Z 3192 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS Z 3192 : 1988は改正され,この規格に置き換えられる。
今回の改正では,国際規格との整合を図るために,ISO 5187, Welding and allied processes−Assemblies
made with soft solders and brazing filler metals−Mechanical test methodsを基礎として用いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3192 : 1999
ろう付継手の引張
及びせん断試験方法
Methods of tensile and shear tests for brazed joint
序文 この規格は,1985年に第1版として発行されたISO 5187, Welding and allied processes−Assemblies
made with soft solders and brazing filler metals−Mechanical test methodsを基に作成した日本工業規格である
が,対応国際規格には規格されていない規格内容(試験片の種類)及び規定項目(試験結果の記録)を追
加している。
なお,点線の下線を施してある箇所は,対応国際規格にない事項である。
1. 適用範囲 この規格は,ろう付継手の引張及びせん断試験方法について規定する。
備考 この規格の対応規格を,次に示す。
ISO 5187 : 1985 Welding and allied processes−Assemblies made with soft solders and brazing filler
metals−Mechanical test methods
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 0031 製図−面の肌の図示方法
JIS Z 2241 金属材料引張試験方法
3. 試験の種類 試験の種類は,引張試験及びせん断試験の2種類とする。
4. 試験片
4.1
試験片の種類 試験片の種類は,試験の種類及び試験片の形状によって区分し,表1のとおりとす
る。
2
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 試験片の種類
種類
備考
引張試験片
1号
A 板材及び形材の突合せろう付継手
B
2号
A 棒状の突合せろう付継手
B
せん断試験片
3号
A 板材及び形材の重ねろう付継手
B
C
D
引張せん断試験片
4号
板材及び形材のスカーフろう付継手
4.2
試験片の形状及び寸法 試験片の形状及び寸法は,次による。
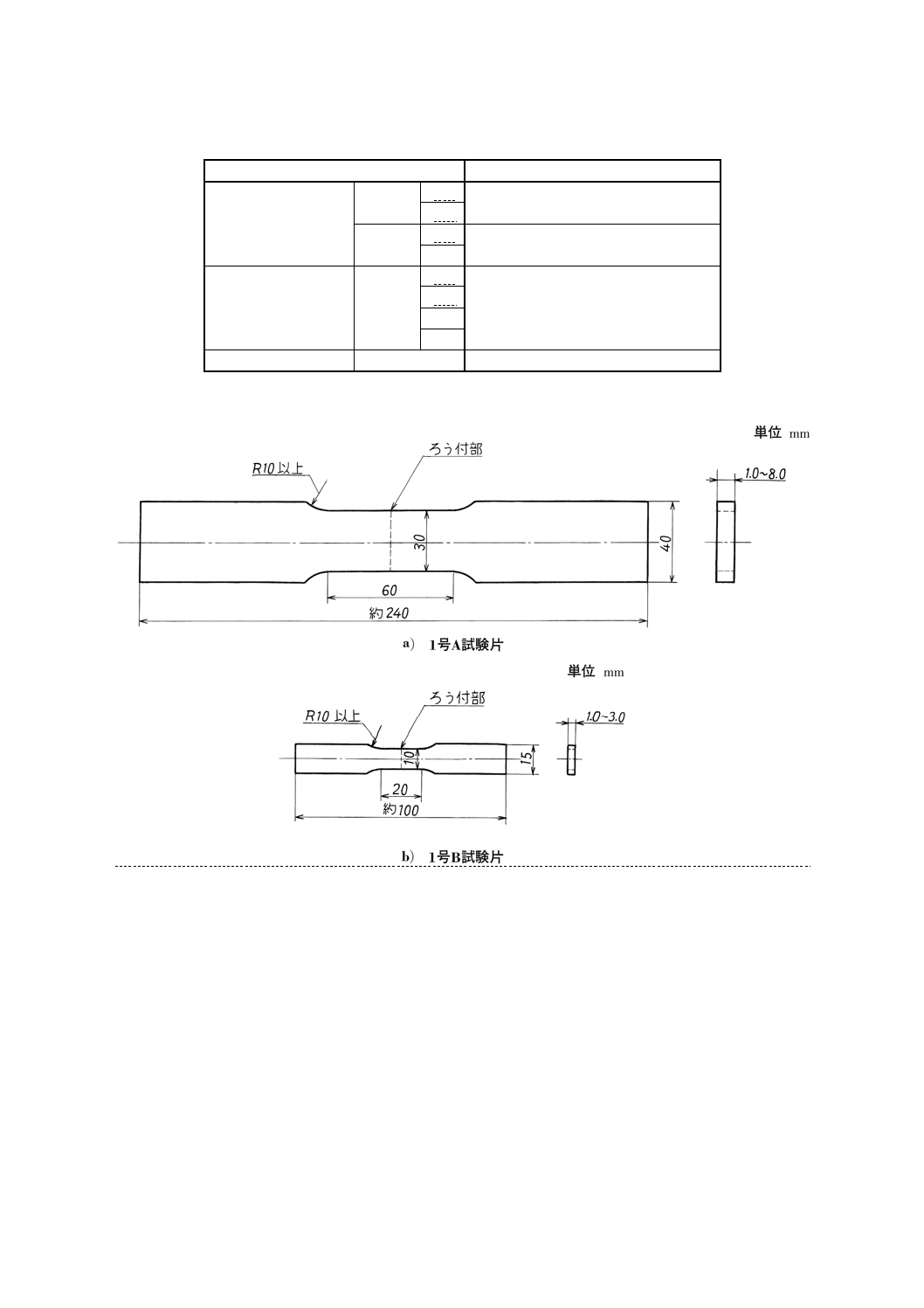
a) 1号試験片の形状及び寸法は,図1による。
備考1. 試験片の平行部は,ろう付後機械仕上げとする。
2. 平行部及び肩部の仕上げ表面粗さは,Rmax25Sとする。
3. 指示記号は,JIS B 0031による。
図1 1号試験片
3
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
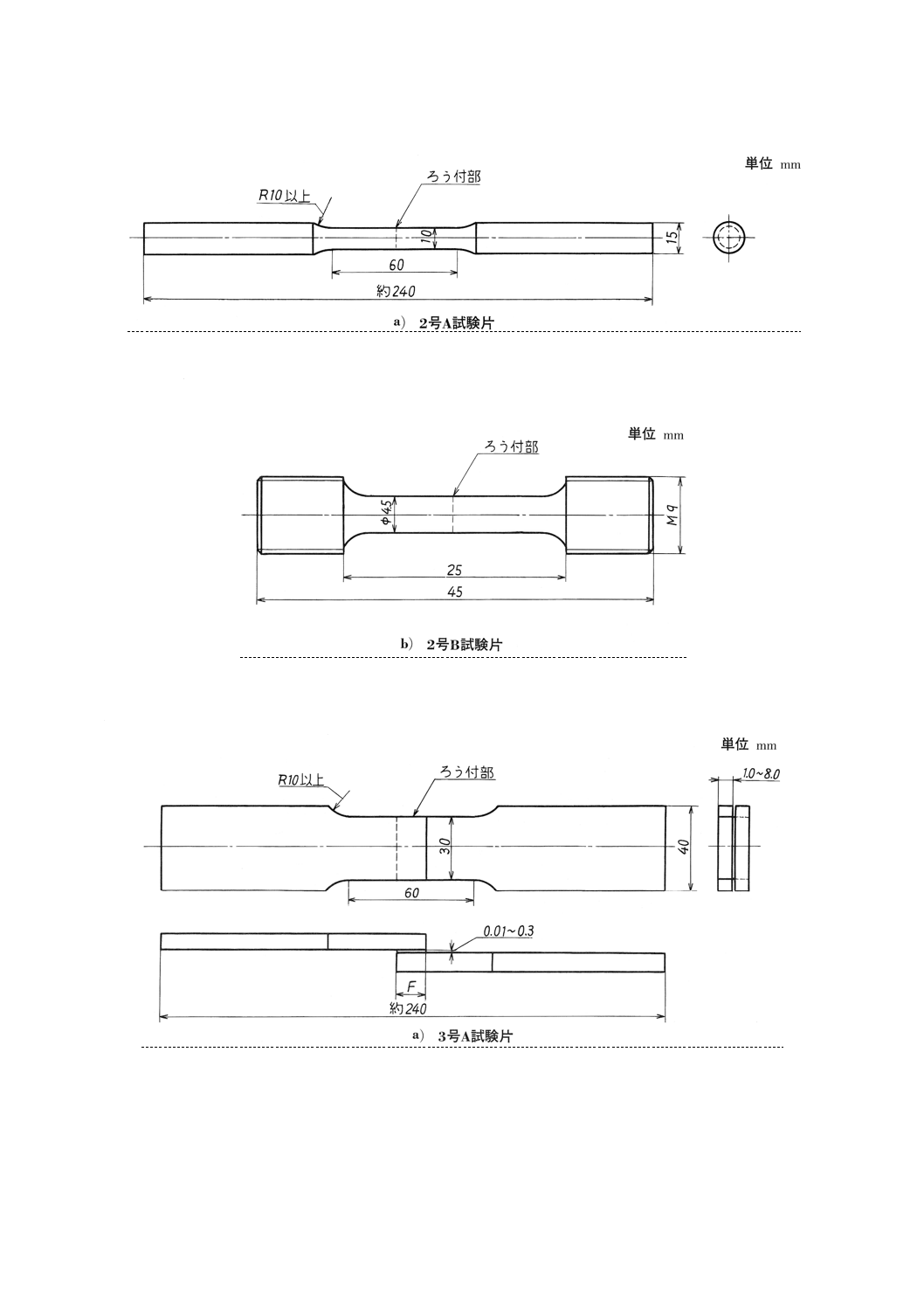
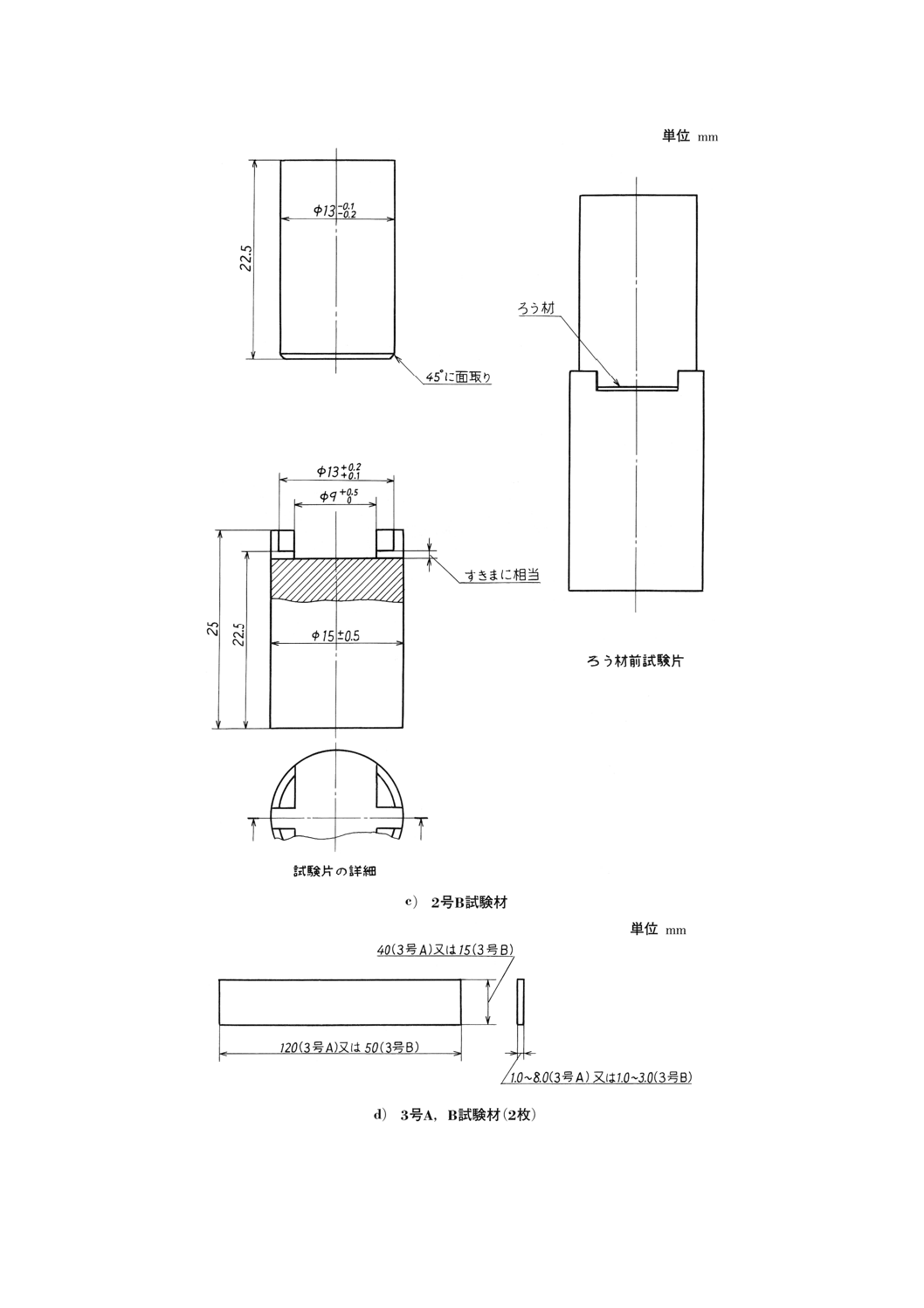
b) 2号試験片の形状及び寸法は,図2による。
備考1. 試験片の平行部は,ろう付後機械仕上げとする。
2. 平行部及び肩部の仕上げ表面粗さは,Rmax25Sとする。
3. 指示記号は,JIS B 0031による。
図2 2号試験片
備考 試験片の平行部は,ろう付後機械仕上げとする。
図2 2号試験片(続き)
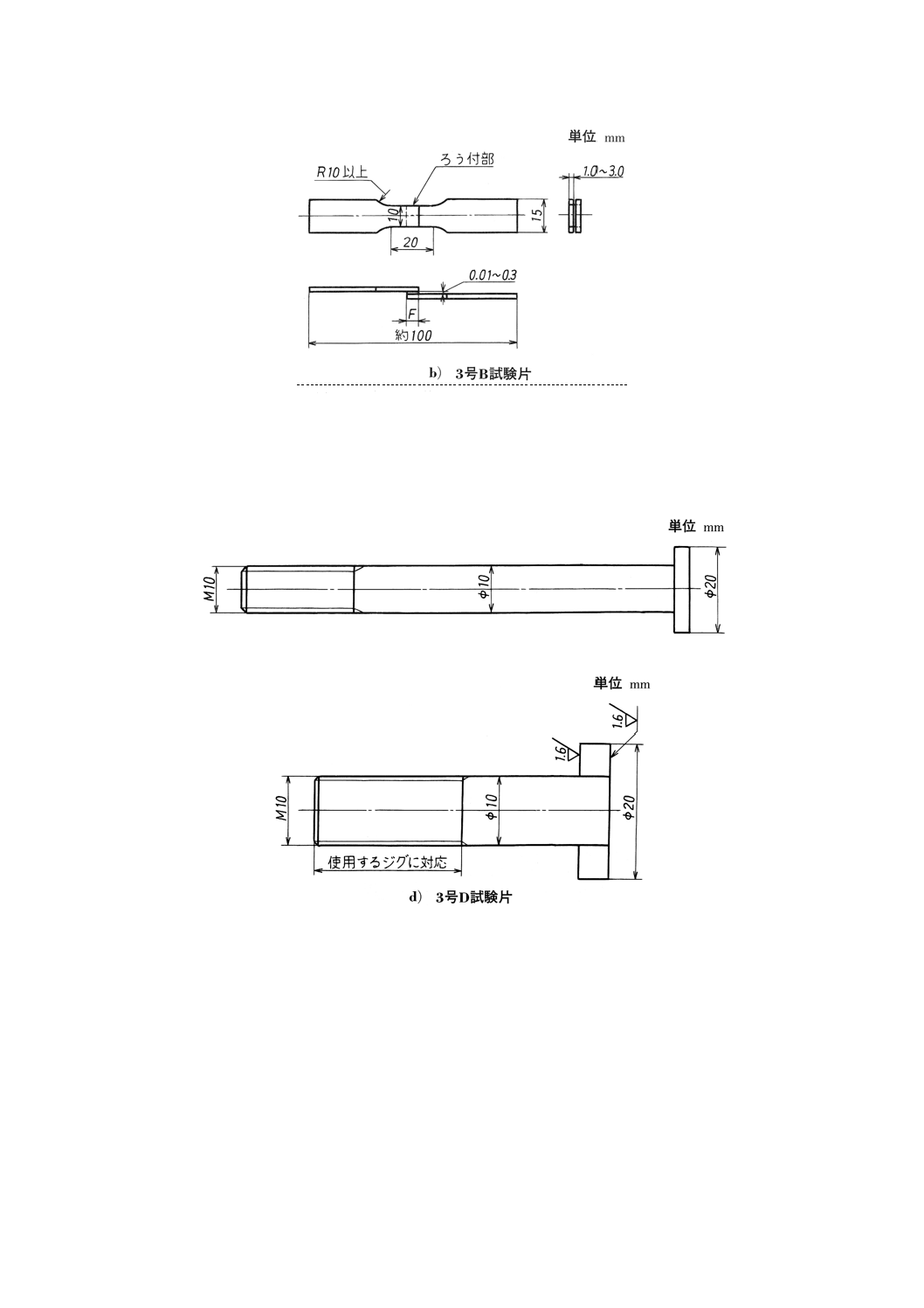
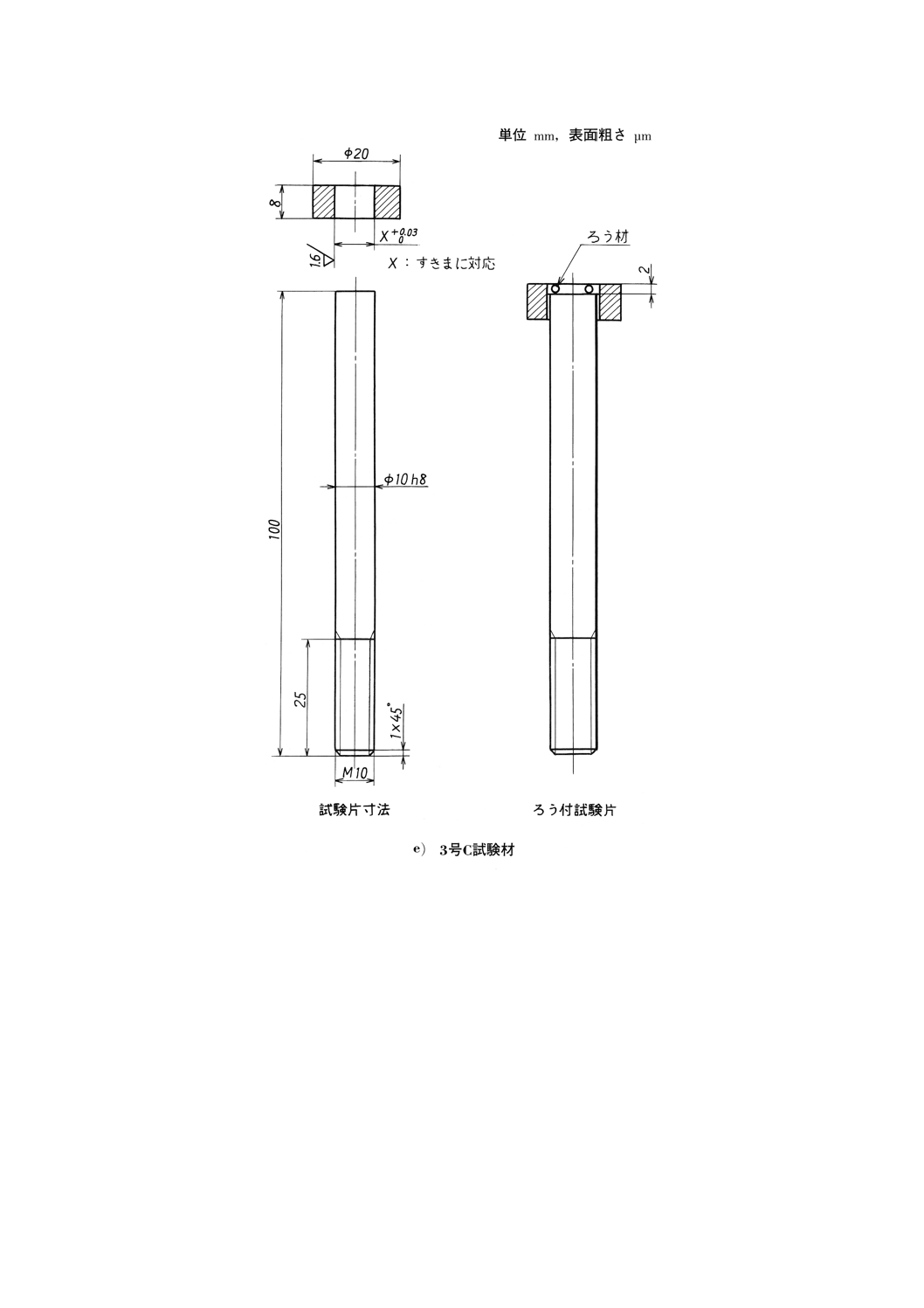
c) 3号試験片の形状及び寸法は,図3による。
注 重ねしろ (F) は,試験の目的,母材及びろうの種類によって決める。
4
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注 重ねしろ (F) は,試験の目的,母材及びろうの種類によって決める。
備考1. 試験片のろうのすみ肉は,完全に取り除いておかなければならない。
2. 試験片の平行部及び側面は,ろう付後機械仕上げとする。
3. 試験片は平行部及び肩部の仕上げ表面粗さは,Rmax25Sとする。
4. 指示記号は,JIS B 0031による。
図3 3号試験片
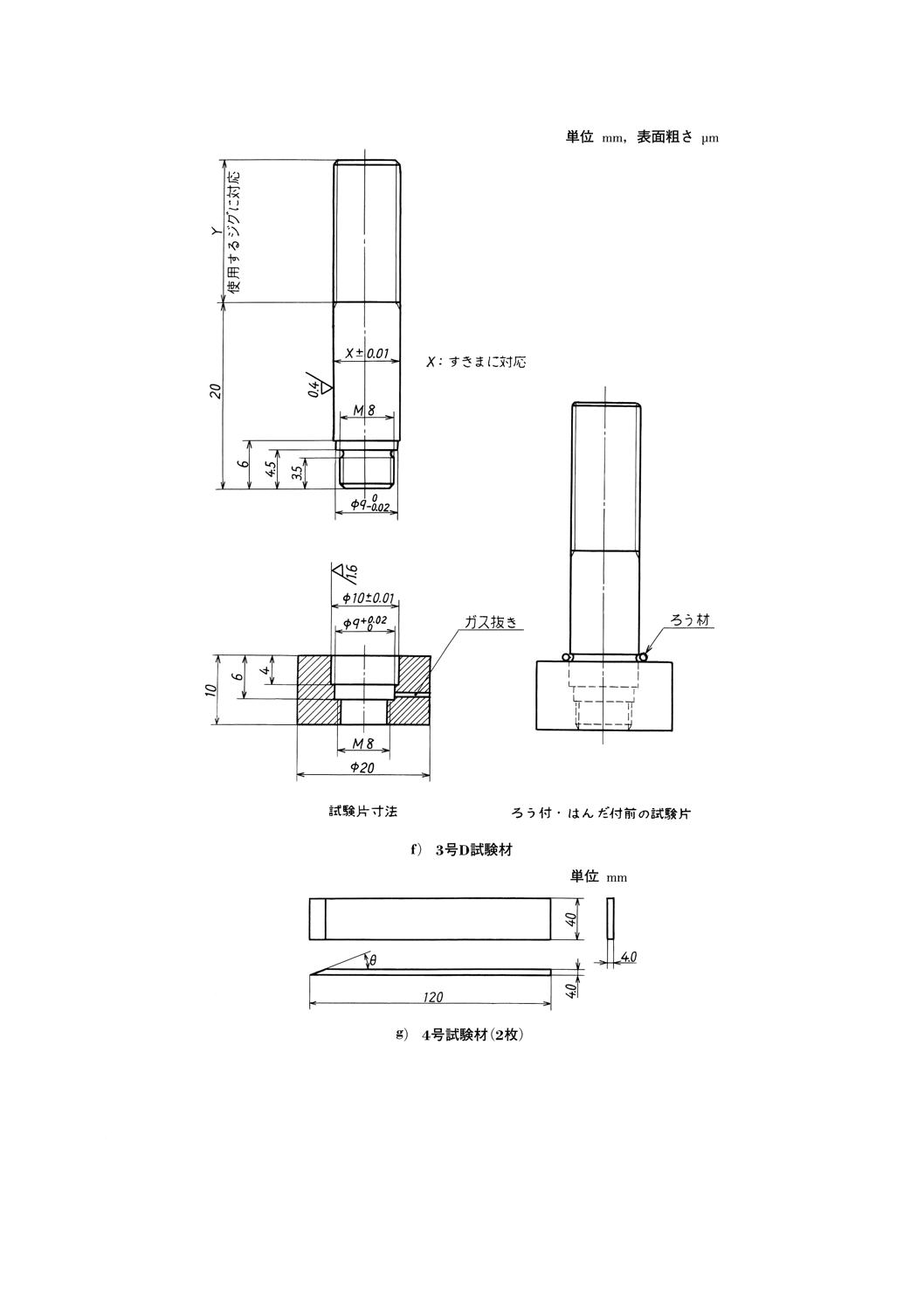
備考1. 試験片の平行部は,ろう付後機械仕上げとする。
2. フランジの重ね代は,機械仕上げ後の寸法とする。
備考1. 試験片の平行部は,ろう付後機械仕上げとする。
2. フランジの重ね代は,機械仕上げ後の寸法とする。
図3 3号試験片(続き)
5
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
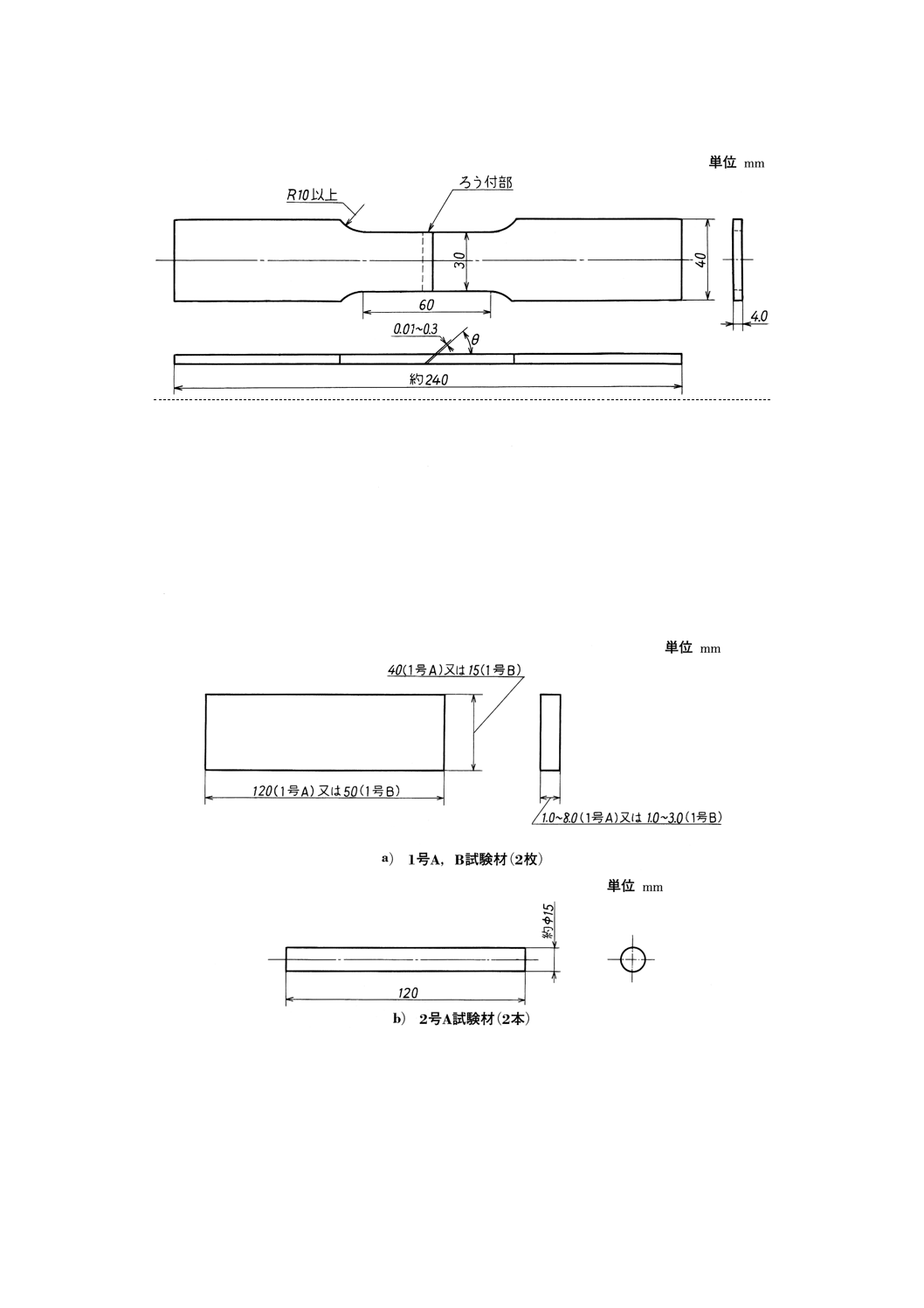
d) 4号試験片の形状及び寸法は,図4による。
注 スカーフ角度 (θ) は,試験の目的,母材及びろうの種類によって決める。
備考1. 試験片のろうのすみ肉は,完全に取り除いておかなければならない。
2. 試験片の平行部及び側面は,ろう付後機械仕上げとする。
3. 試験片は,平行部及び肩部の仕上げ表面粗さは,Rmax25Sとする。
4. 指示記号は,JIS B 0031による。
図4 4号試験片
5. 試験材,ろう,フラックス及びろう付雰囲気
5.1
試験材 試験材は,次による。
a) 試験材は,試験の目的によって定め,その形状及び寸法は,図5による。
図5 試験材の形状及び寸法
6
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 試験材の形状及び寸法(続き)
7
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 試験材の形状及び寸法(続き)
8
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 試験材の形状及び寸法(続き)
b) 試験片の1号,2号A,3号A,B及び4号のろう付面は,機械加工などによって仕上げる。
c) ろう付面は,機械加工などによって仕上げる。表面粗さは,Rmax25Sとする。
d) ろう付面は,脱脂剤,酸洗いなどによって清浄にする。
5.2
ろう ろうは,次による。
9
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験に用いるろうの表面は,適切な方法によって清浄にしなければならない。
b) 試験に用いるろうの量は,ろう付継手のすきまを満たすのに必要な量とする。
5.3
フラックス及びろう付雰囲気 フラックス及びろう付雰囲気は,次による。
a) フラックス及びろう付雰囲気は,そのろう付に適したものを用いなければならない。
b) フラックスは,ろう付面の全面にわたり均等に塗布しなければならない。
6. 試験材のろう付 試験材のろう付は,次による。
a) ろう付の際,試験材のずれをなくすために適切なジグを使用する。
b) ろう付継手のすきまは,ろうの種類によって異なるが,0.01〜0.3mmの範囲とする。ただし,試験結
果の比較には,ほぼ同一すきまのものを選んで行わなければならない。
c) ろう付温度は,用いるろうの適正ろう付温度範囲とする。ただし,ろう規格の参考値のろう付温度と
してもよい。
d) 継手全面にわたりろうの厚さは均一で,なるべく変形のないものでなければならない。
e) ろう付継手の冷却は急冷を避け,ろうの固相線温度以下まで徐冷しなければならない。
f)
ろう付継手からはみ出した余分なろうは,削り取らなければならない。
g) ろう付後,試験材に付着しているフラックス,スラグなどは,水洗いなど適切な方法によって,完全
に除去しなければならない。
h) 試験材は,ろう付後のひずみきょう正を行ってはならない。
7. 試験材の加工 試験材の加工は,次による。
a) 試験片は,図5に示す試験材をろう付した後,機械加工によって図1〜4のように仕上げる。
b) 試験片に仕上げる際は,変形を与えるような荷重を加えてはならない。
8. 試験方法 試験方法は,次による。
a) 試験方法は,JIS Z 2241に規定する引張試験方法によって行う。
b) 試験中,試験片には,曲げ方向の力が掛からないようにしなければならない。
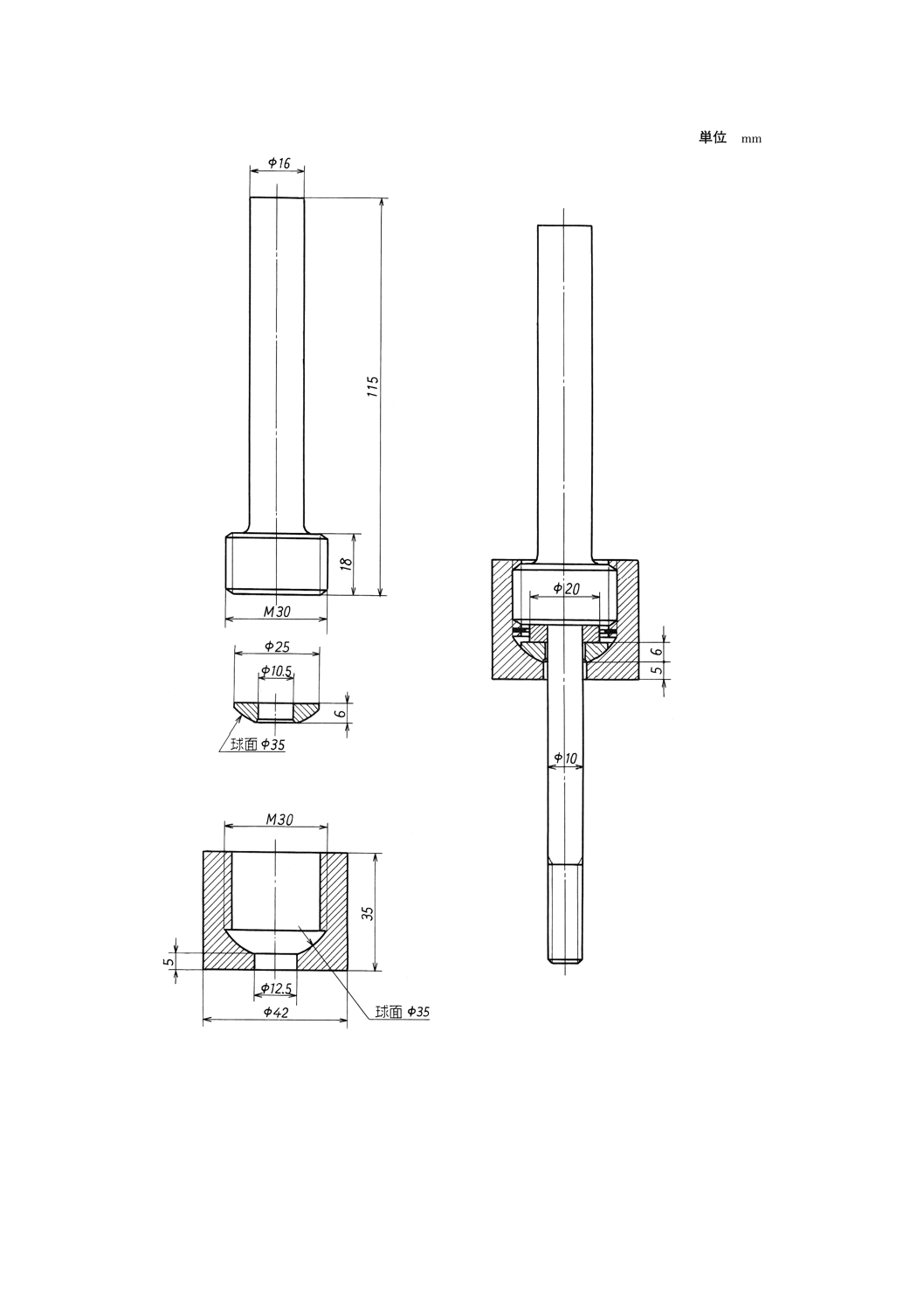
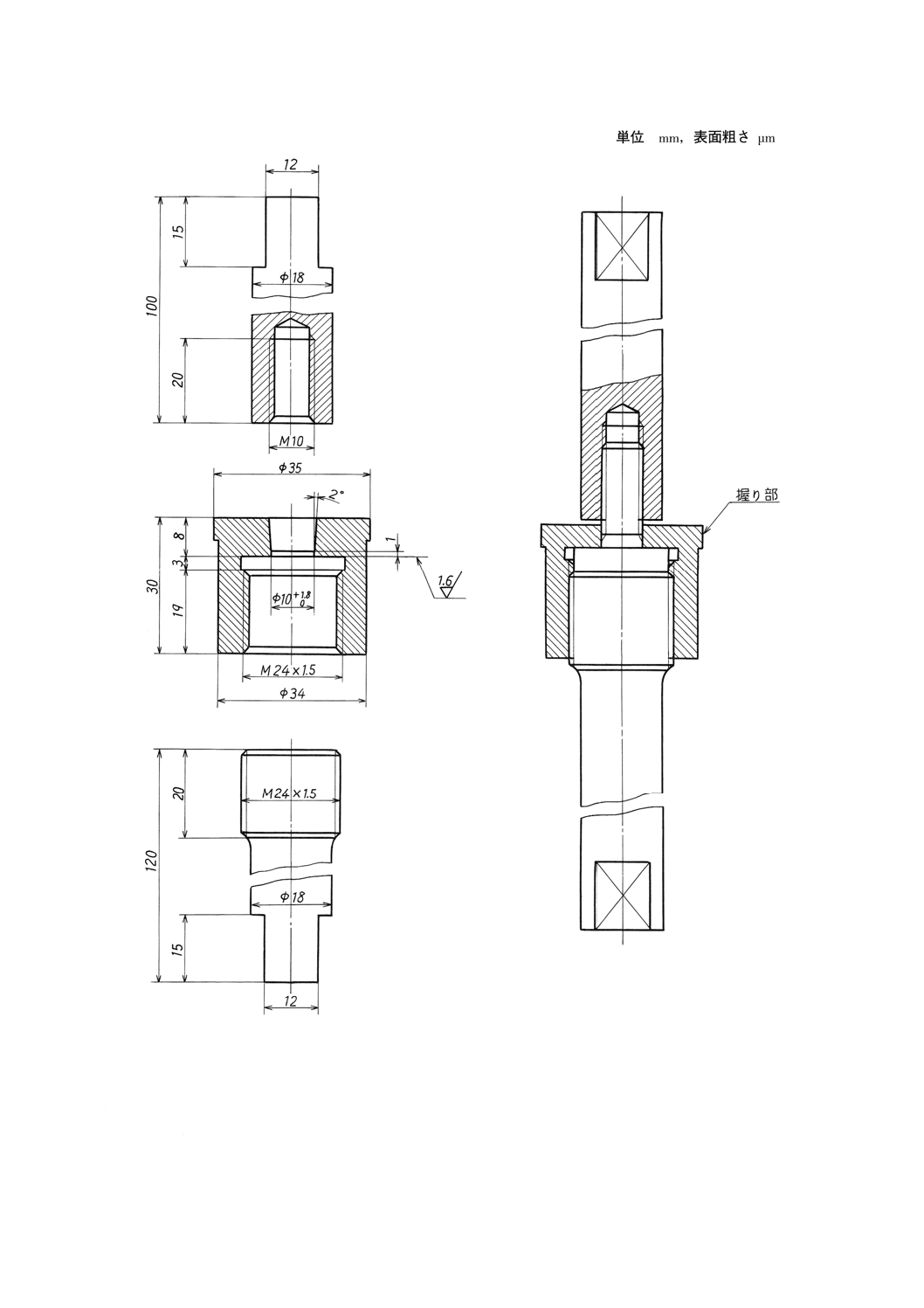
c) 3号C,D試験片は,図6及び図7に示す試験ジグを用いる。
10
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 3号C試験片用引張荷重ジグ
11
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 3号D試験片用引張荷重ジグ
9. 測定値の求め方 測定値の求め方は,次による。
a) ろう付後のろうの厚さは,適当な測定器によって,ろうの露出面の両端を0.01mmの値まで測定し,
その平均値とする。
b) ろう付継ぎ手の面積は,継手幅,重ねしろとも,それぞれ両端部の2か所の測定値の平均をとり,継
12
Z 3192 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手幅に重ねしろを乗じた値とする。継手幅,重ねしろは,適当な測定器を用いて0.1mmの値まで測定
する。
c) ろう付継手の引張強さは,次の式によって求める。
A
P
=
σ
ここに,
σ: ろう付継手の引張強さ (N/mm2)
P: ろう付継手の最大破断荷重 (N)
A: 試験前のろう付継手の面積 (mm2)
d) ろう付継手のせん断強さは,次の式によって求める。
A
PS
=
τ
ここに,
τ: ろう付継手のせん断強さ (N/mm2)
PS: ろう付継手の最大破断荷重 (N)
A: 試験前のろう付継手の面積 (mm2)
10. 試験結果の記録 試験結果の報告には,次の事項を記録する。
a) 試験年月日
b) 試験場所
c) 試験材の名称,種類
d) 試験片の種類
e) ろうの種類
f)
フラックスの種類又は雰囲気の種類
g) ろう付方法(加熱方法,ろう付温度,ろう付時間など)
h) ろう付継手の引張強さ又はせん断強さ
JIS Z 3192 改正原案作成委員会 構成表
氏名
所属
(委員長)
有 賀 正
東海大学工学部金属材料工学科
(委員)
柏 木 孝 三
田中貴金属工業株式会社平塚工場
恩 澤 忠 男
東京工業大学工学部
雀 部 謙
科学技術庁金属材料技術研究所組織制御研究
部
醍 醐 隆 司
株式会社徳力本店品質保証部
藤 本 潤
石福金属興業株式会社草加第2工場生産管理
部
堀 仁
水野ハンディーハーマン株式会社工業製品本
部
乾 昌 弘
乾庄貴金属化工株式会社
布 施 俊 明
株式会社東芝電力・産業システム技術開発セン
ター
舟 本 孝 雄
株式会社日立製作所日立研究所材料2部
堀 泰 治
橋本運送株式会社品質保証部
松 忠 男
東京ブレイズ株式会社
山 下 満 男
富士電機株式会社生産技術研究所第2開発部
水 野 美 法
三菱重工業株式会社本社技術管理部
(事務局)
池 原 平 晋
社団法人日本溶接協会