Z 3200:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人 日本溶
接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 3200:1999は改正さ
れ,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 544:2003,Welding consumables−Technical
delivery conditions for welding filler materials−Type of product, dimensions, tolerances and markingsを基礎とし
て用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z 3200には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3200:2005
溶接材料−寸法,許容差,
製品の状態,表示及び包装
Welding consumables−Technical delivery conditions for welding filler
materials−Type of product, dimensions, tolerances and markings
序文 この規格は,2003年に第1版として発行されたISO 544:2003,Welding consumables-Technical delivery
conditions for welding filler materials-Type of product, dimensions, tolerances and markingsを翻訳し,技術的内容
を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は, 表1の溶接方法に使用する溶接材料の寸法及び許容差, 並びに製品の状態,
表示及び包装について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 544:2003,Welding consumables-Technical delivery conditions for welding filler materials-Type of
product, dimensions, tolerances and markings (MOD)
2
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
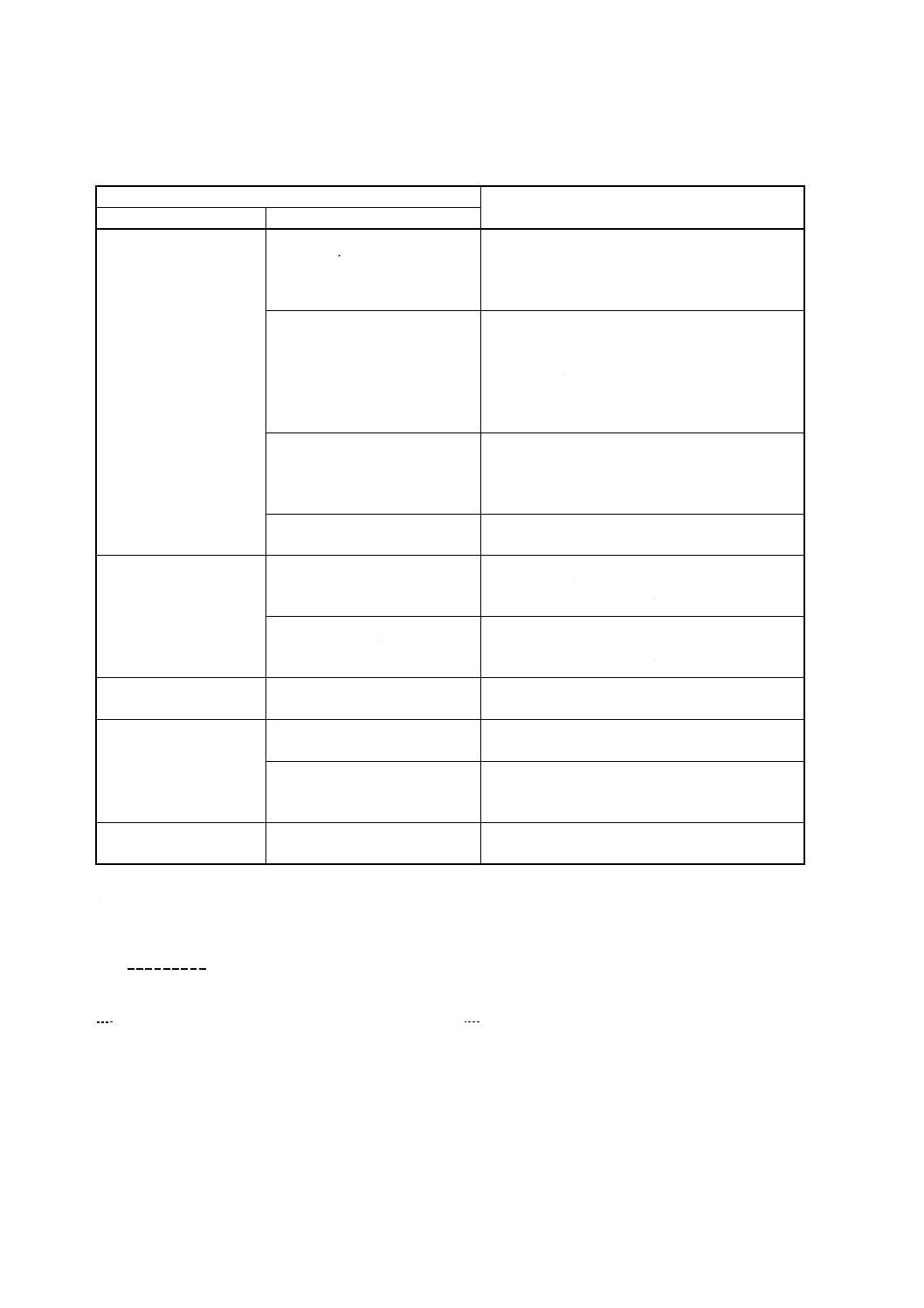
表 1 溶接材料及び溶接方法
溶接材料の種類
溶接方法
中分類
小分類
溶接ワイヤ
ソリッドワイヤ
EG:エレクトロガスアーク溶接
(Wire)
(Solid wire electrode)
ES:エレクトロスラグ溶接
G :ガスシールドアーク溶接
S :サブマージアーク溶接
フラックス入りワイヤ
EG:エレクトロガスアーク溶接
(Tubular cored electrode) ES:エレクトロスラグ溶接
P :プラズマアーク溶接
S :サブマージアーク溶接
T :ガスシールドアーク溶接/セルフシー
ルドアーク溶接
ソリッド溶加ワイヤ
W :ティグ溶接
(Solid wire)
P :プラズマアーク溶接
L :レーザビーム溶接
EB:電子ビーム溶接
フラックス入り溶加ワイヤ
L :レーザビーム溶接
(Tubular cored wire)
W :ティグ溶接
溶加棒
ソリッド溶加棒
W :ティグ溶接
(Rod)
(Solid rod)
O :ガス溶接
P :プラズマアーク溶接
フラックス入り溶加棒
W :ティグ溶接
(Tubular cored rod)
O :ガス溶接
P :プラズマアーク溶接
被覆アーク溶接棒
E :被覆アーク溶接
(Covered electrode)
帯状電極
ソリッド帯状電極
ES:エレクトロスラグ溶接
(Strip electrode)
(Solid strip electrode)
S :サブマージアーク溶接
フラックス入り帯状電極
EG:エレクトロガスアーク溶接
(Cored strip electrode)
ES:エレクトロスラグ溶接
S :サブマージアーク溶接
フォイル
L :レーザビーム溶接
(Thin foil)
EB:電子ビーム溶接
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001 溶接用語
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001による。
4. 寸法及び許容差
4.1 溶接ワイヤ,溶加棒及び被覆アーク溶接棒 溶接ワイヤ,溶加棒及び被覆アーク溶接棒の寸法及び許
容差は,表2による。
備考1. 溶接ワイヤには,ソリッド溶加ワイヤ,ソリッドワイヤ,フラックス入り溶加ワイヤ及びフラ
ックス入りワイヤがある。
3
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 溶加棒には,ソリッド溶加棒とフラックス入り溶加棒がある。
4.2 帯状電極 ソリッド帯状電極の厚さ,幅及び許容差は,表3による。
備考1. 帯状電極には,ソリッド帯状電極とフラックス入り帯状電極がある。
2. フラックス入り帯状電極及びフォイル(箔)の寸法及び許容差は,適用される規格の要求に
よる。
4
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
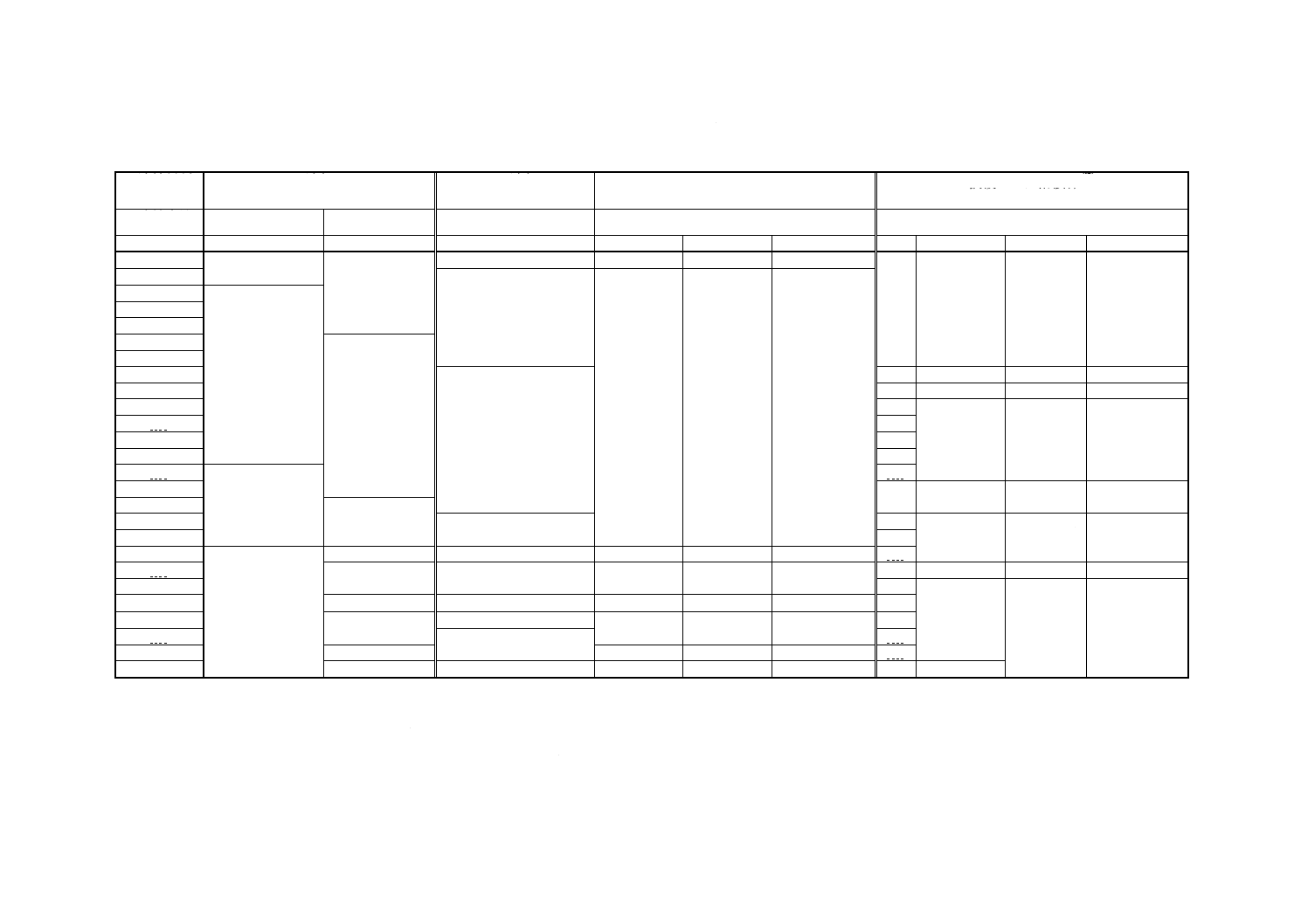
表 2 溶接材料の寸法及び許容差(1)
単位 ㎜
溶接材料
ソリッド溶加ワイヤ、
ソリッドワイヤ
フラックス入り溶加ワイヤ,
フラックス入りワイヤ
ソリッド溶加棒,フラックス入り溶加棒
被覆アーク溶接棒(2)
溶接方法
G ,W, L, EB
S, ES, EG
T, S, EG
W , O, P
E
径
径の許容差
径の許容差
径の許容差
径の許容差
長さ
長さの許容差
径
径の許容差
長さ
長さの許容差
0.5
+0.01〜−0.03
−
−
−
−
−
−
−
−
−
0.6
+0.02〜−0.05
±0.1
500〜1000
±5
0.8
+0.01〜−0.04
0.9
1.0
1.2
±0.04
1.4
1.6
+0.02〜−0.06
1.6
±0.06
200〜350
±5
1.8
−
−
−
−
2.0
2.0
±0.06
200〜350
±5
2.2
−
2.4
−
2.5
2.5
2.6
+0.01〜−0.07
2.6
2.8
−
−
−
−
3.0
±0.06
3.2
+0.02〜−0.07
3.2
±0.10
275〜450
(3)
±5
4.0
4.0
−
−
−
−
−
−
−
4.5
4.8
±0.06
+0.02〜−0.08
±0.1
500〜1000
±5
−
−
−
−
5.0
5.0
±0.10
275〜450
(3)
±5
−
−
−
−
−
−
5.5
6.0
±0.06
+0.02〜−0.08
±0.1
500〜1000
±5
6.0
6.4
−
6.4
−
−
−
−
−
7.0
8.0
±0.06
+0.02〜−0.08
±0.1
500〜1000
±5
8.0
±0.1
注(1) 他の寸法の要求に対しては,受渡当事者間の協定による。その場合の許容差は,この表の一番近い径の許容差を適用する。
(2) 被覆アーク溶接棒の径は、心線の径である。
(3) グラビティ溶接など、特殊の場合は1 000㎜までとする。
備考 表中の“−”は、規定されていないことを意味する。
5
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
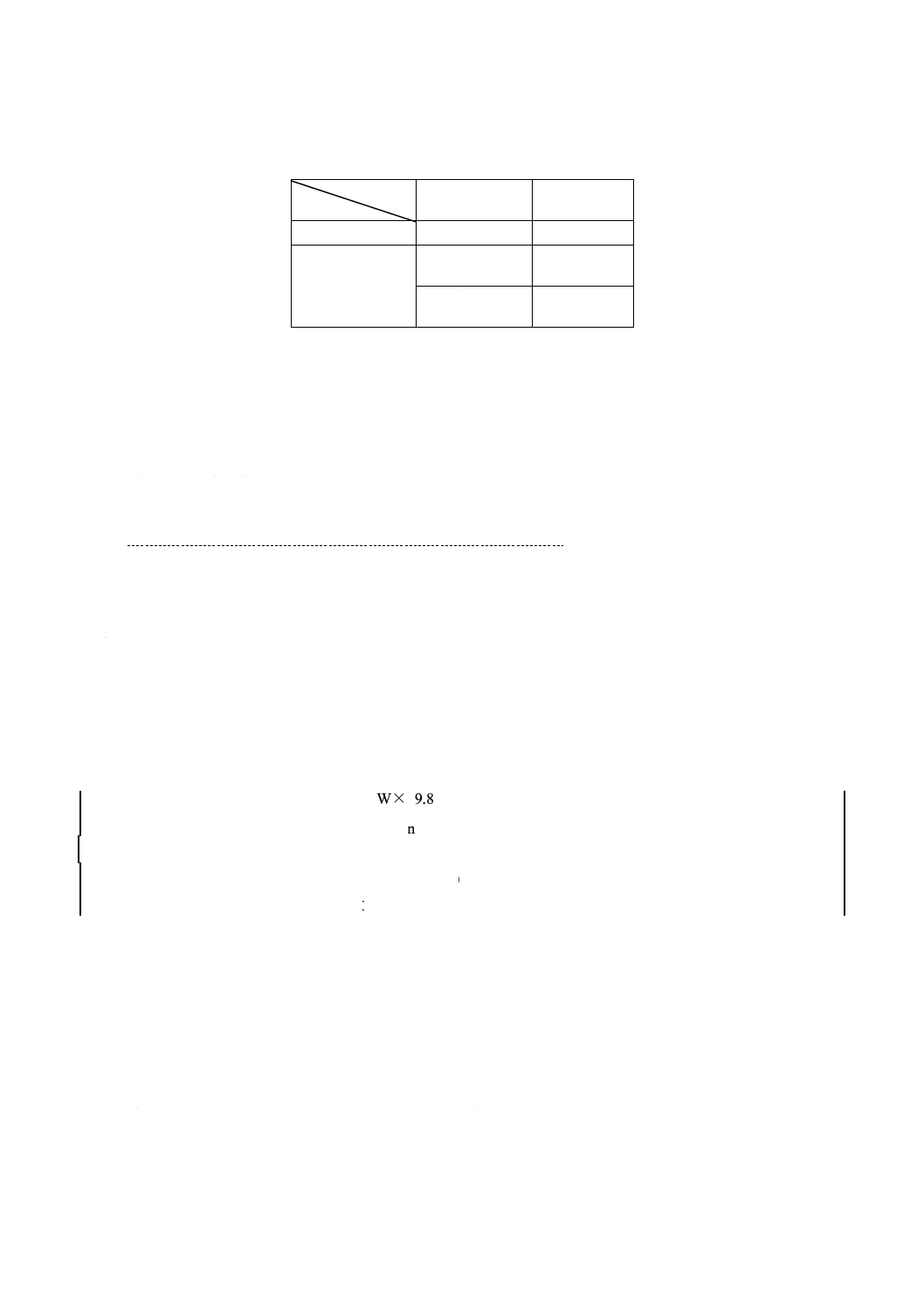
表 3 ソリッド帯状電極の寸法及び許容差(1)
単位 mm
寸法
項目
寸法
許容差
厚さ
≦1.0
±0.05
幅
≦100
+0.5
−0
>100
+0.8
−0
5. 製品の状態
5.1
被覆アーク溶接棒 被覆アーク溶接棒の製品の状態は,次による。
a) 被覆は,均等の厚さで,溶接で脱落,カタ溶けしたり,有害と認められる割れ,凹凸,きずなどの欠
陥がなく,普通の取扱いによって容易に損なわれることがないものとする。
b) 被覆アーク溶接棒の偏心率は, 径3.2㎜以上の被覆アーク溶接棒では3%以下でなければならない。
c) 被覆アーク溶接棒のつかみは,径2.6㎜以下のものは15〜25㎜,径3.2㎜以上で長さ550㎜以下のも
のは15〜30㎜,長さ550㎜を超えるものは15〜35㎜とする。
d) 被覆アーク溶接棒の先端は,アークの発生を容易にするため,適切な処理を施す。
5.2
溶接ワイヤ,溶加棒及び帯状電極 溶接ワイヤ,溶加棒及び帯状電極の製品の状態は,次による。
a) 溶接ワイヤ,溶加棒及び帯状電極の外観は,表面が滑らかで,使用上有害な欠陥がないものとする。
b) フラックス入りの溶接材料は,全長にわたり成分が均一なものとする。
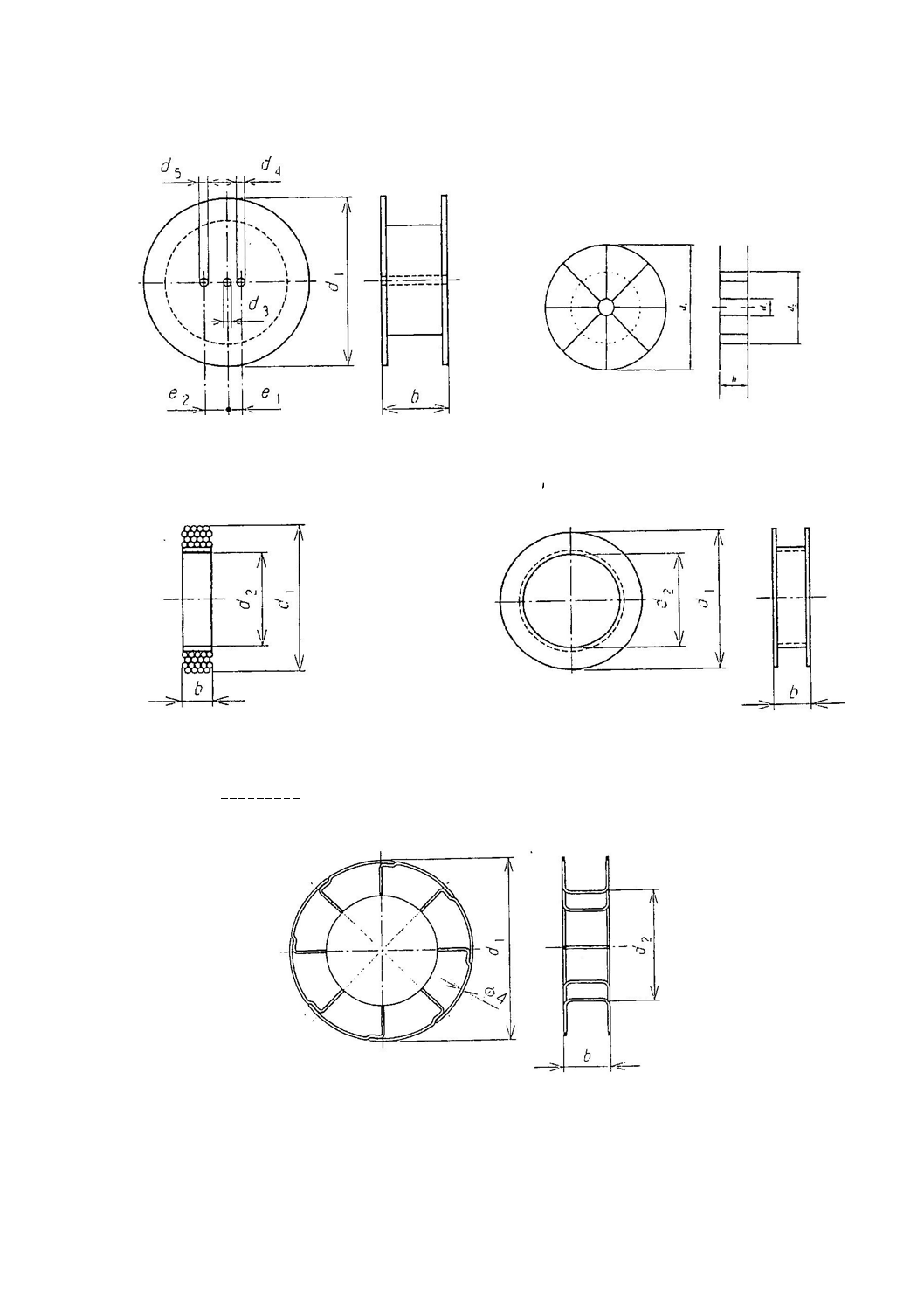
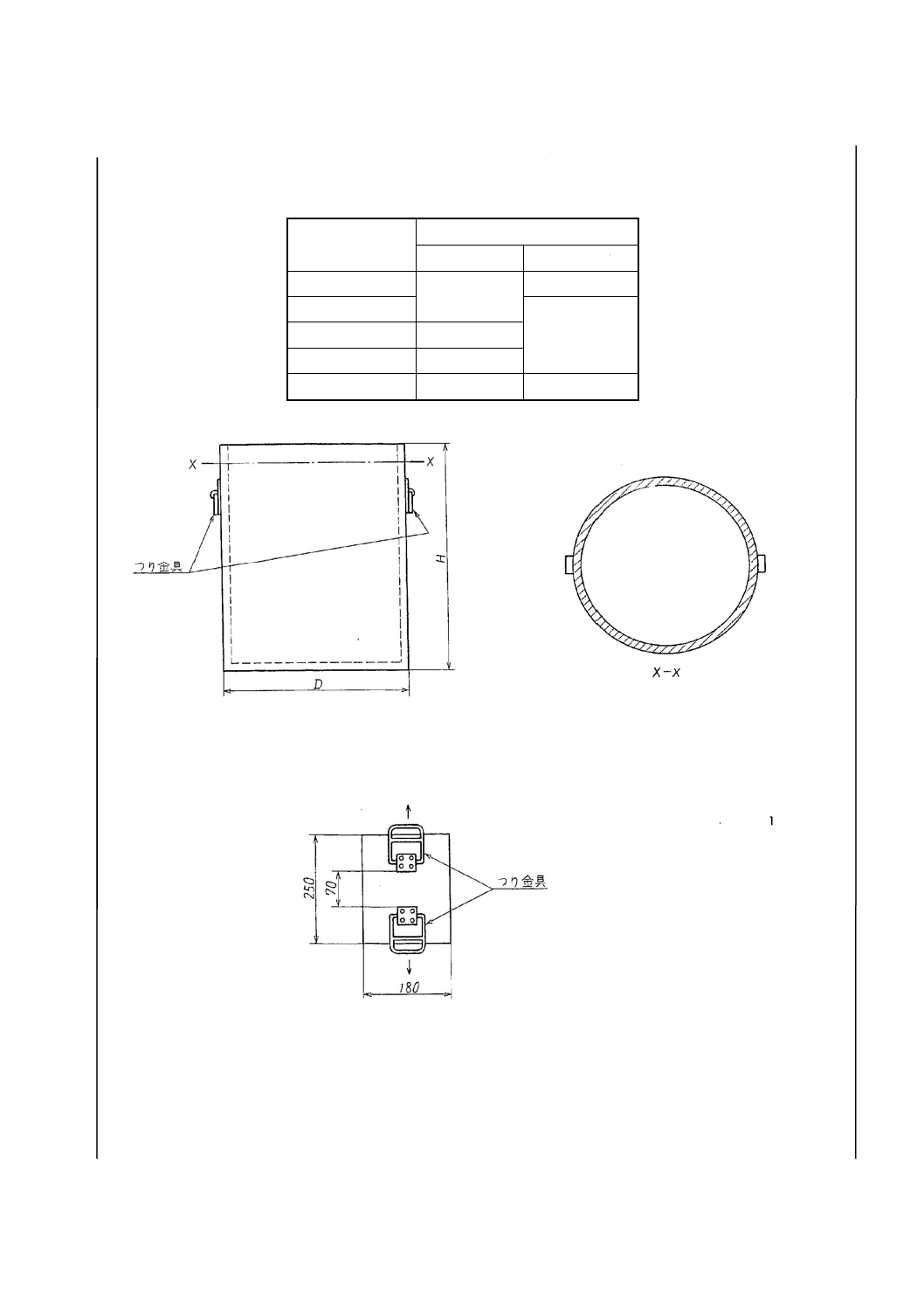
c) 溶接ワイヤ及び帯状電極のスプール巻き,コイル巻き及びリム巻きの寸法及び許容差は,表4及び図
1による。また, ペールパックの寸法及び許容差は,表5及び図2による。
ペールパックのつり手部の引張破断試験は,図3に示す形状及び寸法の試験片で行い,得られた引
張破断荷重(N)は,次の式で求めた値以上とする。
W× 9.8
引張破断荷重≧──────×4
n
ここに,n:つり支点数(ペールパックのつり金具数)
W:巻取りワイヤ質量(㎏)
4:安全係数
d) 溶接ワイヤは,うねり,ねじれ又は鋭い屈曲がないように巻かれており,ワイヤの引出しが容易で,
かつ,円滑にできるものとする。
e) 溶接ワイヤは,巻取り質量ごとに,一本の連続したワイヤからなり,巻付けの終端が明らかなものと
する。
f)
コイル巻きの溶接ワイヤは,少なくとも3か所を結束する。
g) 溶接ワイヤのヘリックスは,外径200㎜以下のスプールのワイヤで25㎜以下とし,200㎜を超えるス
プールのワイヤで50㎜以下とする。
h) 溶接ワイヤのキャスト,ヘリックス及びワイヤの巻き状態は,送給にむらがなく良好なものとする。
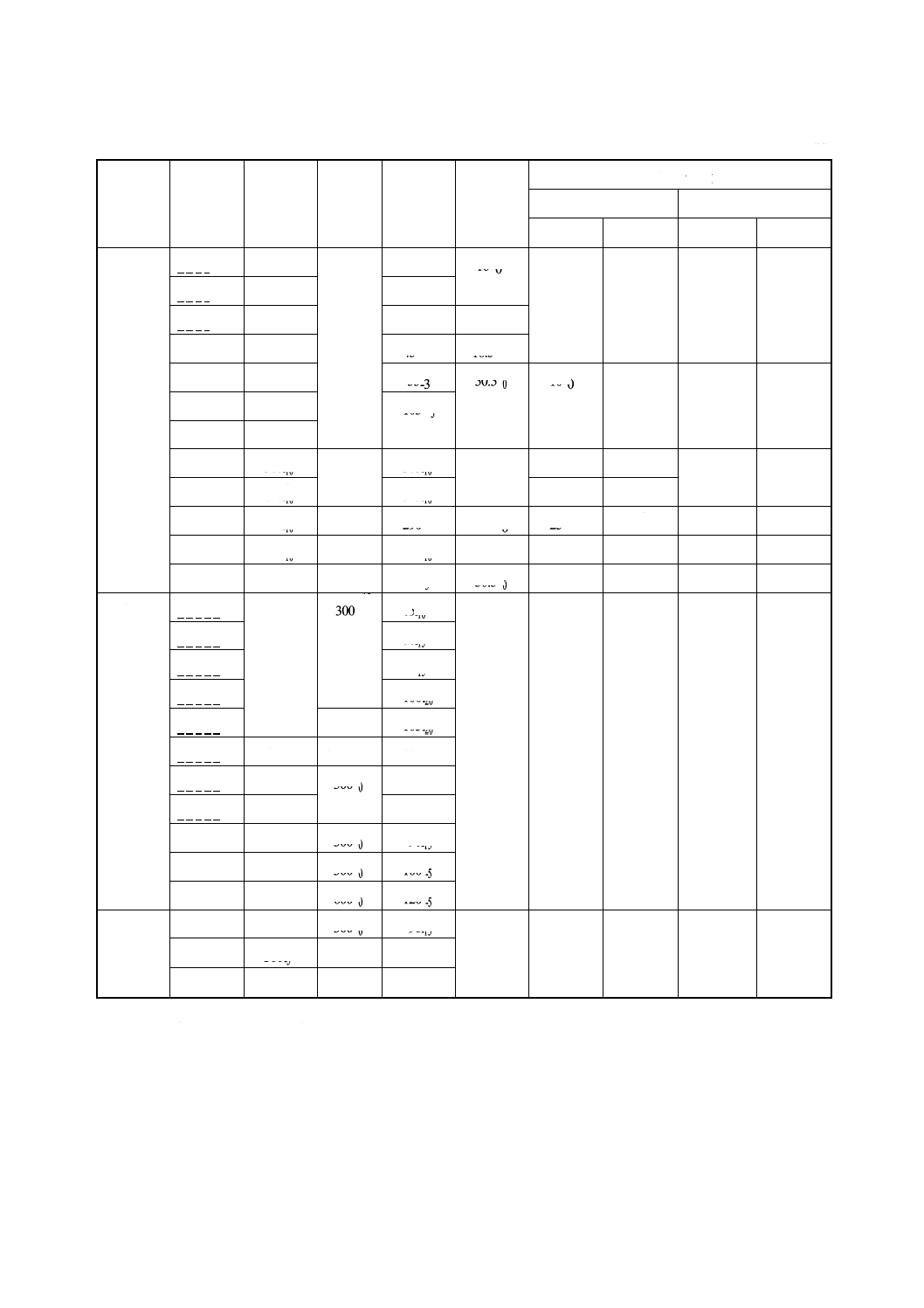
表 4 スプール巻き,コイル巻き及びリム巻きの寸法及び許容差
6
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 ㎜
巻き形状
種類
外径
d1
内径
d2
幅
b
軸穴径
d3
ピ ン 穴
径
軸穴中心からの距離
d4
d5
e1
e2
スプール
巻き
S−1
最大102
−
44±1
16+10
−
−
−
−
S−2
最大125
50±1
S−3
最大290
103±2
52±1
S100
100±2
45 0
-2
16.5+1
0
S200
200±3
550 -3
50.5+25 0
10+1 0
−
44.5±0.5
−
S300
300±5
103 0− 3
S350
350±5
S560
560 0 -10
(4 )
305 0 -10
35.0±1.5
18.7±0.7
18.7±0.7
63.5±0.7
63.5±0.7
S610
610 0 -10
345 0 -10
16.7±0.7
16.7±0.7
S760E
760 0 -10
−
290+10
−1
40.5+10
25+1
0
35+1
0
65±1
110±1
S760A
760 0 -10
(4 )
345 0 -10
35.0±1.5
16.7±0.7
16.7±0.7
63.5±0.7
63.5±0.7
BS300
300±5
189±0.5
103 0 -3
50.5+25 0
−
−
−
−
コイル
巻き
CS−1
−
300+15
0
65 0 -10
−
−
−
−
−
CS−2
70 0 -15
CS−3
80 0 -15
CS−4
100+10-20
CS−5
610+30 0
105+10-20
CF−1
最大280
175±5
90±5
CF−2
最大400
300+15 0
65±10
CF−3
最大420
85±10
C435
最大435
300+15 0
900 -15
C450
最大450
300+15 0
100+10 -5
C800
最大800
600+20 0
120+10 -5
リム巻き
R435
435±5
300+15 0
90 0 -15
−
−
−
−
−
B300
300 0 -5
180±2
100±3
B450
最大450
300±5
100±3
注(4 ) 巻胴部の径d2は,溶接ワイヤの送給が可能な径とする。
備考 他の巻き寸法の要求に対しては,受渡当事者間の協定による。
7
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
スプール(S) バスケット スプール(BS)
コイル(CS,CF,C) リム(R)
バスケット リム(B)
図 1 ワイヤ巻き形状
8
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 5 ぺールパックの寸法及び許容差
単位 ㎜
ペールパック
の種類
ペールパックの寸法
外径 D
高さ H
P−1
513±5
500±50
P−2
820±50
P−3
525±5
P−4
595±5
P−5
663±5
770±50
備考 他の寸法の要求に対しては,受渡当事者間の協定による。
備考 他の形状の要求に対しては, 受渡当事者間の協定による。
図 2 ペールパックの形状
単位 ㎜
備考1. 試験片の材質,厚さ及び取付方法は,使用するペールパックと同一のものとする。
2. 他の形状及び寸法の要求に対しては,受渡当事者間の協定による。
図 3 つり手部引張破断試験片の形状及び寸法
9
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 表示
6.1
製品の表示 製品の表示は,次による。
a) 被覆アーク溶接棒 被覆アーク溶接棒は,製造業者又は供給者の特定の製品の種類であることが識別
できるように端面及び/又は側面に彩色を施すか又はつかみ部近傍の被覆に記号を付ける。
b) 溶接ワイヤ及び帯状電極 スプール巻き,コイル巻き,リム巻き,ペールパックなどの溶接ワイヤ及
び帯状電極は,製造業者又は供給者の特定の製品の種類であることが識別できる記号,ラベルなどを
スプール,コイル,リム,ペールパック又は帯状電極に付ける。
c) 溶加棒 ティグ溶接,ガス溶接及びプラズマアーク溶接の溶加棒は,製造業者又は供給者の特定の製
品の種類であることが識別できる記号,ラベル,彩色など何らかの方法で識別できるようにする。
6.2
包装の表示 包装には,次の事項を明確に表示する。
a) 製造業者名,供給者名又はその略号
b) 銘柄
c) 該当規格の種類
d) 寸法
e) バッチ,ヒート,製造番号,又は製造年月
f)
本数又は質量
g) 要求される安全衛生の警告文
h) 電流の種類(適用する場合)
i) 再乾燥の指示又は情報出所参考文献(適用する場合)
7. 包装 溶接材料は,損傷及び劣化が起こらないように製造業者,供給者又は販売代理店によって包装
する。
8. 検査証明書 溶接材料の検査証明書が求められた場合,詳細は,受渡当事者間の協定による。
10
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)JISと対応する国際規格との対比表
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
JIS Z 3200:200X 溶接材料−寸法,許容差,製品の状態,表
示及び包装
ISO 544:2003 溶接材料−溶加材の技術的調達条件
−製品の種類,寸法,許容差及び表示
(Ⅰ)JISの規定
(Ⅱ)国
際規
格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技
術的差異の項目ごとの評
価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線
の下線
(Ⅴ)JISと国際規格との
技術的差異の理由及び
今後の対策
項目
番号
内 容
項目
番号
内 容
項目ご
との評
価
技術的差異の
内容
1.適
用範
囲
表1の溶接方法
に使用する溶接
材料の寸法及び
許容差,並びに
製品の状態,表
示及び包装につ
いて規定
ISO
544
1.
3.
融接に使用する
溶加材の技術的
調達条件につい
て規定
溶接材料の種類
及び溶接方法を
表1に規定
IDT
2. 引
用規
格
JIS Z 3001
2.
EN 10204
EN ISO 4063
MOD/追
加
MOD/削
除
MOD/削
除
EN規格であ
る。
EN規格であ
る。
溶接用語の定義として
JISを引用した。
不要と判断し削除した。
不要と判断し削除した。
3.定
義
この規格で用い
る用語を定義
――
MOD/追
加
ISOでは規定
されていない。
JISZ 3001を引用した。
4.寸
法及
び許
容差
溶接材料の寸法
及び許容差は表
2,ソリッド帯状
電極の厚さ,幅
及び許容差は表
3による。
.
4.
溶接材料の寸法
及び許容差は表
2,ソリッド帯状
電極の厚さ,幅
及び許容差は表
3,またフラック
ス入り帯状電極
及びフォイル
(箔)の寸法及び
許容差は適用さ
れる規格によ
る。
MOD/追
加
MOD/削
除
JISで規定され
ている径が
ISOで規定さ
れていない。
フラックス入
り帯状電極及
びフォイル(箔)
の寸法及び許
容差はJISで規
定されていな
いことから備
考に記載し
た。。
JISで規定されている
径を追加した。
JIS規格で規定されてい
ないので規定から削除
した。
11
Z 3200:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.製
品の
状態
被覆アーク溶接
棒,溶接ワイヤ,
溶加棒及び帯状
電極の製品の状
態を規定
5.
被覆アーク溶接
棒,溶接ワイヤ,
溶加棒及び帯状
電極の製品の状
態を規定
MOD/追
加
ISOでは被覆
アーク溶接棒
の偏心率,ワイ
ヤの
ペールパック
が規定されて
いない。また,
スプール巻き
及びコイル巻
きの寸法がJIS
と異なってい
る。
JISで規定されている
偏心率,ペールパック,
スプール巻き及びコイ
ル巻きの寸法を規定し
た。
6.表
示
製品の表示を規
定
6.
製品の表示を規
定
MOD/追
加
ISOではペー
ルパックが規
定されていな
い。
JISで規定されている
ペールパックへの表示
を追加した。
7.包
装
包装について規
定
7.
包装について規
定
IDT
8.検
査証
明書
検査証明書につ
いて規定
8.
検査証明書につ
いて規定
MOD/変
更
ISOではEN
10204に従っ
て,詳細は適用
規格によると
規定
JISではEN 10204を引
用せずに受渡当事者間
の協定によると規定し
た。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT………………技術的差異がない。
― MOD/削除………国際規格の規定項目又は規定内容を削除している。
― MOD/追加………国際規格にない規定項目又は規定内容を追加している。
― MOD/変更………国際規格の規定内容を変更している。
― MOD/選択………国際規格の規定内容と別の選択肢がある。
― NEQ ……………技術的差異があり,かつ,それがはっきりと識別され説明されていない。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― IDT………………国際規格と一致している。
― MOD ……………国際規格を修正している。
― NEQ ……………技術的内容及び構成において,国際規格と同等でない。