Z 3821:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 技術検定試験の種類 ·········································································································· 2
5 溶接方法························································································································· 2
6 溶接姿勢························································································································· 3
6.1 板の溶接姿勢 ················································································································ 3
6.2 管の溶接姿勢 ················································································································ 3
7 試験材料の形状,寸法及び試験片採取位置 ············································································ 4
7.1 板の試験材料 ················································································································ 4
7.2 管の試験材料 ················································································································ 4
8 試験に使用する鋼材 ·········································································································· 9
8.1 板の試験材料 ················································································································ 9
8.2 管の試験材料 ················································································································ 9
8.3 裏当て金 ······················································································································ 9
9 試験に使用する溶接材料 ··································································································· 10
9.1 被覆アーク溶接 ············································································································ 10
9.2 ティグ溶接 ·················································································································· 10
9.3 ミグ溶接及びマグ溶接 ··································································································· 10
10 試験に使用するガス ······································································································· 10
10.1 ティグ溶接 ················································································································· 10
10.2 ミグ溶接及びマグ溶接 ·································································································· 10
10.3 バックシールドに使用するガス ······················································································ 10
11 試験に使用する溶接機器 ································································································· 10
12 溶接条件 ······················································································································ 11
12.1 一般 ·························································································································· 11
12.2 板の溶接 ···················································································································· 11
12.3 管の溶接 ···················································································································· 11
12.4 組合せ溶接 ················································································································· 11
12.5 バックシールド ··········································································································· 11
13 判定方法 ······················································································································ 11
13.1 一般 ·························································································································· 11
13.2 外観試験 ···················································································································· 11
13.3 曲げ試験 ···················································································································· 11
14 合否判定基準 ················································································································ 15
Z 3821:2018 目次
(2)
ページ
14.1 一般 ·························································································································· 15
14.2 外観試験の評価基準 ····································································································· 15
14.3 曲げ試験の評価基準 ····································································································· 15
附属書A(参考)外観試験の評価基準の一例 ············································································ 16
Z 3821:2018
(3)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3821:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 3821:2018
ステンレス鋼溶接技術検定における
試験方法及び判定基準
Standard qualification test and acceptance requirements
for welding technique of stainless steel
1
適用範囲
この規格は,ステンレス鋼の被覆アーク溶接,ティグ溶接,ミグ溶接,マグ溶接及び組合せ溶接による
技術検定における試験方法並びに判定基準について規定する。ただし,全自動溶接を除く。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3459 配管用ステンレス鋼鋼管
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3001-4 溶接用語−第4部:溶接不完全部
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3221 ステンレス鋼被覆アーク溶接棒
JIS Z 3253 溶接及び熱切断用シールドガス
JIS Z 3321 溶接用ステンレス鋼溶加棒,ソリッドワイヤ及び鋼帯
JIS Z 3323 ステンレス鋼アーク溶接フラックス入りワイヤ及び溶加棒
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS Z 3001-1,JIS Z 3001-2及びJIS Z 3001-4に
よる。
3.1
組合せ溶接
初めの1〜3パスをティグ溶接(手溶接)で行い,その後を被覆アーク溶接,ミグ溶接又はマグ溶接で行
う溶接。
2
Z 3821:2018
3.2
試験材料
試験のために用意された板又は管。
3.3
試験材
試験材料を溶接した板又は管。
3.4
試験片
試験材から規定の形状・寸法に加工されたもの。
4
技術検定試験の種類
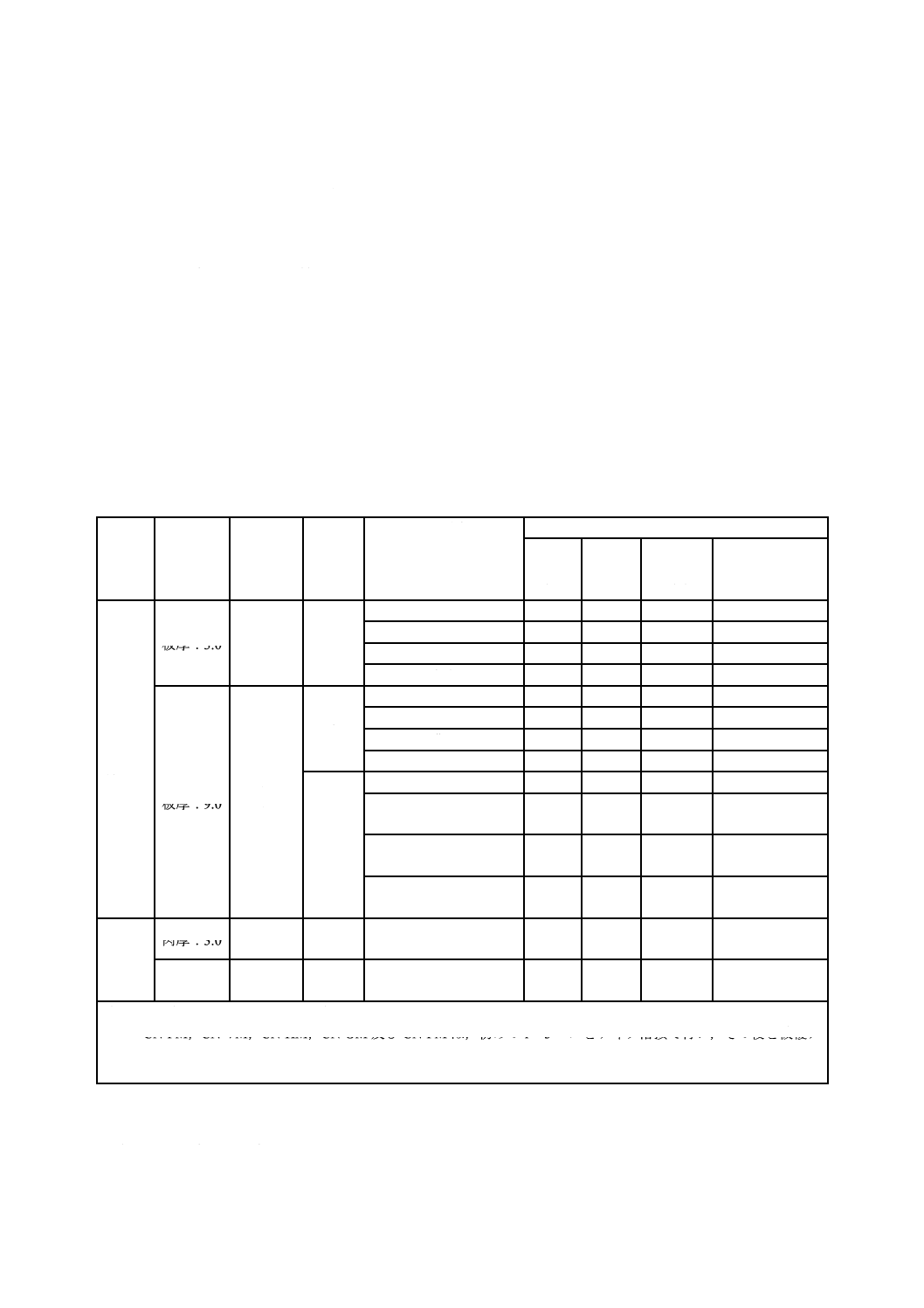
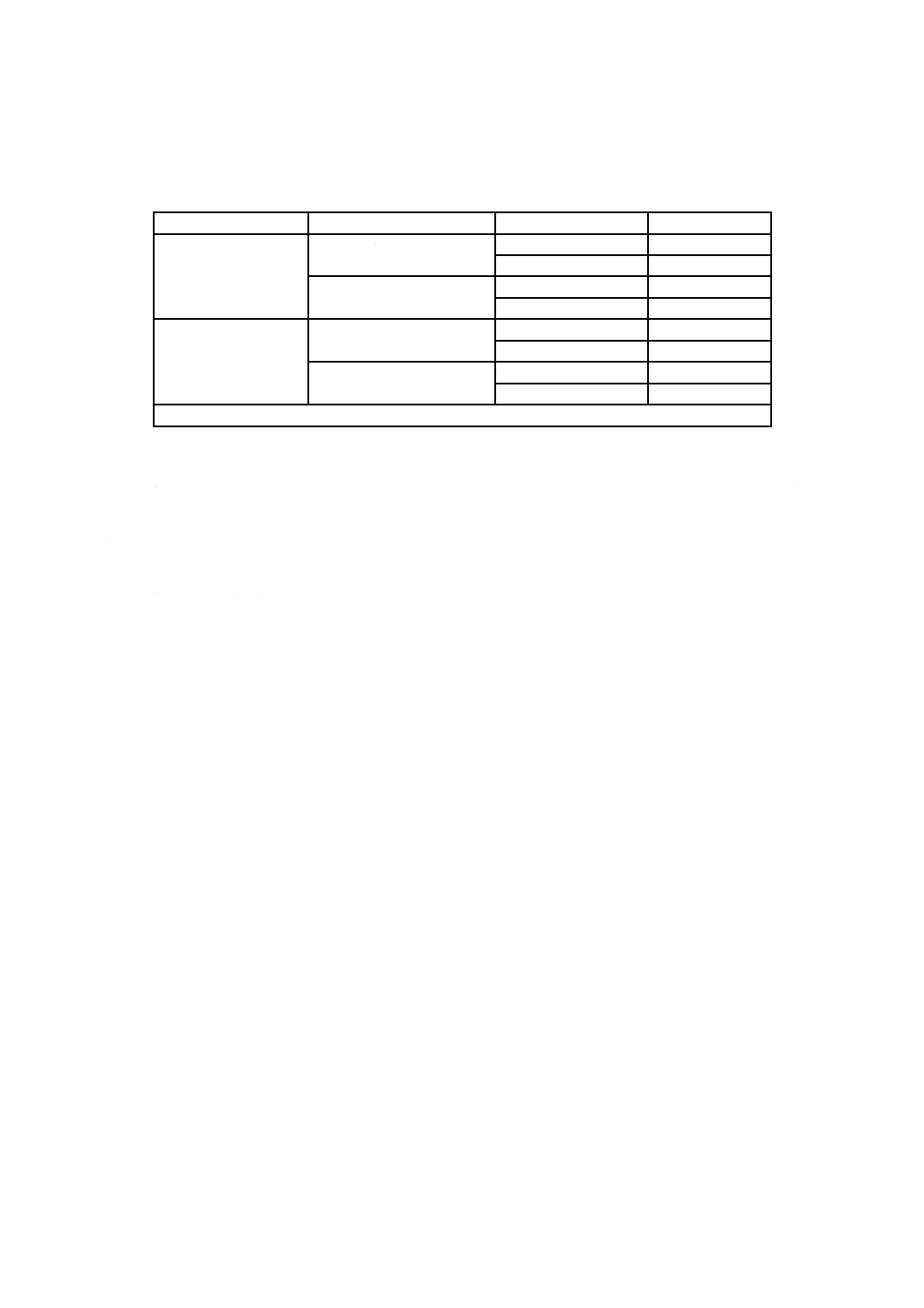
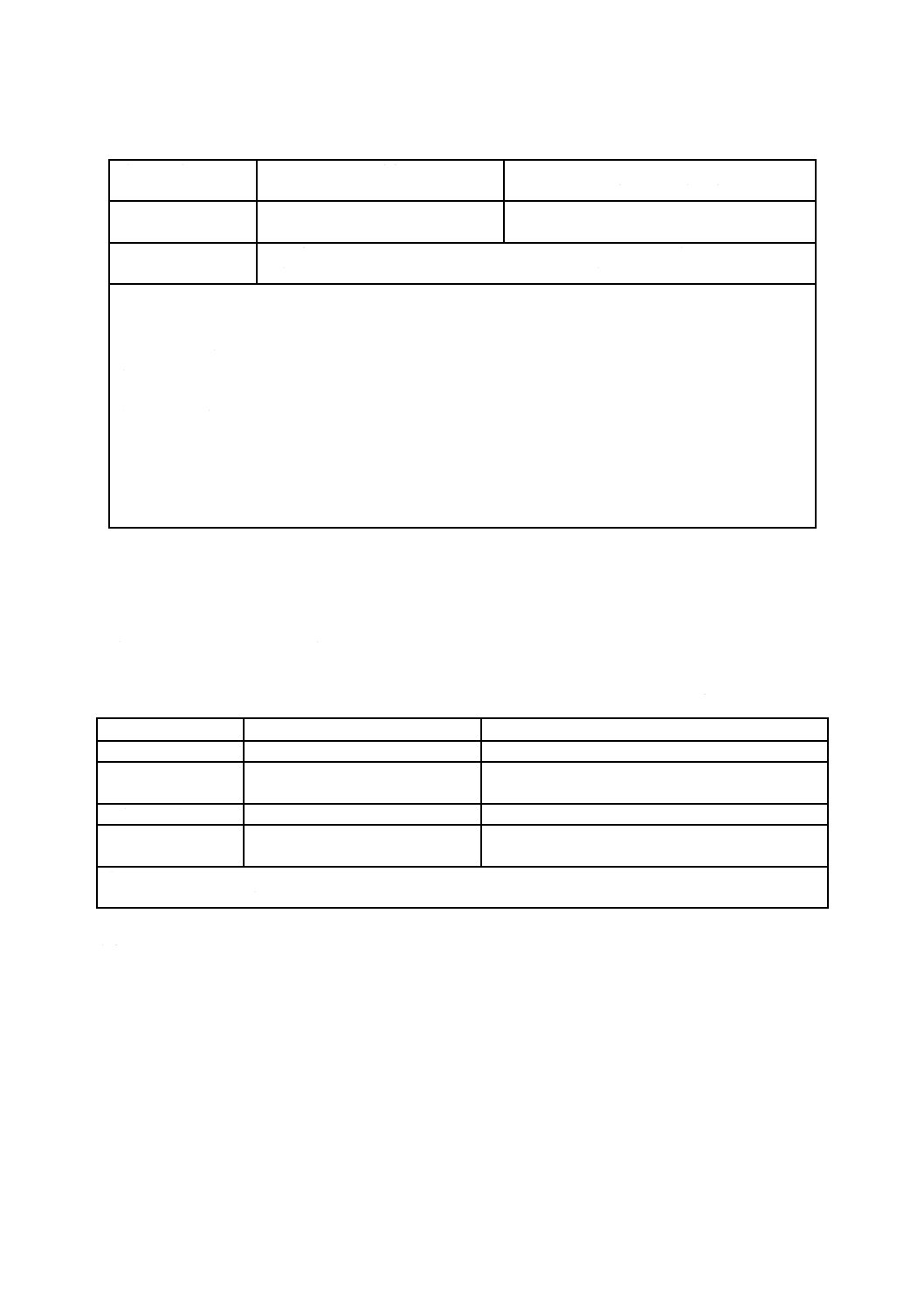
技術検定試験の種類は,溶接方法,溶接姿勢,継手の種類及び裏当て金の有無によって表1のように分
け,その記号及び開先形状は,同表による。
表1−技術検定試験の種類
継手の
種類
試験材料
の厚さ
(mm)
開先形状
裏当て
金の
有無a)
溶接姿勢
溶接方法及び記号
被覆
アーク
溶接
ティグ
溶接
ミグ溶接
又は
マグ溶接
組合せ溶接b)
板の
突合せ
継手
板厚:3.0 V形又は
I形
N
下向
−
TN-F
−
−
立向
−
TN-V
−
−
横向
−
TN-H
−
−
上向
−
TN-O
−
−
板厚:9.0 V形又は
レ形
A
下向
CA-F
−
MA-F
−
立向
CA-V
−
MA-V
−
横向
CA-H
−
MA-H
−
上向
CA-O
−
MA-O
−
N
下向
CN-F
−
MN-F
CN-FM,MN-FM
立向
CN-V
−
MN-V
CN-VM,
MN-VM
横向
CN-H
−
MN-H
CN-HM,
MN-HM
上向
CN-O
−
MN-O
CN-OM,
MN-OM
管の
突合せ
継手
肉厚:3.0 V形又は
I形
N
水平固定及び
鉛直固定
−
TN-P
−
−
肉厚:11.0 V形
N
水平固定及び
鉛直固定
CN-P
−
−
CN-PM,MN-PM
注a) A:裏当て金を用いる。N:裏当て金を用いない。
b) CN-FM,CN-VM,CN-HM,CN-OM及びCN-PMは,初めの1〜3パスをティグ溶接で行い,その後を被覆ア
ーク溶接で行う。MN-FM,MN-VM,MN-HM,MN-OM及びMN-PMは,初めの1〜3パスをティグ溶接で行
い,その後をミグ溶接又はマグ溶接で行う。
5
溶接方法
試験材料を溶接する方法は,次のいずれかとする。
3
Z 3821:2018
a) 被覆アーク溶接
b) ティグ溶接
c) ミグ溶接又はマグ溶接(炭酸ガスアーク溶接を含む。)
d) 組合せ溶接
6
溶接姿勢
6.1
板の溶接姿勢
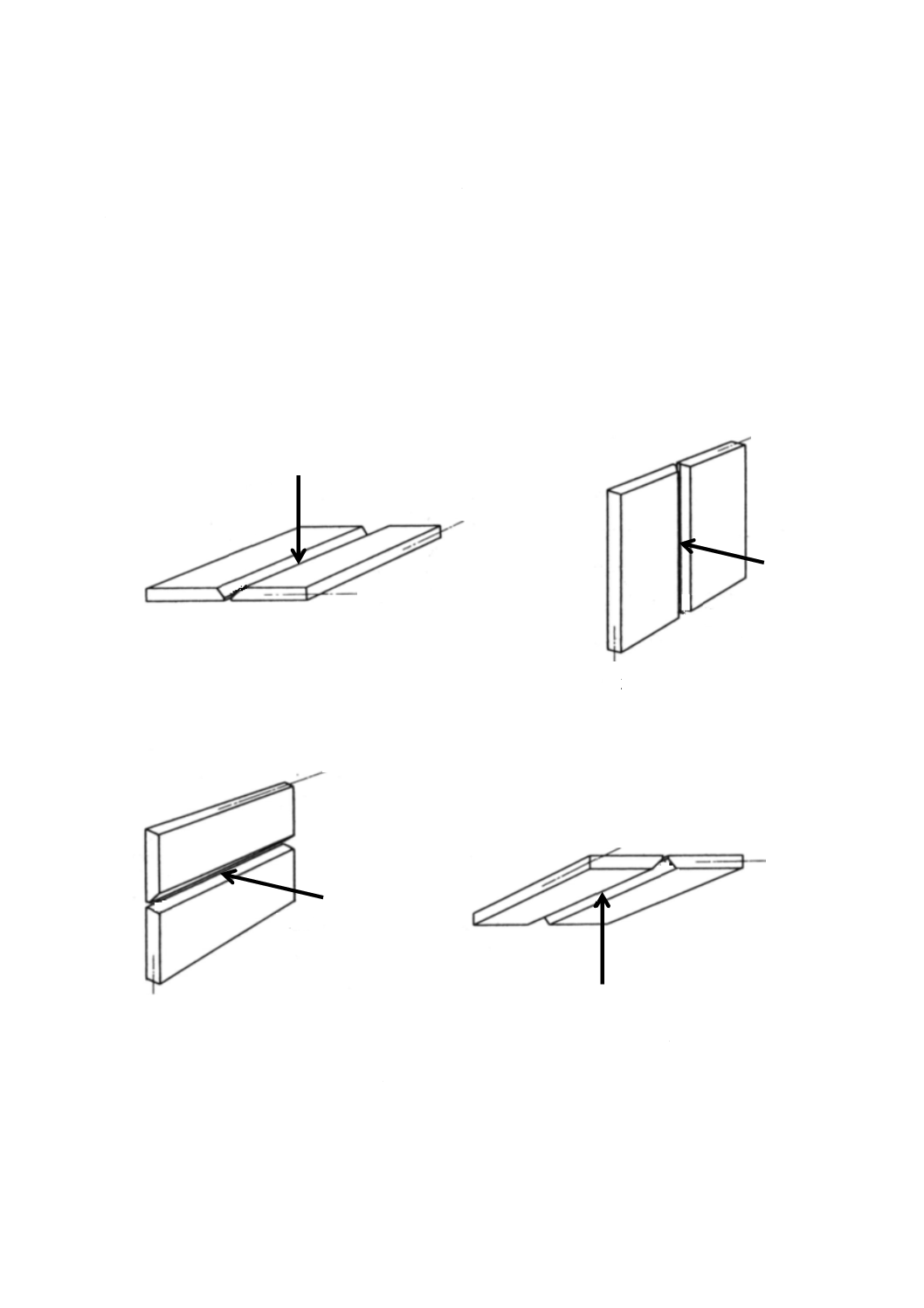
板の溶接姿勢は,下向,立向,横向及び上向とし,その詳細は,図1による。
6.2
管の溶接姿勢
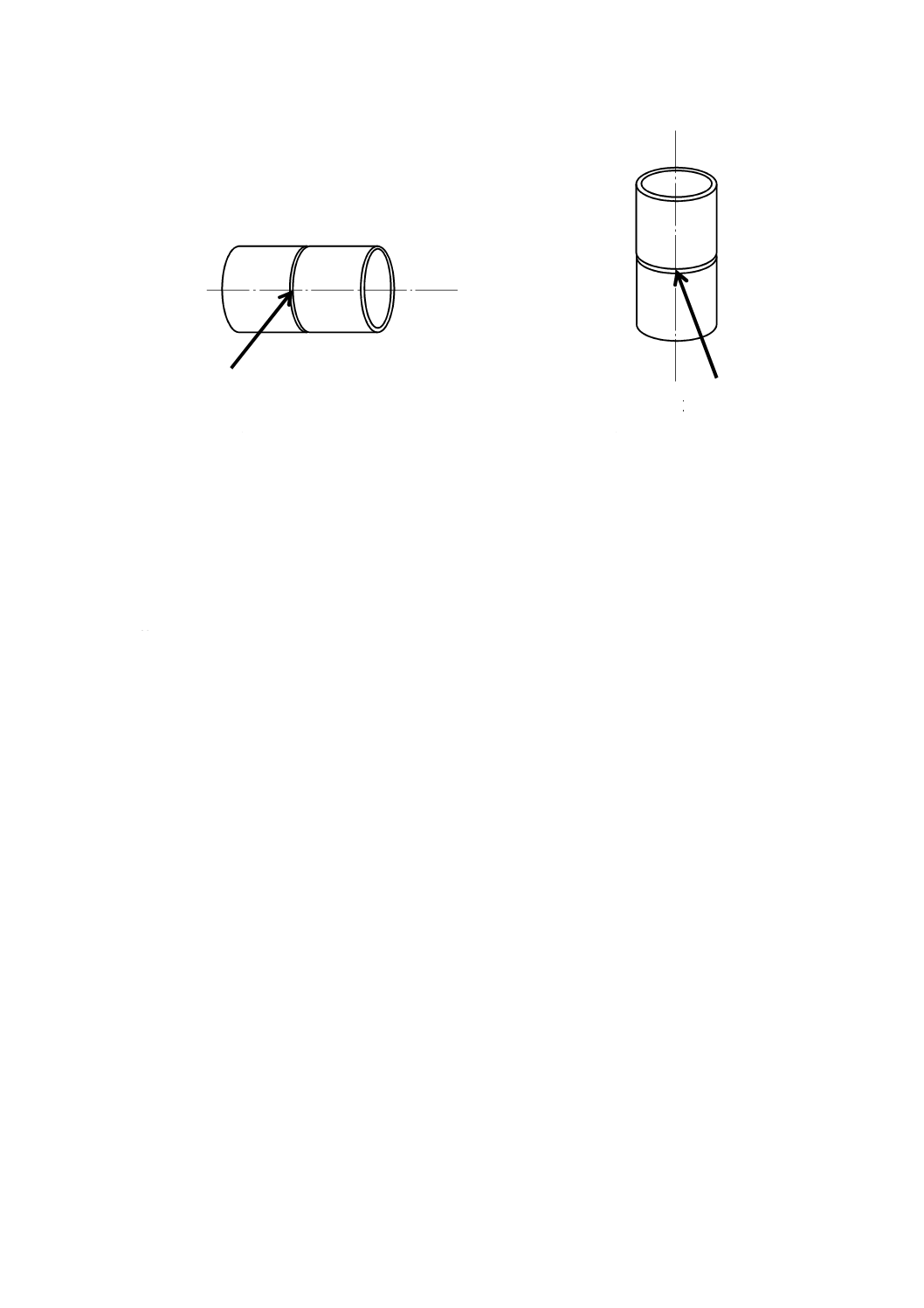
管の溶接姿勢は,水平固定及び鉛直固定とし,その詳細は,図2による。
a) 下向
b) 立向
c) 横向
d) 上向
注記 矢印は,溶接技能者が試験材料の溶接線へ対面する方向を示す。
図1−板の溶接姿勢
水平
水平
水平
鉛
直
水平
水平
水平
鉛
直
4
Z 3821:2018
a) 水平固定
b) 鉛直固定
注記 矢印は,溶接技能者が試験材料の溶接線へ対面する方向を示す。
図2−管の溶接姿勢
7
試験材料の形状,寸法及び試験片採取位置
7.1
板の試験材料
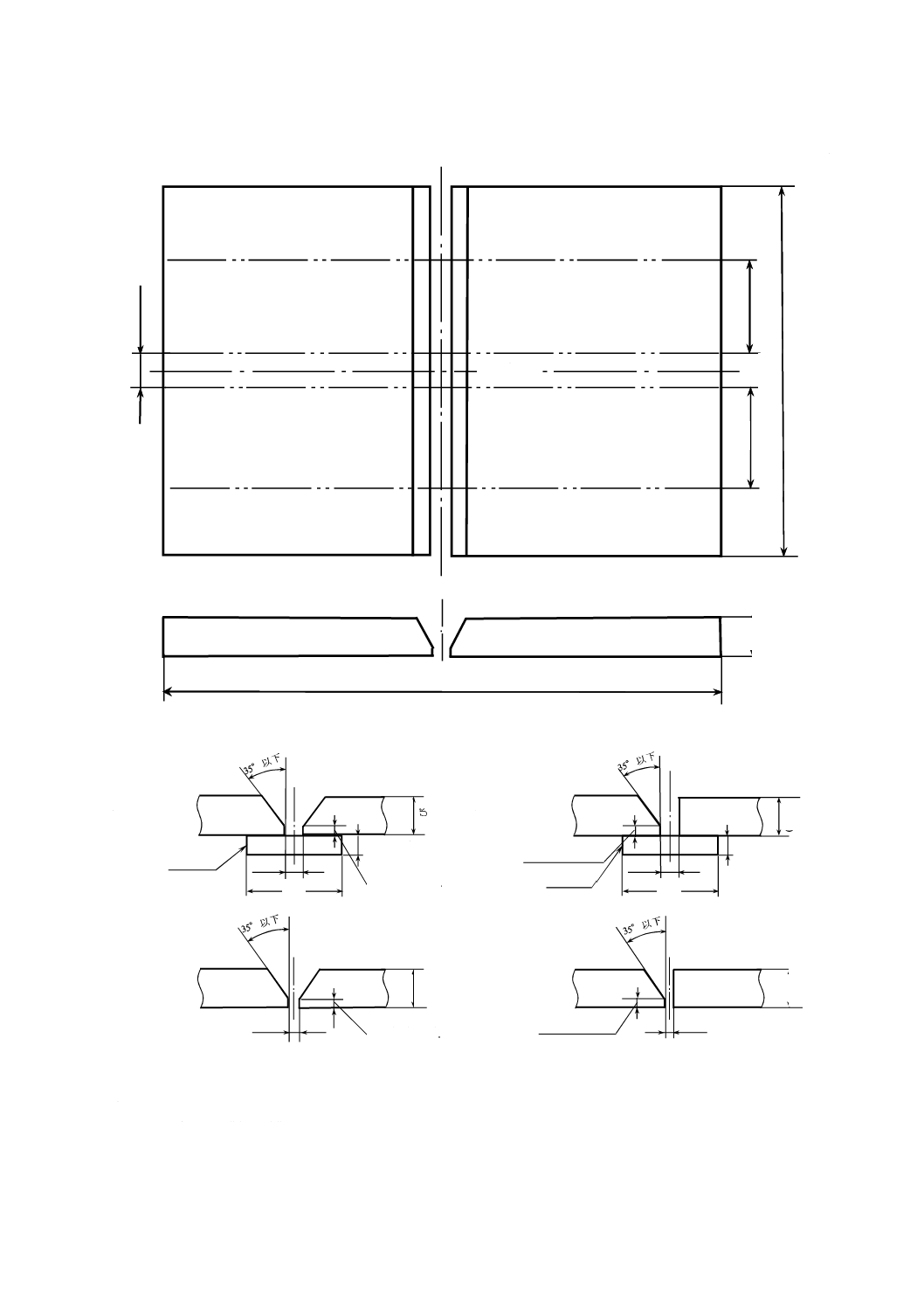
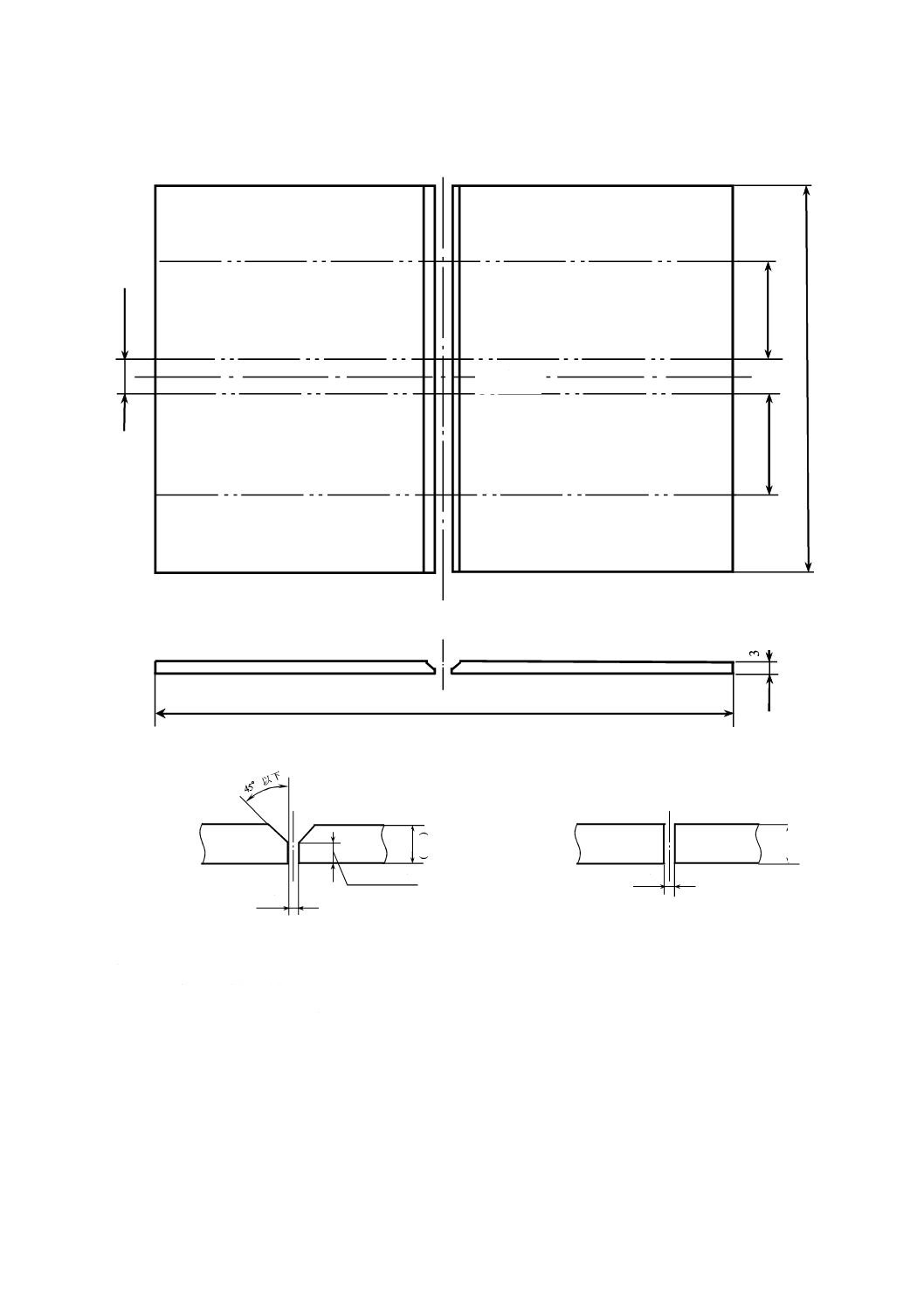
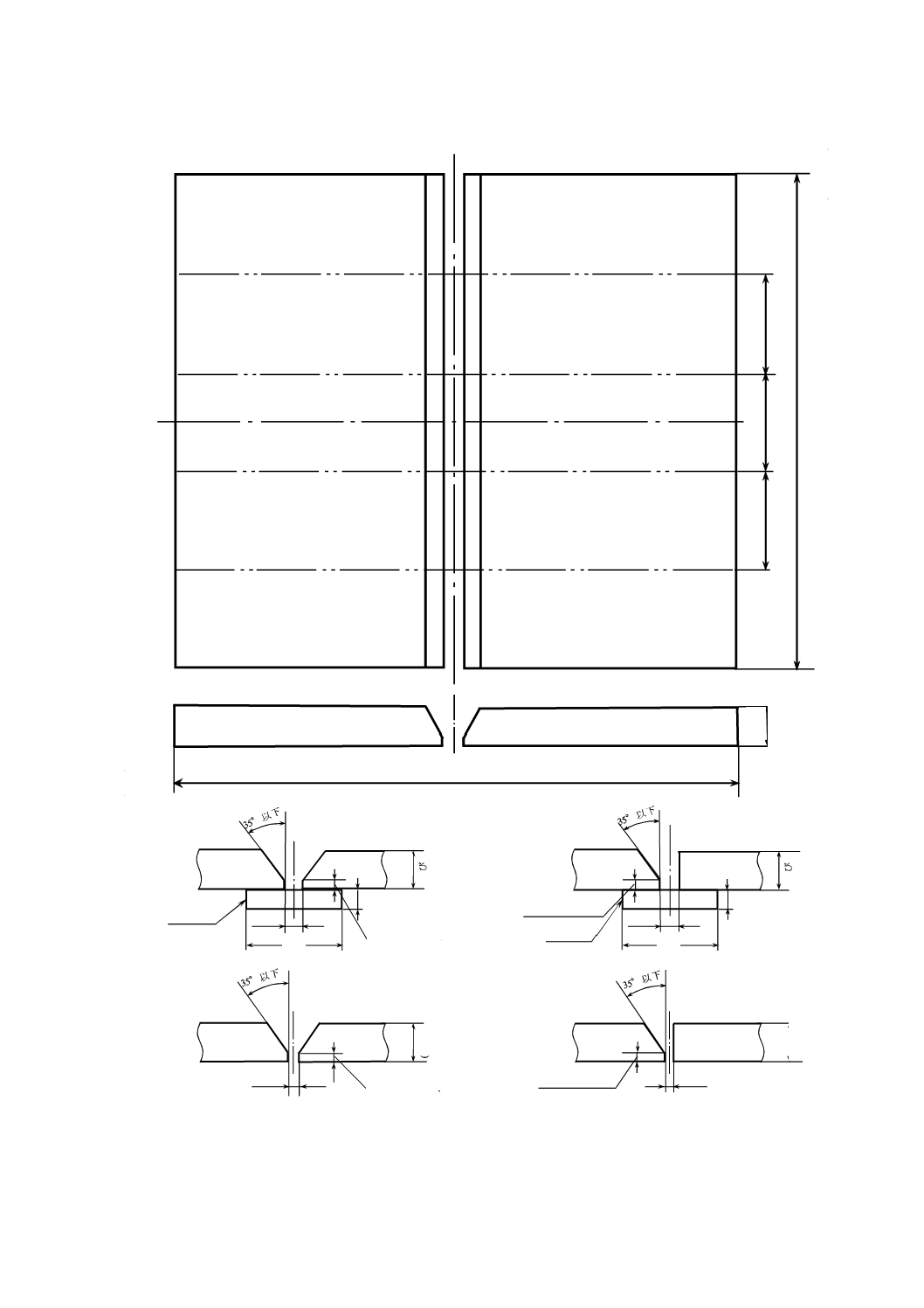
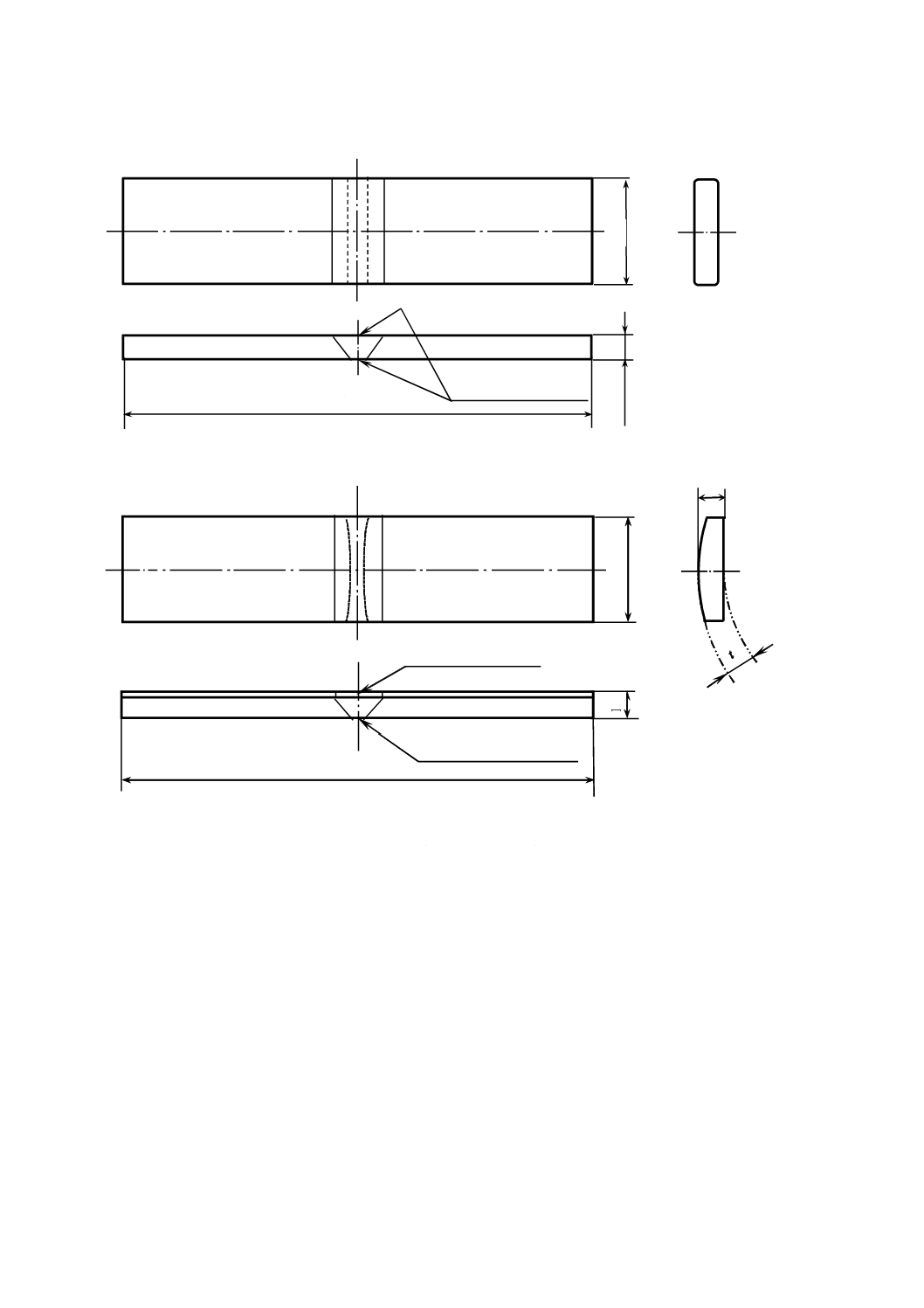
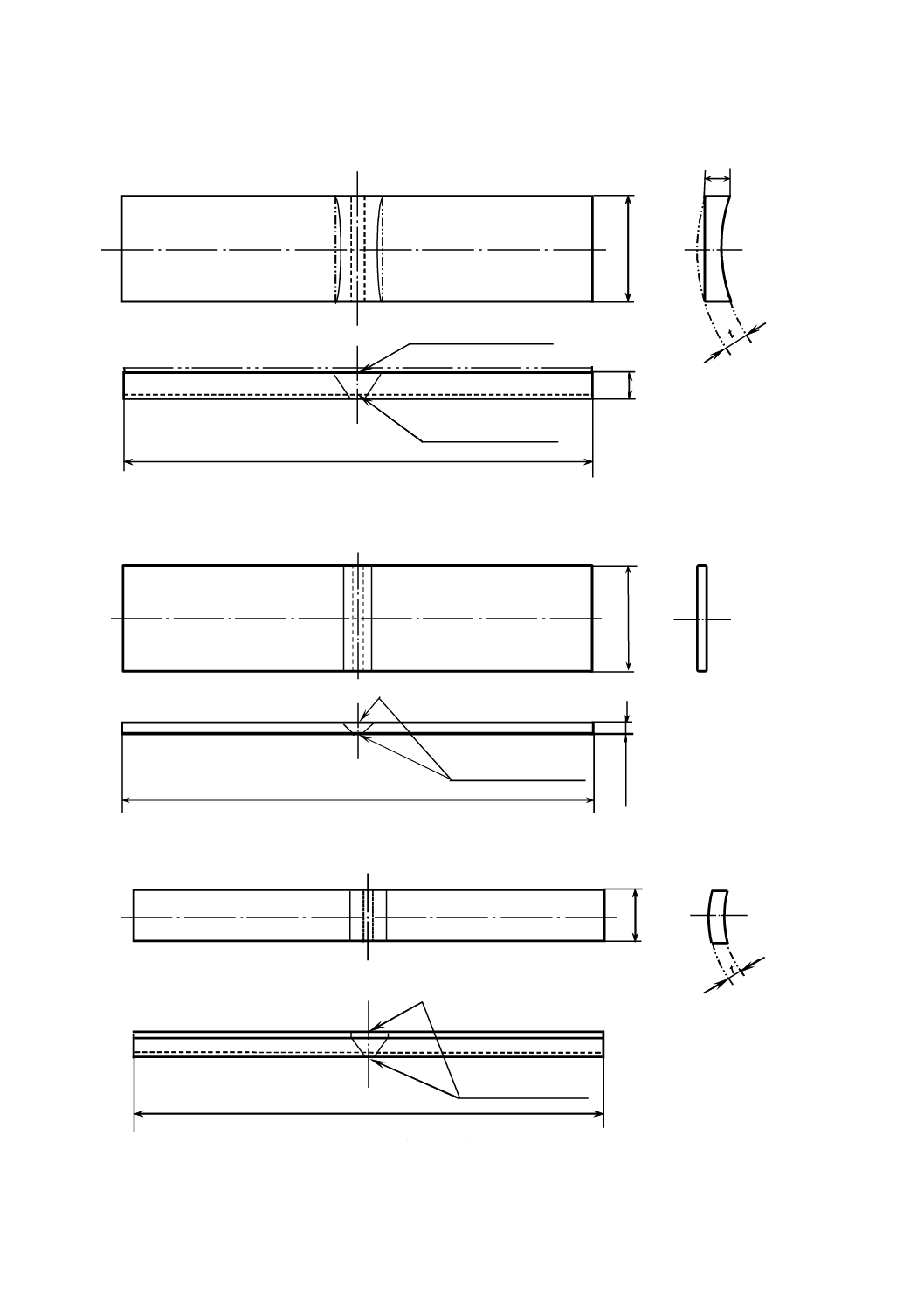
板の試験材料は,溶接方法ごとに区分し,形状,寸法及び試験片採取位置は,図3〜図5による。
7.2
管の試験材料
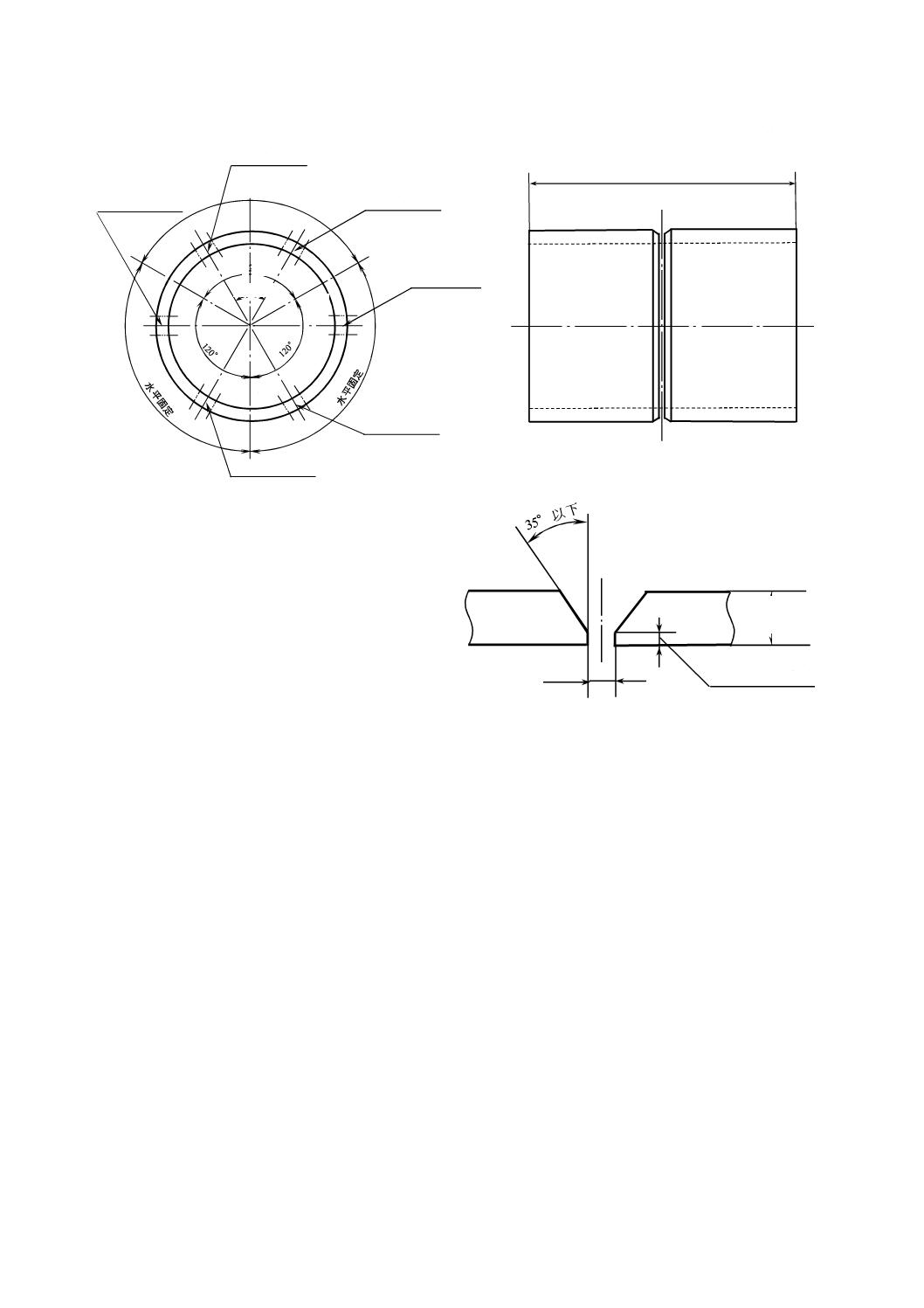
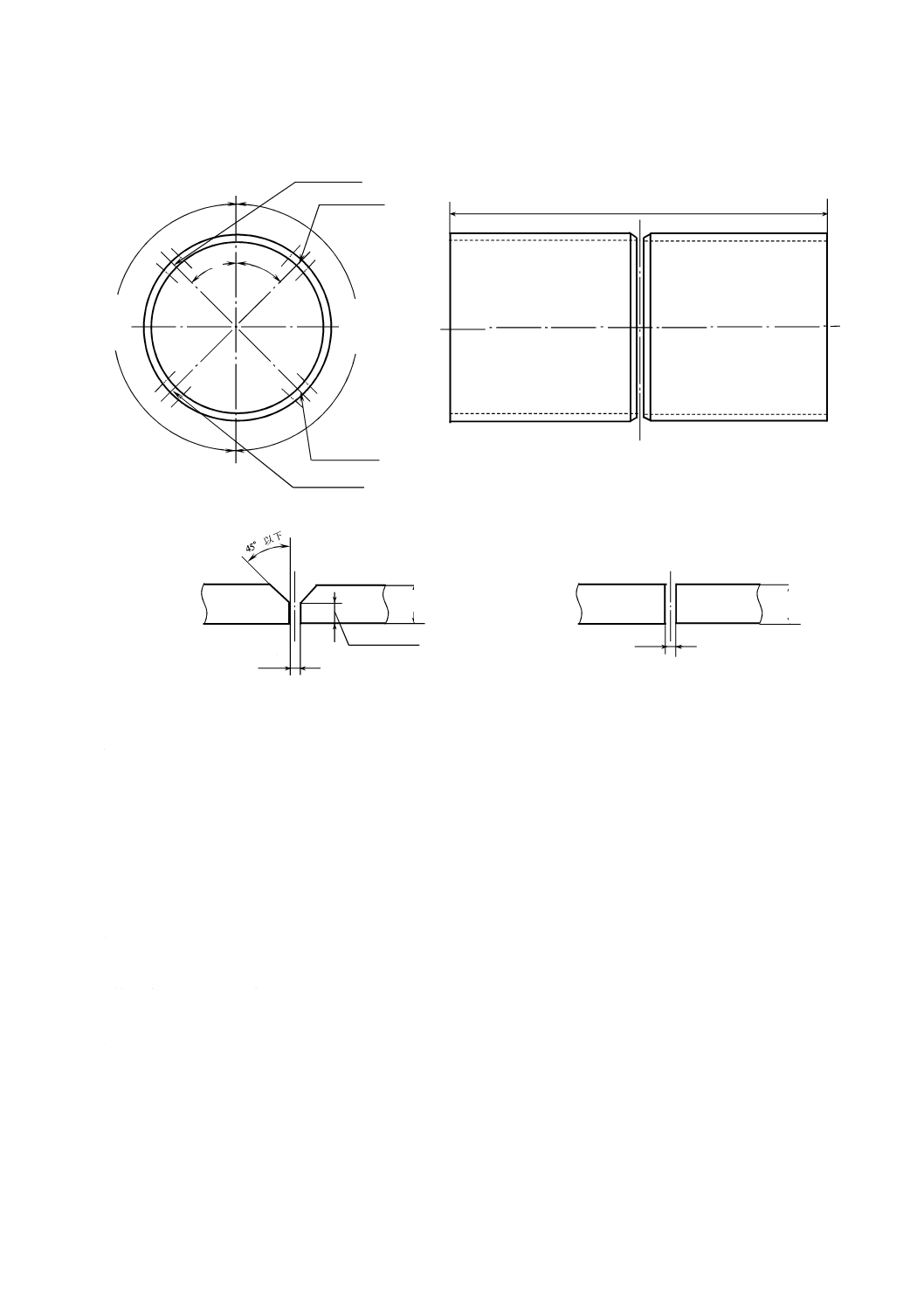
管の試験材料は,溶接方法ごとに区分し,形状,寸法及び試験片採取位置は,図6及び図7による。
鉛
直
水平
5
Z 3821:2018
単位 mm
開先形状は,V形又はレ形とする。
注記 板厚に付した“(呼び)”は,呼び寸法又は公称寸法であることを示す。
図3−被覆アーク溶接(組合せ溶接を含む。)の板の試験材料の形状,寸法及び試験片採取位置
ルート面3以下
9.
0
(呼
び
)
任意
ルート面3以下
9.
0
(呼
び
)
5以下
裏当て金
4.0〜6.0(呼び)
約25
ルート面3以下
9.
0
(呼
び
)
任意
ルート面3以下
9.
0
(呼
び
)
5以下
裏当て金
4.0〜6.0(呼び)
約25
AでV形開先
の場合
NでV形開先
の場合
Aでレ形開先
の場合
Nでレ形開先
の場合
Aで
V形開先
の場合
Aで
レ形開先
の場合
Nで
V形開先
の場合
Nで
レ形開先
の場合
約200
削除部
削除部
表曲げ試験片
裏曲げ試験片
削除部
1
0
以
下
約
1
5
0
4
0
4
0
9
.0
(
呼
び
)
6
Z 3821:2018
単位 mm
開先形状は,V形又はI形とする。
注記 板厚に付した“(呼び)”は,呼び寸法又は公称寸法であることを示す。
図4−ティグ溶接の板の試験材料の形状,寸法及び試験片採取位置
3.
0
(呼
び
)
任意
ルート面任意
3.
0
(呼
び
)
任意
V形開先
の場合
I形開先
の場合
V形開先
の場合
I形開先
の場合
1
0
以
下
約200
削除部
削除部
表曲げ試験片
裏曲げ試験片
.
削除部
約
1
5
0
4
0
4
0
3
.0
(
呼
び
)
7
Z 3821:2018
単位 mm
開先形状は,V形又はレ形とする。
注記 板厚に付した“(呼び)”は,呼び寸法又は公称寸法であることを示す。
図5−ミグ溶接又はマグ溶接(組合せ溶接を含む。)の板の試験材料の形状,寸法及び試験片採取位置
ルート面3以下
9.
0
(呼
び
)
任意
ルート面3以下
9.
0
(呼
び
)
5以下
裏当て金
4.0〜6.0(呼び)
約25
ルート面3以下
9.
0
(呼
び
)
任意
ルート面3以下
9.
0
(呼
び
)
5以下
裏当て金
4.0〜6.0(呼び)
約25
AでV形開先
の場合
NでV形開先
の場合
Aでレ形開先
の場合
Nでレ形開先
の場合
Aで
V形開先
の場合
Aで
レ形開先
の場合
Nで
レ形開先
の場合
Nで
V形開先
の場合
約
2
0
0
4
0
4
0
4
0
(
呼
び
)
9
.0
約200
削除部
削除部
表曲げ試験片
裏曲げ試験片
削除部
8
Z 3821:2018
単位 mm
ルート面3 以下
11
.0
(呼
び
)
任意
開先形状は,V形とする。
注記 肉厚に付した“(呼び)”は,呼び寸法又は公称寸法であることを示す。
図6−被覆アーク溶接及び組合せ溶接の管の試験材料の形状,寸法及び試験片採取位置
30°
30°
鉛直固定
裏曲げ試験片
表曲げ試験片
A
B
C
D
約200
呼び径
150A(約165)
肉厚
11.0(呼び)
裏曲げ試験片
表曲げ試験片
表曲げ試験片
裏曲げ試験片
120°
9
Z 3821:2018
単位 mm
45°
水
平
固
定
鉛
直
固
定
45°
裏曲げ試験片
裏曲げ試験片
A
B
C
D
約200
呼び径
100A(約114)
肉厚
3.0(呼び)
表曲げ試験片
表曲げ試験片
開先形状は,V形又はI形とする。
注記 肉厚に付した“(呼び)”は,呼び寸法又は公称寸法であることを示す。
図7−ティグ溶接の管の試験材料の形状,寸法及び試験片採取位置
8
試験に使用する鋼材
8.1
板の試験材料
板の溶接に使用する鋼材は,次のいずれかとする。
a) JIS G 4304又はJIS G 4305に規定するSUS304,SUS304L,SUS316又はSUS316L
b) 上記の鋼材と同等と認められるもの。
8.2
管の試験材料
管の溶接に使用する鋼材は,次のいずれかとする。
a) JIS G 3459に規定するSUS304TP,SUS304LTP,SUS316TP又はSUS316LTP
b) 上記の鋼材と同等と認められるもの。
8.3
裏当て金
裏当て金に使用する鋼材は,8.1又は8.2に規定する鋼材のいずれかとする。
3.
0
(呼
び
)
任意
ルート面任意
3.
0
(呼
び
)
任意
V形開先
の場合
I形開先
の場合
V形開先
の場合
I形開先
の場合
10
Z 3821:2018
9
試験に使用する溶接材料
9.1
被覆アーク溶接
被覆アーク溶接に使用する溶接棒は,次のいずれかとする。
a) JIS Z 3221に規定するES308-XX,ES308L-XX,ES316-XX又はES316L-XX
なお,Xで示した適用できる溶接姿勢を表す記号及び被覆剤の種別を表す記号については,指定し
ない。
b) 上記の溶接棒と同等と認められるもの。
9.2
ティグ溶接
ティグ溶接に使用する溶加棒は,次のいずれかとする。
a) JIS Z 3321に規定するYS308,YS308L,YS316又はYS316L
b) JIS Z 3323に規定するTS308-RI1,TS308L-RI1,TS316-RI1又はTS316L-RI1
c) 上記の溶加棒と同等と認められるもの。
9.3
ミグ溶接及びマグ溶接
ミグ溶接及びマグ溶接に使用する溶接ワイヤは,次のいずれかとする。
a) JIS Z 3321に規定するYS308,YS308L,YS316又はYS316L
b) JIS Z 3323に規定するTS308-X1X2X3,TS308L-X1X2X3,TS316-X1X2X3又はTS316L-X1X2X3のう
ち,X1で示した溶接ワイヤの種別がF又はM,X2で示したシールドガスの種類がC,M,B,A又
はI,及びX3で示した適用できる溶接姿勢の記号が0又は1のもの。
c) 上記のワイヤと同等と認められるもの。
10 試験に使用するガス
10.1 ティグ溶接
ティグ溶接に使用するガスは,次のいずれかとする。
a) JIS Z 3253に規定するI1(Ar)に適合するもの。
b) 上記のガスと同等と認められるもの。
10.2 ミグ溶接及びマグ溶接
ミグ溶接及びマグ溶接に使用するガスは,次のいずれかとする。
a) JIS Z 3253に規定するI1(Ar),C1(CO2),M12(Ar-CO2),M13(Ar-O2),M20(Ar-CO2)又はM21
(Ar-CO2)に適合するもの。
b) 上記のガスと同等と認められるもの。
10.3 バックシールドに使用するガス
バックシールドに使用するガスは,次のいずれかとする。
a) JIS Z 3253に規定するI1(Ar)に適合するもの。
b) 上記のガスと同等と認められるもの。
11 試験に使用する溶接機器
試験に使用する溶接機器及び附属装置は,規定しない。
11
Z 3821:2018
12 溶接条件
12.1 一般
一般条件は,次による。
a) 溶接は,表側からだけ行う。
b) 試験を通じて試験材料,試験材及び試験片は,各種の処理(熱処理,ピーニング,ビードの成形加工
など)を行ってはならない。
12.2 板の溶接
板の溶接は,次による。
a) 試験材料は,逆ひずみ,拘束などの方法によって,溶接後の角変形が5°を超えないように作製する。
b) 立向及び横向溶接では,溶接を開始してから終了するまで試験材の上下の方向を変えてはならない。
12.3 管の溶接
管の溶接は,次による。
a) 被覆アーク溶接及び組合せ溶接の管の溶接では,試験材料を適切な方法を用いて,図2 a)のように水
平に固定し,図6に示すAB及びAD間を溶接する。A点は水平軸に対して真下の位置にする。次に,
図2 b)のように試験材料を鉛直に固定して,図6に示すBCD間を溶接する。溶接は,B点,D点のい
ずれから開始してもよい。水平及び鉛直の順序は,自由とする。ただし,それぞれの溶接を開始して
から終了するまで,水平又は鉛直の上下及び左右の方向を変えてはならない。
b) ティグ溶接の管の溶接では,試験材料を適切な方法を用いて,図2 a)のように水平に固定し,図7に
示すABC間を溶接する。A点は,水平軸に対して真下に位置する。次に,図2 b)のように試験材料を
鉛直に固定して,図7に示すADC間を溶接する。水平及び鉛直の順序は,自由とする。ただし,そ
れぞれの溶接を開始してから終了するまで,水平又は鉛直の上下及び左右の方向を変えてはならない。
12.4 組合せ溶接
ティグ溶接の溶接金属の高さは,試験材の板の底面又は管の内面から6.0 mmを超えてはならない。
12.5 バックシールド
ティグ溶接,ミグ溶接又はマグ溶接,及び組合せ溶接の裏当て金のない試験材料の溶接には,裏側のガ
スシールドを行う。ただし,フラックス入りワイヤ又はフラックス入り溶加棒を使用するときは,バック
シールドを実施しなくてもよい。
13 判定方法
13.1 一般
判定は,外観試験及び曲げ試験による。
13.2 外観試験
外観試験は,試験材について行い,次の項目について目視又は測定によって評価する。
a) 主溶接部(板の試験材の両端15 mmを除く溶接部,及び管の試験材の鉛直固定と水平固定との境界部
を除く溶接部)の状態
b) 溶接の始端及び終端(板の試験材の両端15 mm)の状態
c) 裏面の状態(裏当て金なしの場合)
d) 継手の目違い及び変形
13.3 曲げ試験
曲げ試験は,外観試験に合格した試験材について行い,次によるほか,JIS Z 3122による。
12
Z 3821:2018
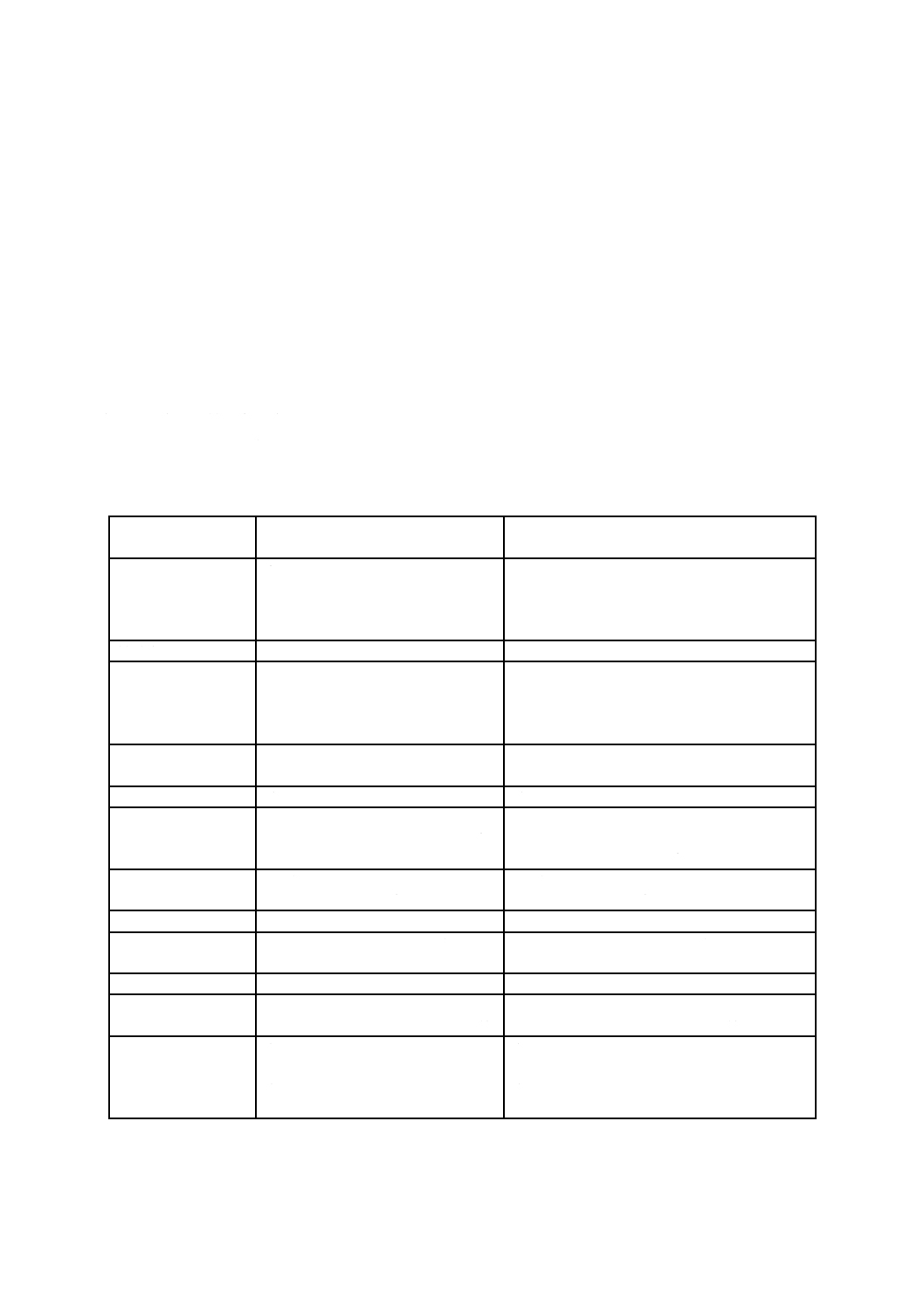
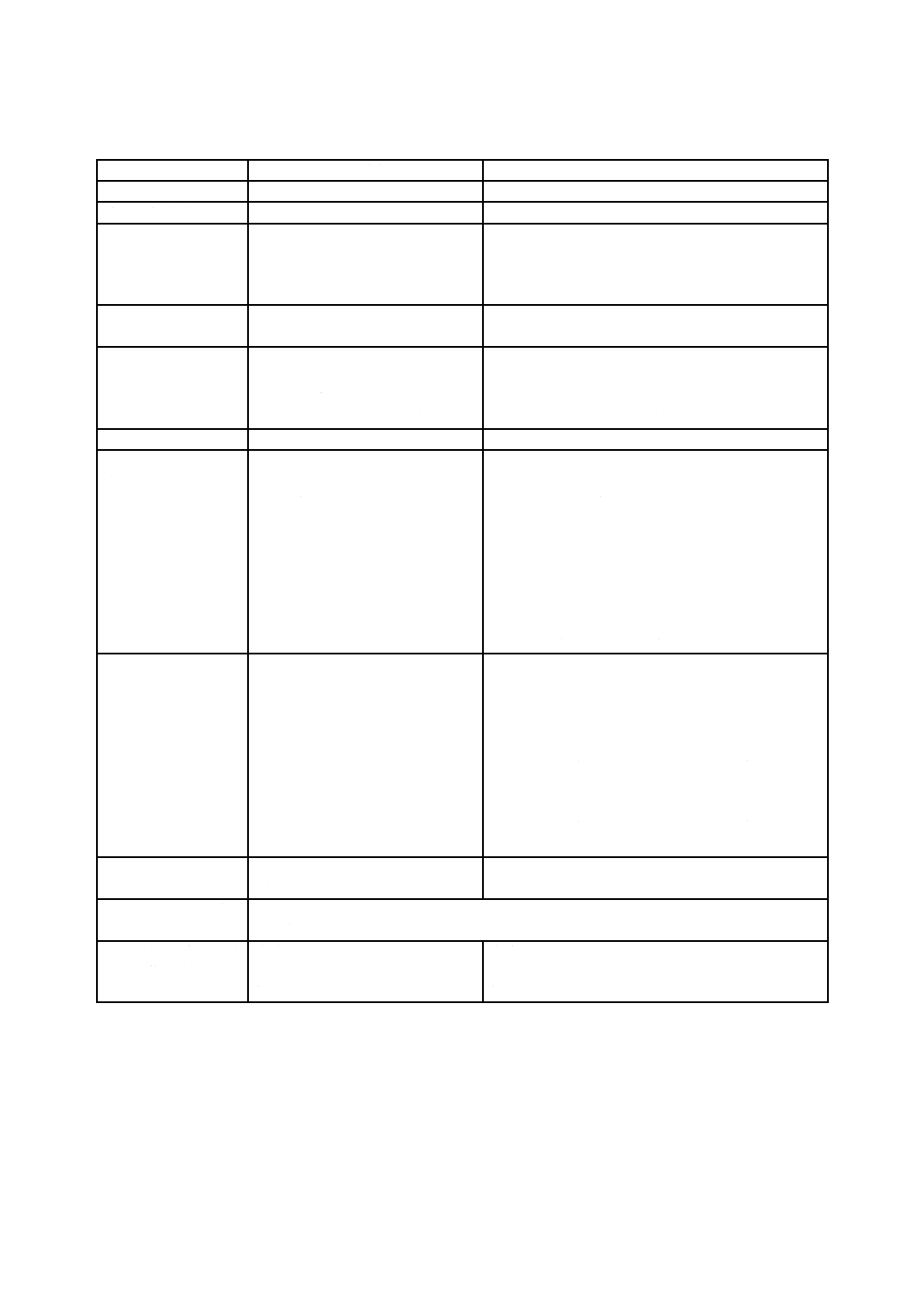
a) 曲げ試験の種類及び試験片の数は,継手の種類及び試験材料の寸法によって,表2とする。
表2−試験片の数
継手の種類
試験材料の寸法(呼び)
曲げ試験の種類
試験片の数
板の突合せ継手
板厚:3.0 mm
表曲げ試験
1
裏曲げ試験
1
板厚:9.0 mm
表曲げ試験
1
裏曲げ試験
1
管の突合せ継手
呼び径:100A
肉厚:3.0 mm
表曲げ試験
2
裏曲げ試験
2
呼び径:150A
肉厚:11.0 mm
表曲げ試験
3
裏曲げ試験
3
注記 寸法に付した“(呼び)”は,呼び寸法又は公称寸法であることを示す。
b) 曲げ試験片の採取位置は,図3〜図7による。
c) 曲げ試験片の形状及び寸法は,図8による。ただし,引張側表面になる試験片のりょうの丸み(面取
り)は,1.5 mm以下となるように仕上げる。
d) 曲げ試験は,ローラ曲げ試験又は型曲げ試験によって行い,押しジグ先端の直径(d)は,試験片厚さ
の4倍とする。
e) 曲げ試験の曲げ角度は,約180°とする。
13
Z 3821:2018
単位 mm
40
板の面まで仕上げる
約200
9.
0
(呼
び
)
a) 被覆アーク溶接,ミグ溶接,マグ溶接及び組合せ溶接の板
b) 被覆アーク溶接及び組合せ溶接の管(表曲げ)
図8−曲げ試験片の仕上げ寸法
10
t =管の肉厚
約200
裏面から削り仕上げる
管の面まで仕上げる
1
0
4
0
14
Z 3821:2018
単位 mm
c) 被覆アーク溶接及び組合せ溶接の管(裏曲げ)
40
板の面まで仕上げる
約200
3.
0
(呼
び
)
d) ティグ溶接の板
e) ティグ溶接の管
図8−曲げ試験片の仕上げ寸法(続き)
約200
管の面まで仕上げる
t =管の肉厚
1
9
t =管の肉厚
10
約200
表面から削り仕上げる
管の面まで仕上げる
4
0
1
0
15
Z 3821:2018
14 合否判定基準
14.1 一般
合否の判定は,外観試験及び曲げ試験の評価基準に基づいて行い,全ての評価基準を満足したものを合
格とする。
14.2 外観試験の評価基準
外観試験の各項目が著しく不良なものは,不合格とする。評価基準の一例を附属書Aに示すが,評価基
準は試験を行う者が試験の目的に応じ,附属書Aに準じて決定する。
14.3 曲げ試験の評価基準
曲げられた試験片の裏面,側面及びりょうの丸み部(面取り)を除く外面に次の欠陥が認められる場合
は,不合格とする。ただし,アンダカット内部の割れは対象とするが,熱影響部の割れは対象としない。
また,ブローホールと割れが連続しているものは,ブローホールを含めて連続した割れの長さとみなす。
なお,肉眼では観察の難しい0.3 mm未満の不完全部については対象としない。
a) 3.0 mmを超える割れがある場合。
b) 3.0 mm以下の割れの合計長さが,7.0 mmを超える場合。
c) ブローホール及び割れの合計数が,10個を超える場合。
d) アンダカット,溶込不良,スラグ巻込みなどが著しい場合。
16
Z 3821:2018
附属書A
(参考)
外観試験の評価基準の一例
外観試験の評価基準の一例を,次に示す。
A.1 主溶接部の表側
板の試験材の両端15 mmを除く主溶接部及び管の試験材の鉛直固定と水平固定との境界部(境界線から
各々10 mm)を除く主溶接部の表側に許容されない溶接不完全部は,表A.1による。
なお,許容されない溶接不完全部を合計長さ(Ltotal)又は個数(N)で示した溶接不完全部については,
溶接不完全部の最も密な連続した100 mmの範囲を対象とする。また,アークストライク及びスパッタの
付着は,外観試験の対象外とする。
表A.1−主溶接部(表側)に許容されない溶接不完全部
溶接不完全部の種類
ティグ溶接
被覆アーク溶接,ミグ溶接,
マグ溶接及び組合せ溶接
割れ
a) クレータ割れ以外:
目視で確認できるもの
b) クレータ割れ:
Ltotal>5 mm
a) クレータ割れ以外:
目視で確認できるもの
b) クレータ割れ:
Ltotal>5 mm
貫通孔
目視で確認できるもの
目視で確認できるもの
アンダカット
GI:0.4 mm≦Dmax<0.8 mm,
Ltotal>20 mm
GII:Dmax≧0.8 mm,Ltotal>10 mm
D<0.3 mmは評価対象外
GI:0.5 mm≦Dmax<1.0 mm,
Ltotal>20 mm
GII:Dmax≧1.0 mm,Ltotal>10 mm
D<0.3 mmは評価対象外
オーバラップ
(オーバハング)
L≧3.0 mm,Ltotal>20 mm
L≧3.0 mm,Ltotal>20 mm
コールドラップ
L≧3.0 mm,Ltotal>20 mm
L≧3.0 mm,Ltotal>20 mm
開口(ピット,スラ
グ巻込み)
開口部の長径
GI:0.5 mm≦Lmax<2.0 mm,N>6個
GII:Lmax≧2.0 mm,N>3個
開口部の長径
GI:0.5 mm≦Lmax<2.0 mm,N>6個
GII:Lmax≧2.0 mm,N>3個
余盛幅過剰
Wmax>13 mm
(ビードの曲がりを含む。)
Wmax>30 mm
(ビードの曲がりを含む。)
余盛高さ過剰
H>3.0 mm,Ltotal>10 mm
H>5.0 mm,Ltotal>10 mm
のど厚不足
GI:0.4 mm≦D<0.8 mm,Ltotal>20 mm
GII:D≧0.8 mm,Ltotal>10 mm
GI:0.5 mm≦D<1.0 mm,Ltotal>20 mm
GII:D≧1.0 mm,Ltotal>10 mm
開先面の残存
Ltotal>10 mm
Ltotal>10 mm
ビードの凹凸
任意の25 mmの間の
(Hmax−Hmin)>2.0 mm,N>3か所
任意の25 mmの間の
(Hmax−Hmin)>3.0 mm,N>3か所
波目の粗いビード不
ぞろ(揃)い
a) 連続する5ピッチ
Ltotal>30 mm
b) 連続する10ピッチ
Ltotal>40 mm
a) 連続する5ピッチ
Ltotal>40 mm
b) 連続する10ピッチ
Ltotal>60 mm
17
Z 3821:2018
表A.1−主溶接部(表側)に許容されない溶接不完全部(続き)
溶接不完全部の種類
ティグ溶接
被覆アーク溶接,ミグ溶接,
マグ溶接及び組合せ溶接
ビード幅の不ぞろい
任意の50 mmの間の
(Wmax−Wmin)>3.0 mm,N>1か所
任意の50 mmの間の
(Wmax−Wmin)>5.0 mm,N>1か所
溶接不完全部の混在
アンダカット(GI,GII),のど厚不足(GI,GII)及び開先面の残存(Ltotal>10 mm)が
混在する場合は,各々の不完全部の合計長さをアンダカットの基準で判定する。
注記1 表中の記号の意味は,次のとおりである。
GI:程度の悪い溶接不完全部,GII:程度の特に悪い溶接不完全部,Wmax:最大幅,Wmin:最小幅,
H:高さ,Hmax:最大高さ,Hmin:最小高さ,D:深さ,Dmax:最大深さ,L:長さ,Lmax:最大長さ,
Ltotal:合計長さ,N:数
注記2 GIとGIIの溶接不完全部とが混在する場合は,GIIの長さを2倍してGIの長さと合計し,GIの長さの
基準で判定する。
注記3 アンダカット,オーバラップ及びコールドラップについては,ビード止端の両側に発生している溶接不
完全部の程度を比較して,悪い方の側を外観試験の対象とする。
注記4 ティグ溶接を除く溶接の上向溶接姿勢については,余盛幅(W),余盛高さ(H),アンダカット及び凹
みの深さ(D)並びに各々の不完全部の合計長さ(Ltotal)は,表中の数値に対して20 %増しで判定する。
なお,管の試験材料の断面図において,水平固定した管の真下の位置から左右60°の範囲の溶接線
の溶接姿勢は,上向姿勢として扱う。
A.2 溶接の始端及び終端
板の試験材における両端15 mmの溶接部(表側)に許容されない溶接不完全部は,表A.2による。
なお,許容されない溶接不完全部を合計長さ(Ltotal)で示した溶接不完全部については,始端及び終端
を合わせた範囲(60 mm)を対象とする。
表A.2−板の試験材の表側両端15 mmの溶接部に許容されない溶接不完全部
溶接不完全部の種類
ティグ溶接
被覆アーク溶接,ミグ溶接,マグ溶接及び組合せ溶接
クレータ割れ
Ltotal>5 mm
Ltotal>5 mm
開口(ピット,スラ
グ巻込み)
開口部の長径
Lmax≧2.0 mm,Ltotal>10 mm
開口部の長径
Lmax≧2.0 mm,Ltotal>10 mm
開先面の残存
深さに関係なくLtotal>10 mm
深さに関係なくLtotal>10 mm
のど厚不足
D≧1.0 mm,Ltotal>10 mm
(両端部の合計)
D≧1.5 mm,Ltotal>10 mm
(両端部の合計)
注記 表中の記号の意味は,次のとおりである。
D:深さ,Ltotal:合計長さ,Lmax:最大長さ
A.3 主溶接部の裏側
裏当て金を使用しない溶接における,板の試験材の両端15 mmを除く溶接部及び管の試験材の鉛直固定
と水平固定との境界部を除く溶接部の裏側に許容されない溶接不完全部は,表A.3による。ただし,管の
試験材の内面については,ビード高さ過剰,凹み,溶込不良及び過剰酸化についてだけ評価対象とする。
なお,許容されない溶接不完全部を合計長さ(Ltotal)又は個数(N)で示した溶接不完全部については,
溶接不完全部の最も密な連続した100 mm範囲を対象とする。また,アークストライク及びスパッタの付
着は,外観試験の対象外とする。
18
Z 3821:2018
表A.3−主溶接部(裏側)に許容されない溶接不完全部
溶接不完全部の種類
ティグ溶接
被覆アーク溶接,ミグ溶接,マグ溶接及び組合せ溶接
割れ
目視で確認できるもの
目視で確認できるもの
溶込不良(GI)
深さに関係なくLtotal>20 mm
深さに関係なくLtotal>20 mm
アンダカット
GI:0.4 mm≦Dmax<0.8 mm,
Ltotal>20 mm
GII:Dmax≧0.8 mm,Ltotal>10 mm
D<0.3 mmは評価対象外
GI:0.5 mm≦Dmax<1.0 mm,
Ltotal>20 mm
GII:Dmax≧1.0 mm,Ltotal>10 mm
D<0.3 mmは評価対象外
オーバラップ
(オーバハング)
L≧3.0 mm,Ltotal>20 mm
L≧3.0 mm,Ltotal>20 mm
開口(ピット,スラグ
巻込み)
開口部の長径
GI:0.5 mm≦Lmax<2.0 mm,
N>6個
GII:Lmax≧2.0 mm,N>3個
開口部の長径
GI:0.5 mm≦Lmax<2.0 mm,
N>6個
GII:Lmax≧2.0 mm,N>3個
ビード高さ過剰
H>3.0 mm,Ltotal>10 mm
H>4.0 mm,Ltotal>10 mm
連続的なビードの凹
み
GI:0.4 mm≦D<0.8 mm,
Ltotal>20 mm
GII:D≧0.8 mm,Ltotal>10 mm
a) 被覆アーク溶接,ミグ溶接及びマグ溶接の上向姿
勢による試験材
GI:0.8 mm≦D<1.5 mm,Ltotal>20 mm
GII:D≧1.5 mm,Ltotal>10 mm
b) 組合せ溶接の上向姿勢による試験材
GI:0.8 mm≦D<1.8 mm,Ltotal>24 mm
GII:D≧1.8 mm,Ltotal>12 mm
c) 上記以外の試験材
GI:0.5 mm≦D<1.0 mm,Ltotal>20 mm
GII:D≧1.0 mm,Ltotal>10 mm
局部的なビードの凹
み
GII:Dmax≧1.2 mm,N>2か所(任
意の100 mmの間)
a) 被覆アーク溶接,ミグ溶接及びマグ溶接の上向姿
勢による試験材
GII:Dmax≧2.0 mm,N>2か所(任意の100 mm
の間)
b) 組合せ溶接の上向姿勢による試験材
GII:Dmax≧1.8 mm,N>2か所(任意の100 mm
の間)
c) 上記以外の試験材
GII:Dmax≧1.5 mm,N>2か所(任意の100 mm
の間)
ビードの凹凸
任意の25 mmの間の
(Hmax−Hmin)>2.0 mm,N>3か所
任意の25 mmの間の
(Hmax−Hmin)>3.0 mm,N>3か所
溶接不完全部の混在
溶込不良(GI),アンダカット(GI,GII),連続的な凹み(GI,GII)及び局部的な凹み(GII)
が混在する場合は,各々の不完全部の合計長さをアンダカットの基準で判定する。
過剰酸化(著しい酸
化・肌荒れ状態)
全溶接長について
板:Ltotal>60 mm
管:Ltotal>150 mm
全溶接長について
板:Ltotal>60 mm
管:Ltotal>200 mm
19
Z 3821:2018
表A.3−主溶接部(裏側)に許容されない溶接不完全部(続き)
注記1 表中の記号の意味は,次のとおりである。
GI:程度の悪い溶接不完全部,GII:程度の特に悪い溶接不完全部,H:高さ,Hmax:最大高さ,Hmin:最小
高さ,D:深さ,Dmax:最大深さ,L:長さ,Lmax:最大長さ,Ltotal:合計長さ,N:数
注記2 GIとGIIの溶接不完全部が混在する場合は,GIIの長さを2倍してGIの長さと合計し,GIの長さの基準で
判定する。
注記3 アンダカット及びオーバラップについては,開先面の両側及びビード止端の両側に発生している溶接不完
全部の程度を比較して,悪い方の側を外観試験の対象とする。
注記4 ティグ溶接を除く溶接の上向溶接姿勢については,ビード高さ(H),アンダカット及び凹みの深さ(D)
並びに各々の不完全部の合計長さ(Ltotal)は,表中の数値に対して20 %増しで判定する。
なお,管の試験材料の断面図において,水平固定した管の真下の位置から左右60°の範囲の溶接線の溶
接姿勢は,上向姿勢として扱う。
注記5 過剰酸化は,ティグ溶接及び組合せ溶接について適用し,著しい酸化・肌荒れ状態とは,酸化皮膜が黒で
金属光沢がなく,かつ,表面が肌荒れ状態にあるものをいう。
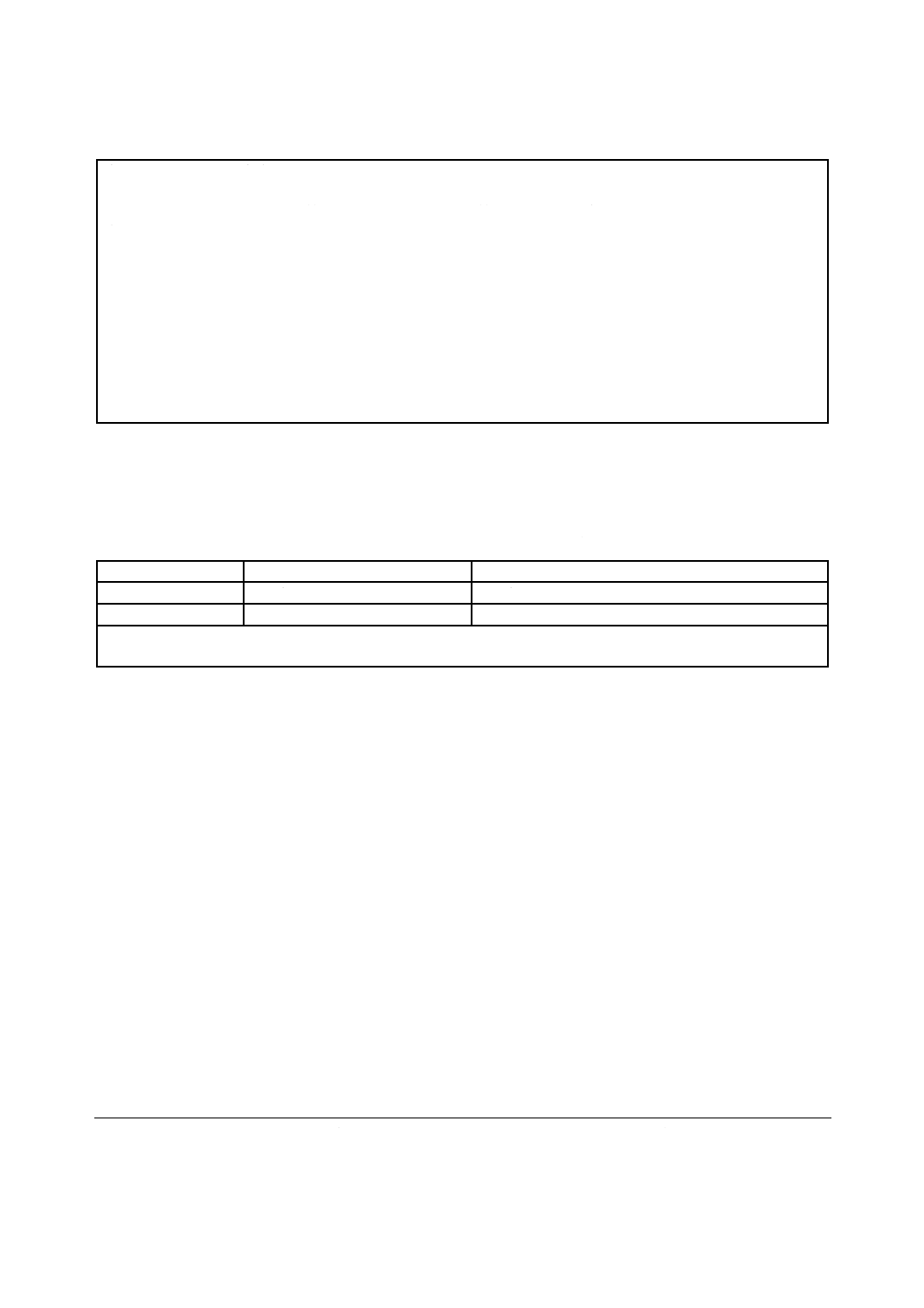
A.4 継手の目違い及び変形
試験材には,表A.4に示す継手の目違い及び変形があってはならない。
表A.4−許容されない継手の目違い及び変形
溶接不完全部の種類
ティグ溶接
被覆アーク溶接,ミグ溶接,マグ溶接及び組合せ溶接
角変形
A>5°
A>5°
目違い
M≧0.5 mm,Ltotal>20 mm
M≧1.0 mm,Ltotal>20 mm
注記 表中の記号の意味は,次のとおりである。
A:変形角度,M:目違いの大きさ,Ltotal:合計長さ
参考文献 一般社団法人日本溶接協会 要領−WO認証−017(改1) 溶接技能者資格認証のための評価試
験における外観試験の合否判定指針