Z 3198-7:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人 日本溶接協会(JWES)から,工業
標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産
業大臣が制定した日本工業規格である。
はんだ付は、ソルダリングともいい、電子・電気機器、通信機器などの実装に使用する技術で、その使
用分野は広く、その接続の高信頼化への期待は大きい。
はんだ付に関する規格は、IEC、ISOなど国際規格をはじめ、国内外の規格があるが、この規格は、新エ
ネルギー・産業技術総合開発機構委託研究開発に基づく、「環境負荷低減化に対応したはんだ接続に必要な
試験方法等の標準化」研究の成果を基礎として用いた。
この規格は、環境に優しい“鉛を含まないはんだ”のチップ部品のはんだ継手せん断試験方法に関した
もので、環境配慮規格としての位置付けのものである。
この規格の一部が、技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は、このような技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の実用新
案登録出願にかかわる確認について、責任はもたない。
JIS Z 3198の規格群には、次に示す部編成がある。
JIS Z 3198‐1 鉛フリーはんだ試験方法−第1部:溶融温度範囲測定方法
JIS Z 3198‐2 鉛フリーはんだ試験方法−第2部:機械的特性試験方法−引張試験
JIS Z 3198‐3 鉛フリーはんだ試験方法−第3部:広がり試験方法
JIS Z 3198‐4 鉛フリーはんだ試験方法−第4部:ウェッティングバランス法及び接触角法によるぬ
れ性試験方法
JIS Z 3198‐5 鉛フリーはんだ試験方法−第5部:はんだ継手の引張及びせん断試験方法
JIS Z 3198‐6 鉛フリーはんだ試験方法−第6部:QFPリードのはんだ継手45度プル試験方法
JIS Z 3198‐7 鉛フリーはんだ試験方法−第7部:チップ部品のはんだ継手せん断試験方法
Z 3198-7:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験片 ··························································································································· 1
5. 試験方法 ························································································································ 1
6. 測定値の求め方 ··············································································································· 2
7. 試験結果の記録 ··············································································································· 2
Z3198-7:2003
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3198-7:2003
鉛フリーはんだ試験方法−第7部:チップ部品のは
んだ継手せん断試験方法
Test method for lead-free solders-Part 7:Method for shear strength of solder
joints on chip components
序文 この規格は、チップ部品の鉛フリーはんだによる継手のせん断試験方法について規定したもので、
平成12年度及び平成13年度に行われた“環境負荷低減化に対応したはんだ接続に必要な試験方法等の標
準化”についての新エネルギー・産業技術総合開発機構委託業務成果を元としている。
1. 適用範囲 この規格は、主に電気機器、電子機器、通信機器などの配線接続及び部品の接続などに用
いる鉛フリーはんだを用いたチップ部品のはんだ継手のせん断試験について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 3197 はんだ付用フラックス試験方法
JIS Z 3283 やに入りはんだ
JIS Z 3284 ソルダペースト
3. 定義 この規格で用いる主な用語の定義は、JIS Z 3197、JIS Z 3283及びJIS Z 3284によるほか、次
による。
a) 鉛フリーはんだ 合金成分として、鉛を含まない“すず系はんだ”の総称。ここでは、電気・電子・
通信機器などの実装に使用する“すず−鉛系はんだ”に対応した用途の“鉛を含まないはんだ”。
b) チップ部品 半導体IC又は抵抗体、コンデンサなどの個別部品単体の小片(細片)。はんだ付実装す
る。
4. 試験片 試験片は、チップ部品はんだ継手基板とし、次に示す各項目については、受渡当事者間の協
定による。
a) 試験材(基板及びチップ部品)の形状及び寸法
b) 試験材のはんだ付方法
c) 試験片の熱処理
5. 試験方法 試験方法は、次による。
a) 試験には、加圧せん断試験(万能試験機による。)を用い、径0.5mmの圧子をもつせん断ジグを取り
Z 3198-7:2003
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付ける。
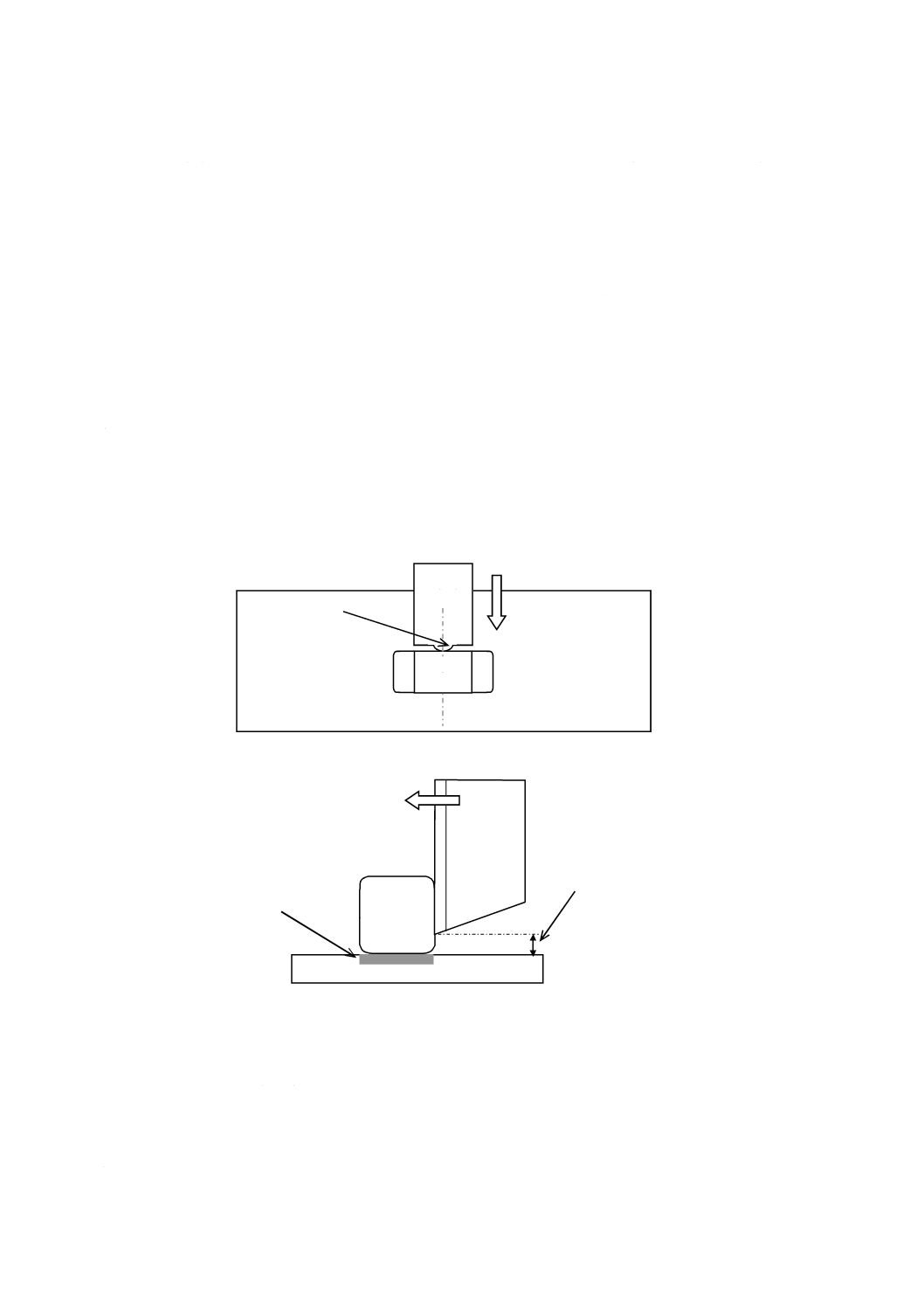
b) せん断ジグがチップ部品に対し垂直かつ部品の中央部に位置するように実装された基板を試験装置に
セットする。
なお、せん断ジグと部品とを位置合わせする際は実体顕微鏡などで拡大し、位置合わせを行う。ま
た、せん断ジグと基板とのギャップは、部品厚さの1/4以下とする。ただし、せん断ジグが基板に接
触してはならない。(図1参照)
c) チップ部品に衝撃を与えないようにせん断ジグをいったん接触させ(継手のせん断強さの10%以下の
力)、その後、せん断ジグを移動して荷重を加え、測定を開始する。
なお、せん断ジグ移動速度は5〜30mm/minとする。
6. 測定値の求め方 測定値の求め方は、次による。
a) 最大せん断荷重を測定値とする。
b) 破壊位置がはんだ中、界面又は部品部であるか適切な観察装置によって観察し記録する。
図 1 測定概念図
7. 試験結果の記録 試験結果の記録は、次による。
a) 試験年月日
b) 試験場所
c) 試験材の名称及び種類
基板
せん断
ジグ
チップ
部品
せん断速度
5〜30mm/min
径0.5mm
基板電極
外部
電極
せん断
ジグ
基板
ジグと基板とのギャップ
:部品厚さの1/4以下
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 基板上のランド及び部品電極に関してめっきの有無及びめっきの種類
e) 試験片の種類
f)
はんだの種類
g) フラックスの種類及びはんだ付雰囲気の条件
h) はんだ付方法(加熱方法、予熱温度、はんだ付温度、保持時間、加熱速度・冷却速度など)
i)
はんだ継手のせん断荷重
j)
破断位置