Z3198-2:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人 日本溶接協会(JWES)から,工業
標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産
業大臣が制定した日本工業規格である。
はんだ付は、ソルダリングともいい、電子・電気機器、通信機器などの実装に使用する技術で、その使
用分野は広く、その接続の高信頼化への期待は大きい。
はんだ付に関する規格は、IEC、ISOなど国際規格をはじめ、国内外の規格があるが、この規格は、新エ
ネルギー・産業技術総合開発機構委託研究開発に基づく、「環境負荷低減化に対応したはんだ接続に必要な
試験方法等の標準化」研究の成果を基礎として用いた。
この規格は、環境に優しい“鉛を含まないはんだ”の機械的特性試験方法に関したもので、環境配慮規
格としての位置付けのものである。
この規格の一部が、技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は、このような技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の実用新
案登録出願にかかわる確認について、責任はもたない。
JIS Z 3198の規格群には、次に示す部編成がある。
JIS Z 3198‐1 鉛フリーはんだ試験方法−第1部:溶融温度範囲測定方法
JIS Z 3198‐2 鉛フリーはんだ試験方法−第2部:機械的特性試験方法−引張試験
JIS Z 3198‐3 鉛フリーはんだ試験方法−第3部:広がり試験方法
JIS Z 3198‐4 鉛フリーはんだ試験方法−第4部:ウェッティングバランス法及び接触角法によるぬ
れ性試験方法
JIS Z 3198‐5 鉛フリーはんだ試験方法−第5部:はんだ継手の引張及びせん断試験方法
JIS Z 3198‐6 鉛フリーはんだ試験方法−第6部:QFPリードのはんだ継手45度プル試験方法
JIS Z 3198‐7 鉛フリーはんだ試験方法−第7部:チップ部品のはんだ継手せん断試験方法
Z 3198-2:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験片 ··························································································································· 1
4.1 試験片の鋳造 ················································································································ 1
4.2 試験片の形状 ················································································································ 2
4.3 試験前熱処理 ················································································································ 2
4.4 標点 ···························································································································· 2
4.5 品質 ···························································································································· 2
5. 試験機 ··························································································································· 3
6. 伸び計 ··························································································································· 3
7. 試験 ······························································································································ 3
8. 試験片平行部の原断面積,標点距離,耐力,引張強さ,破断伸び及び絞りの求め方 ····················· 3
9. 試験結果 ························································································································ 4
10. 記録 ···························································································································· 4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3198-2:2003
鉛フリーはんだ試験方法−第2部:機械的特性試験
方法−引張試験
Test methods for lead-free solders-Part 2:Methods for testing of mechanical
characteristics-tensile test
序文 この規格は、鉛フリーはんだの引張試験など機械的特性の試験方法について規定したもので、平成
12年度及び平成13年度に行われた“環境負荷低減化に対応したはんだ接続に必要な試験方法等の標準化”
についての新エネルギー・産業技術総合開発機構委託業務成果を元としている。
1. 適用範囲 この規格は,主に電気機器、電子機器、通信機器などの配線接続及び部品の接続などに用
いる鉛フリーはんだの機械的特性試験に用いる引張試験片(以下,試験片という。)及び引張試験方法につ
いて規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7721 引張試験機ー力の検証方法
JIS B 7741 一軸試験に使用する伸び計の検証方法
JIS G 0202 鉄鋼用語(試験)
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 3001 溶接用語
JIS Z 3910 はんだ分析方法
3. 定義 この規格で用いる主な用語の定義は,JIS G 0202、JIS Z 2241及びJIS Z 3001によるほか、次
による。
a) 鉛フリーはんだ 合金成分として、鉛を含まない“すず系はんだ”の総称。ここでは、電気・電子・
通信機器などの実装に使用する“すず−鉛系はんだ”に対応した用途の“鉛を含まないはんだ”。
4. 試験片 試験片は鋳造された供試材から機械加工によって採取する。
4.1
試験片の鋳造 試験片の製造方法は,次による。
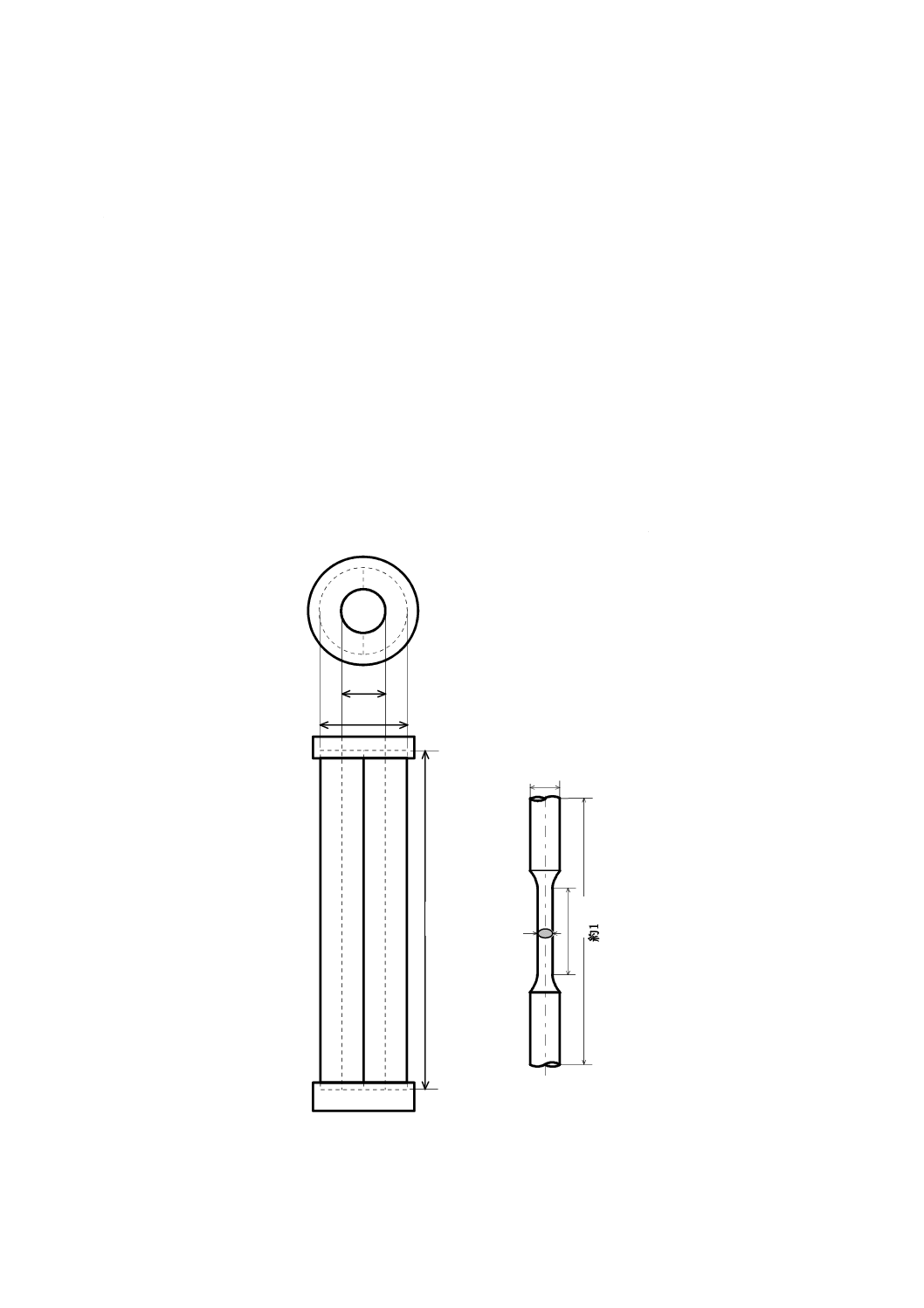
a) 試験に供するはんだ材(以下、はんだという。)は,るつぼ炉又はなべ炉,そのほか適切な方法によっ
て溶解し、図1に示す鋳型に鋳造する。
b) 鋳湯温度は、鉛フリーはんだの凝固開始温度+100±5℃とする。ただし、鋳湯前の鋳型温度は、常温
Z 3198-2:2003
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
とする。
c) 鋳型への鋳湯は、速やかに行わなければならない。
d) 鋳型材質は、ステンレス鋼,鋳鉄、カーボンなどを用いる。
e) 試験片は、1溶解ごとに1個をとる。
f)
連続して鋳造を行う場合には,水冷などの適切な方法によって鋳型を常温に冷却した後,実施しなけ
ればならない。
g) 削り代の寸法は,標点部直径 +20mm以上,試験片長さ +30mm以上とする。。
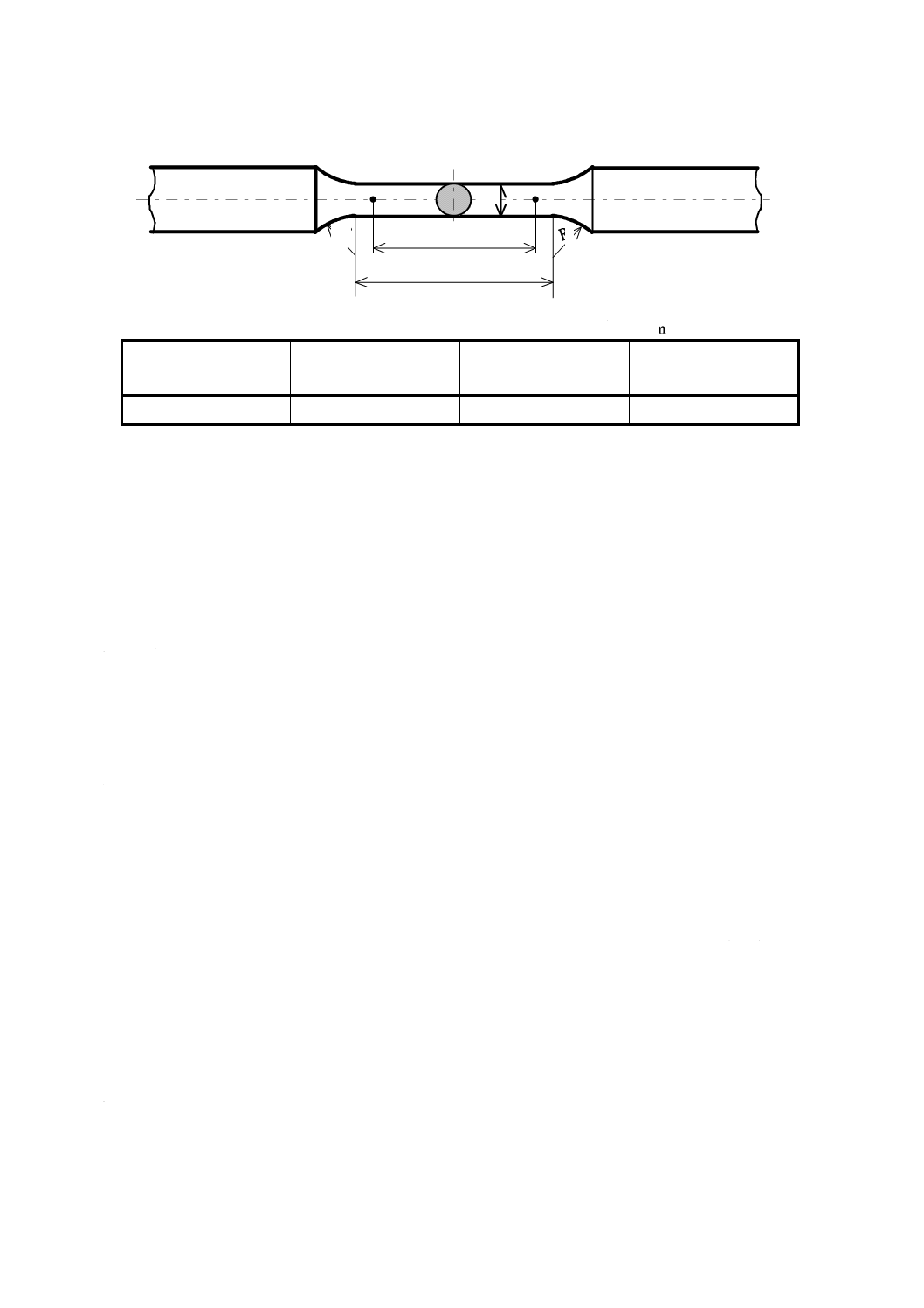
4.2
試験片の形状 試験片は,JIS Z 2201に規定する4号試験片に準じた棒状試験片とし,試験片の形
状及び寸法は,図2による。
4.3
試験前熱処理 試験前に熱処理を行う場合には,試験片の材質に変化を生じるような加熱は避けな
ければならない。
4.4
標点 標点を記す必要がある場合は、標点は油性インクペン又は接着剤などを用いて記す。試験片
の表面にパンチやけがき針などできずをつけてはならない。
4.5
品質 試験片の品質は,次による。
a) 試験片に供する鋳物は,品質均一で,有害なきず、鋳巣などがあってはならない。
b) 試験片の化学成分は、JIS Z 3910による化学分析試験又は受渡当事者間の協定による。
2
4
0
φ30
φ60
φ10
6
0
φ20
約
1
8
0
図 1 鋳型の形状および寸法
単位 mm
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
P
L
R
R
単位 mm
径
D
標点距離
L
平行部の長さ
P
肩部の半径
R
10
50
約60
15以上
備考1. 平行部は機械仕上げによって1.6μm以下の表面平均粗さとする。
2. 標点部径の寸法の許容差は、0.04mm以下とする。
3. 図1の寸法によることができない場合には,平行部の径Dを6mm以上とし,標点距離を5D
と定めてもよい。平行部の長さPはP=L+0.5D以上とする。
図 2 試験片の形状及び寸法
5. 試験機 試験機はJIS B 7721による。
6. 伸び計 伸び計を使用する場合は、JIS B 7741による等級1級以上とする。
7. 試験 試験は次による。
a) 力の加え方 力の加え方は,JIS Z 2241による。
b) 力を加える速度 力を加える速度は,JIS Z 2241による。
c) 試験温度 試験温度は、23±5℃とする。高温引張試験及び低温引張試験を行う場合には,恒温装置を
用いる。恒温装置は,標点距離内での試験片表面温度変化が5℃以下でなければならない。高温引張
試験及び低温引張試験を行う場合には,常温において試験片をつかみ装置に取り付け,試験温度まで
加熱及び冷却をするのが望ましい。加熱及び冷却中には,試験片保護機能などを用いて,試験片取り
付け時に試験片に加えられた力以上の力が加えられないように注意する。
8. 試験片平行部の原断面積,標点距離,耐力,引張強さ,破断伸び及び絞りの求め方 試験片平行部の
原断面積,標点距離,耐力,引張強さ,破断伸び及び絞りの求め方は,次による。
a) 試験片平行部の原断面積 試験片平行部の原断面積の求め方は,JIS Z 2241による。
b
標点距離 標点距離の求め方は,JIS Z 2241による。
c) 耐力 耐力の求め方は,JIS Z 2241による。
d) 引張強さ 引張強さの求め方は,JIS Z 2241による。
e) 破断伸び 破断伸びの求め方は,JIS Z 2241による。ただし,標点外で破断した場合及び破断部だけ
に応力集中によるオレンジピールが発生した場合には,算出しない。
f)
絞り 絞りの求め方は,JIS Z 2241による。ただし,標点外で破断した場合及び破断部だけに応力集
Z 3198-2:2003
(6)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
中によるオレンジピールが発生した場合には,算出しない。
9. 試験結果 試験結果には,試験前熱処理条件,試験温度及び試験時のひずみ速度(クロスヘッド速度)
を付記する。また,試験片の破断位置は,次の記号を付記して区別する。
A 標点間の中心から標点距離の1/4以内で破断した場合
B 標点間の中心から標点距離の1/4を超え,標点以内で破断した場合
C 標点外で破断した場合
10. 記録 試験報告書が必要な場合には,次の項目を報告事項として受渡当事者間の協定によって選択す
る。
a) 試験年月日
b) 規格の記号、番号及び名称
c) 試験片の化学成分
d) 試験片鋳物製造日
e) 試験片鋳造時の凝固速度
f)
鋳型材質
g) 試験片の形状
h) 試験片の採取位置
i)
試験片の採取方向
j)
試験結果
k) 試験片番号
l)
試験装置名称及び形式
m) 伸び計名称及び形式
n) 恒温装置名称及び形式