Z 3321:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 品質······························································································································· 2
5.1 寸法及びその許容差並びに製品の状態················································································ 2
5.2 化学成分 ······················································································································ 3
6 試験方法························································································································· 5
6.1 ロットの決め方及びサンプリング方法················································································ 5
6.2 分析試験 ······················································································································ 5
7 検査方法························································································································· 6
8 製品の呼び方 ··················································································································· 6
9 表示······························································································································· 6
9.1 製品の表示 ··················································································································· 6
9.2 包装の表示 ··················································································································· 7
10 包装 ····························································································································· 7
11 検査証明書 ···················································································································· 7
附属書JA(参考)ISO 14343 System A ······················································································ 8
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 11
Z 3321:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 3321:2010は改正さ
れ,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3321:2013
溶接用ステンレス鋼溶加棒,
ソリッドワイヤ及び鋼帯
Stainless steel rods, wires and strip electrodes for welding
序文
この規格は,2002年に第1版として発行されたISO 14343を基に,技術的内容を変更して作成した日本
工業規格である。ISO 14343は,EN 12072と環太平洋地域で使用する規格との共存形であり,いずれかの
規格を異なる国際市場に適用して使用してもよいとしている。このため,この規格では環太平洋地域で使
用する規格に該当する部分(ISO 14343 System Bに相当)を本体に規定し,EN 12072に該当する部分(ISO
14343 System Aに相当)は,附属書JAに示す。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表をその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,ティグ溶接,ミグ溶接,帯状電極肉盛溶接などに用いるステンレス鋼溶加棒,ソリッドワ
イヤ及び鋼帯(以下,溶加材という。)について規定する。
なお,−196 ℃における低温じん性をもつ溶加材は,JIS Z 3327による。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14343:2002,Welding consumables−Wire electrodes, strip electrodes, wires and rods for fusion
welding of stainless and heat resisting steels−Classification(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 1201 鉄及び鋼−分析方法通則
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 2615 金属材料の炭素定量方法通則
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法

2
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544:2003,Welding consumables−Technical delivery conditions for welding
filler materials−Type of product, dimensions, tolerances and markings(MOD)
JIS Z 3327 極低温用オーステナイト系ステンレス鋼ティグ溶加棒及びソリッドワイヤ
JIS Z 3423 溶接材料の調達指針
注記 対応国際規格:ISO 14344:2002,Welding and allied processes−Flux and gas shielded electrical
welding processes−Procurement guidelines for consumables(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001-1及びJIS Z 3001-2による。
4
種類
溶加材の種類は,その形態及び化学成分によって区分する。溶加材の種類を示す記号の付け方は,次に
よる。
○○ ○○○
溶加材の化学成分を表す記号(表3による。)
ステンレス鋼溶加材を示す記号
YS:ステンレス鋼の溶加棒及びソリッドワイヤ
BS:ステンレス鋼帯
5
品質
5.1
寸法及びその許容差並びに製品の状態
溶加材の寸法及びその許容差並びに製品の状態は,次による。
a) 寸法及びその許容差,並びに製品の状態は,JIS Z 3200に適合しなければならない。
b) 溶加棒は直棒とし,代表的な寸法の例を表1に,単位包装の代表的な質量の例を表2に示す。
c) ソリッドワイヤは,単位質量ごとにスプール巻き若しくはコイル巻きにしたもの又はペールパックに
挿入したものとし,同一溶鋼から製造されたもので連続していなければならない。その代表的な寸法
の例を表1に,単位包装の代表的な質量の例を表2に示す。
d) 鋼帯はコイル状に巻き取った形状とし,同一溶鋼から製造されたもので連続していなければならない。
その代表的な寸法の例を表1に,単位包装の代表的な質量の例を表2に示す。
e) a)〜d) 以外の寸法及びその許容差並びに製品の状態は,受渡当事者間の協定による。
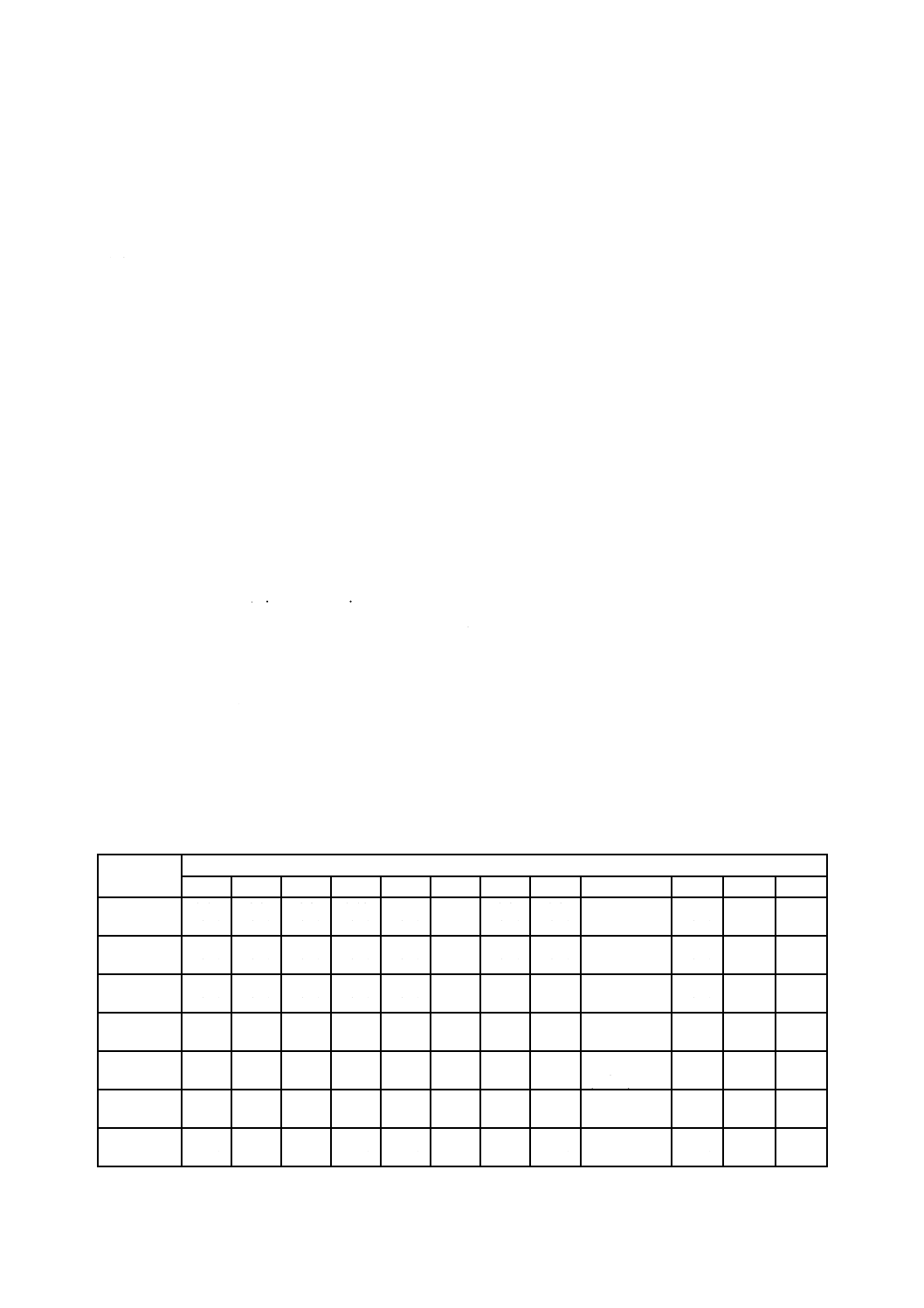
表1−溶加材の代表的な寸法の例
単位 mm
溶加棒
径
1.0 1.2 1.6 2.0 2.4 2.6 3.2 4.0 5.0
長さ
1 000
ソリッドワイヤ
径
0.8 1.0 1.2 1.6 2.0 2.4 2.6 3.2 4.0 4.8 5.0
鋼帯
厚さ
0.4 0.5
幅
25 37.5 50 60 75 90 150
3
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶加材単位包装の代表的な質量の例
単位 kg
溶加棒
5 20
ソリッドワイヤ(スプール巻き,コイル巻き)
5 10 12.5 20 25 75
ソリッドワイヤ(ペールパック)
100 125 200 250
鋼帯
20 25 50 60 120
5.2
化学成分
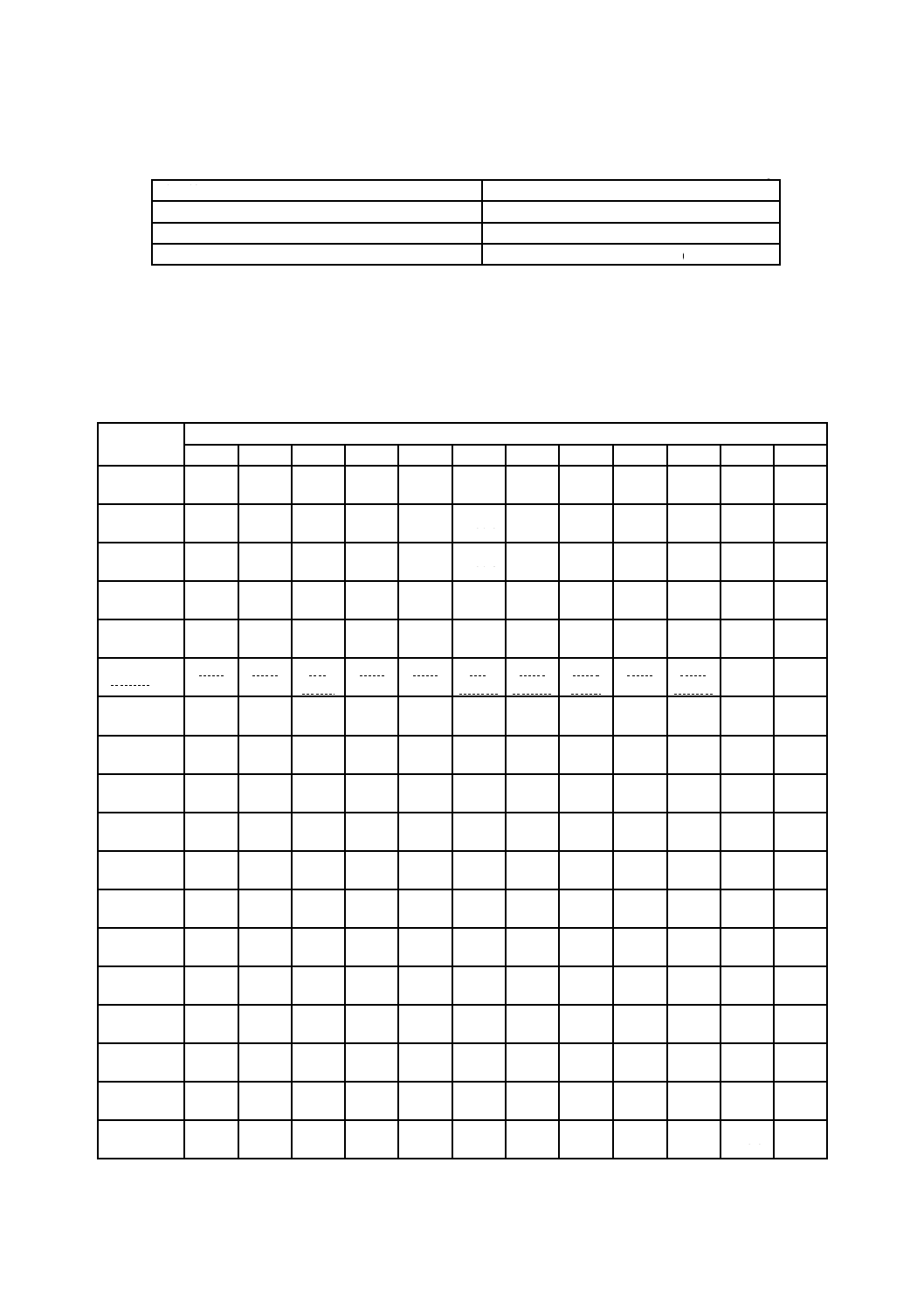
溶加材の化学成分は,箇条6の方法によって試験を行ったとき,表3に適合しなければならない。
表3−溶加材の化学成分
単位 %(質量分率)
化学成分を
表す記号
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb b)
Ti
307
0.04
〜0.14
0.65
以下
3.3
〜4.8
0.03
以下
0.03
以下
8.0
〜10.7
19.5
〜22.0
0.5
〜1.5
0.75
以下
−
−
−
308
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.75
以下
0.75
以下
−
−
−
308H
0.04
〜0.08
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.50
以下
0.75
以下
−
−
−
308Si
0.08
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.75
以下
0.75
以下
−
−
−
308Mo
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜12.0
18.0
〜21.0
2.0
〜3.0
0.75
以下
−
−
−
308N2
0.10
以下
0.90
以下
1.0
〜4.0
0.03
以下
0.03
以下
7.0
〜11.0
20.0
〜25.0
0.75
以下
0.75
以下
0.12
〜0.30
−
−
308L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.75
以下
0.75
以下
−
−
−
308LSi
0.03
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.5
〜22.0
0.75
以下
0.75
以下
−
−
−
308LMo
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜12.0
18.0
〜21.0
2.0
〜3.0
0.75
以下
−
−
−
309
0.12
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
0.75
以下
0.75
以下
−
−
−
309Si
0.12
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
0.75
以下
0.75
以下
−
−
−
309Mo
0.12
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
2.0
〜3.0
0.75
以下
−
−
−
309L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
0.75
以下
0.75
以下
−
−
−
309LD
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
10.0
〜12.0
21.0
〜24.0
0.75
以下
0.75
以下
−
−
−
309LSi
0.03
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
0.75
以下
0.75
以下
−
−
−
309LMo
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
2.0
〜3.0
0.75
以下
−
−
−
309LMoD
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
19.0
〜22.0
2.3
〜3.3
0.75
以下
−
−
−
309LNb
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
12.0
〜14.0
23.0
〜25.0
0.75
以下
0.75
以下
−
10×C
〜1.0
−
4
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
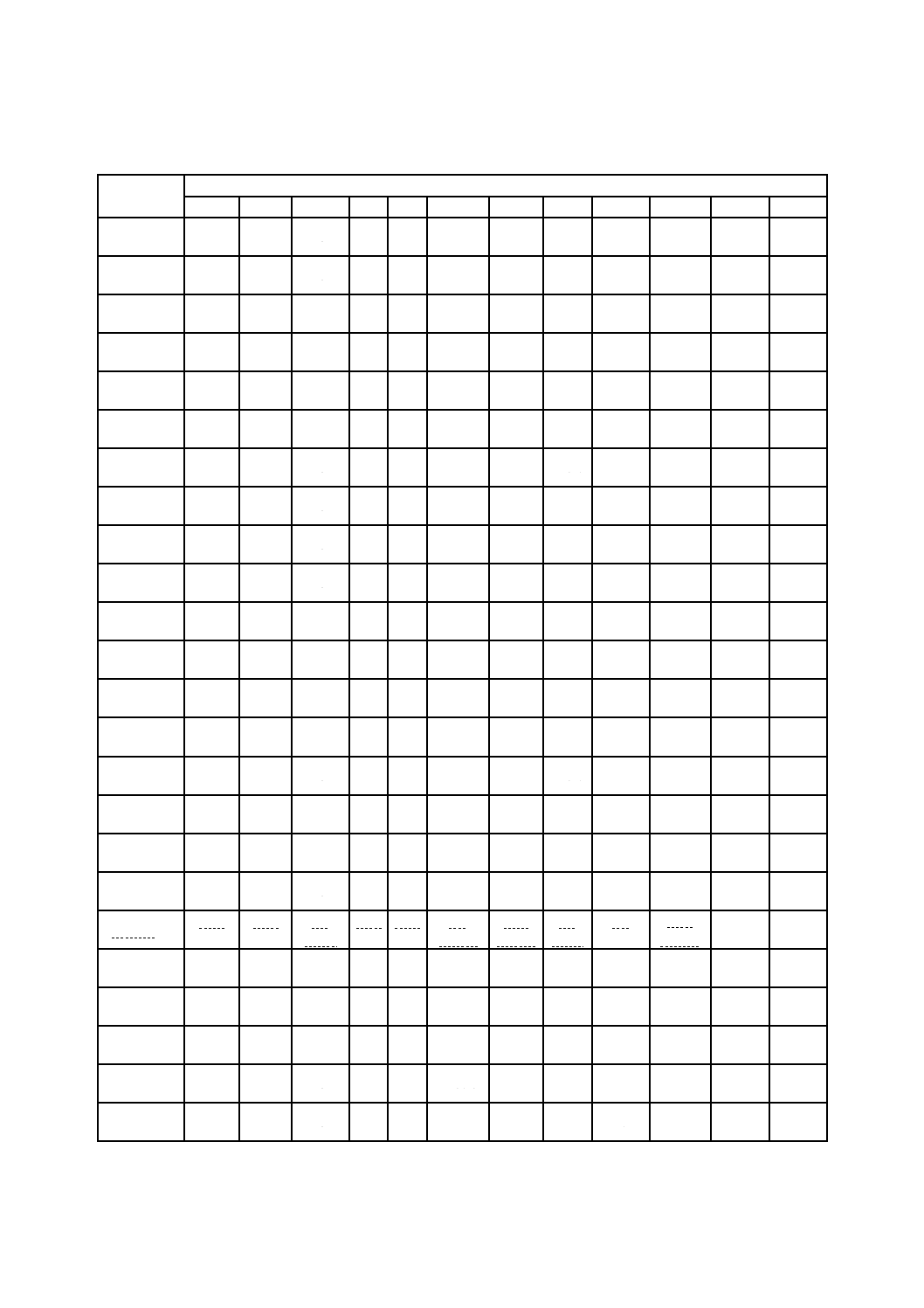
表3−溶加材の化学成分(続き)
単位 %(質量分率)
化学成分を
表す記号
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb b)
Ti
309LNbD
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜13.0
20.0
〜23.0
0.75
以下
0.75
以下
−
10×C
〜1.2
−
310
0.08
〜0.15
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
20.0
〜22.5
25.0
〜28.0
0.75
以下
0.75
以下
−
−
−
310S
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
20.0
〜22.5
25.0
〜28.0
0.75
以下
0.75
以下
−
−
−
310L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
20.0
〜22.5
25.0
〜28.0
0.75
以下
0.75
以下
−
−
−
312
0.15
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
8.0
〜10.5
28.0
〜32.0
0.75
以下
0.75
以下
−
−
−
316
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
−
−
316H
0.04
〜0.08
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
−
−
316Si
0.08
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
−
−
316L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
−
−
316LSi
0.03
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
−
−
316LCu
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
1.0
〜2.5
−
−
−
317
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
13.0
〜15.0
18.5
〜20.5
3.0
〜4.0
0.75
以下
−
−
−
317L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
13.0
〜15.0
18.5
〜20.5
3.0
〜4.0
0.75
以下
−
−
−
318
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
8×C
〜1.0
−
318L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
11.0
〜14.0
18.0
〜20.0
2.0
〜3.0
0.75
以下
−
8×C
〜1.0
−
320
0.07
以下
0.60
以下
2.5
以下
0.03
以下
0.03
以下
32.0
〜36.0
19.0
〜21.0
2.0
〜3.0
3.0
〜4.0
−
8×C
〜1.0
−
320LR
0.025
以下
0.15
以下
1.5
〜2.0
0.015
以下
0.02
以下
32.0
〜36.0
19.0
〜21.0
2.0
〜3.0
3.0
〜4.0
−
8×C
〜0.40
−
321
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜10.5
18.5
〜20.5
0.75
以下
0.75
以下
−
−
9×C
〜1.0
329J4L
0.03
以下
0.90
以下
0.5
〜2.5
0.03
以下
0.03
以下
8.0
〜11.0
23.0
〜27.0
3.0
〜4.5
1.0
以下
0.08
〜0.30
−
−
330
0.18
〜0.25
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
34.0
〜37.0
15.0
〜17.0
0.75
以下
0.75
以下
−
−
−
347
0.08
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.0
〜21.5
0.75
以下
0.75
以下
−
10×C
〜1.0
−
347Si
0.08
以下
0.65
〜1.00
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.0
〜21.5
0.75
以下
0.75
以下
−
10×C
〜1.0
−
347L
0.03
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
9.0
〜11.0
19.0
〜21.5
0.75
以下
0.75
以下
−
10×C
〜1.0
−
383
0.025
以下
0.50
以下
1.0
〜2.5
0.02
以下
0.03
以下
30.0
〜33.0
26.5
〜28.5
3.2
〜4.2
0.7
〜1.5
−
−
−
5
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
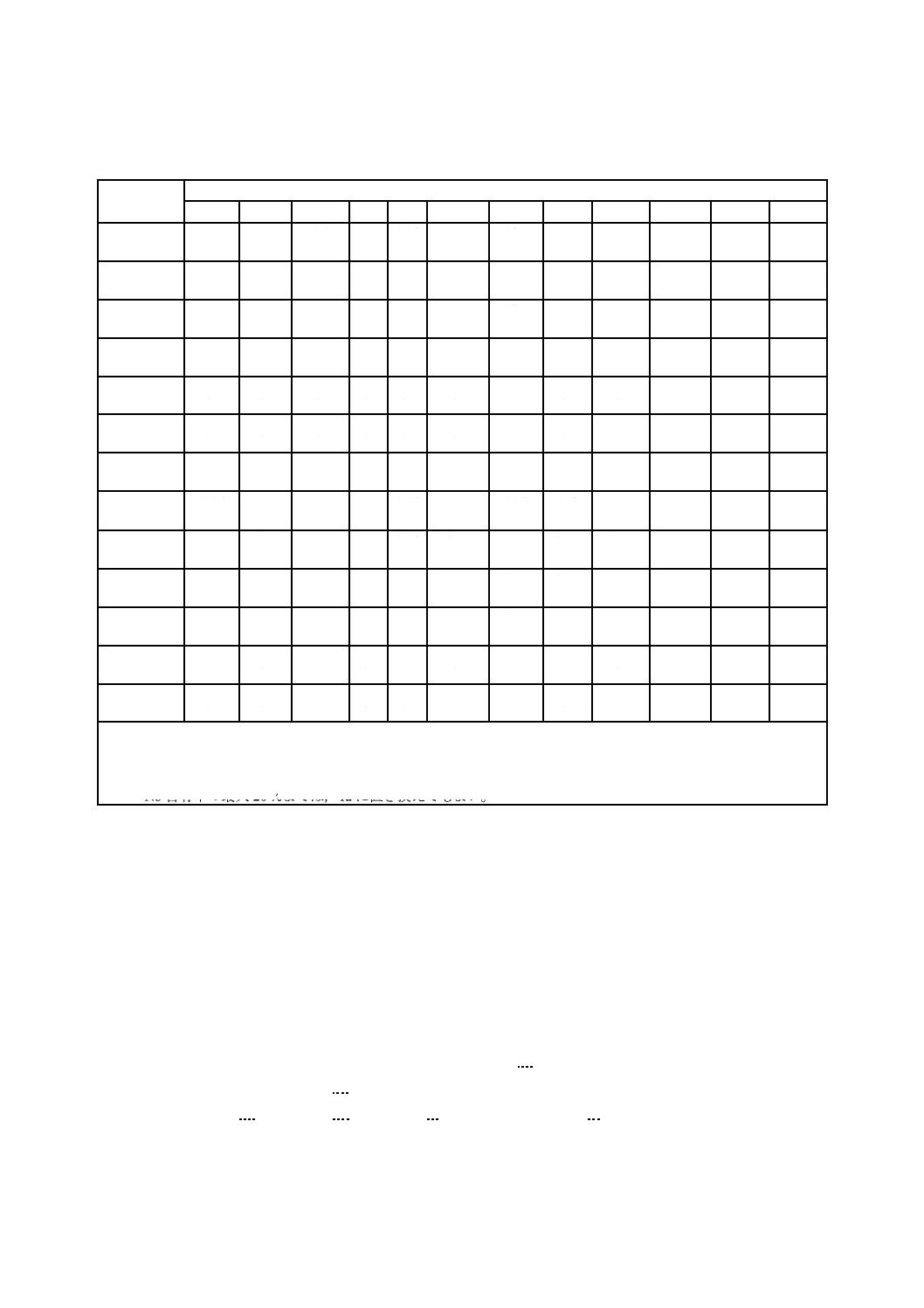
表3−溶加材の化学成分(続き)
単位 %(質量分率)
化学成分を
表す記号
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb b)
Ti
385
0.025
以下
0.50
以下
1.0
〜2.5
0.02
以下
0.03
以下
24.0
〜26.0
19.5
〜21.5
4.2
〜5.2
1.2
〜2.0
−
−
−
16-8-2
0.10
以下
0.65
以下
1.0
〜2.5
0.03
以下
0.03
以下
7.5
〜9.5
14.5
〜16.5
1.0
〜2.0
0.75
以下
−
−
−
19-10H
0.04
〜0.08
0.65
以下
1.0
〜2.0
0.03
以下
0.03
以下
9.0
〜11.0
18.5
〜20.0
0.25
以下
0.75
以下
−
0.05
以下
0.05
以下
2209
0.03
以下
0.90
以下
0.5
〜2.0
0.03
以下
0.03
以下
7.5
〜9.5
21.5
〜23.5
2.5
〜3.5
0.75
以下
0.08
〜0.20
−
−
409
0.08
以下
0.8
以下
0.8
以下
0.03
以下
0.03
以下
0.6
以下
10.5
〜13.5
0.50
以下
0.75
以下
−
−
10×C
〜1.5
409Nb
0.12
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
10.5
〜13.5
0.75
以下
0.75
以下
−
8×C
〜1.0
−
410
0.12
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
11.5
〜13.5
0.75
以下
0.75
以下
−
−
−
410NiMo
0.06
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
4.0
〜5.0
11.0
〜12.5
0.4
〜0.7
0.75
以下
−
−
−
420
0.25
〜0.40
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.75
以下
12.0
〜14.0
0.75
以下
0.75
以下
−
−
−
430
0.10
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
15.5
〜17.0
0.75
以下
0.75
以下
−
−
−
430Nb
0.10
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
15.5
〜17.0
0.75
以下
0.75
以下
−
8×C
〜1.2
−
430LNb
0.03
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
15.5
〜17.0
0.75
以下
0.75
以下
−
8×C
〜1.2
−
630
0.05
以下
0.75
以下
0.25
〜0.75
0.03
以下
0.03
以下
4.5
〜5.0
16.00
〜16.75
0.75
以下
3.25
〜4.00
−
0.15
〜0.30
−
注a) 分析は,この表に値を規定する元素に対して行わなければならない。ただし,通常の分析過程において他元
素の含有が認められ,Feを除くそれら他元素の合計が0.50 %(質量分率)を超える場合は,更なる分析を行
わなければならない。
b) Nb含有率の最大20 %までは,Taに置き換えてもよい。
6
試験方法
6.1
ロットの決め方及びサンプリング方法
溶加材のロット及びサンプリング方法は,JIS Z 3423に規定するロットサイズ及び試験スケジュールに
よる。
なお,適用する試験スケジュールにサンプリング方法の規定がない場合には,サンプリング方法は,製
造業者の社内規定による。
6.2
分析試験
分析試験は,次による。
a) 分析試験の一般事項及び溶鋼分析試料のとり方は,JIS G 0404の箇条8(化学成分)の規定による。
b) 製品分析試料のとり方は,JIS G 0321の箇条4(分析用試料採取方法)の規定による。
c) 分析方法は,JIS G 0320,JIS G 1201,JIS Z 2611及び/又はJIS Z 2615による。
d) 分析試験の再試験は,5.2の規定に適合しなかった元素についてだけ実施すればよい。
6
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
検査方法
検査方法は,次による。
a) 溶加材の検査項目は,JIS Z 3423に規定する試験スケジュールによる。
b) 検査は,溶加材のロットごとに,試験スケジュールに従い,箇条6によって試験し,該当する箇条5
の規定に適合しなければならない。
c) 試験スケジュールに従い,箇条6によって実施した分析試験の試験結果が,箇条5の規定に適合しな
かった場合には,適合しなかった元素について倍数の再試験を行い,そのいずれの試験結果も規定に
適合しなければならない。この場合の再試験のための試験片は,当初の試験材の残材から採取するか,
又は新たな試験板を用いて作製した試験材から採取する。また,分析試験において,当初の試験結果
が規定に適合した成分は,再試験を行わなくてもよい。
d) 試験片の作製から試験の実施を通して正規の手続きを行っていない試験を含み,試験結果が合否の判
定に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかか
わらず無効とする。無効となった試験は,正規の手続きに従って繰り返されなければならない。
なお,この場合は,c) に規定する再試験の対象とはしない。
8
製品の呼び方
製品の呼び方は,次による。
a) 溶加棒 種類,径及び長さによる。
例 YS308−3.2−1 000
b) ソリッドワイヤ 種類,径及び質量による。
例 YS410NiMo−1.2−12.5
c) 鋼帯 種類,寸法及び質量による。
例 BS309LMoD−0.4×50−25
9
表示
9.1
製品の表示
製品の表示は,JIS Z 3200によるほか,次による。
a) 溶加棒の種類の表示は,製造業者又は供給者の特定の製品の種類であることが識別できるように,端
面,若しくは端面及び側面に表4に規定する彩色を施すか,又は側面に種類を示す表示を行う。
b) 溶加棒の側面への彩色又は表示は,端面から50 mm以内に施す。
c) 溶加棒の種類を表示する場合,溶加棒の種類を示す記号に含まれる“YS”は省略してもよい。
d) ソリッドワイヤがスプール巻きの場合には,スプールに種類を示す表示を行う。コイル巻きの場合に
は,コイル巻きの内面又は外面に種類を示す表示を行う。ペールパックに入れている場合には,パッ
クに表示を行う。
e) 鋼帯の場合,コイル巻きの内面又は外面に種類を示す表示を行う。
7
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
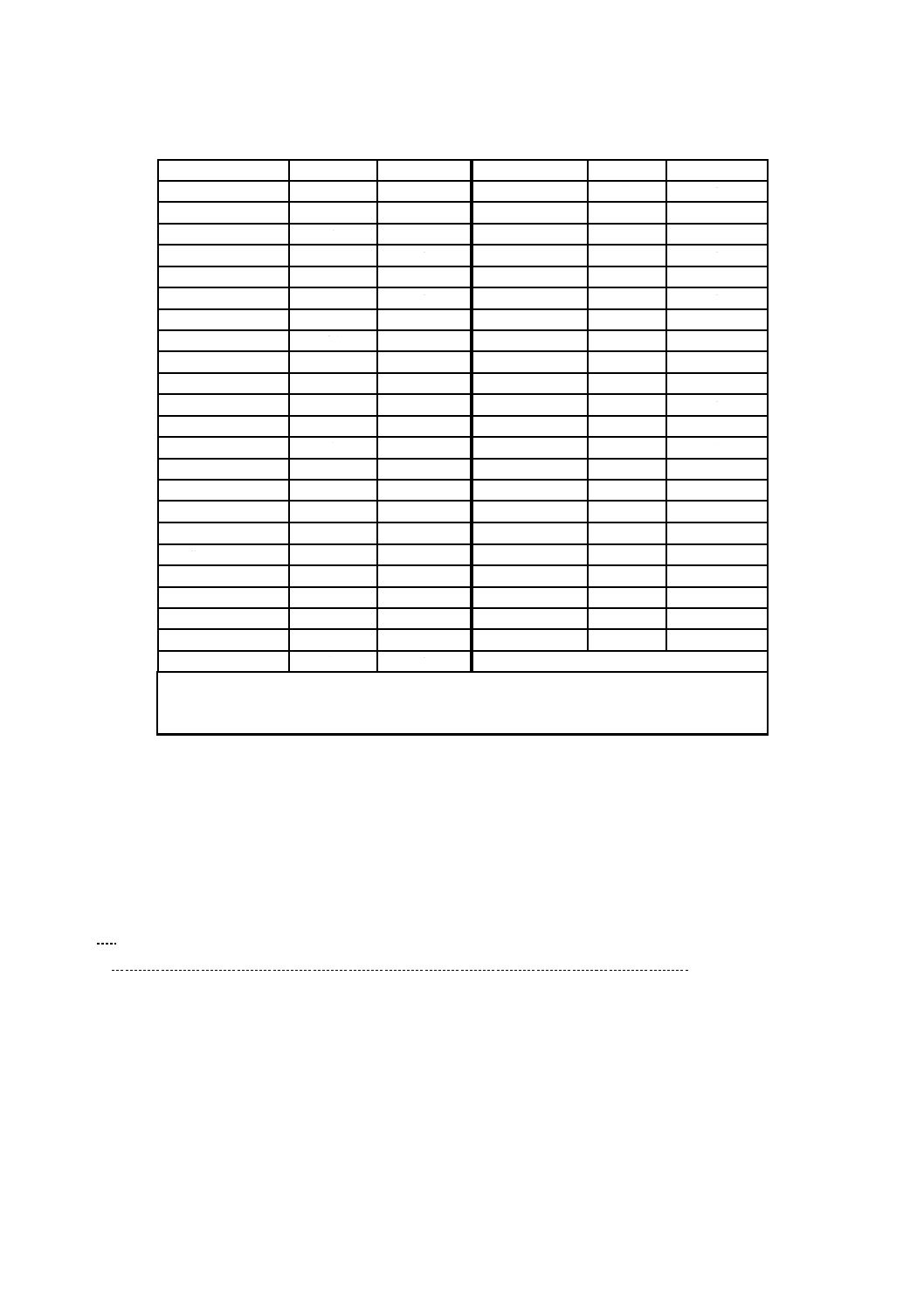
表4−溶加棒への彩色表示
種類
端面彩色
側面彩色
種類
端面彩色
側面彩色
YS307
赤紫
*
YS318L
緑
+
YS308
黄
*
YS320
+
*
YS308H
+
*
YS320LR
+
*
YS308Mo
+
*
YS321
黄緑
*
YS308N2
黄
*
YS329J4L
+
*
YS308L
赤
*
YS330
+
*
YS308LMo
+
*
YS347
青
*
YS309
黒
*
YS347L
青
*
YS309Mo
銀
−
YS383
+
*
YS309L
黄緑
*
YS385
+
*
YS309LMo
銀
+
YS16-8-2
白
*
YS309LNb
黒
+
YS19-10H
+
*
YS310
金
−
YS2209
+
*
YS310S
桃
−
YS409
+
*
YS310L
桃
+
YS409Nb
紫
+
YS312
緑
*
YS410
紫
−
YS316
白
*
YS410NiMo
+
*
YS316H
+
*
YS420
+
*
YS316L
緑
*
YS430
茶
−
YS316LCu
灰
−
YS430Nb
茶
+
YS317
褐
−
YS430LNb
+
*
YS317L
栗
*
YS630
橙
*
YS318
緑
+
+印に該当する溶加棒は,彩色を付けなければならない。ただし,彩色の種類は規定しない。
−印に該当する溶加棒は,彩色を付けてはならない。
*印に該当する溶加棒は,彩色を付けても,付けなくてもよい。
9.2
包装の表示
包装の表示は,JIS Z 3200による。
10 包装
包装は,JIS Z 3200による。
11 検査証明書
溶加材の検査証明書が求められた場合,その詳細は,受渡当事者間の協定による。
8
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
ISO 14343 System A
JA.0
序文
この附属書は,対応する国際規格の規定している“システムA”に相当し,本体の規定を補足するもの
であって,規定の一部ではない。
JA.1
適用範囲
この附属書は,ステンレス鋼及び耐熱鋼の溶加棒,ソリッドワイヤ及び鋼帯(以下,溶加材という。)に
ついて規定する。
JA.2
引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の一部を構成する。
ISO 544,Welding consumables−Technical delivery conditions for welding filler materials−Type of product,
dimensions, tolerances and markings
ISO 864,Arc welding−Solid and tubular cored wires which deposit carbon and carbon manganese steel−
Dimensions of wires, spools, rims and coils
ISO 14344,Welding and allied processes−Flux and gas shielded electrical welding processes−Procurement
guidelines for consumables
JA.3
溶加材の化学成分
溶加材の化学成分は,JA.4の方法によって試験を行ったとき,表JA.1の規定に適合しなければならな
い。
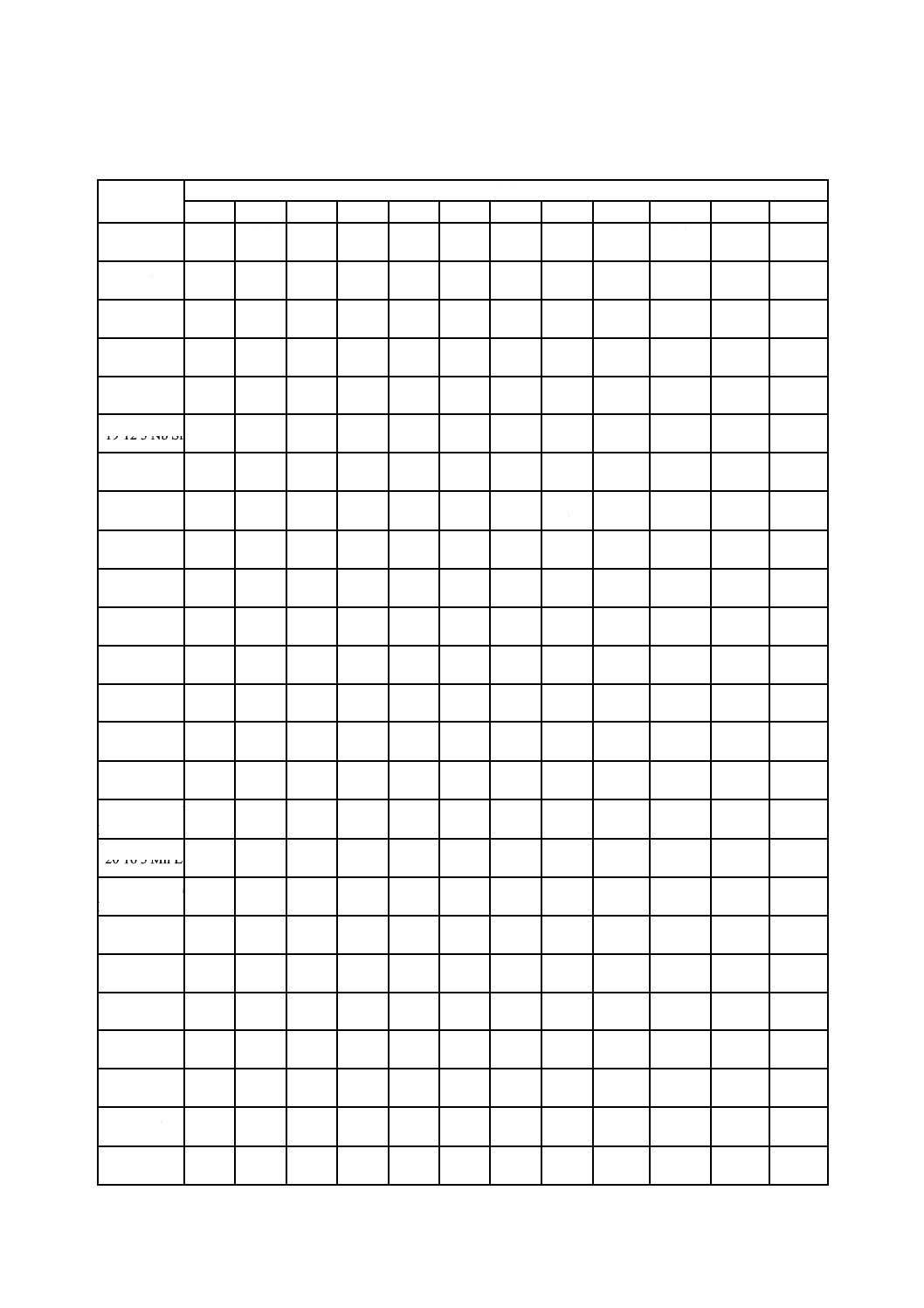
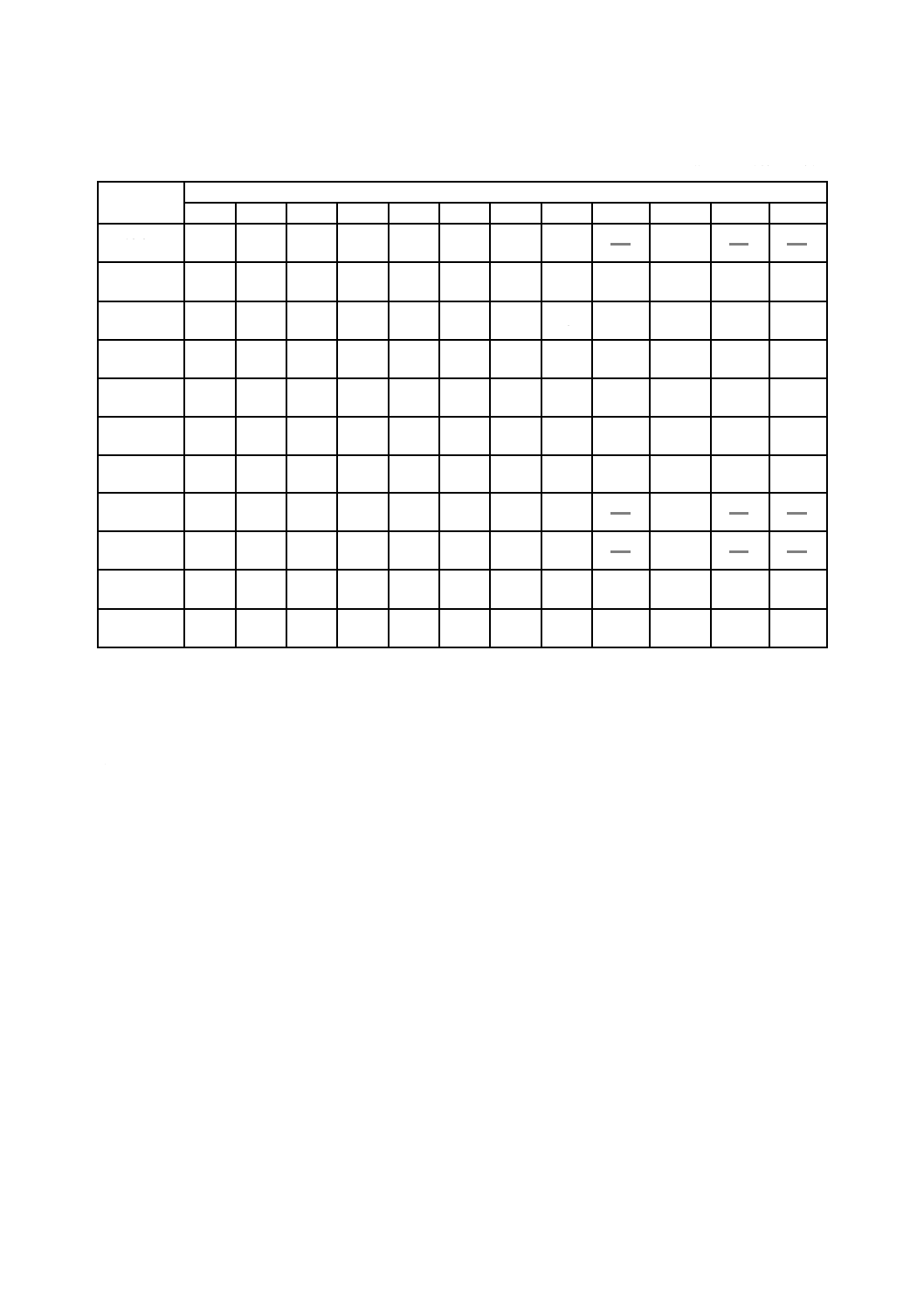
表JA.1−溶加材の化学成分
単位 %(質量分率)
化学成分を
表す記号
化学成分
C
Mn
Si
P
S
Cr
Ni
Mo
Nb
Cu
N
その他
13
0.15
以下
1.0
以下
1.0
以下
0.03
以下
0.02
以下
12.0
〜15.0
0.3
以下
0.3
以下
−
0.3
以下
−
−
13 L
0.05
以下
1.0
以下
1.0
以下
0.03
以下
0.02
以下
12.0
〜15.0
0.3
以下
0.3
以下
−
0.3
以下
−
−
13 4
0.05
以下
1.0
以下
1.0
以下
0.03
以下
0.02
以下
11.0
〜14.0
3.0
〜5.0
0.4
〜1.0
−
0.3
以下
−
−
17
0.12
以下
1.0
以下
1.0
以下
0.03
以下
0.02
以下
16.0
〜19.0
0.3
以下
0.3
以下
−
0.3
以下
−
−
18LNb
0.02
以下
0.8
以下
0.5
以下
0.03
以下
0.02
以下
17.8
〜18.8
0.5
以下
0.5
以下
0.05+7C
(C+N)〜0.5
0.75
以下
−
−
19 9 L
0.03
以下
1.0
〜2.5
0.65
以下
0.03
以下
0.03
以下
19.0
〜21.0
9.0
〜11.0
0.3
以下
−
0.3
以下
−
−
19 9 L Si
0.03
以下
1.0
〜2.5
0.65
〜1.2
0.03
以下
0.02
以下
19.0
〜21.0
9.0
〜11.0
0.3
以下
−
0.3
以下
−
−
9
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.1−溶加材の化学成分(続き)
単位 %(質量分率)
化学成分を
表す記号
化学成分
C
Mn
Si
P
S
Cr
Ni
Mo
Nb
Cu
N
その他
19 9 Nb
0.08
以下
1.0
〜2.5
0.65
以下
0.03
以下
0.02
以下
19.0
〜21.0
9.0
〜11.0
0.3
以下
10×C
〜1.0
0.3
以下
−
−
19 9 Nb Si
0.08
以下
1.0
〜2.5
0.65
〜1.2
0.03
以下
0.02
以下
19.0
〜21.0
9.0
〜11.0
0.3
以下
10×C
〜1.0
0.3
以下
−
−
19 12 3 L
0.03
以下
1.0
〜2.5
0.65
以下
0.03
以下
0.02
以下
18.0
〜20.0
11.0
〜14.0
2.5
〜3.0
−
0.3
以下
−
−
19 12 3 L Si
0.03
以下
1.0
〜2.5
0.65
〜1.2
0.03
以下
0.02
以下
18.0
〜20.0
11.0
〜14.0
2.5
〜3.0
−
0.3
以下
−
−
19 12 3 Nb
0.08
以下
1.0
〜2.5
0.65
以下
0.03
以下
0.02
以下
18.0
〜20.0
11.0
〜14.0
2.5
〜3.0
10×C
〜1.0
0.3
以下
−
−
19 12 3 Nb Si 0.08
以下
1.0
〜2.5
0.65
〜1.2
0.03
以下
0.02
以下
18.0
〜20.0
11.0
〜14.0
2.5
〜3.0
10×C
〜1.0
0.3
以下
−
−
22 9 3 N L
0.03
以下
2.5
以下
1.0
以下
0.03
以下
0.02
以下
21.0
〜24.0
7.0
〜10.0
2.5
〜4.0
−
0.3
以下
0.10
〜0.20
−
25 7 2 L
0.03
以下
2.5
以下
1.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
6.0
〜8.0
1.5
〜2.5
−
0.3
以下
−
−
25 9 3 Cu N
L
0.03
以下
2.5
以下
1.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
8.0
〜11.0
2.5
〜4.0
−
1.5
〜2.5
0.10
〜0.20
−
25 9 4 N L
0.03
以下
2.5
以下
1.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
8.0
〜10.5
2.5
〜4.0
−
1.5
以下
0.20
〜0.30
W 1.0
以下
18 15 3 L
0.03
以下
1.0
〜4.0
1.0
以下
0.03
以下
0.02
以下
17.0
〜20.0
13.0
〜16.0
2.5
〜4.0
−
0.3
以下
−
−
18 16 5 N L
0.03
以下
1.0
〜4.0
1.0
以下
0.03
以下
0.02
以下
17.0
〜20.0
16.0
〜19.0
3.5
〜5.0
−
0.3
以下
0.10
〜0.20
−
19 13 4 L
0.03
以下
1.0
〜5.0
1.0
以下
0.03
以下
0.02
以下
17.0
〜20.0
12.0
〜15.0
3.0
〜4.5
−
0.3
以下
−
−
19 13 4 N L
0.03
以下
1.0
〜5.0
1.0
以下
0.03
以下
0.02
以下
17.0
〜20.0
12.0
〜15.0
3.0
〜4.5
−
0.3
以下
0.10
〜0.20
−
20 25 5 Cu L
0.03
以下
1.0
〜4.0
1.0
以下
0.03
以下
0.02
以下
19.0
〜22.0
24.0
〜27.0
4.0
〜6.0
−
1.0
〜2.0
−
−
20 25 5 Cu N
L
0.03
以下
1.0
〜4.0
1.0
以下
0.03
以下
0.02
以下
19.0
〜22.0
24.0
〜27.0
4.0
〜6.0
−
1.0
〜2.0
0.10
〜0.20
−
20 16 3 Mn L 0.03
以下
5.0
〜9.0
1.0
以下
0.03
以下
0.02
以下
19.0
〜22.0
15.0
〜18.0
2.5
〜4.5
−
0.3
以下
−
−
20 16 3 Mn
N L
0.03
以下
5.0
〜9.0
1.0
以下
0.03
以下
0.02
以下
19.0
〜22.0
15.0
〜18.0
2.5
〜4.5
−
0.3
以下
0.10
〜0.20
−
25 22 2 N L
0.03
以下
3.5
〜6.5
1.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
21.0
〜24.0
1.5
〜3.0
−
0.3
以下
0.10
〜0.20
−
27 31 4 Cu L
0.03
以下
1.0
〜3.0
1.0
以下
0.03
以下
0.02
以下
26.0
〜29.0
30.0
〜33.0
3.0
〜4.5
−
0.7
〜1.5
−
−
18 8 Mn
0.20
以下
5.0
〜8.0
1.2
以下
0.03
以下
0.03
以下
17.0
〜20.0
7.0
〜10.0
0.3
以下
−
0.3
以下
−
−
20 10 3
0.12
以下
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
18.0
〜21.0
8.0
〜12.0
1.5
〜3.5
−
0.3
以下
−
−
23 12 L
0.03
以下
1.0
〜2.5
0.65
以下
0.03
以下
0.02
以下
22.0
〜25.0
11.0
〜14.0
0.3
以下
−
0.3
以下
−
−
23 12 L Si
0.03
以下
1.0
〜2.5
0.65
〜1.2
0.03
以下
0.02
以下
22.0
〜25.0
11.0
〜14.0
0.3
以下
−
0.3
以下
−
−
23 12 Nb
0.08
以下
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
22.0
〜25.0
11.0
〜14.0
0.3
以下
10×C
〜1.0
0.3
以下
−
−
10
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.1−溶加材の化学成分(続き)
単位 %(質量分率)
化学成分を
表す記号
化学成分
C
Mn
Si
P
S
Cr
Ni
Mo
Nb
Cu
N
その他
23 12 2 L
0.03
以下
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
21.0
〜25.0
11.0
〜15.5
2.0
〜3.5
−
0.3
以下
−
−
29 9
0.15
以下
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
28.0
〜32.0
8.0
〜12.0
0.3
以下
−
0.3
以下
−
−
16 8 2
0.10
以下
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
14.5
〜16.5
7.5
〜9.5
1.0
〜2.5
−
0.3
以下
−
−
19 9 H
0.04
〜0.08
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
18.0
〜21.0
9.0
〜11.0
0.3
以下
−
0.3
以下
−
−
19 12 3 H
0.04
〜0.08
1.0
〜2.5
1.0
以下
0.03
以下
0.02
以下
18.0
〜20.0
11.0
〜14.0
2.0
〜3.0
−
0.3
以下
−
−
22 12 H
0.04
〜0.15
1.0
〜2.5
2.0
以下
0.03
以下
0.02
以下
21.0
〜24.0
11.0
〜14.0
0.3
以下
−
0.3
以下
−
−
25 4
0.15
以下
1.0
〜2.5
2.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
4.0
〜6.0
0.3
以下
−
0.3
以下
−
−
25 20
0.08
〜0.15
1.0
〜2.5
2.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
18.0
〜22.0
0.3
以下
−
0.3
以下
−
−
25 20 H
0.35
〜0.45
1.0
〜2.5
2.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
18.0
〜22.0
0.3
以下
−
0.3
以下
−
−
25 20 Mn
0.08
〜0.15
2.5
〜5.0
2.0
以下
0.03
以下
0.02
以下
24.0
〜27.0
18.0
〜22.0
0.3
以下
−
0.3
以下
−
−
18 36 H
0.18
〜0.25
1.0
〜2.5
0.4
〜2.0
0.03
以下
0.02
以下
15.0
〜19.0
33.0
〜37.0
0.3
以下
−
0.3
以下
−
−
JA.4
溶加材の分析試験
溶加材の分析は,次による。
a) 分析方法は,確立された方法でよい。
b) 分析試料は,製品から採取する。
JA.5
技術的受渡条件
製品の受渡条件は,ISO 544,ISO 864及びISO 14344による。
11
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
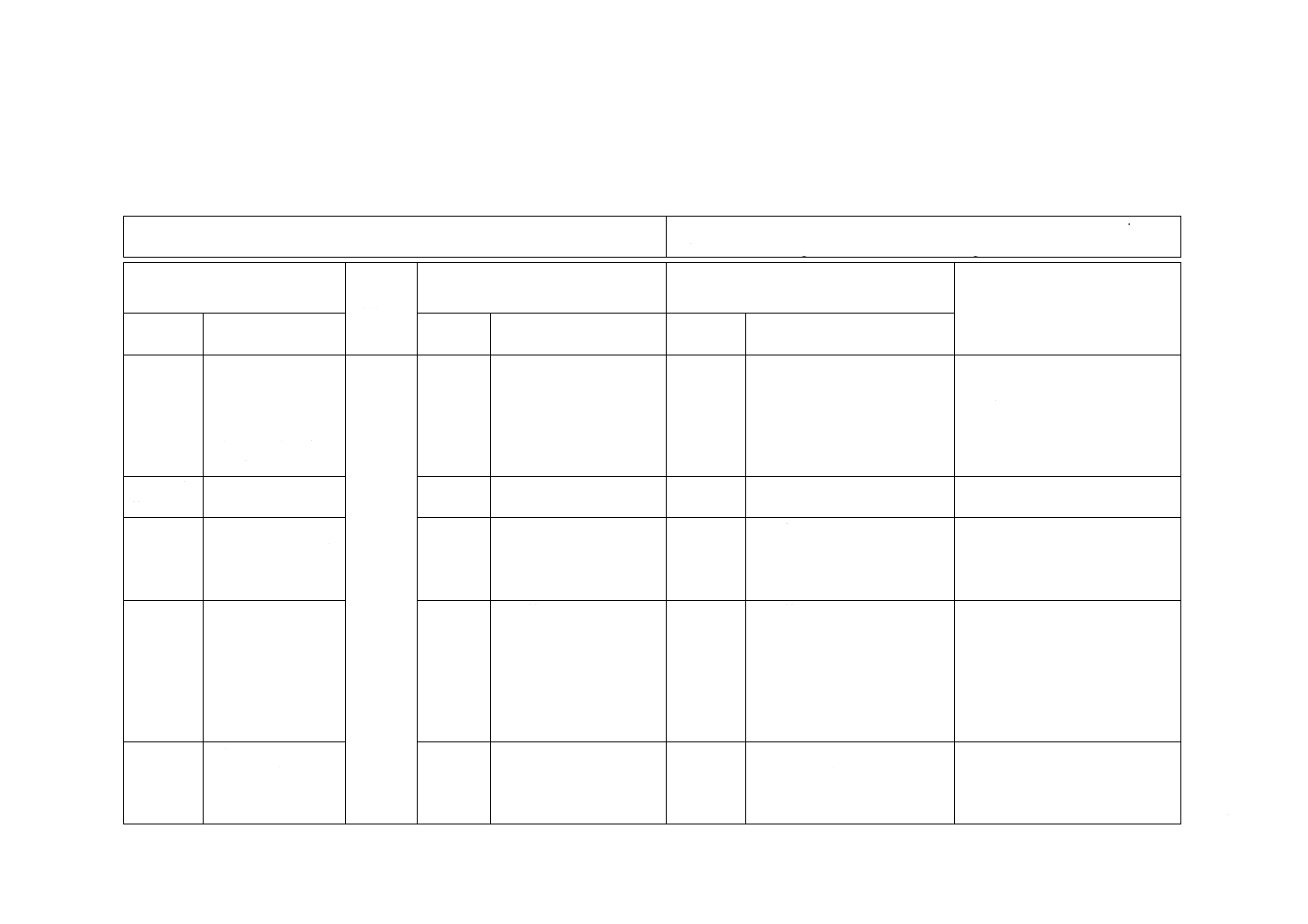
JIS Z 3321:2013 溶接用ステンレス鋼溶加棒,ソリッドワイヤ及び鋼帯
ISO 14343:2002 Welding consumables−Wire electrodes, strip electrodes, wires and
rods for fusion welding of stainless and heat resisting steels−Classification
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
対応国際規格(ISO
14343)の環太平洋
地域で使用する規
格に該当する部分
(System B)を採用
し規定。
1
EN 12072に該当する部分
(System A)及びSystem
Bを規定。
削除
JISは,System Bを規定した。 対応国際規格では,System A又は
System Bのいずれを選択しても
よいとしている。
2 引用規
格
3 用語及
び定義
JIS Z 3001-1及び
JIS Z 3001-2によ
る。
3
rod,wire,wire electrode
の3用語を規定
追加
JISは,JIS Z 3001-1及びJIS Z
3001-2を引用することによっ
て,ISO規格で規定した3用語
を規定した。
ISOへ追加提案する。
4 種類
ステンレス鋼溶加
材を示す記号とし
て,溶加棒及びソリ
ッドワイヤについ
ては“YS”,鋼帯に
ついては“BS”と規
定。
4
溶加棒及びソリッドワイ
ヤについては,“SS”と規
定
変更
溶加棒及びソリッドワイヤに
ついて,“YS”を適用した。
溶加棒及びソリッドワイヤにつ
いて,“SS”を適用すると,JIS G
3101と混同するおそれがあるた
め。
5 品質
5.1 b) 代表的な寸法
及び単位包装の代
表的な質量の例を
規定。
7
−
追加
ISO規格にはない代表的な寸
法及び単位包装の代表的な質
量の例を追加した。
ISOへ追加提案する。
2
Z
3
3
2
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
Z 3321:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
5.2 溶加材の化学成
分を規定。
4.2
−
追加
ISO規格にはない308N2,
329J4Lを追加した。
ISOへ追加提案する。
6 試験方
法
6
一致
7 検査方
法
7
一致
8 製品の
呼び方
8
種類で表示
追加
溶加棒は径及び長さ,ソリッド
ワイヤは径及び質量,鋼帯は寸
法及び質量を追加した。
ISOへ追加提案する。
9 表示
9.1 b) 側面への彩色
又は表示の方法に
ついて規定。
7
側面への彩色又は表示の
方法に関する規定なし
追加
端面から50 mm以内とした。
ISOへ追加提案する。
10 包装
7
一致
11 検査証
明書
溶加材の検査証明
書が求められた場
合,詳細は受渡当事
者間の協定による
ことを規定。
−
追加
検査証明書に関する項目を追
加した。
ISOへ追加提案する。
附属書JA
(参考)
ISO 14343 System A
JISと国際規格との対応の程度の全体評価:ISO 14343:2002,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
3
2
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。