(1)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3831:1989は改正され,この規格に置き換えられる。
Z 3831:2002
(2)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 技術検定試験の種類 ········································································································· 1
5. 溶接方法 ························································································································ 2
6. 溶接姿勢 ························································································································ 2
7. 試験板及び試験片の採取位置 ····························································································· 2
7.1 試験板の種類 ················································································································ 2
7.2 試験板の形状及び寸法 ···································································································· 3
8. 試験に使用する溶接棒 ······································································································ 3
9. 試験に使用する溶接機器及び裏当て ···················································································· 3
10. 溶接上の注意 ················································································································ 3
11. 判定方法······················································································································· 4
11.1 外観試験 ····················································································································· 4
11.2 引張試験 ····················································································································· 4
12. 合否判定基準 ················································································································ 4
解 説 ································································································································ 5
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3831:2002
プラスチック溶接技術検定における
試験方法及び判定基準
Standard qualification procedure for welding technique of plastics
1. 適用範囲 この規格は,ホットジェット溶接によるプラスチック溶接の技術検定における試験方法及
び判定基準について規定する。ただし,自動溶接を除く。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6745 プラスチック―硬質ポリ塩化ビニルシート―タイプ,寸法及び特性―第1部:厚さ1 mm
以上の板
JIS K 6746 プラスチック溶接棒
JIS K 6921-1 プラスチック―ポリプロピレン(PP)成形用及び押出用材料―第1部:呼び方のシス
テム及び仕様表記の基礎
JIS K 6922-1 プラスチック―ポリエチレン(PE)成形用及び押出用材料―第1部:呼び方のシステ
ム及び仕様表記の基礎
JIS K 7162 プラスチック―引張特性の試験方法 第2部:型成形,押出成形及び注型プラスチック
の試験条件
JIS Z 3001 溶接用語
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか,次による。
a) 試験板 試験のために用意された樹脂板。
b) 試験材 溶接を行った板。
c) 試験片 引張試験を行うために,試験材から規定の形状寸法に加工されたもの。
d) 棒継ぎ 溶接中に溶接棒が切れたとき又は溶接棒の長さが不足したときに,ビードを継ぎ足すこと。
4. 技術検定試験の種類 技術検定試験の種類は,試験板の種類及び溶接姿勢によって区分し,その記号
は,表1による。
2
Z 3831:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 技術検定試験の種類
試験板の種類
溶接姿勢
記号
ポリ塩化ビニル板
下向
PVC-F
立向
PVC-V
横向
PVC-H
上向
PVC-O
ポリプロピレン板
下向
PP-F
立向
PP-V
横向
PP-H
上向
PP-O
ポリエチレン板
下向
PE-F
立向
PE-V
横向
PE-H
上向
PE-O
5. 溶接方法 試験板を溶接する方法は,ホットジェット溶接とする。ただし,使用するガスは,空気と
する。
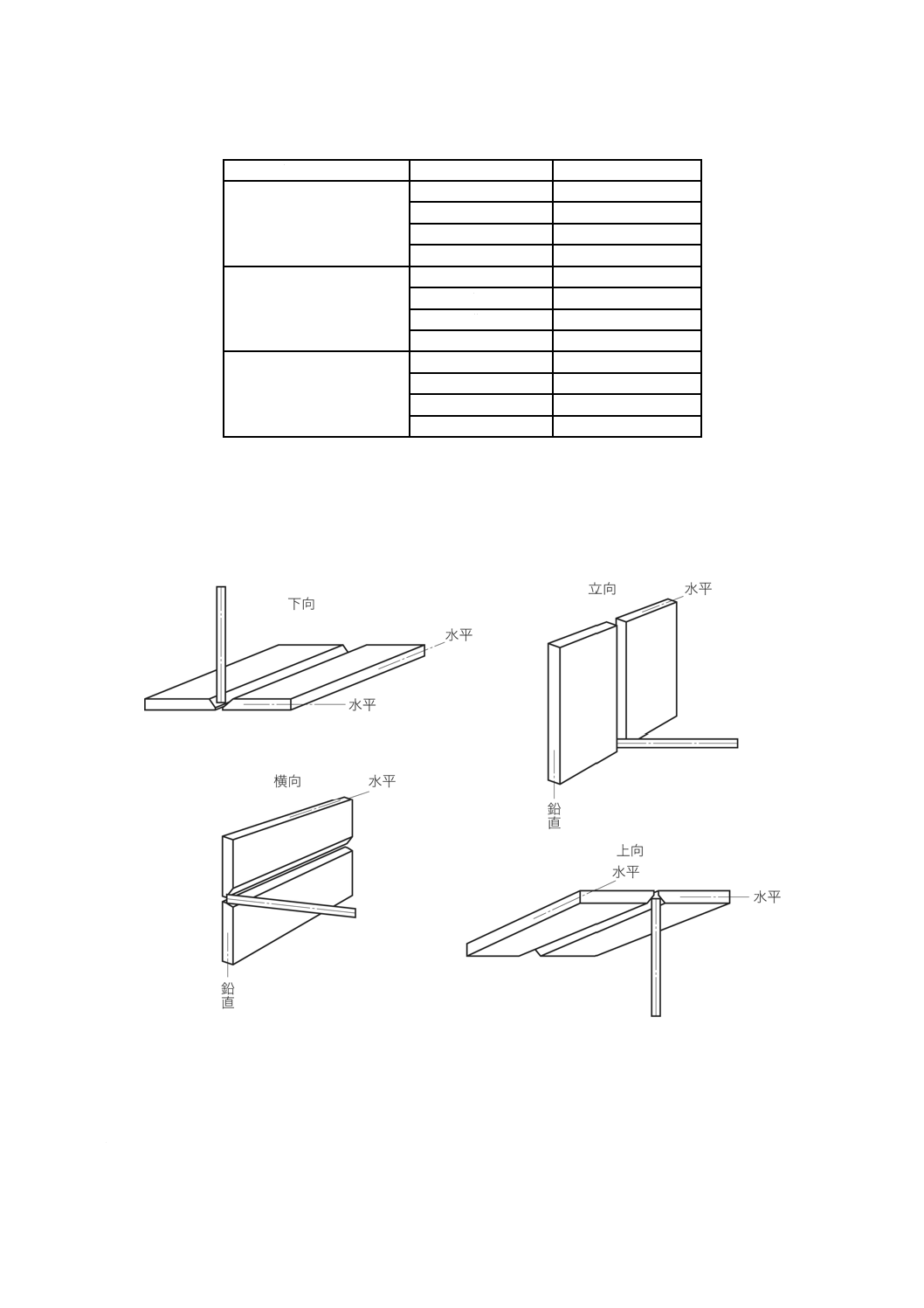
6. 溶接姿勢 板の溶接を行う姿勢は,下向,立向,横向又は上向とし,その詳細は,図1による。
図 1 溶接姿勢
7. 試験板及び試験片の採取位置
7.1
試験板の種類 試験板の種類は,技術検定試験の種類によって,次のいずれかとする。
a) JIS K 6745に規定するグループ3,又は引張降伏応力が50 MPa以上のポリ塩化ビニルで,適切な成形
3
Z 3831:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
条件で平板にしたもの。
b) 引張降伏応力が24.5 MPa以上のポリプロピレンで,適切な成形条件で平板にしたもの。
備考 ポリプロピレンは,JIS K 6921-1の附属書によって引張降伏応力とした。
c) 引張強さが19.6 MPa以上の高密度ポリエチレンで,適切な成形条件で平板にしたもの。
備考 高密度ポリエチレンは,JIS K 6922-1の附属書によって引張強さとした。
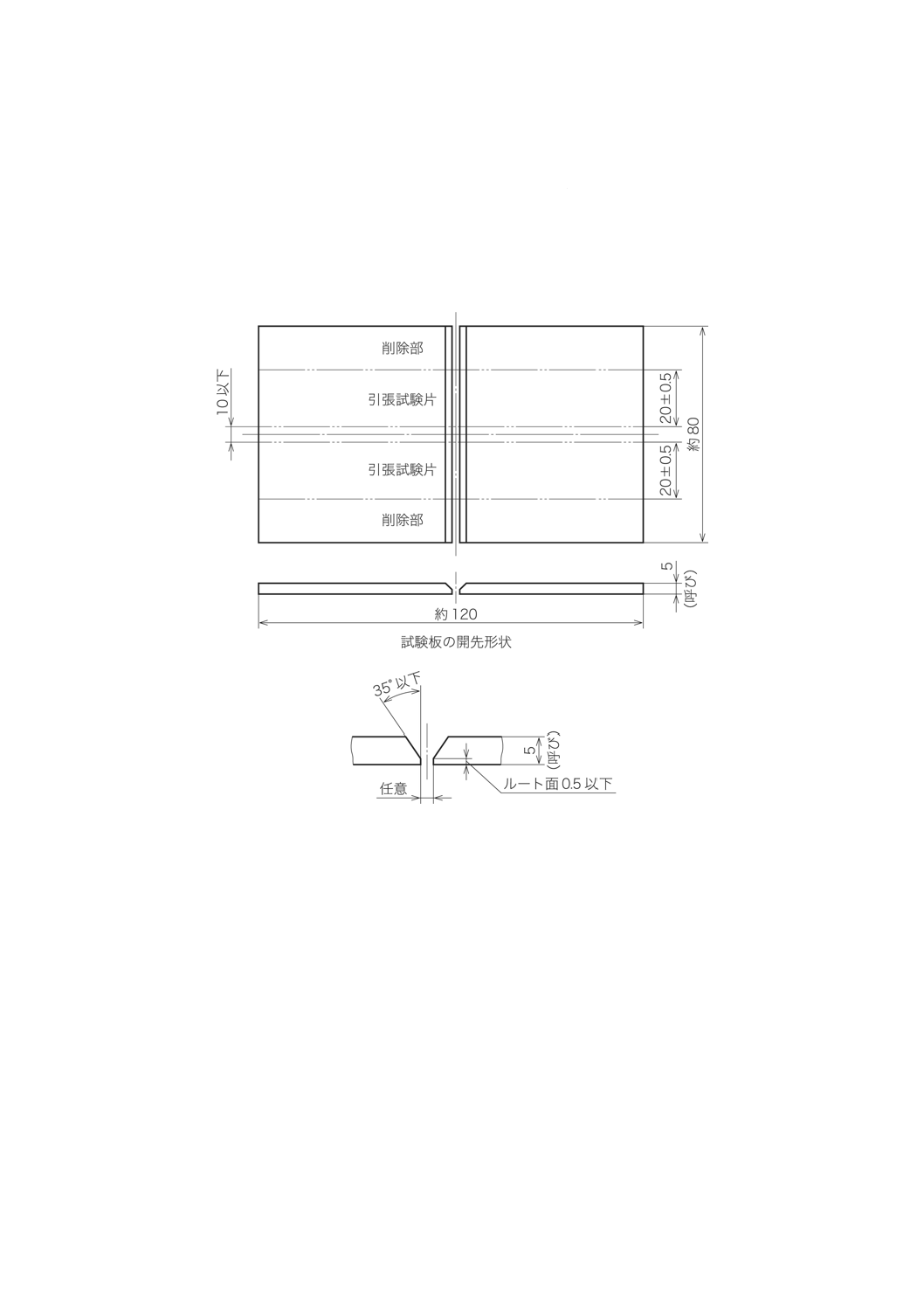
7.2
試験板の形状及び寸法 試験板の形状及び寸法は,図2による。
単位 mm
図 2 試験板の形状,寸法及び試験片の採取位置
8. 試験に使用する溶接棒 試験に使用する溶接棒は,試験板の種類に対応したJIS K 6746に適合する溶
接棒又はこれと同等の性能をもつもので,棒径3 mmとする。
9. 試験に使用する溶接機器及び裏当て 試験に使用する溶接機器は,特に規定しない。裏当ての材質及
び形状についても特に規定しない(溝を付けてもよい。)。
10. 溶接上の注意 溶接に当たっては,次の点に注意しなければならない。
a) 試験板及び溶接棒は,溶接作業の前に適宜,清掃,予熱などを行ってもよい。
b) 試験板は,溶接後のひずみが少なくなるように,適切なジグを用いて固定する。
c) 溶接は,表側から行い,裏側から行ってはならない。
d) 立向及び横向溶接では,溶接を開始してから終了するまで試験材の上下・左右の方向を変えてはなら
ない。
4
Z 3831:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 溶接の層数は,制限しない。
f) 棒継ぎは,行ってはならない。
g) 溶接途中でビードの成形加工などは,行ってはならない。
11. 判定方法
11.1 外観試験 外観試験は,次による。
a) 外観試験は,試験材について行う。
b) 外観試験は,次の項目について,目視又は測定をして評価する。
1) ビード(表面及び裏面)の形状及び変色
2) 余盛の高さ及び幅
3) 溶接の始端及び終端の状況
4) 融合及び溶込みの状況
5) 変形
11.2 引張試験 引張試験は,次による。
a) 引張試験片は,溶接後,図2に示す位置から2個を採取する。
b) 試験片の仕上げは,溶接部を表裏とも板面まで平らに削り,幅は図2に示す寸法に平滑にする。
c) 引張試験方法は,JIS K 7162による。ただし,引張速度は,50 mm/min±10 %とする。
12. 合否判定基準 試験を行った結果,次の評価基準を満足しなければならない。
a) 外観試験の評価基準 外観試験の各項目が著しく不良のものは,不合格とする。
b) 引張試験の評価基準 引張試験を行った結果,2個の試験片の引張強さが,いずれも表2を満足しな
ければならない。
表 2 引張試験の合否判定基準
試験材料(樹脂)の種類
引張強さ MPa
ポリ塩化ビニル板
30以上
ポリプロピレン板
15以上
ポリエチレン板
12以上
5
Z 3831:2002
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 溶接技術専門委員会 構成表
氏名
所属
(委員会長) 宮 田 隆 司
名古屋大学大学院工学研究科
(委員)
藍 田 勲
株式会社神戸製鋼所
入 江 広 定
独立行政法人物質・材料研究機構 材料研究所
牛 尾 誠 夫
大阪大学接合科学研究所
岡 實
財団法人日本海事協会
恩 澤 忠 男
東京工業大学大学院理工学研究科
小 林 秀 雄
独立行政法人産業技術総合研究所
酒 井 勝 之
社団法人日本アルミニウム協会(三菱アルミニウム株式会社)
福 永 規
住友金属工業株式会社技術部
堀 川 浩 甫
大阪大学接合科学研究所
山 田 桑太郎
社団法人日本鉄道車輌工業会