Z3421-1:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)から,工業標
準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業
大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO/DIS 15609:2000,Specification and
approval of welding procedures for metallic materials - Welding procedure specification −Part1:Arc weldingを基
礎として用いた。
JIS Z 3421-1には,次に示す附属書がある。
附属書A(参考)溶接施工要領書
附属書B(参考)ISOの最新規格番号体系−溶接施工要領及びその承認を扱う規格の詳細
附属書1(参考)JISと対応する国際規格との対比表
附属書2(規定)JISZ3421-1及び関連規格の対象
3
-3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3421-1:2003
金属材料の溶接施工要領及びその承認−アーク溶接
の溶接施工要領書
Specification and approval of welding procedures for metallic materials -
Welding procedure specification for arc welding
序文 この規格は,ISO/DIS 15609-1:2000,Specification and approval of welding procedures for metallic
materials - Welding procedure specification Part1:Arc weldingを翻訳し,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格原案を変更している事項である。
変更の一覧表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,アーク溶接方法に関する溶接施工要領書の内容に必要な項目について規定す
る。この規格は,シリーズの規格の一部であり,附属書Bは,このシリーズの詳細を示す。
この規格に挙げられている溶接確認項目は,溶接継手の品質に影響を与える必須確認項目である。
備考 この規格の対応国際規格原案を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO/DIS 15609-1: 2000,Specification and approval of welding procedures for metallic materials
―Welding procedure specification‒Part1:Arc welding(MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成
するものであって,その後の改訂版・追補には適用しない。 発行年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS Z 3420 金属材料の溶接施工要領とその承認 ― 一般規則
備考 ISO/DIS 15607: 2000,Specification and approval of welding procedures for metallic materials ―
General rules からの引用事項は,この規格の該当事項と同等である。
JIS Z 3001 溶接用語
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3420 による。
4. 溶接施工要領書の技術的内容
4
Z3421-1:2002
-2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
一般 溶接施工要領書には,溶接作業がどのように実施されているか詳細に記述しなければならな
い。溶接施工要領書には,接合される部分の板厚範囲,母材及び溶接材料の範囲を記述してもよい。製造
事業者は,詳細な製造計画の一部として各個別の作業のために補足的に作業指示書を準備してもよい。
通常のアーク溶接施工要領では,4.2から4.5までに列挙されている項目の内容で十分であるが,実際の適
用に当たっては, それらの項目を追加したり減じたりしてもよい。JIS Z 3420及び関連する規格並びに製造
事業者の経験に従って,範囲と許容値を適切に規定しなければならない。
溶接施工要領書の様式の一例を,附属書Aに示す。
4.2
製造事業者に関連する項目
― 製造事業者の識別
― 承認された溶接施工要領書(WPS)の識別
― 溶接施工承認記録(WPAR)又は他の必要文書の引用
4.3
母材に関連する項目
4.3.1
母材の種類
― 材料の種類及び引用規格
― 材料区分番号
備考 承認された溶接施工要領書(WPS)は,一つの材料の区分を対象としてもよい。
4.3.2
材料の寸法
― 継手の板厚範囲
― 管外径の範囲
4.4
すべての溶接施工要領に対する共通項目
4.4.1
溶接方法
― 適用する溶接方法は,JIS Z 3001に従って分類する。
4.4.2
継手形状及び寸法
― 形状及び寸法を示すスケッチ。詳細は,適切な規格を引用することによって示してもよい。
― 積層手順が溶接部の特性に重大な影響を与える場合は,その手順をスケッチに記入しなければならな
い。
4.4.3
溶接姿勢 適用する溶接姿勢は,適切な規格に従って明記しなければならない。
参考 適切な規格とは,契約当事者間によって合意した規格で,日本工業規格,国際規格,団体規格
などであり,その例を附属書2に示す。
4.4.4
開先加工
― 開先清掃,脱脂,ジグ止め及びタック溶接
― 開先加工の方法
4.4.5
溶接技術(Welding technique)に関する項目
― ウイービングありの場合
a) 手溶接及び半自動溶接では,1パスでの最大の幅
b) 機械化溶接では,オシレートの最大振幅,周波数及び停止時間
― トーチ角,電極角及び/又はワイヤ角度
― 多電極溶接(トーチ数,電極数,トーチ間寸法など)
4.4.6
裏はつり
裏はつりの方法
5
Z3421-1:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4.7
裏当て
― 裏当て方法,裏当ての種類,材質及び寸法
― ガス・バッキングの場合は,ガスの種類は,適切な規格による。
4.4.8
溶接材料―種類
種類,製造者及び銘柄
4.4.9
溶接材料―寸法
棒及びワイヤの径,帯状電極の場合は,幅及び厚さ
4.4.10 溶接材料―取扱い及び保管
溶接材料の管理要領(適用する場合)
4.4.11 電気的なパラメータ
― 電流の種類(交流又は直流)及び極性
― パルス電流による溶接詳細(適用する場合は,溶接機の設定,プログラムの選択)
― 電流範囲
4.4.12 機械化溶接及び自動溶接
― 溶接速度の範囲
― ワイヤ供給速度の範囲
溶接設備で,上記の確認項目の一つを調整できない場合は,それに代わる溶接機の設定について規定し
なければならない。この承認された溶接施工要領書(WPS)の適用範囲は,その特定のタイプの溶接設備に
限定しなければならない。この項目は,4.4.11及び4.4.12に適用する。
4.4.13 予熱温度
― 溶接開始時に適用する公称温度
― 予熱が不要な場合は,溶接直前の溶接物の最低温度
4.4.14 パス間温度
最高及び必要ならば最低パス間温度
4.4.15 予熱保持温度
溶接が中断される場合に予熱保持されるべき領域の最低温度
備考 4.4.13, 4.4.14,4.4.15の適用は適切な規格による。
4.4.16 水素放出のための後熱
― 温度範囲
― 最短保持時間
4.4.17 溶接後熱処理
後熱処理又は時効処理を行うため,後熱処理又は時効処理仕様について作成された別の処理要領書又は引
用文書
4.4.18 シールドガス
適切な規格に従った種類,製造事業者及び銘柄
4.5
溶接方法に対する特定項目
4.5.1
被覆アーク溶接
運棒長(1本の溶接棒で溶接する溶接長)
4.5.2
サブマージアーク溶接
― 多電極を使用する場合は,電極の数,配置及び電気結線法
6
Z3421-1:2002
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
― コンタクトチップから母材表面までの距離
― フラックスについては,種類,製造事業者及び銘柄
― 付加的な溶接材料
― アーク電圧範囲
4.5.3
マグ溶接及びミグ溶接
― シールドガスの流量及びノズル径
― 電極ワイヤの数
― 付加的な溶接材料
― コンタクトチップから母材表面までの距離
― アーク電圧範囲
4.5.4
ティグ溶接
― タングステン電極の径及び適切な規格に従った種類
― シールドガス流量及びノズル径
4.5.5
プラズマ溶接
― プラズマガスのパラメータ,例えば,種類,ノズル径,流量
― シールドガス流量及びノズル径
― トーチの型式
― プラズマ電流
― コンタクトチップから母材表面までの距離
7
Z3421-1:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
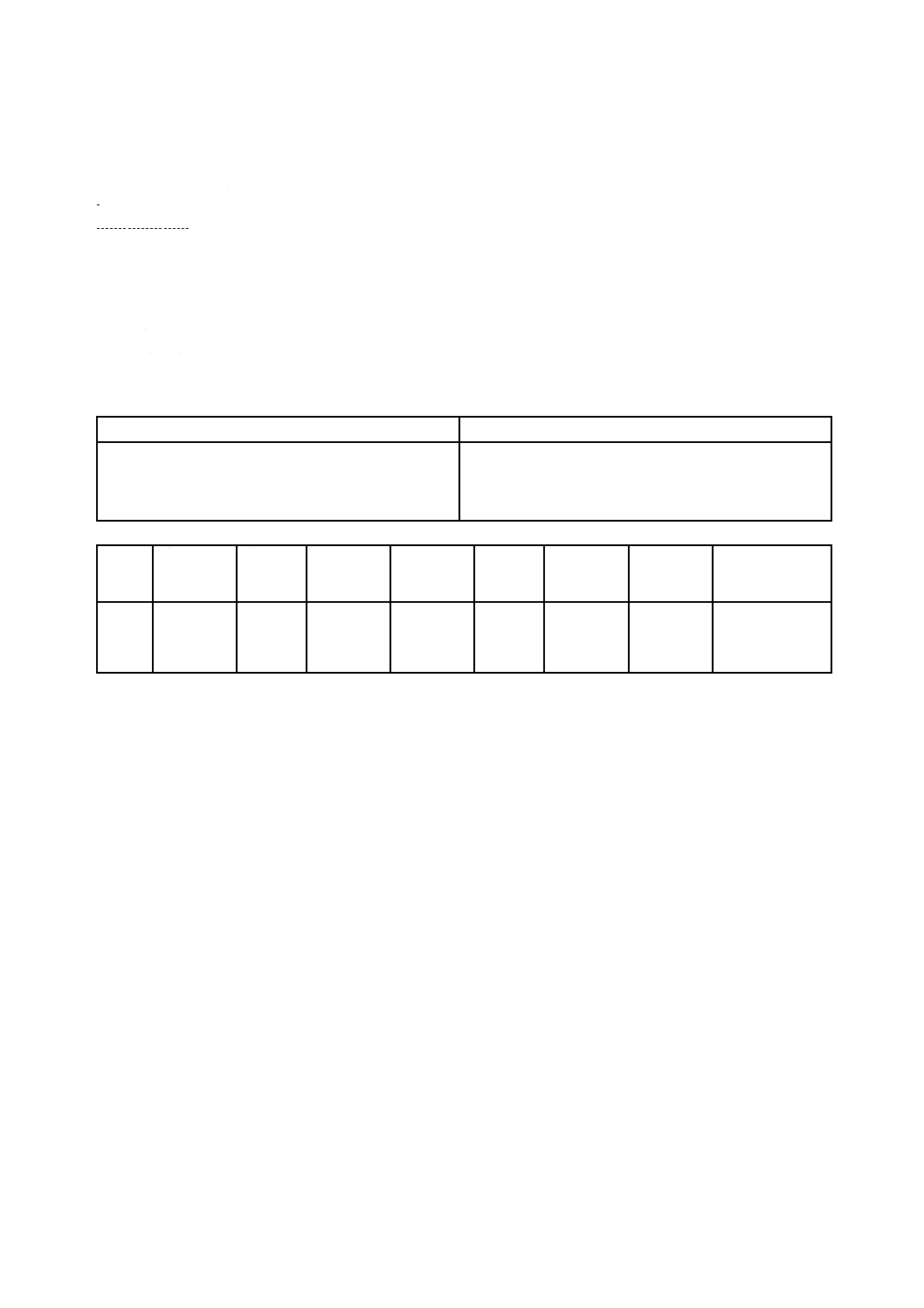
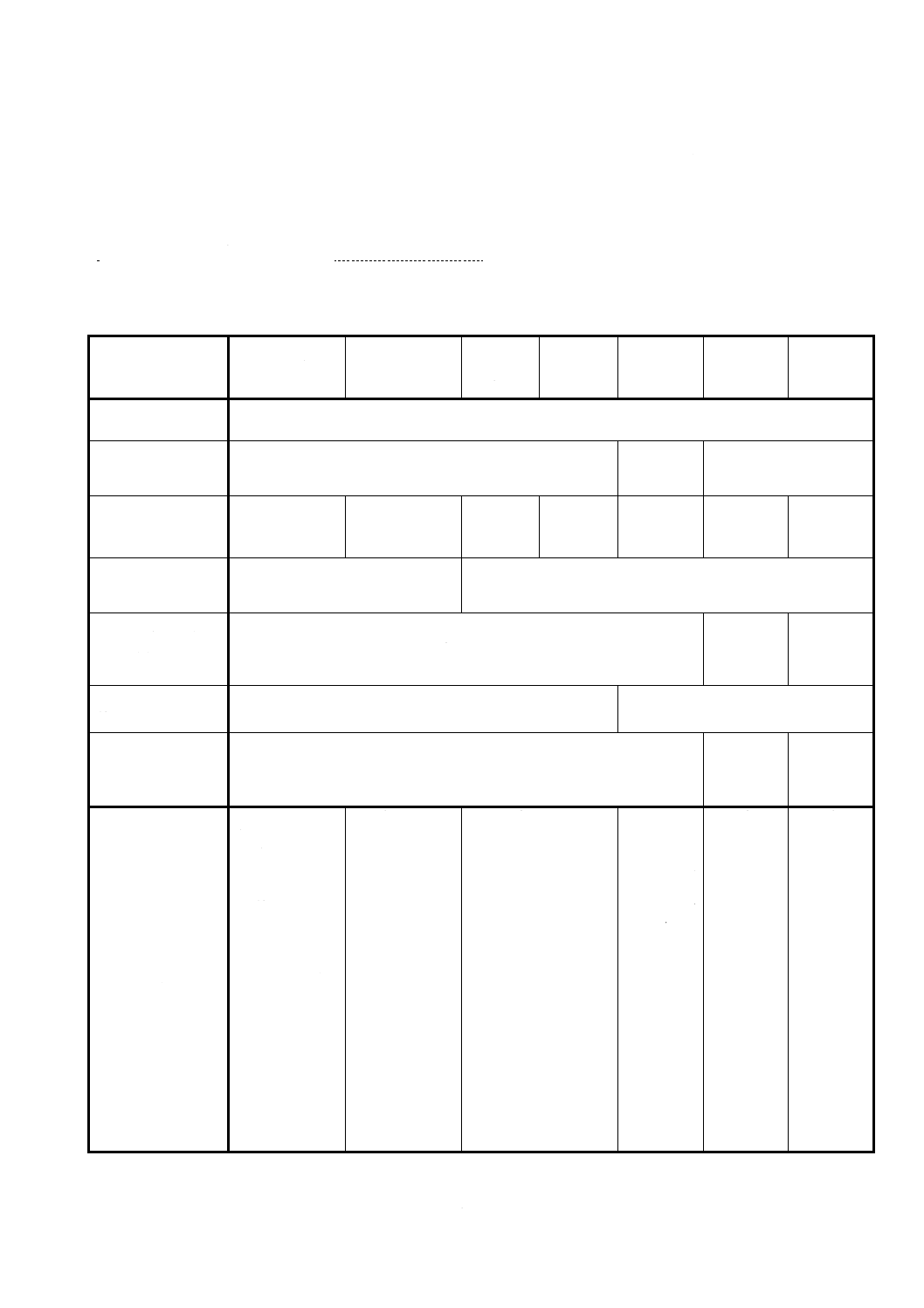
附属書A(参考)溶接施工要領書
この附属書(参考)は,本体に関連する規格を利用する際の参考として作成したものであり,規定の一
部ではない。
製造事業者の溶接施工要領
文書番号: 開先加工及び清掃方法:
WPAR番号: 母材の種類:
製造事業者名: 材料の厚さ(mm):
溶接方法:
管の外径(mm):
継手の種類:
溶接姿勢:
開先詳細(スケッチ)*
継手の図
溶接順序
溶接詳細
パス
溶接方法 溶加材
の寸法
電流
A
電圧
V
電流/極
性の種類
ワイヤ
送給速
度
溶接速度
/運棒長
さ
溶接入熱*
溶接材料の種類及び銘柄:
特殊な加熱又は乾燥: その他の情報*:
ガス/フラックス:
シールディング:
バッキング:
(例)ウィービング(パス最大幅):
オシレーション(振幅,周波数,停止時間)
パルス溶接の詳細:
コンタクトチップ・母材間の距離:
プラズマ溶接の詳細:
トーチ角度:
ガス流量:
タングステン電極の種類/寸法:
シールディング:
バッキング:
裏はつり/裏当ての詳細:
予熱温度:
パス間温度:
予熱保持温度
溶接後熱処理及び/又は時効:
時間・温度・方法:
加熱/冷却速度*:
製造事業者
(名称,署名及び年月日)
注 *:要求された場合にだけ記述する。
8
Z3421-1:2002
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
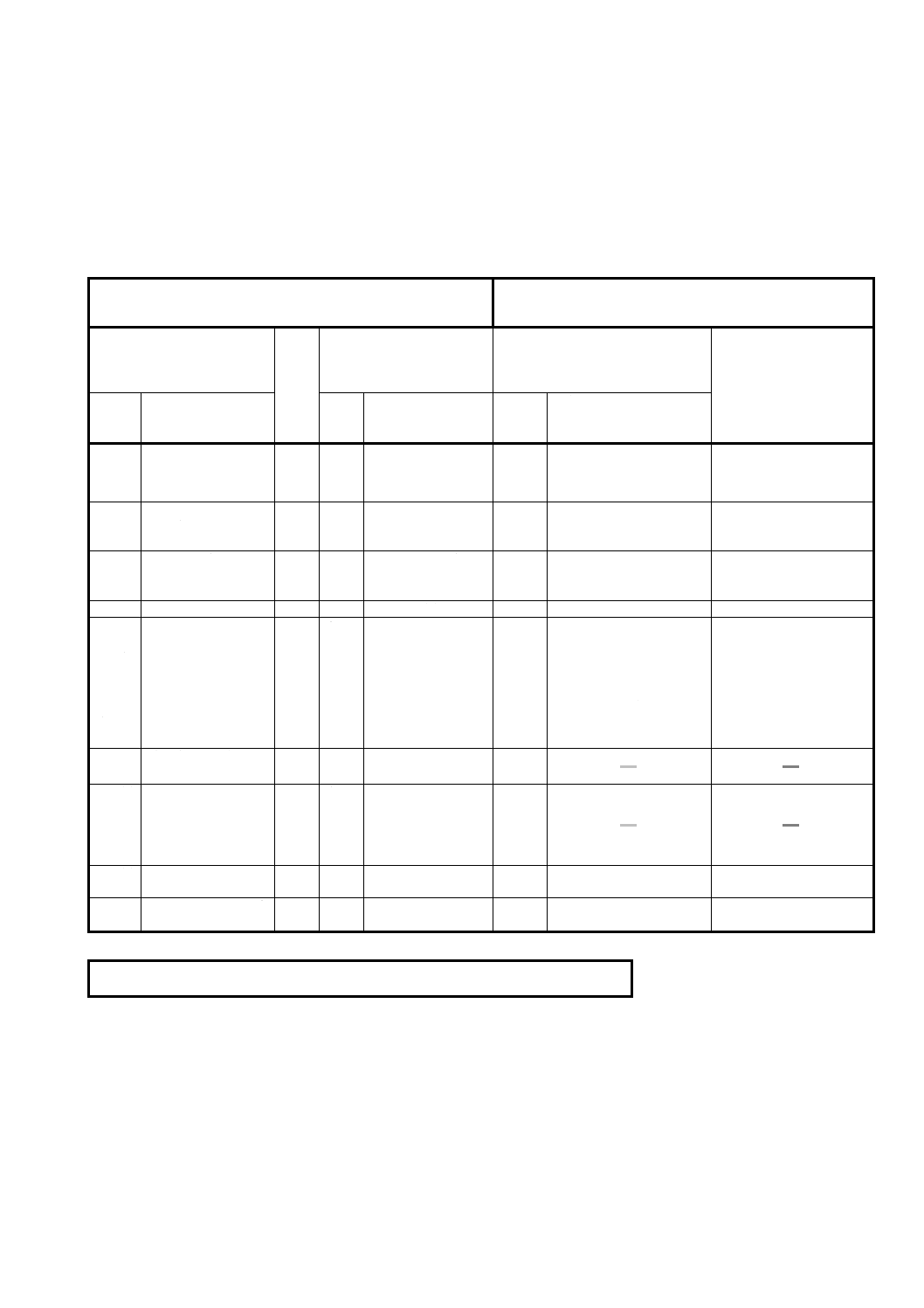
附属書B(参考)ISOの最新規格番号体系−溶接施工要領及びその承認を扱
う規格の詳細
この附属書(参考)は,ISO/DIS 15609-1のAnnex B を翻訳し,その技術的内容を変更することなく作
成したものであり,規定の一部ではない。
附属書B 表 B.1溶接施工要領とその承認を扱う規格の詳細
溶接方法
アーク溶接
ガス溶接
電子
ビーム
溶接
レーザ
ビーム溶
接
抵抗溶接
スタッド
溶接
摩擦
圧接
一般原則
ISO/DIS 15607
材料区分システム
に関するガイドラ
イン
ISO/DIS 15608
適用しな
い
ISO/DIS 15608
溶接施工要領書
ISO/DIS
15609-1
ISO/DIS
15609-2
ISO/DIS
15609-3
ISO/DIS
15609-4
ISO/DIS
15609-5
ISO/DIS
14555
ISO/DIS
15620
承認された溶接材
料による承認
ISO/DIS 15610
適用しない
過去の溶接実績に
よる承認
ISO/DIS 15611
ISO/DIS
15611
ISO/DIS
14555
ISO/DIS
15611
ISO/DIS
15620
標準溶接施工法の
使用による承認
ISO/DIS 15612
適用しない
製造前溶接試験に
よる承認
ISO/DIS 15613
ISO/DIS
15613
ISO/DIS
14555
ISO/DIS
15613
ISO/DIS
15620
溶接施工法試験
による承認
ISO/DIS 15614
1. 鋼/ニッケ
ル
2. アルミニウ
ム
3. 鋳鉄
4. アルミニウ
ム鋳物の仕
上げ溶接
5. チタン/ジ
ルコニウム
6. 銅
7. 表面肉盛
8.管の管板への
取付け
9.湿式水中溶接
10.乾式水中溶
接
ISO/DIS 15614
1. 鋼/ニッケ
ル
3. 鋳鉄
6. 銅
7. 表面肉盛
ISO/DIS 15614
7.表面肉盛
11.電子ビーム/レー
ザビーム
ISO/DIS
15614
12.スポッ
ト,シー
ム,プロ
ジェクシ
ョン
13.フラッ
シュバッ
ト
ISO/DIS
14555
ISO/DIS
15620
9
Z3421-1:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)JISと対応する国際規格との対比表
この附属書(参考)は,関連する規格を利用する際の参考として作成したものであり,規定の一部ではな
い。
附属書3表1 JISと対応する国際規格との対比表
JIS Z 3421-1:2003金属材料の溶接施工要領及びその承認―アーク溶接
の溶接施工要領書
国際規格:ISO/DIS 15609-1:2000, 金属材料の溶接施工要領とその
承認― 溶接施工要領書―第1部:アーク溶接
(I) JISの規定
(II)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ご
との評
価
技術的差異の内容
序文
JISの制定について記
載。
ISO/
DIS
1560
9-1
Fore-
word
ISOの制定経緯等に
ついて記載。
―
―
―
1.適用
範囲
この規格の適用範囲
を規定。対応ISOに
ついて備考に規定。
1
JISに同じ。
IDT
―
―
2.引用
規格
JIS: 2規格
2
ISO: 6規格
EN: 1規格
MOD/
削除
JISは,JISのみ引用してい
るが,他の規格の使用も許
容しており、差異はない。
―
3.定義
JIS Z 3420を引用。
3.
JISに同じ。
IDT
―
―
4.溶接
施
工
要
領
書
の
技
術
的
内
容
溶接施工要領書作成
の技術的内容につい
て規定。
4.
JISに同じ。ただし,
ISO規格を引用。
MOD/
追加
ISOが引用しているISO規
格はJISとして他の規格の
使用も許容しており、差異
はない。
JISは4.4.5に多電極溶接に
関する項目を追加。また,
パス間温度に最低温度を追
加。
今後の改正時に改正提案
を行う。
附
属
書A
溶接施工要領書
Anne
x A
JISに同じ。
IDT
―
―
附
属
書B
ISOの新規格番号体
系―
溶接施工要領とその
承認を扱う規格の詳
細
Anne
x B
JISに同じ。
IDT
―
―
附
属
書1
JISと対応する国際規
格との対比表
―
―
―
―
―
附
属
書2
JIS Z 3421-1及び関連
規格の対照
―
―
―
―
―
JISと国際規格との対応の程度の全体評価:ISO/DIS 15609-1:2000;MOD
10
Z3421-1:2002
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
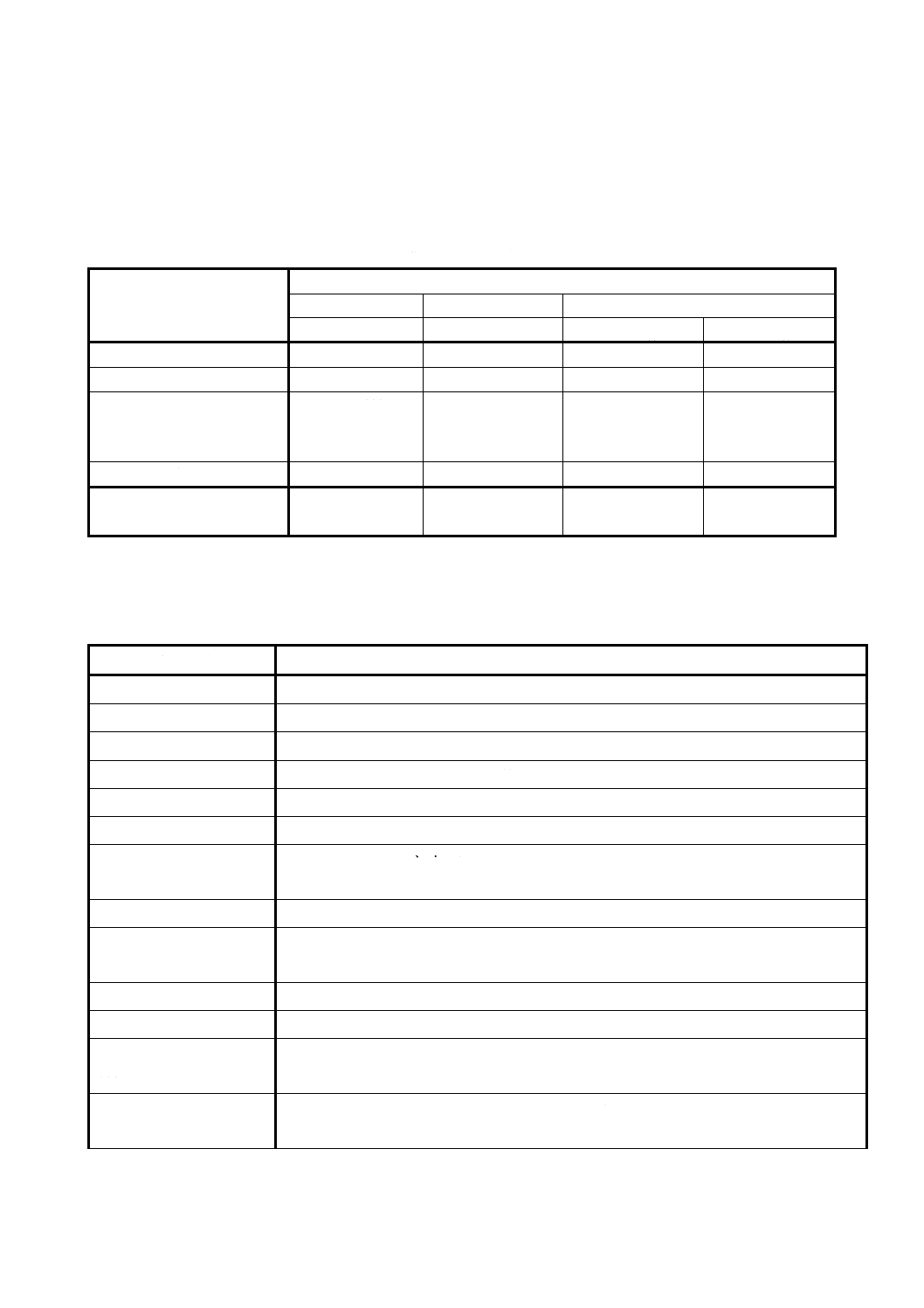
附属書2(参考)JISZ3421-1及び関連規格の対照
この附属書(参考)は,本体に関連する規格を利用する際の参考として作成したものであり,規定の一
部ではない。
附属書2表1 JIS Z 3421-1及び関連規格の対照
箇 条
関 連 規 格
国家規格
国際規格
海外団体規格
JIS
ISO
AWS (1)
EN (2)
4.4.1 溶接方法
JIS Z 3001
ISO 4063
―
prEN ISO 4063
4.4.3 溶接姿勢
JIS Z 3001
ISO 6947
AWS A3.0
4.4.7 裏当て
4.4.18 シールドガス
JIS K 1105
JIS K 1106
JIS Z 3253
ISO 14175
AWS
A5.32/A5.32M
EN 439
4.4.15 予熱保持温度
―
ISO 13916
―
EN ISO 13916
4.5.4 ティグ溶接
JIS Z 3233
ISO 6848
AWS
A5.12/A5.12M
EN 26848
注(1) American Welding Societyの発行する団体規格
(2) Comite Europeen de Normalisationの発行する地域規格
附属書2表2 関連規格
番 号
名 称
JIS K 1105:1995
アルゴン
JIS K 1106:1990
液化二酸化炭素(液化炭酸ガス)
JIS Z 3001:1999
溶接用語
JIS Z 3233:1990
ティグ溶接用タングステン電極棒
JIS Z GGGG:200X
アーク溶接及びプラズマ切断用シールドガス
ISO 4063:1998
Welding and allied processes―Nomenclature of processes and reference numbers
ISO 6848:1984
Tungsten electrodes for inert gas shielded arc welding,and for plasma cutting and welding
−Codification
ISO 6947:1990
Welds−Working positions−Definitions of angles of slope and rotation
ISO 13916:1996
Welding―Guidance on the measurement of preheating temperature,interpass temperature
and preheat maintenance temperature.
ISO 14175:1997
Welding consumables−Shielding gases for arc welding and cutting
AWS A3.0:1994
Standard Welding Terms and Definition
AWS A5.32/A5.32M:
1997
Specification for Welding Shielding Gases
AWS A5.12/A5.12M:
1998
Specification for Tungsten and Tungsten Alloy for Arc Welding and Cutting
11
Z3421-1:2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表2 関連規格(続き)
番 号
名 称
EN 439:1994
Welding consumables―Shielding gases for arc welding and cutting
prEN 4063
Welding and allied processes―Nomenclature of processes and reference numbers
EN ISO 13916:1996
Welding―Guidance on the measurement of preheating temperature,interpass temperature
and preheat maintenance temperature.
EN 26848:1991
Tungsten electrodes for inert gas shielded arc welding,and for plasma cutting and welding
−Codification