2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3143-1996
突合せ圧接継手の試験方法
Method of test for butt pressure welded joints
1. 適用範囲 この規格は,アプセット溶接,フラッシュ溶接,ガス圧接,摩擦圧接,その他の突合せ圧
接方法によって作られた同一断面部材どうしの溶接継手(以下,溶接継手という。)の試験方法について規
定する。
備考 この規格の引用規格を,次に示す。
JIS Z 2241 金属材料引張試験方法
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 3001 溶接用語
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
2. 用語の定義 この規格に用いる用語の定義は,JIS Z 3001による。
3. 試験の種類 試験の種類は,外観試験,断面マクロ試験,断面硬さ試験,引張試験及び曲げ試験の5
種類とする。
4. 試験材及び試験片
4.1
試験材の作製 試験材の作製は,次による。
(1) 材料 試験材に使用する材料は,材質,形状,寸法,熱処理状態,突合せ面の性状,表面状況などが,
実際の製品の製作に使用されるものと同等でなければならない。環状部材においては,環状部をもつ
ままで試験材を作製しなければならない。
(2) 溶接設備 試験材を作製するための溶接電源,溶接装置などの溶接設備は,実際の製品の製作に使用
されるものと同一でなければならない。
(3) 溶接条件 試験材を作製するための溶接条件は,実際の製品の製作に使用されるものと同一でなけれ
ばならない。
(4) ジグ,電極その他 試験材の作製に使用する溶接ジグ,電極などは,実際の製品の製作に使用される
ものと同一でなければならない。
(5) 熱処理 実際の製品の製作に使用されるものが,溶接後,熱処理されるものの場合は,試験材もまた
同一の熱処理を施さなければならない。
4.2
試験片の作製 試験片の作製は,次による。
(1) 外観試験片 外観試験片は,溶接によって生じたばり及び膨らみを除去しない。ただし,溶接作業中,
ばり及び膨らみが自動的に除去されるものについてはこの限りでない。
2
Z 3143-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 断面マクロ試験片及び断面硬さ試験片 断面マクロ試験片及び断面硬さ試験片は,試験材の軸方向に
ほぼ中心線に沿って切断し,研磨する。必要に応じて,更に材料に適合した腐食液によってマクロ組
織がよく見えるようにする。
なお,断面マクロ試験片と断面硬さ試験片は共用とする。
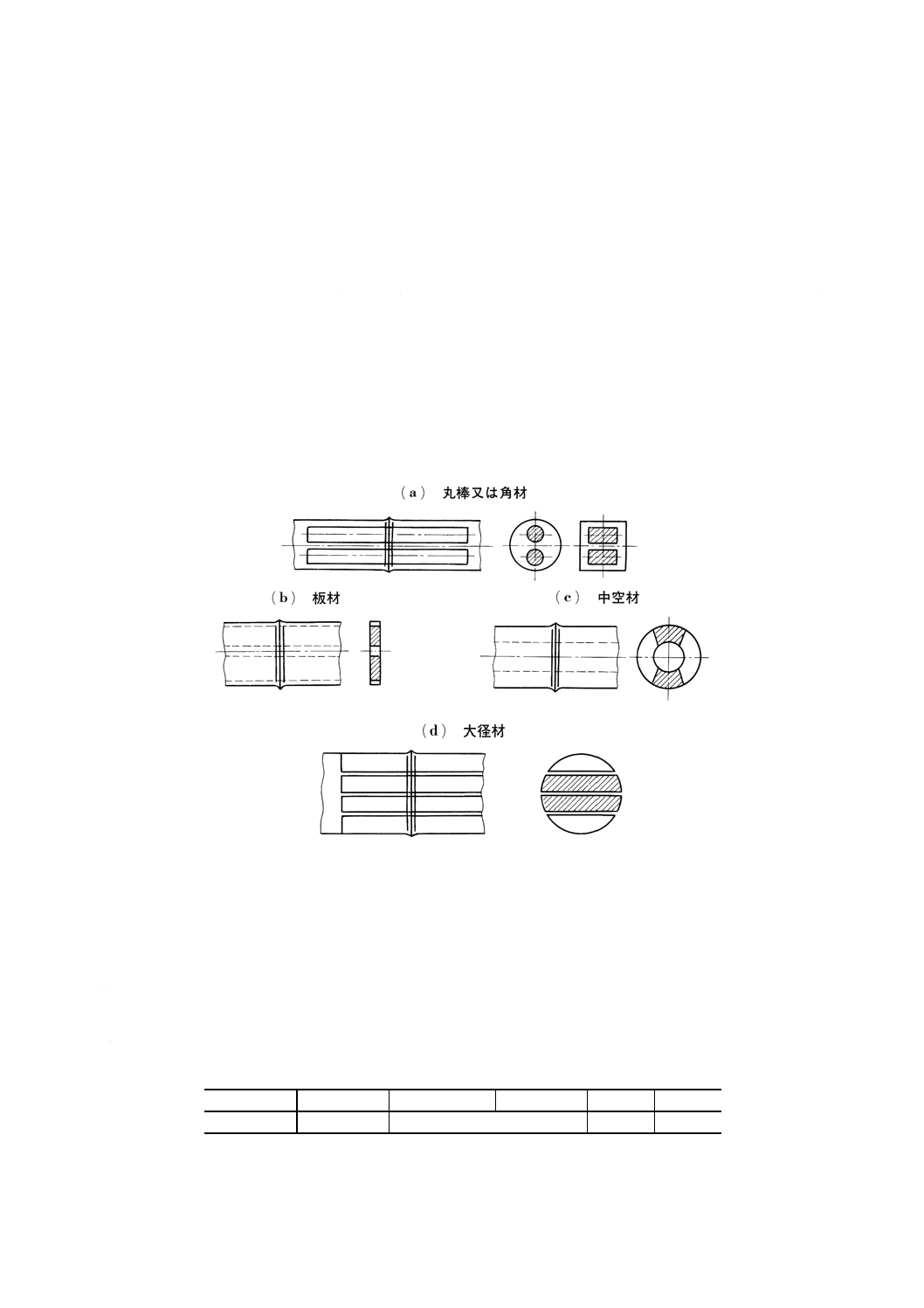
(3) 引張試験片 引張試験片は,ばり及び膨らみを表面とほぼ同一になるまで除去する。ただし,実際の
製品がばり及び膨らみのまま使用されるものにあっては,製品のままで,試験片が大きすぎて,その
ままでは引張試験が困難な場合には,適当な寸法の引張試験片を切り出すか,図1に示すように2個
以上の試験片を切り出してもよい。この場合,試験片の断面積は可能な限り大きくとるものとし,円
形断面のものについては,直径8mm以上,四角又は弧状四角断面のものについては,断面積50mm2
以上であること。
また,試験片の断面形状が複雑で,引張試験機に取り付けることが困難な場合には,適当な添え板
を溶接してもよい。
図1 大きな試験材から2個以上の試験片を採取する方法
(4) 曲げ試験片 曲げ試験片は,ばり及び膨らみを表面とほぼ同一になるまで除去する。ただし,実際の
製品がばり及び膨らみのまま使用されるものにあっては,製品のままでよい。
また,試験片が大きすぎたり,中空材又は異形断面をもつために,曲げ試験が困難なものについて
は,試験材から適当な寸法の曲げ試験片を切り出してもよい。この場合の試験片の採取方法は図1に
準じる。
(5) 試験材の熱処理 ばり及び膨らみの除去,又は,(2)〜(4)の試験片切り出しのための機械加工を容易に
するために,焼ならし又は焼なましを行ってはならない。
(6) 試験片の個数 試験片の個数は,表1のとおりとする。
表1 試験片の個数(1)
試験の種類
外観試験(2) 断面マクロ試験 断面硬さ試験 引張試験 曲げ試験
試験片の個数
2
1
2
2
注(1) 同一の試験に用いる試験片は,同一試験材から2個とってはならない。
(2) 他の試験が行われる場合には,その試験材を使用してもよい。
3
Z 3143-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験方法
5.1
外観試験 外観試験は,次による。
5.1.1
ばり及び膨らみ除去前の試験材について,肉眼で,溶接継手のばり及び膨らみの大きさ及び性状,
並びにダイバーンなどについて調べる。基準試験片又は合格下限の試験片と比較することが推奨される。
5.1.2
ばり及び膨らみ除去後の試験材については,肉眼で,割れ及び接合状態を調べる。
また,溶接機で自動的にばり及び膨らみを除去するものでは,さらに,ばり及び膨らみ除去の状態(過
不足その他)などについて調べる。
5.1.3
寸法試験 ばり及び膨らみ除去前又は除去後の試験材の寸法の測定は,次による。
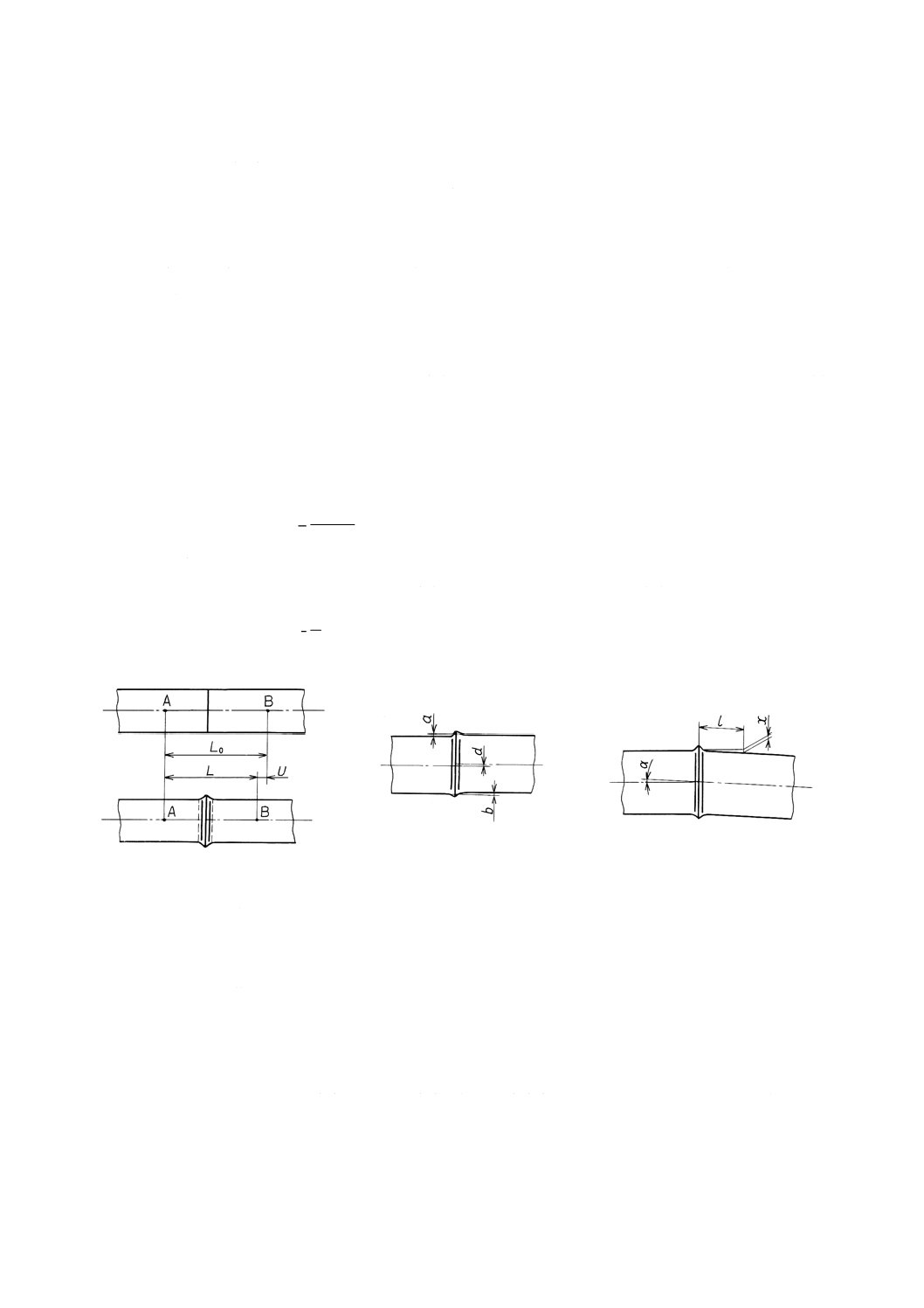
(1) 寄り代 寄り代は図2に示すような溶接前の部材の一定の位置にそれぞれ標点を刻印し,両部材をい
ったん突き当てて,溶接前の標点間の距離 (L0) を測定し,次いで溶接完了後,同じく標点間の距離 (L)
を測定し,その差から,寄り代 (U) を求める。
U=L0−L
(2) 心違い 心違いは,図3に示すような測定を行って,dで表し,その最大値を求める。板材について
は,板厚方向の心違い (dt) 及び板幅方向の心違い (db) を測定する。
2
)
(
b
a
d
+
=
(3) 心の曲がり 心の曲がりは,図4に示すような測定を行って,勾配 (α) で表し,その最大値を求める。
板材については,板厚方向の心の曲がり (αt) 及び板幅方向の心の曲がり (αb) を測定する。
l
x
=
α
図2 寄り代
図3 心違い
図4 心の曲がり
5.1.4
表面非破壊試験 ばり及び膨らみ除去後の試験材について,次に示す非破壊試験方法のいずれかに
よって,表面のきずを調べることが望ましい。
a. 磁粉探傷試験
b. 蛍光浸透探傷試験
c. 染色浸透探傷試験
d. 渦流探傷試験
5.2
断面マクロ試験 断面マクロ試験は,割れ,ブローホール,非金属介在物の残留などについて調べ
る。
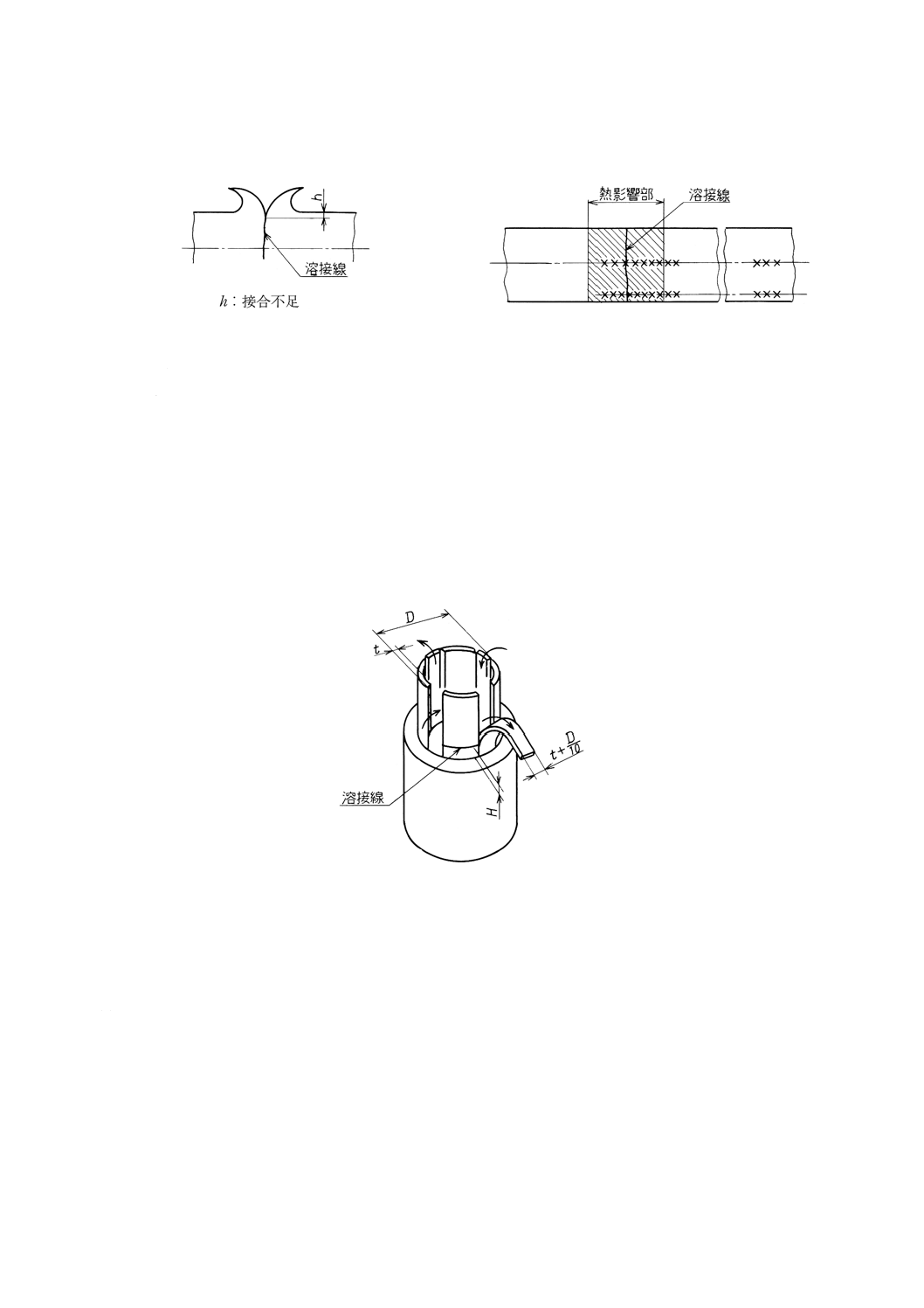
また,メタルフローの状態及び図5に示す接合不足を調べる。
5.3
断面硬さ試験 断面硬さ試験は,5.2の試験を行った試験片を用いて,JIS Z 2244によって行い,図
6に示す軸方向に沿ったビッカース硬さを測定する。
4
Z 3143-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 接合不足の例
図6 断面硬さの測定位置の例
5.4
引張試験 引張試験は,板材及び中空材についてはJIS Z 3121,また,丸棒についてはJIS Z 2241
に準じて行う。室温以外の試験温度の要求がある場合は,受渡当時者間の協定による。
5.5
曲げ試験 曲げ試験は,次による。
(1) 曲げ試験は,JIS Z 3122による。
(2) (1)の曲げ試験方法において,溶接部の硬化のため,均一な曲げ形状が得られない場合には,受渡当事
者間の協定によって,あらかじめ試験材に熱処理を施してもよい。
(3) (1)の曲げ試験方法を行うことが困難な試験片においては,破断又は一定長さの割れを発生するまでの
曲げ角度又は破断荷重を測定し,母材の測定値と比較する。
(4) 中空材の簡易曲げ試験は,図7に示すような試験方法によって行うことができる。溶接線と曲げ支点
との距離 (H) は,材質・板厚によって,一定の値を選定する必要がある。
図7 簡易曲げ試験方法
6. 記録 試験を行った後,次の項目について記録する。ただし,受渡当事者間の協定によってその記録
の一部を省略することができる。
(1) 試験年月及び試験場所
(2) 溶接方法
(3) 試験材料の種類及び寸法
(4) 試験材料の化学成分及び機械的性質
(5) 溶接機の種類,特性及び溶接条件
(6) 試験機の種類及び特性
(7) 試験片の形状及び寸法
(8) 試験結果
外観試験(ばり及び膨らみの大きさと性状,ダイバーン,割れ,接合状態,寄り代,最大心違い,最
5
Z 3143-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
大心の曲がりなど)
断面マクロ試験(割れ,ブローホールなどの大きさと数,メタルフローの状態,接合不足など)
断面硬さ試験(ビッカース硬さ)
引張試験(引張強さ)
曲げ試験(試験方法の種類,曲げ半径,割れの長さ)
(9) 特記事項
JIS Z 3143 原案作成委員会 構成表
氏名
所属
(委員長)
佐 藤 次 彦
大阪工業大学
上 山 且 芳
財団法人鉄道総合技術研究所
小 島 彰
通商産業省基礎産業局
天 野 徹
工業技術院標準部
加 山 英 男
財団法人日本規格協会
大石橋 宏 次
財団法人鉄道総合技術研究所
松 山 欽 一
大阪大学工学部
片 山 襄 一
大阪工業大学
高 隆 夫
住友金属工業株式会社鉄鋼技術研究所
森 三 郎
日本鋼管工事株式会社レール・鉄筋溶接部
高 橋 靖 雄
新日本製鐵株式会社鉄鋼研究所
小保方 貞 夫
株式会社電元社製作所品質保証部
野 田 卓 継
ナストーア株式会社近江工場
下 岡 健 蔵
大阪電気株式会社三国工場設計部
小笠原 幸 生
トヨタ自動車株式会社第2生技部
児 玉 裕
日産自動車株式会社第三技術部
高 橋 雄 二
マツダ株式会社車体技術部
福 井 義 光
三菱自動車工業株式会社乗用車開発本部
奥 山 和 己
株式会社エム・エス・ケイ摩擦圧接事業部
栗 山 眞 治
川崎重工業株式会社車両事業本部
(関係者)
中 村 孝
株式会社電元社製作所
(事務局)
嵯 峨 敬
社団法人日本溶接協会