2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3114-1990
溶着金属の硬さ試験方法
Method of Hardness Test for Deposited Metal
1. 適用範囲 この規格は,被覆アーク溶接棒による溶着金属の硬さ試験方法について規定する。
備考 この規格の中で鋼材の種類の記号の後に ( ) を付けて示してある記号は,鋼材の日本工業規
格のSI移行後に用いる記号を参考として併記したものである。
なお,この規格の中で鋼材の種類の記号と,その後に ( ) を付けて示してある記号の部分
は,平成3年1月1日以降, ( ) を付けて示してある記号に切り換える。
引用規格:3ページに示す。
2. 試験板
2.1
試験板の材質 硬さ試験に使用する試験板の材質は,JIS G 3101(一般構造用圧延鋼材)に規定する
SS41 (SS400) 又はJIS G 3106(溶接構造用圧延鋼材)に規定するSM41A〜C (SM400A〜C) 若しくはSM50A
〜C (SM490A〜C) とする。
2.2
試験板の寸法 試験板の寸法は長さ約150mm,幅約100mm,厚さ約20mmとし,溶接する表面は,
平滑に研削又は切削して酸化皮膜や汚れを除去する。
3. 試験片の作製方法
3.1
溶接方法
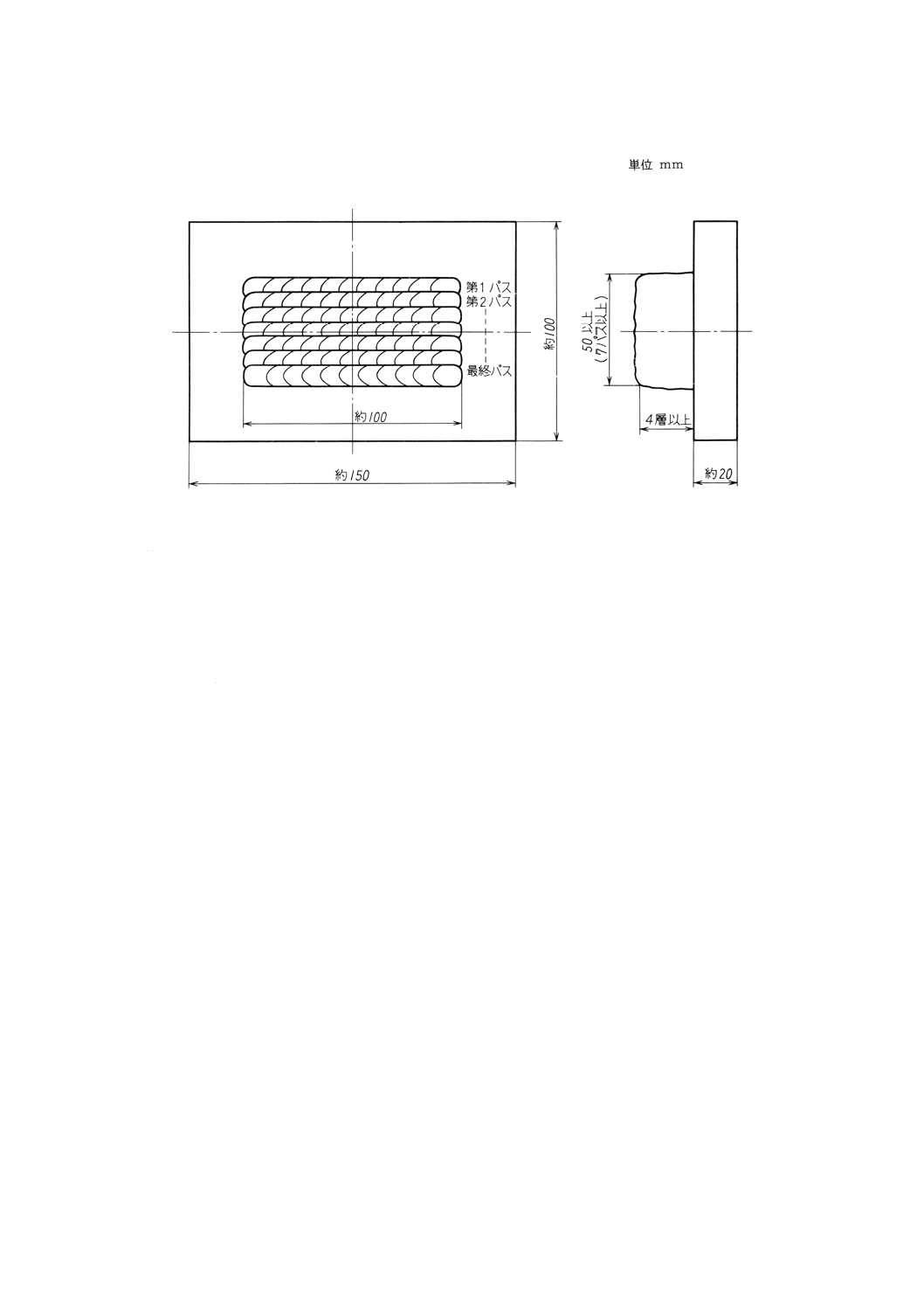
(1) 試験材の形状及び寸法は,図1による。溶接は,下向姿勢とする。盛り上げ層数は4以上とし,各層
ごとに溶接方向を変え,最終2層を試験層とする。試験層の各ビードはストリンガビードとし,盛り
上げ幅は50mm以上で,パス数は7以上,溶接ビード長さは約100mmとする。試験層の各パスは図1
に示すとおり,順次重ねるように溶接を行う。
2
Z 3114-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 試験材の形状・寸法
(2) 溶接電流の種類,大きさ及び溶接速度は,製造業者の推奨する範囲の中央値とし,その条件を試験結
果とともに記録する。
(3) 予熱 パス間温度は,下地の層については300℃以下とし,試験層は150±20℃とする。各パスの冷却
は空冷とする。ただし,やむを得ず他の条件による場合は,その条件を試験結果とともに記録する。
(4) 試験層において溶接を中断し,試験材が前項に示す温度より低くなった場合は,前項に示す温度まで
過熱を行ってから溶接を再開する。
3.2
溶接後の処理 原則として溶接のままとする。ただし,必要に応じ熱処理を行ったものについては,
その条件を試験結果とともに記録する。
3.3
試験片 溶着金属の表面から1〜2mm研削し,その面を滑らかに研磨して測定面とする。この際試
験面が熱的及び機械的に硬化しないように注意しなければならない。試験片の底面は,必要に応じて平面
に仕上げる。
4. 硬さ測定
4.1
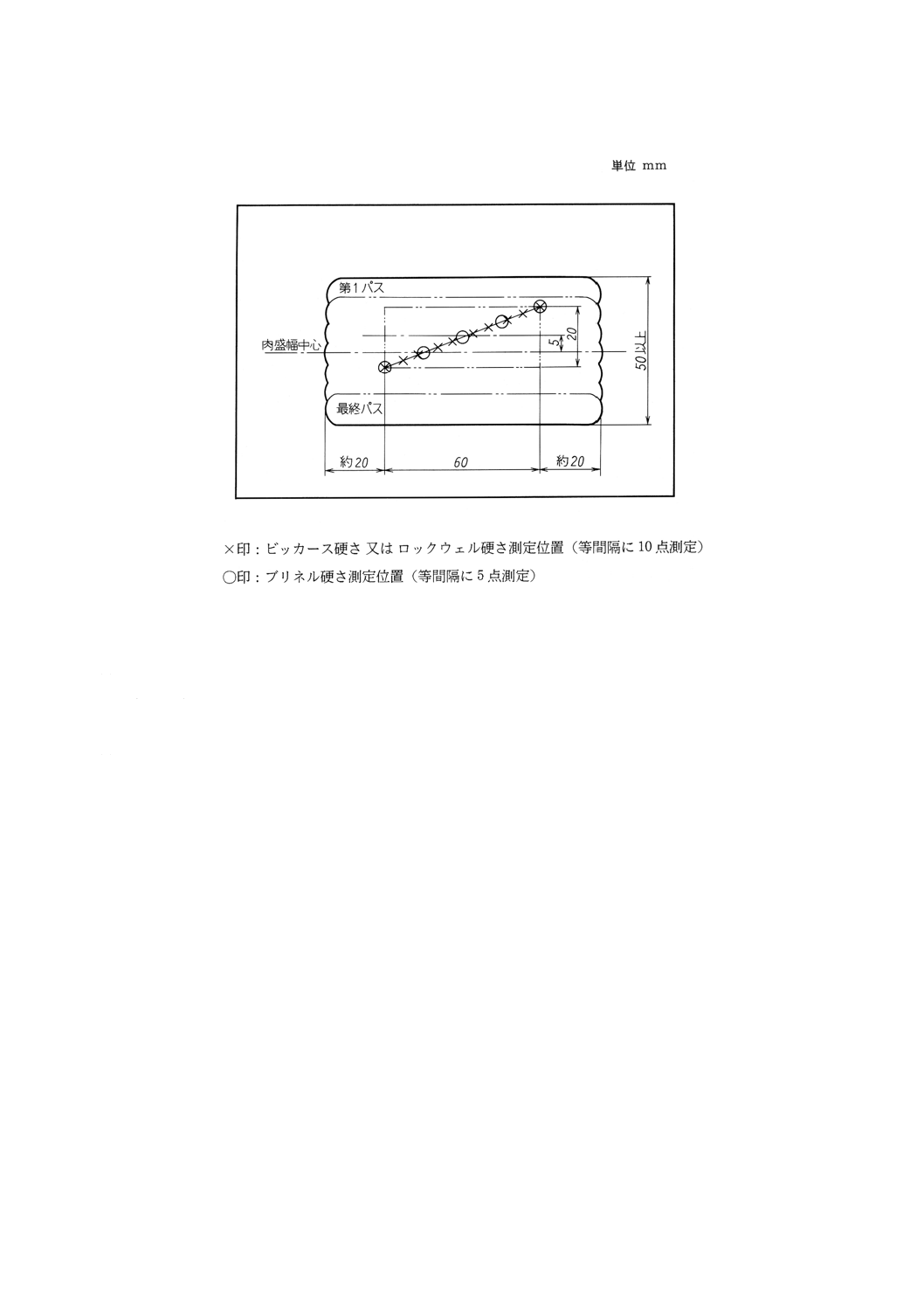
硬さ測定位置 硬さ測定は,図2に示すように,幅約20mm,長さ約60mmの長方形の対角線上で
行い,測定幅の中心を肉盛り中心より第1パス側へ約5mmずらす。
4.2
硬さ測定方法 測定方法は,JIS Z 2244(ビッカース硬さ試験方法),JIS Z 2245(ロックウェル硬さ
試験方法)又はJIS Z 2243(ブリネル硬さ試験方法)のいずれかによる。ビッカース硬さ又はロックウェ
ル硬さは10点,ブリネル硬さは5点測定し,平均値を求める。ただし,硬さの低い溶着金属のブリネル硬
さの測定では,JIS Z 2243に従って圧こんの間隔を広くして,測定点を4点又は3点としてもよい。
3
Z 3114-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 硬さ測定位置
5. 記録 試験を行った後,次の項目について記録する。
(1) 被覆アーク溶接棒の種類及び寸法
(2) 電流の種類及び極性
(3) 溶接電流及びアーク電圧
(4) 溶接速度
(5) 熱処理条件(実施したとき)
(6) 硬さ測定方法
(7) 測定値及び平均値
引用規格:
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS Z 2243 ブリネル硬さ試験方法
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2245 ロックウェル硬さ試験方法
4
Z 3114-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3314溶着金属の硬さ試験方法改正原案作成委員会 構成表(1985年改正のとき)
氏名
所属
(委員長)
小 林 卓 郎
東北大学
手 塚 敬 三
社団法人日本溶接協会
三 上 博
社団法人日本溶接技術センター
安 藤 精 一
日本大学生産工学部
滝 本 正
鉄道技術研究所溶接研究室
鍵 本 潔
通商産業省基礎産業局製鉄課
小 林 秀 雄
工業技術院機械技術研究所
卯 木 稔
工業技術院標準部材料規格課
山 田 稔
株式会社神戸製鋼所溶接棒事業部技術部
能 勢 二 朗
日本鋼管株式会社共通技術部
広 瀬 省 二
千代田化工建設株式会社生産管理課
佐 野 仁 昭
三菱重工業株式会社実験技術部
山 下 至
川崎製鉄株式会社技術管理室
崎 山 四 郎
住金溶接棒株式会社技術部
佃 昇
ナイス株式会社
長谷川 英 一
日鉄溶接工業株式会社生産技術課
高 津 玉 男
日本ウェルディングロッド株式会社研究課
樋 口 達 彦
日本電極工業株式会社技術部
福 田 和 男
日本油脂株式会社研究課