Z 3118:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 水素測定試料の作製手順 ···································································································· 2
4.1 試験板の準備 ················································································································ 2
4.2 溶接材料の準備 ············································································································· 2
4.3 溶接条件 ······················································································································ 3
4.4 水素測定試料の作製 ······································································································· 4
5 拡散性水素の捕集 ············································································································· 5
5.1 捕集の準備 ··················································································································· 5
5.2 拡散性水素の捕集 ·········································································································· 5
6 水素量測定方法 ················································································································ 5
6.1 要旨 ···························································································································· 5
6.2 装置 ···························································································································· 5
7 水素量の算定 ··················································································································· 7
7.1 拡散性水素量の表示 ······································································································· 7
7.2 溶着金属の質量当たりの水素量の算出················································································ 7
7.3 溶接金属の質量当たりの水素量の算出················································································ 7
8 報告······························································································································· 8
附属書JA(参考)水素測定データシート ·················································································· 9
附属書JB(参考)ガスクロマトグラフ法とグリセリン置換法との換算 ·········································· 12
附属書JC(参考)JISと対応する国際規格との対比表 ································································ 13
Z 3118:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3118:1992は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3118:2007
鋼溶接部の水素量測定方法
Method for measurement of amount of hydrogen evolved from steel welds
序文
この規格は, 2000年に第2版として発行されたISO 3690を基に作成した日本工業規格であるが,対応
国際規格が水銀を使用する測定方法及びガスクロマトグラフを用いる方法の両方を規定しているため,環
境上の理由から水銀を使用する方法を除き,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,アーク溶接による鋼溶接部から放出される拡散性水素の,定量のための捕集及びガスクロ
マトグラフによる測定方法について規定する。
なお,この規格で対象とする溶接方法は,被覆アーク溶接,サブマージアーク溶接及び消耗電極式ガス
シールドアーク溶接である。ただし,セルフシールド溶接及びTIG溶接は対象外とする。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3690:2000,Welding and allied processes−Determination of hydrogen content in ferritic steel arc
weld metal (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3106 溶接構造用圧延鋼材
JIS K 0114 ガスクロマトグラフ分析通則
JIS Z 3001 溶接用語
JIS Z 3111 溶着金属の引張及び衝撃試験方法
JIS Z 3253 アーク溶接及びプラズマ切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Shielding gases for arc welding and cutting
(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001,JIS Z 3111によるほか,次による。
2
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
拡散性水素量
常温(25±5 ℃)において,溶接金属から拡散・放出される水素量。
3.2
水素測定試料
拡散性水素量を測定するために,試験板の両端にエンドタブを配して溶接を行った後,両端のタブを機
械的に除いた溶接部分。
4
水素測定試料の作製手順
4.1
試験板の準備
試験板の準備は,次による。
a) 試験板及びエンドタブは,JIS G 3106に規定するSM400A〜Cの鋼板,又は化学組成が炭素0.18 %(質
量分率)以下で硫黄0.02 %(質量分率)以下の低炭素鋼板を用いて作製する。
b) 試験板及びエンドタブは,あらかじめ400〜650 ℃の温度の大気雰囲気中に約1時間保持し,水素除
去を行った鋼材から採取する。
注記 ISO規格では保持温度が650±10 ℃と規定されているが,比較実験の結果,差違はない。
c) 試験板及びエンドタブの寸法は,溶接方法に応じて,表1による。
d) 試験板及びエンドタブの全面は,表面研削及び洗浄を行い,滑らかで,かつ,清浄なものとする。
e) 試験板の質量をはかる。ひょう量精度は,0.01 gとする。
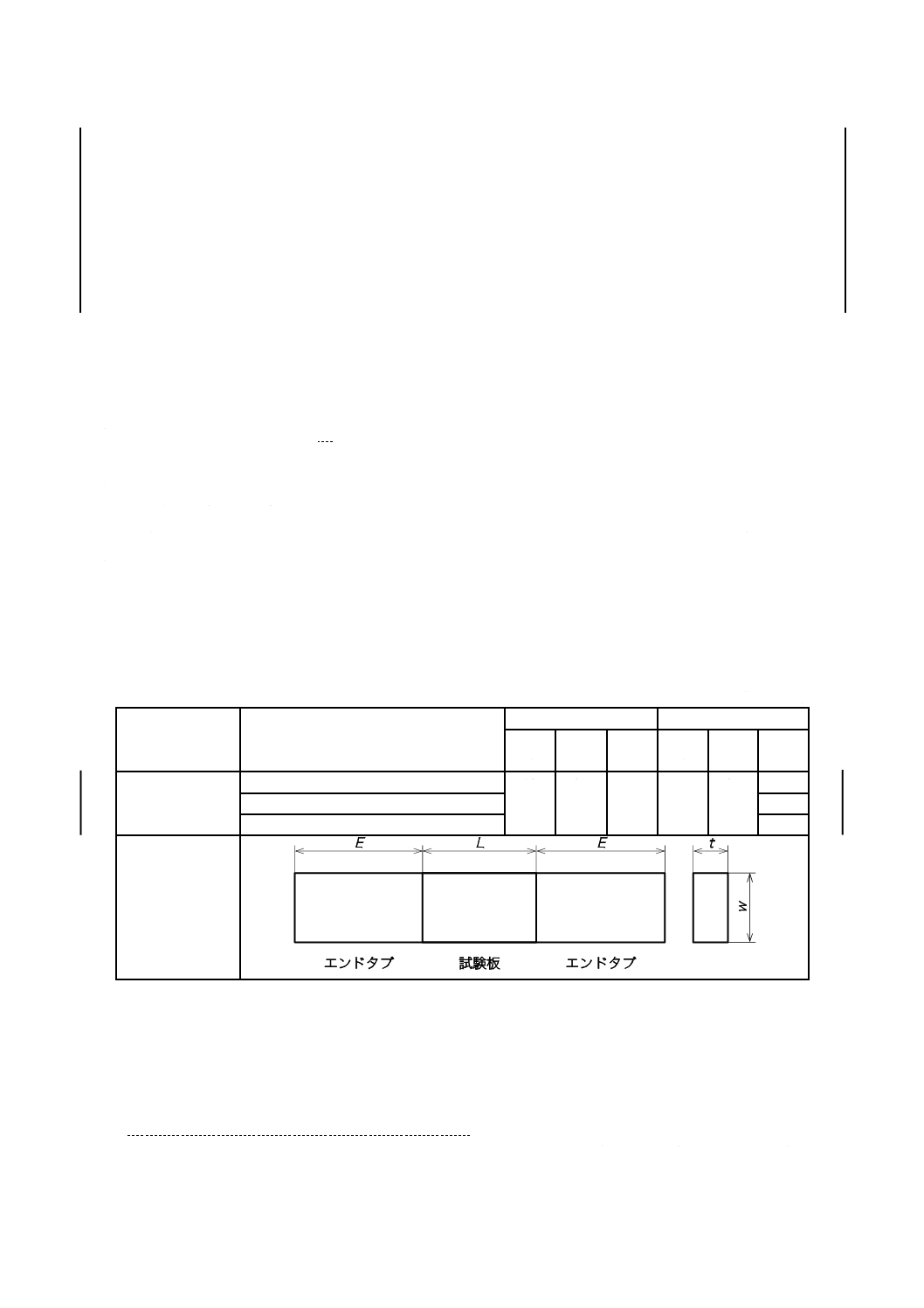
表1−試験板及びエンドタブの寸法
単位 mm
試験板の種類
溶接方法
試験板の寸法
エンドタブの寸法
厚さ
t
幅
w
長さ
L
厚さ
t
幅
w
長さ
E
2号
被覆アーク溶接
12
25
40
12
25
45
サブマージアーク溶接
150
消耗電極式ガスシールドアーク溶接
45
試験板及びエン
ドタブの並べ方
4.2
溶接材料の準備
4.2.1
被覆アーク溶接棒
被覆アーク溶接棒(以下,“溶接棒”という。)の準備は,次による。
a) 溶接棒の径は,4.0 mmとする。
b) 溶接棒は,製造業者の推奨する条件で乾燥する。
なお,開封後に再乾燥を行う必要がない密閉容器に入っている場合は,試験条件は受渡当事者間の
3
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定による。
c) 乾燥は,溶接棒が互いに触れ合わないように行う。また,溶接棒が乾燥炉の側面に触れないようにす
る。
d) 乾燥炉には,試験に使用する溶接棒だけを入れる。
e) 乾燥炉から取り出した溶接棒は,速やかに使用する。
注記 ISO規格では乾燥した溶接棒を栓付き容器で室温まで冷却してから利用すると規定されてい
るが,比較実験の結果,実質的な差異はない。
f)
被覆の損傷した溶接棒は使用しない。
g) 各々の試験板に対して異なる溶接棒を使用する。
4.2.2
サブマージアーク溶接材料
サブマージアーク溶接材料の準備は,次による。
a) 溶接ワイヤの径は,4.0 mmとする。
b) フラックスは,製造業者の推奨する条件で乾燥して使用する。
c) 乾燥時のフラックス厚さは,15 mm以下とする。
d) 乾燥炉から取り出したフラックスは,速やかに使用する。また,使用したフラックスを再使用しては
ならない。
注記 ISO規格では乾燥したフラックスを栓付き容器で室温まで冷却してから使用すると規定され
ているが,比較実験の結果,実質的な差異はない。
4.2.3
消耗電極式ガスシールドアーク溶接材料
消耗電極式ガスシールドアーク溶接に用いるフラックス入りワイヤ,ソリッドワイヤ及びシールドガス
の準備は,次による。
a) 溶接ワイヤの径は,1.2 mmとする。
b) シールドガスは,JIS Z 3253に規定されている種類のガスを使用する。
c) シールドガスの種類は,製造業者の推奨するものとする。
d) 未使用のワイヤを使用する場合は,巻きの外周層を取り除く。
4.3
溶接条件
4.3.1
被覆アーク溶接
被覆アーク溶接の溶接条件は,次による。
a) 溶接電流の種類は,交流又は直流とし,極性は,製造業者の推奨する極性とする。
b) 溶接速度は,溶接棒12〜13 mm当たりビードが約10 mmとなる速度とし,その他の溶接条件は表2
による。
4.3.2
サブマージアーク溶接
サブマージアーク溶接の溶接条件は,次による。
a) 溶接電流の種類は,交流又は直流とし,極性は,製造業者の推奨する極性とする。
b) 溶接条件は,表2による。
c) フラックスの散布高さは,30 mmとし,適切なジグを用いて調整する。
4.3.3
消耗電極式ガスシールドアーク溶接
フラックス入りワイヤ及びソリッドワイヤを用いる消耗電極式ガスシールドアーク溶接の溶接条件は,
次による。
a) 溶接電流の種類は,直流とし,極性は,製造業者の推奨する極性とする。
4
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 溶接条件は,表2による。
c) シールドガス流量は,25 L/minとする。
表2−溶接条件
溶接方法
(溶接材料)
溶接材料
の径
mm
溶接電流
A
アーク
電圧
V
溶接速度
mm/min
チップ−母材間
距離mm
被覆アーク溶接
4.0
[αa)−15]又は0.9αa)
−
−
−
サブマージアーク溶接
4.0
500±50
32±2
500±20
30±1
ガスシールドアーク溶接
(フラックス入りワイヤ)
1.2
270±15
−
350±20
25±1
ガスシールドアーク溶接
(ソリッドワイヤ)
1.2
290±15
350±20
20±1
注記 表2に示す条件は,対応国際規格に規定された溶着速度が得られる溶接条件とした。
注a)
αは,製造業者が推奨する電流範囲の最高値。
4.4
水素測定試料の作製
水素測定試料の作製は,次による。
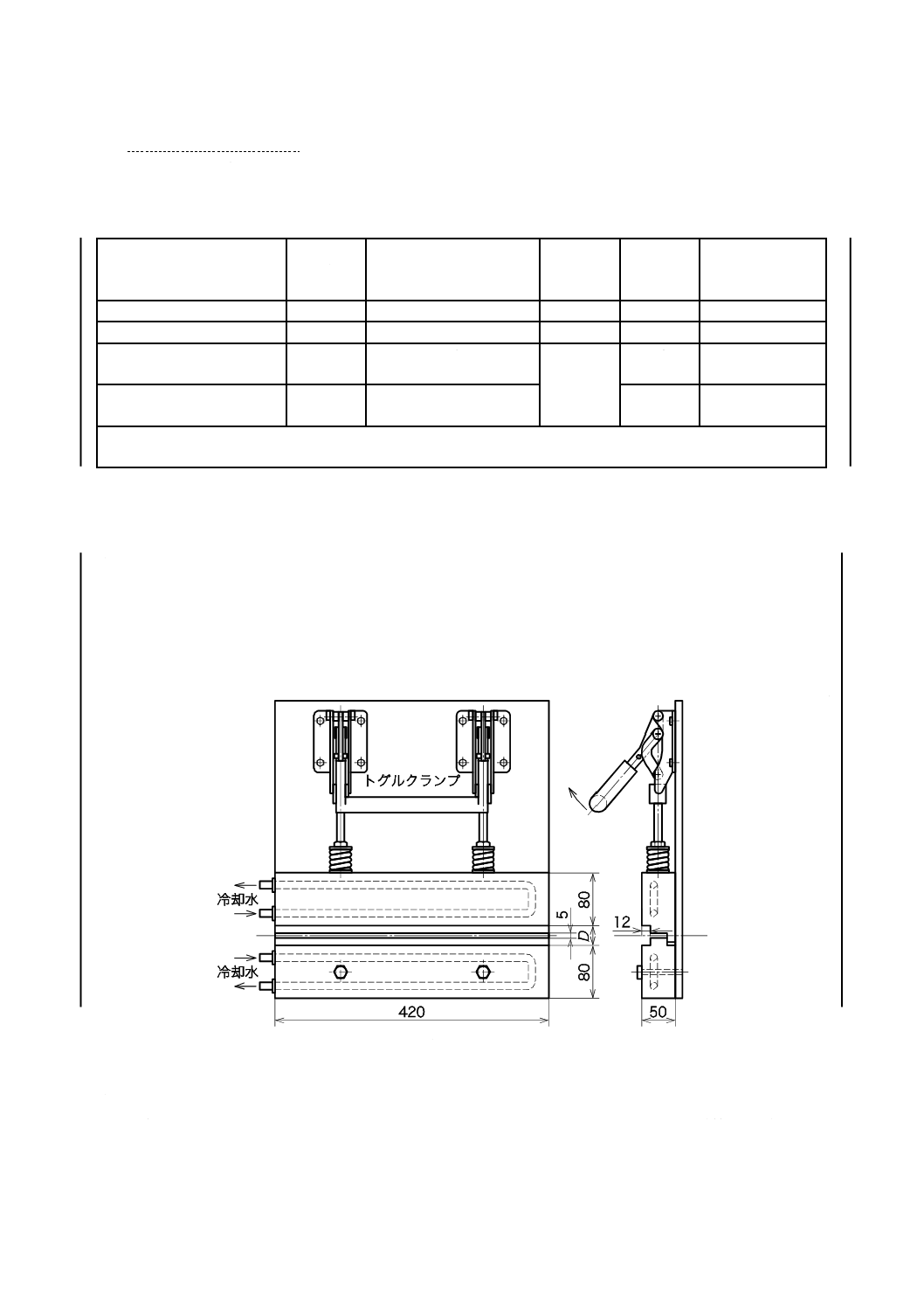
a) 試験板及びエンドタブをエンドタブ・試験板・エンドタブの順序に長さ方向に並べ,銅製固定具を用
いて固定する。トグルクランプなどを用いて試験板を固定できるようにした例を,図1に示す。
なお,銅製固定具と試験板及びエンドタブの間に銅はく(箔)を挟んでもよい。
単位 mm
図1−銅製固定具の例
b) 溶接に使用する銅製固定具の温度は,室温又は室温+25 ℃以下とし,溶接雰囲気は,絶対湿度が乾燥
空気1 000 gに対して水蒸気 3 g[水蒸気分圧が0.48 kPa,相対湿度が5 ℃で54 %(質量分率),10 ℃
で38 %(質量分率)]以上とする。
5
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
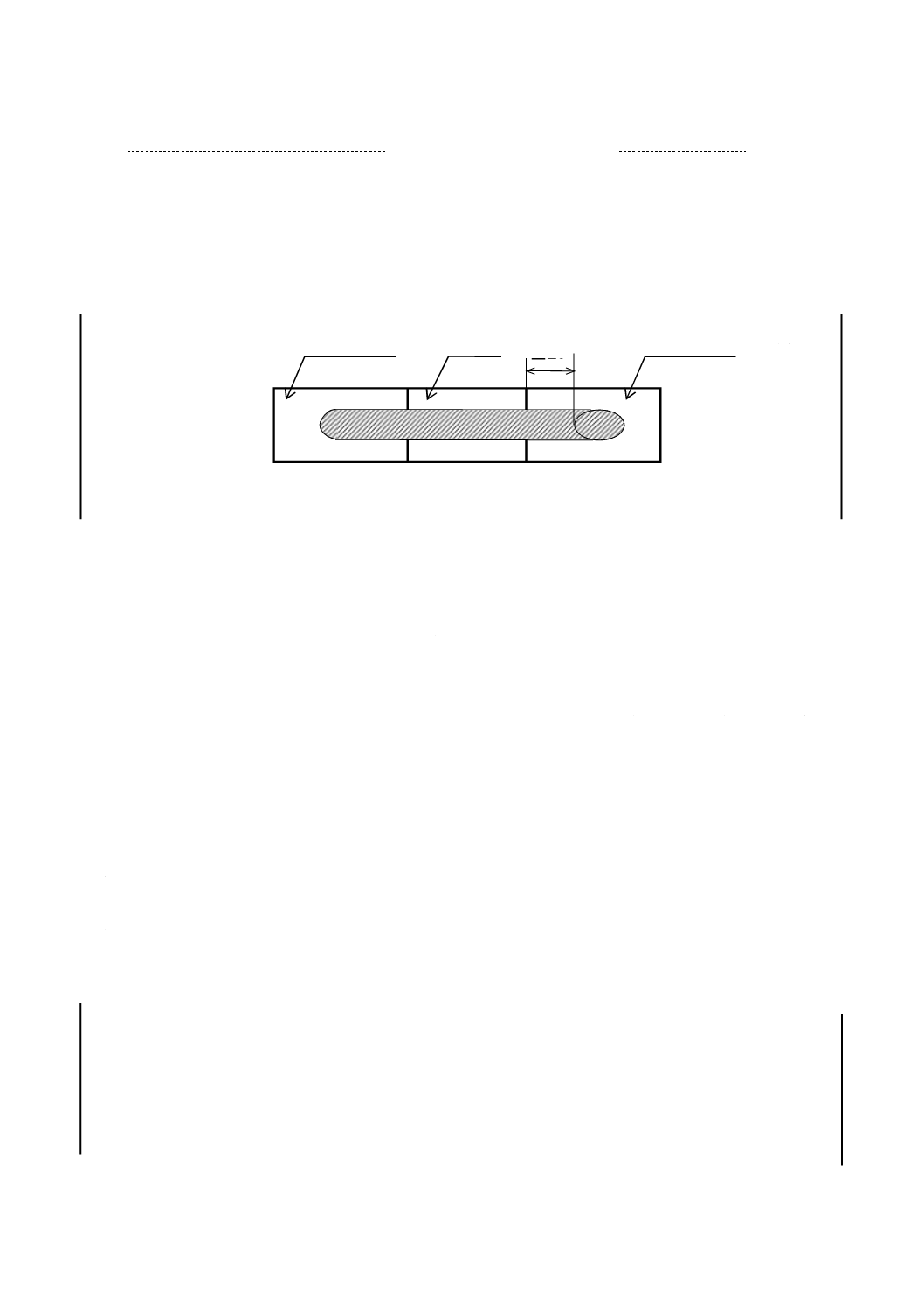
c) 溶接は,4.3の溶接条件によって行う。エンドタブ上のビード長さは,図2に示すように,25 mm以
下とする。
d) 最初に溶接を行う場合には,溶接トーチ及びガスホース内に空気,水分などが残留した状態で試験を
行わないように,フラッシングなどを行う。
e) 試験板とエンドタブとを溶接した溶接部材は,溶接後5秒経過してから氷水につけて急冷する。その
後,この溶接部材のエンドタブを機械的に取り除き,水素測定試料を清浄にする。
f)
水素測定試料は,それぞれの溶接方法ごとに3個作製する。
単位 mm
図2−試験板とエンドタブとを溶接した溶接部材
5
拡散性水素の捕集
5.1
捕集の準備
捕集の準備は,次による。
a) 4.4によって作製した水素測定試料を捕集容器(6.2.2参照)内に挿入し,1分当たり1L以上の流量で
30秒間アルゴンを流して容器内の空気を置換する。これらの操作に要する時間は,溶接後120秒以内
とする。
b) 溶接直後にa)の操作が実施できない場合には,4.4の手順によって作製した水素測定試料を溶接後60
秒以内に液化窒素又はドライアイス飽和アルコール液中に保存する。保存期間は,液体窒素の場合7
日以内,ドライアイス飽和アルコールの場合3日以内とする。冷却保存した水素測定試料は適切な方
法で室温まで温め,保存液から取り出してから30秒以内に捕集容器内に挿入し,30秒間アルゴンを
流して容器内の空気を置換する。
5.2
拡散性水素の捕集
拡散性水素量を測定するための水素の捕集は,次による。
a) 水素測定試料を挿入した捕集容器を,45 ℃の温度に保った恒温器内に72時間保持し,拡散性水素を
捕集する。
b) 拡散性水素の捕集は,水素測定試料が150 ℃となる容器に6時間保持してもよい。ただし,この場合
には,水素の放散及び不純物ガスの混入を避けるために,高温捕集に対応した捕集容器を使用する。
6
水素量測定方法
6.1
要旨
熱伝導度検出器を備えたガスクロマトグラフを用い,水素をカラムによって分離し,記録されたクロマ
トグラムのピーク面積を,同一条件下で得られた校正用水素のピーク面積と比較し,水素量を定量する。
注記1 空気の混入及び水素の漏れを評価するために,窒素を同時に測定してもよい。
注記2 ガスクロマトグラフ法とグリセリン置換法との相関式を,附属書JBに示す。
≦25
エンドタブ
試験板
エンドタブ
6
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
装置
6.2.1
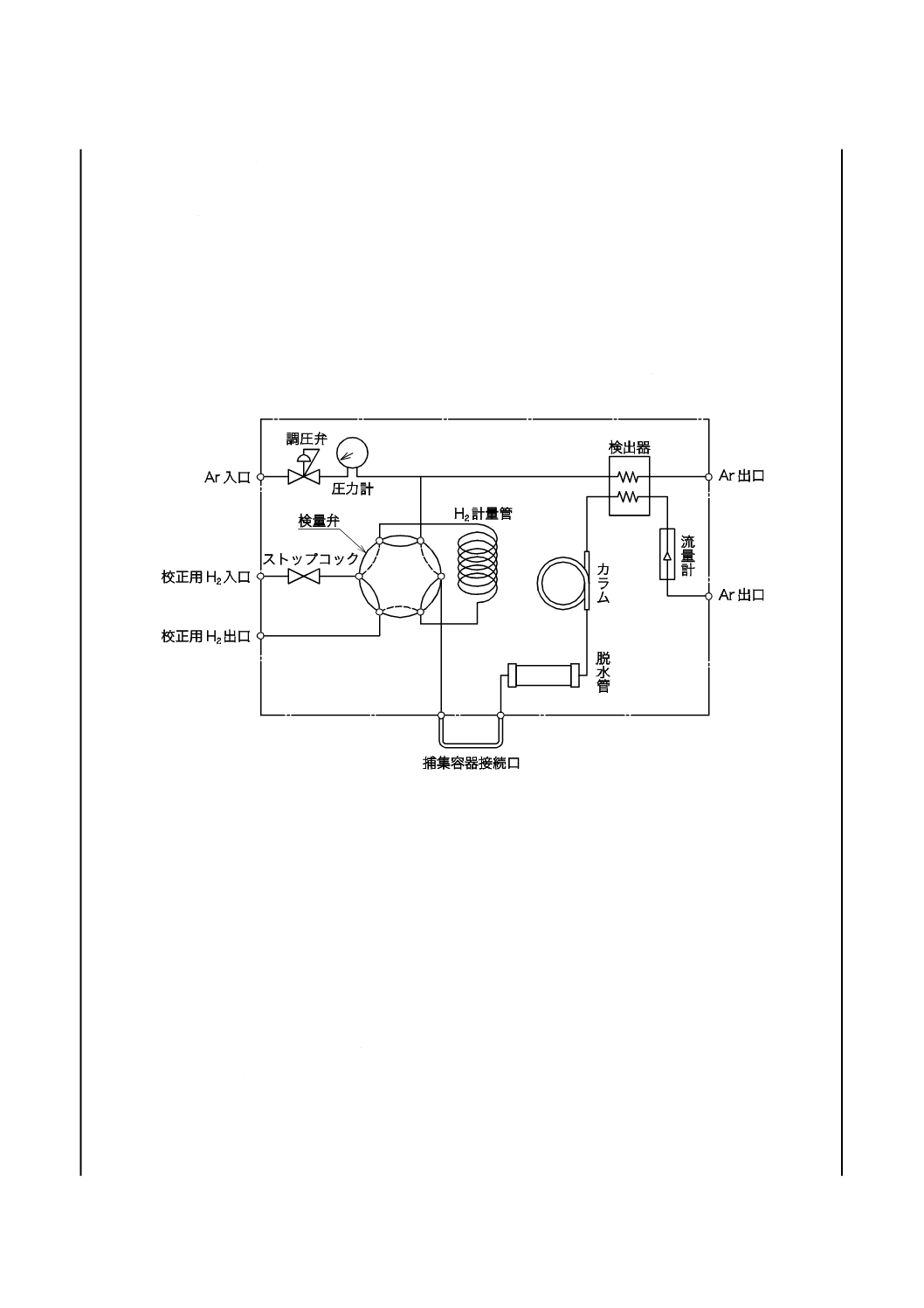
ガスクロマトグラフ
ガスクロマトグラフは,図3に示すような流路をもち,水素ガスを0.01 mLよりも高い精度で定量でき
るものとし,次による。
なお,ガスクロマトグラフに要求される一般的な機能は,JIS K 0114による。
a) 検出器 検出器は,アルゴンをキャリヤーガスとして用い,6.2.5のカラム充てん剤を詰めたカラムに
よって分離した水素及び窒素を検出することができる熱伝導度検出器とする。
b) 流量制御機構 流量制御機構は,水素測定試料の入った捕集容器内のガスを素早く置換するため,300
mL/min程度の流量でガスを流して流量制御できるものとする。
なお,キャリヤーガスの調圧弁の圧力制御安定性は,設定圧力の1 %以内とする。
図3−ガスクロマトグラフ法に用いる測定装置の流路
c) 気体試料導入機構 気体試料導入機構は,容積が1 mL程度の試料計量管が取り付けられるもので,
6.2.6.1 b)に規定する繰返し精度を満足することができるものとする。
6.2.2
捕集容器
捕集容器は,水素測定試料を長時間密閉でき,ガスクロマトグラフに確実に接続できる構造のもので,
水素測定試料4個程度を同時にセットできるものとする。
6.2.3
データ処理装置
データ処理装置は,クロマトグラムの成分ピークに比例する信号を数値として表す装置であって,次の
性能又はそれと同等の性能をもつものとする(JIS K 0114参照)。
積分感度:1μV・S 1カウント以上
直線性 :±0.1 %
入力電圧:最大1 000 mV
6.2.4
キャリヤーガス及び校正用ガス
キャリヤーガス及び校正用ガスは,次による。
7
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) キャリヤーガスには,純度99.9 %(体積分率)以上のアルゴンを用いる。
b) 校正用ガスには,純度99.9 %(体積分率)以上の水素を用いる。
6.2.5
カラム充てん剤
カラム充てん剤は,測定成分である水素及び漏れの確認のための窒素が十分に他のガスと分離できるも
のを用いる。
例 合成ゼオライト5A形
6.2.6
操作
6.2.6.1
予備操作
予備操作は,次の手順によって行う。
a) ガスクロマトグラフの調整 水素の定量に先立ち,あらかじめガスクロマトグラフを調整し,測定す
る条件で,クロマトグラムの基線のドリフトが,ガスクロマトグラフ製造業者の規定以下になるまで
装置を安定させる。
b) ガスクロマトグラフの安定の確認 校正用水素を2回導入し,計数値の差が1 %以下であることを確
認する。
6.2.6.2
測定
測定は,次の手順によって行う。
a) 捕集容器をガスクロマトグラフに接続した後,水素測定試料から放出された水素量を測定する。
b) 水素量測定後,水素測定試料の質量をはかる。ひょう量精度は,0.01 gとする。
7
水素量の算定
7.1
拡散性水素量の表示
拡散性水素量は,溶着金属の質量当たりの水素の体積(単位:mL/100 g)及び/又は溶接金属の質量当
たりの水素の質量[単位:ppm(質量分率)]で表示する。
なお,拡散性水素量は,各水素測定試料ごとに7.2又は7.3によって算出した3個の値の平均値とする。
7.2
溶着金属の質量当たりの水素量の算出
溶着金属の質量当たりの水素量を,式(1)によって算出する。
D
GC
GC
DM
100
W
V
H
H
×
=
=
································································· (1)
ここに, HDM: 溶着金属の質量当たりの水素量(mL/100 g)
HGC: ガスクロマトグラフ法によって求めた溶着金属の質量当た
りの0 ℃・101 MPaにおける水素の体積(mL/100 g)
VGC: ガスクロマトグラフ法によって定量した水素量を0 ℃・101
MPaにおける水素の体積に換算した値(mL)
WD: 溶着金属の質量(g)
WD=WT1−WT2
WT1:水素量測定後の水素測定試料の質量(g)
WT2:溶接前の試験板の質量(g)
7.3
溶接金属の質量当たりの水素量の算出
溶接金属の質量当たりの水素量(HFM)の算出は,式(2)によって行う。
8
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
1
0.90
1
2
1
1
2
1
DM
FM
×
×
b
b
b
a
a
a
H
H
+
+
+
=
······························································· (2)
ここに,
HFM: 溶接金属の質量当たりの水素量[ppm(質量分率)]
HDM: 式(1)によって算出した溶着金属当たりの水素量
(mL/100 g)
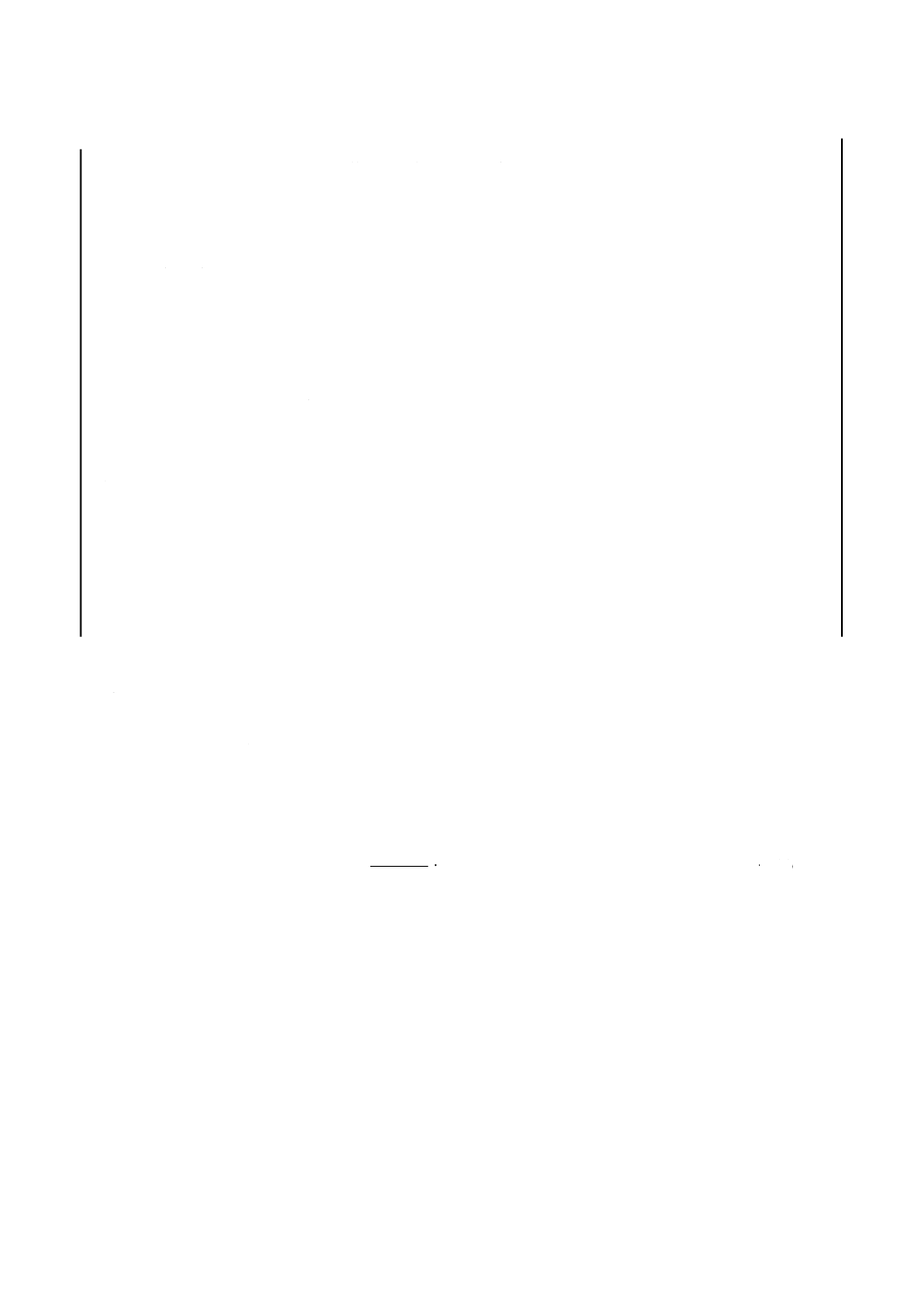
a1: 図4 A断面の溶着金属部の面積(mm2)
a1+a2: 図4 A断面の溶接金属部の面積(mm2)
b1: 図4 B断面の溶着金属部の面積(mm2)
b1+b2:
0.90:
図4 B断面の溶接金属部の面積(mm2)
0℃,101 MPaにおける水素の体積から質量を求め
るための換算係数(μg/mL)
図4−水素測定試料の両端
8
報告
報告書には,次の事項を記載する。
なお,記録すべき項目をまとめたデータシートの例を,附属書JAに示す。
a) 溶接方法
b) 溶接場所の気温及び湿度
c) 被覆アーク溶接の場合には,溶接棒の製造業者,種類,銘柄,乾燥条件,径及び長さ,溶接電流の種
類,極性及び電流値,アーク電圧,消費した棒の長さ並びにビード長
d) サブマージアーク溶接の場合には,ワイヤ及びフラックスの製造業者,種類及び銘柄,ワイヤの径,
フラックスの粒度及び乾燥条件,溶接電流の種類,極性及び電流値,アーク電圧,溶接速度,チップ
−母材間距離並びにフラックス散布高さ
e) 消耗電極式ガスシールドアーク溶接の場合には,ワイヤの製造業者,種類,銘柄及び径,シールドガ
スの製造業者,種類,製造方法及び露点,溶接電流の極性及び電流値,アーク電圧,溶接速度,チッ
プ−母材間距離,ノズル・母材間距離並びに溶接トーチのノズル内径
f)
水素測定試料の溶接前及び溶接後質量
g) 拡散性水素の捕集温度及び捕集時間
h) 測定水素量
9
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
水素測定データシート
序文
この附属書は, 水素量の測定において記録すべき項目をまとめたデータシートの例について記載するも
のであって,規定の一部ではない。
JA.1
被覆アーク溶接における記載事項
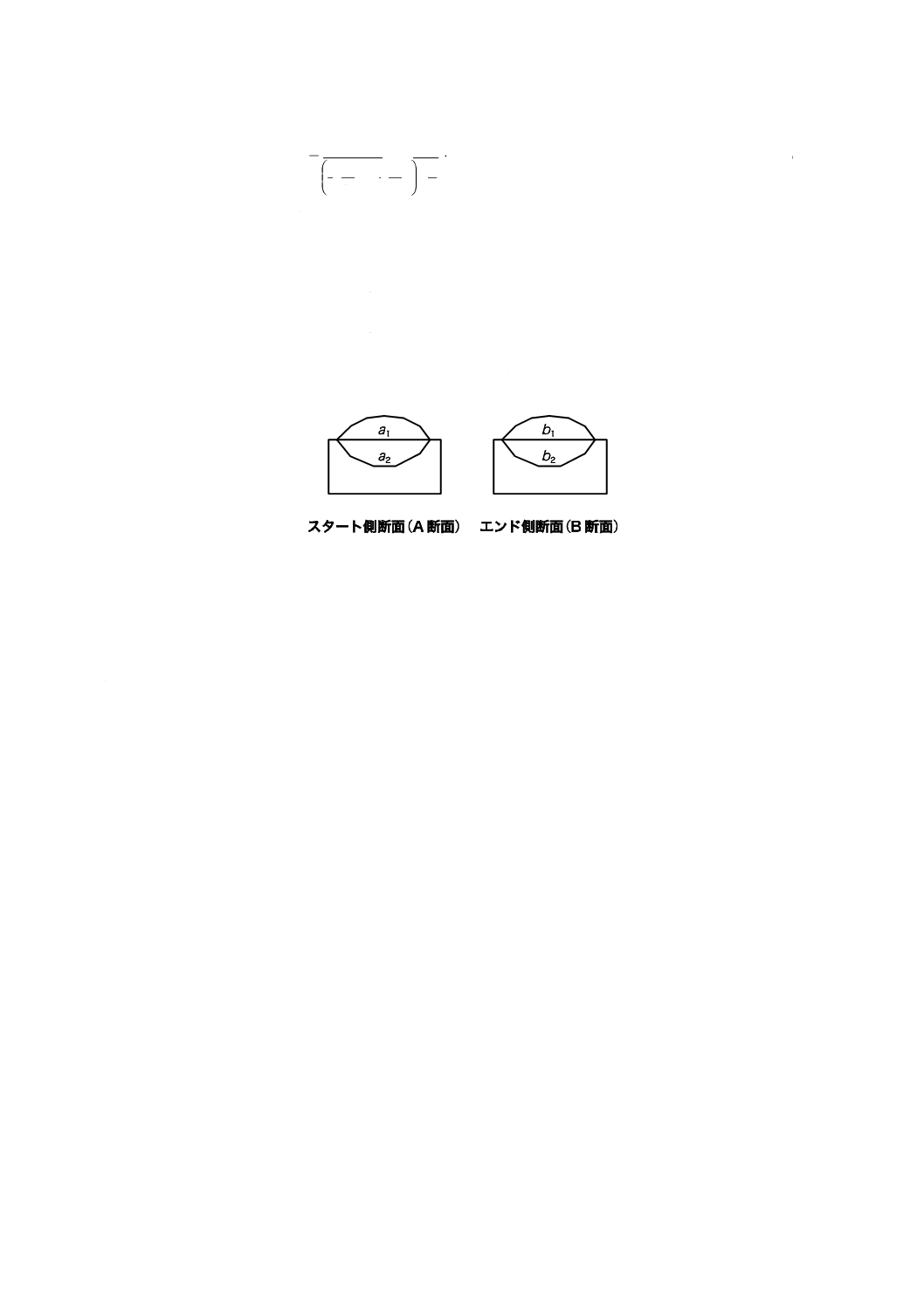
表JA.1に,被覆アーク溶接の場合の水素測定データシートの例を示す。
表JA.1−被覆アーク溶接部の水素測定データシート
実験者
溶接施工日
年 月 日
溶接
雰囲気
気温
℃
溶接機
製造業者
湿度
%
型式
溶
接
棒
製造業者
乾燥条件
℃× h
種類
棒径×長さ
× mm
銘柄
溶
接
条
件
極性
消費棒長
mm
溶接電流
A
ビード長
mm
アーク電圧
V
試験板及びエンドタブ
種類
鋼種
寸法
t × w × L (エンドタブ L)
水
素
測
定
試
料
No.
質
量
(g)
溶接後[WT1]
溶接前[WT2]
溶着金属質量[WD] (g)
断面積
(mm2)
断面位置
スター
ト側
エンド
側
スター
ト側
エンド
側
スター
ト側
エンド
側
余盛部分
溶込み部分
溶接金属質量[WF] (g)
水素量[VGC] (mL)
平均
溶着金属当たりの水素量
(mL/100 g) HDM
溶接金属当たりの水素量
(μg/g) HFM
捕集条件
℃ h
10
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.2
サブマージアーク溶接における記載事項
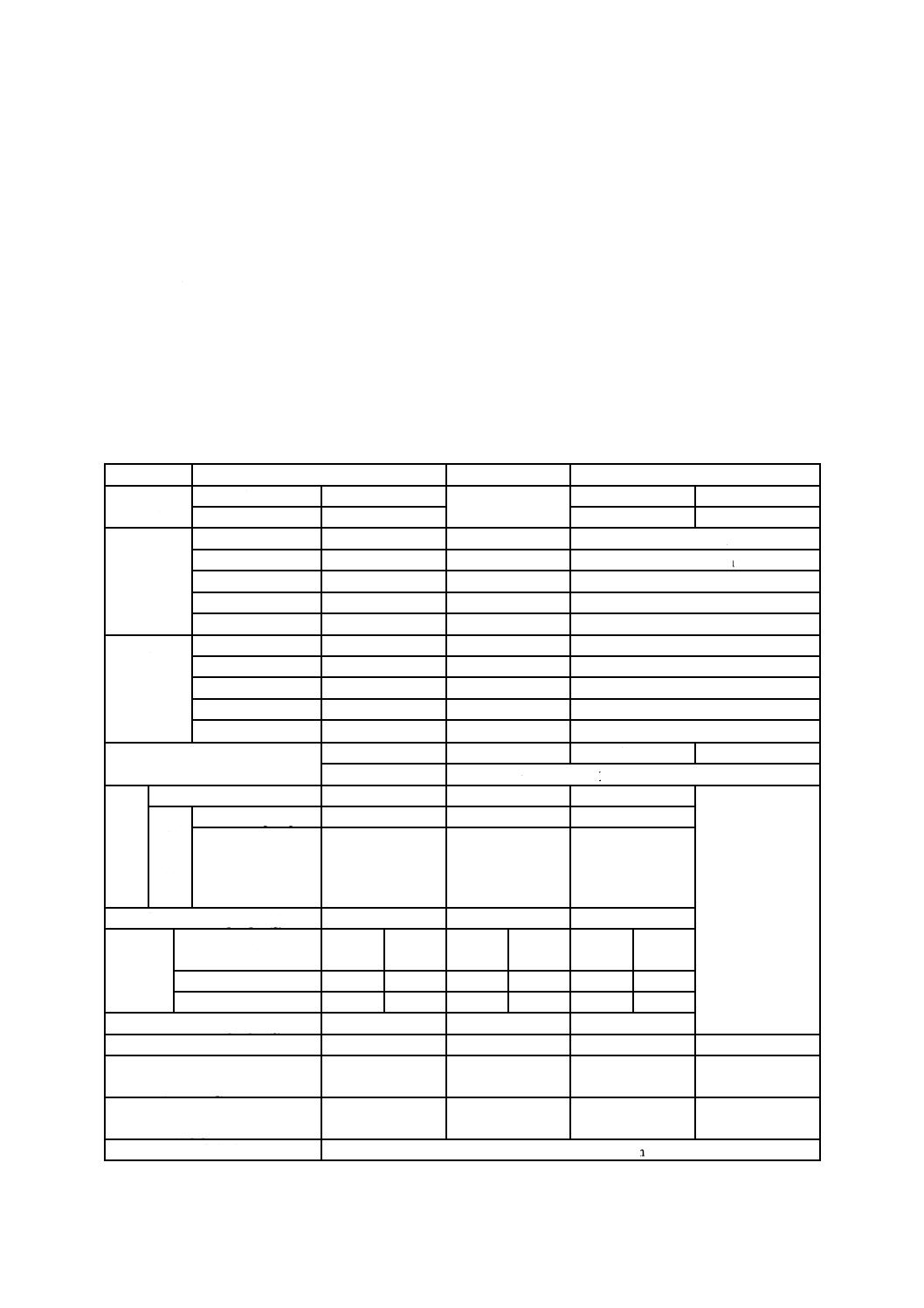
表JA.2に,サブマージアーク溶接の場合の水素測定データシートの例を示す。
表JA.2−サブマージアーク溶接部の水素測定データシート
実験者
溶接施工日
年 月 日
溶接
雰囲気
気温
℃
溶接機
製造業者
湿度
%
型式
ワ
イ
ヤ
製造業者
フ
ラ
ッ
ク
ス
製造業者
種類
種類
銘柄
銘柄
径
mm
粒度(メッシュ)
×
乾燥条件
℃× h
溶
接
条
件
極性
チップ−母材間
距離
mm
溶接電流
A
フラックス散布
高さ
mm
アーク電圧
V
溶接速度
mm/min
試験板及びエンドタブ
種類
鋼種
寸法
t × w × L (エンドタブ L)
水
素
測
定
試
料
No.
質
量
(g)
溶接後[WT1]
溶接前[WT2]
溶着金属質量[WD] (g)
断面積
(mm2)
断面位置
スター
ト側
エンド
側
スター
ト側
エンド
側
スター
ト側
エンド
側
余盛部分
溶込み部分
溶接金属質量[WF] (g)
水素量[VGC] (mL)
平均
溶着金属当たりの水素量
(mL/100 g) HDM
溶接金属当たりの水素量
(μg/g) HFM
捕集条件
℃ h
11
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.3
消耗電極式アーク溶接における記載事項
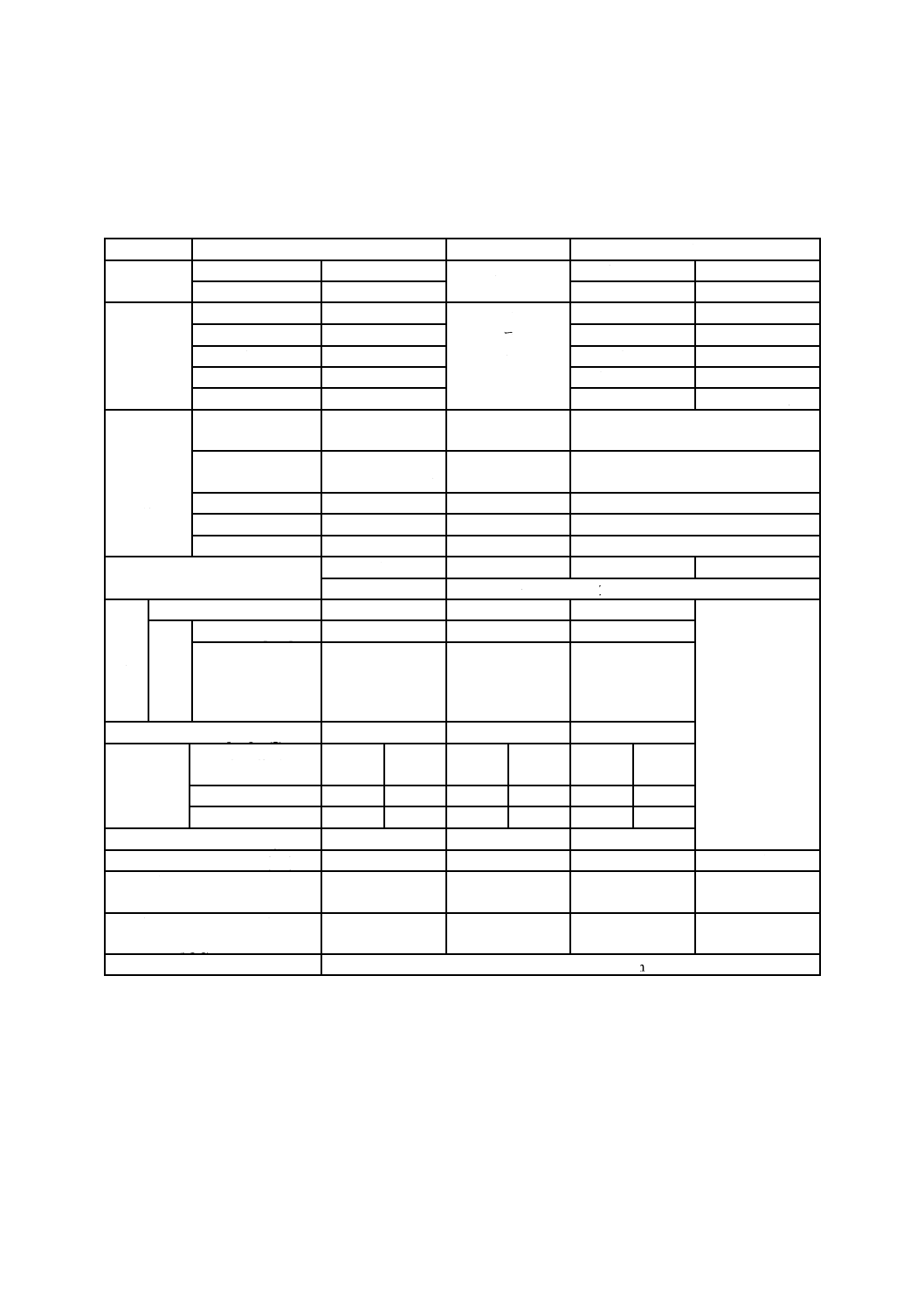
表JA.3に,消耗電極式ガスシールドアーク溶接の場合の水素測定データシートの例を示す。
表JA.3−消耗電極式ガスシールドアーク溶接部の水素測定データシート
実験者
溶接施工日
年 月 日
溶接
雰囲気
気温
℃
溶接機
製造業者
湿度
%
型式
ワ
イ
ヤ
製造業者
シールド
ガス
製造業者
種類
種類
記号・銘柄
製造方法
径
mm
露点
(トーチ位置)
溶
接
条
件
極性
チップ−母材間
距離
mm
溶接電流
A
ノズル−母材間
距離
mm
アーク電圧
V
ノズル内径
mm
溶接速度
mm/min
試験板及びエンドタブ
種類
鋼種
寸法
t × w × L (エンドタブ L)
水
素
測
定
試
料
No.
質
量
(g)
溶接後[WT1]
溶接前[WT2]
溶着金属質量[WD] (g)
断面積
(mm2)
断面位置
スター
ト側
エンド
側
スター
ト側
エンド
側
スター
ト側
エンド
側
余盛部分
溶込み部分
溶接金属質量[WF] (g)
水素量[VGC] (mL)
平均
溶着金属当たりの水素量
(mL/100g) HDM
溶接金属当たりの水素量
(μg/g) HFM
捕集条件
℃ h
12
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
ガスクロマトグラフ法とグリセリン置換法との換算
序文
この附属書は, ガスクロマトグラフ法とグリセリン置換法との換算について記載するものであって,規
定の一部ではない。
JB.1
グリセリン置換法による水素量への換算
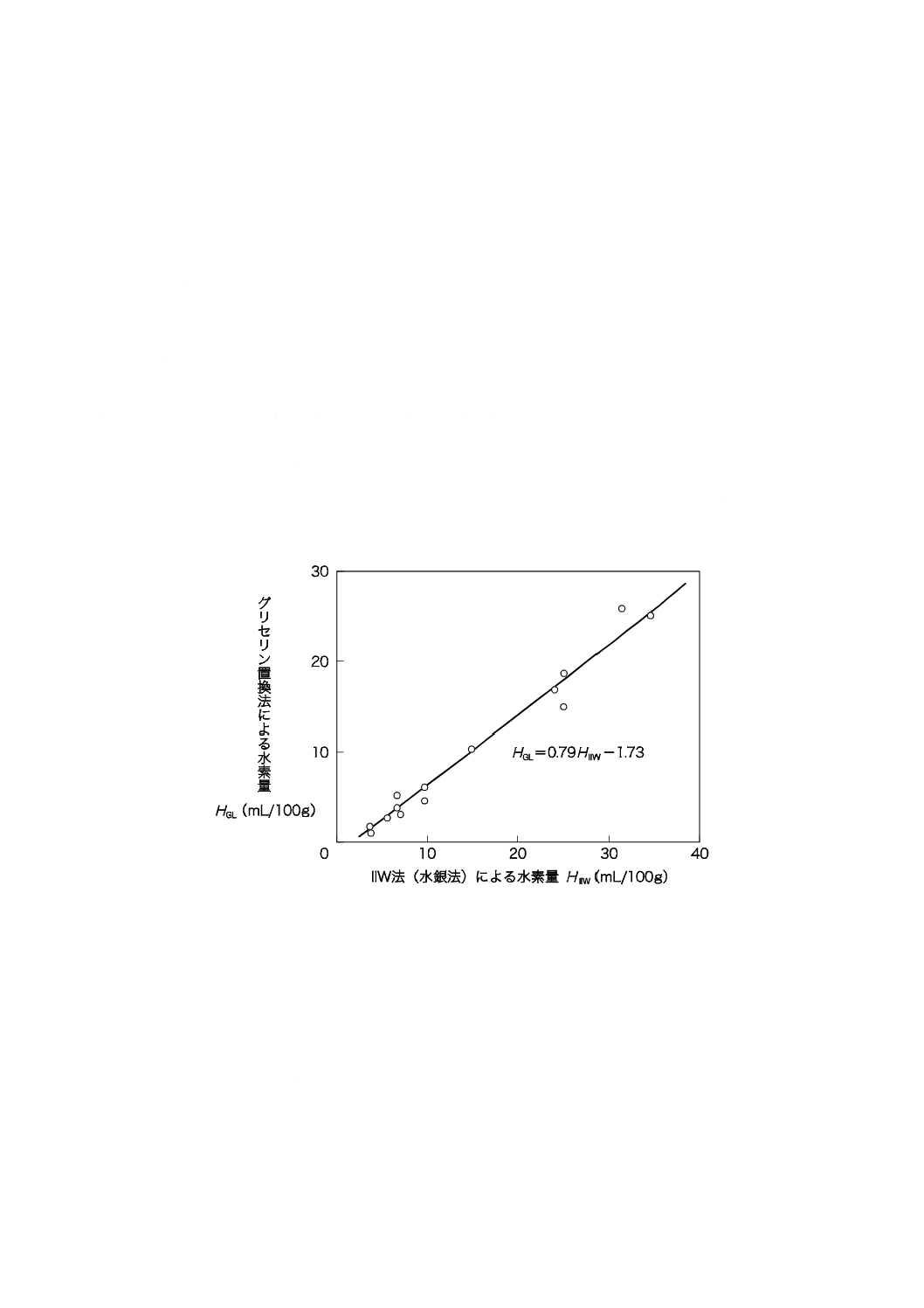
JIS Z 3118:1986の解説では,ISO 3690記載のIIW法(水銀法)及びグリセリン置換法によって求めた水
素量について,次の関係式を記載している(図JB.1参照)
HGL=0.79HIIW−1.73
ここに,
HGL: グリセリン置換法によって求めた溶着金属の質量100 g
当たりの水素量(mL/100 g)
HIIW: 水銀法によって求めた溶着金属の質量100 g当たりの
水素量(mL/100 g)
図JB.1−グリセリン置換法及び水銀法によって求めた水素量の比較
また,水銀法とガスクロマトグラフ法とで同等の水素量が得られることは,JIS Z 3118:1986に記載され
ているとおりである。
以上のことから,グリセリン置換法による水素量は,ガスクロマトグラフ法による水素量を用いて,次
の式によって換算することができる。
HGL=0.79HDM−1.73
ここに, HDM: ガスクロマトグラフ法によって求めた溶着金属の質量
100 g当たりの水素量(mL/100 g)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応する国際規格との対比表
JIS Z 3118:2007 鋼溶接部の水素量測定方法
ISO 3690:2000 Welding and allied processes−Determination of hydrogen content in
ferritic steel arc weld metal
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
被覆アーク溶接,サブマ
ージアーク溶接及び消耗
電極式ガスシールドアー
ク溶接を対象とし,拡散
性水素量のガスクロマト
グラフ法による測定方法
を規定。
1
JISに規定する溶接法に
加えて,セルフシール
ド,TIGを対象とし,拡
散性水素の水銀法によ
る測定方法を規定。
迅速法として水素の高
温捕集を行った場合の
水銀法との参照方法を
記述。
変更
JISではセルフシールド,TIG
溶接を削除。
JISでは,水銀法を削除し,ガ
スクロマトグラフ法による測
定方法を規定し,残余の水素に
ついては言及しない。
現在,セルフシールド溶接及びTIG
溶接部の水素量の測定は一般的に
は行われていない。
ISO規格による水素量の測定は水
銀を使用するため削除した。
水銀使用は,WTO/TBT例外事項。
2 引用規
格
3 用語及
び定義
JIS Z 3001及びJIS Z
3111を追加。
−
追加
JISでは専門用語を追加。
ISOに提案する。
4 水素測
定試料の
作製手順
4.1 試験
板の準備
a) 試験板はJIS G 3106
のSM400A〜C,又は化学
組成がC≦0.18 %,S≦
0.02 %の低炭素鋼板を
作製。
3.1.3
試験板の化学組成はC
≦0.18 %,S≦0.02 %の
低炭素鋼板を規定
追加
JISは,JIS G 3106のSM400A
〜Cを追加。
軟鋼以外の低炭素鋼板も使用する
場合があるため併記した。
通常用いる鋼材の範囲では実質的
に同等である。
b) 水素除去熱処理は,
あらかじめ400〜650 ℃
の温度で約1時間保持。
水素除去熱処理は,真空
又は不活性ガス雰囲気,
650±10 ℃の温度で1
時間保持。
変更
熱処理雰囲気と処理温度範囲
が異なる。
比較実験の結果,水素測定値に差
がなく,JISの熱処理条件をISO
に提案する。
1
3
Z
3
11
8
:
2
0
0
7
14
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4.1 (続
き)
c) 試験板及びエンドタ
ブの寸法(mm);
幅25×長さ40
試験板の寸法(mm);
幅15×長さ30
変更
試験板寸法が異なる。
ISO規格の寸法は水銀法に基づく
ため,JISの寸法をISOに追加提
案する。
4.2 溶接
材料の準
備
4.2.1 b) 乾燥温度
4.2.1 e) 乾燥した溶接材
料は,速やかに使用[4.2.2
b)及び4.2.2 d) ]。
4.2.2 a)及び4.2.3 a) 溶
接ワイヤの線径を規定。
3.2
ISO規格は,推奨温度範
囲の平均とする。
ISO規格は乾燥した溶
接材料は栓付き容器で
室温まで冷却して使用。
変更
変更
追加
製造業者の推奨範囲とその平
均値
乾燥後の冷却の仕方
溶接材料の冷却して使用する
条件の違い。
ワイヤ径の規定を追加
実質的な差違はない
比較実験で水素量測定値は同等で
あり,実質的な差異はない
ISOに提案する。
4.3 溶接
条件
溶接条件を具体的に規定
(表2)。
4.3.1 a) 溶接電流の極性
を規定[4.3.2 a)及び4.3.3
b) ]。
4.3.3 c) シールドガス流
量を規定。
3.2.1.2
3.2.2.1
3.2.3.1
溶接条件は,試験板への
溶着量4 g±0.5 gとなる
速度を規定
−
−
変更
追加
追加
溶着量の規定の有無。
溶接条件の規定の有無。
溶接電流の極性についての規
定の有無。
JISの溶接条件とISO規格の溶着
量による条件は同等であり,実質
的な差違はない。
極性を明確にするため規定した。
シールドガス流量は,拡散性水素
量に影響するため規定した。
4.4 水素
測定試料
の作製
a) 図1−試験板固定具
の例
c) 図2−試験版とエン
ドダブとを溶接した溶接
部材
d) フラッシングを規
定。
e) 溶接後5秒経過して
から急冷
3.1.4
−
−
溶接後直ちに急冷
追加
追加
追加
フラッシングを明記した。
溶接後,氷水に入れるまでの時
間を明確に規定した。
理解を容易にするため追加した。
フラッシング及びJISの溶接条件
をISOに提案する。
溶接終了と同時に氷水に入れるこ
とはできないため,その間の時間
を規定した。
1
4
Z
3
11
8
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 拡散性
水素の捕
集
5.1 捕集
の準備
作製した水素測定試料の
捕集容器内への挿入条件
などを規定。
3.3.2
追加
ガスクロマトグラフ法による
捕集方法を追加。
ISOに提案する。
6 水素量
測定方法
熱伝導度検出器をもつガ
スクロマトグラフによる
水素量測定法を規定。
3.3
水銀法による拡散性水
素量測定法を規定。
追加
削除
JISはガスクロマトグラフ法
ISO規格は水銀法。
ISO法は,水銀を用いるため削除
した。JIS法をISOへ提案する。
7 水素量
の算定
3.3.1.5
3.2.1.3
3.2.2.4
3.2.3.4
一致
8 報告
3.2.1.3
3.2.2.4
3.2.3.4
一致
附属書JA
(参考)
JISでは附属書(参考)
とした。
3.2.1.3
3.2.2.4
3.2.3.4
削除
水素測定データシートの例であ
り,参考でも,実質的な差はない。
JISと国際規格との対応の程度の全体評価:ISO 3690:2000:MOD
1
5
Z
3
11
8
:
2
0
0
7
16
Z 3118:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ··············· 技術的差異がない。
− 削除 ··············· 国際規格の規定項目又は規定内容を削除している。
− 追加 ··············· 国際規格にない規定項目又は規定内容を追加している。
− 変更 ··············· 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD··············· 国際規格を修正している。
1
6
Z
3
11
8
:
2
0
0
7