Z 3317:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号の付け方 ······································································································· 2
5 品質······························································································································· 3
5.1 溶加材及びソリッドワイヤの寸法及びその許容差並びに製品の状態 ········································· 3
5.2 溶加材及びソリッドワイヤの化学成分················································································ 3
5.3 溶着金属の機械的性質 ···································································································· 5
6 試験方法························································································································· 6
6.1 ロットの決め方 ············································································································· 6
6.2 溶加材及びソリッドワイヤの分析試験················································································ 7
6.3 溶着金属の引張試験 ······································································································· 7
7 検査方法························································································································· 8
8 製品の呼び方 ··················································································································· 9
9 包装······························································································································ 10
10 表示 ···························································································································· 10
10.1 製品の表示 ················································································································· 10
10.2 包装の表示 ················································································································· 10
11 検査証明書 ··················································································································· 10
附属書A(参考)ISO 21952 System A ······················································································ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 16
Z 3317:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS Z 3317:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 3317:2011
モリブデン鋼及びクロムモリブデン鋼用
ガスシールドアーク溶接溶加棒及びソリッドワイヤ
Solid wire electrodes, wires and rods for gas-shielded arc welding of
molybdenum steel and chromium molybdenum steel
序文
この規格は,2007年に第1版として発行されたISO 21952を翻訳し,技術的内容を変更して作成した日
本工業規格である。ISO 21952は,EN 12070と環太平洋地域で使用する規格との共存形であり,共存する
両方又はどちらかの規格を特定の市場に適用してもよいとしている。このため,環太平洋地域で使用され
ている規格に該当する部分(ISO 21952 System B)を本体で示し,EN 12070に該当する部分(ISO 21952
System A)は,参考として附属書Aに示す。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,モリブデン鋼及びクロムモリブデン鋼に用いるティグ溶接に使用するソリッド溶加棒及び
ソリッド溶加ワイヤ(以下,両者を総称して溶加材という。)並びにマグ溶接及びミグ溶接に使用するソリ
ッドワイヤについて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 21952:2007,Welding consumables−Wire electrodes, wires, rods and deposits for gas-shielded arc
welding of creep-resisting steels−Classification(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0320 鋼材の溶鋼分析方法
JIS G 3103 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 4109 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4110 高温圧力容器用高強度クロムモリブデン鋼及びクロムモリブデンバナジウム鋼鋼板
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
2
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3111 溶着金属の引張及び衝撃試験方法
注記 対応国際規格:ISO 15792-1,Welding consumables−Test methods−Part 1: Test methods for
all-weld metal test specimens in steel, nickel and nickel alloys(MOD)
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544,Welding consumables−Technical delivery conditions for welding filler
materials−Type of product, dimensions, tolerances and markings(MOD)
JIS Z 3253 溶接及び熱切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Gases and gas mixtures for fusion welding and
allied processes(MOD)
JIS Z 3423 溶接材料の調達指針
注記 対応国際規格:ISO 14344,Welding consumables−Procurement of filler materials and fluxes
(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0203,JIS Z 3001-1及びJIS Z 3001-2によるほか,次によ
る。
3.1
ソリッド溶加棒(solid rods)
ティグ溶接に使用する中空でない断面同質の溶加棒。
3.2
ソリッド溶加ワイヤ(solid wires)
ティグ溶接に使用するソリッドワイヤ。
3.3
溶加材
ティグ溶接に使用するソリッド溶加棒及びソリッド溶加ワイヤ。
3.4
ソリッドワイヤ(solid wires)
マグ溶接及びミグ溶接に使用するソリッドワイヤ。
4
種類及び記号の付け方
溶加材及びソリッドワイヤの種類は,溶接方法,溶着金属の機械的性質,シールドガスの種類並びに溶
加材及びソリッドワイヤの化学成分によって区分し,記号の付け方は,図1による。
3
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接方法の記号
G:マグ溶接及びミグ溶接
W:ティグ溶接
溶着金属の機械的性質の記号a)(表2による。)
シールドガスの種類の記号
マグ溶接及びミグ溶接
C:JIS Z 3253に規定するC1 炭酸ガス
M:JIS Z 3253に規定するM2 1で,炭酸ガス15 %〜25 %(体積分率)とアル
ゴンとの混合ガス
A:JIS Z 3253に規定するM1 3で,酸素1 %〜3 %(体積分率)とアルゴンと
の混合ガス
G:受渡当事者間の協定による上記以外のガス
ティグ溶接
記号なし:JIS Z 3253に規定するI1 アルゴン
溶加材及びソリッドワイヤの化学成分の記号a)(表1による。)
○ ○○○-○○○
注a) 溶着金属の機械的性質の記号と溶加材及びソリッドワイヤの化学成分の記号との組合せは,表2による。
図1−溶加材及びソリッドワイヤの種類の記号の付け方
5
品質
5.1
溶加材及びソリッドワイヤの寸法及びその許容差並びに製品の状態
寸法及びその許容差並びに製品の状態は,JIS Z 3200の規定に適合しなければならない。
5.2
溶加材及びソリッドワイヤの化学成分
溶加材及びソリッドワイヤの化学成分は,6.2の方法によって試験を行ったとき,表1の規定に適合しな
ければならない。
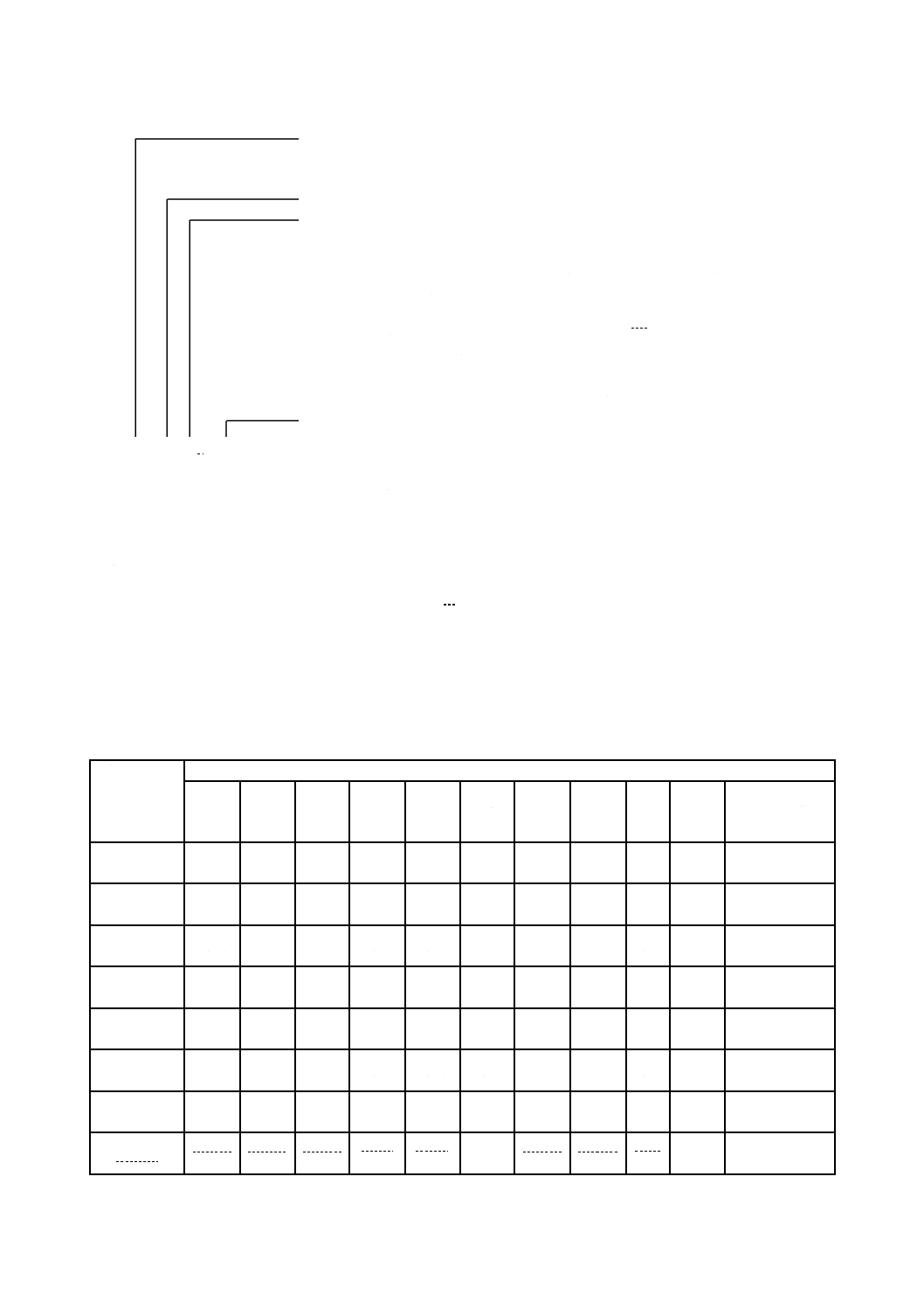
表1−溶加材及びソリッドワイヤの化学成分
単位 %(質量分率)
溶加材及び
ソリッドワ
イヤの化学
成分の記号
化学成分a),b)
C
Si
Mn
P
S
Ni
Cr
Mo
Cuc)
V
その他の成分
1M3
0.12
以下
0.30〜
0.70
1.30
以下
0.025
以下
0.025
以下
0.20
以下
−
0.40〜
0.65
0.35
以下
−
−
3M3
0.12
以下
0.60〜
0.90
1.10〜
1.60
0.025
以下
0.025
以下
−
−
0.40〜
0.65
0.50
以下
−
−
3M3T
0.12
以下
0.40〜
1.00
1.00〜
1.80
0.025
以下
0.025
以下
−
−
0.40〜
0.65
0.50
以下
−
Ti 0.02〜0.30
CM
0.12
以下
0.10〜
0.40
0.20〜
1.00
0.025
以下
0.025
以下
−
0.40〜
0.90
0.40〜
0.65
0.40
以下
−
−
CMT
0.12
以下
0.30〜
0.90
1.00〜
1.80
0.025
以下
0.025
以下
−
0.30〜
0.70
0.40〜
0.65
0.40
以下
−
Ti 0.02〜0.30
1CM
0.07〜
0.12
0.40〜
0.70
0.40〜
0.70
0.025
以下
0.025
以下
0.20
以下
1.20〜
1.50
0.40〜
0.65
0.35
以下
−
−
1CM1
0.12
以下
0.20〜
0.50
0.60〜
0.90
0.025
以下
0.025
以下
−
1.00〜
1.60
0.30〜
0.65
0.40
以下
−
−
1CM1J
0.05〜
0.15
0.10〜
0.40
0.70〜
1.00
0.025
以下
0.025
以下
−
1.00〜
1.60
0.30〜
0.65
0.40
以下
−
−
4
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
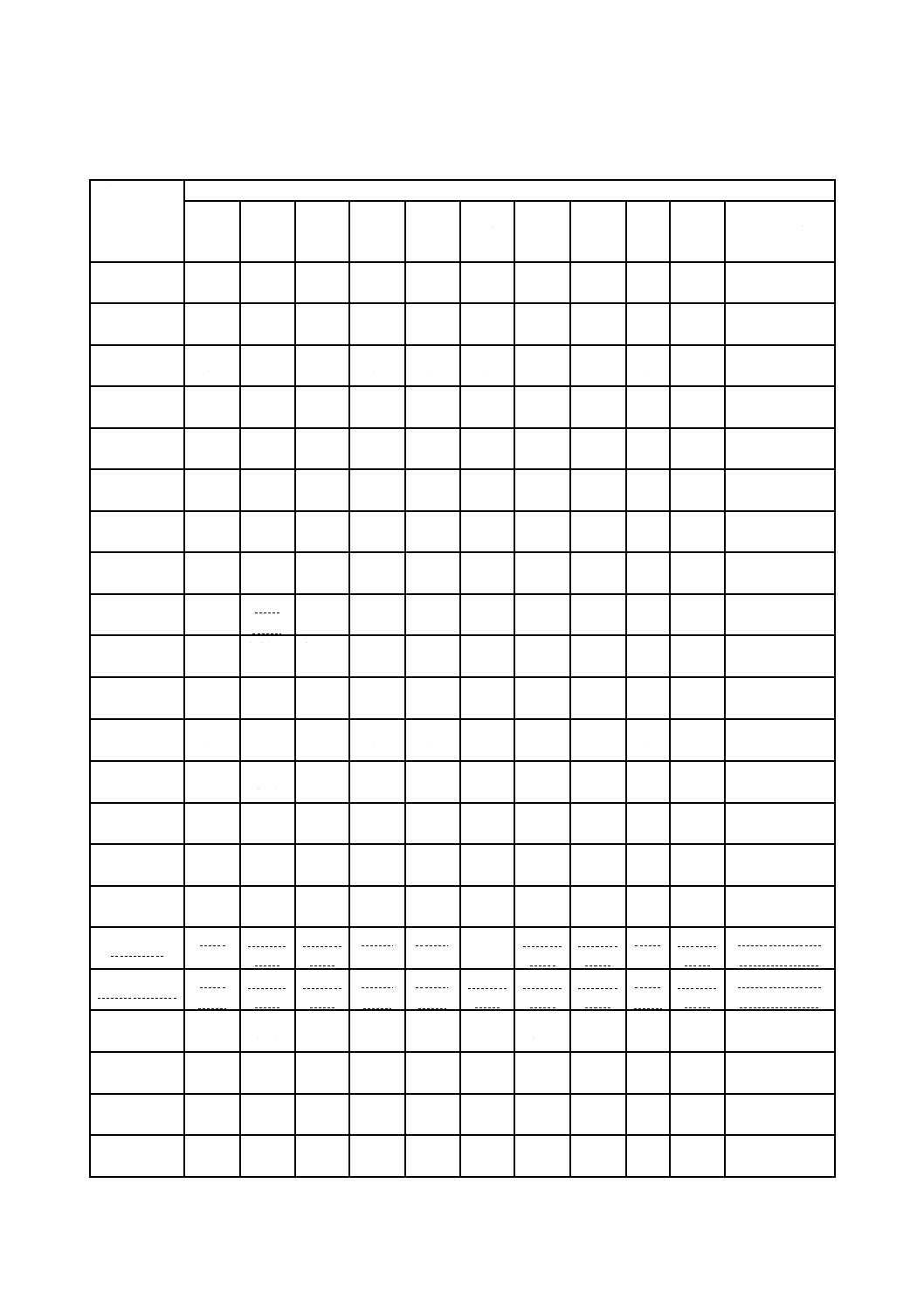
表1−溶加材及びソリッドワイヤの化学成分(続き)
単位 %(質量分率)
溶加材及び
ソリッドワ
イヤの化学
成分の記号
化学成分a),b)
C
Si
Mn
P
S
Ni
Cr
Mo
Cuc)
V
その他の成分
1CM2
0.05〜
0.15
0.15〜
0.40
1.60〜
2.00
0.025
以下
0.025
以下
−
1.00〜
1.60
0.40〜
0.65
0.40
以下
−
−
1CM3
0.12
以下
0.30〜
0.90
0.80〜
1.50
0.025
以下
0.025
以下
−
1.00〜
1.60
0.40〜
0.65
0.40
以下
−
−
1CML
0.05
以下
0.40〜
0.70
0.40〜
0.70
0.025
以下
0.025
以下
0.20
以下
1.20〜
1.50
0.40〜
0.65
0.35
以下
−
−
1CML1
0.05
以下
0.20〜
0.80
0.80〜
1.40
0.025
以下
0.025
以下
−
1.00〜
1.60
0.40〜
0.65
0.40
以下
−
−
1CMT
0.05〜
0.15
0.30〜
0.90
0.80〜
1.50
0.025
以下
0.025
以下
−
1.00〜
1.60
0.40〜
0.65
0.40
以下
−
Ti 0.02〜0.30
1CMT1
0.12
以下
0.30〜
0.90
1.20〜
1.90
0.025
以下
0.025
以下
−
1.00〜
1.60
0.40〜
0.65
0.40
以下
−
Ti 0.02〜0.30
2C1M
0.07〜
0.12
0.40〜
0.70
0.40〜
0.70
0.025
以下
0.025
以下
0.20
以下
2.30〜
2.70
0.90〜
1.20
0.35
以下
−
−
2C1M1
0.05〜
0.15
0.10〜
0.50
0.30〜
0.60
0.025
以下
0.025
以下
−
2.10〜
2.70
0.85〜
1.20
0.40
以下
−
−
2C1M2
0.05〜
0.15
0.60
以下
0.50〜
1.20
0.025
以下
0.025
以下
−
2.10〜
2.70
0.85〜
1.20
0.40
以下
−
−
2C1M3
0.12
以下
0.30〜
0.90
0.75〜
1.50
0.025
以下
0.025
以下
−
2.10〜
2.70
0.90〜
1.20
0.40
以下
−
−
2C1ML
0.05
以下
0.40〜
0.70
0.40〜
0.70
0.025
以下
0.025
以下
0.20
以下
2.30〜
2.70
0.90〜
1.20
0.35
以下
−
−
2C1ML1
0.05
以下
0.30〜
0.90
0.80〜
1.40
0.025
以下
0.025
以下
−
2.10〜
2.70
0.90〜
1.20
0.40
以下
−
−
2C1MV
0.05〜
0.15
0.10〜
0.50
0.20〜
1.00
0.025
以下
0.025
以下
−
2.10〜
2.70
0.85〜
1.20
0.40
以下
0.15〜
0.50
−
2C1MV1
0.12
以下
0.10〜
0.70
0.80〜
1.60
0.025
以下
0.025
以下
−
2.10〜
2.70
0.90〜
1.20
0.40
以下
0.15〜
0.50
−
2C1MT
0.05〜
0.15
0.35〜
0.80
0.75〜
1.50
0.025
以下
0.025
以下
−
2.10〜
2.70
0.90〜
1.20
0.40
以下
−
Ti 0.02〜0.30
2C1MT1
0.04〜
0.12
0.20〜
0.80
1.60〜
2.30
0.025
以下
0.025
以下
−
2.10〜
2.70
0.90〜
1.20
0.40
以下
−
Ti 0.02〜0.30
2CMWV
0.12
以下
0.10〜
0.70
0.20〜
1.00
0.020
以下
0.010
以下
−
2.00〜
2.60
0.40〜
0.65
0.40
以下
0.10〜
0.50
Nb 0.01〜0.08
W 1.00〜2.00
2CMWV−Ni
0.12
以下
0.10〜
0.70
0.80〜
1.60
0.020
以下
0.010
以下
0.30〜
1.00
2.00〜
2.60
0.05〜
0.30
0.40
以下
0.10〜
0.50
Nb 0.01〜0.08
W 1.00〜2.00
3C1M
0.12
以下
0.10〜
0.70
0.50〜
1.20
0.025
以下
0.025
以下
−
2.75〜
3.75
0.90〜
1.20
0.40
以下
−
−
3C1MV
0.05〜
0.15
0.50
以下
0.20〜
1.00
0.025
以下
0.025
以下
−
2.75〜
3.75
0.90〜
1.20
0.40
以下
0.15〜
0.50
−
3C1MV1
0.12
以下
0.10〜
0.70
0.80〜
1.60
0.025
以下
0.025
以下
−
2.75〜
3.75
0.90〜
1.20
0.40
以下
0.15〜
0.50
−
5CM
0.10
以下
0.50
以下
0.40〜
0.70
0.025
以下
0.025
以下
0.60
以下
4.50〜
6.00
0.45〜
0.65
0.35
以下
−
−
5
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
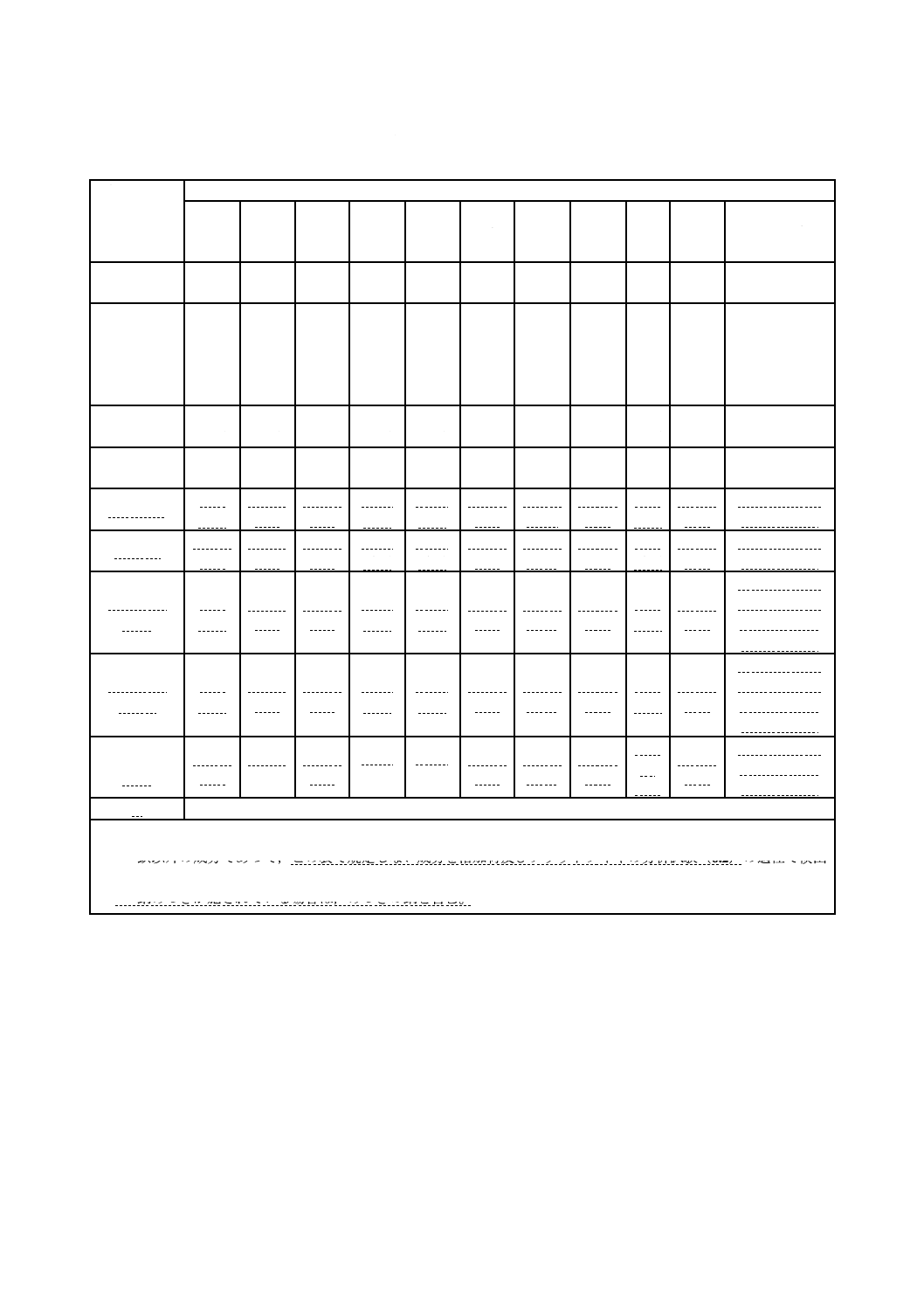
表1−溶加材及びソリッドワイヤの化学成分(続き)
単位 %(質量分率)
溶加材及び
ソリッドワ
イヤの化学
成分の記号
化学成分a),b)
C
Si
Mn
P
S
Ni
Cr
Mo
Cuc)
V
その他の成分
9C1M
0.10
以下
0.50
以下
0.40〜
0.70
0.025
以下
0.025
以下
0.50
以下
8.00〜
10.50
0.80〜
1.20
0.35
以下
−
−
9C1MV
0.07〜
0.13
0.15〜
0.50
1.20
以下
0.010
以下
0.010
以下
0.80
以下
8.00〜
10.50
0.85〜
1.20
0.20
以下
0.15〜
0.30
Nb 0.02〜0.10
Al 0.04以下
N 0.03〜0.07
Mn+Ni 1.50以
下
9C1MV1
0.12
以下
0.50
以下
0.50〜
1.25
0.025
以下
0.025
以下
0.10〜
0.80
8.00〜
10.50
0.80〜
1.20
0.40
以下
0.10〜
0.35
Nb 0.01〜0.12
N 0.01〜0.05
9C1MV2
0.12
以下
0.10〜
0.60
1.20〜
1.90
0.025
以下
0.025
以下
0.20〜
1.00
8.00〜
10.50
0.80〜
1.20
0.40
以下
0.15〜
0.50
Nb 0.01〜0.12
N 0.01〜0.05
9C1MV2J
0.12
以下
0.10〜
0.60
1.20〜
1.90
0.025
以下
0.025
以下
0.20〜
1.00
8.00〜
10.50
0.80〜
1.20
0.40
以下
0.15〜
0.50
Nb 0.01〜0.12
N 0.02〜0.07
10CMV
0.05〜
0.15
0.10〜
0.70
0.20〜
1.00
0.025
以下
0.025
以下
0.30〜
1.00
9.00〜
11.50
0.40〜
0.65
0.40
以下
0.10〜
0.50
Nb 0.04〜0.16
N 0.02〜0.07
10CMWV
−Co
0.12
以下
0.10〜
0.70
0.20〜
1.00
0.020
以下
0.020
以下
0.30〜
1.00
9.00〜
11.50
0.20〜
0.55
0.40
以下
0.10〜
0.50
Co 0.80〜1.20
Nb 0.01〜0.08
W 1.00〜2.00
N 0.02〜0.07
10CMWV
−Co1
0.12
以下
0.10〜
0.70
0.80〜
1.50
0.020
以下
0.020
以下
0.30〜
1.00
9.00〜
11.50
0.25〜
0.55
0.40
以下
0.10〜
0.50
Co 1.00〜2.00
Nb 0.01〜0.08
W 1.00〜2.00
N 0.02〜0.07
10CMWV
−Cu
0.05〜
0.15
0.10〜
0.70
0.20〜
1.00
0.020
以下
0.020
以下
0.70〜
1.40
9.00〜
11.50
0.20〜
0.50
1.00
〜
2.00
0.10〜
0.50
Nb 0.01〜0.08
W 1.00〜2.00
N 0.02〜0.07
G
受渡当事者間の協定による。
注a) “−”は,その化学成分を規定しないことを意味する。
b) 鉄以外の成分であって,この表で規定しない成分を溶加材及びソリッドワイヤの分析試験(6.2)の過程で検出
したとき又は意図的に添加したときは,それらの成分の合計は,0.50 %(質量分率)以下でなければならない。
c) 銅めっきが施されている場合は,めっきの銅を含む。
5.3
溶着金属の機械的性質
溶着金属の引張強さ,0.2 %耐力及び伸びは,6.3の方法によって試験を行ったとき,表2の規定に適合
しなければならない。
6
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶着金属の機械的性質
溶加材及びソリッドワイヤの種類
引張強さ
MPa
0.2 %耐力
MPa
伸び
%
熱管理条件
溶着金属の
機械的性質
の記号
溶加材及びソリッドワイヤ
の化学成分の記号
予熱及び
パス間温度
℃
溶接後熱処理a)
温度
℃
保持時間b)
min
49
3M3,3M3T
490以上
390以上
22以上
135〜165
605〜
635
60
1M3,1CML
520以上
400以上
17以上
135〜165
605〜
635
60
52
1CML1
520以上
400以上
17以上
135〜165
675〜
705
60
2CMWV
520以上
400以上
17以上
160〜190
700〜
730
120
CM,CMT,1CM
550以上
470以上
17以上
135〜165
605〜
635
60
1CM1,1CM1J,1CM2,
1CM3,1CMT,1CMT1
550以上
470以上
17以上
135〜165
675〜
705
60
55
2C1ML,2C1ML1,2C1MV,
2C1MV1
550以上
470以上
15以上
185〜215
675〜
705
60
5CM
550以上
470以上
15以上
175〜235
730〜
760
60
9C1M
550以上
470以上
15以上
205〜260
730〜
760
60
57
2CMWV−Ni
570以上
490以上
15以上
160〜190
700〜
730
120
2C1M,2C1M1,2C1M2,
2C1M3,2C1MT,2C1MT1
620以上
540以上
15以上
185〜215
675〜
705
60
62
3C1M,3C1MV,3C1MV1
620以上
530以上
15以上
185〜215
675〜
705
60
9C1MV,9C1MV1,9C1MV2,
9C1MV2J
620以上
410以上
15以上
205〜320
745〜
775
120
10CMWV−Co,
10CMWV−Co1
620以上
530以上
15以上
205〜260
725〜
755
480
69
10CMWV−Cu
690以上
600以上
15以上
100〜200
725〜
755
60
78
10CMV
780以上
680以上
13以上
205〜260
675〜
705
480
49
G
490以上
52
G
520以上
55
G
550以上
受渡当事者間の協定による。
62
G
620以上
69
G
690以上
注記 1 MPa=1 N/mm2
注a) 試験材を炉に入れるときの炉の温度は,315 ℃以下とする。また,315 ℃以上の温度域において,加熱速度は,
220 ℃/h以下,かつ,冷却速度は,195 ℃/h以下とする。
b) 保持時間の許容差は,0 min,+15 minとする。
6
試験方法
6.1
ロットの決め方
7
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶加材及びソリッドワイヤのロットの決め方は,JIS Z 3423による。
6.2
溶加材及びソリッドワイヤの分析試験
溶加材及びソリッドワイヤの分析試験は,JIS G 0320の箇条4(溶鋼分析方法)に規定する方法又はそ
れに対応するISO規格による。
なお,製品と変わらない成分の分析試験は,次のいずれかの試験結果を用いてもよい。
a) 同一ヒートの他線径の製品分析試験
b) 同一ヒートの製造途中の線材分析試験
c) 原料のミルコイルの製品分析値
d) 原料のミルコイルの溶鋼分析値
6.3
溶着金属の引張試験
溶着金属の引張試験は,次のa)〜j)の規定及びJIS Z 3111による。
a) 溶加材は,ティグ溶接で試験を行い,溶加材の径は,2.4 mmとする。ただし,2.4 mmを製造してい
ない場合は,これに最も近い径とする。ソリッドワイヤは,マグ溶接又はミグ溶接で試験を行い,ソ
リッドワイヤの径は,1.2 mmとする。ただし,1.2 mmを製造していない場合は,これに最も近い径
とする。
b) 試験に使用する試験板の材質は,表3による。ただし,JIS Z 3111の規定によってバタリングを行う
場合は,表3に規定する以外の鋼材を試験板として用いてもよい。
c) ティグ溶接の試験を行う試験板の形状及び寸法は,JIS Z 3111の試験板記号1.1を使用する。マグ溶接
及びミグ溶接の試験を行う試験板の形状及び寸法は,JIS Z 3111の試験板記号1.3を使用する。
d) 溶接電流の極性は,ティグ溶接では棒マイナス,マグ溶接及びミグ溶接ではワイヤプラスを用いる。
e) ティグ溶接の試験に使用するシールドガスの種類は,JIS Z 3253に規定するI 1とする。マグ溶接及び
ミグ溶接の試験に使用するシールドガスの種類は,ソリッドワイヤを区分したガスとする。
f)
試験板の予熱及びパス間温度は,表2による。
g) 溶接条件は,表4による。ただし,棒径が2.4 mm以外,又はソリッドワイヤの径が1.2 mm以外の場
合は,製造業者が推奨する溶接条件による。
h) 積層要領は,表5による。
i)
溶接後熱処理の条件は,表2による。
j)
引張試験片は,JIS Z 3111に規定するA0号試験片とする。
8
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−試験板の材質
溶加材及びソリッドワイヤの化学成分の記号
試験板の材質
1M3,3M3,3M3T
JIS G 3103に規定するSB450M又はSB480M a)
CM,CMT
JIS G 4109に規定するSCMV1 a)
1CM,1CM1,1CM1J,1CM2,1CM3,1CML,1CML1,1CMT,1CMT1 JIS G 4109に規定するSCMV2又はSCMV3 a)
2C1M,2C1M1,2C1M2,2C1M3,2C1ML,2C1ML1,2C1MT,2C1MT1 JIS G 4109に規定するSCMV4 a)
2C1MV,2C1MV1
JIS G 4110に規定するSCMQ4V a)
3C1M
JIS G 4109に規定するSCMV5 a)
3C1MV,3C1MV1
JIS G 4110に規定するSCMQ5V a)
5CM
JIS G 4109に規定するSCMV6 a)
9C1M,9C1MV,9C1MV1,9C1MV2,9C1MV2J,2CMWV,
2CMWV−Ni,10CMV,10CMWV−Co,10CMWV−Co1,
10CMWV−Cu,G
溶着金属と同等の機械的性質をもつ鋼材
注a) ここで規定する試験板と同等の機械的性質及び化学成分をもつ鋼材を試験板として用いてもよい。
表4−溶接条件
溶接方法
溶加材及びソリッドワイヤの径a)
mm
溶接電流a)
A
アーク電圧
V
コンタクトチップ距離
mm
溶接速度
mm/min
ティグ溶接
2.4
220±30
−
−
125±25
マグ溶接及び
ミグ溶接
1.2
290±30
適正電圧
20±3
330±60
注記 コンタクトチップ距離は,JIS Z 3001-2の番号24207で定義されており,コンタクトチップ先端からアーク点
(母材)までの距離である。
注a) 径がそれぞれ2.4 mm,1.2 mm以外の場合には,製造業者が推奨する電流範囲とする。
表5−積層要領
区分
溶接方法
溶加材及びソリッドワイヤの径a)
mm
各層のパス数a)
層数a)
溶加材
ティグ溶接
2.4
2 b)
8〜11
ソリッドワイヤ
マグ溶接及びミグ溶接
1.2
2又は3
6〜10
注a) 径がそれぞれ2.4 mm,1.2 mm以外の場合には,製造業者が推奨するパス数及び層数とする。
b) 最終層は,3又は4パスとしてもよい。
7
検査方法
検査方法は,次による。
a) 溶加材及びソリッドワイヤの検査項目は,JIS Z 3423に規定する試験スケジュールによる。
b) 検査は,溶加材及びソリッドワイヤのロットごとに,JIS Z 3423による試験スケジュールに従い,箇
条6によって試験し,該当する箇条5の規定に適合しなければならない。
c) 試験スケジュールに従い,箇条6によって実施した分析試験及び引張試験のいずれかの試験結果が,
箇条5の規定に適合しなかった場合には,適合しなかった全ての試験について倍数の再試験を行い,
そのいずれの試験結果も規定に適合しなければならない。この場合の再試験のための試験片は,当初
の試験材の残材から採取するか,又は新たな試験板を用いて作製した試験材から採取する。また,分
析試験において,当初の試験結果が規定に適合した成分は,再試験を行わなくてもよい。
9
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 試験片の作製から試験の実施を通して正規の手続きを行っていない試験を含み,試験結果が合否の判
定に供し得ないようなことが生じるおそれがある場合には,試験の進行状況又は結果のいかんにかか
わらず無効とする。無効となった試験は,正規の手続きに従って繰り返されなければならない。
なお,この場合は,c)に規定する再試験の対象とはしない。
8
製品の呼び方
製品の呼び方は,次による。
a) ティグ溶接用溶加材
1) ソリッド溶加棒 溶加材の種類の記号,径及び長さによる。
例1 W 62-2C1M3 − 2.4 − 1 000
溶加材の種類 径 長さ
の記号
W:ティグ溶接
62:溶着金属の引張強さが620 MPa以上(表2による。)
2C1M3:溶加材の化学成分(表1による。)
2) ソリッド溶加ワイヤ 溶加材の種類の記号,径及び質量による。
例2 W 55-1CM − 1.2 − 20
溶加材の種類 径 質量
の記号
W:ティグ溶接
55:溶着金属の引張強さが550 MPa以上(表2による。)
1CM:溶加材の化学成分(表1による。)
b) マグ溶接及びミグ溶接用ソリッドワイヤ ソリッドワイヤの種類の記号,径及び質量による。
例3 G 49C-3M3T − 1.2 − 20
ソリッドワイヤの 径 質量
種類の記号
G:マグ溶接及びミグ溶接(マグ溶接)
49:溶着金属の引張強さが490 MPa以上(表2による。)
C:シールドガスがJIS Z 3253に規定するC1(炭酸ガス)
3M3T:ソリッドワイヤの化学成分(表1による。)
例4 G 55A-G − 1.2 − 20
ソリッドワイヤの 径 質量
種類の記号
G:マグ溶接及びミグ溶接(ミグ溶接)
55:溶着金属の引張強さが550 MPa以上(表2による。)
A:シールドガスがJIS Z 3253に規定するM1 3で,酸素1 %〜3 %(体積分率)とアルゴンと
の混合ガス
10
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G:ソリッドワイヤの化学成分(表1によって,受渡当事者間の協定による。)
9
包装
包装は,JIS Z 3200による。
10 表示
10.1 製品の表示
製品の表示は,JIS Z 3200による。
10.2 包装の表示
包装の表示は,JIS Z 3200による。
11 検査証明書
検査証明書は,JIS Z 3200による。
なお,溶加材及びソリッドワイヤの化学成分を報告する場合は,種類ごとに表1に規定する成分を報告
しなければならない。
11
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ISO 21952 System A
A.1 適用範囲
この附属書は,モリブデン鋼及びクロムモリブデン鋼のティグ溶接に使用するソリッド溶加棒及びソリ
ッド溶加ワイヤ(以下,溶加材という。)並びにマグ溶接及びミグ溶接に使用するソリッドワイヤの分類に
ついて,溶接のまま及び溶接後熱処理後の機械的性質に対する要求事項を記載する。同一ソリッドワイヤ
でも,異なるシールドガスとの組合せで試験及び分類を行うことができる。
A.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の一部を構成する。これらの引
用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
ISO 31-0:1992,Quantities and units−Part 0: General principles
ISO 544,Welding consumables−Technical delivery conditions for welding filler materials−Type of product,
dimensions, tolerances and markings
ISO 4063,Welding and allied processes−Nomenclature of processes and reference numbers
ISO 13916,Welding−Guidance on the measurement of preheating temperature, interpass temperature and
preheat maintenance temperature
ISO 14344,Welding and allied processes−Flux and gas shielded electrical welding processes−Procurement
guidelines for consumables
ISO 15792-1,Welding consumables−Test methods−Part 1: Test methods for all-weld metal test specimens in
steel, nickel and nickel alloys
A.3 分類
材料の分類は,2種類の記号によって分類し,次による。
a) 製品の種類を示す記号
b) 溶加材及びソリッドワイヤの化学成分を示す記号(表A.1参照)
A.4 分類記号及び要求事項
A.4.1 製品の種類
ティグ溶接に使用する溶加材の記号は,Wとし,マグ溶接及びミグ溶接に使用するソリッドワイヤの記
号は,Gとする(ISO 4063参照)。
A.4.2 溶加材及びソリッドワイヤの化学成分
表A.1の記号は,溶加材及びソリッドワイヤの化学成分を示す。
12
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−溶加材及びソリッドワイヤの化学成分
単位 %(質量分率)
記号
化学成分a), b), c)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
V
その他の元素
MoSi
0.08〜
0.15
0.50〜
0.80
0.70〜
1.30
0.020
0.020
−
−
0.40〜
0.60
−
−
−
MnMo
0.08〜
0.15
0.05〜
0.25
1.30〜
1.70
0.025
0.025
−
−
0.45〜
0.65
−
−
−
MoVSi
0.06〜
0.15
0.40〜
0.70
0.70〜
1.10
0.020
0.020
−
0.30〜
0.60
0.50〜
1.00
−
0.20〜
0.40
−
CrMo1Si
0.08〜
0.14
0.50〜
0.80
0.80〜
1.20
0.020
0.020
−
0.90〜
1.30
0.40〜
0.65
−
−
−
CrMoV1Si
0.06〜
0.15
0.50〜
0.80
0.80〜
1.20
0.020
0.020
−
0.90〜
1.30
0.90〜
1.30
−
0.10〜
0.35
−
CrMo2Si
0.04〜
0.12
0.50〜
0.80
0.80〜
1.20
0.020
0.020
−
2.3〜
3.0
0.90〜
1.20
−
−
−
CrMo2LSi
0.05
0.50〜
0.80
0.80〜
1.20
0.020
0.020
−
2.3〜
3.0
0.90〜
1.20
−
−
−
CrMo5Si
0.03〜
0.10
0.30〜
0.60
0.30〜
0.70
0.020
0.020
−
5.5〜
6.5
0.50〜
0.80
−
−
−
CrMo9
0.06〜
0.10
0.30〜
0.60
0.30〜
0.70
0.025
0.025
1.0
8.5〜
10.0
0.80〜
1.20
−
0.15
−
CrMo9Si
0.03〜
0.10
0.40〜
0.80
0.40〜
0.80
0.020
0.020
−
8.5〜
10.0
0.80〜
1.20
−
−
−
CrMo91
0.07〜
0.15
0.60
0.4〜
1.5
0.020
0.020
0.4〜
1.0
8.0〜
10.5
0.80〜
1.20
0.25
0.15〜
0.30
Nb 0.03〜0.10
N 0.02〜0.07
CrMoWV12Si 0.17〜
0.24
0.20〜
0.60
0.40〜
1.00
0.025
0.020
0.8
10.5〜
12.0
0.80〜
1.20
−
0.20〜
0.40
W 0.35〜0.80
Z d)
受渡当事者間の協定による。
注a) 本体に規定したSystem Bの規定にも適合する溶加材及びソリッドワイヤは,System Bにも区分してもよい。
b) 表の数値が一つの場合は,最大値を示す。
c) 特に規定がなければ,Ni<0.3,Cu<0.3,V<0.03,Nb<0.01,Cr<0.2とする。
d) この表のMoSiからCrMoWV12Siまでに規定する以外のものとし,記号は,化学成分が類似するこの表の記号
をZに続ける。類似する化学成分がない場合には,この表の記号の付け方に準拠した記号をZに続ける。
A.4.3 溶着金属の機械的性質
機械的性質は,分類記号を付けないが,表A.1の溶加材及びソリッドワイヤを用いた溶着金属の機械的
性質は,表A.2に規定する機械的性質に適合しなければならない。
13
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
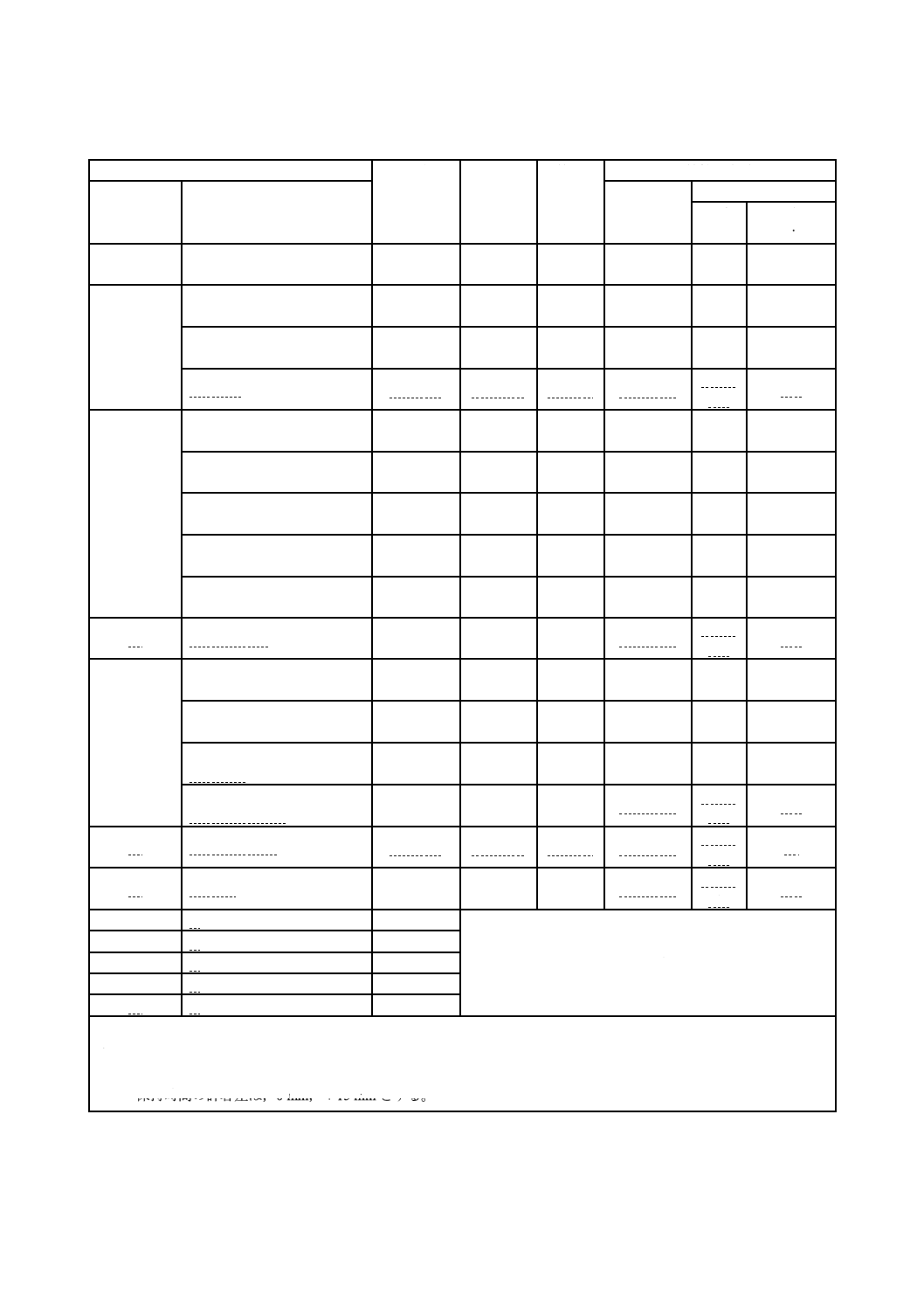
表A.2−溶着金属の機械的性質
記号a)
最小
耐力b)
MPa
最小
引張強さ
MPa
最小
伸びc)
%
最小吸収エネルギー d)
(+20 ℃)
熱管理条件
予熱及び
パス間温度
℃
溶接後熱処理
平均値
J
個々の値
J
温度
℃
保持時間
min
MoSi
355
510
22
47
38
200未満
なし
−
MnMo
355
510
22
47
38
200未満
なし
−
MoVSi
355
510
18
47
38
200〜300
690〜730 e)
60 f)
CrMo1Si
355
510
20
47
38
150〜250
660〜700 e)
60 f)
CrMoV1Si
435
590
15
24
21
200〜300
680〜730 e)
60 f)
CrMo2Si,CrMo2LSi
400
500
18
47
38
200〜300
690〜750 e)
60 f)
CrMo5Si
400
590
17
47
38
200〜300
730〜760 e)
60 f)
CrMo9,CrMo9Si
435
590
18
34
27
200〜300
740〜780 e)
120 f)
CrMo91
415
585
17
47
38
250〜350
750〜760 e)
120 f)
CrMoWV12Si
550
690
15
34
27
250〜350 g)
又は
400〜500 g)
740〜780 e)
120以上
Z f)
受渡当事者間の協定による。
注a) 本体に規定したSystem Bの規定にも適合する溶加材及びソリッドワイヤは,System Bにも区分してもよい。
b) 0.2 %耐力(Rp0.2)を使用する。
c) 標点間距離は,試験片直径の5倍とする。
d) 試験片個数は,3個とし,かつ,最小平均値未満の個数は,1個以下とする。
e) 試験材は,200 ℃/hを超えない範囲で300 ℃まで炉冷する。300 ℃以下になれば,炉から出して室温まで空冷
してもよい。
f) 許容範囲は,0,+15 minとする。
g) 溶接後,速やかに試験材を100〜120 ℃まで冷却し,少なくとも1時間はその温度で保持する。
A.4.4 シールドガスの種類
シールドガスは,記号を付けない。
A.4.5 数値の丸め方
数値の丸め方は,次による。
なお,数値を丸めた結果は,対応する表の要求事項に適合しなければならない。
a) この附属書への適合を判定するために,得られた試験結果はISO 31-0:1992の附属書B規則Aに準拠
して丸めなければならない。得られた試験結果が,この附属書で使用されている以外の単位で校正さ
れた試験装置で求められた場合,この附属書の単位に換算した後に丸めなければならない。
b) 平均値をこの附属書の要求値と比較する場合は,平均した後に丸めなければならない。この附属書が
引用している試験方法規格に規定する数値の丸め方が,この附属書の規定と矛盾する場合は,試験方
法規格に従うものとする。
A.5 機械的性質
A.5.1 一般
引張試験及び衝撃試験は,表A.2によって,溶接のまま又は溶接後熱処理後の条件で行わなければなら
ない。試験材の作製は,ティグ溶接の場合は,ISO 15792-1の試験板記号1.1によって溶加材の径2.4 mm
で行う。また,マグ溶接及びミグ溶接の場合は,ISO 15792-1の試験板記号1.3によってソリッドワイヤの
径1.2 mmで行う。
14
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接条件は,A.5.2及びA.5.3の条件で行う。
シールドガスは,製造業者の推奨する種類のガスを使用し,試験結果報告書に記録する。
A.5.2 予熱及びパス間温度
予熱及びパス間温度は,表A.2に規定する温度で行う。予熱及びパス間温度の測定は,温度チョーク,
表面温度計又は熱電対を用いて行う(ISO 13916参照)。
パス間温度は,表A.2で規定する温度を超えてはならない。試験板がパス間温度を超えた場合,所定の
パス間温度まで空冷しなければならない。
A.5.3 溶接条件及び積層法
溶接条件及び積層法は,表A.3及び表A.4による。
一層を終了するまで溶接方向は変えてはならない。また,溶接方向は,一層ごとに変更する。
表A.3−溶接条件
溶接法
径
mm
溶接電流
A
アーク電圧
V
コンタクトチップ距離
mm
溶接速度
mm/min
G
1.2
280±10
a)
20±3
450±50
W
2.4
200±20
b)
−
150±20
注a) アーク電圧は,シールドガスに依存する。
b) ティグ溶接電源では,アーク電圧を設定できない。
表A.4−溶接パス積層法
径
mm
一層のパス数
層数
1.2
2又は3
6〜10
2.4
2 a)
8〜11
注a) 最終層は,3又は4パス仕上げでもよい。
A.6 化学分析
化学分析用試料は,製品から採取して行う。分析方法は,どのような分析方法を用いてもよいが,疑義
が生じる場合は,確立している公開された方法を参照する。
A.7 再試験
いずれかの試験結果がその規定に適合しなかった場合には,適合しなかった全ての試験について倍数の
再試験を行い,そのいずれの試験結果もその規定に適合しなければならない。この場合の再試験のための
試験片は,当初の試験材の残材から採取するか,又は新たな試験板を用いて作製した試験材から採取する。
また,分析試験において,当初の試験結果が規定に適合した元素は,再試験を行わなくてもよい。
試験片の作製から試験の実施を通して正規の手続きがなされていない試験は,試験の進行状況又は結果
のいかんにかかわらず無効とする。無効となった試験は,正規の手続きに従って繰り返されなければなら
ない。ただし,この場合は,倍数の再試験を行わなくてもよい。
A.8 技術的受渡条件
製品の技術的受渡条件は,ISO 544及びISO 14344による。
15
Z 3317:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.9 分類記号の表示
溶加材及びソリッドワイヤの分類記号は,次の例に示す原則に従って表示しなければならない。
例1
表A.1のCrMo1Siの化学成分範囲に対応するマグ溶接及びミグ溶接(G)用ソリッドワイヤは,次のよ
うに表示する。
ISO 21952-A-G CrMo1Si
ここに,
ISO 21952-A :化学成分によって分類する規格番号
G
:マグ溶接及びミグ溶接用ソリッドワイヤの記号(A.4.1参照)
CrMo1Si
:ソリッドワイヤの化学成分の記号(表A.1参照)
例2
表A.1のCrMo1Siの化学成分範囲に対応するティグ溶接(W)用溶加棒及び/又はワイヤは,次のよう
に表示する。
ISO 21952-A-W CrMo1Si
ここに,
ISO 21952-A :化学成分によって分類する規格番号
W
:ティグ溶接用溶加材の記号(A.4.1参照)
CrMo1Si
:溶加材の化学成分の記号(表A.1参照)
例3
表A.1のCrMo1Siの化学成分範囲に対応するマグ溶接及びミグ溶接(G)用ソリッドワイヤであって,
かつ,ティグ溶接(W)用溶加棒及び/又はワイヤでもあるものは,次のように表示する。
ISO 21952-A-G CrMo1Si and W CrMo1Si
ここに,
ISO 21952-A :化学成分によって分類する規格番号
G
:マグ溶接及びミグ溶接用ソリッドワイヤの記号(A.4.1参照)
W
:ティグ溶接用溶加材の記号(A.4.1参照)
CrMo1Si
:溶加材及びソリッドワイヤの化学成分の記号(表A.1参照)
注記 ソリッドワイヤと溶加棒とは両立しないが,対応国際規格のままとした。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3317:2011 モリブデン鋼及びクロムモリブデン鋼用ガスシールドアーク溶接
溶加棒及びソリッドワイヤ
ISO 21952:2007 Welding consumables−Wire electrodes, wires, rods and deposits for
gas-shielded arc welding of creep-resisting steels−Classification
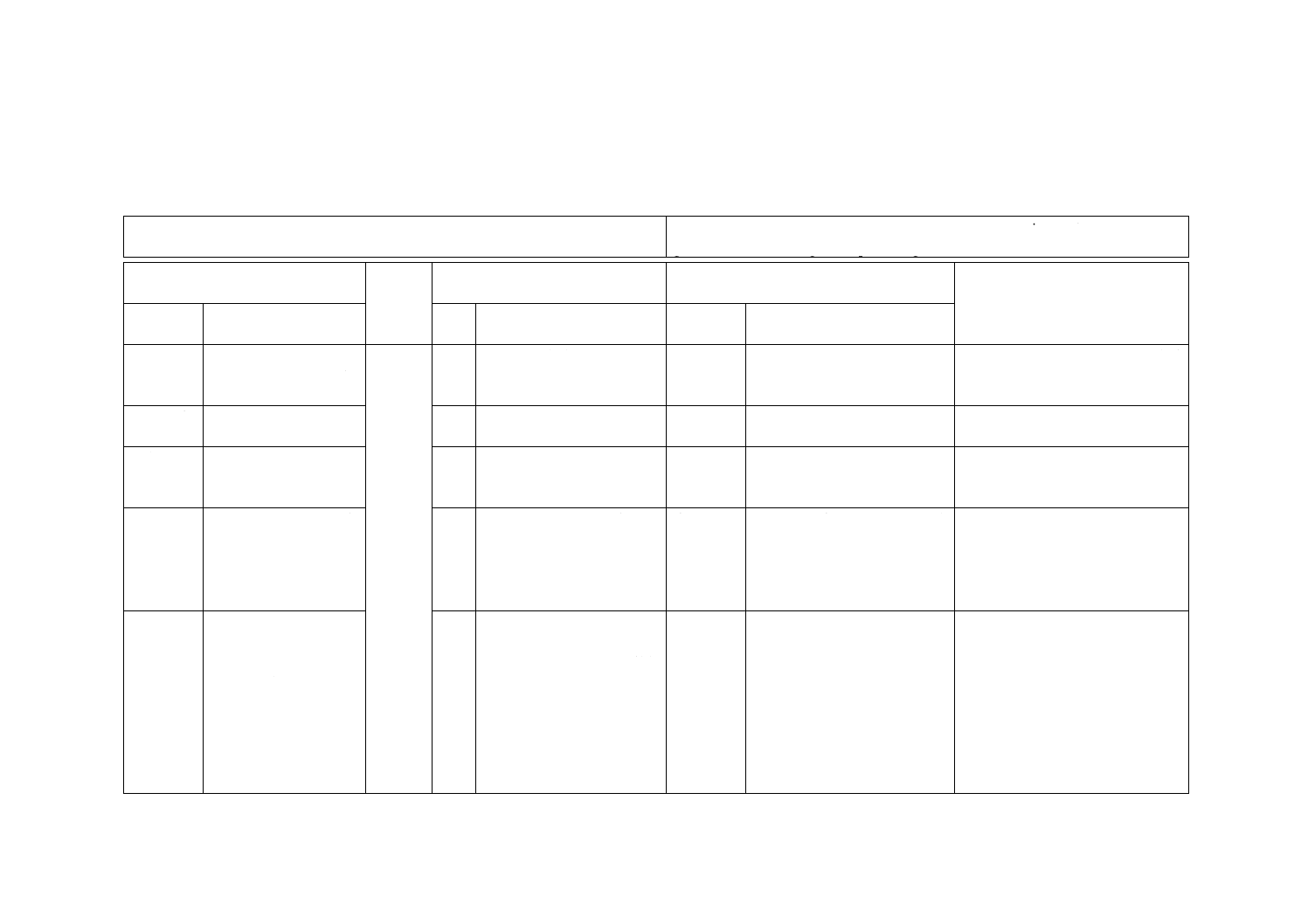
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
対応国際規格(ISO
21952)のSystem Bに
ついて規定
1
System A及びSystem Bにつ
いて規定
削除
JISは,System Bを採用して規
定した。
対応国際規格では,System A及び
/又はBを使用できる。
2 引用規
格
3 用語及
び定義
JIS G 0203,JIS Z
3001-1及びJIS Z
3001-2を引用
−
−
追加
JISでは,専門用語及び定義の
規格を引用した。
4 種類及
び記号の
付け方
種類及び記号の付け方
を規定
3
4.4B
種類及び記号の付け方を規
定
シールドガスの記号を規定
変更
変更
JISでは,成分範囲の記号の前
にハイフンを付与して区切り
を明確にした。
JISでは,記号“A”の酸素の
上限を3 %と規定。
ユーザーニーズによって,追加し
た。
ユーザーニーズによって,他のJIS
に整合させた。
5 品質
5.1 溶加
材及びソ
リッドワ
イヤの寸
法及びそ
の許容差
並びに製
品の状態
寸法,許容差及び製品
の状態についてJIS Z
3200を引用
8
寸法,許容差及び製品の状
態についてISO 544を引用
追加
JISでは,ISO 544 にない寸法
のスプールを規定している。
ユーザーニーズによる。
2
Z
3
3
1
7
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
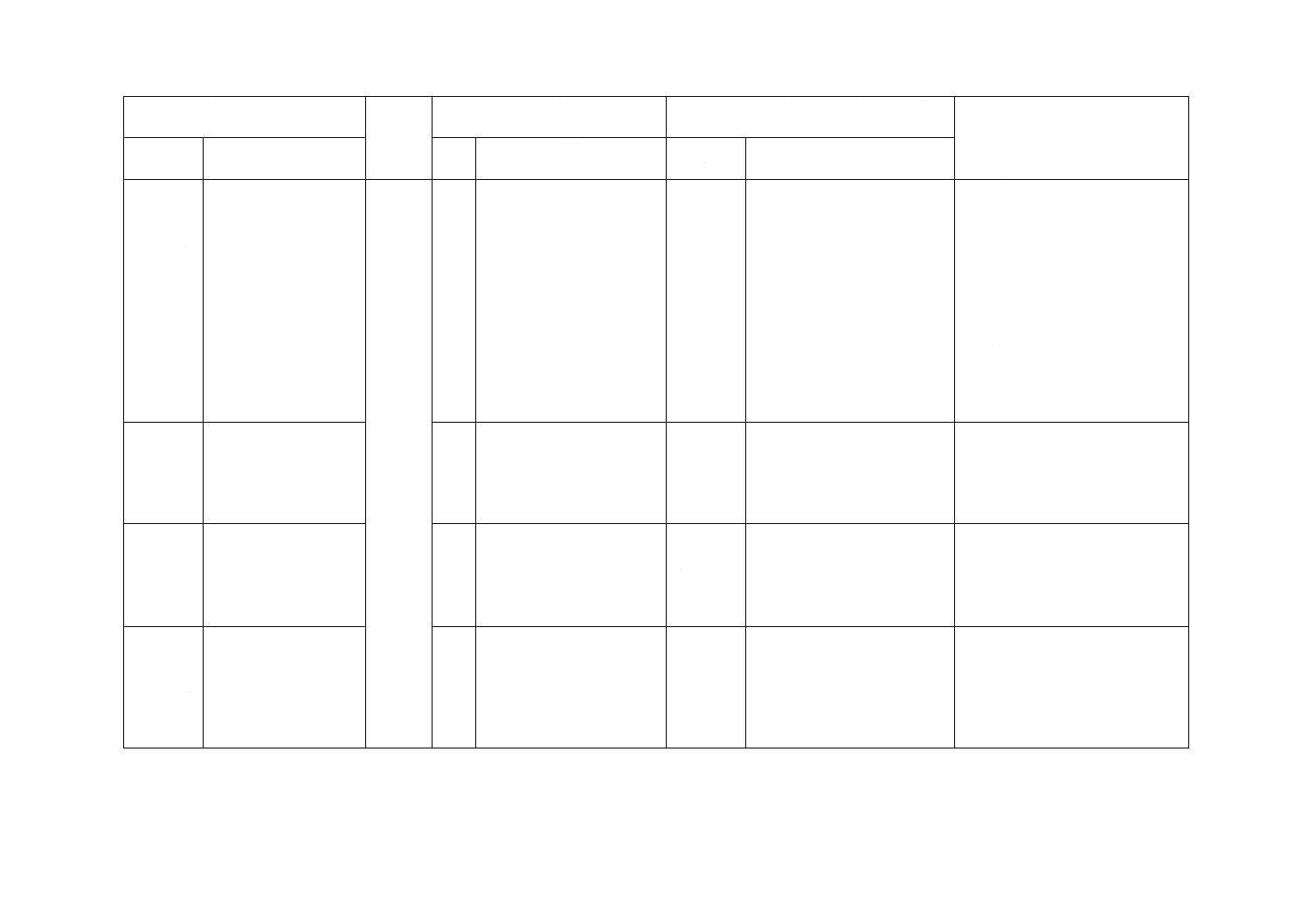
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5.2 溶加
材及びソ
リッドワ
イヤの化
学成分
溶加材及びソリッドワ
イヤの化学成分を規定
4.2
溶加材及びソリッドワイヤ
の化学成分を規定
追加
変更
JISでは,国内で使用している
8種類を追加した。
2C1M2のSi規定値を変更し
た。また,対応国際規格では記
号Gには化学成分が類似する
表1の記号をGに続けると規
定しているが,JISでは規定し
なかった。
JISでは,表1で規定しない成
分については,分析過程で検出
した成分だけの上限を規定す
るとした。
ユーザーニーズによる。
技術的な差異はない。
5.3 溶着
金属の機
械的性質
溶着金属の機械的性質
を規定
4.3
溶着金属の機械的性質を規
定
追加
JISでは,国内で使用している
8種類を追加した。
化学成分の記号“G”に対応す
る溶着金属の機械的性質の記
号に“69”を追加した。
ユーザーニーズによる。
6 試験方
法
6.1 ロッ
トの決め
方
ロットの決め方として
JIS Z 3423を引用
8
ISO 14344を引用
変更
JISでは,JIS Z 3423を引用し,
ロットクラスS4の定義を変更
している。
JIS Z 3423で対応予定。
6.2 溶加
材及びソ
リッドワ
イヤの分
析試験
分析方法及び試料の採
取方法を規定
6
適切な方法であればよい
が,疑義ある場合は確立さ
れ公開されている方法とす
ると規定
選択
JISでは,選択できる適切な方
法として,JIS G 0320に規定す
る方法とした。
製品と変わらない成分は,製造
工程上流で検査する方法を選
択できるとした。
JISでは国内で使用されている方
法を規定した。
技術的な差異はない。
2
Z
3
3
1
7
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
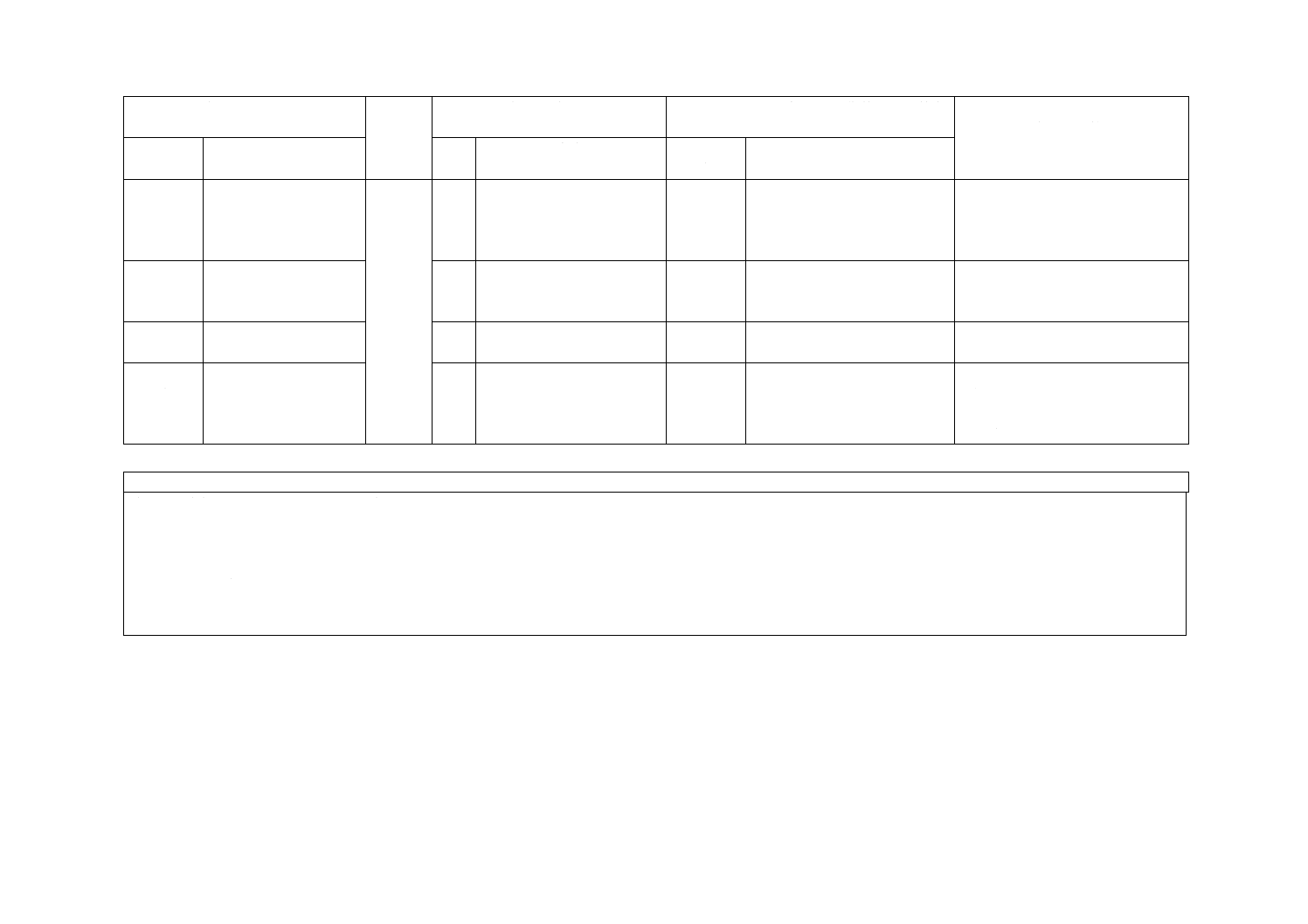
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6.3 溶着
金属の引
張試験
溶着金属の引張試験方
法を規定
5
溶着金属と異なる成分の試
験板は,2層以上のバタリン
グを行って使用してもよい
と規定
変更
JISでは,JIS Z 3111を引用し,
バタリングの厚さを3 mm以上
と追加している。
技術的な差異はない。
8 製品の
呼び方
製品の呼び方を規定
−
径及び長さ,又は径及び質
量を含む場合の呼び方の規
定はない。
追加
JISでは,径及び長さ,又は径
及び質量を含む場合の呼び方
を規定した。
旧規格との整合を図った。
11 検査証
明書
検査証明書を規定
8
EN 10204による。
変更
JISでは,JIS Z 3200によると
規定した。
ユーザーニーズによって,JISでは
規定した。
附属書A
(参考)
附属書(参考)とした。
本体でSystem Aを規定
対応国際規格では,System A及び
/又はSystem Bを使用できるとあ
り,System Bを規定し,System A
を参考とした。
JISと国際規格との対応の程度の全体評価:ISO 21952:2007,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
3
1
7
:
2
0
11