2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3104-1995
鋼溶接継手の放射線透過試験方法
Methods of radiographic examination for welded joints in steel
1. 適用範囲 この規格は,鋼の溶接継手を,工業用X線フィルムを用いてX線又はγ線(以下,放射線
という。)による直接撮影方法によって試験を行う放射線透過試験方法について規定する。
備考1. この規格の引用規格を,次に示す。
JIS G 3101 一般構造用圧延鋼材
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS K 7652 写真−濃度測定−第2部 透過濃度の幾何条件
JIS K 7653 写真−濃度測定−第3部 分光条件
JIS Z 2300 非破壊試験用語
JIS Z 2306 放射線透過試験用透過度計
JIS Z 3861 溶接部の放射線透過試験の技術検定における試験方法及び判定基準
JIS Z 4560 工業用γ線装置
JIS Z 4561 工業用放射線透過写真観察器
JIS Z 4606 工業用X線装置
2. この規格の対応国際規格を,次に示す。
ISO 1106/1 : 1984 Recommended practice for radiographic examination of fusion welded joints−Part
1 : Fusion welded butt joints in steel plates up to 50 mm thick
ISO 1106/2 : 1985 Recommended practice for radiographic examination of fusion welded joints−Part
2 : Fusion welded butt joints in steel plates thicker than 50 mm and up to and including 200 mm in
thickness
ISO 1106/3 : 1984 Recommended practice for radiographic examination of fusion welded joints−Part
3 : Fusion welded circumferential joints in steel pipes of up to 50 mm wall thickness
ISO 5579 : 1984 Non-destructive testing−Radiographic examination of metallic materials by X-and
gamma rays−Basic rules
2. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 2300によるほか次による。
(1) 母材の厚さ 使用された鋼材の呼び厚さ。母材の厚さが継手の両側で異なる場合は,原則として薄い
方の厚さとする。
(2) 試験部 試験対象となる溶接金属及び熱影響部を含んだ部分。
2
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 透過写真の像質の種類 透過写真の像質は,A級,B級,P1級,P2級及びF級の5種類とする。A
級は通常の撮影技術によって得られ,B級はきずの検出感度が高くなるような撮影技術によって得られる。
鋼管の円周溶接継手の管壁を二重に透過させる撮影方法において,P1級は円周溶接継手の片面を撮影する
場合及びP2級は円周溶接継手の両面を撮影する場合に得られる通常の像質である。F級はT溶接継手の透
過試験によって得られる通常の像質である。これらの像質は,溶接継手の形状ごとに表1に示すように適
用する。
表1 透過写真の像質の適用区分
溶接継手の形状
像質の種類
鋼板の突合せ溶接継手及び撮影時の幾何学的条件
がこれと同等とみなせる溶接継手
A級 B級
鋼管の円周溶接継手
A級 B級 P1級 P2級
鋼板のT溶接継手
F級
4. 試験技術者 放射線透過試験を行う技術者は,JIS Z 3861に基づく試験に合格した者又はそれと同等
以上の技量をもつ者とする。
5. 放射線透過装置及び付属機器
5.1
放射線透過装置 放射線透過装置は,JIS Z 4606に規定するX線装置,電子加速器によるX線発生
装置及びJIS Z 4560に規定するγ線装置並びにこれらと同等以上の性能をもつ装置とする。
5.2
感光材料 工業用X線フィルム(以下,フィルムという。)は,低感度・極超微粒子,低感度・超微
粒子,中感度・微粒子又は高感度・微粒子とする。増感紙を使用する場合は,鉛はく増感紙,蛍光増感紙
又は金属蛍光増感紙とする。
5.3
透過度計 透過度計は,JIS Z 2306に規定する一般形のF形若しくはS形の透過度計又はこれと同
等以上の性能をもつものとする。
なお,円周溶接継手の撮影については,原則として帯形透過度計のF形又はS形を用いることとするが,
一般形のF形又はS形の透過度計並びにこれらと同等以上の性能を持つものを用いることができる。
5.4
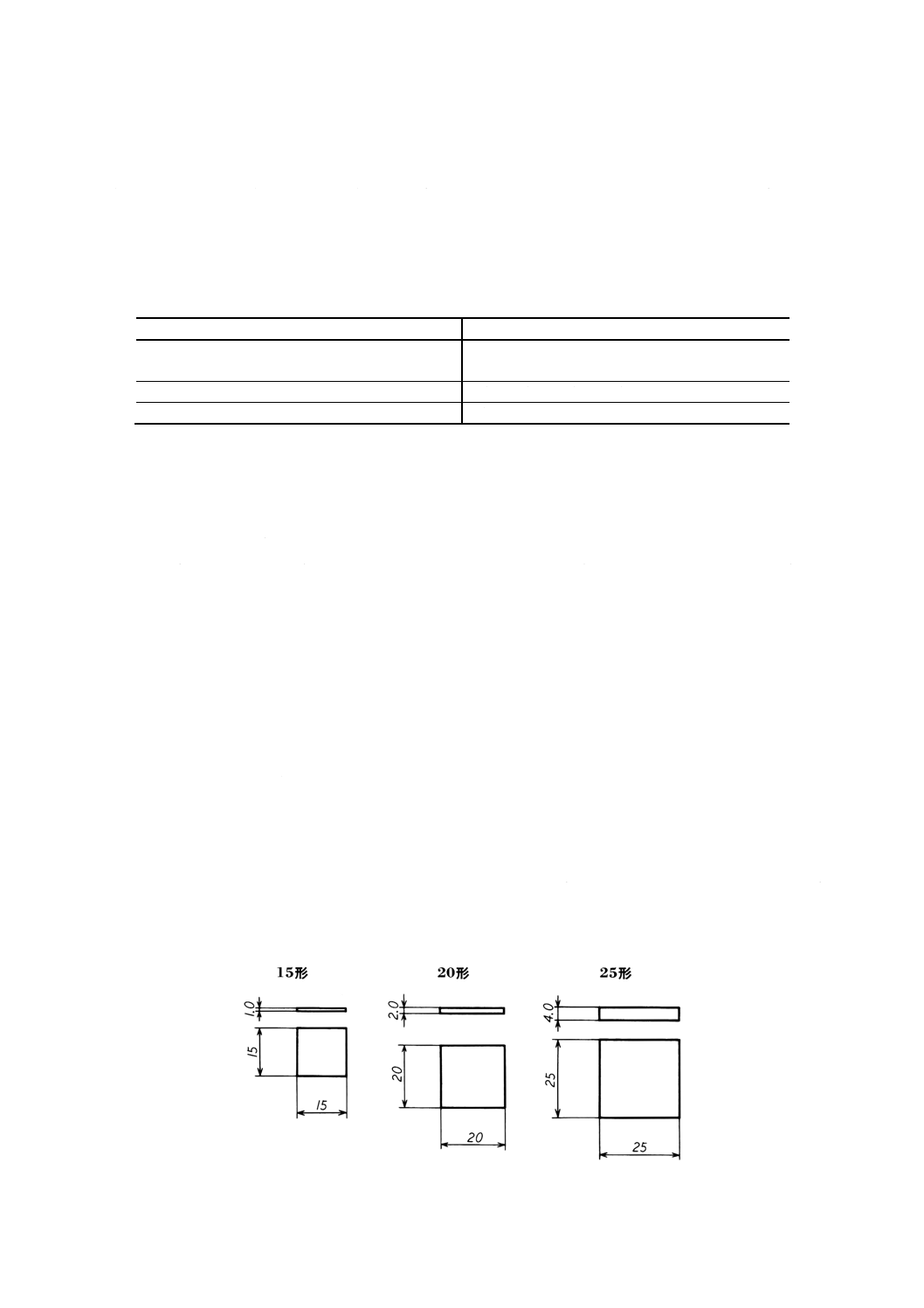
階調計 階調計の種類,構造,寸法及び材質は,次による。
(1) 階調計の種類,構造及び寸法は,図1による。
なお,階調計の寸法許容差は,厚さについては±5%とし,一辺の長さについては±0.5mmとする。
(2) 階調計の材質は,JIS G 3101に規定する鋼材,JIS G 4304に規定するSUS 304又はJIS G 4305に規定
するSUS 304とする。
図1 階調計の種類,構造及び寸法
3
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
観察器 観察器は,JIS Z 4561に規定するもの又はこれと同等以上の性能をもつものとする。
5.6
濃度計 濃度計は,JIS K 7652及びJIS K 7653を満足するものを使用する。
6. 透過写真の撮影方法
6.1
線源と感光材料の組合せ 線源と感光材料は,透過度計の識別最小線径が識別できるように組み合
わせる。
6.2
記号 撮影に際しては,透過写真が記録と照合できるように記号を用いる。
6.3
照射野 撮影に際しては,絞り又は照射筒を用いて照射野を必要以上に大きくしないことが望まし
い。
6.4
撮影方法 透過写真の撮影方法は,溶接継手の形状に応じて表2に示す附属書による。
表2 撮影方法を規定する附属書
溶接継手の形状
附属書
鋼板の突合せ溶接継手及び撮影時の幾何学的条件
がこれと同等とみなせる溶接継手
附属書1
鋼管の円周溶接継手
附属書2
鋼板のT溶接継手
附属書3
7. 透過写真の必要条件 撮影された透過写真の必要条件は,溶接継手の形状に応じて表3に示す附属書
による。
なお,透過写真には,像質の評価及びきずの像の分類の妨げとなる現像むら,フィルムきずなどがあっ
てはならない。
表3 透過写真の必要条件を規定する附属書
溶接継手の形状
附属書
鋼板の突合せ溶接継手及び撮影時の幾何学的条件
がこれと同等とみなせる溶接継手
附属書1
鋼管の円周溶接継手
附属書2
鋼板のT溶接継手
附属書3
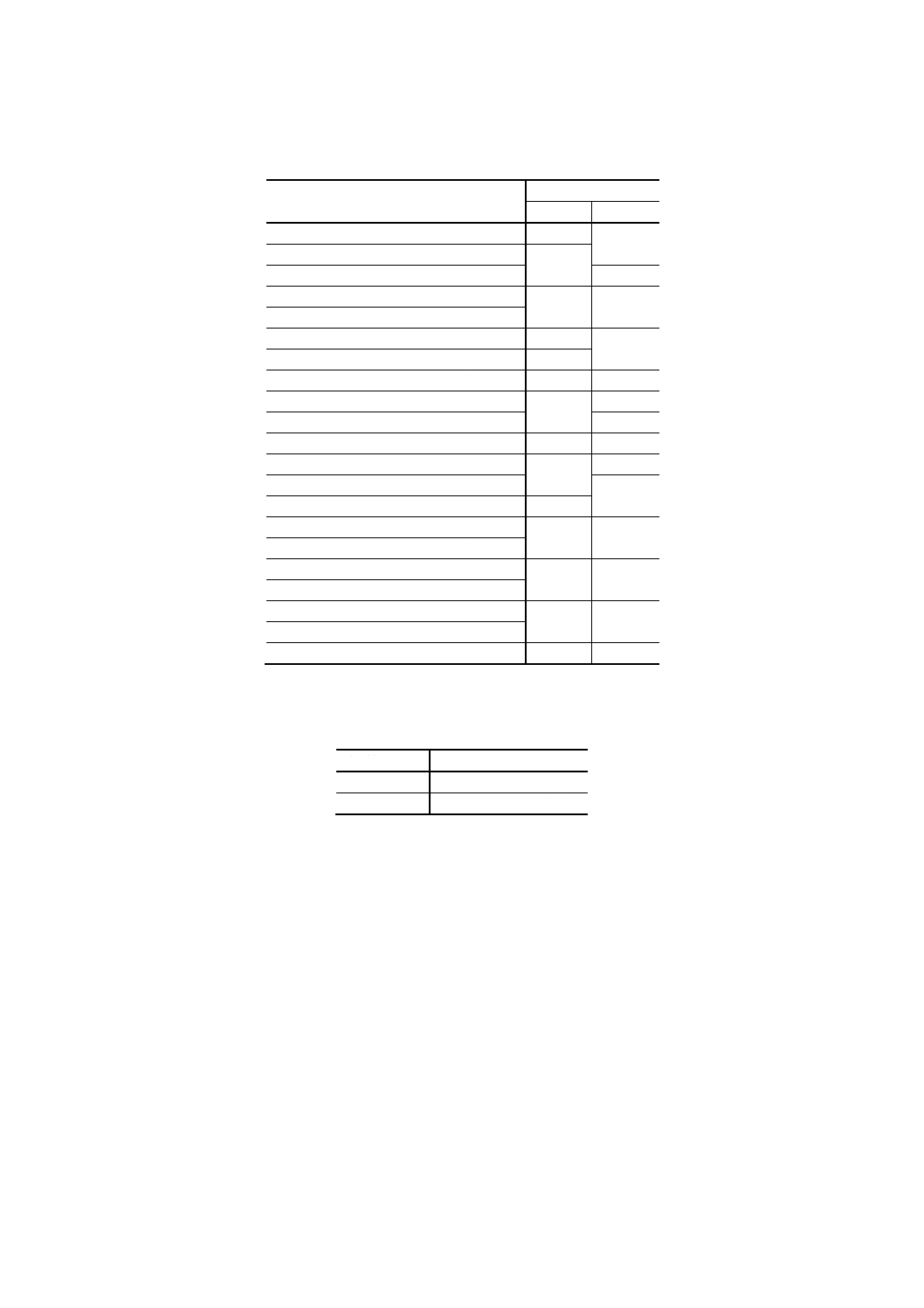
8. 透過写真の観察
8.1
観察器 透過写真の観察には,5.5に規定する観察器を表4の区分で用いる。
表4 観察器の使用区分
観察器の種類
透過写真の最高濃度(1)
D10形
1.5以下
D20形
2.5以下
D30形
3.5以下
D35形
4.0以下
注(1) 個々の透過写真において,試験部の示す
濃度の最大値
8.2
観察方法 透過写真の観察は,暗い部屋で透過写真の寸法に適合した固定マスクを用いて行う。
9. きずの像の分類方法 透過写真によるきずの像の分類は,附属書4による。
4
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 記録 試験成績書は,次に示す事項を記載し,その記録と試験部の照合ができるようにする。
(1) 試験部関連
(1.1) 施工業者又は製造業者
(1.2) 工事名又は製品名
(1.3) 試験部位の記号又は番号
(1.4) 材質
(1.5) 母材の厚さ(管の肉厚及び外径)
(1.6) 溶接継手の形状(余盛の有無など)
(2) 撮影年月日
(3) 試験技術者の所属及び氏名
(4) 試験条件
(4.1) 使用装置及び材料
(a) 放射線透過装置名及び実効焦点寸法
(b) フィルム及び増感紙の種類
(c) 透過度計の種類
(d) 階調計の種類
(4.2) 撮影条件
(a) 使用管電圧又は放射性同位元素の種類
(b) 使用管電流又は放射能の強さ
(c) 露出時間
(4.3) 撮影配置
(a) 線源とフィルム間の距離 (L1+L2)
(b) 試験部の線源側表面とフィルム間の距離 (L2)
(c) 試験部の有効長さL3(二重壁両面:L3=L3′+L3″)
(4.4) 現像条件
(a) 現像液,現像温度及び現像時間(手現像)
(b) 自動現像機名及び現像液(自動現像)
(5) 透過写真の必要条件の確認
(5.1) 観察器の種類及び観察条件
(5.2) 像質の種類(A級,B級,P1級,P2級又はF級)
(5.3) 透過度計の識別最小線径
(5.4) 試験部の濃度
(5.5) 階調計の値
濃度
濃度差
(5.6) 透過写真の合否
(6) きずの像の分類実施年月日
(7) きずの像の分類結果
(7.1) きずの像のきず点数による分類結果
(a) 第1種のきずの像の分類
(b) 第4種のきずの像の分類
(c) 第1種のきずの像と第4種のきずの像の共存の有無
5
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(d) 共存きずの像の分類
(7.2) 第2種のきずの像の分類
(7.3) 第3種のきずの像の分類
(7.4) 試験視野への第2種のきずの像の混在の有無
(7.5) 総合分類
(8) その他必要な事項
(9) 備考
6
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 鋼板の突合せ溶接継手の撮影方法
及び透過写真の必要条件
1. 適用範囲 この附属書は,鋼板の突合せ溶接継手を放射線によって直接撮影する場合の撮影方法及び
透過写真の必要条件について規定する。
2. 透過写真の撮影方法
2.1
透過写真の像質の種類 透過写真の像質は,A級及びB級とする。
2.2
放射線の照射方向 透過写真は,原則として試験部を透過する厚さが最小になる方向から放射線を
照射して撮影する。
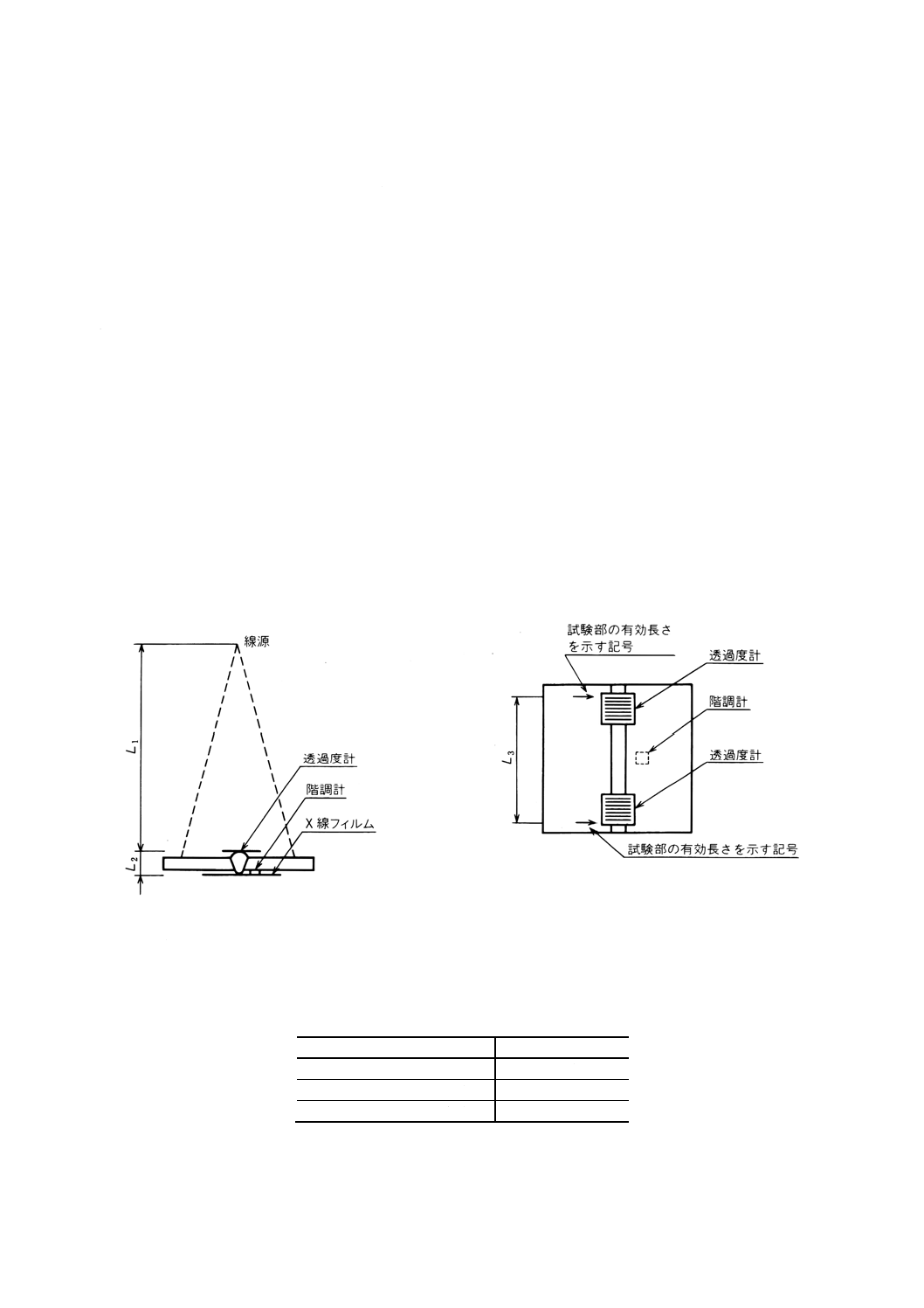
2.3
透過度計の使用 附属書1図1に示すように識別最小線径(附属書1表4参照)を含む透過度計を,
試験部の線源側の表面に溶接継手をまたいで試験部の有効長さL3の両端付近に,透過度計の最も細い線が
位置するように各1個置く。この際,細線が外側になるようにする。透過度計とフィルム間の距離を識別
最小線径の10倍以上離せば,透過度計をフィルム側に置くことができる。この場合には透過度計のそれぞ
れの部分にFの記号をつけて,透過写真上でフィルム側に置いたことがわかるようにする。
なお,試験部の有効長さが透過度計の幅の3倍以下の場合,透過度計は中央に1個置くことができる。
附属書1図1 撮影配置
2.4
階調計の使用 階調計は,母材の厚さ50mm以下の溶接継手に対して附属書1表1の区分で用い,
試験部の有効長さの中央付近からあまり離れない母材部のフィルム側に置く。ただし,階調計の値が附属
書1表6に示す値以上となる場合は,階調計を線源側に置くことができる。
附属書1表1 階調計の適用区分
単位mm
母材の厚さ
階調計の種類
20.0以下
15形
20.0を超え 40.0以下
20形
40.0を超え 50.0以下
25形
7
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 撮影配置 線源,透過度計,階調計及びフィルムの関係位置は,原則として附属書1図1に示す配置
とする。
(1) 線源とフィルム間の距離 (L1+L2) は,試験部の線源側表面とフィルム間の距離L2のm倍以上とする。
mの値は,像質の種類によって附属書1表2とする。
(2) 線源と試験部の線源側表面間の距離L1は,試験部の有効長さL3のn倍以上とする。nの値は,像質の
種類によって附属書1表3とする。
(3) 試験部の有効長さL3を示すフィルムマークは線源側に置く。
附属書1表2 係数mの値
像質の種類
係数m(1)(2)
A級
d
f
2又は6のいずれか大きい方の値
B級
d
f
3又は7のいずれか大きい方の値
注(1) f:線源寸法
(2) d:附属書1表4に規定する透過度計の識別最小線径 (mm)
附属書1表3 係数nの値
像質の種類
係数n
A級
2
B級
3
4. 透過写真の必要条件
4.1
透過度計の識別最小線径 撮影された透過写真の試験部において,透過度計の識別最小線径は附属
書1表4の値以下とする。
8
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表4 透過度計の識別最小線径
単位mm
母材の厚さ
像質の種類
A級
B級
4.0以下
0.125
0.10
4.0 を超え
5.0 以下
0.16
5.0 を超え
6.3 以下
0.125
6.3 を超え
8.0 以下
0.20
0.16
8.0 を超え
10.0 以下
10.0 を超え
12.5 以下
0.25
0.20
12.5 を超え
16.0 以下
0.32
16.0 を超え
20.0 以下
0.40
0.25
20.0 を超え
25.0 以下
0.50
0.32
25.0 を超え
32.0 以下
0.40
32.0 を超え
40.0 以下
0.63
0.50
40.0 を超え
50.0 以下
0.80
0.63
50.0 を超え
63.0 以下
0.80
63.0 を超え
80.0 以下
1.0
80.0 を超え 100 以下
1.25
1.0
100 を超え 125 以下
125 を超え 160 以下
1.6
1.25
160 を超え 200 以下
200 を超え 250 以下
2.0
1.6
250 を超え 320 以下
320を超えるもの
2.5
2.0
4.2
透過写真の濃度範囲 透過写真の濃度は,本体5.6に規定する濃度計によって測定する。試験部のき
ずの像以外の部分の写真濃度は,附属書1表5に示す範囲を満足しなければならない。
附属書1表5 透過写真の濃度範囲
像質の種類
濃度範囲
A級
1.3以上 4.0以下
B級
1.8以上 4.0以下
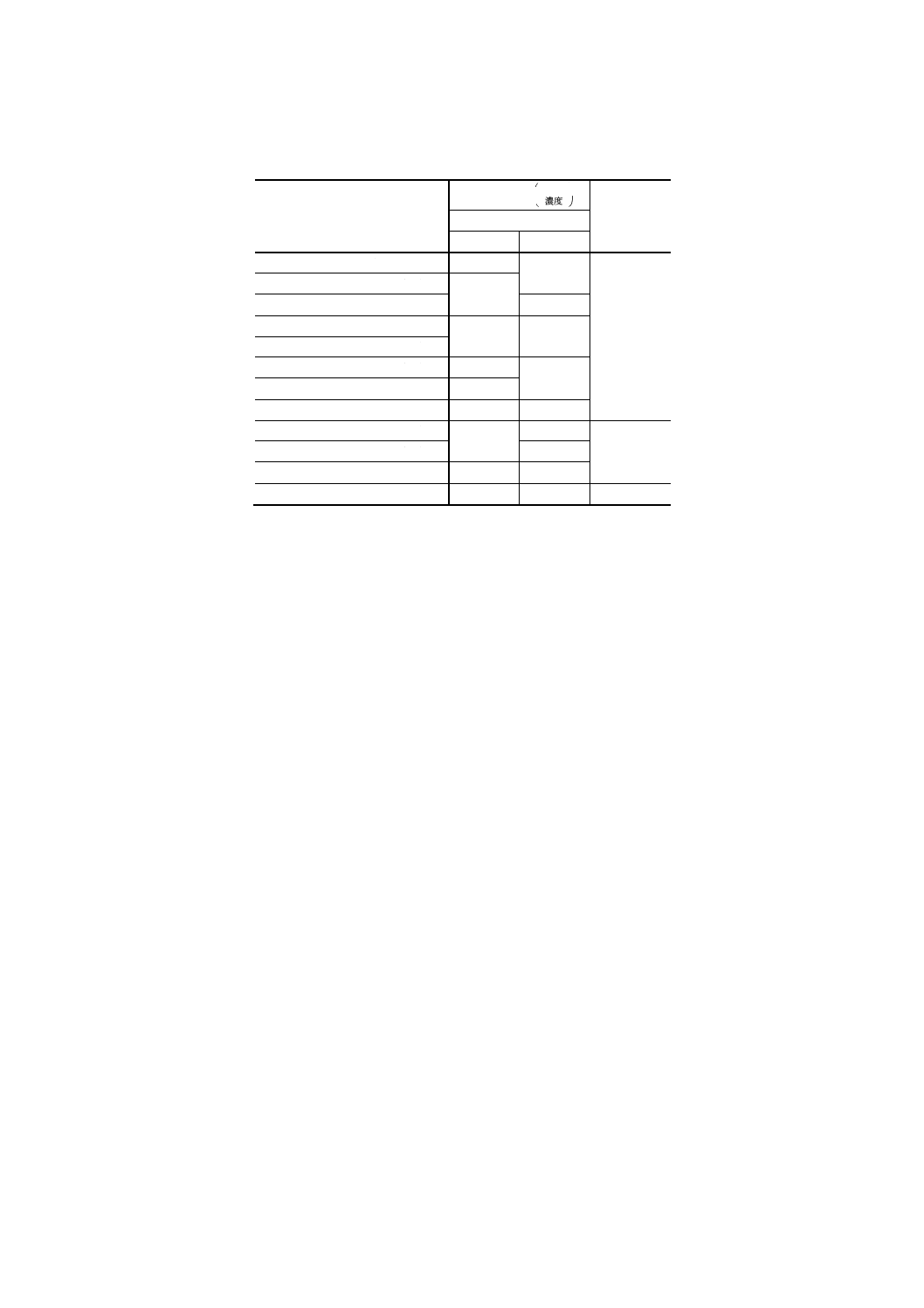
4.3
階調計の値 階調計を使用した透過写真においては,階調計に近接した母材の部分の濃度と階調計
の中央の部分の濃度とを,本体5.6に規定する濃度計によって測定する。その濃度差を母材の部分の濃度
で除した値は,附属書1表6に示す値以上とする。
9
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表6 階調計の値
単位mm
母材の厚さ
階調計の値
濃度
濃度差
階調計の
種類
像質の種類
A級
B級
4.0以下
0.15
0.23
15形
4.0を超え 5.0以下
0.10
5.0を超え 6.3以下
0.16
6.3を超え 8.0以下
0.081
0.12
8.0を超え 10.0以下
10.0を超え 12.5以下
0.062
0.096
12.5を超え 16.0以下
0.046
16.0を超え 20.0以下
0.035
0.077
20.0を超え 25.0以下
0.049
0.11
20形
25.0を超え 32.0以下
0.092
32.0を超え 40.0以下
0.032
0.077
40.0を超え 50.0以下
0.060
0.12
25形
4.4
試験部の有効長さ 1回の撮影における試験部の有効長さL3は,透過度計の識別最小線径,透過写
真の濃度範囲及び階調計の値を満足している範囲とする。
10
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 鋼管の円周溶接継手の撮影方法
及び透過写真の必要条件
1. 適用範囲 この附属書は,鋼管の円周溶接継手を放射線によって直接撮影する場合の撮影方法及び透
過写真の必要条件について規定する。
2. 透過写真の撮影方法
2.1
母材の厚さ 鋼管の円周溶接継手の放射線透過試験においては,管の肉厚を母材の厚さとする。こ
の場合,管の肉厚は呼び厚さとし,溶接継手の両側で管の肉厚が異なる場合は,薄い方の厚さとする。
2.2
撮影方法の種類 鋼管の円周溶接継手の透過写真の撮影方法は,内部線源撮影方法,内部フィルム
撮影方法,二重壁片面撮影方法及び二重壁両面撮影方法の4種類とする。
2.3
透過写真の像質の種類 撮影方法の種類ごとに適用できる透過写真の像質の種類は,附属書2表1
による。
附属書2表1 透過写真の像質の適用区分
撮影方法
像質の種類
内部線源撮影方法
A級 B級* P1級**
内部フィルム撮影方法
A級 B級* P1級**
二重壁片面撮影方法
A級*
P1級
P2級**
二重壁両面撮影方法
P1級*
P2級
注*
高い検出感度を必要とする場合に適用する。
** 通常の撮影技術の適用が困難な場合に適用する。
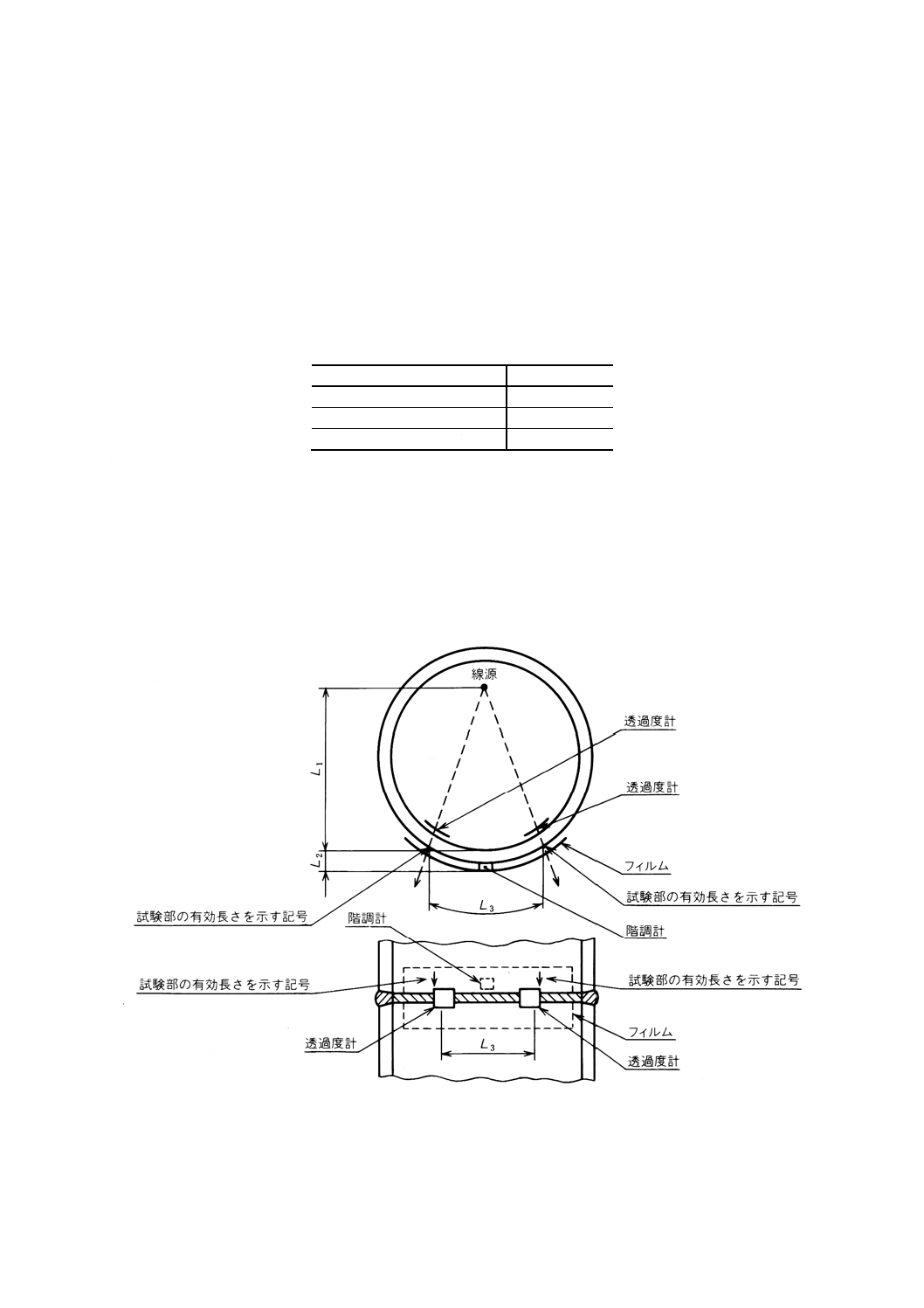
3. 撮影配置
3.1
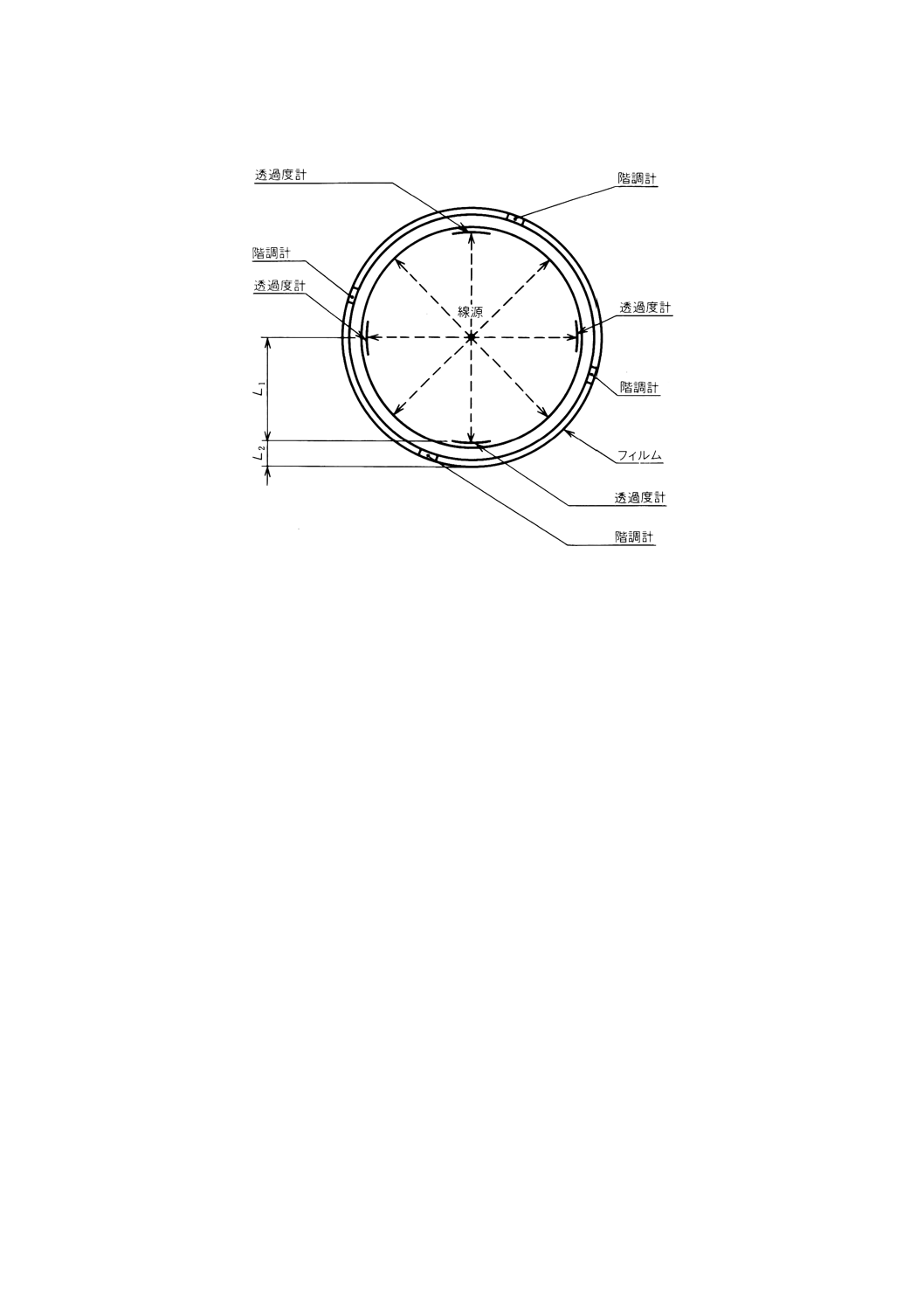
内部線源撮影方法 内部線源撮影方法における撮影配置は,次による。
(1) 線源とフィルム間の距離 (L1+L2) は,附属書2図1及び附属書2図2に示すように,試験部の線源側
表面とフィルム間の距離L2のm倍以上とする。mは,dfによって与えられる値とする。ここに,fは
線源寸法 (mm) であり,dは附属書2表3に規定する透過度計の識別最小線径 (mm) の値である。た
だし,附属書2図2に示す全周同時撮影の場合,適用する透過写真の像質の種類に対応して附属書2
表3に規定する透過度識別最小線径の値を満足すればこの限りではない。
(2) 放射線の照射方向は,原則として放射線束の中心線が試験部の中央になり,また,フィルム面に対し
て垂直になるようにする。
(3) 帯形のF形又はS形の透過度計は,識別最小線径(附属書2表3参照)の透過度計を試験部の線源側
表面に溶接継手をまたいで試験部の有効長さL3の両端を含む位置にそれぞれ1個置く。この際,2個
の帯形透過度計及び帯形透過度計と階調計とが重ならないようにする。ただし,1個の帯形透過度計
で試験部の有効長さL3を十分覆うことができる場合は,帯形透過度計は1個とする。
(4) 一般形のF形又はS形の透過度計を使用する場合は,附属書2図1に示すように,識別最小線径(附
属書2表3参照)を含む2個の透過度計を試験部の線源側表面に,溶接継手をまたいで置く。この際,
それぞれの透過度計の識別されなければならない線径が,それぞれ有効長さL3の境界線上又はこれよ
り外側になるようにするとともに細線が外側になるように置く。試験部の有効長さL3の範囲内に透過
11
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
度計を2個置くことができない場合は,1個の帯形透過度計を使用する。
(5) 透過度計とフィルム間の距離を識別最小線径(附属書2表3参照)の10倍以上とすれば,透過度計を
フィルム側に置くことができる。この場合には,透過度計のそれぞれの部分にFの記号を付けて,透
過写真上でフィルム側に置いたことが分かるようにしなければならない。
(6) 階調計は,外径100mm以上の円周溶接継手に対して,像質の種類がA級又はB級の場合に附属書2
表2の区分で用いる。このとき,試験部の中央付近からあまり離れない母材部分のフィルム側に置く。
ただし,階調計の値が附属書2表5に示す値以上となる場合は,線源側に置くことができる。
附属書2表2 階調計の適用区分
単位mm
母材の厚さ
階調計の種類
20.0以下
15形
20.0を超え 40.0以下
20形
40.0を超え 50.0以下
25形
(7) 全周同時撮影においては,原則として,附属書2図2に示すように4個の透過度計及び階調計を,そ
れぞれ円周をほぼ4等分するような対称の位置に置く。
(8) 試験部の有効長さL3を示す記号は,原則として,線源とフィルム間の距離が管の半径より小さい場合
は管の内側に置き,管の半径より大きい場合は管の外側に置く。ただし,線源とフィルム間の距離が
管の半径より小さい場合,撮影配置の幾何学的関係から記号が管の内側と外側に置かれる場合の相対
位置をあらかじめ明らかにすれば,管の外側に置くことができる。
附属書2図1 内部線源撮影方法(分割撮影)
12
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図2 内部線源撮影方法(全周同時撮影)
3.2
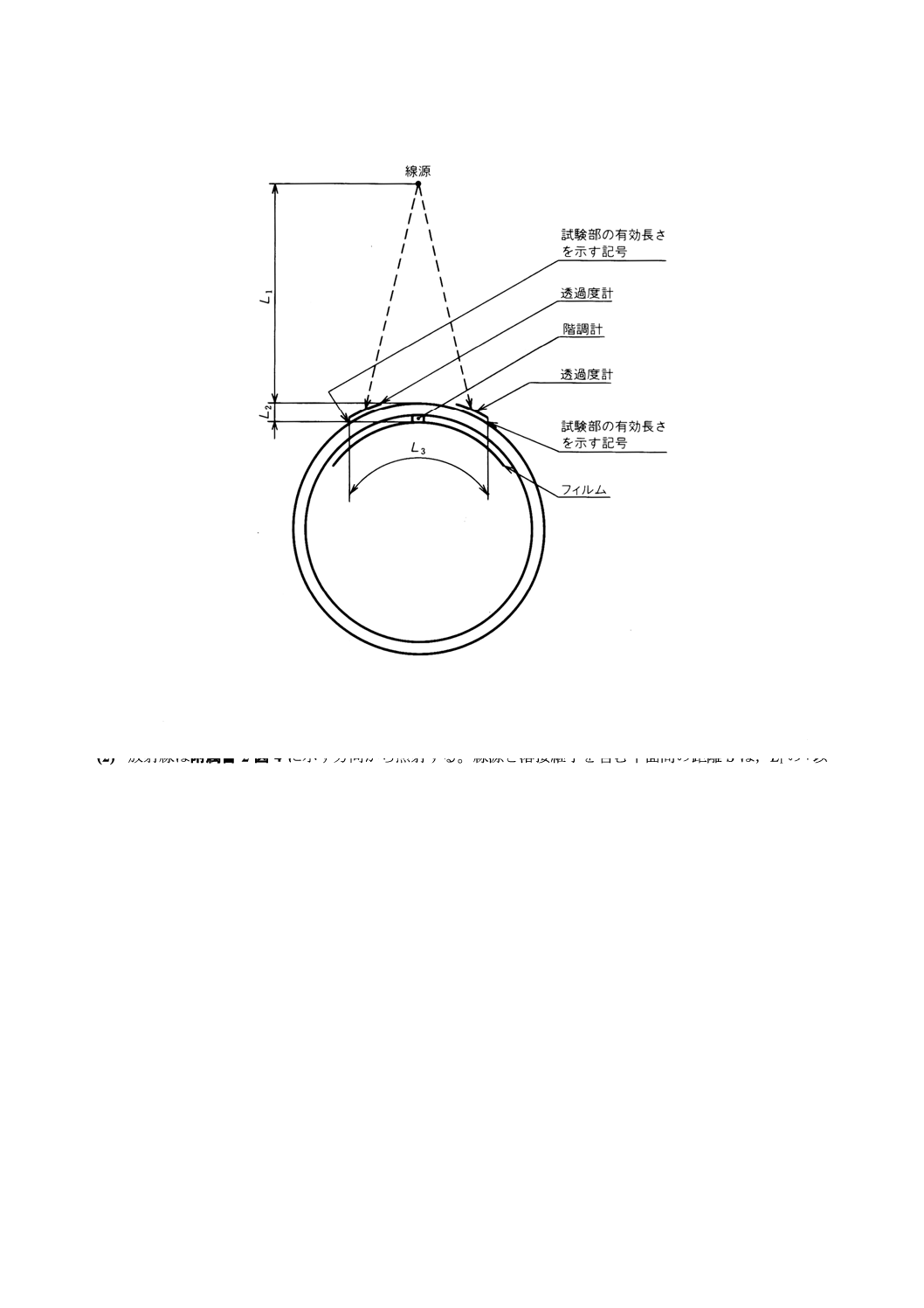
内部フィルム撮影方法 内部フィルム撮影方法の撮影配置は,次による。
(1) 線源とフィルム間距離 (L1+L2) は,附属書2図3に示すように,試験部の線源側表面とフィルム間距
離L2のm倍以上とする。mは3.1(1)による。
(2) 放射線の照射方向は,3.1(2)による。
(3) 帯形の透過度計の使用方法は,3.1(3)による。
(4) 一般形の透過度計を使用する場合は,3.1(4)による。
(5) 透過度計をフィルム側に置く場合は,3.1(5)による。
(6) 階調計は,外径100mm以上の円周溶接継手に対して像質の種類がA級及びB級の場合に用いる。使
用方法は,3.1(6)による。
(7) 試験部の有効長さL3を示す記号は,管の外側に置く。
13
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図3 内部フィルム撮影方法
3.3
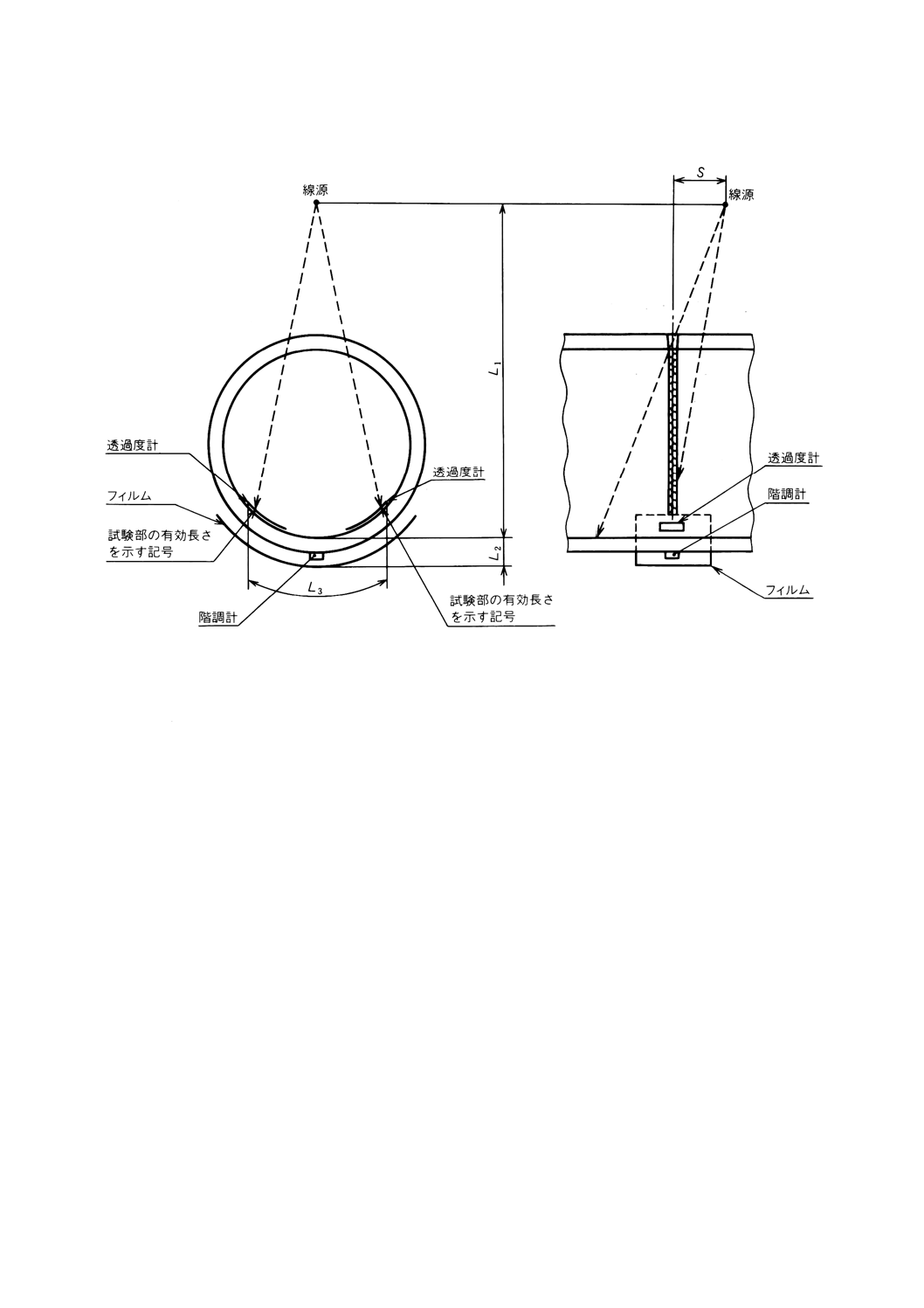
二重壁片面撮影方法 二重壁片面撮影方法の撮影配置は,次による。
(1) 線源とフィルム間の距離 (L1+L2) は,附属書2図4に示すように,試験部の線源側表面とフィルム間
の距離L2のm倍以上とする。mは3.1(1)による。
(2) 放射線は附属書2図4に示す方向から照射する。線源と溶接継手を含む平面間の距離Sは,L1の41以
下とする。
(3) 帯形の透過度計の使用方法は,3.1(3)による。
(4) 一般形の透過度計を使用する場合は,3.1(4)による。ただし,撮影方法は附属書2図4とする。
(5) 透過度計をフィルム側に置く場合は,3.1(5)による。
(6) 階調計は,外径100mm以上の円周溶接継手に対して像質の種類がA級の場合に用いる。使用方法は,
3.1(6)による。
(7) 試験部の有効長さL3を示す記号は,管の外側に置く。
14
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図4 二重壁片面撮影方法
3.4
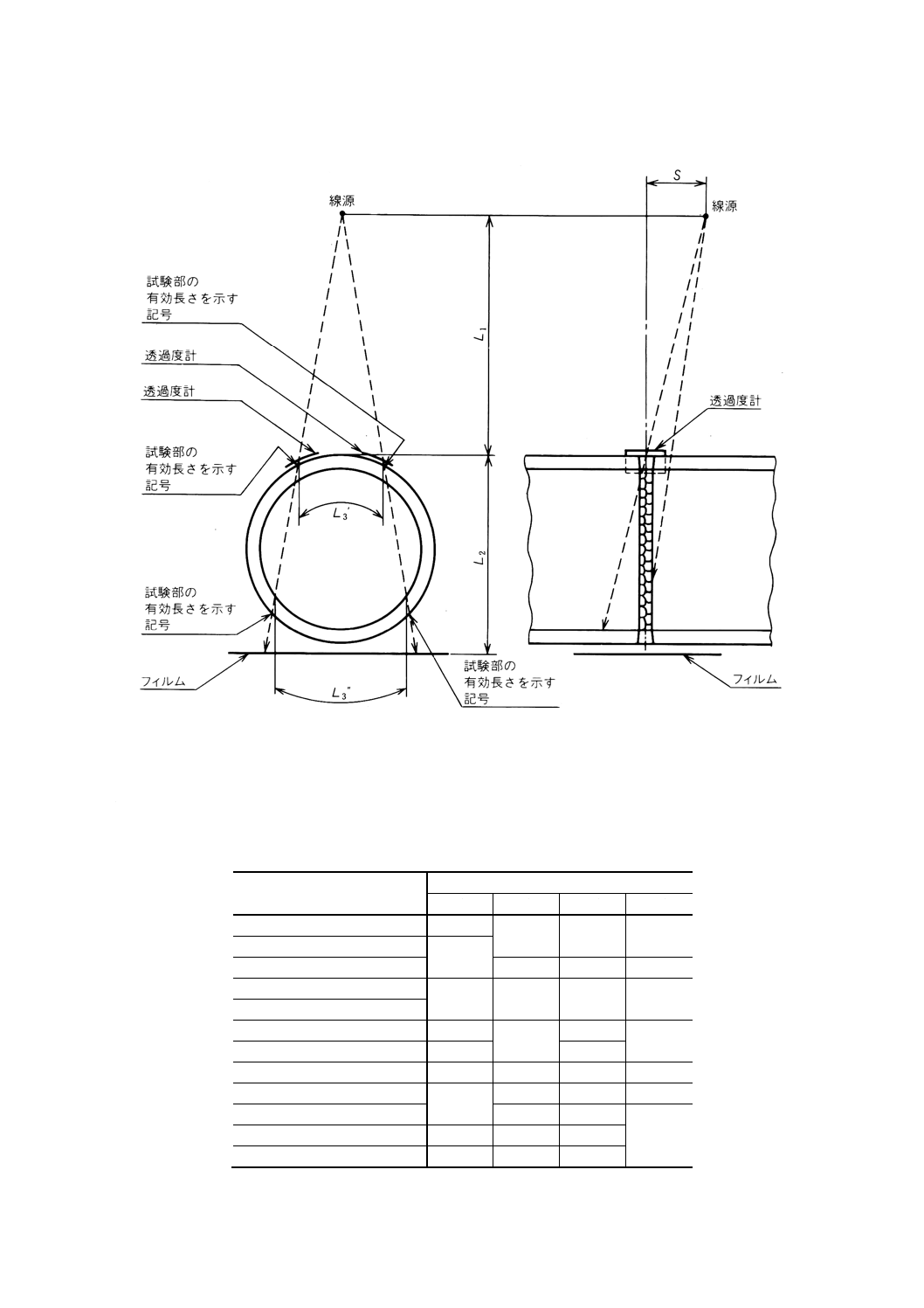
二重壁両面撮影方法 二重壁両面撮影方法の撮影配置は,次による。
(1) 線源とフィルム間の距離 (L1+L2) は,附属書2図5に示すように,試験部の線源側表面とフィルム間
の距離L2のm倍以上とする。mは3.1(1)による。ただし,附属書2表3に規定する透過度計が識別で
きればこの限りではない。
(2) 放射線の照射方向は,附属書2図5に示すように溶接継手を含む平面に対して斜めに照射する。
(3) 透過度計は,原則として識別最小線径(附属書2表3参照)の帯形透過度計を使用する。帯形透過度
計は,溶接継手の線源側表面に溶接継手をまたいで置く。1個の帯形透過度計で有効長さL3′を十分覆
うことができる場合は,1個の帯形透過度計を置く。ただし,1個の帯形透過度計で有効長さL3′を十
分覆うことができない場合は,試験部の有効長さL3′の両端を含む位置に,それぞれ1個の帯形透過度
計を置く。この際,2個の帯形透過度計が重ならないように置く。
(4) 試験部の有効長さL3′及びL3″を示す記号は,管の外側に置く。
15
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図5 二重壁両面撮影方法
4. 透過写真の必要条件
4.1
透過度計の識別最小線径 撮影された透過写真において,透過度計の識別最小線径は附属書2表3
の値以下とする。
附属書2表3 透過度計の識別最小線径
単位mm
母材の厚さ
像質の種類
A級
B級
P1級
P2級
4.0以下
0.125
0.10
0.20
0.25
4.0を超え 5.0以下
0.16
5.0を超え 6.3以下
0.125
0.25
0.32
6.3を超え 8.0以下
0.20
0.16
0.32
0.40
8.0を超え 10.0以下
10.0を超え 12.5以下
0.25
0.20
0.40
0.50
12.5を超え 16.0以下
0.32
0.50
16.0を超え 20.0以下
0.40
0.25
0.63
0.63
20.0を超え 25.0以下
0.50
0.32
0.80
0.80
25.0を超え 32.0以下
0.40
1.0
−
32.0を超え 40.0以下
0.63
0.50
1.25
40.0を超え 50.0以下
0.80
0.63
1.6
16
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
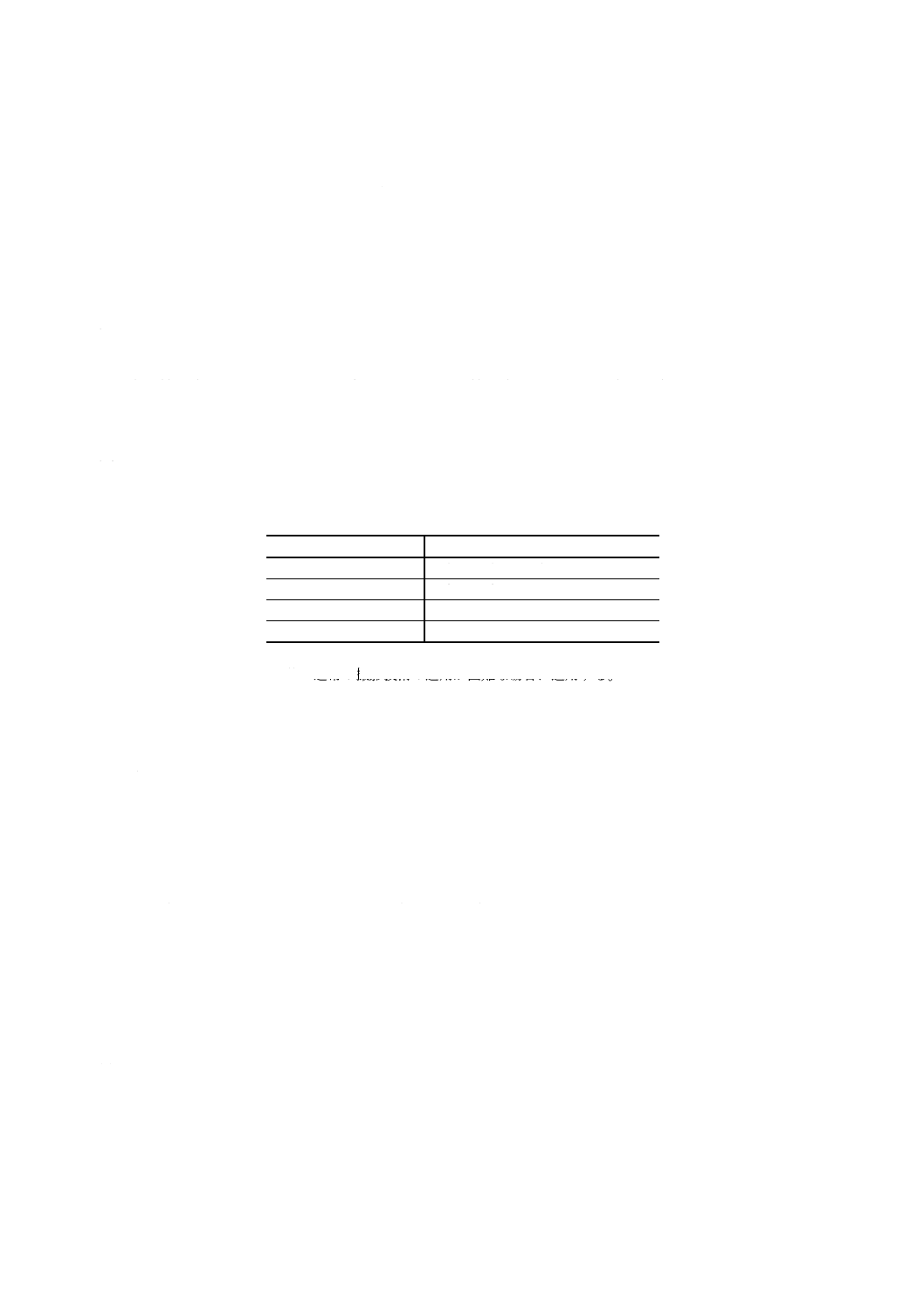
4.2
透過写真の濃度範囲 透過写真の濃度は,本体5.6に規定する濃度計によって測定する。試験部のき
ずの像以外の部分の写真濃度は,附属書2表4に示す範囲を満足しなければならない。
附属書2表4 透過写真の濃度範囲
像質の種類
濃度範囲
A 級
1.3以上 4.0以下
B 級
1.8以上 4.0以下
P1 級
1.0以上 4.0以下
P2 級
4.3
階調計の値 階調計を使用した透過写真においては,階調計に近接した母材の部分の濃度と階調計
の中央の部分の濃度とを測定する。その濃度差を母材の部分の濃度で除した値は,附属書2表5に示す値
以上とする。
附属書2表5 階調計の値
単位mm
母材の厚さ
階調計の値
濃度
濃度差
階調計の
種類
像質の種類
A級
B級
4.0以下
0.15
0.23
15形
4.0を超え 5.0以下
0.10
5.0を超え 6.4以下
0.16
6.4を超え 8.0以下
0.081
0.12
8.0を超え 10.0以下
10.0を超え 12.5以下
0.062
0.096
12.5を超え 16.0以下
0.046
16.0を超え 20.0以下
0.035
0.077
20.0を超え 25.0以下
0.049
0.11
20形
25.0を超え 32.0以下
0.092
32.0を超え 40.0以下
0.032
0.077
40.0を超え 50.0以下
0.060
0.12
25形
4.4
試験部の有効長さ 1回の撮影における試験部の有効長さL3は,透過度計の識別最小線径,透過写
真の濃度範囲及び階調計の値の規定を満足している範囲とする。ただし,試験部における横割れの検出を
特に必要とする場合は,透過度計の識別最小線径,透過写真の濃度範囲及び階調計の値の規定を満足し,
かつ附属書2表6の制限を満足している範囲とする。
附属書2表6 試験部の有効長さL3
撮影方法
試験部の有効長さ
内部線源撮影方法
(分割撮影)
線源と試験部の線源側表面
間距離L1の21以下
内部フィルム撮影方法
管の円周長さの121以下
二重壁片面撮影方法
管の円周長さの61以下
17
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3 鋼板のT溶接継手の撮影方法及び透過写真の必要条件
1. 適用範囲 この附属書は,鋼板のT溶接継手を放射線によって直接撮影する場合の撮影方法及び透過
写真の必要条件について規定する。
2. 透過写真の撮影方法
2.1
透過写真の像質の種類 透過写真の像質はF級とする。
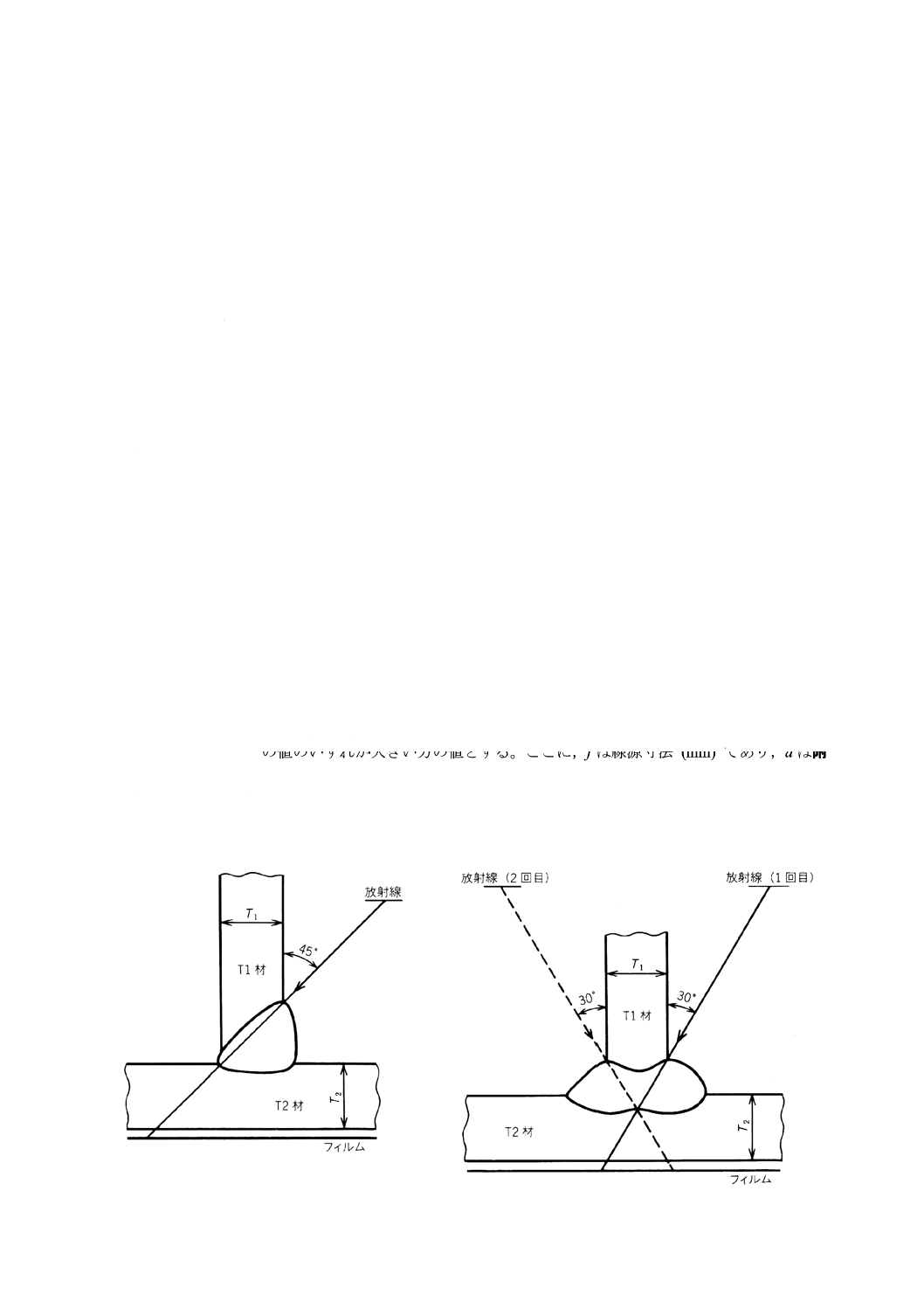
2.2
放射線の照射方向 透過写真は原則として,附属書3図1又は附属書3図2に示す方向から放射線
を照射して撮影する。
2.3
透過度計の使用 識別最小線径(附属書3表1参照)を含む透過度計を,試験部の有効長さL3の両
端付近に,透過度計の最も細い線が位置するように各1個置く。この際,細線が外側になるようにし,T2
材の線源側表面又はフィルム側に置く。透過度計をフィルム側に置く場合は,透過度計とフィルム間の距
離を識別最小線径の10倍以上とする。この場合には,透過度計の部分にFの記号をつけて,透過写真上
でフィルム側に置いたことが分かるようにする。
2.4
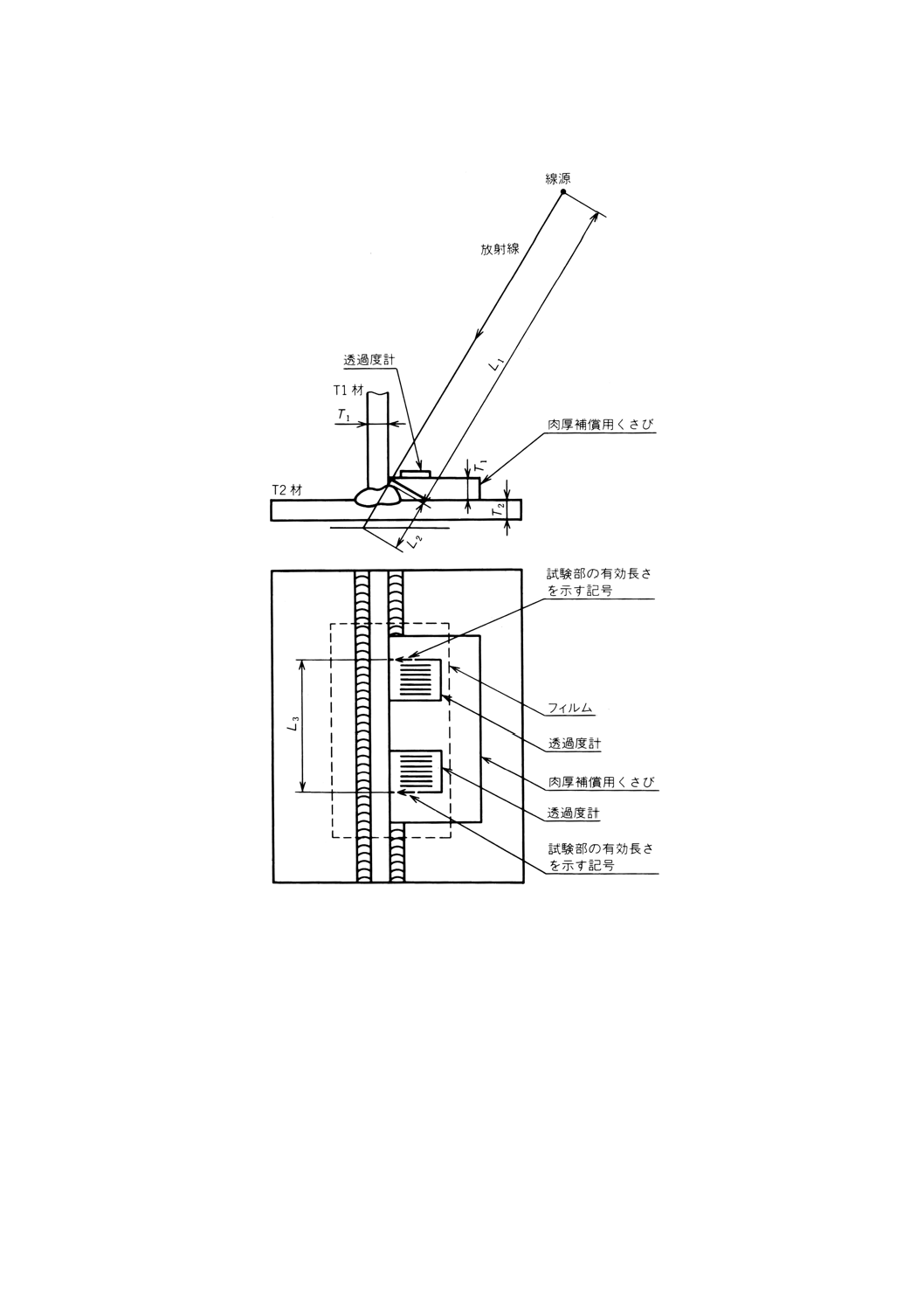
肉厚補償用くさび 透過写真の撮影には,附属書3図3に示す肉厚補償用くさびを用いる。ただし,
附属書3図1の場合,T1材の厚さがT2材の厚さの41又は5mmのいずれかの小さい値以下であれば,肉厚
補償用くさびを使用しなくてもよい。
また,附属書3図2の場合,T1材の厚さがT2材の厚さの31又は8mmのいずれかの小さい値以下であれ
ば,肉厚補償用くさびを使用しなくてもよい。
3. 撮影配置 線源,透過度計,肉厚補償用くさび及びフィルムの配置は次による。
(1) 附属書3図3に示す距離 (L1+L2) は,試験片の線源側表面及びフィルム間の距離L2のm倍以上とす
る。mは,6又はdf
2の値のいずれか大きい方の値とする。ここに,fは線源寸法 (mm) であり,dは附
属書3表1に規定する識別最小線径 (mm) の値である。
(2) 線源と試験部の線源側表面間との距離L1は,試験部の有効長さL3の2倍以上とする。
(3) 試験部の有効長さを示す記号 試験部の有効長さL3を示す記号は,線源側に置く。
附属書3図1 1方向からの撮影
附属書3図2 2方向からの撮影
18
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図3 撮影配置
4. 透過写真の必要条件
4.1
透過度計の識別最小線径 撮影された透過写真において,透過度計の識別最小線径は附属書3表1
の値以下とする。
19
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
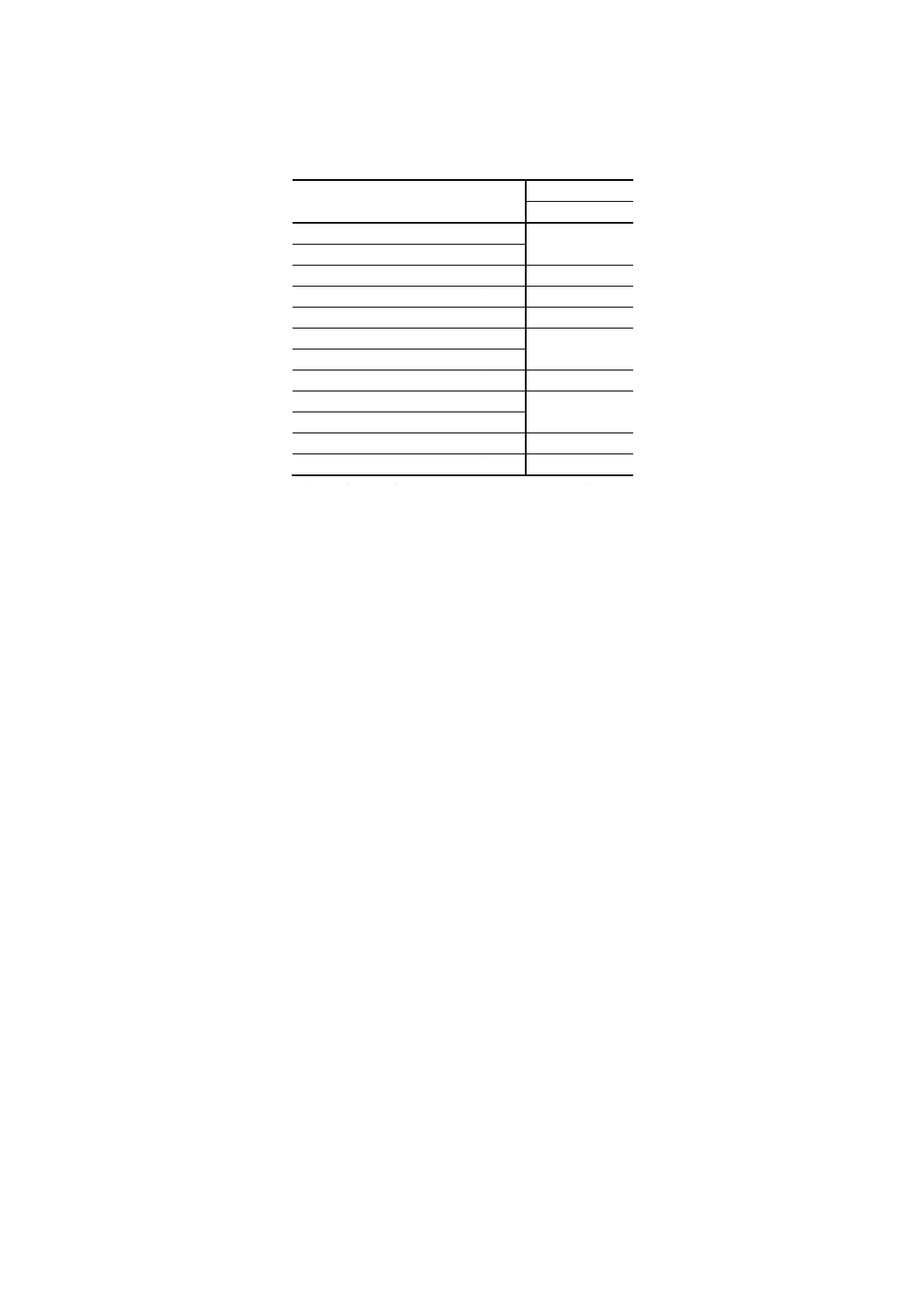
附属書3表1 透過度計の識別最小線径
単位mm
T1材とT2材の合計の厚さ
像質の種類
F級
8.0以下
0.20
8.0を超え 10.0以下
10.0を超え 12.5以下
0.25
12.5を超え 16.0以下
0.32
16.0を超え 20.0以下
0.40
20.0を超え 25.0以下
0.50
25.0を超え 32.0以下
32.0を超え 40.0以下
0.63
40.0を超え 50.0以下
0.80
50.0を超え 63.0以下
63.0を超え 80.0以下
1.0
80.0を超え 100.0以下
1.25
4.2
透過写真の濃度範囲 透過写真の濃度は,本体5.6に規定する濃度計によって測定する。試験部のき
ずの像以外の部分の写真濃度は,1.0以上4.0以下でなければならない。
4.3
試験部の有効長さ 1回の撮影における試験部の有効長さL3は,透過度計の識別最小線径及び透過
写真の濃度範囲の規定を満足している範囲とする。
20
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4 透過写真によるきずの像の分類方法
1. 適用範囲 この附属書は,鋼溶接継手の透過写真におけるきずの像の分類について規定する。
2. 分類手順 きずの像(以下きずという。)の分類は,次の手順による。
(1) 分類を行う透過写真は,本体8.によって観察する。
(2) 分類を行う透過写真が,本体7.に適合することを確認する。
(3) 分類は母材の厚さで区分して行う。鋼板の突合せ溶接継手の両側で厚さが異なる場合は,薄い方の厚
さを母材の厚さとする。鋼管の円周溶接継手の場合は薄い方の肉厚を母材の厚さとする。T溶接継手
の場合は,附属書3図1及び附属書3図2に示すT1材の厚さを母材の厚さとする。
(4) 試験部に存在するきずを4種別に区別して分類をする。
(5) きずの種別ごとに1類,2類,3類及び4類に分類した結果に基づいて,総合分類を行う。
3. きずの種別 きずは,附属書4表1によって4種別に区別する。ここで,第1種のきずか第2種のき
ずかの区別が困難なきずについては,それらを第1種のきず又は第2種のきずとしてそれぞれ分類し,そ
のうち分類番号の大きい方を採用する。
附属書4表1 きずの種別
きずの種別
きずの種類
第1種
丸いブローホール及びこれに類するきず
第2種
細長いスラグ巻込み,パイプ,溶込み不
良,融合不良及びこれに類するきず
第3種
割れ及びこれに類するきず
第4種
タングステン巻込み
4. きず点数 第1種のきず点数及び第4種のきず点数を求める方法は次による。
(1) きず点数は,附属書4表2に示す試験視野を設定して測定する。きずが試験視野の境界線上にかかる
場合は,視野外の部分も含めて測定する。
(2) 試験視野は,試験部の有効長さのうちできず点数が最も大きくなる部位に適用する。
(3) 第1種のきずが1個の場合のきず点数は,きずの長径の寸法に応じて附属書4表3の値を用いる。た
だし,きずの長径が附属書4表4に示す値以下のものは,きず点数として算定しない。
(4) 第4種のきずは,第1種のきずと同様に(1),(2)及び(3)の方法によって点数を求める。ただし,きず点
数は,きずの長径の寸法に応じて附属書4表3の値の21とする。
(5) きずが2個以上の場合のきず点数は,試験視野内に存在する各きずのきず点数の総和とする。
(6) 第1種のきずと第4種のきずが同一試験視野内に共存する場合は,両者の点数の総和をきず点数とす
る。
附属書4表2 試験視野の大きさ
単位mm
母材の厚さ
25以下
25を超え100以下
100を超えるもの
試験視野の大きさ
10×10
10×20
10×30
21
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4表3 きず点数
単位mm
きずの長径
1.0以下
1.0を超え
2.0以下
2.0を超え
3.0以下
3.0を超え
4.0以下
4.0を超え
6.0以下
6.0を超え
8.0以下
8.0を超えるも
の
点数
1
2
3
6
10
15
25
附属書4表4 算定しないきずの寸法
単位mm
母材の厚さ
きずの寸法
20以下
0.5
20を超え50以下
0.7
50を超えるもの
母材の厚さの1.4%
5. きず長さ きず長さは,第2種のきずの長さを測定してきず長さとする。ただし,きずが一線上に存
在し,きずときずとの間隔が大きい方のきずの長さ以下の場合は,きずときずとの間隔を含めて測定した
寸法をそのきず群のきず長さとする。
6. きずの分類
6.1
第1種及び第4種のきずの分類 透過写真によって検出されたきずが第1種及び第4種のきずであ
る場合の分類は,附属書4表5の基準に従って行うものとする。表中の数字は,きず点数の許容限度を示
す。ただし,きずの長径が母材の厚さの21を超えるときは4類とする。
なお,きずの長径が附属書4表4に示す値以下のものでも,1類については試験視野内に10個以上あっ
てはならない。
附属書4表5 第1種及び第4種のきずの分類
単位mm
分類
試験視野
10×10
10×20
10×30
母材の厚さ
10以下
10を超え
25以下
25を超え
50以下
50を超え
100以下
100を超
えるもの
1類
1
2
4
5
6
2類
3
6
12
15
18
3類
6
12
24
30
36
4類
きず点数が3類より多いもの
6.2
第2種のきずの分類 透過写真によるきずが第2種のきずである場合の分類は,附属書4表6の基
準に従って行うものとする。表中の値は,きず長さの許容限度を示す。ただし,1類と分類された場合で
も,溶込み不良又は融合不良があれば2類とする。
附属書4表6 第2種のきずの分類
単位mm
分類
母材の厚さ
12以下
12を超え48未満
48以上
1類
3以下
母材の厚さの41以下
12以下
2類
4以下
母材の厚さの31以下
16以下
3類
6以下
母材の厚さの21以下
24以下
4類
きず長さが3類より長いもの
22
Z 3104-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
第3種のきずの分類 透過写真によって検出されたきずが第3種のきずである場合の分類は4類と
する。
6.4
総合分類 試験部の有効長さを対象として,きずの種別ごとに分類した結果に基づいて決定する総
合分類は次による。
(1) きずの種別が1種類の場合は,その分類を総合分類とする。
(2) きずの種別が2種類以上の場合は,そのうちの分類番号の大きい方を総合分類とする。ただし,第1
種のきず及び第4種のきずの試験視野に分類の対象とした第2種のきずが混在する場合で,きず点数
による分類ときずの長さによる分類がともに同じ分類であれば,混在する部分の分類は分類番号を一
つ大きくする。このとき,1類については,第1種と第4種のきずがそれぞれ単独に存在する場合,
又は共存する場合の許容きず点数の21及び第2種のきずの許容きず長さの21を,それぞれ超えた場合に
だけ2類とする。
JIS Z 3104 原案作成委員会 構成表
氏名
所属
(委員長)
稲 垣 道 夫
財団法人日本溶接技術センター
(委員)
中 島 一 郎
通商産業省基礎産業局製鉄課
高 木 譲 一
工業技術院標準部
平 山 一 男
大阪産業大学工学部
大 岡 紀 一
日本原子力研究所材料試験炉部
丸 山 温
日本溶接構造専門学校
三 好 滋
財団法人発電設備検査技術協会鶴見試験研究センター
冨 田 眞 巳
社団法人日本高圧力技術協会
寺 田 幸 博
日立造船株式会社技術研究所
横 山 計 次
株式会社酒井鉄工所
大 屋 武 夫
ステンレス協会
松 村 裕 之
川崎重工業株式会社生産技術開発センター製造技術開発部
三 浦 守
石川島播磨重工業株式会社横浜第一工場品質管理部
中 森 徹
住友金属工業株式会社プラントエンジニアリング事業本部
松 山 格
社団法人日本非破壊検査協会
初 谷 正 治
社団法人軽金属溶接構造協会
井 野 幸 雄
財団法人日本海事協会
斎 藤 和 正
社団法人日本ボイラ協会
秋 山 清 次
高圧ガス保安協会
中 村 和 夫
非破壊検査株式会社技術本部品質保証部
(事務局)
嵯 峨 敬
社団法人日本溶接協会