2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3159-1993
H形拘束溶接割れ試験方法
Method of H−type restrained weld cracking test
1. 適用範囲 この規格は,被覆アーク溶接,ガスシールドアーク溶接,セルフシールドアーク溶接及び
サブマージアーク溶接による鋼溶接部に発生する溶接割れを調べるH形拘束溶接割れ試験方法について規
定する。
備考 この規格の引用規格を,次に示す。
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
JIS Z 2343 浸透探傷試験方法及び浸透指示模様の分類
2. 試験板
2.1
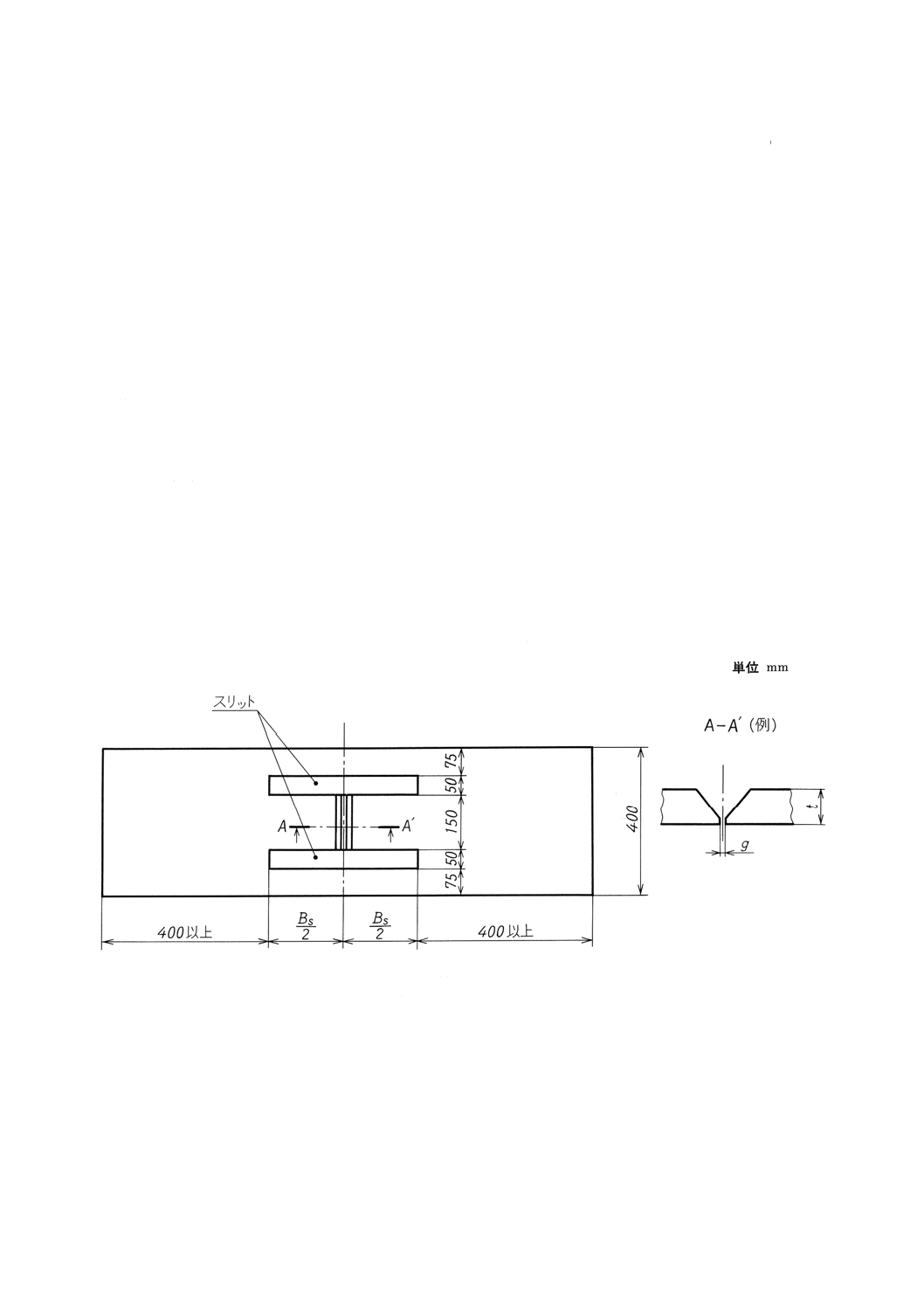
試験板の形状及び寸法 試験板の形状及び寸法は,図1による。ただし,図2のように立板を取り
付けて,T継手又は角継手としてもよい。
図1 試験板の形状及び寸法
ここに,
t: 試験板の厚さ
g: ルート間隔
BS: 試験板のスリット長さ
2
Z 3159-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
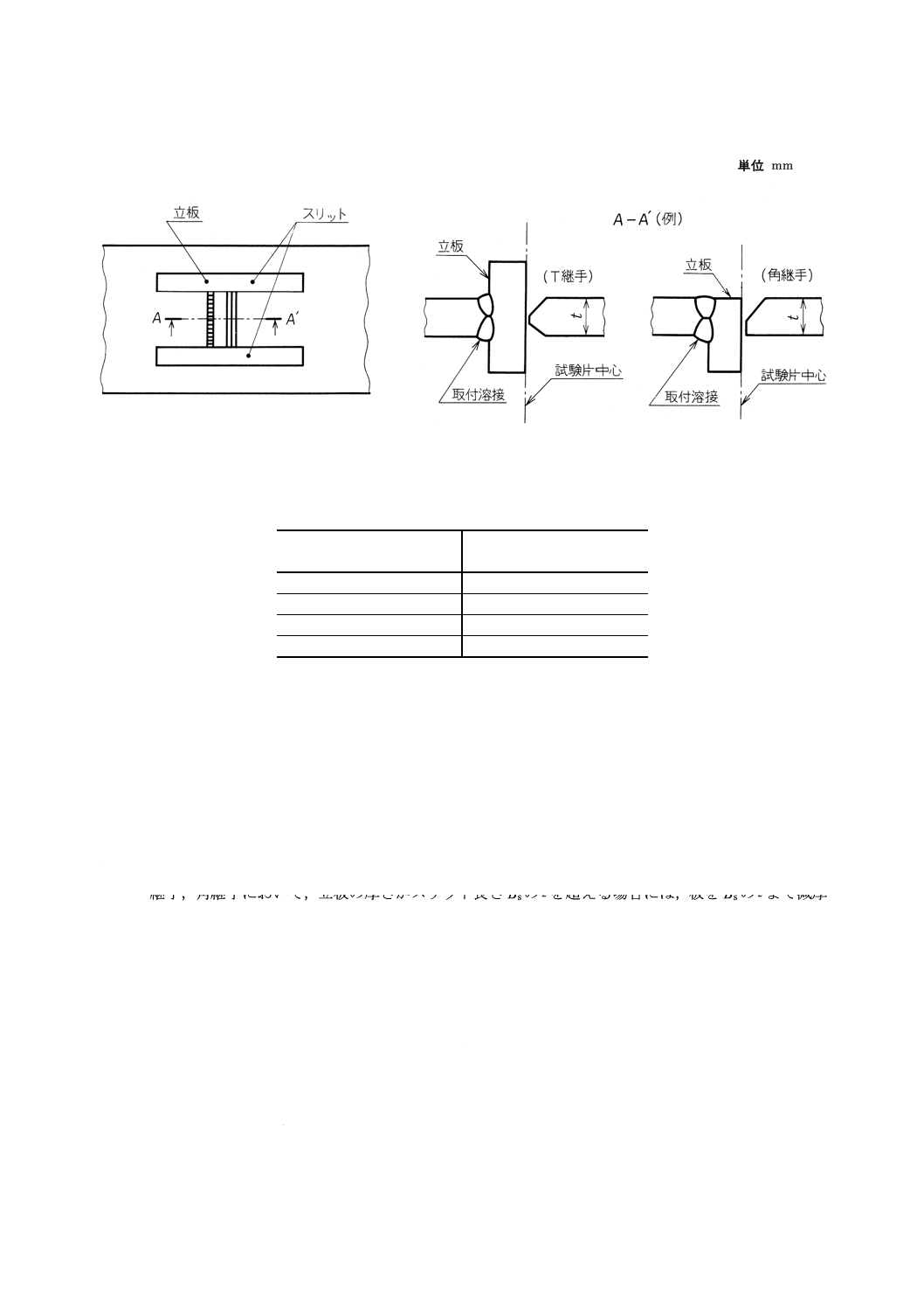
図2 T継手,角継手の場合
ここに, t: 試験板の厚さ
2.2
試験板のスリット長さBs 試験板のスリットの長さBsは,拘束度RFに応じて表1から選択する。
表1 スリット長さBs
スリット長さBs
mm
拘束度RF
N/mm・mm
50
400t
140
300t
300
200t
800
100t
備考1. 拘束度RFは,開先間隔を弾性的に1mm縮めるの
に要する継手長さ1mm当たりの力で表す。
2. tは,対象継手の板厚 (mm) を表す。
2.3
開先形状 開先形状は,実際の溶接施工に近いものとする。ただし,1mm以上のルート間隔を設け
る。
2.4
試験板の作製方法
2.4.1
試験板の作製は,鋼板を熱切断若しくは機械加工で切り抜く方法,又は溶接で組み立てる方法によ
る。溶接で組み立てる場合,試験部以外には,同一強度レベル,かつ,同一板厚の他の鋼板を用いてもよ
い。
2.4.2
継手,角継手において,立板の厚さがスリット長さBsの21を超える場合には,板をBsの21まで減厚
する。ただし,減厚した場合,取付け溶接される側を加工する。
3. 試験方法 試験方法は,次による。
(1) 試験溶接は,原則として被覆アーク溶接,ガスシールドアーク溶接,セルフシールドアーク溶接又は
サブマージアーク溶接とする。ただし,溶接姿勢は実際の溶接施工に即したものとする。
(2) 継手の始端及び終端には,原則としてエンドタブを用いる。
(3) 溶接完了後,48時間以上経過してから,表面割れ及び内部割れを調べる。
(4) 表面割れは,試験部の全長にわたって磁粉探傷試験又は浸透探傷試験によって調べる。試験方法は,
JIS G 0565又はJIS Z 2343による。ただし,等級分類は行わない。
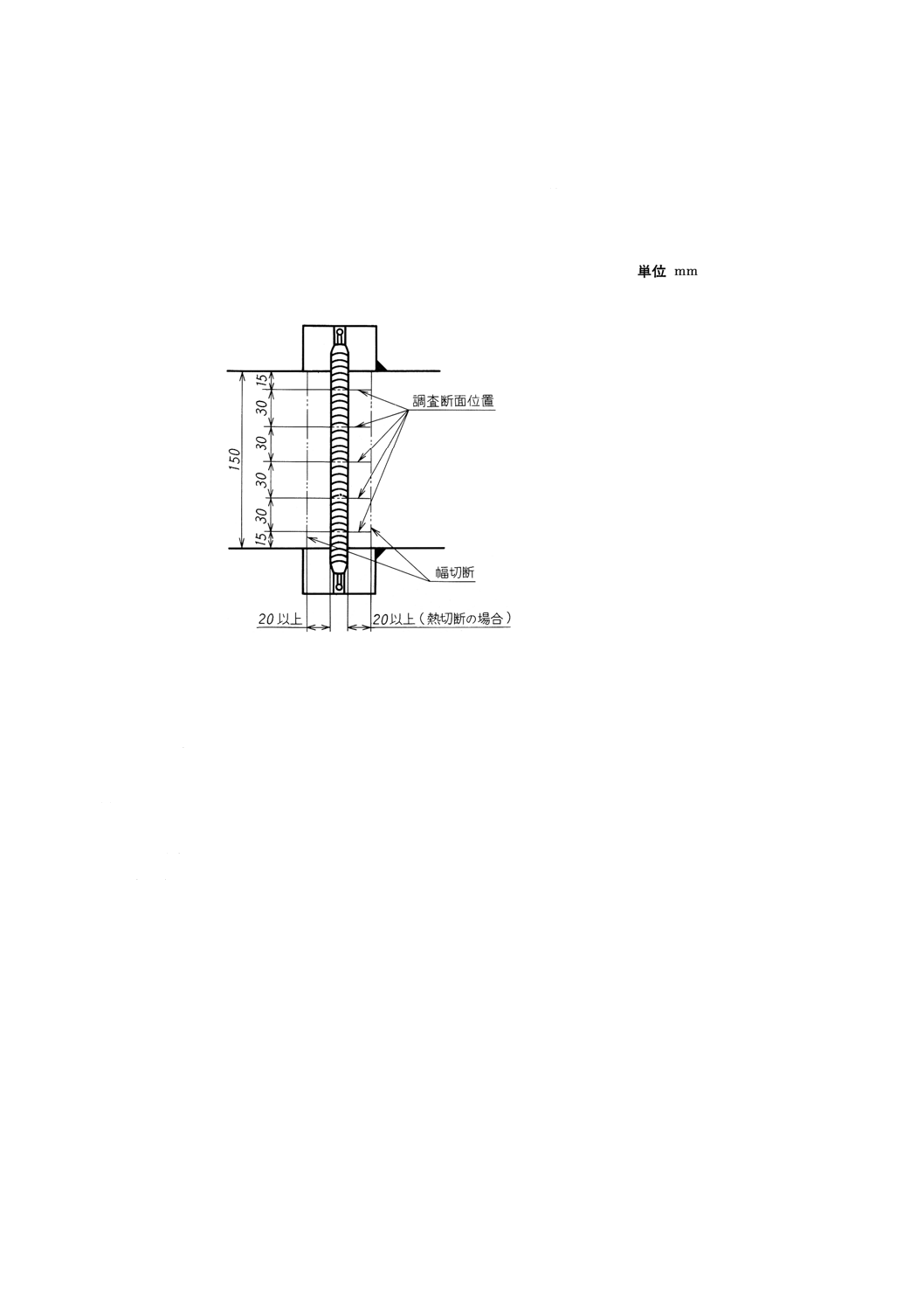
(5) 断面割れは,図3に示す5横断面の位置について調べる。調査位置の切断は,機械加工による。各試
3
Z 3159-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
験片は,まず,横断面を研磨腐食し,適当な方法によって拡大して(倍率15倍程度),割れの有無及
び長さを調べる。
なお,幅切断は,熱切断によってもよい。この場合,切断線は,溶接の止端から20mm以上離れた
位置とする。
図3 内部割れ調査位置
4. 記録 試験を行った後,次の項目について記録する。
(1) 試験板の材料の種類
(2) 拘束度及びスリット長さBs
(3) 継手形式
(4) 試験板の厚さ及び開先形状
(5) 溶接方法
(6) 溶接材料の種類及び寸法
(7) 溶接姿勢
(8) 溶接条件
(9) 割れ調査方法
(10) 割れ試験結果
4
Z 3159-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案調査作成委員会 構成表
氏名
所属
(委員長)
田 村 博
日本大学工学部機械工学科
小 林 秀 雄
機械技術研究所
足 立 芳 寛
通商産業省基礎産業局
服 部 幹 雄
工業技術院標準部
福 島 貞 夫
金属材料技術研究所
神 久 泰
財団法人日本海事協会
西 川 裕
株式会社神戸製鋼所
平 野 侃
日鐵溶接工業株式会社
小 西 良 和
住金溶接工業株式会社
高 津 玉 男
日本ウェルディング・ロッド株式会社
渡 辺 潔
日本油脂株式会社
西 山 昇
川崎製鉄株式会社
村 山 武 弘
石川島播磨重工業株式会社
大 杉 章 生
川崎重工業株式会社
小見山 輝 彦
日本鋼管株式会社
近 藤 康 夫
三菱重工業株式会社
本 間 浩 夫
日揮株式会社
鈴 木 宏
千代田プロテック株式会社
池 原 平 晋
社団法人日本溶接協会