Z 3352:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号の付け方 ······································································································· 2
5 品質······························································································································· 3
5.1 フラックスの製品の状態 ································································································· 3
5.2 フラックスの化学成分 ···································································································· 3
5.3 フラックスの粒度 ·········································································································· 5
5.4 溶着金属の水素量(フラックスの用途の記号1だけ) ··························································· 5
6 試験方法························································································································· 5
6.1 ロットの決め方及びサンプリング方法················································································ 5
6.2 フラックスの分析試験 ···································································································· 5
6.3 フラックスの粒度試験 ···································································································· 5
6.4 溶着金属の水素量試験 ···································································································· 6
7 検査方法························································································································· 6
8 製品の呼び方 ··················································································································· 6
9 表示······························································································································· 7
10 包装 ····························································································································· 7
11 検査証明書 ···················································································································· 8
附属書A(規定)分析値からの計算方法による化学成分の記号の決定 ············································· 9
附属書B(参考)フラックスの種類及びその一般的特徴 ······························································ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 14
Z 3352:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3352:2010は改正され,この規格に置き換えられた。
なお,平成30年3月20日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS Z 3352:2010によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 3352:2017
サブマージアーク溶接及びエレクトロスラグ溶接用
フラックス
Fluxes for submerged arc welding and electroslag welding
序文
この規格は,2012年に第2版として発行されたISO 14174を基とし,国内の実情を反映させるため,技
術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,サブマージアーク溶接及びエレクトロスラグ溶接に適用するフラックス(以下,フラック
スという。)について規定する。ただし,裏当ての目的に使用するものは除く。
なお,9 %ニッケル鋼のサブマージアーク溶接に適用するフラックスは,JIS Z 3333による。また,軟鋼
及び引張強さが490〜590 MPa級高張力鋼のエレクトロスラグ溶接に適用するフラックスは,JIS Z 3353
による。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14174:2012,Welding consumables−Fluxes for submerged arc welding and electroslag welding−
Classification(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 0119 蛍光X線分析通則
JIS K 1468-2 ふっ化水素酸用ほたる石分析方法−第2部 ふっ素含有量の定量−蒸留後電位差滴定法
JIS M 8202 鉄鉱石−分析方法通則
JIS M 8212 鉄鉱石−全鉄定量方法
JIS M 8214 鉄鉱石−けい素定量方法
JIS M 8215-1 鉄鉱石−マンガン定量方法−第1部:原子吸光法
JIS M 8215-2 鉄鉱石−マンガン定量方法−第2部:過よう素酸吸光光度法
JIS M 8219-1 鉄鉱石−チタン定量方法−第1部:原子吸光法
JIS M 8219-2 鉄鉱石−チタン定量方法−第2部:ジアンチピリルメタン吸光光度法
2
Z 3352:2017
JIS M 8220 鉄鉱石−アルミニウム定量方法
JIS M 8221 鉄鉱石−カルシウム定量方法
JIS M 8222 鉄鉱石−マグネシウム定量方法
JIS M 8235 マンガン鉱石−けい素定量方法
JIS M 8240 マンガン鉱石−カルシウム定量方法
JIS M 8301 チタン鉱石の分析方法通則
JIS M 8312 チタン鉱石中の鉄定量方法
JIS M 8314 チタン鉱石中の二酸化けい素定量方法
JIS M 8317 チタン鉱石−マンガン定量方法
JIS M 8318 チタン鉱石−カルシウム定量方法
JIS M 8319 チタン鉱石−マグネシウム定量方法
JIS M 8850 石灰石分析方法
JIS M 8852 セラミックス用高シリカ質原料の化学分析方法
JIS M 8853 セラミックス用アルミノけい酸塩質原料の化学分析方法
JIS R 9011 石灰の試験方法
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3118 鋼溶接部の水素量測定方法
JIS Z 3333 9 %ニッケル鋼用サブマージアーク溶接ソリッドワイヤ及びフラックス
JIS Z 3353 軟鋼及び高張力鋼用のエレクトロスラグ溶接ワイヤ及びフラックス
JIS Z 3423 溶接材料の調達指針
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
JIS Z 8815 ふるい分け試験方法通則
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2によるほか,次による。
3.1
継手溶接
突合せ溶接,重ねすみ肉溶接などによって溶接継手を作製する溶接方法。
3.2
混合フラックス
溶融フラックス及び/又はボンドフラックスを2種類以上混合して製造したフラックス。
3.3
対応メッシュ
フラックス粒子の大きさを表す指標であって,粒径に対応するTylerメッシュの数値。
4
種類及び記号の付け方
フラックスは,製造方法,フラックスの化学成分及び用途によって分類する。さらに,フラックスが適
している溶接電流の種類及び/又は溶着金属の水素量による分類を追加できる。フラックスの種類を示す
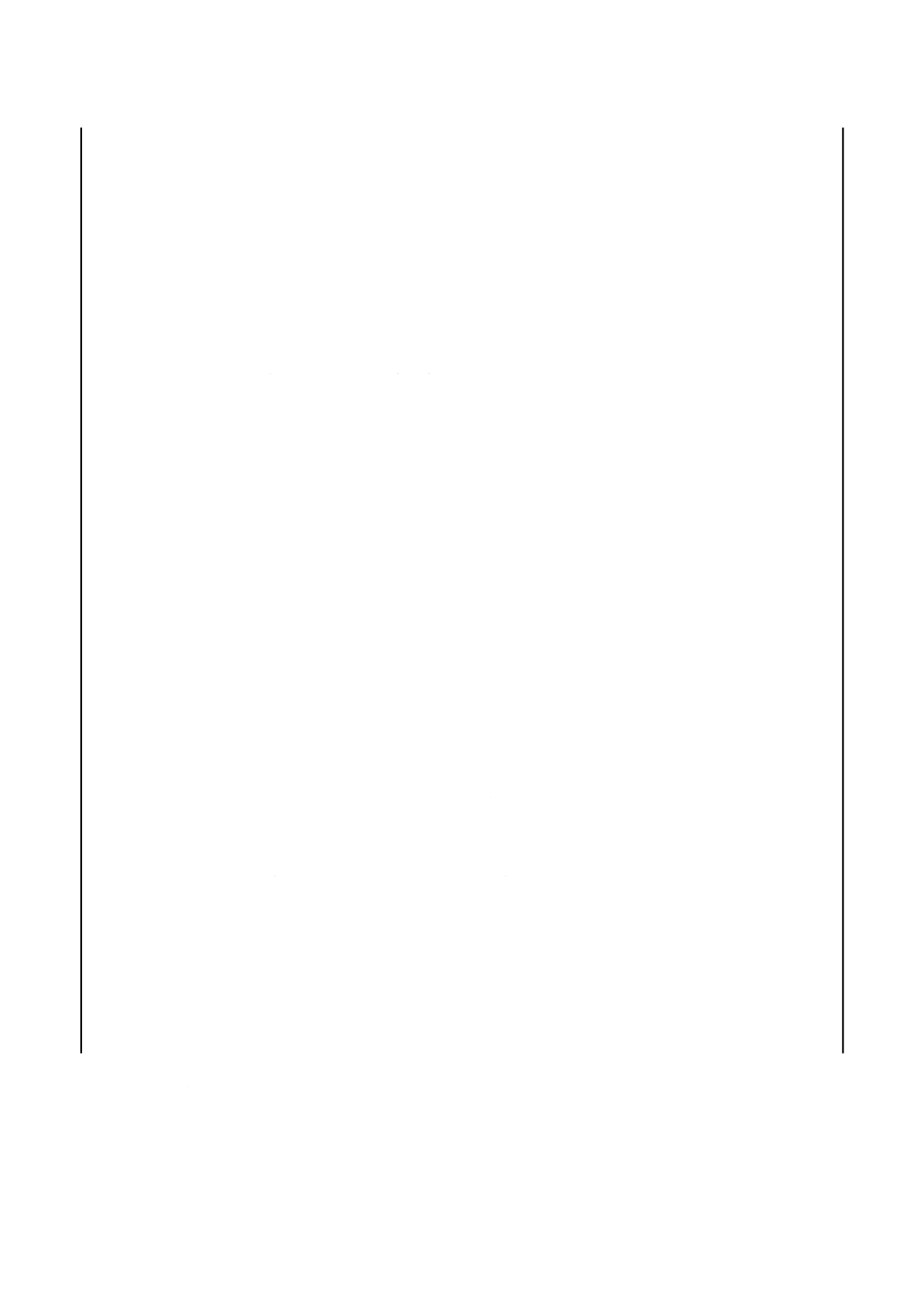
記号の付け方は,図1による。
3
Z 3352:2017
必須区分記号
フラックスの溶接方法の記号
S:サブマージアーク溶接, ES:エレクトロスラグ溶接
フラックスの製造方法の記号
F:溶融フラックス, A:ボンドフラックス, M:混合フラックス
フラックスの化学成分の記号
表2によるMS,CS,CG,CB,CG-I,CB-I,GS,ZS,RS,AR,BA,
AAS,AB,AS,AF,FB又はZ
フラックスの用途の記号
表1による1,2,3又は4
○ ○ ○○ ○ ○○ H○
追加できる区分記号
溶着金属の水素量の記号
表4によるH2,H4,H5又はH10
フラックスが適している溶接電流の種類の記号
DC:直流, AC:交流
注記 交流に適しているフラックスは,通常,直流にも適している。
図1−フラックスの種類の記号の付け方
表1−フラックスの用途の記号
記号
継手溶接a)
肉盛溶接b)
1
軟鋼,高張力鋼,モリブデン鋼,クロムモリブ
デン鋼,低温用鋼又は耐候性鋼
左記対象母材と同じ成分系の肉盛溶接。ただし,硬化肉盛
を除く。
2
ステンレス鋼,耐熱鋼,ニッケル又はニッケル
合金
ステンレス鋼,耐熱鋼,ニッケル又はニッケル合金の耐食
肉盛又は硬化肉盛。ただし,記号3の硬化肉盛を除く。
3
− (継手溶接には適用しない。)
炭素,クロム,モリブデンなどの合金元素をフラックスか
ら供給する硬化肉盛
4
上記の1〜3の規定のいずれにも適合しないフラックス
注記 記号1の肉盛溶接の例として下盛がある。
注a) 対象母材の材質で分類する。
b) 肉盛溶接金属の成分系で分類する。
5
品質
5.1
フラックスの製品の状態
フラックスの製品の状態は,次による。
a) フラックスは,溶接を行うときに円滑に供給でき,かつ,良好な外観及び形状のビードが得られなけ
ればならない。
b) フラックスは,貯蔵中に容易に化学変化を起こしたり,過度に湿気を吸収したりしてはならない。
5.2
フラックスの化学成分
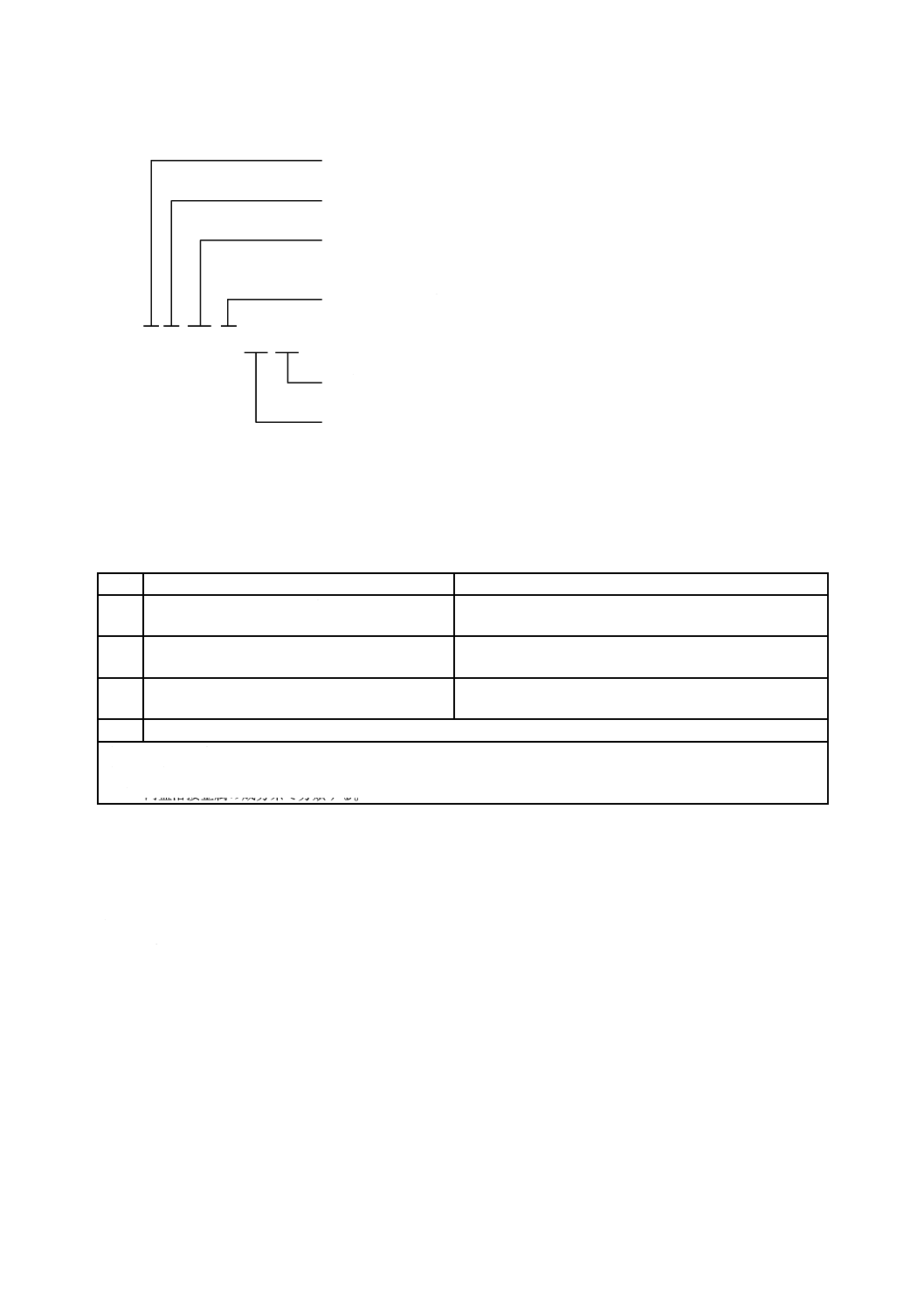
フラックスの化学成分は,6.2の方法によって分析試験し,表2の規定に適合しなければならない。
なお,必要に応じて表2に規定する成分以外を添加してもよい。
4
Z 3352:2017
表2−フラックスの化学成分a), b)
単位 %(質量分率)
化学成分の記号
化学成分
参考:フラックスタイプ
MS
MnO+SiO2
50以上
酸化マンガン−シリカ系
CaO
15以下
CS
CaO+MgO+SiO2
55以上
カルシア−シリカ系
CaO+MgO
15以上
CG
CaO+MgO
5〜50
カルシア−マグネシア系
CO2
2以上
Fe
10以下
CB
CaO+MgO
30〜80
カルシア−マグネシア−塩基性酸化物系
CO2
2以上
Fe
10以下
CG-I
CaO+MgO
5〜45
カルシア−マグネシア−鉄粉系
CO2
2以上
Fe
15〜60
CB-I
CaO+MgO
10〜70
カルシア−マグネシア−塩基性酸化物−鉄粉系
CO2
2以上
Fe
15〜60
GS
MgO+SiO2
42以上
マグネシア−シリカ系
Al2O3
20以下
CaO+CaF2
14以下
ZS
ZrO2+SiO2+MnO
45以上
ジルコニア−シリカ系
ZrO2
15以上
RS
TiO2+SiO2
50以上
ルチルシリカ系
TiO2
20以上
AR
Al2O3+TiO2
40以上
アルミネート−ルチル系
BA
Al2O3+CaF2+SiO2
55以上
塩基性酸化物−アルミネート系
CaO
8以上
SiO2
20以下
AAS
Al2O3+SiO2
50以上
酸性酸化物−アルミネート−シリカ系
CaF2+MgO
20以上
AB
Al2O3+CaO+MgO
40以上
アルミネート−塩基性酸化物系
Al2O3
20以上
CaF2
22以下
AS
Al2O3+SiO2+ZrO2
40以上
アルミネート−シリカ系
CaF2+MgO
30以上
ZrO2
5以上
AF
Al2O3+CaF2
70以上
アルミネート−ふっ化物−塩基性酸化物系
FB
CaO+MgO+CaF2+MnO
50以上
ふっ化物−塩基性酸化物系
SiO2
20以下
CaF2
15以上
Z c)
上記以外
−
注a) 計算方法は,附属書Aによる。
b) フラックスの化学成分の記号について,各々の特徴の説明は,附属書Bに示す。
c) フラックスの化学成分が,表2に記載する記号に該当しない場合は,記号Zを使用する。フラックスの化学
成分の範囲が限定されないため,同じ記号Zの2種類のフラックスが,同じ用途に使えない可能性がある。
5
Z 3352:2017
5.3
フラックスの粒度
フラックスの粒度は,次による。
a) フラックスの粒度は,フラックス粒子の大きさの代表範囲とし,その範囲の上限及び下限で表す。
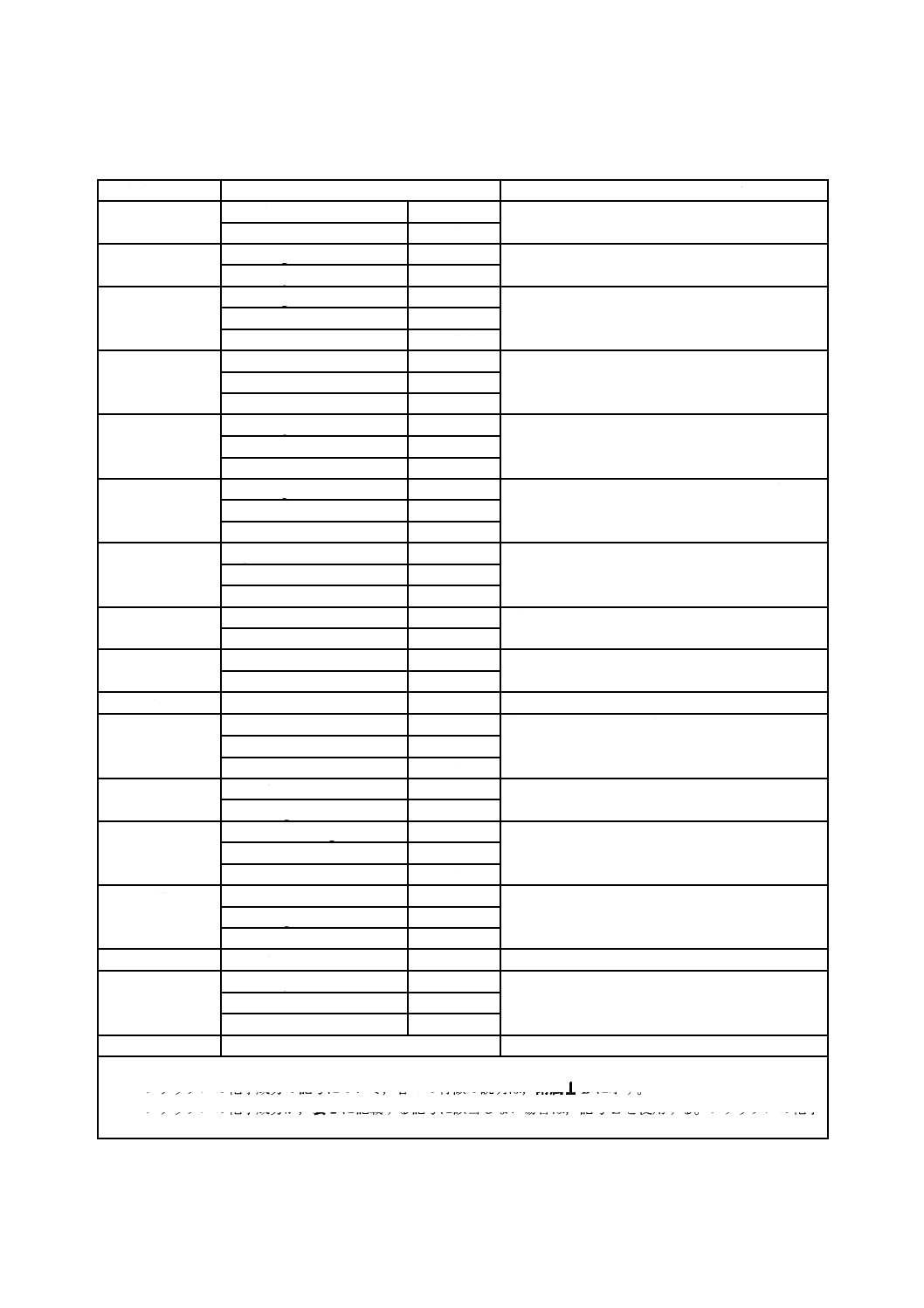
b) フラックス粒子の大きさは,粒径及び/又は対応メッシュによって表記する。代表的な粒径とこれに
相当する対応メッシュを表3に示す。
c) 75 μmより小さなフラックス粒子を意図的に添加するときは,下限を0 μmと表記する。また,対応メ
ッシュで表す場合は,下限をDと表記する。
d) フラックスの粒度は,6.3の方法によって粒度試験し,6.3に規定する“粒度の質量分率”が70 %(質
量分率)以上でなければならない。
表3−代表的な粒径及び対応メッシュ
粒径
対応メッシュ
粒径
対応メッシュ
粒径
対応メッシュ
2.36 mm
8
850 μm
20
212 μm
65
1.70 mm
10
500 μm
32
150 μm
100
1.40 mm
12
425 μm
36
106 μm
150
1.18 mm
14
300 μm
48
75 μm
200
5.4
溶着金属の水素量(フラックスの用途の記号1だけ)
溶着金属の水素量によって分類する場合,溶着金属の水素量は,6.4の方法によって水素量試験を行った
とき,表4の規定に適合しなければならない。
表4−溶着金属の水素量
単位 mL/100 g
記号
水素量
H2
2以下
H4
4以下
H5
5以下
H10
10以下
6
試験方法
6.1
ロットの決め方及びサンプリング方法
フラックスのロット及びサンプリング方法は,JIS Z 3423に規定するロットサイズ及び試験スケジュー
ルによる。
なお,適用する試験スケジュールにサンプリング方法の規定がない場合には,サンプリング方法は,製
造業者の規定による。
6.2
フラックスの分析試験
フラックスの分析試験は,次の規格に規定するいずれかの方法による。
JIS K 0119,JIS K 1468-2,JIS M 8202,JIS M 8212,JIS M 8214,JIS M 8215-1,JIS M 8215-2,
JIS M 8219-1,JIS M 8219-2,JIS M 8220,JIS M 8221,JIS M 8222,JIS M 8235,JIS M 8240,JIS M 8301,
JIS M 8312,JIS M 8314,JIS M 8317,JIS M 8318,JIS M 8319,JIS M 8850,JIS M 8852,JIS M 8853
及び/又はJIS R 9011
6.3
フラックスの粒度試験
フラックスの粒度試験は,JIS Z 8815によるほか,次による。
6
Z 3352:2017
a) 試験試料の採取は,製品フラックス12.5 kg以上から縮分によって粒度分布を平均化した後,約200 g
の試料を採取する。
b) JIS Z 8801-1において相当する公称目開きのふるいを使用し,ふるい分け時間は,3〜5分間とする。
c) “粒度の質量分率”は,ふるい分け終了後,粒径の上限値に対応するメッシュのふるい下であって,
かつ,粒径の下限値に対応するメッシュのふるい下ではないものの質量分率とする。ただし,粒径の
下限値が対応メッシュによる表し方で“D”の場合は,粒径の上限値に対応するメッシュのふるい下
の質量分率とする。
6.4
溶着金属の水素量試験
溶着金属の水素量試験は,JIS Z 3118による。ただし,使用するワイヤは,製造業者が推奨するものと
する。
なお,製造業者は,表4の水素量の規定を達成できる推奨乾燥条件を提供しなければならない。
7
検査方法
検査方法は,次による。
a) フラックスの検査項目は,JIS Z 3423に規定する試験スケジュールによるものとする。
b) 検査は,フラックスのロットごとに,JIS Z 3423による試験スケジュールに従い,箇条6によって試
験し,該当する箇条5の規定に適合しなければならない。ただし,試験結果が合否の判定に供し得な
いようなことが生じるおそれがある場合には,d) による。
c) 試験スケジュールに従い,箇条6によって実施した分析試験,粒度試験及び水素量試験のいずれかの
試験結果が,箇条5の規定に適合しなかった場合には,適合しなかった全ての試験について倍数の再
試験を行い,そのいずれの試験結果も規定に適合しなければならない。
なお,分析試験において,当初の試験結果が規定に適合した成分は,再試験を行わなくてもよい。
また,再試験のための試料は,当初の試料の残材から採取するか又は新たに採取する。
d) 試験片の作製から試験の実施を通して正規の手続きを行っていない試験は,試験の進行状況又は結果
のいかんにかかわらず無効とする。無効となった試験は,正規の手続きに従って繰り返されなければ
ならない。
なお,この場合は,c) に規定する再試験の対象とはしない。
8
製品の呼び方
製品の呼び方は,種類及び粒度による。粒度の表記は,粒径によって記載する。ただし,従来からの対
応メッシュでの粒度の表記も存在することから,併記又はいずれか一方を表記してもよい。
例1 S F MS 1−75μm〜850 μm(20×200)
種類
粒度
S:フラックスの溶接方法がサブマージアーク溶接
F:フラックスの製造方法が溶融フラックス
MS:フラックスの化学成分が酸化マンガン−シリカ系
(MnO+SiO2)が50 %以上,及びCaOが15 %以下(いずれも質量分率)
1:用途が軟鋼,高張力鋼,モリブデン鋼,クロムモリブデン鋼,低温用鋼又は耐候性鋼の各種
継手溶接又は肉盛溶接用
7
Z 3352:2017
追加記号:なし
75 μm〜850 μm(20×200):粒径を優先的に記載し,対応メッシュを併記した粒度の表記例
例2 S A CB 2 AC−300 μm〜1.70 mm(10×48)
種類
粒度
S:フラックスの溶接方法がサブマージアーク溶接
A:フラックスの製造方法がボンドフラックス
CB:フラックスの化学成分がカルシア−マグネシア−塩基性酸化物系
(CaO+MgO)が30〜80 %,CO2が2 %以上,及びFeが10 %以下(いずれも質量分率)
2:用途がステンレス鋼,耐熱鋼,ニッケル又はニッケル合金の各種継手溶接又は肉盛溶接用
追加記号 AC:フラックスが適している溶接電流の種類が交流
300 μm〜1.70 mm(10×48):粒径を優先的に記載し,対応メッシュを併記した粒度の表記例
例3 S A CS 2−12×65
種類
粒度
S:フラックスの溶接方法がサブマージアーク溶接
A:フラックスの製造方法がボンドフラックス
CS:フラックスの化学成分がカルシア−シリカ系
2:用途がステンレス鋼,耐熱鋼,ニッケル又はニッケル合金の各種継手溶接又は肉盛溶接用
追加記号:なし
12×65:粒度の対応メッシュの単独表記例
9
表示
フラックスの包装には,次の事項を明確に表示しなければならない。
a) 銘柄(製品名)
b) 規格番号及び種類
c) 製造番号又は製造年月
d) 質量
e) 製造業者名又は供給業者名
f)
粒度
g) 溶接時に発生するヒュームに関する注意
10 包装
フラックスの包装は,次による。
a) フラックスは,製造業者が推奨する輸送及び保管条件において,吸湿及び損傷から保護できる袋,缶,
フレキシブルコンテナなどに入れて包装しなければならない。
b) フラックスは,一包装の質量を12.5 kg,15 kg,20 kg又は25 kgとし,これ以外の包装質量は,受渡
当事者間の協定による。
8
Z 3352:2017
11 検査証明書
溶接材料の検査証明書が要求された場合,その記載項目は,受渡当事者間の協定による。
9
Z 3352:2017
附属書A
(規定)
分析値からの計算方法による化学成分の記号の決定
A.1 概要
フラックスサンプルの元素分析の結果に基づいて,次に示すように化学成分を決定する。
A.2 主要な化学成分
フラックスから検出された元素は,次に示す酸化物に換算して,フラックスの化学成分の記号の決定に
使用する。
Al2O3,CaO,MgO,MnO,SiO2,TiO2及びZrO2
A.3 フラックス中のふっ化物
フラックスから検出されたFは,CaF2として報告することとし,CaOの量は次に示す式で計算すること
とする。
CaO=CaOtot−(0.718 2×CaF2)
ただし,CaOの計算結果が0より小さい場合は,フラックスの化学成分の記号の決定には使用しない。
なお,CaOtotは,全CaO量を表す。
A.4 フラックス中の炭酸塩
フラックスに意図的に添加した炭酸塩は,CO2量として分析を行い,フラックスの化学成分の記号を決
定する。
A.5 フラックス中の金属鉄
フラックスに意図的に添加した金属鉄は,Fe量として分析を行い,フラックスの化学成分の記号を決定
する。
A.6 決定の一例
ふっ化物,炭酸塩及び金属鉄を含んだフラックスの化学分析を表A.1に示す。
表A.1−フラックスの化学分析値の一例
単位 %(質量分率)
F
Ca
Mg
Fe
CO2
1.6
7.9
12.0
32
4.6
F量は,全てCaF2量に換算し,CaO量は以下の式を用いてCaの残量を計算する。
CaO=CaOtot−(0.718 2×CaF2)
Mg量は,全てMgOの量に換算する。したがって,フラックスの化学成分は表A.2に示す値となり,フ
ラックスの化学成分の記号はCG-Iに適用される。
10
Z 3352:2017
表A.2−フラックスの化学成分計算値の一例
単位 %(質量分率)
CaF2
CaO
MgO
CaO+MgO
Fe
CO2
3.2
8.7
19.8
28.5
32
4.6
このフラックスの化学成分の記号は,表2に従って,CG-Iと決定される。
11
Z 3352:2017
附属書B
(参考)
フラックスの種類及びその一般的特徴
B.1
酸化マンガン−シリカ系,MS
このタイプのフラックスは,基本的にMnO及びSiO2から構成される。このタイプの多くのフラックス
は,溶接金属の酸素量が高くなるため,じん(靱)性に限界がある。これらのフラックスは,溶接時に流
せる溶接電流(current-carrying capacity)は比較的大きく,単電極及び多電極の高速溶接に使用される。溶
接金属は,さび(錆)及び大量のスケールが付着した鋼板においても,良好な耐気孔欠陥性を示す。これ
らのフラックスは,合金の増加量が多いため,厚肉材の多層溶接には通常使用しない。
B.2
カルシア−シリカ系,CS
このタイプのフラックスは,基本的にCaO,MgO及びSiO2から構成される。このフラックスタイプを
構成するグループのうち,比較的酸性のフラックスは,溶接時に流せる溶接電流が最も高いため,多電極
溶接に適している。このタイプのグループに含まれる比較的塩基性のフラックスは,強度及びじん性の要
求が比較的厳しい多層溶接に使用される。これらのフラックスは,硬化肉盛及び肉盛溶接にも使用され,
合金を付与できる。
B.3
カルシア−マグネシア系,CG
このタイプのフラックスは,基本的にCaO,MgO及びSiO2から構成される。溶接中にCO2ガスを発生
する炭酸塩は,溶接金属の窒素及び拡散性水素量のレベルを低減することができる。これらのフラックス
は,高い衝撃じん性が要求される多層及び大入熱の溶接に使用される。
B.4
カルシア−マグネシア−塩基性酸化物系,CB
このタイプのフラックスは,基本的にCaO,MgO,CaF2及びAl2O3から構成される。溶接中にCO2ガス
を発生する炭酸塩は,溶接金属の窒素及び拡散性水素量のレベルを低減することができる。これらのフラ
ックスは,高い衝撃じん性が要求される多層及び大入熱の溶接に使用される。
B.5
カルシア−マグネシア−鉄粉系,CG-I
このタイプのフラックスは,基本的にカルシア−マグネシア系(CG)に,溶着効率を増やすために鉄粉
を追加している。溶接中にCO2ガスを発生する炭酸塩は,溶接金属の窒素及び拡散性水素量のレベルを低
減することができる。これらのフラックスは,機械的性質の要求が厳しくない,厚鋼板の大入熱溶接に使
用される。
B.6
カルシア−マグネシア−塩基性酸化物−鉄粉系,CB-I
このタイプのフラックスは,基本的にカルシア−マグネシア−塩基性酸化物系(CB)に,溶着効率を増
やすために鉄粉を追加している。溶接中にCO2ガスを発生する炭酸塩は,溶接金属の窒素及び拡散性水素
量のレベルを低減することができ,機械的性質の要求が比較的厳しい厚鋼板の大入熱溶接に使用される。
12
Z 3352:2017
B.7
マグネシア−シリカ系,GS
このタイプのフラックスは,基本的にMgO及びSiO2から構成され,CaO及びCaF2の量は制限される。
これらのフラックスは,合金添加を目的に金属粉を含むことがあり,特定の溶接金属成分を作るための肉
盛溶接に,特に適している。
B.8
ジルコニア−シリカ系,ZS
このタイプのフラックスは,基本的にZrO2及びSiO2から構成される。これらのフラックスは,表面が
清浄な鋼板及び薄い鋼板の高速1パス溶接に使用される。
B.9
ルチルシリカ系,RS
このタイプのフラックスは,基本的にTiO2及びSiO2から構成され,中〜高Mnワイヤと組み合わせて使
用される。溶接金属のじん性は,比較的高い酸素量のため制限されている。これらのフラックスは,単電
極及び多電極の高速な両面一層溶接に適している。
B.10 アルミネート−ルチル系,AR
このタイプのフラックスは,基本的にAl2O3及びTiO2から構成され,冶金的性質及び塩基度の調整範囲
が広い。これらのフラックスは,薄板及びすみ肉溶接を含む,単電極及び多電極の高速溶接に適している。
B.11 塩基性酸化物−アルミネート系,BA
このタイプのフラックスは,基本的にAl2O3及びCaF2から構成され,SiO2の量は制限されるため,溶接
金属の酸素量を十分に低減することが可能である。このため,良好なじん性の溶接金属が得られ,特に多
層溶接に適している。
B.12 酸性酸化物−アルミネート−シリカ系,AAS
このタイプのフラックスは,基本的にAl2O3及びSiO2から構成され,MgO及びCaF2も同様である。こ
れらのフラックスは,様々な肉盛溶接に,特に適している。
B.13 アルミネート−塩基性酸化物系,AB
このタイプのフラックスは,基本的にAl2O3及び塩基性酸化物から構成される。このグループは,冶金
的性質の調整範囲が広い。Al2O3含有量が高いため,溶融スラグが急速に凝固する。単電極又は多電極に
よる単層及び多層溶接を含む,様々な用途に適用される。
B.14 アルミネート−シリカ系,AS
このタイプのフラックスは,基本的に相当量のSiO2,Al2O3及びZrO2と塩基性酸化物とのバランスによ
って構成される。高い塩基性のスラグの結果,低酸素量の溶接金属及び高いじん性を達成することができ
る。このタイプのフラックスは,様々な継手及び肉盛の溶接に適している。
B.15 アルミネート−ふっ化物−塩基性酸化物系,AF
このタイプのフラックスは,基本的にAl2O3及びCaF2から構成される。これらのフラックスは,ステン
レス鋼及びニッケル合金のような,合金ワイヤとの組合せによる継手及び肉盛の溶接に主に適している。
13
Z 3352:2017
B.16 ふっ化物−塩基性酸化物系,FB
このタイプのフラックスは,基本的に塩基性酸化物から構成され,SiO2は比較的低い量に抑えられてい
る。高い塩基性のスラグの結果,非常に低い酸素量及び高いじん性の溶接金属を得ることができ,様々な
単電極及び多電極エレクトロスラグを含む継手及び肉盛の溶接に適している。
B.17 その他の組成,Z
B.1からB.16によってカバーできない他の成分系から構成される。
化学成分範囲は特定できないため,同じZ分類の2種類のフラックスが,大きく異なることもある。
14
Z 3352:2017
附属書JA
(参考)
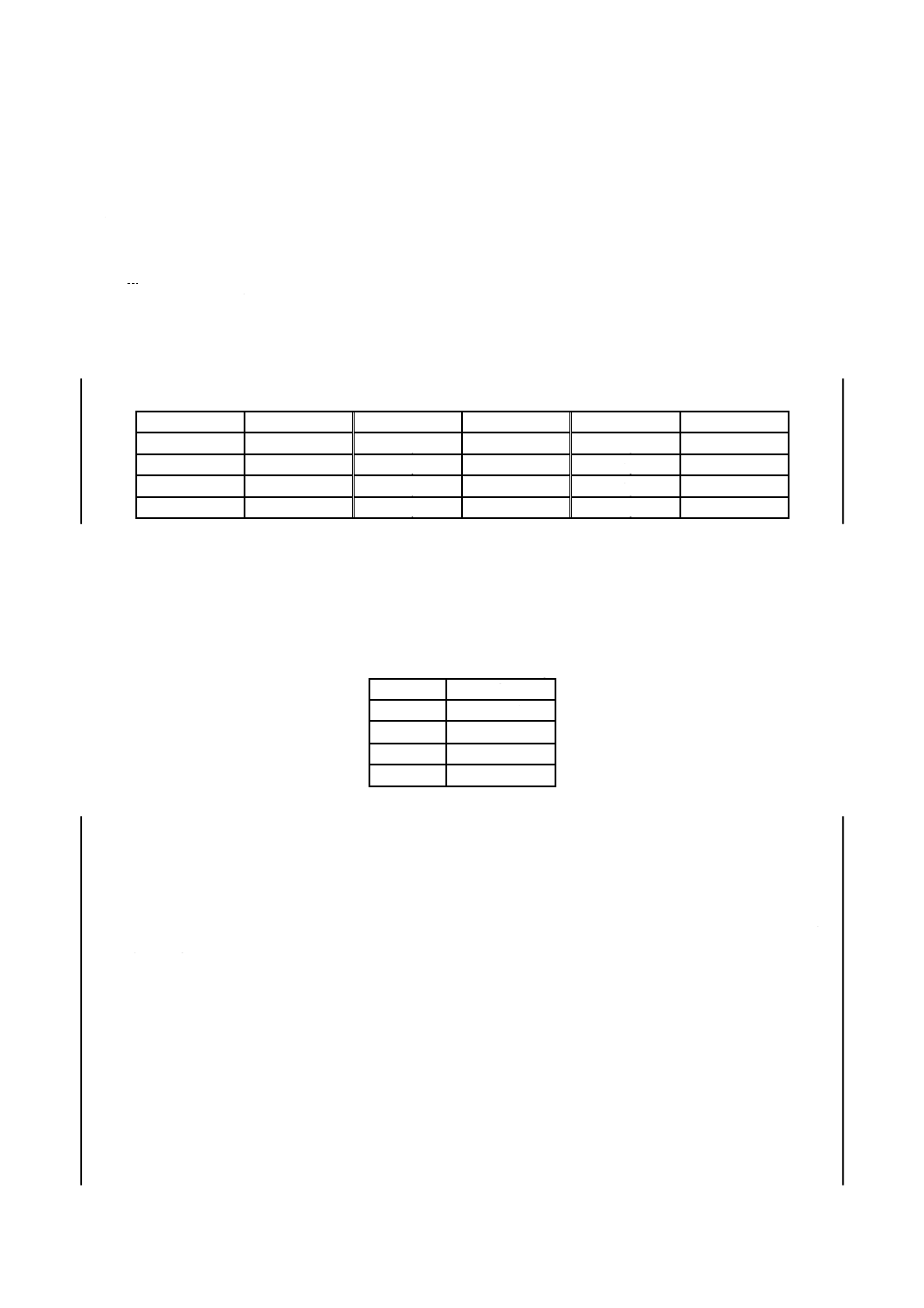
JISと対応国際規格との対比表
JIS Z 3352:2017 サブマージアーク溶接及びエレクトロスラグ溶接用フラック
ス
ISO 14174:2012,Welding consumables−Fluxes for submerged arc welding and
electroslag welding−Classification
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
一致
−
2 引用規格
3 用語及び
定義
JIS Z 3001-1及びJIS
Z 3001-2を引用。
3.1 継手溶接
3.3 対応メッシュ
追加
JISでは,専門用語及び定義を追
加した。
JISとして,必要な専門用語を定義
した。
3.2 混合フラックス
4.2
混合フラックス
変更
技術的差異はない。
−
4 種類及び
記号の付け
方
3,4.1〜4.4,
4.6,4.7
一致
−
4.5
メタラジカルビヘ
イビアーを規定
削除
JISでは,削除した。
日本市場では,フラックスとワイヤ
との組合せを限定して使用するた
め不要である。
5 品質
5.1 フラックスの製品
の状態
8
製品の状態を規定
追加
JISでは,溶接施工後の品質を追
加した。
日本市場では,製品の状態だけでな
く,溶接施工後の品質についても要
求されるため追加した。
5.2 フラックスの化学
成分
4.3
一致
−
5.3 フラックスの粒度
5
フラックス粒度を,
公称粒径又はシン
ボルで表示と規定
変更
JISでは,シンボル表記を削除し,
従来の対応メッシュによる表し方
を併記してもよいと規定した。
粒径表記において,シンボル表記が
併存すると,国内市場の混乱を招く
ため,対応メッシュだけとした。
−
変更
JISでは,粒度分布の範囲が70 %
以上との従来規格を維持した。
日本市場での実績を考慮して,従来
のままとした。
5.4 溶着金属の水素量
4.7
一致
−
2
Z
3
3
5
2
:
2
0
1
7
15
Z 3352:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方法 6.1 ロットの決め方及
びサンプリング方法
−
−
追加
JISでは,ロットの決め方及びサ
ンプリング方法を追加した。
日本市場では,従来から使用されて
いるため,JISでは規定する必要が
ある。
6.2 フラックスの分析
試験
−
−
追加
JISでは,分析方法のJISを追加
した。
JISでは,分析方法を規定する必要
がある。
6.3 フラックスの粒度
試験
−
−
追加
JISでは,JIS Z 8815を追加し,フ
ラックスの特性を考慮した測定条
件を追加した。
JISでは,試験方法を規定する必要
がある。
6.4 溶着金属の水素量
試験
4.7
組合せワイヤは,
ISO 14171-A-S2又
は
ISO 14171-B-
SU22を用いると規
定
変更
JISでは,JIS Z 3118によって,製
造業者の推奨するワイヤで試験す
ると規定した。
日本市場では,フラックス及びワイ
ヤの組合せを限定して使用するた
め変更した。
7 検査方法
7
再試験についてだ
け規定
追加
JISでは,検査方法全般について
規定した。
技術的な差異はない。
8 製品の呼
び方
10
フラックス粒度を,
公称粒径又はシン
ボルで表記
変更
JISでは,フラックス粒度を,粒
径及び/又は対応メッシュによる
表記に変更した。
日本市場での混乱を避けるため,従
来から使用されている対応メッシ
ュによる表し方を残した。
9 表示
9
一致
−
10 包装
8
−
選択
JISでは,代表的な包装質量を規
定した。
日本市場での実状を考慮した。
11 検査証
明書
−
−
追加
JISでは,検査証明書を要求され
た場合の規定を追加した。
日本市場での実状を考慮した。
附属書A
(規定)
分析値からの計算方法
による化学成分の記号
の決定
附属書A
(参考)
−
変更
JISでは,附属書Aを“規定”に
変更した。また,CaOrestをCaOと
表記変更した。
“種類”の決定に必須な規格の要求
事項であると判断したため,“規
定”に変更した。また,CaOrestは最
終的にCaO値を示すことになるた
め,表記を変更した。
附属書B
(参考)
フラックスの種類及び
その一般的特徴
附属書B
(参考)
一致
−
2
Z
3
3
5
2
:
2
0
1
7
16
Z 3352:2017
JISと国際規格との対応の程度の全体評価:ISO 14174:2012,MOD
注記1
箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
− 選択 ················ 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
Z
3
3
5
2
:
2
0
1
7