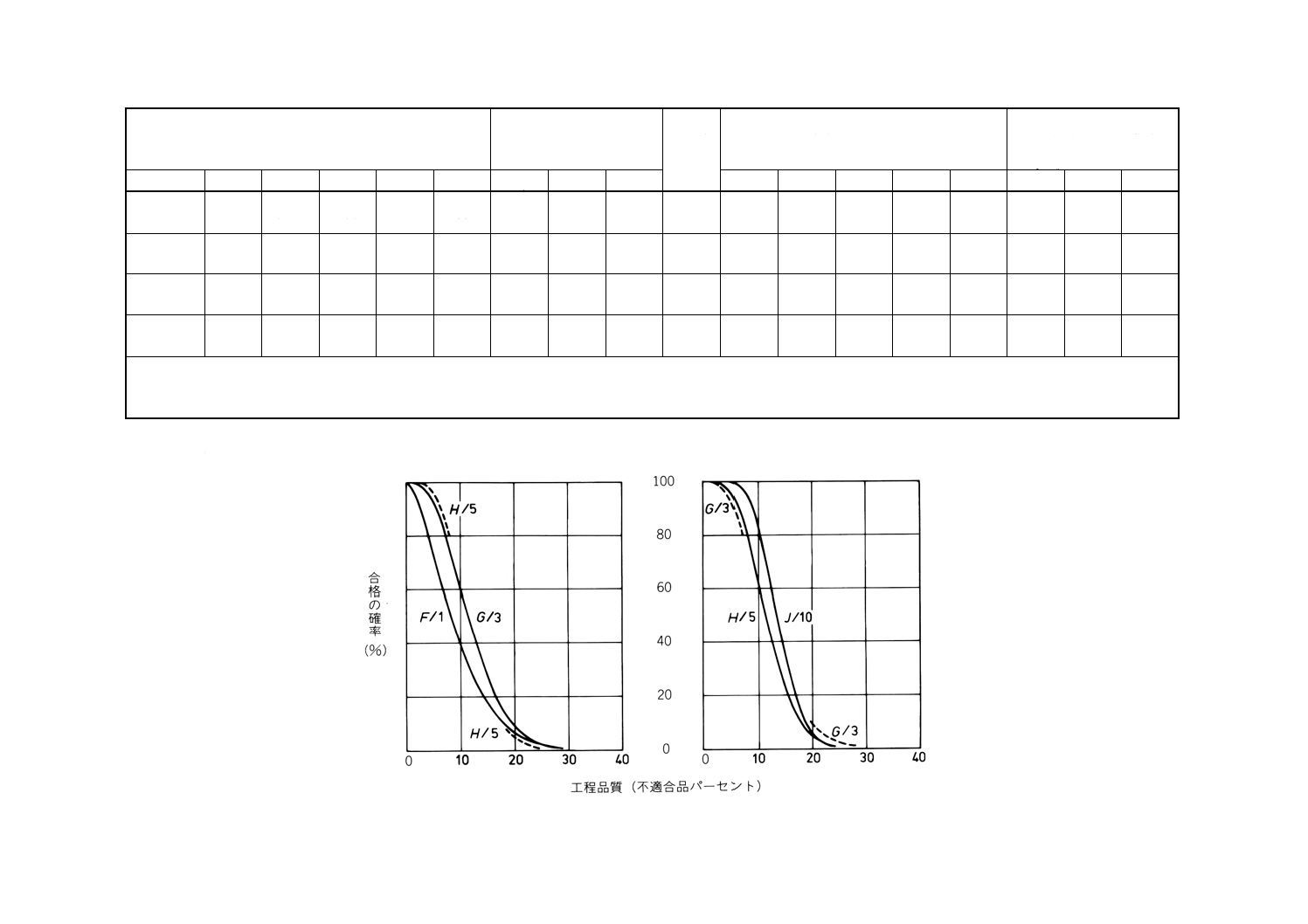
付表B7 限界品質8.00に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品質
の値1)(不適合品パーセント)
各検査水準に対する,限界品
質 (LQ) での消費者危険
(βLQ) の最大値2)
S−1〜S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
513)
以上
513)〜
35 000
513)〜
3 200
513)〜
500
513)〜
280
1.00
50
1
H
0.715
1.07
3.33
7.56
9.14
8.3
7.2
6.3
35 001〜
500 000
3 201〜
10 000
501〜
1 200
281〜
500
1.50
80
3
J
1.73
2.20
4.57
8.16
9.41
10.9
10.1
8.9
500 001
以上
10 001〜
35 000
1 201〜
3 200
501〜
1 200
1.50
125
5
K
2.11
2.54
4.52
7.29
8.23
5.9
5.6
5.0
35 001
以上
3 201
以上
1 201
以上
2.50
200
10
L
3.11
3.54
5.33
7.60
8.33
6.9
6.9
6.9
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 51未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
5
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表B8 限界品質12.5に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品
質の値1)(不適合品パーセント)
各検査水準に対する,限界
品質 (LQ) での消費者危
険 (βLQ) の最大値2)
S−1, S−2
S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
333)
以上
333)〜
500 000
333)〜
10 000
333)〜
1 200
333)〜
280
333)〜
150
1.50
32
1
G
1.12
1.67
5.19
11.6
14.0
7.8
6.6
4.3
500 001
以上
10 001〜
35 000
1 201〜
3 200
281〜
500
151〜
280
2.50
50
3
H
2.78
3.53
7.29
12.9
14.8
11.4
10.1
9.1
35 001〜
500 000
3 201〜
10 000
501〜
1 200
281〜
500
2.50
80
5
J
3.32
3.99
7.06
11.3
12.7
5.5
4.9
4.1
500 001
以上
10 001
以上
1 201
以上
501
以上
4.00
125
10
K
5.01
5.69
8.51
12.1
13.2
7.7
7.7
7.7
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 33未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
6
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
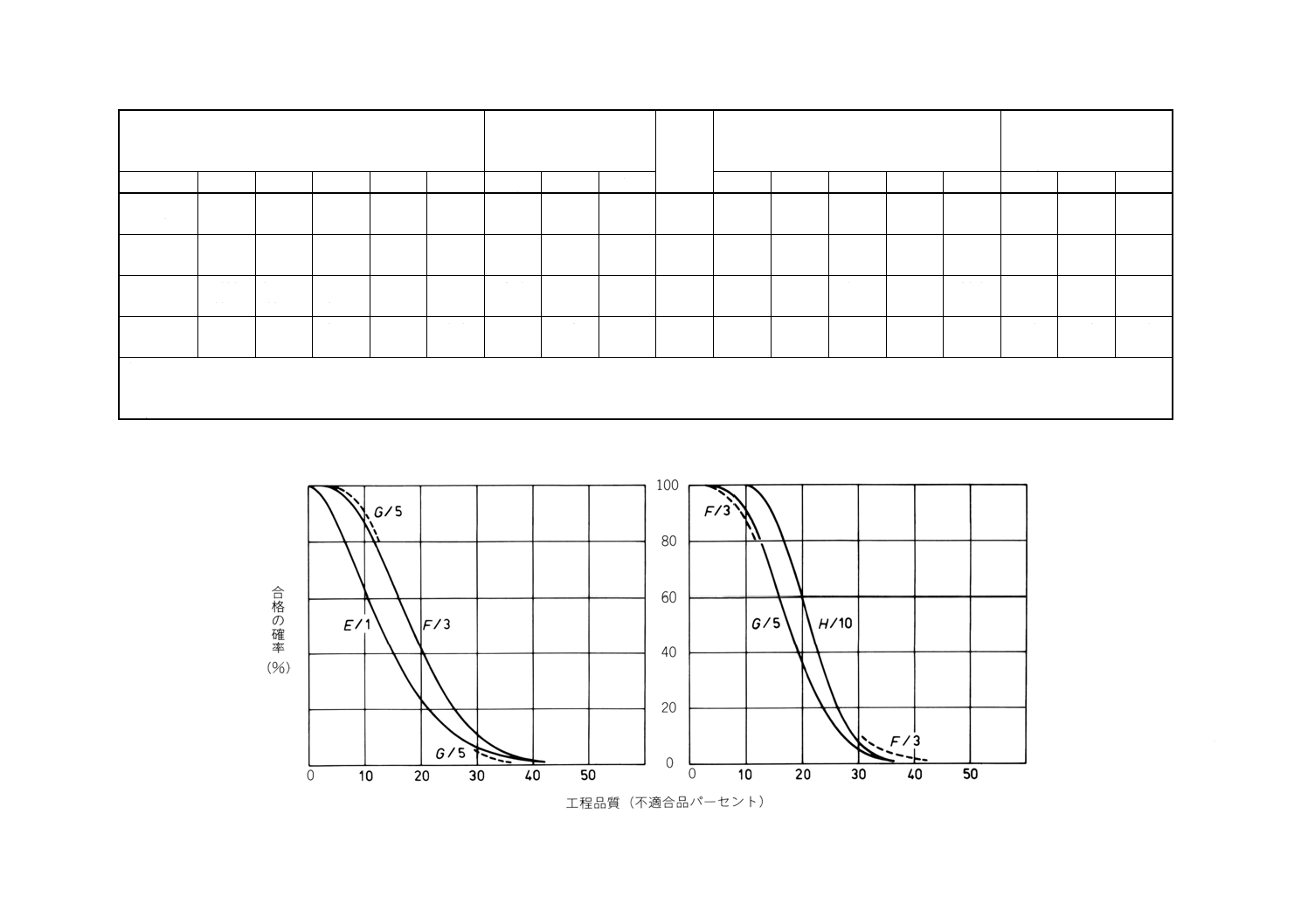
付表B9 限界品質20.0に対する1回抜取方式(手順B,主抜取表)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品
質の値1)(不適合品パーセント)
各検査水準に対する,限界
品質 (LQ) での消費者危
険 (βLQ) の最大値2)
S−1,S−2
S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
213)
以上
213)〜
35 000
213)〜
1 200
213)〜
500
213)〜
150
213)〜
90
2.50
20
1
F
1.81
2.69
8.25
18.1
21.6
6.9
5.6
4.8
35 001〜
500 000
1 201〜
10 000
501〜
1 200
151〜
280
91〜
150
4.00
32
3
G
4.38
5.56
11.4
19.7
22.5
9.3
8.0
6.8
500 001
以上
10 001〜
35 000
1 201〜
3 200
281〜
500
151〜
280
4.00
50
5
H
5.36
6.43
11.3
17.8
19.9
4.8
4.0
3.4
35 001
以上
3 201
以上
501
以上
281
以上
6.50
80
10
J
7.91
8.95
13.3
18.6
20.3
5.6
5.6
5.6
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 21未満のロットに対しては全数検査する。
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
1
7
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表B10 限界品質31.5に対する1回抜取方式(手順B,主抜取表)
OC曲線
(OC曲線は1回抜取方式に対するものである。サンプル文字及びAcで識別する。)
検査水準に対するロットサイズ
JIS Z 9015-1の1回抜取方
式(なみ検査)
サンプ
ル文字
合格の確率 (%) の特定値に対応する工程品
質の値1)(不適合品パーセント)
各検査水準に対する,限界
品質 (LQ) での消費者危
険 (βLQ) の最大値2)
S−1,S−2
S−3
S−4
I
II
III
AQL
n
Ac
95.0
90.0
50.0
10.0
5.0
S−1〜I
II
III
143)
以上
143)〜
3 200
143)〜
500
143)〜
280
143)〜
90
143)〜
50
4.00
13
1
E
2.81
4.17
12.6
26.8
31.6
5.1
3.9
2.1
3 201〜
35 000
501〜
1 200
281〜
500
91〜
150
51〜
90
6.50
20
3
F
7.14
9.02
18.1
30.4
34.4
8.3
7.1
5.9
35 001〜
500 000
1 201〜
10 000
501〜
1 200
151〜
280
91〜
150
6.50
32
5
G
8.50
10.2
17.5
27.1
30.1
3.5
2.8
2.2
500 001
以上
10 001
以上
1 201
以上
281
以上
151
以上
10.0
50
10
H
12.9
14.5
21.2
29.1
31.6
5.1
5.1
5.1
注1) 工程品質の値は2項分布に基づいている。
2) 超幾何分布による消費者危険の正確な値はロットサイズによって変わる。ここには各検査水準の最大値を与えてある。
3) 14未満のロットに対しては全数検査する。
18
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表C 限界品質 (LQ) と消費者危険品質 (CRQ) との関係及び
限界品質 (LQ) の非優先値の優先値への変換
限界品質 (LQ) の優先値
(不適合品パーセント)
付表B1〜B10中の消費者
危険品質(CRQ)の区間
(β=10%)
(不適合品パーセント)
限界品質 (LQ) の非優先
値を含む区間
(不適合品パーセント)
0.50
0.463 〜 0.534
0.40≦LQ< 0.65
0.80
0.741 〜 0.833
0.65≦LQ< 1.00
1.25
1.16 〜 1.33
1.00≦LQ< 1.50
2.00
1.85 〜 2.11
1.50≦LQ< 2.50
3.15
2.92 〜 3.31
2.50≦LQ< 4.00
5.00
4.59 〜 5.27
4.00≦LQ< 6.50
8.00
7.29 〜 8.16
6.50≦LQ<10.0
12.5
11.3 〜12.9
10.0 ≦LQ<15.0
20.0
17.8 〜19.7
15.0 ≦LQ<25.0
31.5
27.1 〜30.4
25.0 ≦LQ<40.0
備考 この規格の抜取方式は,限界品質 (LQ) の優先値と共に使用することを
前提としている。もし限界品質 (LQ) の非優先値が既に規定されてとこ
ろにこの規格を導入する場合には,限界品質 (LQ) の非優先値を含む区
間との関係を利用して優先値へ変換する。
1
9
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
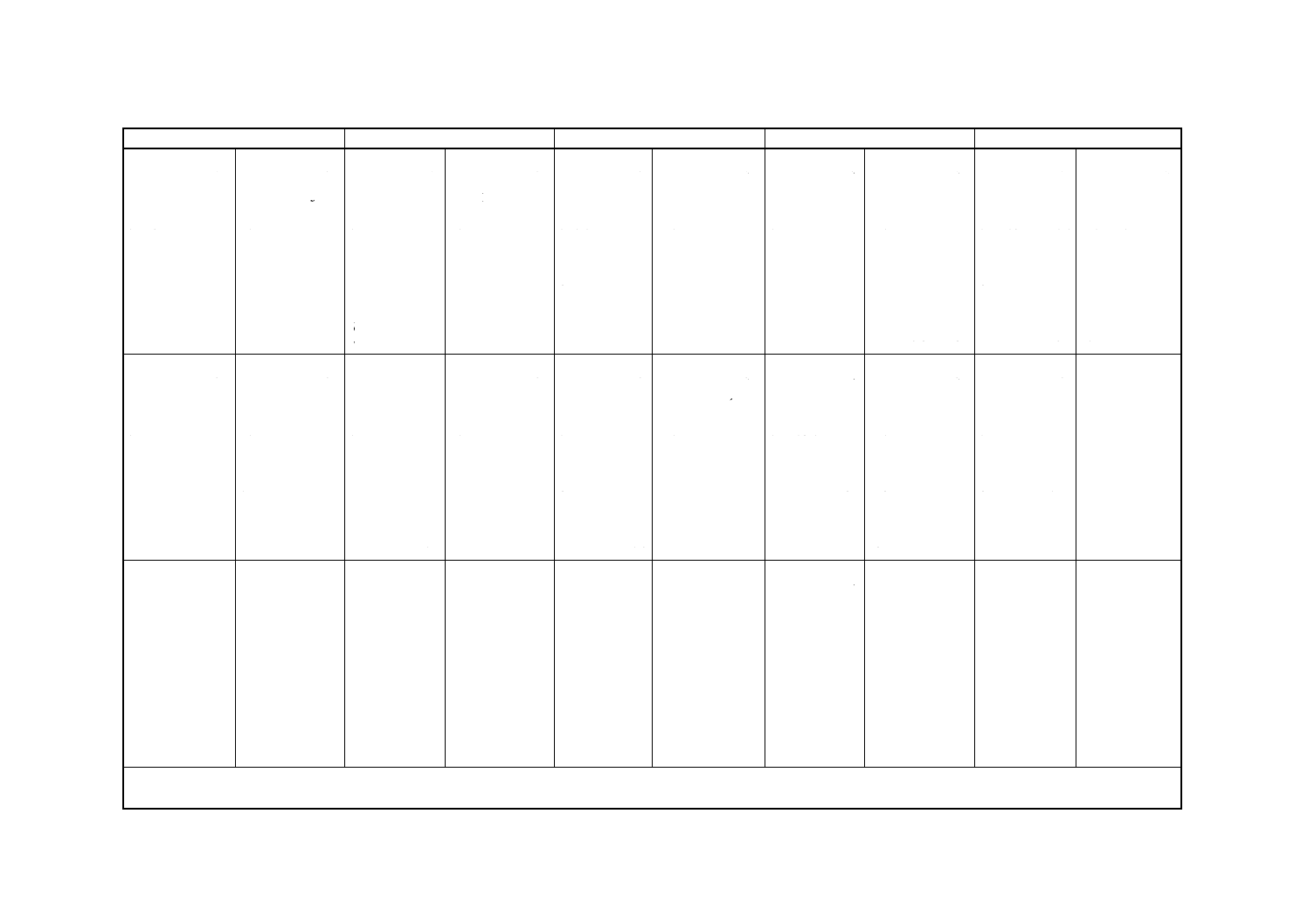
付表D1 手順Aに対する抜取方式の特性のまとめ
表の各欄の内容は右記のとおりである。
サンプルサイズ/合格判定個数 (n/Ac)
生産者危険品質 (PRQ) (不適合品パーセント)
LQにおける消費者危険(βLQ) (%) 1)
生産者危険 (α) (%) 1)
ロット
サイズ
限界品質 (LQ) (不適合品パーセント)
0.50
0.80
1.25
2.00
3.15
5.00
8.00
12.5
20.0
31.5
16〜
25
全数検査
全数検査
全数検査
全数検査
全数検査
全数検査
17/0
0.0
9.3
0.0
13/0
0.0
8.2
0.0
9/0
0.0
8.2
0.0
6/0
0.0
7.9
0.0
26〜
50
全数検査
全数検査
全数検査
全数検査
全数検査
28/0
0.0
8.5
0.0
22/0
0.0
8.9
0.0
15/0
0.0
9.0
0.0
10/0
0.0
8.3
0.0
6/0
0.0
9.0
0.0
51〜
90
全数検査
全数検査
全数検査
50/0
0.0
2)
0.0
44/0
0.0
9.4
0.0
34/0
0.0
10.3
0.0
24/0
0.0
9.8
0.0
16/0
0.0
9.4
0.0
10/0
0.0
9.4
0.0
8/0
0.0
4.2
0.0
91〜
150
全数検査
全数検査
90/0
0.0
0.0
0.0
80/0
0.0
9.9
0.0
55/0
0.0
10.0
0.0
38/0
0.0
10.3
0.0
26/0
0.0
9.2
0.0
18/0
0.0
7.7
0.0
13/0
0.0
4.8
0.0
13/1
2.67
4.5
3.8
151〜
280
200/0
0.0
0.0
0.0
170/0
0.0
10.2
0.0
130/0
0.0
9.5
0.0
95/0
0.0
8.9
0.0
65/0
0.0
9.0
0.0
42/0
0.0
9.7
0.0
28/0
0.0
8.5
0.0
20/0
0.0
6.2
0.0
20/1
1.79
6.2
4.3
13/1
2.86
4.8
4.8
281〜
500
280/0
0.0
8.9
0.0
220/0
0.0
9.7
0.0
155/0
0.0
9.5
0.0
105/0
0.0
9.2
0.0
80/0
0.0
6.1
0.0
50/0
0.0
6.7
0.0
32/0
0.0
6.3
0.0
32/1
1.00
7.1
3.5
20/1
1.80
6.5
4.6
20/3
7.20
8.0
4.8
501〜
1 200
380/0
0.0
10.1
0.0
255/0
0.0
9.8
0.0
170/0
0.0
10.0
0.0
125/0
0.0
6.9
0.0
125/1
0.250
8.1
3.0
80/1
0.417
7.9
3.8
50/1
0.667
7.8
4.1
32/1
1.08
7.5
4.5
32/3
4.42
9.0
4.9
32/5
8.58
3.3
5.0
1 201〜
3 200
430/0
0.0
9.9
0.0
280/0
0.0
9.5
0.0
200/0
0.0
7.4
0.0
200/1
0.188
8.3
4.9
125/1
0.281
8.8
4.6
125/3
1.13
11.9
5.0
80/3
1.75
10.6
5.0
50/3
2.78
11.4
5.0
50/5
5.36
4.8
5.0
50/10
12.86
5.1
5.0
3 201〜
10 000
450/0
0.0
9.9
0.0
315/0
0.0
7.6
0.0
315/1
0.110
9.1
4.5
200/1
0.178
8.9
5.0
200/3
0.686
12.2
5.0
200/5
1.31
6.2
5.0
125/5
2.11
5.9
5.0
80/5
3.32
5.5
5.0
80/10
7.91
5.6
5.0
80/18
16.15
5.0
5.0
10 001〜
35 000
500/0
0.0
8.0
0.0
500/1
0.071 1
9.1
5.0
315/1
0.113
9.5
5.0
315/3
0.435
12.4
5.0
315/5
0.833
6.7
5.0
315/10
1.97
8.1
5.0
200/10
3.11
6.9
5.0
125/10
5.01
7.7
5.0
125/18
10.19
6.9
5.0
80/18
16.15
5.0
5.0
35 001〜
150 000
800/1
0.044 4
9.1
5.0
500/1
0.071 1
9.1
5.0
500/3
0.274
12.9
5.0
500/5
0.524
6.5
5.0
500/10
1.24
8.3
5.0
500/18
2.50
8.6
5.0
315/18
3.99
7.7
5.0
200/18
6.31
7.8
5.0
125/18
10.19
6.9
5.0
80/18
16.15
5.0
5.0
150 001〜
500 000
800/1
0.044 4
9.1
5.0
800/3
0.171
11.8
5.0
800/5
0.327
6.6
5.0
800/10
0.773
7.5
5.0
800/18
1.56
8.2
5.0
500/18
2.50
8.6
5.0
315/18
3.99
7.7
5.0
200/18
6.31
7.8
5.0
125/18
10.19
6.9
5.0
80/18
16.15
5.0
5.0
500 001
以上
1250/3
0.109
13.0
5.0
1 250/5
0.209
6.6
5.0
1 250/10
0.494
9.0
5.0
1 250/18
1.00
9.0
5.0
800/18
1.56
8.2
5.0
500/18
2.50
8.6
5.0
315/18
3.99
7.7
5.0
200/18
6.31
7.8
5.0
125/18
10.19
6.9
5.0
80/18
16.15
5.0
5.0
注1) 与えてある消費者危険は,ロットサイズの範囲内での,LQのロットに対する最大値である。与えてある生産者危険は,生産者危険品質のロットに対するロット
サイズの範囲内での,最大値である。
2) ロットサイズがこの範囲内にあるときには,LQのロットは存在しない。不適合品個数が整数になることはないからである。
2
0
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
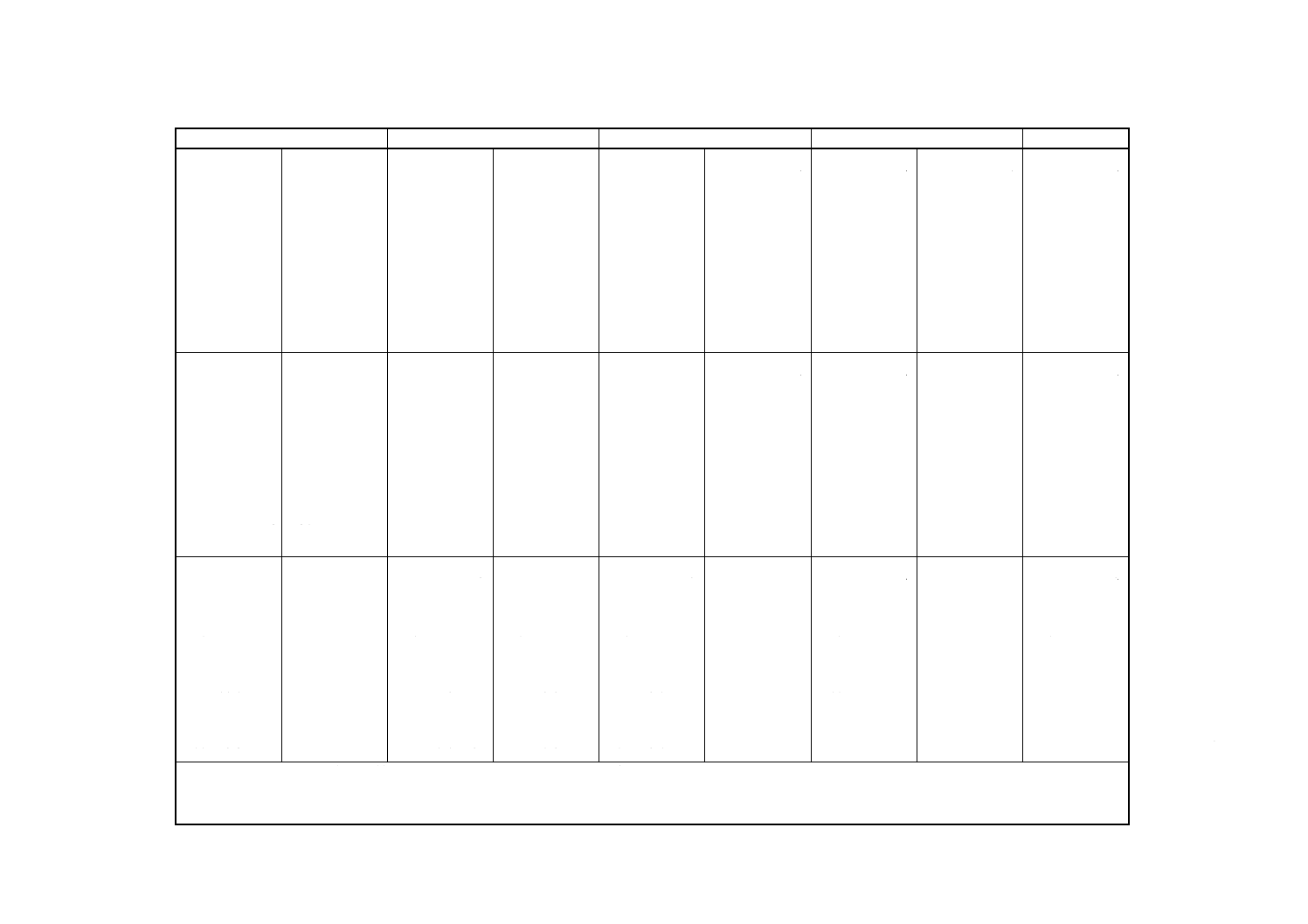
付表D2 Ac=0の抜取方式のOC曲線に対する超幾何分布のデータの例(手順A)
LQ=0.50
LQ=0.80
LQ=1.25
LQ=2.00
LQ=3.15
n=200
ロットサイズ
n=430
ロットサイズ
n=170
ロットサイズ
n=280
ロットサイズ
n=90
ロットサイズ
n=170
ロットサイズ
n=50
ロットサイズ
n=105
ロットサイズ
n=44
ロットサイズ
n=80
ロットサイズ
201
280
1 201 3 200
171
280
1 201 3 200
91
150
501 1 200
51
90
281
500
51
90
281
500
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa R
Pa
Pa
R
Pa
Pa R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
1
0.5
28.6
1
64.2 86.6 1 0.6
39.3
1 76.7
91.3 1 1.1
40.0
1
66.1 85.8 1
2.0
44.4
1 62.6
79.0 1
13.7
51.1
1 71.5 84.0
2
0.0
8.1
2
41.2 74.9 2 0.0
15.3
2 58.8
83.3 2 0.0
15.8
2
43.6 73.7 2
0.0
19.5
2 39.1
62.4 2
1.6
25.8
2 51.1 70.5
3
0.0
2.3
3
26.4 64.9 3 0.0
6.0
3 45.1
76.0 3 0.0
6.2
3
28.7 63.2 3
0.0
8.4
3 24.4
49.2 3
0.2
12.9
3 36.4 59.2
4
0.0
0.6
5
10.9 48.6 4 0.0
2.3
9 9.1
43.8 4 0.0
2.4
6
8.2 39.9 4
0.0
3.6
5
9.4
30.6 4
0.0
6.4
7
9.3 29.3
5
0.0
0.2
7
4.4 36.4 5 0.0
0.9
11 5.3
36.5 5 0.0
0.9
7
5.4 34.2 5
0.0
1.5
6
5.8
24.1 5
0.0
3.1
9
4.7 20.5
6
0.0
0.0
16
0.1 9.9 6 0.0
0.3
25 0.1
10.0 6 0.0
0.4
15
0.2 10.0 6
0.0
0.6 10
0.8
9.2 6
0.0
1.5 13
1.1 10.1
7
0.0
0.0
21
0.0 4.8 7 0.0
0.1
33 0.0
4.8 7 0.0
0.1
19
0.0
5.4 7
0.0
0.2 13
0.2
4.5 7
0.0
0.7 17
0.3
4.9
n=280
ロットサイズ
n=450
ロットサイズ
n=220
ロットサイズ
n=315
ロットサイズ
n=130
ロットサイズ
n=200
ロットサイズ
n=80
ロットサイズ
n=125
ロットサイズ
n=55
ロットサイズ
281
500 3 201
10 000
281
500
3 201
10 000
151
280
1 201 3 200
91
150
501 1 200
91
150
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa R
Pa
Pa
R
Pa
Pa R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
1
0.4
44.0 1
85.9 95.5 1
21.7
56.0 1
90.2 96.9 1
13.9
53.6
1
83.3 93.8 1
12.1
46.7
1 75.0
89.6 1
39.6
63.3
2
0.0
19.3 2
73.9 91.2 2
4.7
31.3 2
81.3 93.8 2
1.9
28.6
2
69.5 87.9 2
1.3
21.6
2 56.3
80.2 2
15.4
40.0
3
0.0
8.5 3
63.5 87.1 3
1.0
17.5 3
73.3 90.8 3
0.2
15.2
3
57.9 82.4 3
0.1
9.9
3 42.2
71.9 3
5.9
25.1
4
0.0
3.7 15
10.3 50.1 4
0.2
9.7 22
10.2 49.4 4
0.0
8.1 13
9.2 43.1 4
0.0
4.5
8
9.9
41.4 4
2.2
15.7
5
0.0
1.6 20
4.8 39.8 5
0.0
5.4 29
4.9 39.5 5
0.0
4.3 16
5.3 35.5 5
0.0
2.0 10
5.5
33.1 5
0.8
9.8
6
0.0
0.7 50
0.0
9.9 6
0.0
3.0 72
0.1
9.9 6
0.0
2.3 35
0.2 10.3 6
0.0
0.9 21
0.2
9.7 6
0.3
6.1
7
0.0
0.3 65
0.0
5.0 7
0.0
1.7 93
0.0
5.0 7
0.0
1.2 46
0.0
5.0 7
0.0
0.4 27
0.0
5.0 7
0.1
3.8
n=380
ロットサイズ
n=500
ロットサイズ
n=255
ロットサイズ
n=155
ロットサイズ
n=95
ロットサイズ
n=65
ロットサイズ
501
1 200 10 001
35 000
501 1 200
281
500
151
280
151
0
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
1
24.2
68.3 1
95.0 98.6 1 49.1
78.8
1
44.8 69.0
1
37.1 66.1
1
57.0
76.8
2
5.8
46.7 2
90.3 97.2 2 24.1
62.0
2
20.0 47.6
2
13.6 43.6
2
32.3
58.9
3
1.4
31.9 3
85.7 95.8 3 11.8
48.8
3
8.9 32.8
3
4.9 28.7
3
18.2
45.1
4
0.3
21.8 45
9.9 52.3 4
5.7
38.4
4
3.9 22.5
4
1.8 18.8
4
10.2
34.5
5
0.1
14.8 58
5.1 43.4 5
2.8
30.2
5
1.7 15.5
5
0.6 12.4
5
5.7
26.4
6
0.0
10.1 160
0.0 10.0 10
0.1
9.1
6
0.8 10.6
6
0.2
8.1
9
0.5
8.9
8
0.0
4.7 206
0.0
5.1 13
0.0
4.4
8
0.1
5.0
7
0.1
5.3
11
0.2
5.1
備考 サンプルサイズは各欄の最上段に表示してある。すべての抜取方式に対してAc=0である。
Rはロット中の不適合品の個数であって,ロットの合格の確率 (Pa) は,ロットサイズの区間内での最小値及び最大値に対する値を%で示してある。
2
1
Z
9
0
1
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表D2 Ac=0の抜取方式のOC曲線に対する超幾何分布のデータの例(手順A)(続き)
LQ=5.00
LQ=8.00
LQ=12.5
LQ=20.0
LQ=31.5
n=28
ロットサイズ
n=42
ロットサイズ
n=17
ロットサイズ
n=26
ロットサイズ
n=13
ロットサイズ
n=18
ロットサイズ
n=9
ロットサイズ
n=13
ロットサイズ
n=6
ロットサイズ
29
50
151 280
18
25
91
150
16
25
91
150
16
25
91
150
16
25
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
1
3.4 44.0
1 72.2 85.0
1
5.6 32.0
1 71.4 82.7
1
18.8 48.0
1 80.2 88.0
1
43.8 64.0
1 85.7 91.3
1 62.5 76.0
2
0.0 18.9
2 52.0 72.2
2
0.0
9.3
2 50.8 68.2
2
2.5 22.0
2 64.2 77.4
2
17.5 40.0
2 73.3 83.4
2 37.5 57.0
3
0.0 7.9
3 37.3 61.3
3
0.0
2.4
3 36.0 56.3
3
0.2 9.6
3 51.2 68.0
3
6.3 24.3
3 62.6 76.0
3 21.4 42.1
4
0.0 3.2
7 9.7 31.6
4
0.0
0.6
7
8.6 25.6
4
0.0 3.9
11 7.5 23.3
4
1.9 14.4
15
8.0 23.9
5
5.8 21.9
5
0.0 1.2
9 4.8 22.6
5
0.0
0.1
9
4.1 17.1
5
0.0 1.5
14 3.5 15.3
5
0.5
8.2
19
3.7 15.9
6
2.6 15.3
6
0.0 0.5
14 0.8
9.7
6
0.0
0.0
13
0.9
7.5
6
0.0 0.5
18 1.2
8.6
6
0.1
4.5
25
1.1
8.4
8
0.3 7.0
7
0.0 0.2
19 0.1
4.1
7
0.0
0.0
16
0.2
4.0
7
0.0 0.2
24 0.2
3.5
7
0.0
2.4
33
0.2
3.4
11
0.0 1.7
n=34
ロットサイズ
n=50
ロットサイズ
n=22
ロットサイズ
n=28
ロットサイズ
n=15
ロットサイズ
n=20
ロットサイズ
n=10
ロットサイズ
n=6
ロットサイズ
51
90
281 500
26
50
151 280
26
50
151 280
26
50
26
50
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
1
33.3 62.2
1 82.2 90.0
1
15.4 56.0
1 81.5 90.0
1
42.3 70.0
1 86.8 92.9
1 61.5 80.0
1 76.9 88.0
2
10.7 38.5
2 67.5 81.0
2
1.8 30.9
2 66.3 81.0
2
16.9 48.6
2 75.2 86.2
2 36.9 63.7
2 58.5 77.2
3
3.3 23.6
3 55.4 72.9
3
0.2 16.7
3 53.8 72.8
3
6.3 33.4
3 65.1 80.0
3 21.5 50.4
3 43.8 67.6
4
1.0 14.4
12 9.0 27.8
4
0.0
8.9
11
9.6 30.7
4
2.2 22.7
16 9.0 29.5
4 12.2 39.7
8
8.1 33.0
5
0.3 8.7
15 4.9 20.1
5
0.0
4.6
15
3.9 19.7
5
0.7 15.3
21 4.0 19.8
6 3.5 24.2
11
2.2 20.5
6
0.1 5.2
21 1.4 10.4
6
0.0
2.4
22
0.7
8.9
6
0.2 10.2
31 0.7
8.8
10 0.2
8.3
18
0.0 5.7
7
0.0 3.1
29 0.2
4.3
7
0.0
1.2
28
0.2
4.5
9
0.0 2.8
41 0.1
3.7
14 0.0
2.5
24
0.0 1.4
n=38
ロットサイズ
n=24
ロットサイズ
n=32
ロットサイズ
n=16
ロットサイズ
n=10
ロットサイズ
n=8
ロットサイズ
91
150
51
90
281 500
51
90
51
90
51
90
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
R
Pa
Pa
1 58.2 74.7
1 52.9 73.3
1 88.6 93.6
1 68.6 82.2
1 80.4 88.9
1 84.3 91.1
2 33.7 55.6
2 27.5 53.6
2 78.5 87.6
2 46.7 67.4
2 64.3 78.9
2 70.8 82.9
3 19.3 41.3
3 14.0 39.0
3 69.5 82.0
3 31.4 55.2
3 51.2 69.9
3 59.3 75.4
4 11.0 30.7
4 7.0 28.2
19
9.3 27.8
6
9.0 29.8
11 6.6 25.2
14
6.1 24.3
5
6.2 22.7
5 3.4 20.3
25
4.2 18.3
8
3.7 19.4
14 2.7 16.7
18
2.2 15.4
8
1.0 9.0
7 0.8 10.4
34
1.2
9.7
12
0.5 8.0
20 0.3
6.9
25
0.2 6.5
10
0.3 4.8
10 0.1
3.7
45
0.3
4.4
15
0.1 4.0
25 0.0
3.1
32
0.0 2.5
備考 サンプルサイズは各欄の最上段に表示してある。すべての抜取方式に対してAc=0である。
Rはロット中の不適合品の個数であって,ロットの合格の確率 (Pa) は,ロットサイズの区間内での最小値及び最大値に対する値を%で示して
ある。
22
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
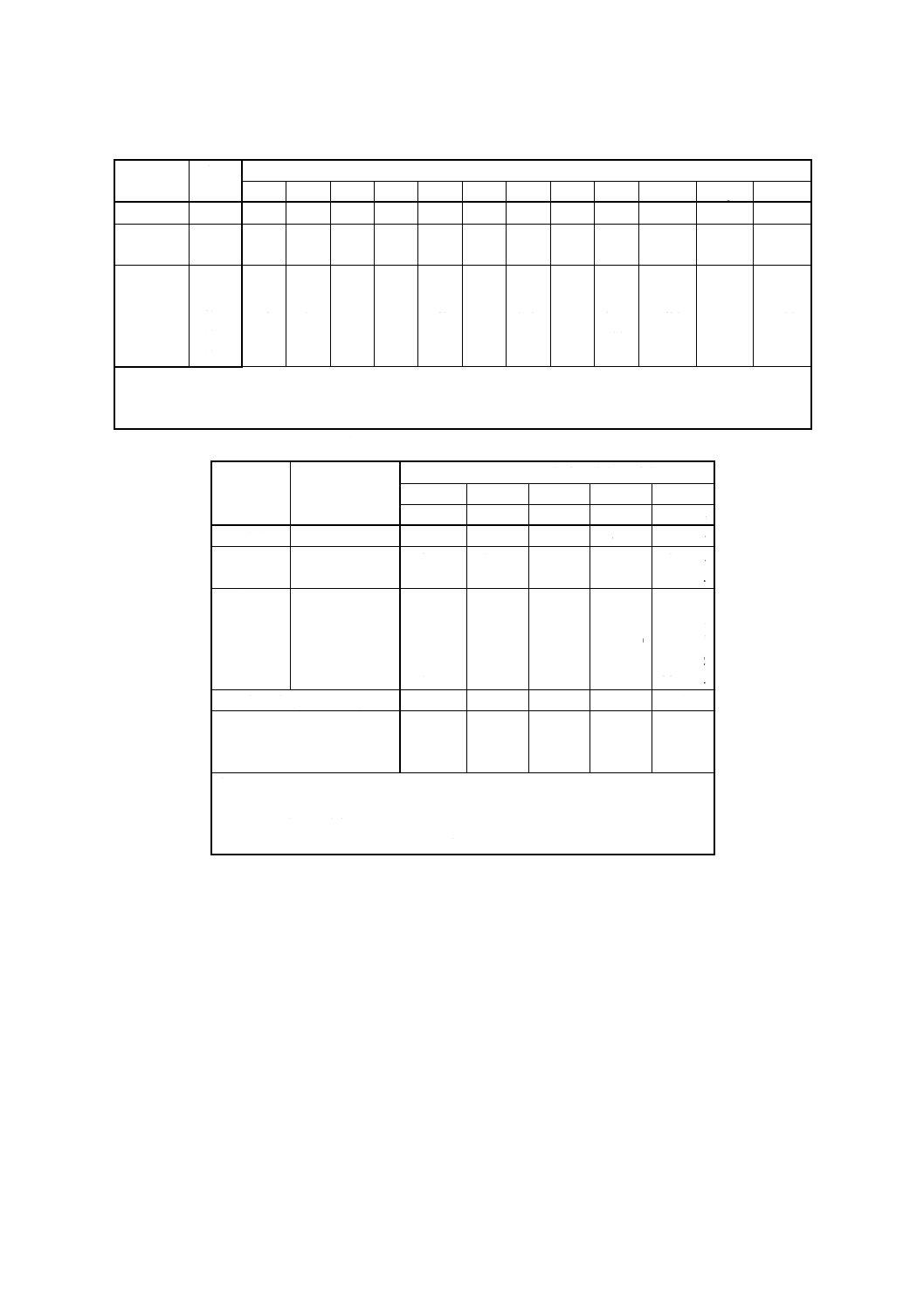
付表D3 2回及び多回抜取方式に対する累計サンプルサイズ
抜取検査
形式
サン
プル
JIS Z 9015-1のサンプル文字
E
F
G
H
J
K
L
M
N
P
Q
R
1回
13
20
32
50
80
125
200
315
500
800
1 250
2 000
2回
第1
第2
8
16
13
26
20
40
32
64
50
100
80
160
125
250
200
400
315
630
500
1 000
800
1 575
1 250
2 500
多回
第1
第2
第3
第4
第5
3
6
9
12
15
5
10
15
20
25
8
16
24
32
40
13
26
39
52
65
20
40
60
80
100
32
64
96
128
160
50
100
150
200
250
80
160
240
320
400
125
250
375
500
625
200
400
600
800
1 000
315
630
945
1 260
1 575
500
1 000
1 500
2 000
2 500
備考 2回及び多回抜取方式に対しては,表に示してあるのは累計サンプルサイズである。
それぞれの場合に,毎回第1サンプルと同じサイズのサンプルが必要である。
結果を累計して,付表D4に示す合格判定個数及び不合格判定個数と比較する(6.参照)。
付表D4 1回,2回及び多回抜取方式に対する合格判定個数及び不合格判定個数
抜取検査
形式
各回のサンプル
サイズの近似
値1)
対応する1回抜取方式の合格判定個数
1
3
5
10
182)
Ac Re Ac Re Ac Re Ac Re Ac Re
1回
n0
1
2
3
4
5
6 10 11 18 19
2回
0.63n0
0
2
1
4
2
5
5
9
9 14
0.63n0
1
2
4
5
6
7 12 13 23 24
多回
0.25n0
#
2
#
3
#
4
0
5
1
8
0.25n0
0
2
0
3
1
5
3
8
6 12
0.25n0
0
2
1
4
2
6
6 10 11 17
0.25n0
0
2
2
5
4
7
9 12 16 22
0.25n0
1
2
4
5
6
7 12 13 23 24
判別力 (CRQ/PRQ)
10.9
4.89
3.55
2.50
2)
AQLにおける合格の確率
(%)
(手順B)
90.9
96.1
98.3
98.6
2)
注1) 各回のサンプルサイズは近似値である。正確な値はサンプル文字に対応
して付表D3に与えてある。
2) この合格判定個数は手順Aだけで使用する。
備考 #=このサンプルサイズでは,合格の判定はできない。
23
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表D5 JIS Z 9015-1のロットサイズ及びAQLとLQ値の対応(手順B)
24
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表D6 ロットサイズとサンプル文字の対応(手順B)
ロットサイズ
特別検査水準
通常検査水準
S−1〜S−2
S−3
S−4
I
II
III
2〜 50
51〜 90
91〜 150
151〜 280
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
F
G
E
F
G
H
281〜 500
501〜 1 200
1 201〜 3 200
3 201〜 10 000
E
E
E
E
E
E
E
F
E
F
G
G
F
G
H
J
H
J
K
L
J
K
L
M
10 001〜 35 000
35 001〜150 000
150 001〜500 000
500 001以上
E
E
E
E
F
G
G
H
H
J
J
K
K
L
M
N
M
N
P
Q
N
P
Q
R
備考 サンプル文字は,付表D5中の適切な行を示す。サンプル文字は使用するサン
プルサイズを直接示すとは限らない。サンプルサイズは限界品質によっても変
わるからである。
例えば,検査水準S−1及びS−2ではサンプルサイズはロットサイズには
無関係であるが,限界品質によっては13から800まで変わる。
25
Z 9015-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
氏名
所属
(主査)
大 前 義 次
日本電信電話公社
(委員)
小 山 健
三菱電機株式会社
斉 脇 俊之助
日本大洋海底電線株式会社
清 水 平八郎
沖電機工業株式会社
菅 龍之助
防衛庁
高 木 妙二郎
沖電機工業株式会社
田 口 玄 一
青山学院大学
竹 内 寿一郎
慶應義塾大学
土 肥 清 一
黒沢通信工業株式会社
藤 田 茂 男
在日米軍調達本部
前 野 澄 夫
藤倉電線株式会社
益 子 淳
株式会社大興電機製作所
松 本 洋
国際電信電話株式会社
森 屋 光 行
藤倉電線株式会社
山 本 太 郎
日本電信電話公社
弓 削 恒
防衛庁
横 尾 恒 雄
東洋カーボン株式会社
氏名
所属
(主査)
横 尾 恒 雄
東洋カーボン株式会社
(委員)
大 前 義 次
日本電信電話公社
小 山 健
三菱電機株式会社
菅 龍之助
防衛庁
高 木 妙二郎
沖電機工業株式会社
森 屋 光 行
藤倉電線株式会社
山 本 太 郎
日本電信電話公社
高 橋 弘 之
中央大学