Z 3129:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験板の準備 ··················································································································· 2
5 溶接条件························································································································· 2
6 熱処理···························································································································· 3
7 試験片の作製方法 ············································································································· 3
8 記録······························································································································· 3
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 7
Z 3129:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3129:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 3129:2017
鋼の1ラン施工及び2ラン施工による
溶接継手からの試験片作製方法
Preparation of test specimens taken from butt welded test pieces
for one-run and two-run technique in steel
序文
この規格は,2000年に第1版として発行されたISO 15792-2を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,サブマージアーク溶接材料,ガスシールドアーク溶接用フラックス入りワイヤ及びセルフ
シールド溶接用フラックス入りワイヤを用いた鋼の,1ラン施工(one-run technique)及び2ラン施工(two-run
technique)による溶接継手からの試験片の作製方法について規定する。
なお,この規格は,エレクトロスラグ溶接材料及びエレクトロガスアーク溶接材料を用いた溶接継手に
は適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15792-2:2000,Welding consumables−Test methods−Part 2: Preparation of single-run and
two-run technique test specimens in steel(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3001-4 溶接用語−第4部:溶接不完全部
JIS Z 3121 突合せ溶接継手の引張試験方法
注記 対応国際規格:ISO 4136:2001,Destructive tests on welds in metallic materials−Transverse tensile
test
JIS Z 3128 溶接継手の衝撃試験片採取方法
2
Z 3129:2017
JIS Z 3703 溶接−予熱温度,パス間温度及び予熱保持温度の測定方法の指針
注記 対応国際規格:ISO 13916:1996,Welding−Guidance on the measurement of preheating temperature,
interpass temperature and preheat maintenance temperature(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS Z 3001-1,JIS Z 3001-2及びJIS Z 3001-4に
よる。
3.1
1ラン施工(one-run technique)
片側1層1パスの溶接によって突合せ継手を完成させる施工方法。
3.2
2ラン施工(two-run technique)
両側1層1パスの溶接によって突合せ継手を完成させる施工方法。
3.3
試験板(test material)
試験に使用する母材で,溶接施工が完了する以前のもの。
3.4
試験材(test piece)
溶接施工が完了後,試験片を採取する以前のもの。
3.5
試験片(test specimen)
試験材から切り取り,機械加工によって規定の形状及び寸法に仕上げられたもの。
4
試験板の準備
試験板の準備は,次による。
a) 試験板の材質は,溶接施工要領書で規定する種類を用いる。
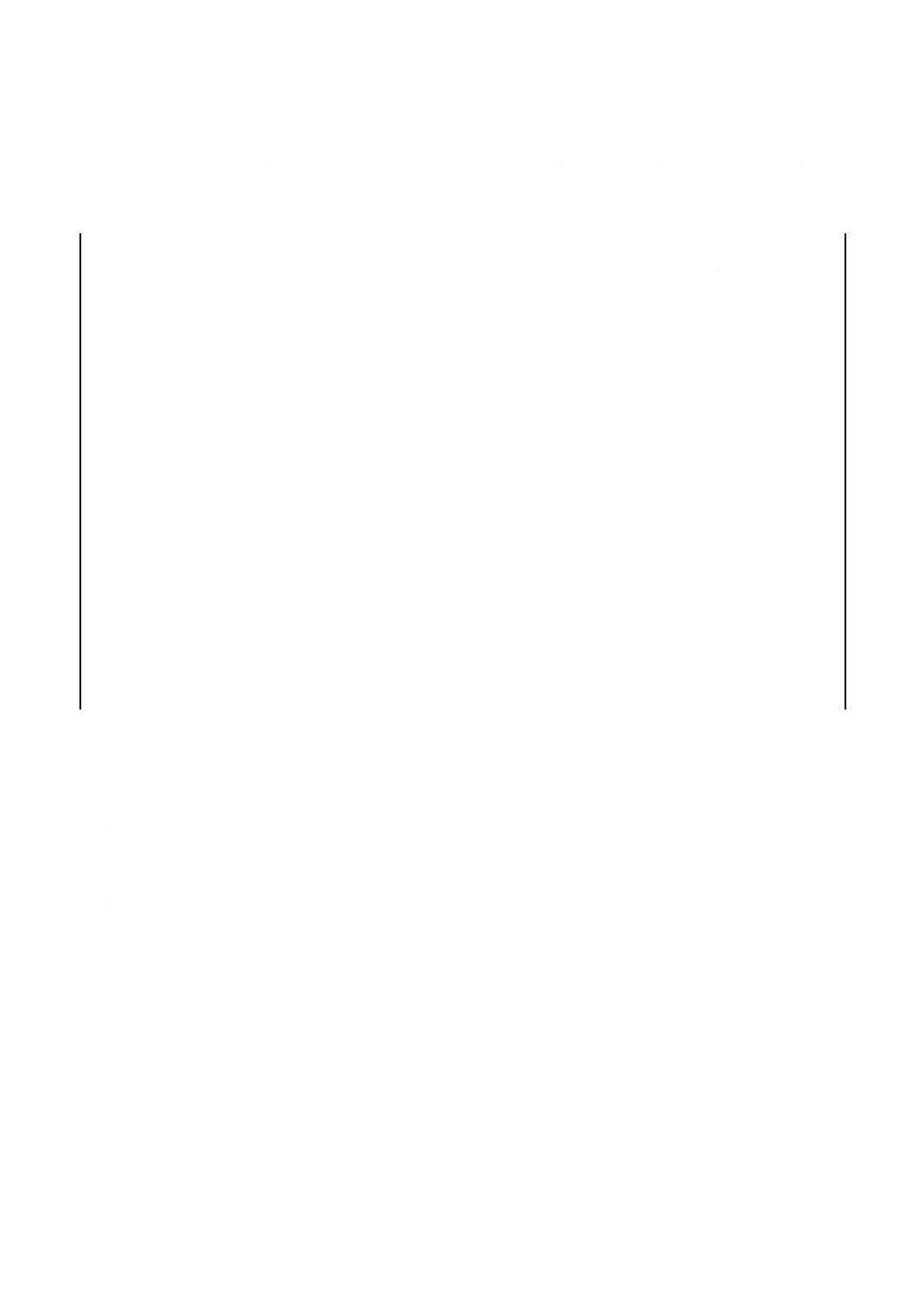
b) 試験板の記号,板厚及び開先形状は,特に指定のない限り,表1による。
c) 試験板は,溶接ひずみを考慮して,拘束するか又はあらかじめ逆ひずみを付けることとする。溶接終
了後に,試験片の採取のための機械的な矯正を行ってはならない。
d) 1ラン施工及び2ラン施工では,適切なタブ板を使用してもよい。
e) 1ラン施工では,適切な裏当て材を使用してもよい。
5
溶接条件
溶接条件は,次による。
a) 試験を行う溶接材料のワイヤ径は,表1による径又は製造業者が推奨する径とする。
b) 溶接は,下向姿勢で行う。
c) 予熱温度は,試験を行う溶接材料のJISによる。
d) パス間温度は,試験を行う溶接材料のJISによる。
e) 予熱温度及びパス間温度の測定方法は,JIS Z 3703による。
f)
溶接電流,アーク電圧,溶接速度,ビード形状などは,製造業者の推奨範囲又は試験を行う溶接材料
3
Z 3129:2017
のJISで規定する範囲による。
6
熱処理
熱処理は,次による。
a) 脱水素処理を除く熱処理は,試験材又は加工代を残して切断した試験材に対して行う。
b) 熱処理条件は,試験を行う溶接材料のJISによる。
c) 脱水素処理を行う場合は,引張試験片に対して行い,温度は250 ℃,時間は16時間を,それぞれ超
えない範囲とする。
7
試験片の作製方法
試験片の作製方法は,次による。
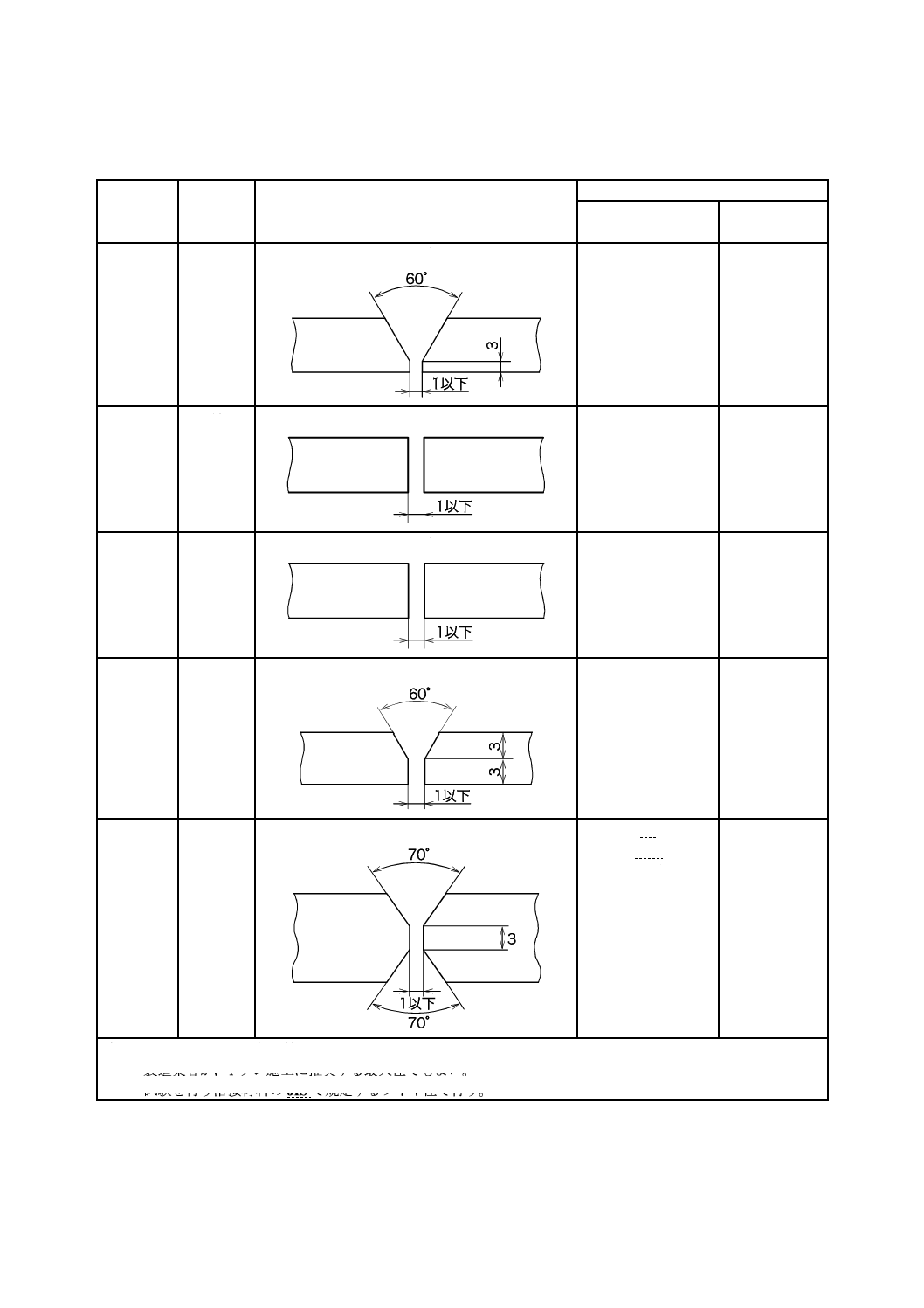
a) 試験材の寸法及び試験片の採取位置は,JIS Z 3128による。詳細を図1に示す。
b) 試験材の切断は,機械切断又は熱切断とする。ただし,熱切断による場合は,生じた熱影響部を除去
するため,加工代は10 mm以上とする。
c) 引張試験片の形状及び試験方法は,JIS Z 3121による。
d) 衝撃試験片の採取位置はJIS Z 3128による。詳細を図2に示す。試験片形状及び試験方法はJIS Z 2242
による。
試験片の断面は10 mm×10 mmとし,表1の試験板の記号2.1及び2.2では,板厚中央からJIS Z 3128
のVWT 0/1位置[図2 a)]で採取する。試験板の記号2.5では,第2ビード側からJIS Z 3128のVWT
0/2位置[図2 b)]で採取する。試験板の記号2.3及び2.4については,衝撃試験は通常適用しないが,
要求があれば,断面が5 mm×10 mmの試験片を適用し,板厚中央からVWT 0/0.5位置[図2 c)]で
採取する。また,試験片加工前に溶接不完全部の有無を確認するために,放射線透過試験又は試験材
の端面のマクロ試験を行うのが望ましい。
8
記録
試験材の作製後は,箇条7の試験片の作製に先立ち,次の項目を記録しなければならない。
なお,この規格は,溶接材料の分類試験だけでなく溶接施工試験などに適用される場合があるが,試験
結果報告用の記録は,目的に応じた項目の記録でよい。
a) 試験板及び溶接材料
1) 試験板の記号
2) 試験板の材質,及び使用した場合は,裏当て材の材質
3) 溶接材料のJIS番号及び銘柄
4) 溶接フラックスの再乾燥条件
5) 溶接材料のヒート番号,ロット番号又は製造番号
6) ワイヤ径
b) 溶接条件
1) 溶接方法
2) 電源の種類
3) 電流の極性
4) 溶接電流(及び/又はワイヤ送給速度),アーク電圧並びに溶接速度
4
Z 3129:2017
5) ワイヤ突出し長さ
6) シールドガスの種類及び流量
7) 予熱温度
8) パス間温度
c) 熱処理条件(脱水素処理を含む。)
1) 温度
2) 保持時間
3) 冷却条件
d) この規格との相違点
e) 試験結果(試験を実施した場合)
1) 放射線透過試験及び/又はマクロ試験結果
2) 溶接部の不完全部の種類,及び大きさ
5
Z 3129:2017
表1−試験板の記号,板厚及び開先形状並びにワイヤ径
単位 mm
試験板の
記号
板厚
開先形状
ワイヤ径a)
サブマージ
アーク溶接ワイヤ
フラックス
入りワイヤ
2.1
12
1ラン施工
4.0
−
2.2
12
2ラン施工
4.0
−
2.3
6
1ラン施工
−
c)
2.4
6
1ラン施工
−
1.6 b)
2.5
20
2ラン施工
4.8
又は
5.0 b)
−
注a) これ以外のワイヤ径を使ってもよい。
b) 製造業者が,1ラン施工に推奨する最大径でもよい。
c) 試験を行う溶接材料のJISで規定するワイヤ径で行う。
6
Z 3129:2017
単位 mm
図1−試験材の寸法及び試験片の採取位置
単位 mm
a) 試験板の記号2.1及び2.2(採取位置VWT 0/1)
b) 試験板の記号2.5(採取位置VWT 0/2)
c) 試験板の記号2.3及び2.4(採取位置VWT 0/0.5)
図2−試験材からの衝撃試験片の採取位置
7
Z 3129:2017
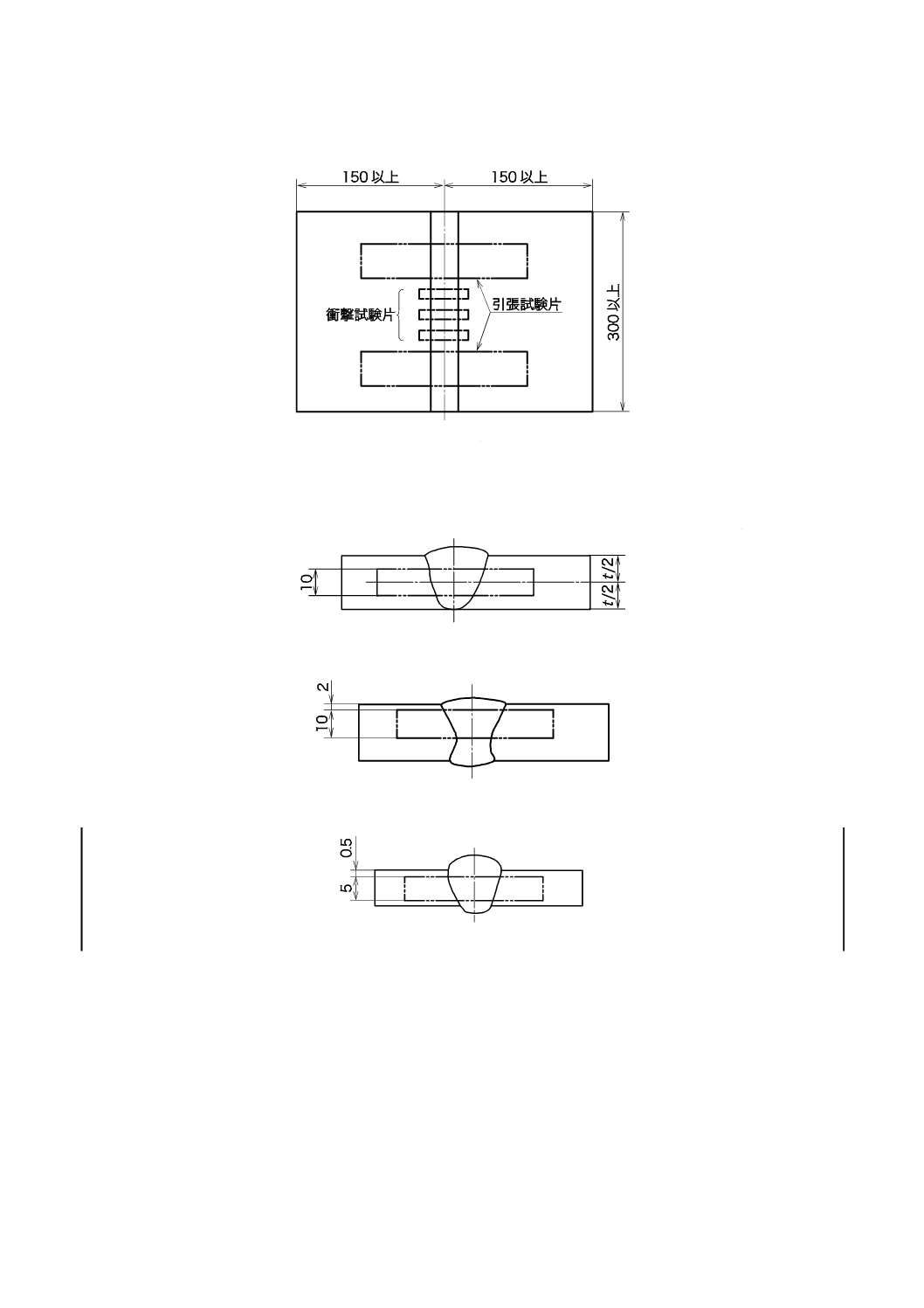
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 3129:2017 鋼の1ラン施工及び2ラン施工による溶接継手からの試験片作
製方法
ISO 15792-2:2000,Welding consumables−Test methods−Part 2: Preparation of
single-run and two-run technique test specimens in steel
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
−
−
−
追加
用語の定義を追加した。
定義の明確化であり,技術的差異
はない。
4 試験板の
準備
−
3
4
5
一般要求事項
試験板
試験片の準備
変更
JISでは,ISO規格の箇条3〜箇条
5を箇条4にまとめるとともに,
“溶接材料規格による”を“溶接施
工要領書で規定する”に変更した。
実質的な差異はない。
5 溶接条件
−
6
溶接条件
追加
JISでは,試験を行うワイヤ径に,
製造業者が推奨する径を追加した。
国内の実態を考慮して追加した。
変更
ISO規格では,“溶接材料規格によ
る”と規定されているが,JISでは,
“溶接材料のJISによる”に変更し
た。
実質的な差異はない。
6 熱処理
−
7
熱処理
変更
ISO規格では,“溶接材料規格によ
る”と規定されているが,JISでは,
“溶接材料のJISによる”に変更し
た。
実質的な差異はない。
7 試験片の
作製方法
−
8
試験片採取位置,試験片
の形状及び試験
変更
JISでは,衝撃試験は,採取位置は
JIS Z 3128を引用し,試験片形状及
び試験方法はJIS Z 2242を引用し
た。
間接的な引用の直接化であり,技
術的差異はない。
図2 c)[試験板の記
号2.3及び2.4(採取
位置VWT 0/0.5)]
8
図2
追加
図2 c) を追加した。
分かりやすくするための追加であ
り,技術的差異はない。
4
Z
3
1
2
9
:
2
0
1
7
8
Z 3129:2017
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
−
−
9
再試験
削除
“試験を行う溶接材料のJIS”との
従来表記では,問題があった。例え
ばステンレス鋼では衝撃試験がな
く,炭素鋼の場合でも“継手”でな
く“全溶着金属”での再試験となる。
この規格の適用範囲を試験片の作
製方法に限定した改正を行ったこ
とから,規格要求事項ではないと
の判断で,削除した。
8 記録
−
10
試験報告書
変更
JISでは,ISO規格の“試験報告書”
を“記録”に変更した。
試験報告書に備えて記録しておく
べき事項を規定しているため,記
録に変更した。
変更
試験板及び溶接材料に関して,ISO
規格では,溶接材料規格番号を報告
すると規定されているが,JISでは,
溶接材料のJIS番号を報告するに
変更した。
技術的差異はない。
削除
JISでは,ISO規格で試験結果の報
告項目として規定されている“試験
温度,引張強さ,吸収エネルギー及
び破断位置”を削除した。
これらの項目は,継手引張試験及
び衝撃試験の後で,その試験の記
録として残すべきものであるた
め,削除した。
JISと国際規格との対応の程度の全体評価:ISO 15792-2:2000,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
4
Z
3
1
2
9
:
2
0
1
7