2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3101-1990
溶接熱影響部の最高硬さ試験方法
Testing Method Of Maximum Hardness in Weld Heat−Affected Zone
1. 適用範囲 この規格は,鋼材の被覆アーク溶接棒による溶接熱影響部の最高硬さを測定する試験方法
(以下,最高硬さ試験という。)について規定する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,国際単位系 (SI) によるものであ
って,参考として併記したものである。
なお,この規格の中で従来単位及び数値と,その後に{ }を付けてSIによる単位及びそれ
に基づく数値が示してある部分は,平成3年1月1日以降{ }を付けて示してある単位及び
数値に切り換える。
引用規格:
JIS B 7725 ビッカース硬さ試験機
JIS Z 2244 ビッカース硬さ試験方法
2. 試験材 試験材は,次による。
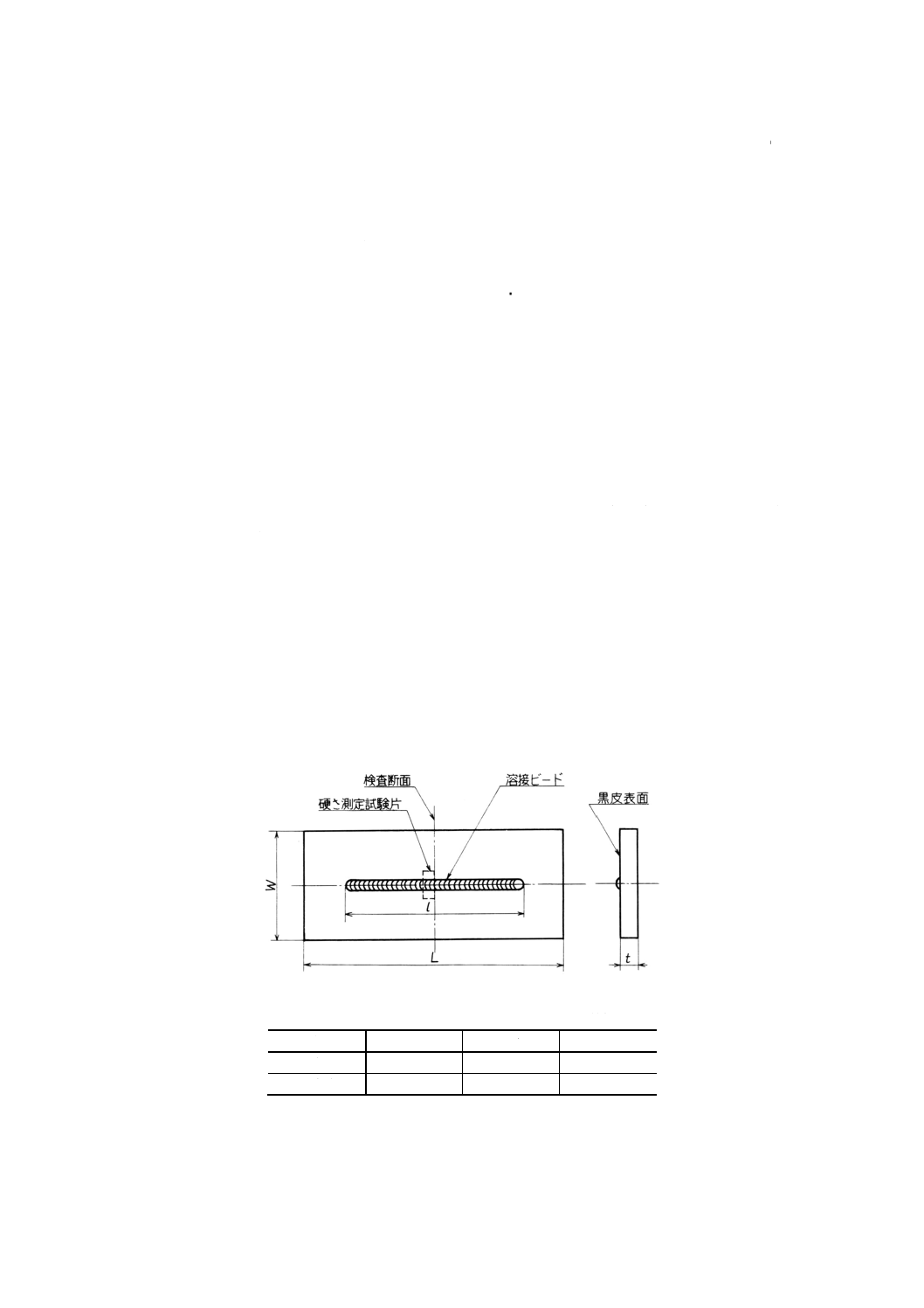
(1) 試験材は,図1及び表による。ただし,試験板の厚さ (t) は原則として20mmとする。ただし,原厚
が20mmを超える場合は片側から20mmに機械切削し,20mm以下の場合は原厚のままとする。
図1 試験材の形状
表 試験材の寸法
単位 mm
項目
L
W
l
1号試験材
約200
約75
125±10
2号試験材
約200
約150
125±10
(2) 1号試験材は,室温で溶接するときに用い,2号試験材は,予熱をして溶接するときに用いる。
(3) 試験材の側面は,ガス切断のままでよい。
2
Z 3101-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 溶接 溶接は,次による。
(1) 図1に示すように試験板の黒皮表面の中央に,長さ125±10mmのストリンガビードを置く。
(2) 被覆アーク溶接棒は,原則として試験板に適合した棒径4mmのものを用いる。
(3) 溶接前の試験板の表面は黒皮のままとし,適当な方法によって溶接に有害な油,さび,過度のスケー
ル,水分などを除去する。
(4) 試験板は,溶接時にその長手方向の両端で支持し,裏側に十分な空間をあける。
(5) 溶接開始直前の試験板の温度は,1号試験材では室温,2号試験材では予熱温度とする。
(6) 溶接条件は,原則として次による。
溶接電流170±10A 溶接1分間当たりの長さ15±1cm
(7) 試験材には,溶接後いかなる熱処理をも施してはならない。
4. 硬さ測定 硬さ測定は,次による。
(1) 硬さ測定試験片の採取は,溶接後少なくとも12時間後とし,硬さ測定は,採取後なるべく速やかに行
う。
(2) 硬さ測定試験片は,室温において試験材を図1に示すようにビード中央部でビードに直角に機械切断
し,その片側から採取する。その際に検査面の温度が上昇して最高硬さを低下させることがないよう
に,冷却しながら加工しなければならない。
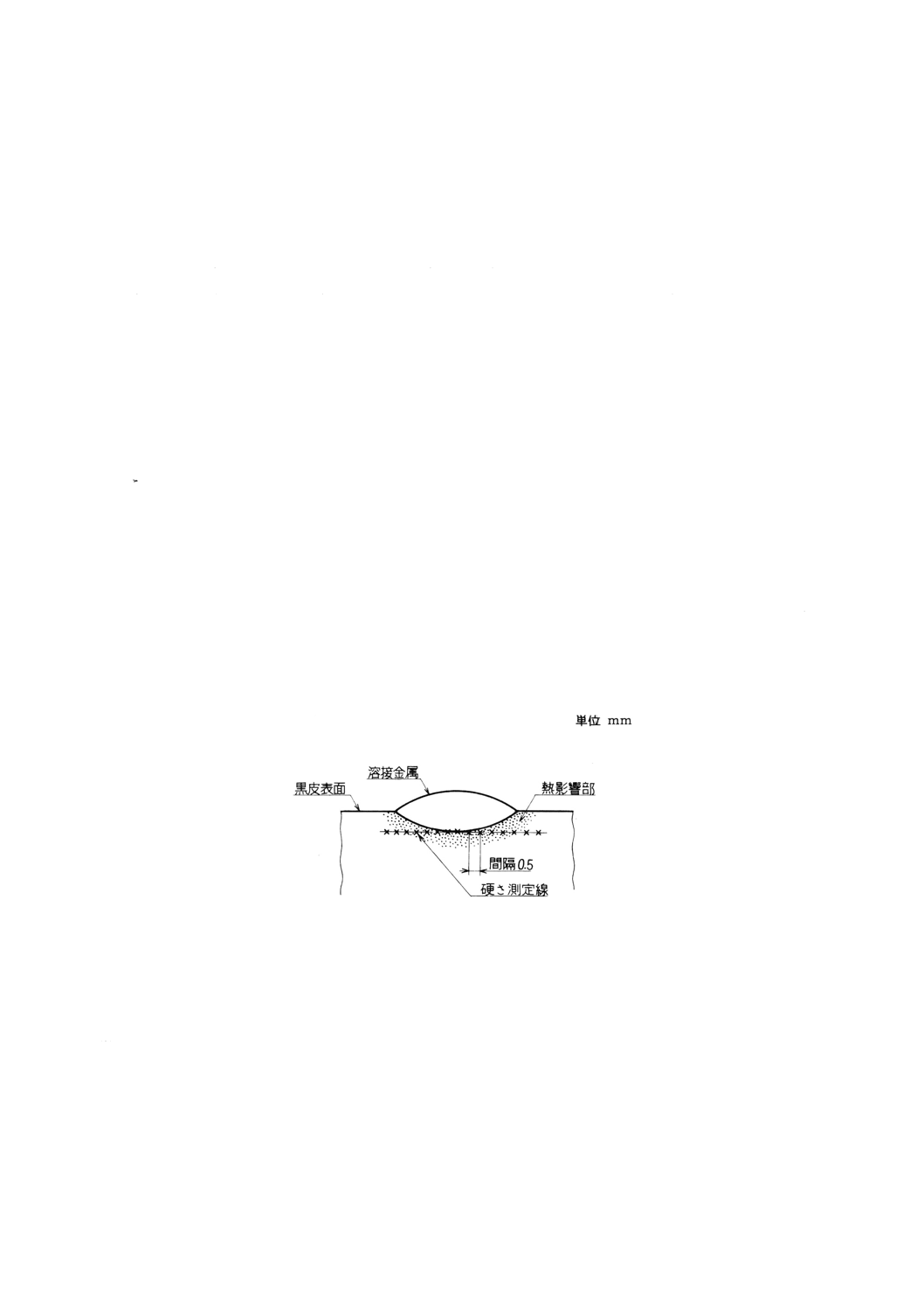
(3) 硬さ測定試験片は,検査面を研磨してマクロ組織が見えるように腐食した後,図2に示すように,溶
接金属の底部に接し,黒皮表面に平行な直線上を0.5mm間隔に荷重10kgf {98N} でビッカース硬さを
室温で測定する。測定点は接点及びその左右にそれぞれ7個以上とし,測定値のうち最も大きい値を
最高硬さとする。
図2 硬さ測定要領
(4) 硬さ測定に用いる機械は,JIS B 7725(ビッカース硬さ試験機)に適合するものであって,(3)に規定
された以外はJIS Z 2244(ビッカース硬さ試験方法)によって測定を行う。
5. 記録 記録は,次による。
(1) 測定された各点の硬さは,すべて記録しておかなければならない。
(2) 溶接直前の試験板の温度,溶接電流,アーク電圧及び溶接速度を記録する。
3
Z 3101-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接部会 溶接部最高硬さ専門委員会 構成表
(昭和47年7月1日改正のとき)
氏名
所属
(委員会長)
稲 垣 道 夫
科学技術庁金属材料技術研究所
安 藤 精 一
日本大学生産工学科
小 倉 信 和
横浜国立大学材料基礎工学施設
内 藤 健
東京都立工業技術センター
中 村 吉 宗
工業技術院機械技術研究所
朝 倉 重 次
株式会社日立製作所日立研究所
荒 井 宏
日産自動車株式会社第二試作部
岡 義 宜
石川島播磨重工業株式会社航空エンジン事業部
小 川 峻
東京芝浦電気株式会社電機技術研究所
賀 来 信 一
財団法人日本海事協会
品 田 幸三郎
三菱重工業株式会社技術管理部
寺 本 冨 彦
日本車輌製造株式会社
越 賀 房 夫
日本鋼管株式会社技術研究所
小 谷 守 彦
株式会社日本製鋼所鉄鋼技術部
武 富 孝 作
株式会社神戸製鋼所溶接棒事業部
松 橋 清三郎
社団法人日本溶接協会
水 野 幸四郎
社団法人日本鉄鋼協会
村 本 徹五郎
新日本製鉄株式会社溶接グループ担当部
(事務局)
中 川 昌 俊
工業技術院標準部材料規格裸
山 田 隆 三
工業技術院標準部材料規格裸
(事務局)
中 川 昌 俊
工業技術院標準部材料規格裸(昭和51年3月1日改正のとき)
土 居 修 身
工業技術院標準部材料規格課(昭和51年3月1日改正のとき)
(事務局)
西 本 光 徳
工業技術院標準部材料規格課(平成2年3月1日改正のとき)