2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3080-1995
アルミニウムの突合せ溶接部の
超音波斜角探傷試験方法
Methods of ultrasonic angle beam examination
for butt welds of aluminium plates
1. 適用範囲 この規格は,厚さ5mm以上のアルミニウム及びアルミニウム合金板(以下,アルミニウ
ムという。)の完全溶込み突合せ溶接部に対して,パルス反射法による基本表示の探傷器を用いて行う超音
波斜角探傷試験方法について規定する。
なお,試験結果の分類方法を附属書に規定する。
備考 この規格の引用規格を,次に示す。
JIS Z 2300 非破壊試験用語
JIS Z 2345 超音波探傷試験用標準試験片
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2352 超音波探傷装置の性能測定方法
JIS Z 3871 アルミニウム溶接部の超音波探傷試験の技術検定における試験方法及び判定基準
2. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 2300によるほか,次による。
(1) 振動子の等価寸法 試験体中へ屈折通過した超音波の進行方向から見たときの,見掛けの振動子寸法。
[ ] を用いて,実寸法と区別する。
(2) きずの指示長さ 探触子の移動距離によって測定したきずの見掛けの長さ。
3. 試験技術者 超音波探傷試験を行う技術者は,JIS Z 3871に基づくB種試験に合格した者又はこれと
同等以上の技量をもつ者とする。
4. 探傷装置の使用条件
4.1
探傷器の使用条件
4.1.1
増幅直線性 増幅直線性は,JIS Z 2352の4.1(増幅直線性)によって測定し,±3%とする。
4.1.2
時間軸の直線性 時間軸の直線性は,JIS Z 2352の4.2(時間軸直線性)によって測定し,±1%と
する。
4.1.3
感度余裕値 感度余裕値は,JIS Z 2352の4.3(垂直探傷の感度余裕値)によって測定し,40dB以
上とする。
4.1.4
使用条件の確認 4.1.1〜4.1.3の使用条件については,JIS Z 2352によって,装置の使用開始時及
び12か月ごとに確認する。
2
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
斜角探触子の使用条件
4.2.1
周波数 公称周波数は5MHz,試験周波数は4.5〜5.5MHzとする。
4.2.2
振動子及び屈折角 振動子の寸法及びアルミニウム中における公称屈折角は,表1に示すものを使
用する。
なお,公称屈折角と探傷屈折角の差は,±2°とする。
表1 斜角探触子の振動子の寸法と公称屈折角
振動子の寸法 mm
公称屈折角
等価寸法
[5×5]
[10×10]
40°
45°
50°
55°
60°
65°
70°
実寸法
5×5
10×10
4.2.3
ビーム中心軸の偏り ビーム中心軸の偏りは,JIS Z 2350の13.1(ビーム中心軸の偏りと偏り角)
によって測定し,読取り単位1°で測定し,この角度が2°を超えないものとする。
4.3
標準試験片 (STB) 及び対比試験片 (RB)
4.3.1
標準試験片 標準試験片は,JIS Z 2345に規定するSTB-A1,STB-A3又はSTB-A31を使用する。
4.3.2
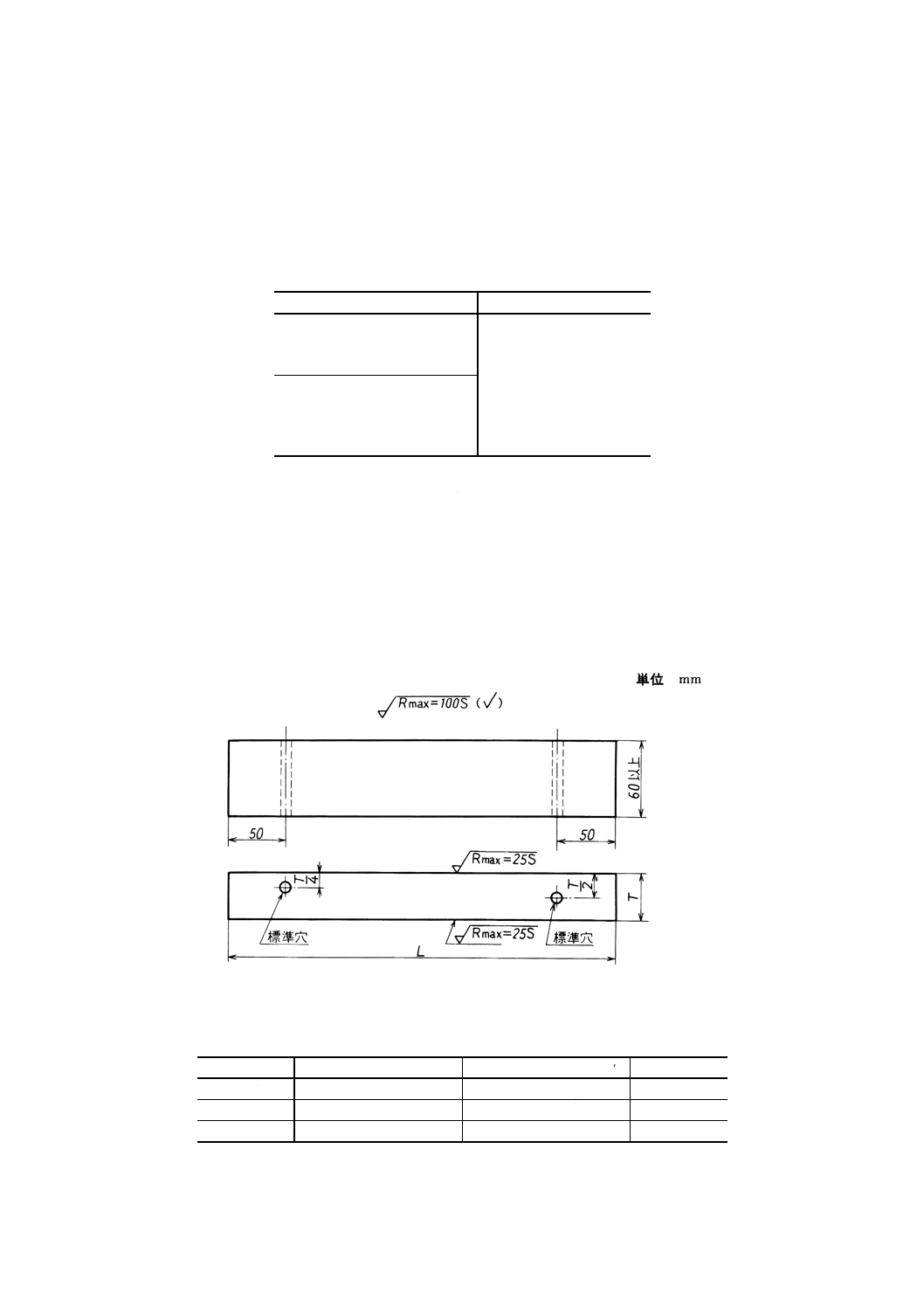
対比試験片 対比試験片 (RB-A4AL) は,試験体又は試験体と超音波特性の近似したアルミニウム
で製作し,その形状及び寸法は図1及び表2による。
なお,図1に規定する以外の位置に標準穴を追加してもよい。
図1 対比試験片 (RB-A4 AL) の形状
備考 L:対比試験片の長さ(使用するビーム路程によって定める。)
T:対比試験片の厚さ(表2参照)
表2 対比試験片 (RB-A4 AL) の寸法
単位 mm
試験片呼称
試験片の適用測定範囲
対比試験片の厚さ T
標準穴の径
No.1
100以下
12.5又はt(1)
2.0
No.2
200以下
25 又はt
5.0
No.3
250以上
50 又はt
5.0
注(1) t:試験体の母材の厚さ
3
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3.3 標準試験片及び対比試験片の種類と用途 標準試験片及び対比試験片の種類と用途は,表3による。
表3 標準試験片及び対比試験片の種類と用途
種類
用途
STB-A1
斜角探触子の入射点の測定,測定範囲の調整
STB-A3
又はSTB-A31
斜角探触子の入射点の測定,測定範囲250mm以下
の場合の調整
RB-A4AL
斜角探触子の屈折角の測定,距離振幅特性曲線の作
成及び探傷感度の調整
4.4
接触媒質 接触媒質には,グリセリン水溶液,グリセリンペースト,又はこれと同等の性質をもつ
ものを使用する。
5. 探傷試験の準備
5.1
試験部の形状・寸法の測定 試験部(熱影響部を含む。)においては,母材の厚さ及び溶接部の形状
(余盛の幅,溶接角変形,目違いなど)を測定し,記録する。
5.2
探触子の選定 一探触子法に使用する斜角探触子の屈折角は,対象とするきずによって表4による。
基本となる探傷は,公称屈折角70°とし,特に開先面の融合不良などの検出を目的とするときは,開先形
状を考慮して決定する。
また,振動子寸法は,使用するビーム路程によって表5による。
なお,タンデム探傷法に使用する探触子については,対象とするきずの深さ位置によって表6による。
表4 一探触子法に使用する斜角探触子の公称屈折角
対象とするきず
公称屈折角 (θN)
全般
70°
開先面の融合不良
90-α(2)°に最も近い表1の公称屈折角
裏面に開口した溶込み不良 45°(母材の厚さが40mm以下の場
合は70°を使用してもよい。)
注(2) α (°) :ベベル角
表5 一探触手法に使用する斜角探触子の振動子の寸法
単位 mm
ビーム路程
振動子の寸法
50以下
[5×5] 又は5×5
50を超え 100以下
[5×5], [10×10],5×5又は10×10
100を超えるもの
[10×10] 又は10×10
表6 タンデム探傷法に使用する斜角探触子
きずの深さ位置 d mm
探触子
25以下
5M [10×10] A70AL
又は5M10×10A70AL
25を超えるもの
5M [10×10] A45AL
又は5M10×10A45AL
5.3
超音波特性の違いによる感度補正量の測定 試験体と対比試験片の超音波特性の違いによる感度補
正量∆HLAは,探傷に使用する探触子及びそれと同じ形式の斜角探触子を用いて,次のように求める。
∆HLA=∆LT+2・∆α・lmax
ここに,
∆LT: 試験体と対比試験片の伝達損失量の差
∆α: 試験体と対比試験片の減衰係数の差
lmax: 探傷に使用する最大のビーム路程
4
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
装置の調整
5.4.1
入射点の測定 入射点は,STB-A1,STB-A3又は,STB-A31を用いて1mmの単位で測定する。
5.4.2
探傷屈折角の測定 探傷屈折角は,次の方法で測定する。
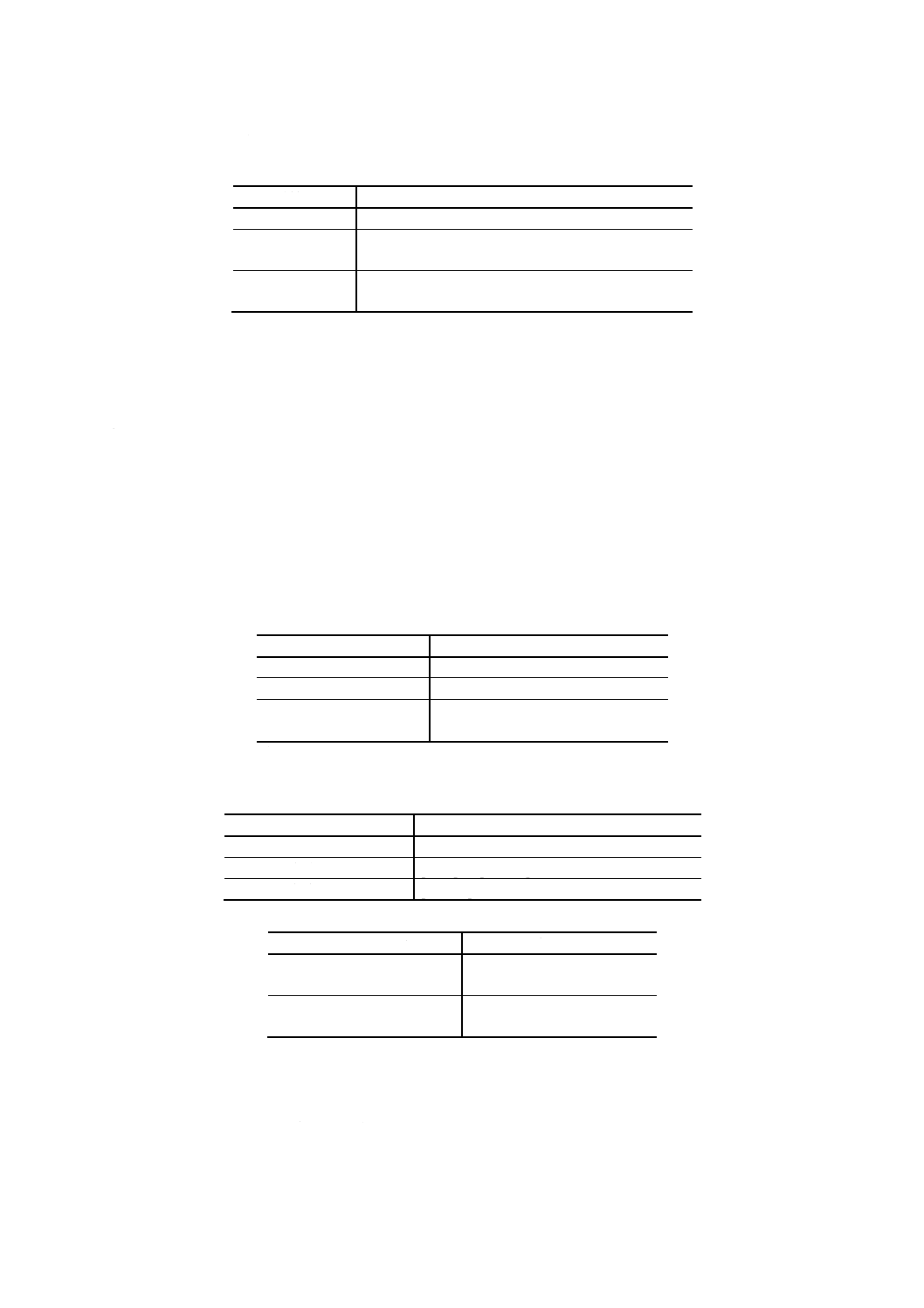
(1) 一探触子法の場合 RB-A4 ALの標準穴を表7に示すスキップ距離となる位置からねらい,図2に示
す試験体表面上における探触子と標準穴との距離yを測定し深さdとから,次の式によって探傷屈折
角θを0.5°単位で求める。
()°
−
d
y
1
tan
=
θ
表7 探傷屈折角の測定に用いるRB-A4 ALのスキップ距離
振動子寸法
mm
公称屈折角 RB-A4 AL (No.1) RB-A4 AL (No.2) RB-A4 AL (No.3)
[5×5]
又は
5×5
40〜60°
8
3スキップ
4
1スキップ
8
1スキップ
65°,70°
4
1スキップ
[10×10]
又は
10×10
40〜60°
4
5スキップ
4
3スキップ
8
3スキップ
65°,70°
8
5スキップ
8
3スキップ
4
1スキップ
図2 一探触子法における探傷屈折角の測定方法
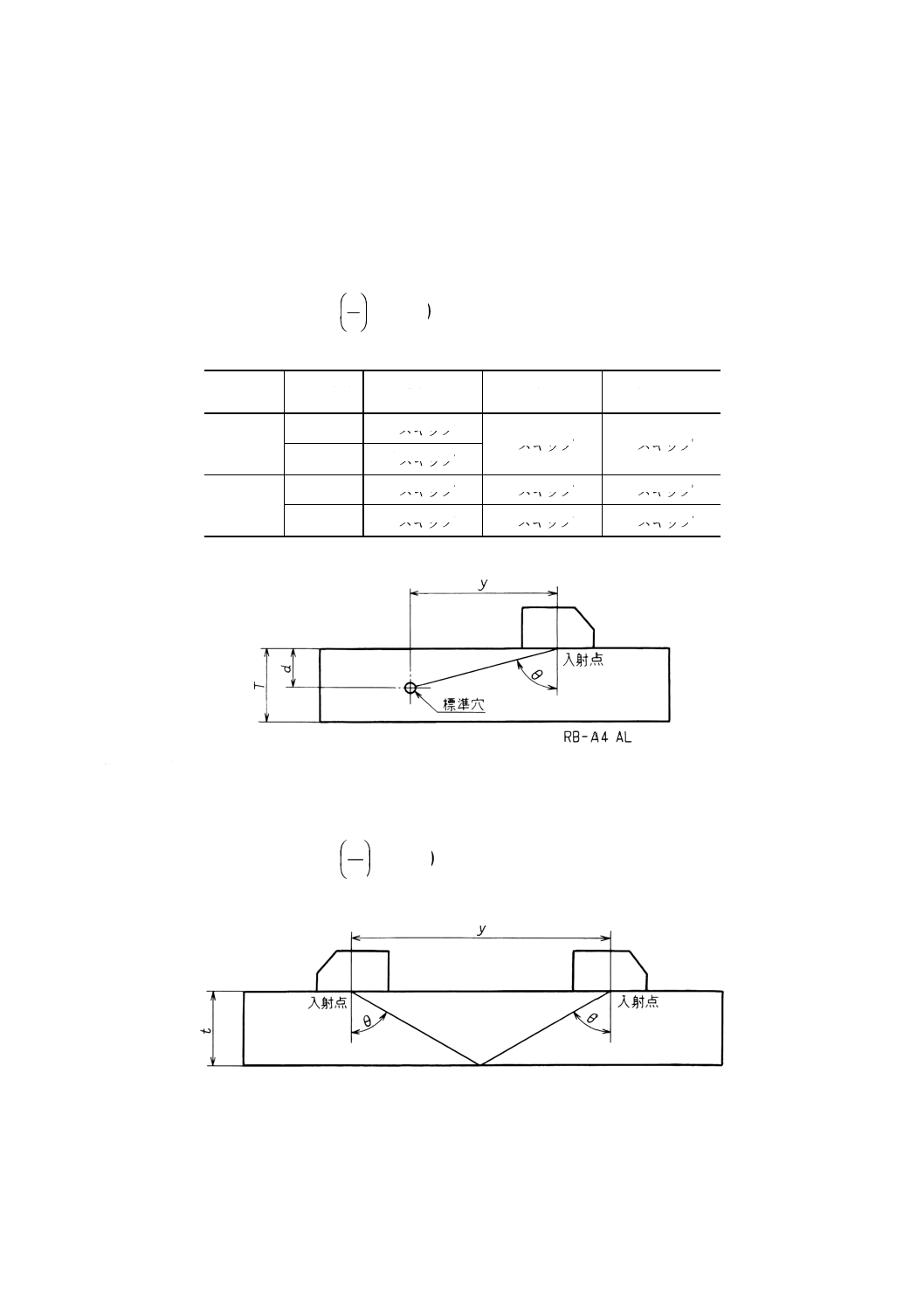
(2) タンデム探傷法の場合 STB屈折角の差が±1°の2個の探触子を用いて,図3に示すように試験体
の母材部でV透過パルスを求め,そのときの入射点の間隔y及び母材の厚さtから,次の式によって
探傷屈折角θを0.5°単位で求める。
()°
−
t
y
2
tan1
=
θ
図3 タンデム探傷法における探傷屈折角の測定方法
5.4.3
測定範囲の調整 測定範囲の調整は,STB-A1,STB-A3又はSTB-A31を用いて行い,次による。
(1) 測定範囲が100mm及び200mmの場合 STB-A1のR100mm及びSTB-A3又はSTB-A31のR50mmが,
アルミニウム中でそれぞれ98mm及び49mmに相当するものとして測定範囲を調整する。
(2) 測定範囲が125mm及び250mmの場合 STB-A1のR100mm及びSTB-A3又はSTB-A31のR50mmが,
5
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
アルミニウム中でそれぞれ97.5mm及び48.75mmに相当するものとして測定範囲を調整する。
(3) 測定範囲が250mmを超える場合 STB-A1のR100mmがアルミニウム中で98mm又は97.5mmに相当
するものとして測定範囲を調整する。
5.4.4
装置の調整の時期 装置の調整は,作業開始時及びその後4時間以内ごとに行う。
5.5
距離振幅特性曲線の作成 距離振幅特性曲線の作成は,次による。
(1) 距離振幅特性曲線の作成には,RB-A4AL及び探傷に使用する探触子を用いる。
(2) 距離振幅特性曲線は,表示器目盛板又はそれを覆う補助目盛板に直接記入する。
(3) 表7に示したスキップ距離よりビーム路程の短い範囲は,そのスキップのエコー高さとする。
(4) 使用するビーム路程の範囲内で,距離振幅特性曲線の高さが90%以下で,かつ,10%以上になるよう
に作成する。
6. 一探触子法
6.1
基準レベル及び評価レベル
6.1.1
基準レベル 基準レベルは,RB-A4 ALの標準穴からのエコー高さレベルに5.3に示した感度補正
量を加えて基準レベルとし,HRLで表す。
なお,RB-A4 ALのNo.1の直径2.0mmの標準穴を使用する場合は,横穴の径の違いによる感度補正量は,
−4dBとする。
6.1.2
評価レベル エコー高さによってきずを評価するため,5.5に規定した距離振幅特性曲線を基準レ
ベルとして,表8に示すA,B及びCの3種類の評価レベルを設ける。
表8 評価レベルとエコー高さのレベル
評価レベルの種類
エコー高さのレベル
A評価レベル
HRL−12dB
B評価レベル
HRL−18dB
C評価レベル
HRL−24dB
6.2
評価レベルの指定 試験の目的に応じて,A評価レベル,B評価レベル又はC評価レベルのいずれ
かを指定する。
6.3 探傷面及び走査範囲 探傷面及び走査範囲は,試験体の母材の厚さによって(1)〜(3)のように定める。
ただし,対象とするきずが,開先面の融合不良の場合は,開先面を垂直に近い方向からねらうことのでき
る探傷面及び探触子位置を選定すればよいものとする。
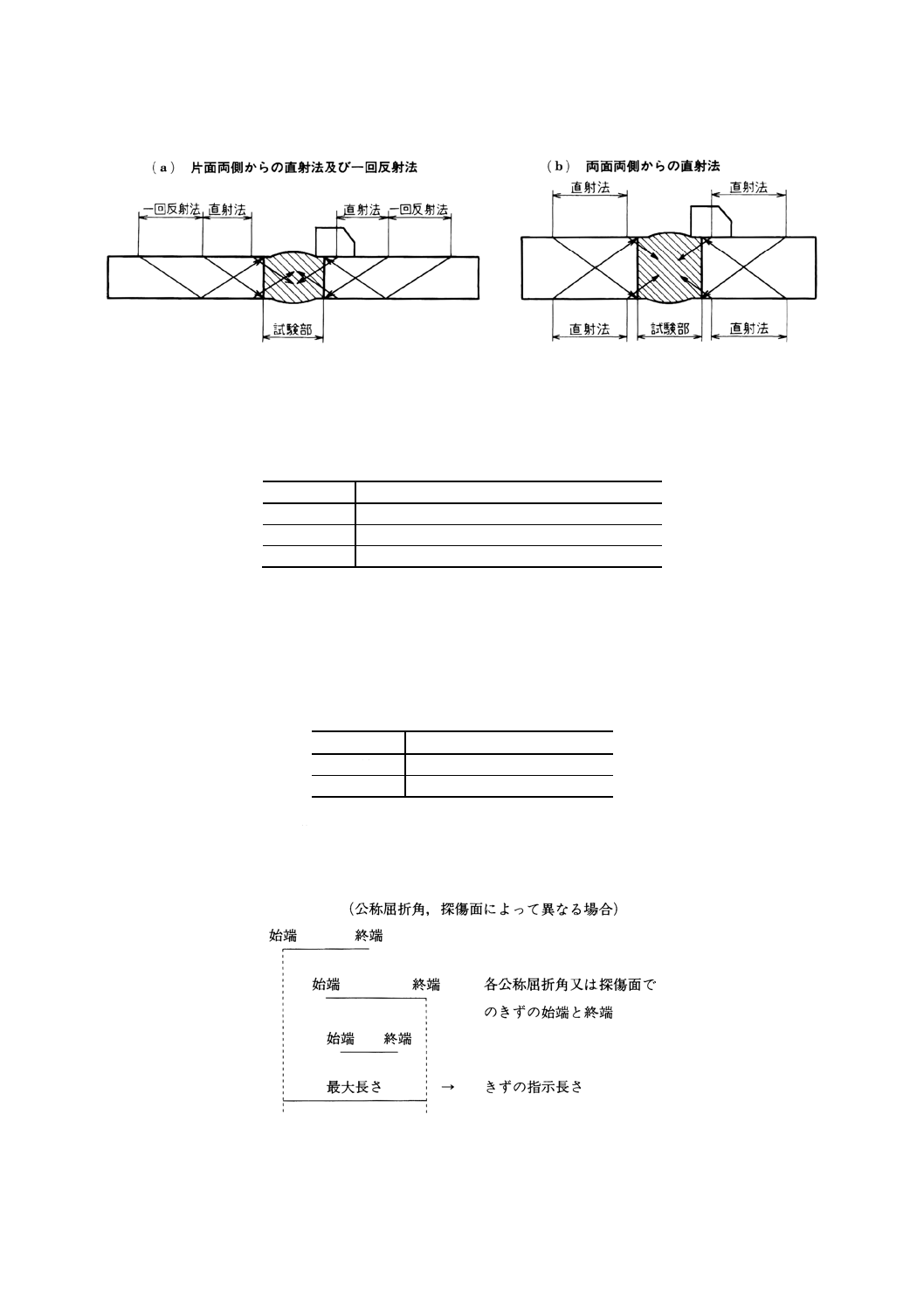
(1) 母材の厚さが40mm以下の場合,片面両側から直射法及び一回反射法によって探傷する[図4(a)参照]。
(2) 母材の厚さが40mmを超え80mm以下の場合,両面両側から直射法によって探傷する[図4(b)参照]。
ただし,溶接部の形状などによって,特に一回反射法による探傷が必要な場合は,対象とするきずの
存在が予想される位置に,超音波が十分に伝搬することを確認した上で,片面両側から直射法及び一
回反射法によって探傷してもよい。
(3) 母材の厚さが80mmを超える場合,両面両側から直射法によって探傷する[図4(b)参照]。
6
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 一探触子法における探傷面と走査範囲
6.4
評価の対象とするきずとその区分 最大エコー高さを示す位置及び方向に探触子を置き,その最大
エコー高さが6.2で指定した評価レベルを超える場合は,探触子の位置,ビーム路程,溶接継手の状況な
どから,きずかどうかを判定する。きずと判定されたものを評価の対象とし,表9によってA種,B種又
はC種のいずれかに区分する。
表9 きずの区分とエコー高さ
きずの区分
エコー高さ
A種
A評価レベルを超えるもの
B種
A評価レベル以下でB評価レベルを超えるもの
C種
B評価レベル以下でC評価レベルを超えるもの
6.5
きずの位置の表示 きずの位置は,最大エコー高さを示す位置で表示する。
6.6
きずの指示長さの測定 最大エコー高さを示す位置に探触子を置き,左右走査を行う。このとき若
干の前後走査を行うが,首振り走査は行わない。きずからのエコー高さが表10に示すレベルと一致する探
触子位置におけるビーム中心軸上の反射源の位置をきずの端とする。探傷面上でのきずの始端と終端の間
隔を1mmの単位で測定してきずの指示長さとする。
表10 きずの端を決めるためのレベル
きずの区分 きずの端を決めるためのレベル
A種
HFmax−10dB(3)
B種,C種
6.2で指定したレベル
注(3) HFmax:最大エコー高さ
異なる屈折角又は異なる探傷面で一つのきずを検出した場合,図5に示すように,それぞれ始端と終端
を求め,それらの間隔の最大長さをきずの指示長さとする。
図5 きずの指示長さの測定
7. タンデム探傷法
7
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1
基準レベル及び評価レベル
7.1.1
基準レベル V透過パルスのレベルを直径5.0mmの標準穴からのエコー高さレベルに換算して基
準レベルとする。基準レベルは,母材部におけるV透過パルスのレベルをHVとし,母材の厚さt及び交
軸点の深さ位置dによって表11から求める。
表11 タンデム探傷法の基準レベルHRL
屈折角
母材の厚さ
交軸点の深さ位置 d mm
t mm
4
t
d≦
2
4
t
d
t
≦
<
2
t
d>
70°
30≦t≦50
50<t≦80
HV(4)−20dB
HV−22dB
HV−22dB
HV−24dB
HV−24dB
HV−26dB
45°
50≦t≦80
80<t≦125
125<t≦200
HV−18dB
HV−18dB
HV−18dB
HV−18dB
HV−18dB
HV−20dB
HV−18dB
HV−20dB
HV−22dB
注(4) HV (dB) :透過パルスのレベル
7.1.2
評価レベル 評価レベルは,HRL−12dBとする。
7.2
探傷面及び走査範囲 片面両側から探傷する。走査範囲は,試験部を超音波ビームが十分覆う範囲
とする。
7.3
評価の対象とするきずとその区分 最大エコー高さを示す位置に探触子を置き,その最大エコー高
さが評価レベルを超える場合,探触子の位置と間隔,溶接継手の状況などから,きずかどうかを判定する。
きずと判定されたものを評価の対象とし,すべてA種に区分する。
7.4
きずの位置の表示 きずの位置は,最大エコー高さを示す交軸点の位置で表示する。
7.5
きずの指示長さの測定 最大エコー高さHFmaxを示す位置に探触子を置き,左右走査を行う。きずか
らのエコー高さがHFmax−10dBと一致する探触子位置における交軸点の位置をきずの端とする。探傷面上
でのきずの始端と終端の間隔を1mmの単位で測定してきずの指示長さとする。
なお,両側から一つのきずを検出した場合は,それぞれ始端と終端を求め,それらの間隔の最大長さを
きずの指示長さとする。
8. 試験結果の分類方法 試験結果の分類方法は,附属書による。
9. 記録 試験を行った後,その試験成績書には,つぎの事項を記載し,その記録と試験体とをいつでも
照合できるようにしておかなければならない。
(1) 試験体に関する事項
(1.1) 施工業者名又は製造業者名
(1.2) 工事名又は製品名
(1.3) 試験体の外形・寸法及び試験部位の記号又は番号
(1.4) 材質
(1.5) 母材の厚さ
(1.6) 溶接部の継手形状,開先形状及び溶接方法
(2) 試験年月日
(3) 試験技術者の所属,氏名及び資格
(4) 試験条件
(4.1) 使用装置,試験片及び材料
8
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(a) 探傷器(名称,製造所,製造番号,点検年月 日,点検者,性能及び使用条件の確認結果)
(b) 探触子(呼称,製造所,製造番号,点検年月日,点検者,性能及び使用条件の確認結果)
(c) 標準試験片及び対比試験片
(d) 接触媒質
(4.2) 探傷方法
(4.3) 探傷面及び走査範囲(探傷面の記号,反射回数など)
(4.4) 基準レベル及び評価レベル
(a) 距離振幅特性曲線
(b) 指定した評価レベル
(5) 試験結果
(5.1) 試験部の形状・寸法
(5.2) きず指示の有無
(5.3) きずの位置
(5.4) きずの区分
(5.5) きずの指示長さ
(5.6) きずの分類
(6) その他必要事項
(7) 備考
9
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 試験結果の分類方法
1. 適用範囲 この附属書は,試験結果の分類を行う場合に適用する。
2. 試験結果の分類 試験結果の分類は,きずの区分及びきずの指示長さに応じて附属書表1に従って行
う。
附属書表1 きずの指示長さによるきずの分類
単位 mm
母材の厚
さt (1)
5以上 20以下
20を超え 80以下
80を超えるもの
区分
分類
A種
B種
C種
A種
B種
C種
A種
B種
C種
き
ず
の
分
類
1類
−
5以下
6以下
8
t以下
4
t以下
3
t以下
10以下
20以下
26以下
2類
−
6以下
10以下
6
t以下
3
t以下
2
t以下
13以下
26以下
40以下
3類
5以下
10以下
20以下
4
t以下
2
t以下
t以下
20以下
40以下
80以下
4類
3類を超えるもの
注(1) t:突き合わせる母材の厚さが異なる場合は,薄い方の厚さとする。
附属書表1の適用に当たり,同一とみなされる深さにおいて,きずときずの間隔が大きい方のきずの指
示長さと等しいかそれより短い場合は,同一のきずとみなし,それらを間隔も含めて連続したきずとして
取り扱う。きずときずの間隔が,両者のきずの指示長さのうち大きい方のきずの指示長さより長い場合は,
それぞれ独立したきずとみなす。
10
Z 3080-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
改正原案作成委員会 構成表
氏名
所属
(委員長)
大 岡 紀 一
日本原子力研究所大洗研究所
古 賀 英 宣
通商産業省基礎産業局
高 木 譲 一
通商産業省工業技術院標準部
福 原 煕 明
金属材料技術研究所
座 古 勝
大阪大学工学部
竹 花 立 美
高圧ガス保安協会
冨 田 真 己
社団法人日本溶接協会
名 取 孝 夫
社団法人日本非破壊検査協会(株式会社ジャスト研究所)
米 山 弘 志
石川島播磨重工業株式会社
松 村 裕 之
川崎重工業株式会社
青 山 芳 夫
日本酸素株式会社
倉 持 貢
清水建設株式会社
高 橋 伸 幸
住友軽金属工業株式会社
松 本 二 郎
株式会社日軽技研
井 川 敏 之
株式会社アイ・エム・シー
丸 本 尚
神鋼検査サービス株式会社
清 田 文 範
新日本非破壊検査株式会社
横 野 泰 和
非破壊検査株式会社
八 木 健
株式会社トキメック
高 橋 弘 幸
日本クラウトクレーマー株式会社
和 高 修 三
三菱電機株式会社
(事務局)
初 谷 正 治
社団法人軽金属溶接構造協会