Z 3119:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 フェライト量測定方法の種類 ······························································································ 3
5 顕微鏡組織による方法 ······································································································· 3
6 組織図による方法 ············································································································· 3
6.1 一般 ···························································································································· 3
6.2 分析試料の採取方法 ······································································································· 3
6.3 分析方法 ······················································································································ 3
6.4 測定値の求め方 ············································································································· 3
7 磁気的な装置による方法 ···································································································· 7
7.1 一般 ···························································································································· 7
7.2 被膜計法 ······················································································································ 7
7.3 磁気誘導法 ··················································································································· 9
7.4 標準的な試験片の作製方法 ······························································································ 9
7.5 測定 ··························································································································· 11
7.6 測定値の求め方 ············································································································ 11
8 報告······························································································································ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
Z 3119:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3119:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 3119:2017
オーステナイト系及びオーステナイト・フェライト系
ステンレス鋼溶着金属のフェライト量測定方法
Methods of measurement for ferrite content
in austenitic and austenitic-ferritic stainless steel deposited metals
序文
この規格は,2000年に第2版として発行されたISO 8249を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,オーステナイト系及びオーステナイト・フェライト系ステンレス鋼溶着金属に存在するフェ
ライト量の顕微鏡組織による測定方法,組織図による測定方法,及び磁気的な装置による測定方法につい
て規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8249:2000,Welding−Determination of Ferrite Number (FN) in austenitic and duplex
ferritic-austenitic Cr-Ni stainless steel weld metals(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS R 6001-2 研削といし用研削材の粒度−第2部:微粉
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
2
Z 3119:2017
JIS Z 3001-4 溶接用語−第4部:溶接不完全部
JIS Z 3184 化学分析用溶着金属の作製方法及び試料の採取方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS Z 3001-1,JIS Z 3001-2及びJIS Z 3001-4に
よる。
3.1
フェライト量
オーステナイト系及びオーステナイト・フェライト系ステンレス鋼溶着金属中に存在するフェライト組
織の含有比率。FN又はフェライトパーセントで表す。
3.2
組織図
ステンレス鋼溶着金属の化学成分に基づいて,溶着金属の顕微鏡組織におけるオーステナイト,フェラ
イト及びマルテンサイトの存在領域並びにフェライト量の関係を示した図。
3.3
FN
磁力式被膜計によって,磁性体上に被覆された非磁性物質の厚さを測定した値を標準値として,磁気的
な感度の対比によってフェライト量を規定した値。フェライトナンバーと呼ばれる。FNを単位とする。
3.4
フェライトパーセント
金属組織中のフェライト量を百分率で表した値。%を単位とする。
注記 FNとフェライトパーセントとは,必ずしも一致しない。
3.5
クロム当量
組織図法でフェライト量を決定する場合に,クロム(Cr)と同等の効果を表すフェライト生成元素の指
数。
3.6
ニッケル当量
組織図法でフェライト量を決定する場合に,ニッケル(Ni)と同等の効果を表すオーステナイト生成元
素の指数。
3.7
一次標準試料
炭素鋼の片側に所定の厚さで銅を被覆した非磁性被膜標準試料。被膜計法による試験装置の校正曲線の
作成及び日常の校正に使用する。
3.8
二次標準試料
一次標準試料を使用して校正した,被膜計法による試験装置によって,フェライト量を決定した金属試
料。被膜計法及び磁気誘導法による試験装置の日常の校正に使用する。
3
Z 3119:2017
4
フェライト量測定方法の種類
フェライト量測定方法の種類は,表1による。測定値の報告にどの測定方法を採用するかは,受渡当事
者間の協議による。
表1−フェライト量測定方法の種類
フェライト量測定方法
種類
顕微鏡組織による方法
点算法
画像処理による面積比測定法
組織図による方法a)
フェライト量算定組織図A
フェライト量算定組織図B
フェライト量算定組織図C
磁気的な装置による方法
被膜計法
磁気誘導法
注a) アーク溶接に比べて極端に冷却速度の異なる溶接方法による溶着
金属には適用できない。
5
顕微鏡組織による方法
溶着金属の光学顕微鏡組織に現れるオーステナイト,マルテンサイト及びフェライトの存在領域によっ
て,フェライト量を決定する。
顕微鏡組織における面積比の測定は,JIS G 0555の附属書1(点算法による非金属介在物の顕微鏡試験
方法)に従い,研磨及びエッチング後に金属組織観察を行って,組織全体に占めるフェライトの存在領域
の面積比率を算出する。又は,点算法と同等の数値が得られることを検証済みの画像処理装置を用いても
よい。エッチング方法,測定位置,測定面積,観察倍率などについては,受渡当事者間の協議による。
6
組織図による方法
6.1
一般
フェライト量は,溶着金属の化学分析値からニッケル当量及びクロム当量を計算し,その値を組織図に
当てはめて算出し,FN又はフェライトパーセントで表す。
6.2
分析試料の採取方法
分析試料の採取は,JIS Z 3184又はそれに準じた方法で行う。
6.3
分析方法
分析方法は,JIS G 0320又はJIS G 0321による。
6.4
測定値の求め方
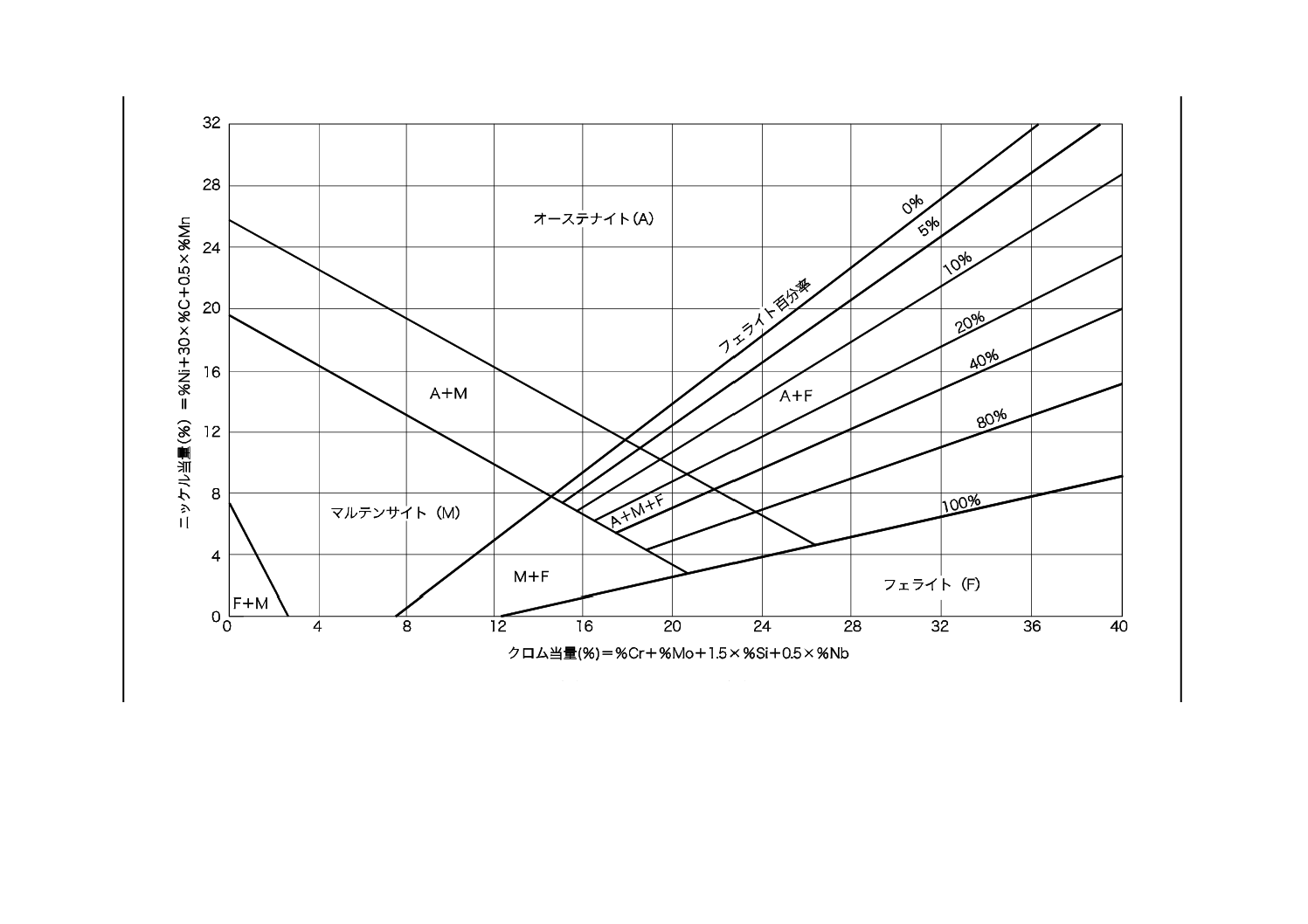
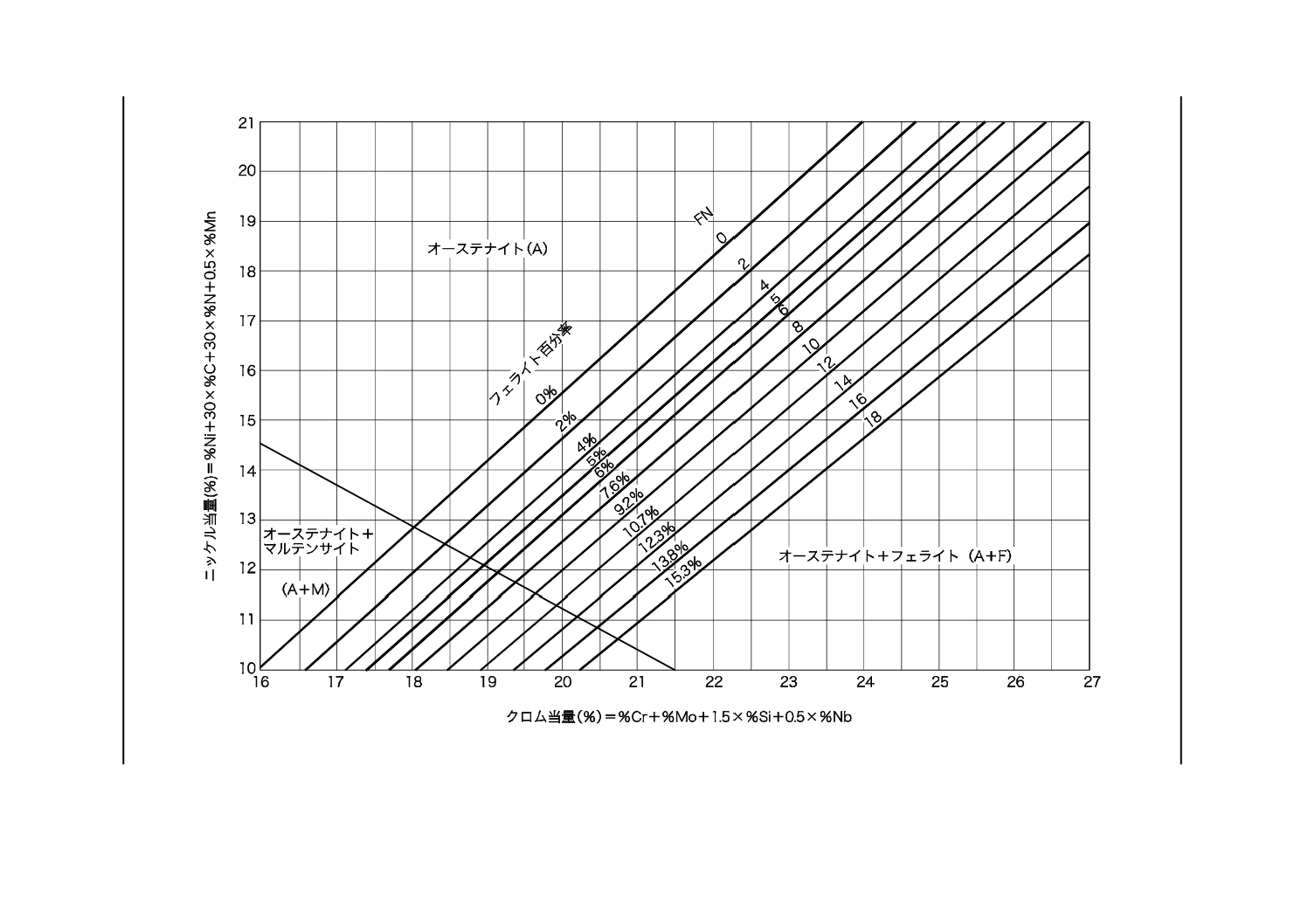
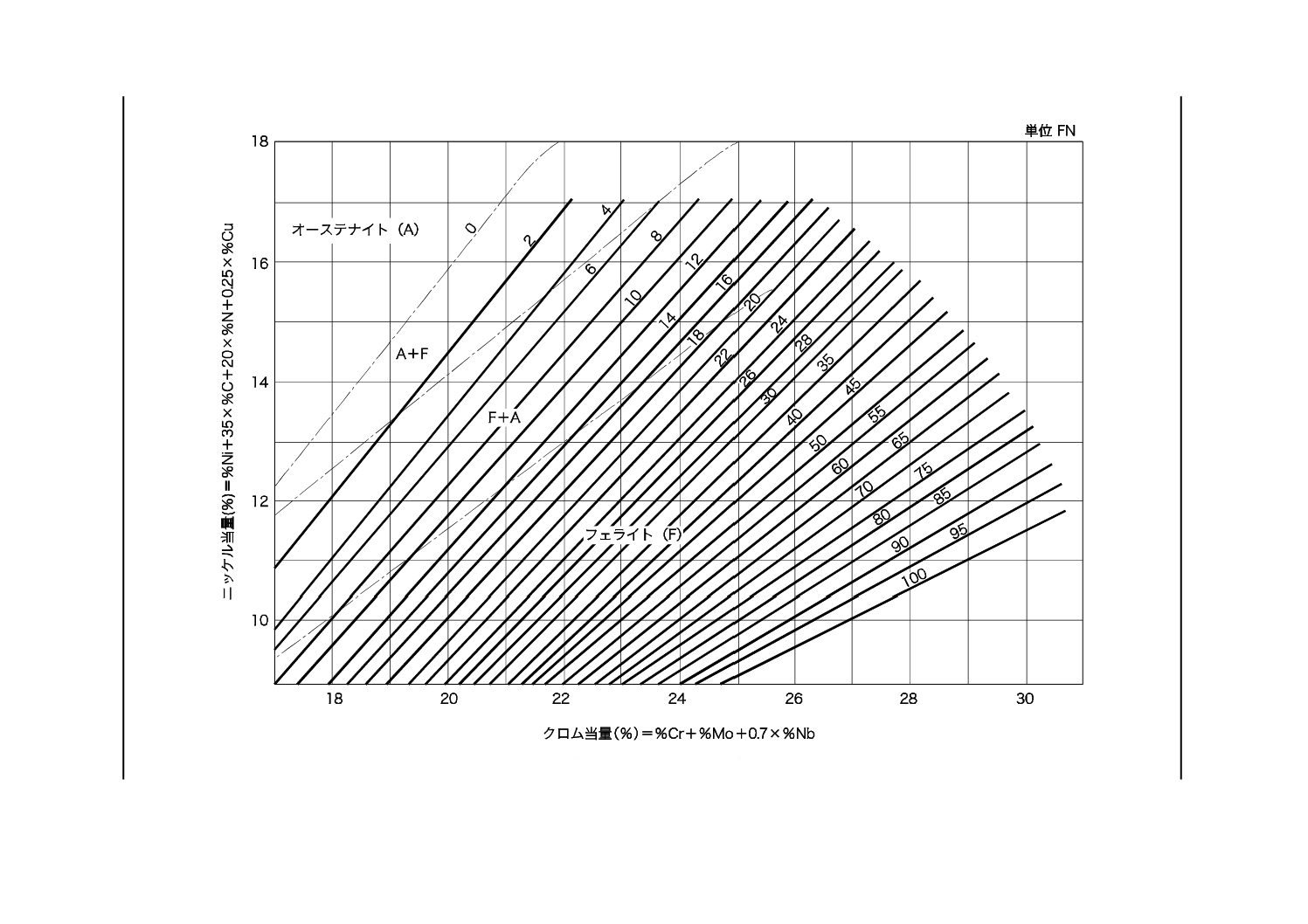
分析試験結果によって,図1,図2又は図3の組織図に規定するFN線又はフェライト百分率線から,
表示点を挟む両サイドの線分間をあん(按)分して算出する。FN又は%を,小数点以下一桁まで読み取り,
フェライト量とする。
4
Z 3119:2017
図1−組織図A(Schaefflerの組織図)
4
Z
3
11
9
:
2
0
1
7
5
Z 3119:2017
図2−組織図B(DeLongの組織図)
5
Z
3
11
9
:
2
0
1
7
6
Z 3119:2017
図3−組織図C(WRC-1992線図)
6
Z
3
11
9
:
2
0
1
7
7
Z 3119:2017
7
磁気的な装置による方法
7.1
一般
オーステナイト系及びオーステナイト・フェライト系ステンレス鋼溶着金属組織において,フェライトは
磁性を示し,オーステナイト,炭化物,シグマ相及び介在物は,磁性を示さない。磁気的な装置による測
定方法は,このフェライトの磁性を利用し,磁気的にフェライト量を測定する。
7.2
被膜計法
7.2.1
原理
フェライト量の測定は,試験装置に附属している永久磁石(以下,標準磁石という。)と試験片との間の
磁性による吸引力が,試験片中のフェライト量に対応して変化することを利用する。被膜計では,この吸
引力は非磁性被膜の厚さと1対1に対応するため,厚さが既知の非磁性被膜標準試料と標準磁石との吸引
力を測定しておくことによって,磁石と試験片との吸引力を被膜の厚さに換算することができ,更に被膜
厚さはFNに換算できる。
7.2.2
標準磁石
被膜計法で使用される標準磁石は,直径2 mmで長さ約50 mmの円筒形で,その一端は,半径1 mmの
半球状とする。
7.2.3
一次標準試料
一次標準試料には,寸法30 mm×30 mmの炭素鋼に,表示値±5 %の厚さで銅を被膜し,更に光沢クロ
ムめっきを施したものを使用する。一次標準試料として用いる炭素鋼の化学成分は,表2による。
表2−一次標準試料に使用する炭素鋼の化学成分
単位 %
C
Si
Mn
P
S
0.08〜0.13
0.10以下
0.30〜0.60
0.040以下
0.050以下
フェライト量測定のための校正曲線の作成には,0 FNからおおよそ30 FNの範囲では,銅被膜厚さが0.17 mm
から2 mmの一次標準試料を最少8個使用し,おおよそ30 FNから100 FNの範囲では,銅被膜厚さが0.03 mm
から0.17 mmの一次標準試料を最少5個使用する。
7.2.4
FNの換算
被膜計で標準磁石及び一次標準試料の吸引力を測定し,これを被膜厚さに換算する。この非磁性被膜の
厚さは,表3又は次の式によってFNに換算する。
FN=exp{1.805 9−1.118 86[ln(t)]−0.177 40[ln(t)]2−0.035 02[ln(t)]3−0.003 67[In(t)]4}
ここに,
t: 非磁性被膜の厚さ(mm)
8
Z 3119:2017
表3−非磁性被膜厚さとFNとの関係
被膜厚さ
mm
FN
被膜厚さ
mm
FN
被膜厚さ
mm
FN
被膜厚さ
mm
FN
被膜厚さ
mm
FN
0.020
110.5
0.049
68.3
0.078
51.0
0.134
35.3
0.30
19.1
0.021
108.0
0.050
67.5
0.079
50.6
0.136
34.9
0.32
18.1
0.022
105.7
0.051
66.7
0.080
50.2
0.138
34.5
0.34
17.2
0.023
103.4
0.052
65.9
0.082
49.3
0.140
34.2
0.36
16.4
0.024
101.3
0.053
65.1
0.084
48.6
0.142
33.8
0.38
15.7
0.025
99.2
0.054
64.4
0.086
47.8
0.144
33.5
0.40
15.0
0.026
97.3
0.055
63.7
0.088
47.1
0.146
33.2
0.42
14.4
0.027
95.4
0.056
63.0
0.090
46.4
0.148
32.8
0.44
13.8
0.028
93.6
0.057
62.3
0.092
45.7
0.150
32.5
0.46
13.2
0.029
91.9
0.058
61.6
0.094
45.1
0.155
31.7
0.48
12.7
0.030
90.3
0.059
60.9
0.096
44.4
0.160
31.0
0.50
12.3
0.031
88.7
0.060
60.3
0.098
43.8
0.165
30.3
0.55
11.2
0.032
87.2
0.061
59.7
0.100
43.2
0.170
29.7
0.60
10.3
0.033
85.8
0.062
59.1
0.102
42.6
0.175
29.0
0.65
9.6
0.034
84.4
0.063
58.5
0.104
42.1
0.180
28.4
0.70
8.9
0.035
83.0
0.064
57.9
0.106
41.5
0.185
27.9
0.75
8.3
0.036
81.7
0.065
57.3
0.108
41.0
0.190
27.3
0.8
7.7
0.037
80.5
0.066
56.8
0.110
40.5
0.195
26.8
0.9
6.8
0.038
79.3
0.067
56.2
0.112
40.0
0.200
26.3
1.0
6.1
0.039
78.1
0.068
55.7
0.114
39.5
0.205
25.8
1.2
4.93
0.040
77.0
0.069
55.2
0.116
39.0
0.210
25.3
1.4
4.09
0.041
75.9
0.070
54.7
0.118
38.6
0.220
24.4
1.6
3.45
0.042
74.8
0.071
54.2
0.120
38.1
0.230
23.6
1.8
2.94
0.043
73.8
0.072
53.7
0.122
37.7
0.240
22.8
2.0
2.54
0.044
72.8
0.073
53.2
0.124
37.2
0.250
22.1
2.2
2.21
0.045
71.8
0.074
52.8
0.126
36.8
0.260
21.4
2.4
1.94
0.046
70.9
0.075
52.3
0.128
36.4
0.270
20.8
2.6
1.72
0.047
70.0
0.076
51.9
0.130
36.0
0.280
20.2
2.8
1.53
0.048
69.1
0.077
51.4
0.132
35.6
0.290
19.6
3.0
1.36
7.2.5
試験装置の校正
試験装置の校正は,定期的及び試験前に,一次標準試料又は二次標準試料によって行う。校正のための
測定は,表4に示すFNの範囲内のフェライト量を示す一つの一次標準試料又は二次標準試料によって行
う。標準試料を5回繰り返して測定し,その平均値を算出する。測定の平均値は,表4の最大偏差の中に
入らなければならない。校正は,対象となる機器が測定する範囲を包含する表4のFNの範囲ごとで行う。
9
Z 3119:2017
表4−FNの校正で許容される最大偏差
FNの範囲
標準試料の示すFNからの最大偏差
0<FN≦ 4
±0.5
4<FN≦ 10
±0.5
10<FN≦ 16
±0.6
16<FN≦ 25
±0.8
25<FN≦ 50
FNの±5 %
50<FN≦110
FNの±8 %
7.3
磁気誘導法
7.3.1
原理
試験片中に含有するフェライト量によって,磁気誘導が変化することを利用する。
試験装置に附属する測定用探触子を試験片に当て,探触子に内蔵された励磁コイルに電流を通じると,
試験片中のフェライト量に対応して検知コイルに電圧が誘起される。この電圧を計測して試験片中のフェ
ライト量を測定する。フェライト量は,装置の種類によって,FN又はフェライトパーセントで表す。
7.3.2
試験装置の校正
試験装置は,定期的又は試験前に,一次標準試料,二次標準試料又は校正された附属の標準試料によっ
て校正を行ってから使用する。校正は,装置に附属の標準試料の中から測定範囲に合った標準試料で行う
か,又は7.2.4の方法で行う。
磁気誘導法には,1接触式探触子と2接触式探触子とがあるが,一次標準試料は,2接触式探触子を使用
する磁気誘導法の試験装置でだけ使用できる。
7.4
標準的な試験片の作製方法
7.4.1
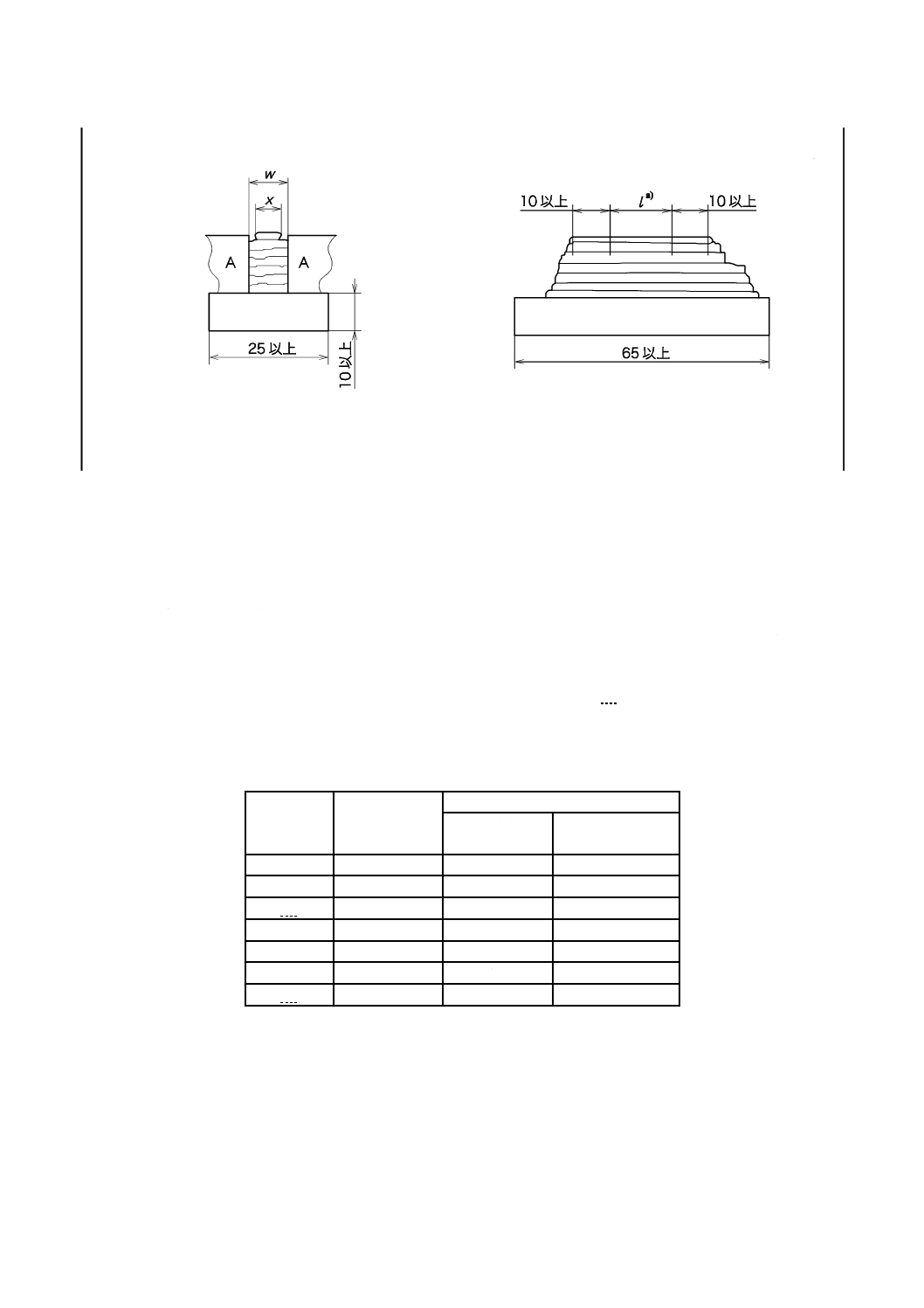
溶着金属試験片の形状及び寸法
溶着金属試験片の形状及び寸法を,図4に示す。母材は,JIS G 4304又はJIS G 4305のSUS304L又は
SUS304のオーステナイト系ステンレス鋼が望ましく,この場合の積層高さは,13 mm以上でよい。JIS G
3101に規定するSS400又はJIS G 3106に規定するSM400のA〜C若しくはSM490のA〜Cの鋼材を使用
する場合の積層高さは,18 mm以上でなければならない。
7.4.2
被覆アーク溶接棒による試験片の作製方法
作製方法は,次による。
a) 溶着金属は,試験板の上に平行に並べた2本の銅片の間に盛り上げる。その長さ(l)及び幅(w)は,
使用する被覆アーク溶接棒の径によって表5に示す値とする。
b) 棒径(溶接棒の心線径)が4.0 mm以上の場合,各層は,1パスで溶接を行う。棒径が4.0 mm未満の
場合,最終層を除く各層は,複数パスで溶接する。ウィービング幅は,棒径の3倍以下とする。
c) 最終層の溶着金属は,図4に示すように1パス仕上げとする。ウィービング幅(x)は,棒径の3倍以
下とする。
d) 溶接開始及び終了点は,積層した溶着金属の端とする。溶接方向は,それぞれのパスごとに変更する。
e) 溶接は表5に示す電流範囲で行い,アーク長は,溶接作業に支障のない範囲で,できる限り短く保つ。
ただし,電流範囲は,製造業者が推奨する最大電流値の90 %としてもよい。
f)
溶接前の試験体温度は最高100 ℃とする。最終層以外は,1パスごとに20秒以上放置後,水冷しても
よい。最終層は425 ℃以下に空冷してから水冷してもよい。
10
Z 3119:2017
単位 mm
A:銅ブロック(長さ70×幅25×厚さ25)
注a) フェライト量は,本図中lで示す範囲で測定する。
図4−溶着金属試験片の形状及び寸法
g) それぞれの溶接パスは,次パスの溶接を行う前にスラグなどを除去しておかなければならない。
h) 溶接終了後,積層した最終層の溶着金属表面を平たんに加工する。グラインダ加工では,加工によっ
て引き起こされる表面の過熱又は研摩による過度の変形を避けなければならない。加工した測定部表
面は,5 mm以上の幅で,測定する長さ以上に連続していなければならない。更に,表面からは,全
ての溶接波形が削除され,滑らかでなければならない。
オーステナイト系ステンレス鋼溶着金属の場合は,冷間加工の影響に注意しながら,溶接線方向に
沿って,一方向に加工する。
オーステナイト・フェライト系ステンレス鋼溶着金属の場合は,JIS R 6001-2の#600(600番)以上
の研磨と(砥)粒を用いて,平滑に研磨する。
表5−標準的な試験片作製時の溶接電流及び溶着金属の寸法
棒径
mm
溶接電流
A
溶着金属の寸法の概略
幅(w)
mm
測定部の長さ(l)
mm
1.6
35〜45
12.5
30
2.0
45〜55
12.5
30
2.6
65〜75
12.5
40
3.2
90〜100
12.5
40
4.0
120〜140
12.5
40
5.0
165〜185
15
40
6.0
240〜250
18
40
7.4.3
他の溶接方法による試験片の作製方法
他の溶接方法においても,7.4.2の被覆アーク溶接棒による試験片の作製方法に準じて試験片を作製する。
試験片は,フェライト量測定の範囲に溶接クレータ部分を含まないように長さを十分大きくする。特に,
サブマージアーク溶接の場合,試験板の長さだけでなく必要であれば幅を大きくする。
積層は6層以上とし,最終層は,1パスで溶接する。
11
Z 3119:2017
7.5
測定
測定は,少なくとも6か所のフェライト量を,溶接ビードの長手方向に沿って加工した表面の,異なる
位置で測定する。それぞれの箇所で少なくとも5回の測定を行い,値の中で最も高い値を測定値とする。
7.6
測定値の求め方
被膜計法及び磁気誘導法においては,各測定箇所の値を平均し,その値を小数点以下一桁で丸め,試験
片のフェライト量とする。
8
報告
測定後に報告する項目は,次のうちから,受渡当事者間の協定により選択する。
a) 規格番号
b) 溶接材料の種類及び寸法
c) フェライト量(FN又は%)
d) 測定方法
例1: ES309 径4.0 mm
12.3 FN(被膜計法)
例2: TS308L 径1.2 mm
9.4 %(フェライト量算定のための組織図B)
12
Z 3119:2017
附属書JA
(参考)
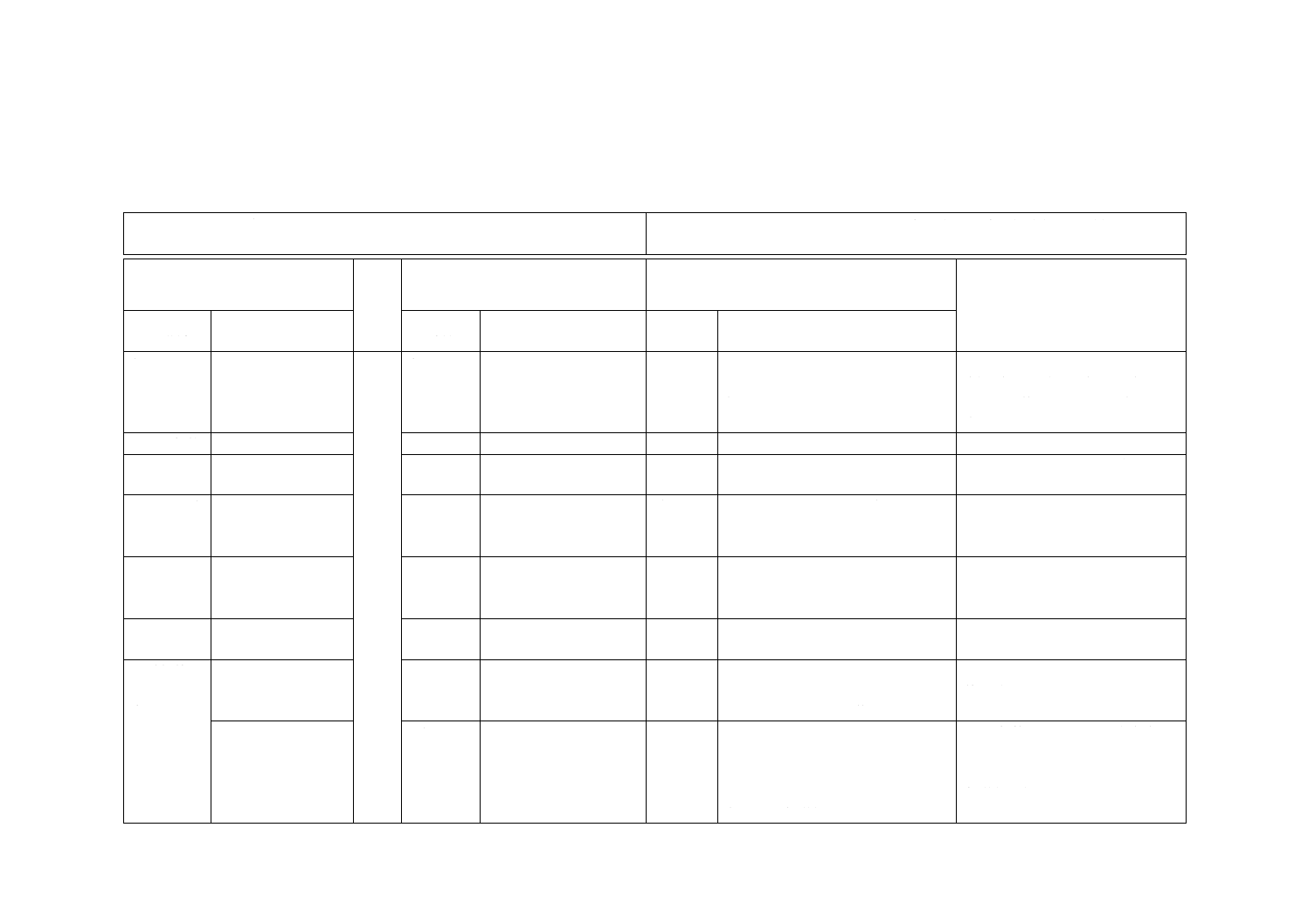
JISと対応国際規格との対比表
JIS Z 3119:2017 オーステナイト系及びオーステナイト・フェライト系ステンレ
ス鋼溶着金属のフェライト量測定方法
ISO 8249:2000,Welding−Determination of Ferrite Number (FN) in austenitic and duplex
ferritic-austenitic Cr-Ni stainless steel weld metals
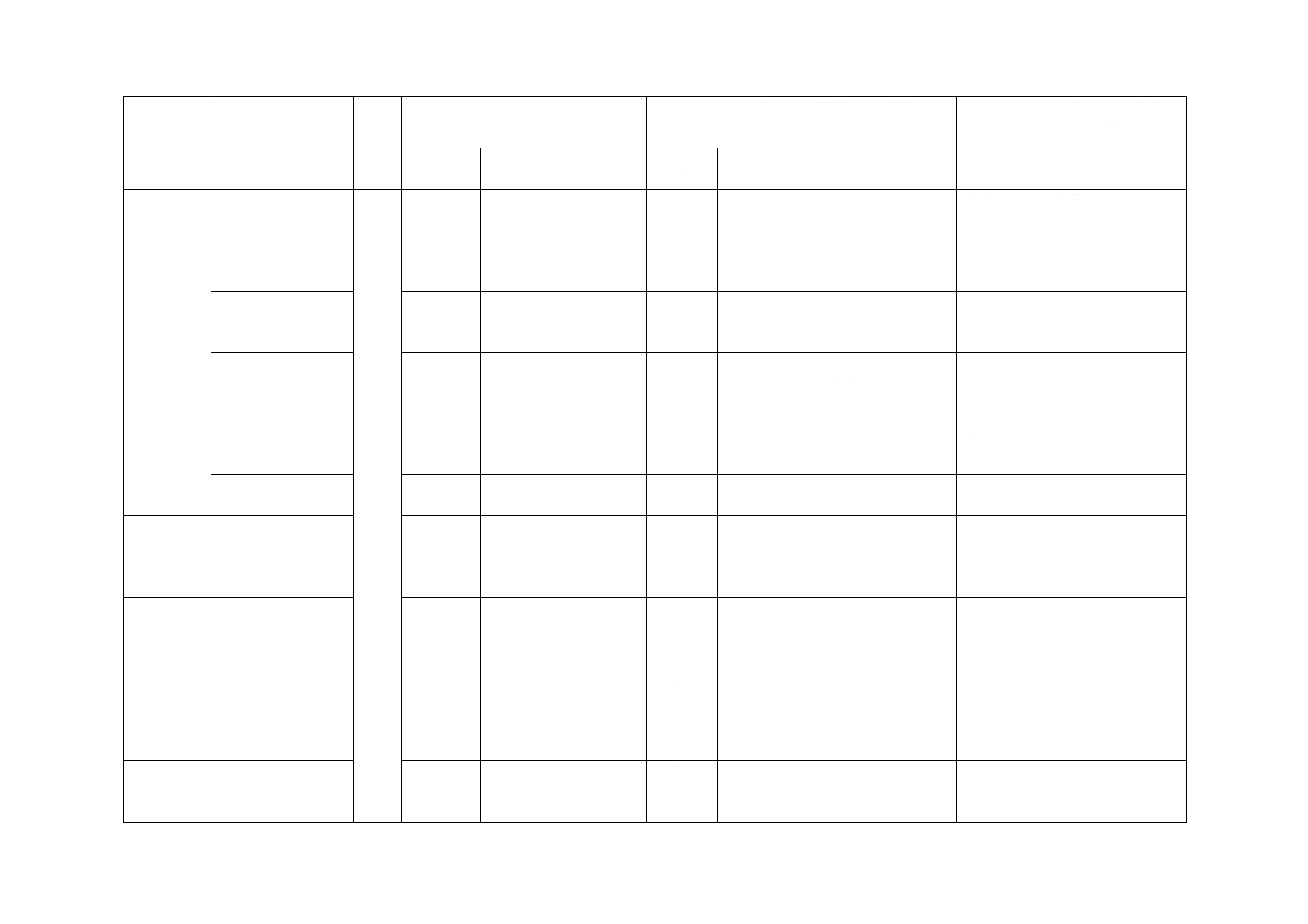
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
被膜計法だけを規定。
追加
被膜計法以外の磁気的な方法,顕微
鏡組織又は組織図による方法を追
加した。
JISでは,AWS(アメリカ溶接協
会)規格及び海外規格で規定され,
我が国で使用されている方法も規
定することとした。
2 引用規格
3 用語及び
定義
−
−
追加
フェライト量など,用語の定義を追
加した。
定義の明確化であり,技術的差異
はない。
4 フェライ
ト量測定方
法の種類
−
−
追加
測定方法の種類の表を追加した。
ISO規格と実質的な差異はない。
5 顕微鏡組
織による方
法
−
−
追加
顕微鏡組織による方法を追加した。 我が国で多用されている組織図に
よる方法は,顕微鏡組織による方
法を基礎に置くため。
6 組織図に
よる方法
−
追加
組織図による方法を追加した。
我が国で多用されているため。
7 磁気的な
装置による
方法
7.2 被膜計法
3
JISにほぼ同じ。
変更
ISO規格に記載されている被膜計
法に関する項目及び表記を,一部変
更し,表2として記載した。
規格の構成上の違いであり,実質
的な差異はない。
7.3 磁気誘導法
7.1
7.3
JISにほぼ同じ。
追加
磁気誘導法の原理について追加し
た。校正は装置に附属の標準試料で
も行えるように規定し,一次標準試
料は,2接触式探触子にだけ適用で
きることを明記した。
AWS規格では,一次標準試料は,
2接触式探触子にだけ適用できる
ことを明記しているため,JISで
も明記した。
8
Z
3
11
9
:
2
0
1
7
13
Z 3119:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 磁気的な
装置による
方法(続き)
7.4 標準的な試験片
の作製方法(図4)
5.1,5.2
6.1
JISにほぼ同じ。
変更
JISは,溶着金属試験板として使用
する母材の規格とした。さらに,図
4に最終パスを追加した。
試験板母材の規格については,
ISO規格と同等材。また,試験片
の表面加工についても実際に行わ
れている方法に合わせ変更したも
のであり,実質的な差異はない。
7.4 標準的な試験片
の作製方法(表5)
5.2
表2
ISO規格の2.5をJISでは2.6に,
ISO規格の6.3をJISでは6.0にそ
れぞれ修正した。
我が国で使用されている棒径に修
正したもので実質的な差異はな
い。
7.5 測定
5.3.2
JISにほぼ同じ。
変更
ISO規格では,20 FN以下の場合1
回以上,20 FNを超えると5回以上
と規定している。JISは,従来は20
FN以下でも3回以上であり同一箇
所を5回以上測定することに変更
した。
JISでは,より厳密になっている。
磁気的測定方法では,同一箇所で
も変動があり得るので,20 FN以
下でも複数回測定する必要があ
る。
7.6 測定値の求め方
5.3.3
JISにほぼ同じ。
追加
小数点以下一桁で丸めることとし
た。
実質的な差異はない。
8 報告
−
−
−
追加
測定方法の種類,及びFN又はフェ
ライトパーセントによる表示をす
ることを追加している。
ISO規格は,磁気的測定方法につ
いての規格であるが,JISはこれ
以外の測定方法も規定しているた
め,必要項目を追加した。
−
−
6.2
−
削除
実機の溶接部での測定上の注意事
項について規定。JISでは,この注
意事項を削除した。
ISO規格では,溶着金属と実機の
溶接部とを測定対象としている
が,JISでは溶着金属だけを対象
としているため,削除した。
−
−
8
−
削除
デルタフェライトのために準備さ
れる二次標準試料の使用手順を規
定。JISでは,二次標準試料の使用
手順を削除した。
この箇条の内容は,IIWの主導で
作成された特殊な二次標準試料の
紹介で,参考的な内容のため削除
した。
−
−
附属書A
(参考)
削除
帯状肉盛による二次標準試料の作
製方法。JISでは,この作製方法に
関する附属書を削除した。
この附属書は,規格としての必要
性は低いため,削除した。
8
Z
3
11
9
:
2
0
1
7
14
Z 3119:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
−
−
附属書B
(参考)
削除
遠心ミル鋳造による二次標準試料
の作製方法。JISでは,この作製方
法に関する附属書を削除した。
この附属書は,規格としての必要
性は低いため,削除した。
JISと国際規格との対応の程度の全体評価:ISO 8249:2000,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
8
Z
3
11
9
:
2
0
1
7