Z 3326 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS Z 3326 : 1991は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任をもたない。
今回の改正では,寸法,許容差,製品の状態,表示及び包装について規定したJIS Z 3200の制定に伴い,
これを引用規格として用いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3326 : 1999
硬化肉盛用アーク溶接
フラックス入りワイヤ
Arc welding flux cored wires for hardfacing
1. 適用範囲 この規格は,鉄及び鋼の表面の硬化肉盛を目的とするガスシールドアーク溶接及びセルフ
シールドアーク溶接用フラックス入りワイヤ(以下,ワイヤという。)について規定する。
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版を適用する。
3. 種類 ワイヤの種類は,シールドガス及び溶着金属の化学成分によって区分し,表1のとおりとする。
表1 ワイヤの種類
ワイヤの種類
シールドガス
ワイヤの種類
シールドガス
YF2A-C
炭酸ガス又はアルゴンに20%以上
の炭酸ガスを含む混合ガス(CO2
又はAr-CO2)
YF2A-G
規定しない。
YF3B-C
YF3B-G
YF4A-C
YF4A-G
YF4B-C
YF4B-G
YFMA-C
YFMA-G
YFME-C
YFME-G
YFCrA-C
YFCrA-G
YF2A-S
使用しない。
(セルフシールド)
YF3B-S
YFCrA-S
備考 種類を示す記号の付け方は,次による。
例
4. 品質
4.1
ワイヤ ワイヤの外観及び状態は,JIS Z 3200の3.(製品の状態)による。
4.2
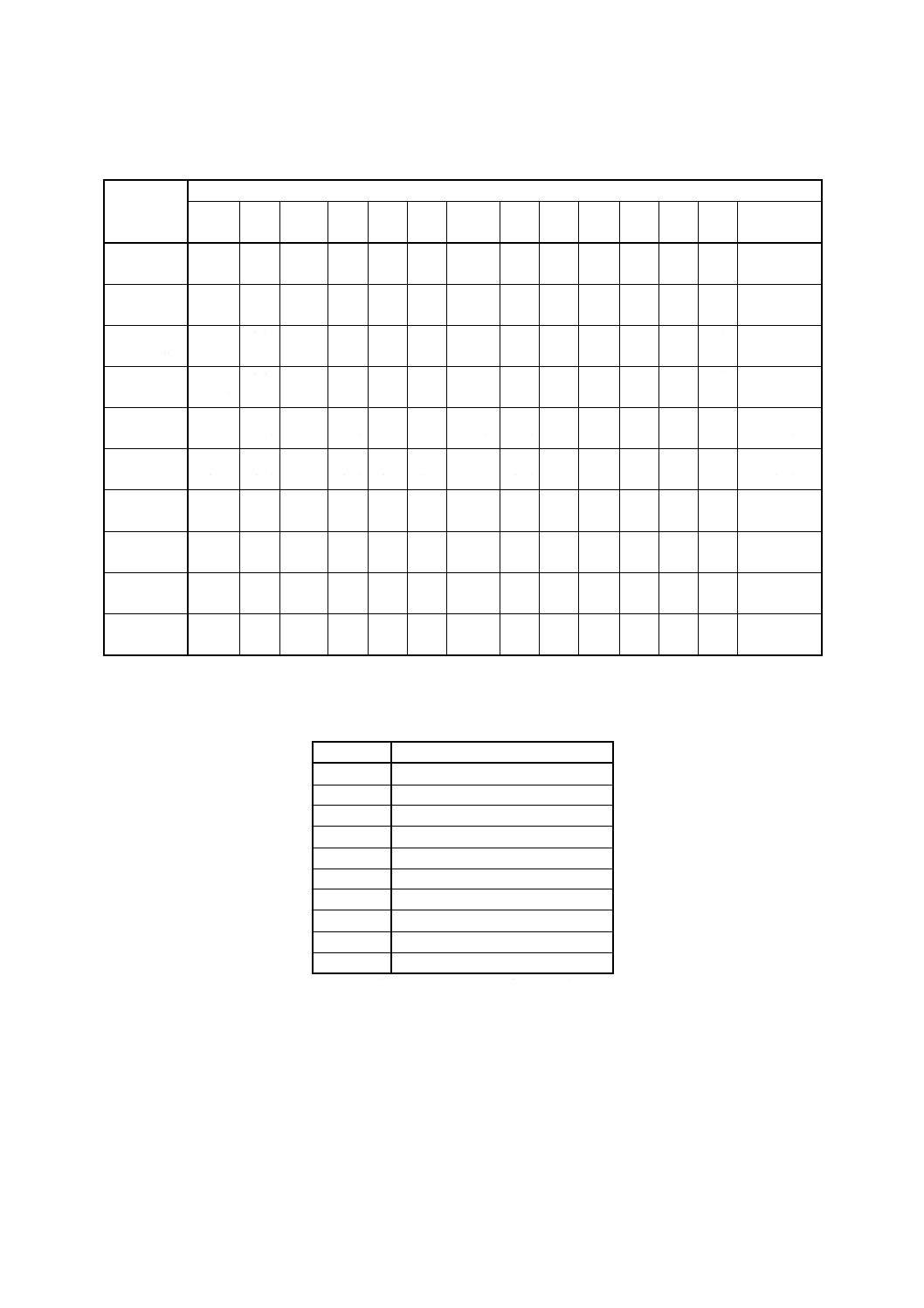
化学成分 溶着金属の化学成分は,7.2の方法によって試験を行ったとき,それぞれのワイヤの種類
に応じて表2に適合しなければならない。
2
Z 3326 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 溶着金属の化学成分
単位 %
ワイヤの
種類
化学成分
C
Si
Mn
P
S
Ni
Cr
Mo
V
W
Nb
Al
Fe その他の元
素の合計
YF2A-C
YF2A-G
0.30
以下
1.5
以下
3.0
以下
0.03
以下
0.03
以下
−
3.0
以下
1.5
以下
−
−
−
−
残部
1.0
以下
YF3B-C
YF3B-G
0.10
〜1.50
3.0
以下
3.0
以下
0.03
以下
0.03
以下
−
3.0
〜10.0
4.0
以下
2.0
以下
4.0
以下
−
−
残部
2.0
以下
YF4A-C
YF4A-G
0.15
以下
1.0
以下
3.0
以下
0.03
以下
0.03
以下
8.0
以下
10.0
〜14.0
2.0
以下
−
−
−
−
残部
2.0
以下
YF4B-C
YF4B-G
0.15
〜0.50
1.0
以下
3.0
以下
0.03
以下
0.03
以下
−
10.0
〜14.0
2.0
以下
−
−
−
−
残部
2.0
以下
YFMA-C
YFMA-G
1.10
以下
0.8
以下
11.0
〜18.0
0.03
以下
0.03
以下
3.0
以下
4.0
以下
2.5
以下
−
−
−
−
残部
1.0
以下
YFME-C
YFME-G
1.10
以下
0.8
以下
12.0
〜18.0
0.03
以下
0.03
以下
6.0
以下
14.0
〜18.0
4.0
以下
−
−
−
−
残部
4.0
以下
YFCrA-C
YFCrA-G
2.5
〜6.0
3.5
以下
3.0
以下
0.03
以下
0.03
以下
−
20.0
〜35.0
6.0
以下
−
6.5
以下
7.0
以下
−
残部
5.0
以下
YF2A-S
0.40
以下
1.5
以下
3.0
以下
0.03
以下
0.03
以下
−
3.0
以下
1.5
以下
−
−
−
3.0
以下
残部
1.0
以下
YF3B-S
0.10
〜1.50
3.0
以下
3.0
以下
0.03
以下
0.03
以下
−
3.0
〜10.0
4.0
以下
−
4.0
以下
−
3.0
以下
残部
2.0
以下
YFCrA-S
2.5
〜6.0
3.5
以下
3.0
以下
0.03
以下
0.03
以下
−
20.0
〜35.0
6.0
以下
−
6.5
以下
7.0
以下
−
残部
5.0
以下
4.3
硬さ 溶着金属の硬さは,7.2の方法によって試験を行ったとき,それぞれの呼び硬さに応じて表3
に適合しなければならない。
表3 溶着金属の硬さ
呼び硬さ
溶着金属のビッカース硬さ HV
200
250以下
250
200〜300
300
250〜350
350
300〜400
400
350〜450
450
400〜500
500
450〜600
600
550〜700
700
650〜800
800
750以上
備考1. 溶着金属の硬さは,測定値の平均値を
いう。
2. 各測定値のばらつきの範囲は,平均値
の±20%とする。
5. 寸法及び許容差 ワイヤの径及び許容差は,JIS Z 3200の2.(寸法及び許容差)による。代表的なワ
イヤの径は表4に示す。

3
Z 3326 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 代表的なワイヤの径
単位 mm
径
1.2, 1.4, 1.6, 2.0, 2.4, 2.8, 3.2
6. 製品の状態 製品の状態は,a)〜c)以外の項目については,JIS Z 3200の3.による。
a) スプール巻きのワイヤの質量は,10kg,12.5kg,15kg又は20kgとし,スプールの寸法及び許容差は,
JIS Z 3200のS-3による。
b) コイル巻きのワイヤの質量は,10kg又は20kgとし,コイルの寸法及び許容差は,JIS Z 3200のCF-2
又はCF-3による。
c) これ以外のワイヤの質量,寸法及び巻き方は,受渡当事者間の協定による。
d) ペールパック入りワイヤの質量は,受渡当事者間の協定による。
7. 試験
7.1
試験一般
7.1.1
試験板 溶着金属の分析試験及び硬さ試験に使用する試験板は,JIS G 3101のSS 400又はJIS G
3106のSM 400 A〜C若しくはSM 490 A〜Cとする。
7.1.2
溶接姿勢 溶着金属の分析試験及び硬さ試験は,7.2.1に定める方法によって,下向姿勢で肉盛溶
接を行う。
7.1.3
シールドガス ワイヤの試験に使用するシールドガスは,JIS K 1106の3種又はこれとJIS K 1105
の1級の混合ガスとする。ただし,YF××-Gのワイヤについては,受渡当事者間の協定による。
7.1.4
試験ワイヤ 溶着金属の分析試験及び硬さ試験は,ワイヤを代表する径で行う。
7.2
分析試験及び硬さ試験
7.2.1
試験片 試験片は,次によって作製する。
なお,a)〜d)以外の項目については,JIS Z 3114によって作製する。
a) 試験板寸法は,長さ約200mm,幅約100mm,厚さ約20mmとする。
b) パス数は,各層5パス以上とする。ただし,盛上げ幅が50mm未満の場合は,50mm以上になるまで
パス数を増す。
c) 溶接ビード長さは,150mm以上とする。
d) 電流の種類,極性,溶接電流,アーク電圧,溶接速度,シールドガスの種類,シールドガス流量及び
予熱・パス間温度は,製造業者の推奨条件によるものとし,それらを試験に用いたワイヤの径及び試
験結果とともに記録する。
7.2.2
硬さ試験 硬さ試験は,JIS Z 3114のビッカース硬さ試験方法によって行い,溶着金属の硬さの平
均値を求める。
7.2.3
分析試料 分析試料は,硬さ試験の試験層から適当な方法で採取する。
この際,切削油の使用は避けなければならない。試料の採取に当たっては,溶着金属を軟化させるため
に熱処理を行ってもよい。
7.2.4
分析試験 溶着金属の分析試験は,次のいずれかによる。
JIS G 1201, JIS G 1204, JIS G 1211, JIS G 1212, JIS G 1213, JIS G 1214, JIS G 1215,
JIS G 1216, JIS G 1217, JIS G 1218, JIS G 1220, JIS G 1221, JIS G 1222, JIS G 1223,
JIS G 1224, JIS G 1227, JIS G 1237, JIS G 1253, JIS G 1256, JIS G 1257, JIS Z 2611,
4
Z 3326 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,これ以外については,受渡当事者間の協定による。
8. 検査 検査は,次による。
a) ワイヤは,品質,寸法及び製品の状態が,4.,5.及び6.の規定に適合しなければならない。
b) ワイヤは,溶着金属の分析試験及び硬さ試験のうち,いずれか一つの試験が不合格であった場合は,
その試験について1回だけ再試験を行うことができ,その成績が規定に適合しなければならない。
9. 包装 包装は,JIS Z 3200の5.(包装)による。
10. 製品の呼び方 製品の呼び方は,ワイヤの種類,呼び硬さ,径及び質量による。
例
11. 表示 スプール及び包装には,呼び硬さを表示しなければならない。その他の表示は,JIS Z 3200の
4.(表示)による。
付表1 引用規格
JIS G 1201 鉄及び鋼の分析方法通則
JIS G 1204 鉄及び鋼のけい光X線分析方法通則
JIS G 1211 鉄及び鋼−炭素定量方法
JIS G 1212 鉄及び鋼−けい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
JIS G 1214 鉄及び鋼−りん定量方法
JIS G 1215 鉄及び鋼−硫黄定量方法
JIS G 1216 鉄及び鋼−ニッケル定量方法
JIS G 1217 鉄及び鋼中のクロム定量方法
JIS G 1218 鉄及び鋼−モリブデン定量方法
JIS G 1220 鉄及び鋼−タングステン定量方法
JIS G 1221 鉄及び鋼−バナジウム定量方法
JIS G 1222 鉄及び鋼中のコバルト定量方法
JIS G 1223 鉄及び鋼−チタン定量方法
JIS G 1224 鉄及び鋼中のアルミニウム定量方法
JIS G 1227 鉄及び鋼−ほう素定量方法
JIS G 1237 鉄及び鋼−ニオブ定量方法
JIS G 1253 鉄及び鋼−スパーク放電発光分光分析方法
JIS G 1256 鉄及び鋼−蛍光X線分析方法
JIS G 1257 鉄及び鋼−原子吸光分析方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS K 1105 アルゴン
JIS K 1106 液化二酸化炭素(液化炭酸ガス)
5
Z 3326 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 3114 溶着金属の硬さ試験方法
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
原案作成委員会 構成表
氏名
所属
(委員長)
桑 名 武
東北大学名誉教授
(幹事)
和 田 豊
日鐵溶接工業株式会社技術本部
(委員)
林 明 夫
通商産業省基礎産業局
大 嶋 清 治
通商産業省工業技術院標準部
中 原 征 治
通商産業省工業技術院機械研究所
山 村 修 蔵
財団法人日本規格協会
中 川 昌 俊
財団法人日本規格協会
堀 田 東 男
社団法人軽金属溶接構造協会
池 原 康 允
ステンレス協会
鈴 木 宏
千代田プロテック株式会社川崎工場
二 村 幸 作
株式会社巴コーポレーション技術開発部
小見山 輝 彦
日本鋼管工事株式会社技術開発センター
森 三 郎
日本鋼管工事株式会社
中 村 稔
日本油脂株式会社技術部
佐 藤 千 年
日本ウェルディング・ロッド株式会社浜北製造所
中 井 洋 二
株式会社神戸製鋼所溶接事業部
松 本 剛 郎
川崎製鉄株式会社溶接棒営業部
松 本 茂
住金溶接工業株式会社技術部
宮 尾 信 昭
四国溶材株式会社
(事務局)
池 原 平 晋
社団法人日本溶接協会