Z 3060:2015
(1)
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 技術者···························································································································· 2
5 標準試験片及び対比試験片 ································································································· 2
5.1 標準試験片 ··················································································································· 2
5.2 対比試験片 ··················································································································· 2
6 超音波探傷装置 ················································································································ 3
7 接触媒質 ························································································································· 3
8 探傷の準備 ······················································································································ 3
8.1 探傷方法の選定 ············································································································· 3
8.2 対比試験片又は標準試験片の選定······················································································ 3
8.3 探触子の選定 ················································································································ 3
8.4 STB音速比の測定 ·········································································································· 5
8.5 探傷屈折角の測定 ·········································································································· 6
8.6 検出レベルの選定 ·········································································································· 7
8.7 探傷の時期 ··················································································································· 7
8.8 探傷面の手入れ ············································································································· 8
8.9 母材の探傷 ··················································································································· 8
9 超音波探傷装置の調整及び点検 ··························································································· 8
9.1 斜角探傷 ······················································································································ 8
9.2 垂直探傷 ····················································································································· 10
10 探傷 ···························································································································· 11
10.1 一般事項 ···················································································································· 11
10.2 斜角探傷 ···················································································································· 11
10.3 垂直探傷 ···················································································································· 12
11 記録 ···························································································································· 13
附属書A(規定)探傷器及び探触子の機能及び性能···································································· 15
附属書B(規定)平板継手溶接部の探傷方法 ············································································· 19
附属書C(規定)円周継手溶接部の斜角探傷方法 ······································································ 35
附属書D(規定)長手継手溶接部の斜角探傷方法 ······································································ 46
附属書E(参考)鋼管分岐継手溶接部の斜角探傷方法 ································································· 67
附属書F(参考)ノズル継手溶接部の探傷方法 ·········································································· 75
附属書G(規定)試験結果によるきずの分類方法 ······································································ 81
附属書H(参考)端部エコー法によるきずの指示高さの測定方法 ················································· 82
Z 3060:2015 目次
(2)
ページ
附属書I(参考)TOFD法によるきずの指示高さの測定方法························································· 91
Z 3060:2015
(3)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
非破壊検査協会(JSNDI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。
これによって,JIS Z 3060:2002は改正され,この規格に置き換えられた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
Z 3060:2015
鋼溶接部の超音波探傷試験方法
Method for ultrasonic testing for welds of ferritic steel
1
適用範囲
この規格は,厚さ6 mm以上のフェライト系鋼の完全溶込み溶接部を,超音波パルスを用いた基本表示
の超音波探傷器(以下,探傷器という。)で,超音波探傷試験を手動で行う場合のきずの検出方法,位置及
び寸法の測定方法について規定する。ただし,鋼管の製造工程中の継手溶接部には適用しない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 2305 非破壊試験技術者の資格及び認証
JIS Z 2345 超音波探傷試験用標準試験片
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2351 超音波探傷器の電気的性能測定方法
JIS Z 2352 超音波探傷装置の性能測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300によるほか,次による。
3.1
グリセリンペースト
グリセリンに少量の界面活性剤及び増粘剤を添加した接触媒質。
3.2
L方向
圧延鋼材の主圧延方向。
3.3
C方向
圧延鋼材の主圧延方向に直角な方向。
3.4
Q方向
圧延鋼材の主圧延方向から45°の方向。
3.5
STB音速比
2
Z 3060:2015
横波垂直探触子を用い,超音波を送信した状態で,横波の振動方向と試験体の斜角探傷時の超音波ビー
ムとの方向が同じ方向になるようにして測定された横波音速(V)と,標準試験片で測定された横波音速
(VSTB)との比(V/VSTB)。
3.6
透過パルス
二探触子法において,試験体を透過し受信用探触子に入射した超音波パルス及びそれが探傷器の表示器
に現れた指示。
3.7
透過パルス高さ
V透過法又はタンデム探傷で得られた探傷図形上の透過パルスの高さ。
3.8
透過パルス高さ区分線
透過パルス高さを領域で区分して評価するための線。
4
技術者
鋼溶接部の探傷に従事する技術者は,JIS Z 2305に規定する超音波探傷試験(以下,探傷という。)の資
格者又はこれと同等の有資格者とし,超音波探傷の原理及びフェライト系鋼の溶接部に関する知識をもち,
かつ,その探傷についての十分な知識及び経験をもつ者とする。
5
標準試験片及び対比試験片
5.1
標準試験片
この規格で使用する標準試験片は,JIS Z 2345に規定するA1形標準試験片,A2形系標準試験片及び
A3形系標準試験片とする。
注記 超音波探傷試験に用いる標準試験片(STB:Standard Test Blockの略)は,JIS Z 2345で規定し
ており,A1形標準試験片には,STB-A1,A2形系標準試験片には,STB-A2,STB-A21,STB-A22,
A3形系標準試験片には,STB-A3,STB-A31,STB-A32がある。
5.2
対比試験片
対比試験片は,RB-41,RB-42,RB-43,RB-A6及びRB-SDHとし,次による。
a) RB-41(平板継手溶接部用横穴対比試験片)
RB-41は,平板継手溶接部及び曲率半径が250 mm以上の継手溶接部の探傷に使用し,表B.1及び図B.1
に示す形状・寸法の横穴対比試験片とし,次のいずれかとする。
1) RB-41Aは,試験体と同等の音響特性の鋼材,探傷面の状態で,曲率をもたないものとする。試験
体との音速差は±2 %以内,感度補正量の差が±2 dB以内とする。
2) RB-41Bは,均質な低減衰材料で探傷面を仕上げたもので,曲率をもたないものとする。
b) RB-42(円周継手溶接部用横穴対比試験片)
RB-42は,試験体と同等の音響特性の鋼材,探傷面の状態で,探傷方向と直交する方向に曲率をもち,
曲率半径50 mm以上の円周継手溶接部の探傷に使用し,図C.2に示す形状・寸法の横穴対比試験片とする。
試験体との音速差は±2 %以内,感度補正量の差が±2 dB以内とする。
c) RB-43(長手継手溶接部用横穴対比試験片)
RB-43は,試験体と同等の音響特性の鋼材,探傷面の状態で,探傷方向と平行する方向に曲率をもち,
3
Z 3060:2015
曲率半径50 mm以上の長手継手溶接部の探傷に使用し,図D.4に示す形状・寸法の横穴対比試験片とする。
試験体との音速差は±2 %以内とする。
d) RB-A6(円周継手溶接部用縦穴対比試験片)
RB-A6は,試験体と同等の音響特性の鋼材,探傷面の状態で,探傷方向と直交する方向に曲率をもち,
曲率半径50 mm以上の円周継手溶接部の探傷で,使用する最大のビーム路程が150 mm以下の場合に使用
し,図C.3に示す形状・寸法の縦穴対比試験片とする。試験体との音速差が±2 %以内とする。
e) RB-SDH(横穴対比試験片)
RB-SDHは,JIS Z 2350の附属書1(対比試験片)に規定する横穴対比試験片とする。
6
超音波探傷装置
探傷器及び探触子の機能及び性能は,附属書Aによる。
7
接触媒質
探傷に使用する接触媒質は,次による。
なお,横波垂直探触子を使用する場合は,横波専用の接触媒質とする。
a) グリセリンペースト
b) 濃度75 %(体積分率75 %)以上のグリセリン水溶液
c) 水
d) オイル
e) 音響インピーダンスが明らかな液体
8
探傷の準備
8.1
探傷方法の選定
溶接部の探傷は,指定のない限り,超音波ビームを溶接線方向に対して垂直に向けた一探触子斜角法と
し,直接接触法で行う。附属書Bに規定するタンデム探傷法又は垂直探傷法を適用する場合は,受渡当事
者間の協議によって決める。また,斜角探傷の斜め平行走査,溶接線上走査又はまたぎ走査を用いる探傷
法を適用する場合についても,受渡当事者間の協議によって決める。
8.2
対比試験片又は標準試験片の選定
8.2.1
斜角探傷における試験片の選定
探傷感度の調整には,RB-41A,RB-41B,RB-42,RB-43,RB-A6の対比試験片又はA2形系標準試験片
のいずれかをあらかじめ選定する。ただし,探傷面となる試験体の板厚が75 mm以上の場合,又はSTB
音速比の測定結果から屈折角の選定を表5の探傷屈折角とする場合は,RB-41A,RB-41B,RB-42又はRB-43
のいずれかを選定する。また,A2形系標準試験片を選定する場合は,使用する最大のビーム路程が150 mm
以下とする。
8.2.2
垂直探傷における試験片の選定
探傷感度の調整には,RB-41A又はRB-41Bを使用する。
8.3
探触子の選定
8.3.1
周波数
探触子の公称周波数は,2 MHz以上5 MHz以下とする。ただし,超音波の減衰の著しい試験体を探傷す
る場合には,周波数に依存する特性に留意した上で,2 MHzよりも低い公称周波数を使用することができ
4
Z 3060:2015
る。
なお,通常使用する公称周波数は,斜角探傷の場合,表1とし,垂直探傷の場合,表2とする。
表1−斜角探傷に通常使用する公称周波数
使用する最大のビーム路程
mm
公称周波数
MHz
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える
2
表2−垂直探傷に通常使用する公称周波数
使用する最大のビーム路程
mm
公称周波数
MHz
40以下
5
40を超え60以下
2又は5
60を超える
2
8.3.2
振動子の公称寸法
振動子の公称寸法は,次による。
a) 斜角探触子の振動子の公称寸法は,5 mm×5 mm以上20 mm×20 mm以下とする。通常使用する振動
子の公称寸法は,表3による。ただし,タンデム探傷に使用する探触子の振動子の公称寸法は,特に
規定しない。
b) 垂直探触子の振動子は円形とし,その公称寸法は,直径10 mm以上30 mm以下とする。通常使用す
る振動子の公称寸法は,表4による。
表3−斜角探触子に通常使用する振動子の公称寸法
公称周波数
MHz
振動子の公称寸法
mm
2〜2.5
14×14,20×20
3〜4
10×10,14×14,20×20
4.5〜5
5×5,10×10
表4−垂直探触子に通常使用する振動子の公称寸法
公称周波数
MHz
振動子の公称寸法(直径)
mm
2
20,28
5
10
8.3.3
屈折角
探傷に使用する屈折角は,次による。
a) 斜角探傷に使用する探触子の公称屈折角は,40°,45°,60°,65°又は70°とする。ただし,公称
屈折角40°は附属書D及び附属書Eだけに適用する。
5
Z 3060:2015
b) 公称屈折角60°,65°又は70°の探触子を使用して探傷する場合は,8.4の測定結果から,探触子の
屈折角を表5に基づいて選定する。
c) 公称屈折角45°の探触子を用いて探傷する場合は,STB音速比にかかわらずSTB屈折角45±2°以内
とする。
d) 探傷に使用する探触子の屈折角がSTB音速比から,STB屈折角となる場合は,探傷屈折角に置き換え
てもよい。
e) 試験体の板厚が75 mmを超える場合で,STB音速比(V/VSTB)が0.995以上1.005以下の場合は,STB
屈折角69°〜71°の探触子を使用してもよい。
表5−STB音速比による屈折角の選定
試験体の板厚
mm
STB音速比
探傷に適用する屈折角
6以上25以下
0.990未満
探傷屈折角63°以上72°以下
0.990以上1.020以下
STB屈折角63°以上72°以下
1.020を超える
探傷屈折角63°以上72°以下
25を超え75以下
0.995未満
探傷屈折角58°以上72°以下
0.995以上1.015以下
STB屈折角58°以上72°以下
1.015を超え1.025以下
STB屈折角58°以上67°以下
1.025を超える
探傷屈折角58°以上72°以下
75を超える
0.995未満
探傷屈折角58°以上67°以下
0.995以上1.025以下
STB屈折角58°以上67°以下
1.025を超える
探傷屈折角58°以上67°以下
8.3.4
SN比
SN比は,使用する探傷器と組み合わせて,基準感度におけるH線のゲインの値(S dB)と,使用する
ビーム路程の範囲で,最大ノイズエコー高さがH線に到達するよう感度を高め,その場合のゲインの値
(N dB)を測定し,(S−N dB)が−22 dB以下でなければならない。
8.3.5
垂直探触子の不感帯
垂直探触子の不感帯は,使用する探傷感度で送信パルス又は表面エコーの立上がりの点から,その後,
縁の高さが最後に20 %となる点までの距離(mm)とし,標準試験片などで校正された時間軸で読み取る。
不感帯の値は,公称周波数が5 MHzでは8 mm以下,2 MHzでは15 mm以下とする。
8.4
STB音速比の測定
8.4.1
STB音速比の測定条件
STB音速比の測定条件は,次による。
a) 測定対象部位は,探傷箇所とする。
b) 探傷面の温度は,探傷時の温度と同程度の状態で行う。
c) 探傷箇所当たりの測定箇所は,1か所とするが,試験体の状況によってそれを追加することができる。
8.4.2
STB音速比の測定装置
STB音速比の測定装置は,次による。
a) STB音速比(V/VSTB)の測定には,板厚又はビーム路程を有効数字が3桁以上表示できる超音波装置
(横波垂直探触子が使用できる超音波厚さ計又は探傷器)及び試験体中に横波を垂直に伝搬させる横波
垂直探触子を使用する。
6
Z 3060:2015
b) 板厚の測定には,縦波探触子(縦波垂直探触子又は二振動子形縦波垂直探触子)を用いた,有効数字
が3桁以上表示できる超音波厚さ計又は寸法測定器を使用する。
c) 横波垂直探触子には,振動方向を表示する。
d) 横波垂直探触子による測定には,横波用の接触媒質を使用する。
8.4.3
試験片及び試験体
STB音速比の測定は,A1形標準試験片,A2形系標準試験片又はA3形系標準試験片のいずれかを使用
し,試験体の測定は,適用する試験体の探傷面で行う。
8.4.4
試験体の探傷方向の確認
STB音速比の測定を行う前に,探傷方向とL,C及びQ方向との関係を,圧延方向の板取り又は横波垂
直探触子と超音波厚さ計又は探傷器との組合せで,横波音速差を測定することによって確認する。
8.4.5
STB音速比の測定方法
8.4.5.1
超音波厚さ計による方法
超音波厚さ計による方法は,次による。
a) 縦波探触子を使用する超音波厚さ計又は寸法測定器によって測定した試験体及び標準試験片の板厚
を,それぞれtM(mm),tSM(mm)とする。
b) 超音波厚さ計に使用する横波垂直探触子の振動方向が,試験体の探傷方向と一致するようにして得ら
れた板厚及び標準試験片で得られた板厚をそれぞれtS(mm),tSTB(mm)とする。
c) これらの比を式(1)によって小数点以下3桁まで求め,これをSTB音速比(V/VSTB)とする。
S
SM
STB
M
STB
t
t
t
t
V
V
×
×
=
········································································· (1)
8.4.5.2
探傷器による方法
探傷器による方法は,次による。
a) 縦波探触子を使用する超音波厚さ計又は寸法測定器によって測定した試験体及び標準試験片の板厚
を,それぞれtM(mm),tSM(mm)とする。
b) 探傷器に使用する横波垂直探触子の振動方向が,試験体の探傷方向と一致するようにして得られた第
1回底面エコーのビーム路程及び標準試験片で得られた第1回底面エコーのビーム路程を,それぞれ
WS(mm),WSTB(mm)とする。
c) これらの比を式(2)によって小数点以下3桁まで求め,これをSTB音速比(V/VSTB)とする。
S
SM
STB
M
STB
W
t
W
t
V
V
×
×
=
········································································ (2)
8.5
探傷屈折角の測定
8.5.1
探傷屈折角の算出
探傷方向がL又はC方向の場合の探傷屈折角は,8.4.5で求めたSTB音速比を用いて8.5.2によって算出
するか,又は8.5.3若しくは8.5.4によって求める。L方向とC方向との横波音速の差異がない場合のQ方
向の探傷屈折角は,同様に8.4.5で求めたSTB音速比を用いて8.5.2によって算出するか,又は8.5.3若し
くは8.5.4によって求める。L方向とC方向との横波音速に差異がある場合のQ方向の探傷屈折角は,8.5.3
又は8.5.4によって求める。
8.5.2
STB音速比による方法
STB音速比による探傷屈折角(θ)は,使用する探触子のSTB屈折角(θSTB)及びSTB音速比(V/VSTB)
から式(3)によって算出し,0.1°の単位で丸める。
7
Z 3060:2015
×
=
−
STB
STB
1
sin
sin
θ
V
V
θ
······························································ (3)
8.5.3
V透過法による方法
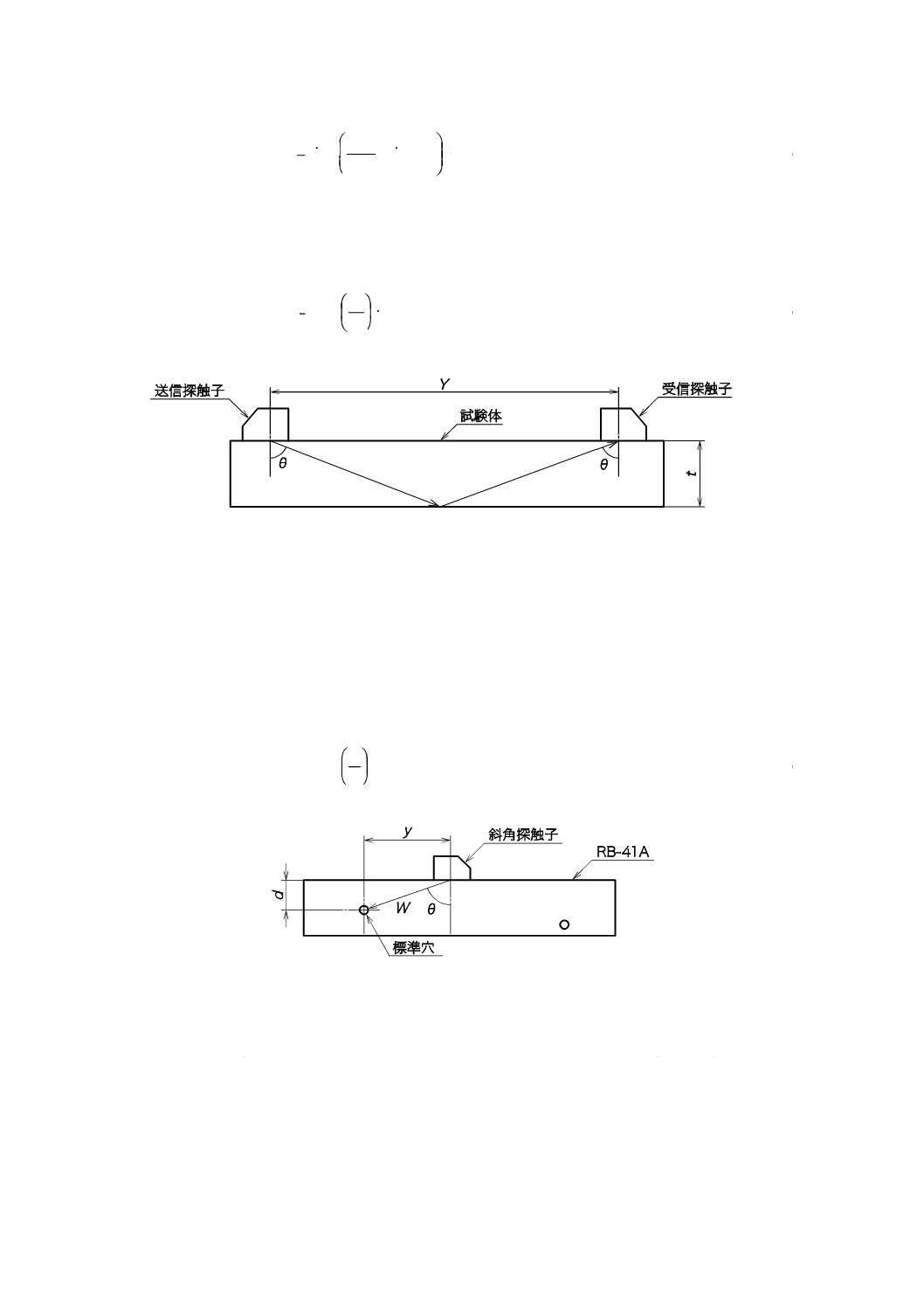
探傷に使用する斜角探触子と同じ形式の探触子を用いて,試験体の探傷面上,図1に示すV透過法の配
置で,最大透過パルス高さが得られるように探触子位置を調整する。このときの入射点間距離(Y)及び
実測板厚(t)から式(4)によって探傷屈折角(θ)を算出し,0.1°単位で丸める。
=
−
t
Y
2
tan1
θ
············································································ (4)
図1−V透過法の配置
8.5.4
対比試験片による方法
探傷に使用する斜角探触子及び試験体と同等の音響特性の鋼材で製作されたRB-41Aを用いて,図2に
示すように標準穴からのエコー高さが最大になるように探触子位置を調整する。このときの標準穴と入射
点との間の距離(y)及び標準穴の深さ位置(d)から式(5)によって探傷屈折角(θ)を算出し,0.1°単位
で丸める。曲率がある試験体の探傷における探傷屈折角の算出は,それぞれ附属書C又は附属書Dによっ
て求める。
=
−
d
y
1
tan
θ
············································································ (5)
図2−RB-41Aによる探傷屈折角の測定
8.6
検出レベルの選定
検出レベルは,探傷目的に従って,9.1.4によって作成されたエコー高さ区分線のM線を超えるものを
対象とするM検出レベル,又はL線を超えるものを対象とするL検出レベルのいずれかとする。
8.7
探傷の時期
溶接後熱処理などの指定がある場合の探傷の時期は,最終熱処理後とする。また,低温割れの発生が見
込まれる材料については,溶接完了後,必要な時間が経過した後,探傷を実施する。
8
Z 3060:2015
8.8
探傷面の手入れ
探傷面に,スパッタ及び/又は浮いたスケールが存在する場合は,除去する。探傷面の粗さ,さび及び
塗料の影響で伝達損失が12 dBを超える場合は,12 dBを超えない範囲に仕上げる。
8.9
母材の探傷
斜角探傷時に超音波が通過する部分の母材は,必要に応じてあらかじめ垂直探傷を行う。通常使用する
探触子は,板厚が60 mm以下の場合は,公称周波数5 MHz,振動子寸法φ20 mmとし,板厚が60 mmを
超える場合は,2 MHz,φ30 mmとする。探傷感度は,健全部の第1回底面エコー高さを80 %とする。き
ずの範囲は,エコー高さが20 %を超えるものとする。きずが検出された場合,記録する。きずの範囲が
100 mm2以上の場合,溶接部の探傷の妨害となるものとする。
探傷の妨害となるきずが検出された場合で,溶接部の探傷上問題となる場合は,必要に応じてビーム中
心軸が母材のきずを避けて溶接部全体を通過するように探傷面又は屈折角を変えて探傷するか,垂直探傷
又はその他の探傷方法に変えて探傷する。
9
超音波探傷装置の調整及び点検
9.1
斜角探傷
9.1.1
入射点の測定
入射点の測定は,A1形標準試験片又はA3形系標準試験片を用いて行う。入射点は,0.5 mm単位で読み
取る。
9.1.2
測定範囲の調整
測定範囲の調整は,A1形標準試験片又はA3形系標準試験片を用いて行う。
9.1.3
STB屈折角及び探傷屈折角の測定
9.1.3.1
STB屈折角の測定
STB屈折角の測定は,A1形標準試験片又はA3形系標準試験片を用いて行う。STB屈折角は,探傷作業
の環境温度下で測定し,0.1°単位で読み取る。
9.1.3.2
探傷屈折角の測定
探傷屈折角は8.5の探傷屈折角の測定によって行う。
9.1.4
エコー高さ区分線の作成
エコー高さ区分線の作成は,平板継手溶接部については附属書B,円周継手溶接部については附属書C,
長手継手溶接部については附属書Dによって行う。
9.1.5
領域区分の決定
9.1.5.1
H線,M線及びL線の決定
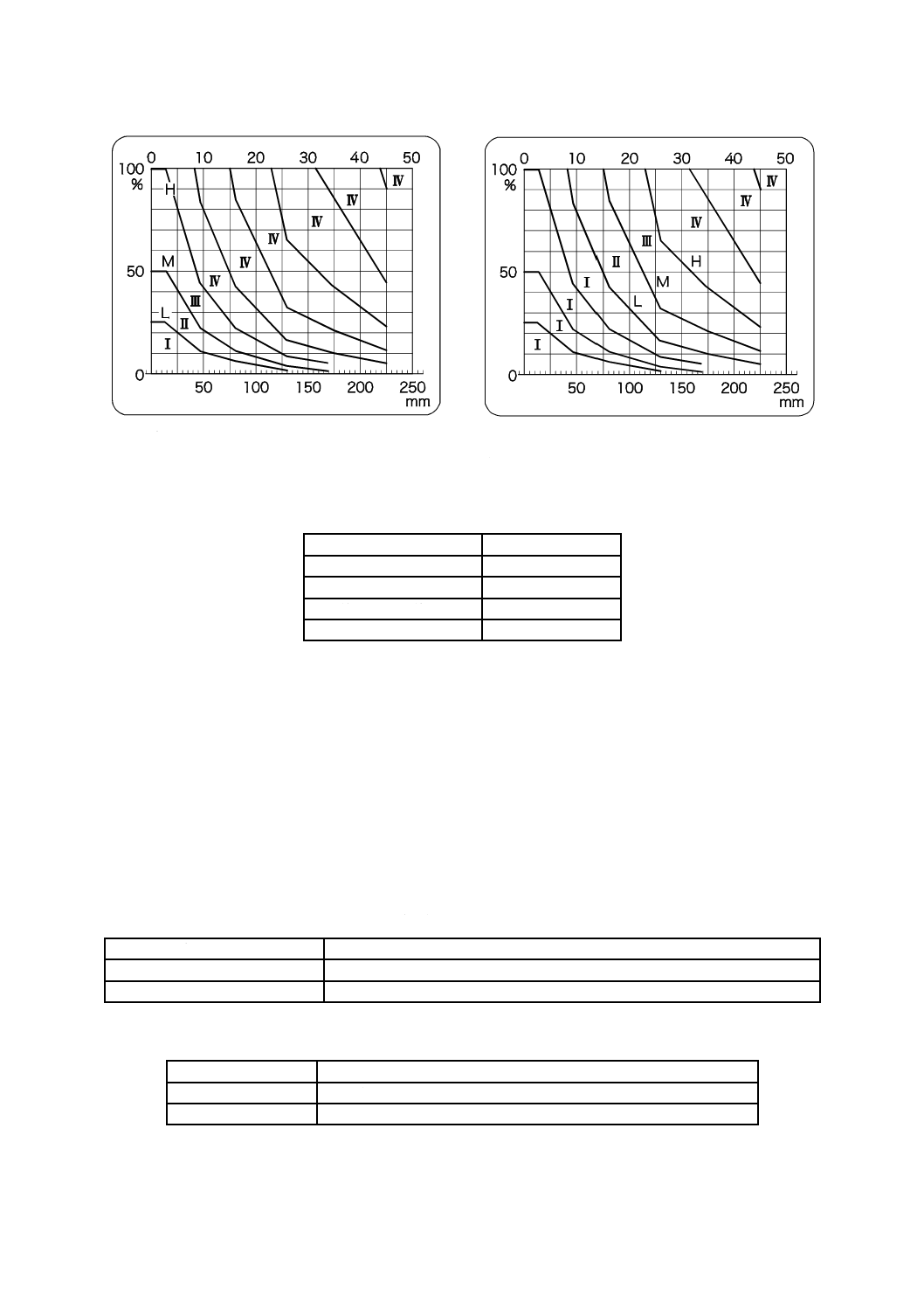
9.1.4で作成したエコー高さ区分線のうち,下位から3番目以上の線を選びH線とし,これを探傷感度を
調整するための基準線とする。H線より6 dB低いエコー高さ区分線をM線とし,12 dB低いエコー高さ区
分線をL線とする。L線は,きずエコーの評価に用いられるビーム路程の範囲で,その高さが10 %以上の
線とする(図3参照)。
9.1.5.2
領域区分
エコー高さの領域区分H線,M線及びL線で区切られたそれぞれの領域を,表6によって区分する(図
3参照)。
9
Z 3060:2015
a) 下から1番目の線をL線とした場合
b) 下から4番目の線をL線とした場合
図3−H線の選択及び領域区分の例
表6−エコー高さの領域区分
エコー高さの範囲
エコー高さの領域
L線以下
I
L線を超えM線以下
II
M線を超えH線以下
III
H線を超えるもの
IV
9.1.6
探傷感度の調整
探傷感度の調整は,エコー高さ区分線の作成に用いた試験片を使用し,附属書B〜附属書Dに規定する
方法による。ただし,斜め平行走査,またぎ走査及び溶接線上走査の探傷感度は,受渡当事者間の協議に
よる。
9.1.7
探傷装置の測定,調整及び点検
入射点,STB屈折角,測定範囲及び探傷感度は,作業開始時に測定及び調整する。また,これらは作業
開始後4時間以内ごと及び作業終了時に点検し,これらの条件の変化量を確認する。条件が変化している
場合は,表7〜表9の処置を行う。
表7−STB屈折角が維持されていない場合の処置
変化の範囲
処置の内容
公称屈折角の±2°以内
再調整して作業を継続する。
公称屈折角の±2°を超えるもの 交換又は補修を行い,直前の調整又は点検以降に実施した試験を再試験する。
表8−測定範囲が維持されていない場合の処置
変化の範囲
処置の内容
±2 %以内
再調整して作業を継続する。
±2 %を超えるもの
再調整し,直前の調整又は点検以降に実施した試験を再試験する。
10
Z 3060:2015
表9−探傷感度が維持されていない場合の処置
変化の範囲
処置の内容
±4 dB以内
再調整して作業を継続する。
4 dBを超える低下
再調整し,直前の調整又は点検以降に実施した試験を再試験する。
4 dBを超える増加
再調整し,直前の調整又は点検以降に実施した試験で得られたきずの指示部について再試験
する。
9.2
垂直探傷
9.2.1
測定範囲の調整
測定範囲は,A1形標準試験片などを用いて,探傷範囲を満足できる距離に調整する。
9.2.2
エコー高さ区分線の作成
エコー高さ区分線は,RB-41A又はRB-41Bを使用し,探傷に使用する探傷器及び探触子を用いて,附属
書Bで定められた方法で作成する。
9.2.3
領域区分の決定
9.2.3.1
H線,M線及びL線の決定
9.2.2で作成したエコー高さ区分線のうち,少なくとも,下位から3番目以上の線を選びH線とし,これ
を探傷感度を調整するための基準線とする。H線より6 dB低いエコー高さ区分線をM線とし,12 dB低い
エコー高さ区分線をL線とする。L線は,きずエコーの評価に用いられるビーム路程の範囲で,その高さ
が10 %以上の線とする(図4参照)。
9.2.3.2
領域区分
エコー高さの領域区分H線,M線及びL線で区切られたそれぞれの領域を,表6によって区分する(図
4参照)。
a) 下から1番目の区分線をL線とした場合
b) 下から2番目の区分線をL線とした場合
図4−領域区分の例
9.2.4
探傷感度の調整
探傷感度の調整は,エコー高さ区分線の作成に用いた試験片を使用し,適用する試験体に応じて,附属
書Bに規定する方法による。
11
Z 3060:2015
9.2.5
探傷装置の調整及び点検
測定範囲及び探傷感度は,作業開始時に調整する。また,これらは,作業開始後4時間以内ごと及び作
業終了時に点検し,その条件を確認する。条件が維持されていない場合は,表8及び表9の処置を行う。
10
探傷
10.1
一般事項
探傷方法はそれぞれ,平板継手溶接部は附属書B,円周継手溶接部は附属書C,長手継手溶接部は附属
書Dによる。
注記 鋼管分岐継手溶接部の探傷方法は附属書E,ノズル継手溶接部の探傷方法は附属書Fを参照。
10.2
斜角探傷
10.2.1
走査方法
探触子の走査方法は,きずの見落としのないように,通常,ジグザグ走査を適用する。きずが検出され
最大エコー高さを求める場合には,前後走査,左右走査,首振り走査,及び振子走査を用いる。横方形走
査,縦方形走査を適用する場合,及び横割れなどジグザグ走査で見落としがちなきずの検出に,斜め平行
走査,またぎ走査,及び溶接線上走査などを適用する場合は,あらかじめ受渡当事者間で協議して決める。
なお,またぎ走査を適用して探傷を行う場合の探傷感度の調整方法については,受渡当事者間で協議し
て決める。
10.2.2
きずの評価
10.2.2.1 評価の対象とするきず
評価の対象とするきずは,各附属書に規定する探傷感度に調整し,M検出レベルの場合には,最大エコ
ー高さがM線を超えるきずとし,L検出レベルを用いる場合には,最大エコー高さがL線を超えるきずと
する。
10.2.2.2 エコー高さの領域
最大エコー高さを示す位置に探触子を置き,その最大エコー高さがどの領域にあるかを読み取る。
異なる屈折角又は異なる探傷面で一つのきずを検出した場合,エコー高さの領域は,最も高い領域とす
る。
注記 きずの指示高さを測定する場合は,附属書H又は附属書Iを参照。
10.2.2.3 きずの指示長さ
きずの指示長さ(l)は,最大エコー高さを示す探触子溶接部距離において左右走査し,エコー高さがL
線を超える探触子の移動距離とする。この長さは1 mmの単位で測定する。この場合,前後走査を行うが,
首振り走査は行わない。ただし,公称周波数2 MHz〜2.5 MHzの探触子を使用する場合には,最大エコー
高さの1/2(−6 dB)を超える探触子の移動距離とする。一つのきずに対して,異なる屈折角の複数の探触
子で検出した場合,又は異なる探傷面からの探傷で検出した場合は,それぞれの探触子及び探傷面できず
の指示長さを求め,それぞれのきずの指示長さのうち,最大となるものを該当きずの指示長さとする。
10.2.2.4 きずの分類
きずの分類は,附属書Gによる。
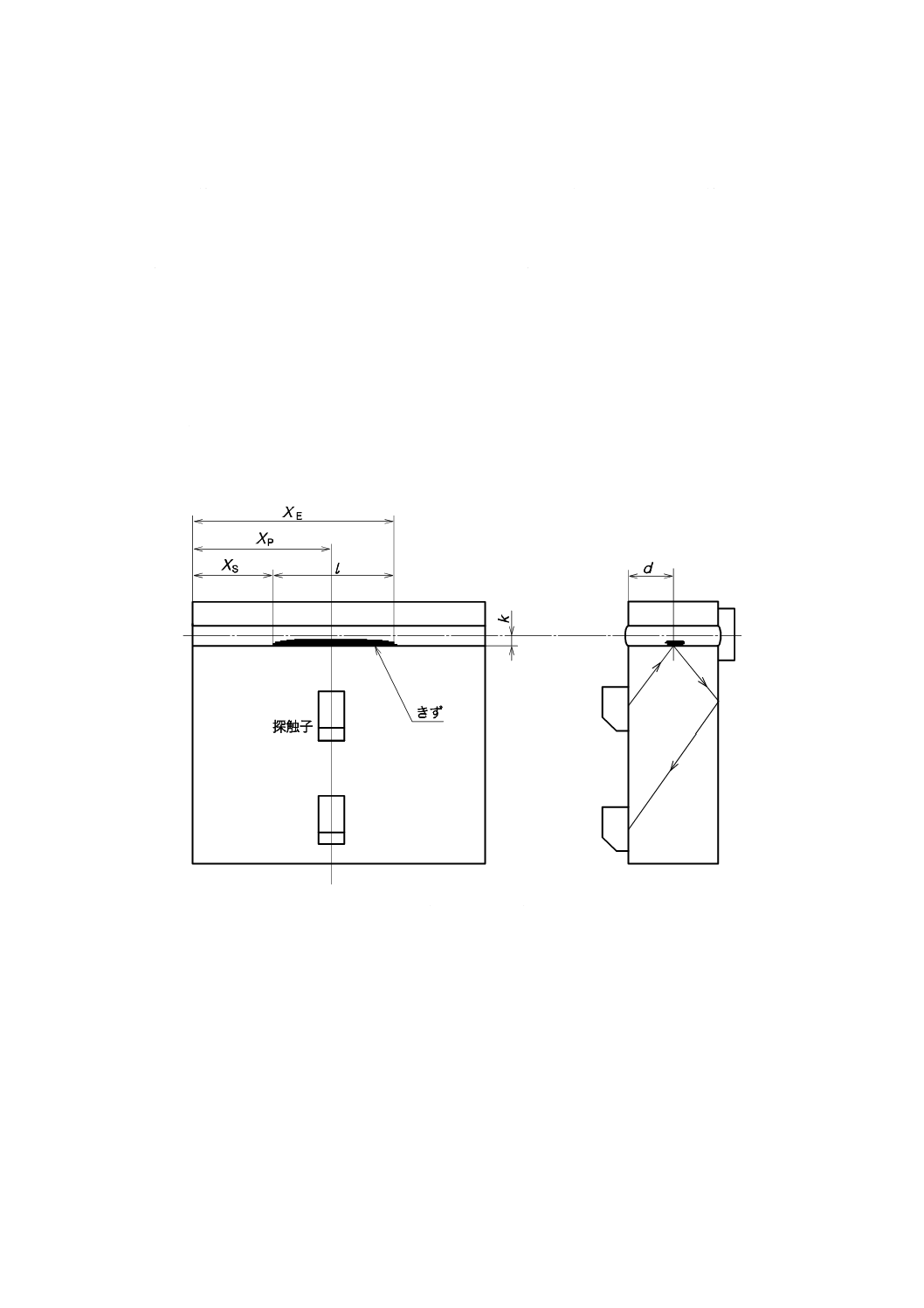
10.2.2.5 きず位置の表示
きず位置は,図5に示すように,断面での位置は,最大エコー高さを示す探触子の位置(XP)で得られ
るきずの深さ(d)及び溶接線に直角方向の位置(k)で表示し,溶接線と平行方向での位置は,最大エコ
ー高さを示す探触子の位置(XP)で表示する。きずの指示長さは,最大となるきずの指示長さの得られた
12
Z 3060:2015
始端(XS)及び終端(XE)で表示する。
図5−斜角探傷のきず位置の表示
10.3
垂直探傷
10.3.1
走査方法
探触子の走査方法は,きずの見落としのないように行う。
10.3.2
きずの評価
10.3.2.1 評価の対象とするきず
評価の対象とするきずは,9.2.4に規定する探傷感度に調整し,M検出レベルの場合には,最大エコー高
さがM線を超えるきずとし,L検出レベルの場合には,最大エコー高さがL線を超えるきずとする。
10.3.2.2 エコー高さの領域
最大エコー高さを示す位置に探触子を置き,その最大エコー高さがエコー高さ区分線のどの領域にある
かを読み取る。
10.3.2.3 きずの指示長さ
きずの指示長さは,最大エコー高さを示す位置の周囲を走査し,エコー高さがL線を超える探触子の移
動距離(長径)とする。ただし,探触子を接触させる部分の板厚が75 mm以上で,周波数2 MHzの探触
子を使用する場合のきずの指示長さは,最大エコー高さの1/2(−6 dB)を超える探触子の移動距離とする。
この長さは1 mmの単位で測定する。
10.3.2.4 きずの分類
きずの分類は,附属書Gによる。
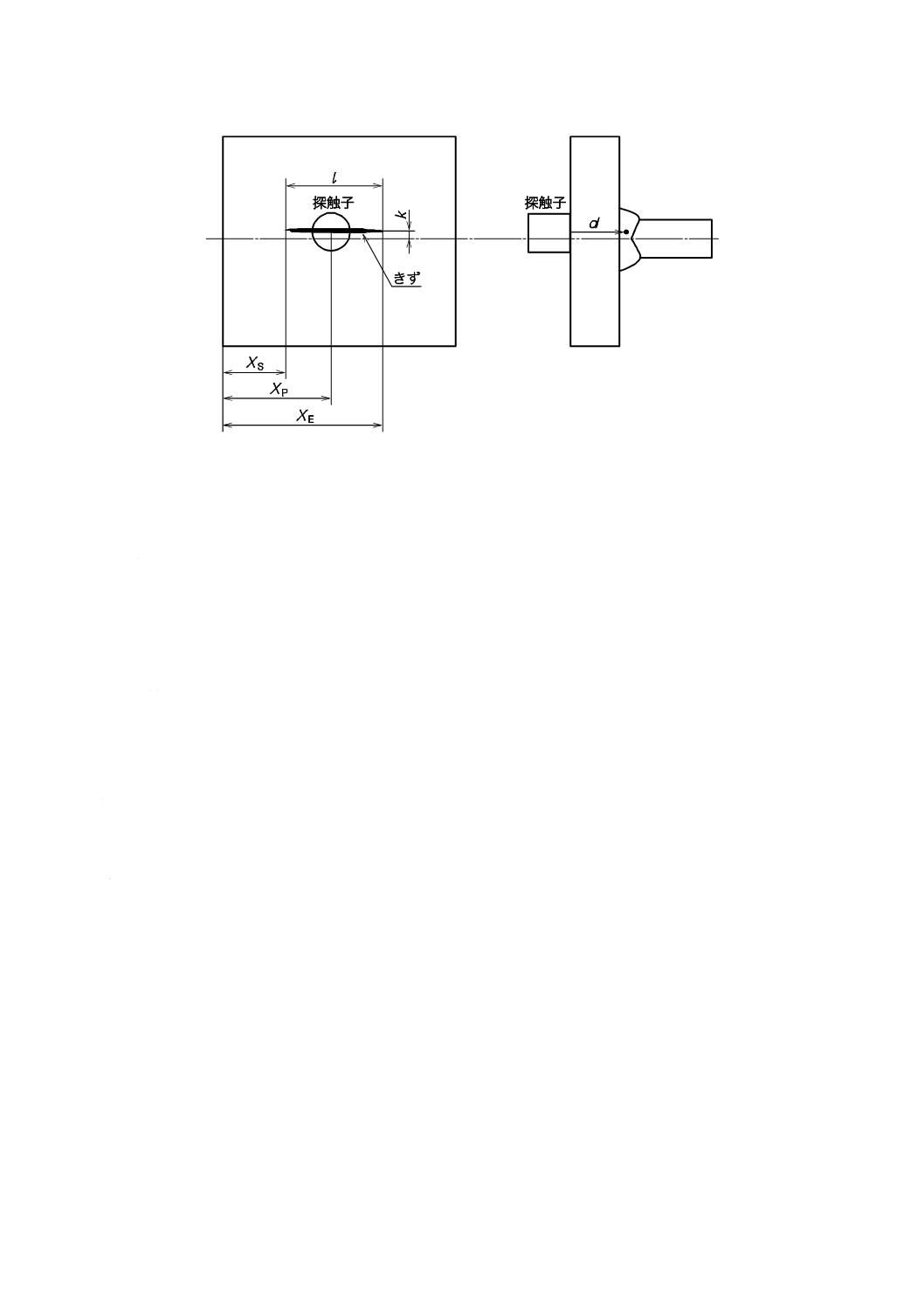
10.3.2.5 きず位置の表示
きず位置は,図6に示すように,断面での位置は,最大エコー高さを示す探触子の位置(XP)で得られ
るきずの深さ(d)で表示し,溶接線と平行方向での位置は,最大エコー高さを示す探触子の位置(XP)及
びきずの指示長さ(l)の始端(XS)及び終端(XE)で表示する。
13
Z 3060:2015
図6−垂直探傷のきず位置の表示
11
記録
探傷を行った後の記録には,次のうち必要な項目を記載する。
a) 試験年月日
b) 施工業者又は製造業者名
c) 工事又は製品名
d) 試験番号又は記号
e) 試験技術者の署名及び資格
f)
材質及び寸法
g) 溶接方法及び開先形状
h) 使用した探傷器名,識別記号,探傷器の性能及び点検日時
i)
使用した探触子の種類・記号・識別記号,探触子の性能,点検日時及びくさびの材質
j)
使用した対比試験片又は標準試験片の名称及び識別記号
k) 対比試験片の厚さ,曲率,探傷面の状態及びSTB音速比
l)
試験体の探傷面の状態及び手入れ方法
m) 試験体の探傷面温度
n) 探傷範囲
o) 接触媒質の種類,名称
p) 公称周波数及び試験周波数
q) 公称屈折角及びSTB屈折角
r) STB音速比及びその測定方法
s)
探傷屈折角及びその算出方法
t)
測定範囲
u) エコー高さ区分線使用の有無
v) 探傷感度
w) 感度補正量
x) 検出レベル
14
Z 3060:2015
y) 最大エコー高さを示す溶接線方向の探触子の位置,探触子溶接部距離,ビーム路程,最大エコー高さ
(領域),きずの指示長さ,きずの深さ,溶接線に直角方向の位置並びにきずの指示長さの始端及び終
端。
z) 合否及びその基準
aa) EDACを使用したときは,次の記録を行う。
1) 探傷器名及びEDAC使用時の性能
2) EDAC使用の旨の記録
ab) タンデム探傷法を適用した場合は,次の記録を行う。
1) 探傷不能領域
2) 探傷ジグの仕様
3) タンデム基準線の位置
4) きずの板厚方向の位置(深さ)
ac) その他の事項(指定事項,協議事項,立会,試験部位の抜取方式など。)
15
Z 3060:2015
附属書A
(規定)
探傷器及び探触子の機能及び性能
A.1 一般
この附属書は,この規格で使用する探傷器及び探触子の機能及び性能について規定する。
A.2 探傷器
A.2.1 探傷器に必要な機能
探傷器に必要な機能は,次による。
a) 探傷器は,一探触子法,二探触子法のいずれでも使用できるものとする。
b) ゲイン調整器は,1ステップ1 dB以下で,合計の調整量は,70 dB以上とする。
c) アナログ探傷器の場合,校正目盛板は,エコー高さ区分線などが書き込め,容易に着脱でき,視差に
よる測定誤差が小さいものとする。
d) 連続的に調整するつまみのうち,時間軸に関係があり,使用中に動く可能性のあるものは,ロック機
構が附属されていることが望ましい。
e) 広帯域探触子と組み合わせて使用する探傷器は,RF波形が表示又は出力できるものとする。
A.2.2 探傷器に必要な性能
探傷器に必要な性能は,次による。
a) 増幅直線性は,JIS Z 2352の6.2.2[増幅直線性(測定方法A)]で測定し,±3 %の範囲内とする。
b) 時間軸の直線性は,JIS Z 2352の6.1.1(時間軸直線性)で測定し,±1 %の範囲内とする。
c) 感度余裕値は,JIS Z 2352の6.5(垂直探傷の感度余裕値)で測定し,40 dB以上とする。
d) 電源電圧の変動に対する安定度は,JIS Z 2351の箇条6(安定性)で測定し,定格電圧±10 %の範囲
内での感度変化は,±1 dBの範囲内,時間軸の移動量は,フルスケールの±2 %の範囲内とする。
A.2.3 EDAC機能
EDAC(電子的距離振幅補償)機能を付加する探傷器は,EDAC機能を使用してよい。
A.2.4 探傷器の性能の点検
探傷器は,A.2.2に示すa)〜c) の事項について,JIS Z 2352の箇条7(定期点検)によって,装置の購入
時及び点検を行った日の翌月1日から起算して12か月以内ごとに点検し,A.2.2に規定する性能が維持さ
れていることを確認する。
A.3 探触子
A.3.1 探触子に必要な機能
探触子に必要な機能は,次による。
a) 探触子は,使用する探傷器に適合したものとする。
b) 入射点の測定を容易にするため,斜角探触子の両側には,1 mm間隔でガイド目盛が付けてあるもの
とする。
c) 斜角探触子の振動子の公称寸法は,8.3.2 a) による。
d) 垂直探触子の振動子は円形とし,その公称直径は,8.3.2 b) による。
16
Z 3060:2015
A.3.2 試験周波数
試験周波数は,公称周波数の90 %〜110 %の範囲内とする。周波数特性が広帯域の探触子は,JIS Z 2350
の7.1(周波数応答性)によって試験周波数を測定するか,又はJIS Z 2350の7.2(時間領域応答性)によ
ってピーク数を測定し,時間とピーク数との関係から周波数を算出し,試験周波数の代用とする。広帯域
の探触子の試験周波数は,公称周波数の80 %〜120 %の範囲とする。
A.3.3 斜角探触子に必要な性能
通常使用する斜角探触子に必要な性能は,次による。
なお,表A.1〜表A.4に規定されている振動子の公称寸法又は公称周波数以外の値のものを使用する場
合は,接近限界長さ,分解能及び不感帯は受渡当事者間の協議による。
a) 接近限界長さは,表A.1に示す値以内とする。ただし,タンデム探傷に使用する探触子の最小入射点
間距離は,公称周波数5 MHz,公称屈折角45°探触子の場合で20 mm以下,70°の場合で27 mm以
下,2 MHz,45°の場合は25 mm以下とする。
表A.1−接近限界長さ
振動子の公称寸法
mm
接近限界長さ
mm
20×20
25
14×14
20
10×10
15
5×5
7
b) 公称屈折角とSTB屈折角との差異は,気温又は標準試験片の温度が10〜30 ℃の範囲内において,±
2°の範囲とする。気温又は標準試験片の温度が10〜30 ℃の範囲外において公称屈折角とSTB屈折
角との差異の範囲を要求する場合は,受渡当事者間の協議による。
c) 分解能は,使用する探傷器と組み合わせて,JIS Z 2352の6.4(斜角探傷における分解能)によって測
定し,表A.2に示す値とする。
ただし,2〜2.5 MHzの分解能については,JIS Z 2352の対比試験片RB-RD又はRB-HSを使用して
測定し,3〜4 MHz,4.5〜5 MHzの分解能については,JIS Z 2352の対比試験片RB-RDを使用して測
定する。
表A.2−斜角探触子の分解能
公称周波数
MHz
分解能
mm
2〜2.5
9以下
3〜4
7以下
4.5〜5
5以下
d) 不感帯は,使用する探傷器と組み合わせたとき,JIS Z 2350の8.3.7(不感帯)によって測定し,表
A.3に示す値以下とする。
振動子の公称寸法が5 mm×5 mmの場合には,使用する探傷感度で測定する。
タンデム探傷に使用する探触子の不感帯は,規定しない。
17
Z 3060:2015
表A.3−斜角探触子の不感帯
公称周波数
MHz
振動子の公称寸法
mm
不感帯
mm
2〜2.5
14×14
20×20
25
15
3〜4
10×10
14×14
20×20
25
15
10
4.5〜5
5×5
10×10
8
10
e) ビーム中心軸の偏りは,JIS Z 2350の8.3.4(非集束探触子のビーム中心軸の偏り角)2)(STB-A1を
用いる場合)で測定し,この角度が2°を超えないものとする。
A.3.4 垂直探触子に必要な性能
垂直探触子の分解能は,使用する探傷器と組み合わせたとき,JIS Z 2352の6.3.3[分解能測定方法A
(RB-RA形対比試験片)]によって測定し,表A.4に示す値とする。
表A.4−垂直探触子の分解能
公称周波数
MHz
分解能
mm
2
9以下
2超え5未満
7以下
5
6以下
A.3.5 斜角探触子の性能の点検
斜角探触子は,A.3.2及びA.3.3に示す事項について,表A.5に規定した時期に点検し,A.3.2及びA.3.3
に規定する性能が維持されていることを確認する。
表A.5−斜角探触子の性能点検時期
点検項目
点検時期
公称屈折角とSTB屈折角との差異
ビーム中心軸の偏り
接近限界長さ
分解能
不感帯
購入時及び点検を行った日の翌月1日から起算して12か月以内ごと。
ただし,補修を行った場合にはその直後。
試験周波数 (狭帯域)
(広帯域)
購入時
購入時及び点検を行った日の翌月1日から起算して12か月以内ごと。
A.3.6 垂直探触子の性能の点検
垂直探触子は,A.3.2及びA.3.4に示す事項について,表A.6に規定した時期に点検し,A.3.2及びA.3.4
に規定する性能が維持されていることを確認する。
18
Z 3060:2015
表A.6−垂直探触子の性能点検時期
点検項目
点検時期
分解能
購入時及び点検を行った日の翌月1日から起算して12か月以内ごと。
ただし,補修を行った場合にはその直後。
試験周波数 (狭帯域)
(広帯域)
購入時
購入時及び点検を行った日の翌月1日から起算して12か月以内ごと。
19
Z 3060:2015
附属書B
(規定)
平板継手溶接部の探傷方法
B.1
一般
この附属書は,平板突合せ継手溶接部,T継手溶接部,角継手溶接部,探傷面の曲率半径が1 000 mm以
上の円周継手溶接部及び1 500 mm以上の長手継手溶接部の超音波斜角探傷試験,垂直探傷試験及びタン
デム探傷試験方法について規定する。
B.2
斜角探傷
B.2.1 対比試験片及び標準試験片
探傷感度の調整に使用する対比試験片及び標準試験片は,表B.1及び図B.1に示すRB-41A,RB-41B又
はA2形系標準試験片若しくはA3形系標準試験片とする。RB-41Aは,試験体と同等の音響特性の鋼材及
び探傷面の状態で,曲率をもたないものとする。試験体との音速差は±2 %以内,感度補正量の差が±2 dB
以内とする。
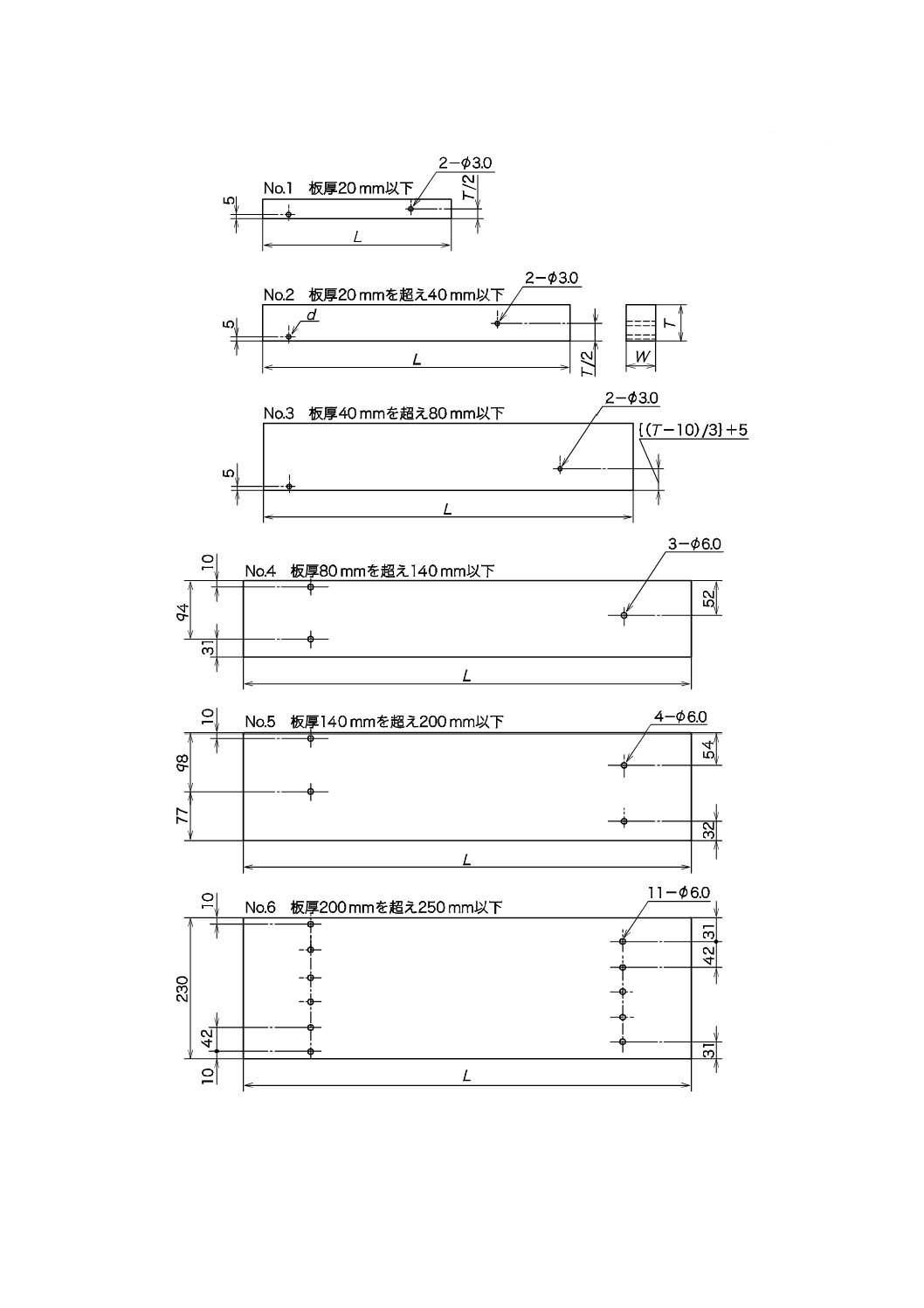
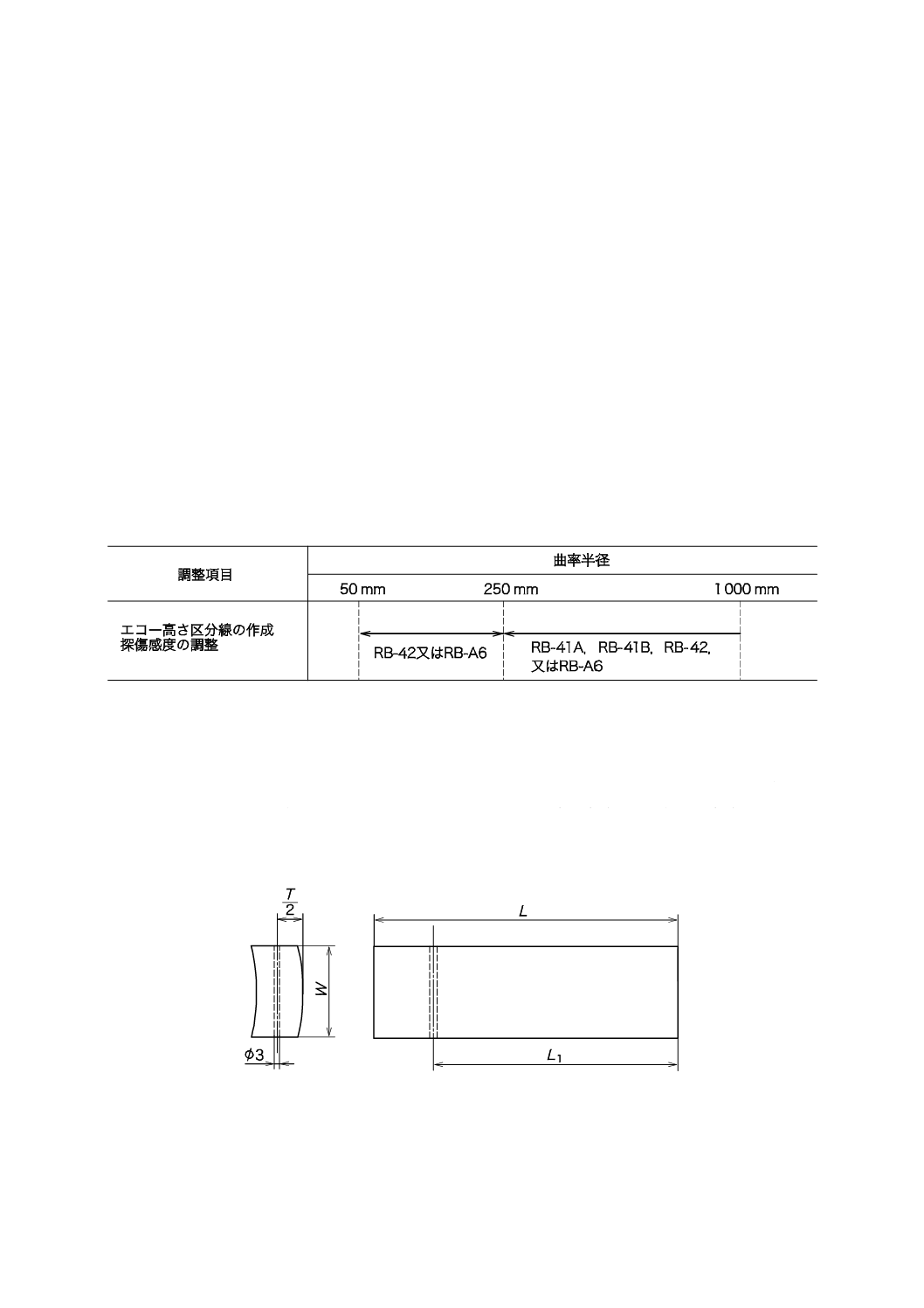
表B.1−対比試験片RB-41A及びRB-41Bの寸法
単位 mm
試験片の番号
試験体の厚さ
t
対比試験片の厚さ
T
標準穴の直径
d
No.1
20以下
19又はt±10 %
3.0
No.2
20を超え40以下
38又はt±10 %
3.0
No.3
40を超え80以下
75又はt±10 %
3.0
No.4
80を超え140以下
125又はt±10 %
6.0
No.5
140を超え200以下
175又はt±10 %
6.0
No.6
200を超え250以下
225又はt±10 %
6.0
No.7
250を超えるもの
t±10 %
6.0
20
Z 3060:2015
単位 mm
図B.1−対比試験片RB-41A及びRB-41Bの寸法の例
21
Z 3060:2015
L: 対比試験片の長さ。対比試験片の長さは,使用するビーム路程による。感度補正のV透過を行う長さ又はそ
の2倍の長さ以上とする。
T: 対比試験片の厚さ
d: 標準穴の直径
W: 試験片の幅
W>2×λ×S/D
λ: 波長
S: 使用する最大のビーム路程
D: 振動子の幅
注記 No.4及びNo.5は反転して利用し,No.6は片面からの探傷とする。
図B.1−対比試験片RB-41A及びRB-41Bの寸法の例(続き)
B.2.2 探触子
B.2.2.1 周波数の選定
使用する斜角探触子の公称周波数は,8.3.1による。
B.2.2.2 振動子寸法の選定
使用する斜角探触子の振動子の公称寸法は,8.3.2による。
B.2.2.3 屈折角の選定
使用する斜角探触子の公称屈折角は8.3.3 b) による。
なお,試験体の板厚が75 mmを超える場合は,表5で選定する屈折角のほかに公称屈折角45°を併用
する。
B.2.3 探傷装置の調整
B.2.3.1 入射点
入射点の測定は,9.1.1による。
B.2.3.2 測定範囲の調整
測定範囲の調整は,9.1.2によって行い,表B.2に示す探傷範囲を満足する最大ビーム路程以上で,過大
とならない範囲とする。
22
Z 3060:2015
表B.2−探傷面,探傷範囲及び周波数
継手の種類
探傷面
探傷範囲
使用する最大のビーム路程
mm
周波数
MHz
突合せ継手
片面両側
直射法及び1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
両面両側
直射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
T継手
片面片側
直射法及び1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
両面片側
直射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
角継手
(閉断面の場合)
片面片側
直射法及び1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
B.2.3.3 STB屈折角及び探傷屈折角の測定
STB屈折角及び探傷屈折角の測定は,9.1.3による。標準試験片との音速差をもつ試験体(表5において,
探傷屈折角による規定がなされているSTB音速比の範囲の試験体をいう。)の場合の探傷屈折角は,RB-41A
又は試験体において,探傷方向で測定する。
B.2.3.4 エコー高さ区分線の作成
エコー高さ区分線の作成手順は,次による。
a) エコー高さ区分線の作成は,RB-41A又はRB-41Bを使用する場合,それぞれの試験片の標準穴を用い,
A2形系標準試験片を使用する場合,φ4×4 mmの標準穴を用いる。
なお,探傷時のビーム路程範囲の記録点のエコー高さと事前に作成したエコー高さ区分線との差異
が,±2 dB以内であれば,事前に作成したエコー高さ区分線を使用してもよい。作成されたエコー高
さ区分線は,表示器上に表示する。
b) エコー高さ区分線の作成に当たっては,図B.2 a) 及び図B.3 a) に示す位置で探触子を走査し,それぞ
れの最大エコー高さを表示器に記録する。図B.2 b) 及び図B.3 b),c) に示すこれらの各点を結び,エ
コー高さ区分線とする。ただし,不感帯に含まれる標準穴は記録しない。
c) エコー高さ区分線の範囲は,使用するビーム路程より大きい範囲とする。
d) エコー高さ区分線は,表示器の10〜100 %の範囲を含むように作成する。
e) ゼロ目盛から最もビーム路程の短い記録点までの範囲は水平の線とする。
f)
エコー高さ区分線の本数は,6 dBずつ異なるエコー高さ区分線を3本以上作成する。
23
Z 3060:2015
a) 探触子の走査位置
b) 2C20×20A65の例
注記1 ①〜⑤は探触子の走査位置を示す。
注記2 探触子記号2C20×20A65は,JIS Z 2350の5.(探触子の表示法)で規定されており,公称周波数:2 MHz,
振動子材料:ジルコンチタン酸鉛系以外の磁器,振動子寸法:20×20 mm,斜角探触子(A),公称屈折
角:65度を示している。
図B.2−RB-41 No.3によるエコー高さ区分線の作成例
a) 探触子の走査位置
図B.3−STB-A2によるエコー高さ区分線の作成例
24
Z 3060:2015
b) 5C10×10A70の例
c) 2C14×14A65の例
図B.3−STB-A2によるエコー高さ区分線の作成例(続き)
B.2.3.5 領域区分の決定
領域区分の決定は,9.1.5による。
B.2.3.6 探傷感度の調整
B.2.3.6.1 RB-41による場合
B.2.3.6.1.1 RB-41A
標準穴のエコー高さが,H線に一致するようにゲインを調整し,探傷感度とする。B.2.1に規定する
RB-41AのNo.4〜No.7の直径6.0 mmの標準穴を使用する場合は,横穴の径の違いによる感度補正量を3 dB
加える。
B.2.3.6.1.2 RB-41B
標準穴のエコー高さが,H線に一致するようにゲインを調整し,必要に応じて感度補正量を加え,その
条件を探傷感度とする。感度補正量の求め方は,B.2.3.7による。感度補正量の合計値が2 dBを超える場
合には,感度の補正を行う。B.2.1に規定するRB-41BのNo.4〜No.7の直径6.0 mmの標準穴を使用する場
合は,横穴の径の違いによる感度補正量を3 dB加える。
B.2.3.6.2 A2形系標準試験片による場合
使用する最大ビーム路程が150 mm以下の場合に適用する。公称屈折角70°を使用する場合は,φ4×4
mmの標準穴のエコー高さが,H線に一致するようにゲインを調整し,必要に応じて感度補正量を加え,
その条件を探傷感度とする。
公称屈折角65°を使用する場合は,φ4×4 mmの標準穴のエコー高さが,M線に一致するようにゲイン
を調整し,必要に応じて感度補正量を加え,その条件を探傷感度とする。
公称屈折角45°を使用する場合は,φ4×4 mmの標準穴のエコー高さが,H線に一致するようにゲイン
を調整した後,ゲインを6 dB上げ,必要に応じて感度補正量を加え,その条件を探傷感度とする。
感度補正量の求め方は,B.2.3.7による。感度補正量の合計値が2 dBを超える場合には,感度の補正を
行う。
なお,公称屈折角60°は,A2形系標準試験片を使用して,感度調整を行わないものとする。
B.2.3.7 感度補正量の求め方
感度補正量の求め方は,次による。
25
Z 3060:2015
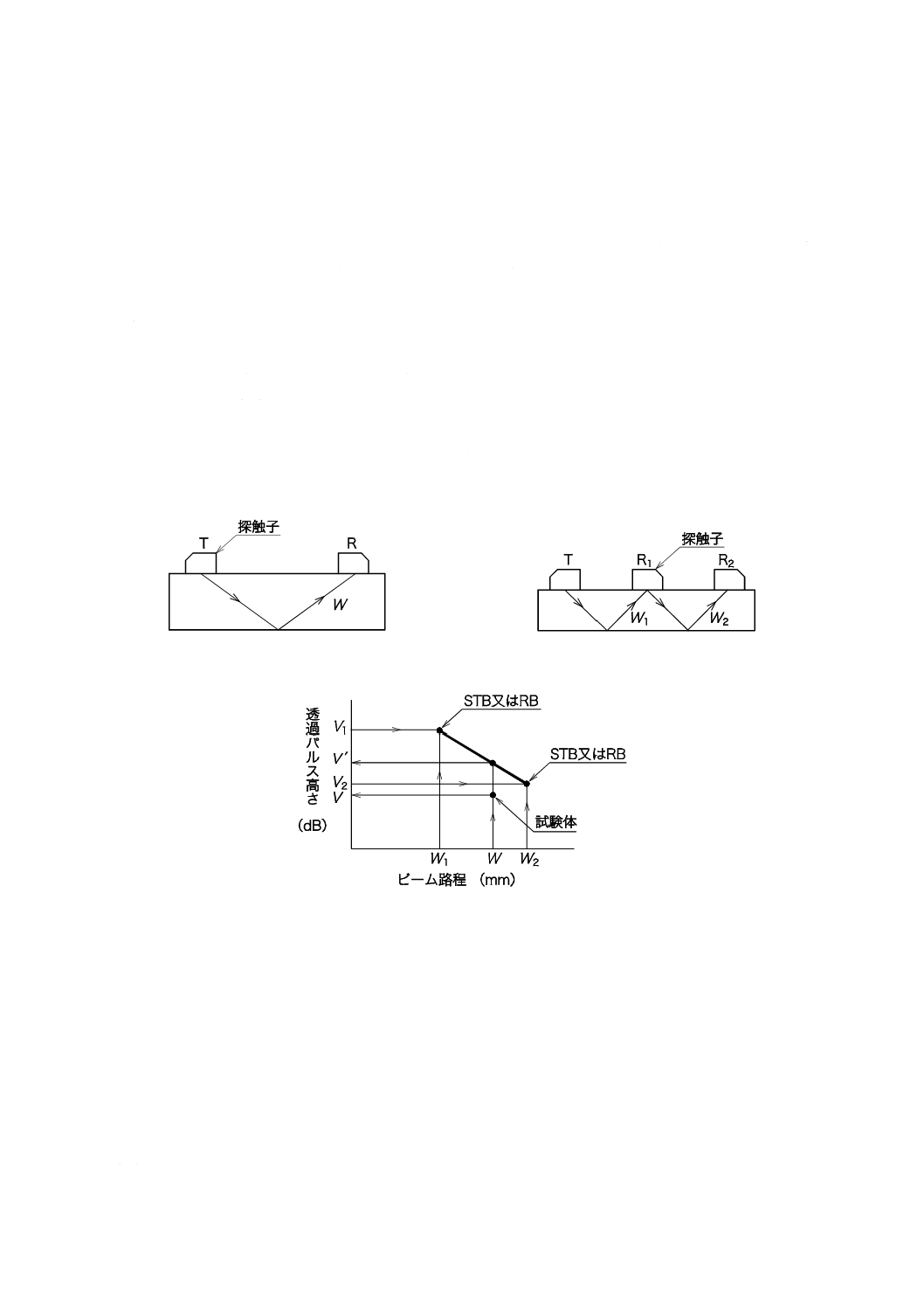
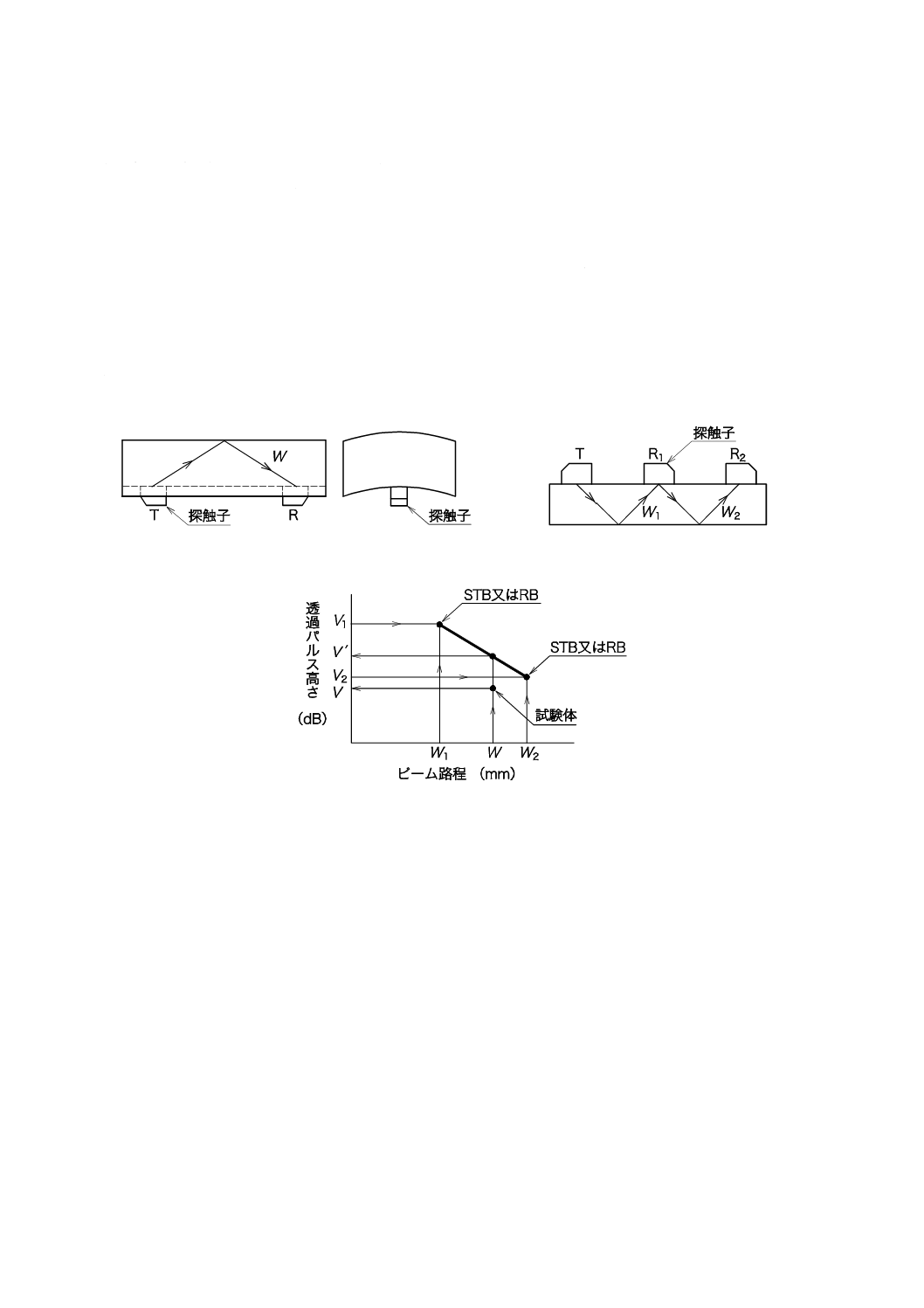
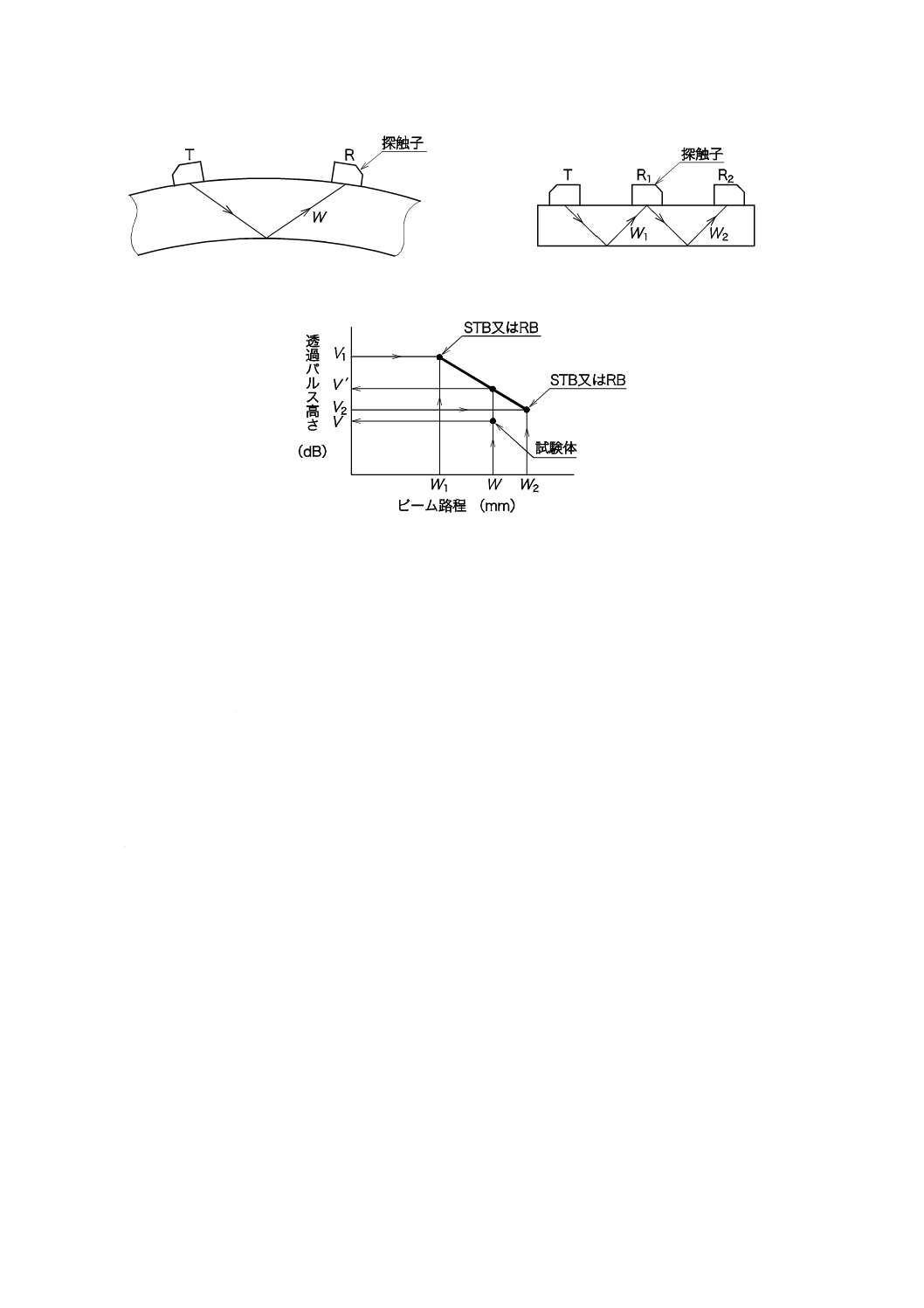
a) 使用する測定範囲に調整した後,探傷に使用する探触子及びそれと同じ形式の探触子を二探触子法で
使用する。
b) 実際の試験体上において,図B.4 a) に示す配置で,透過パルスが最も高くなるように探触子間距離を
調整する。この最大透過パルスの高さを50 %にし,ゲインの値V(dB)を読み取る。
c) 対比試験片,A1形標準試験片又はA2形系標準試験片上において,図B.4 b) に示す配置で,上述の
b) と同様な手順によって,受信側探触子がR1位置で透過パルスが最も高くなるように探触子間距離
を調整し,透過パルス高さを50 %にするゲインの値V1(dB)及びR2位置における透過パルスの高さ
を50 %にするゲインの値V2(dB)を読み取る。
d) 両者のビーム路程が一致していない場合は,図B.4 c) に示すように,試験体におけるビーム路程の前
後となるビーム路程におけるV' の値を読み取る。
e) |V'−V|の値を感度補正量とする。
f)
斜角探触子のくさびの材質がポリスチレンで,接触媒質にグリセリンペースト又は濃度75 %(体積分
率75 %)以上のグリセリン水溶液を使用し,探傷面の最大表面粗さが100 μmRz以下では,伝達損失
の補正を必要としない。
a) 試験体
b) STB又はRB
c) 感度補正量(V'−V)
図B.4−感度補正量の求め方
B.2.4 探傷方法
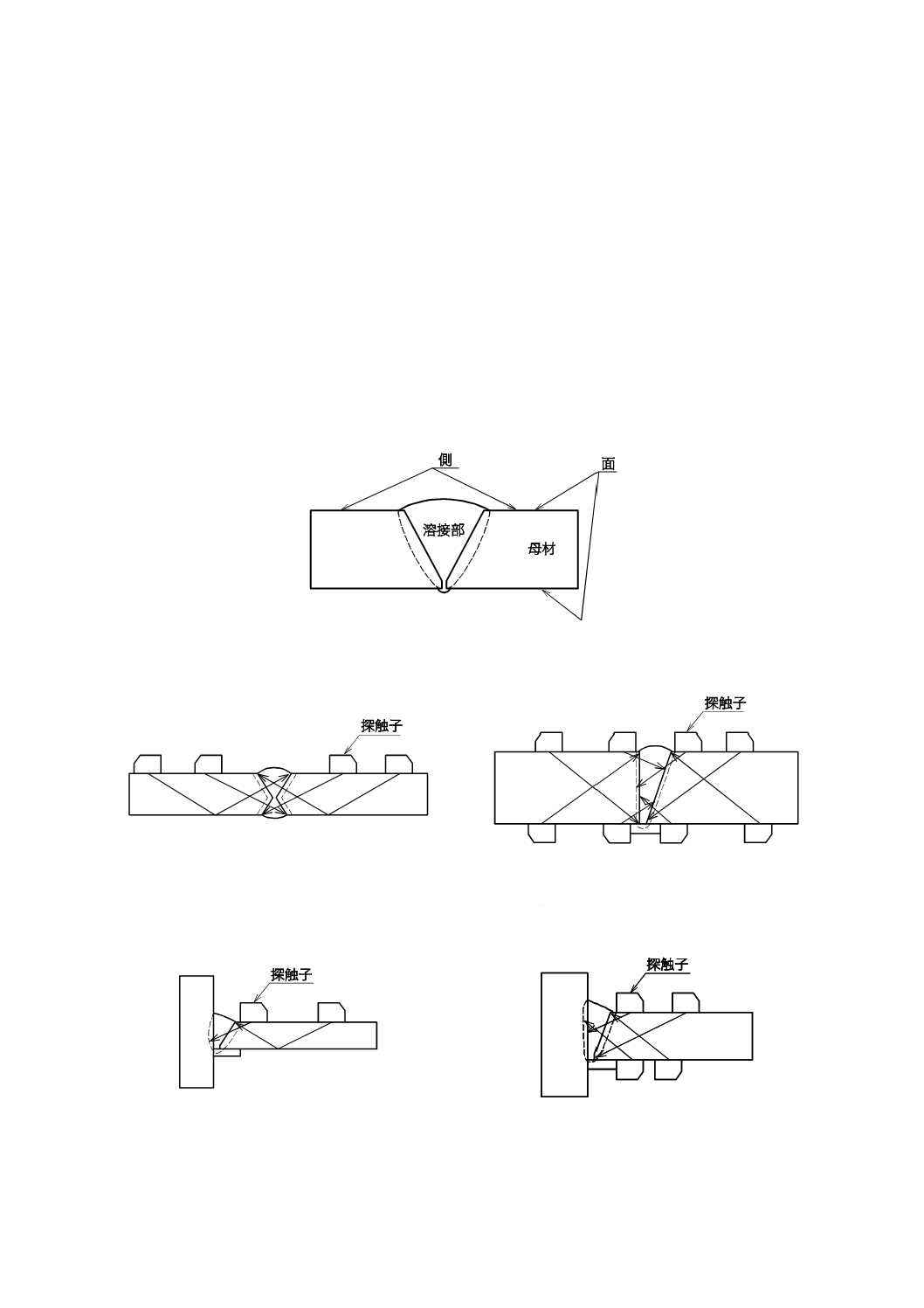
B.2.4.1 探傷面
探傷面は,表B.2による。T継手及び角継手の場合,一探触子斜角探傷法を適用する場合の探傷面は,
開先を取る側の部材面とするが,必要な場合,その他の面からの探傷を追加してもよい。
なお,面及び側は,図B.5による。
B.2.4.2 探傷方向
探傷方向は,きずの傾きによるきずの見落としを防ぐため,図B.6〜図B.8に示すように,2方向以上の
超音波ビームで行う。
26
Z 3060:2015
B.2.4.3 走査方法
探触子の走査方法は,10.2.1による。
B.2.4.4 走査範囲
探触子の走査範囲は表B.2の探傷範囲を満足するものとする。
B.2.4.5 走査速度
走査速度は,探傷に支障を来さない速度とする。
B.2.5 きず位置の推定方法
きずを検出した場合のきず位置は,探触子溶接部距離,ビーム路程及び9.1.3によって測定された屈折角
から推定する。
B.2.6 きずの評価
きずの評価は10.2.2による。
図B.5−面及び側
a) 片面両側の探傷
(使用する最大のビーム路程が250 mm以下の場合)
b) 両面両側の探傷
(使用する最大のビーム路程が250 mmを超える場合)
図B.6−突合せ継手溶接部の探傷方法例
a) 片面片側の探傷
(使用する最大のビーム路程が250 mm以下の場合)
b) 両面片側の探傷
(使用する最大のビーム路程が250 mmを超える場合)
図B.7−T継手溶接部の探傷方法例
27
Z 3060:2015
図B.8−閉断面の角継手溶接部の探傷方法例
B.3
垂直探傷
B.3.1 対比試験片
探傷感度の調整に使用する対比試験片は,表B.1及び図B.1に示すRB-41A又はRB-41Bとする。ただ
し,端面を用いて感度調整をする場合は,端面の表面粗さを25 μmRz以下とする。
B.3.2 探触子
B.3.2.1 周波数の選定
使用する垂直探触子の公称周波数は,表2による。
B.3.2.2 振動子寸法の選定
使用する垂直探触子の振動子の公称寸法は,表4による。
B.3.3 探傷装置の調整
B.3.3.1 測定範囲の調整
測定範囲の調整は,9.2.1によって行い,表B.3に示す探傷範囲を満足する最大ビーム路程以上で,過大
とならない範囲とする。
表B.3−探傷面,探傷範囲及び周波数
継手の種類
探傷面
探傷範囲
使用する最大のビーム路程
mm
周波数
MHz
T継手
片面
母材表面(図B.9)
探傷面〜設計溶接
溶込み部
40以下
5
40を超え60以下
2又は5
60を超える場合
2
角継手
(閉断面の場合)
片面
母材表面(図B.10)
探傷面〜設計溶接
溶込み部
40以下
5
40を超え60以下
2又は5
60を超える場合
2
28
Z 3060:2015
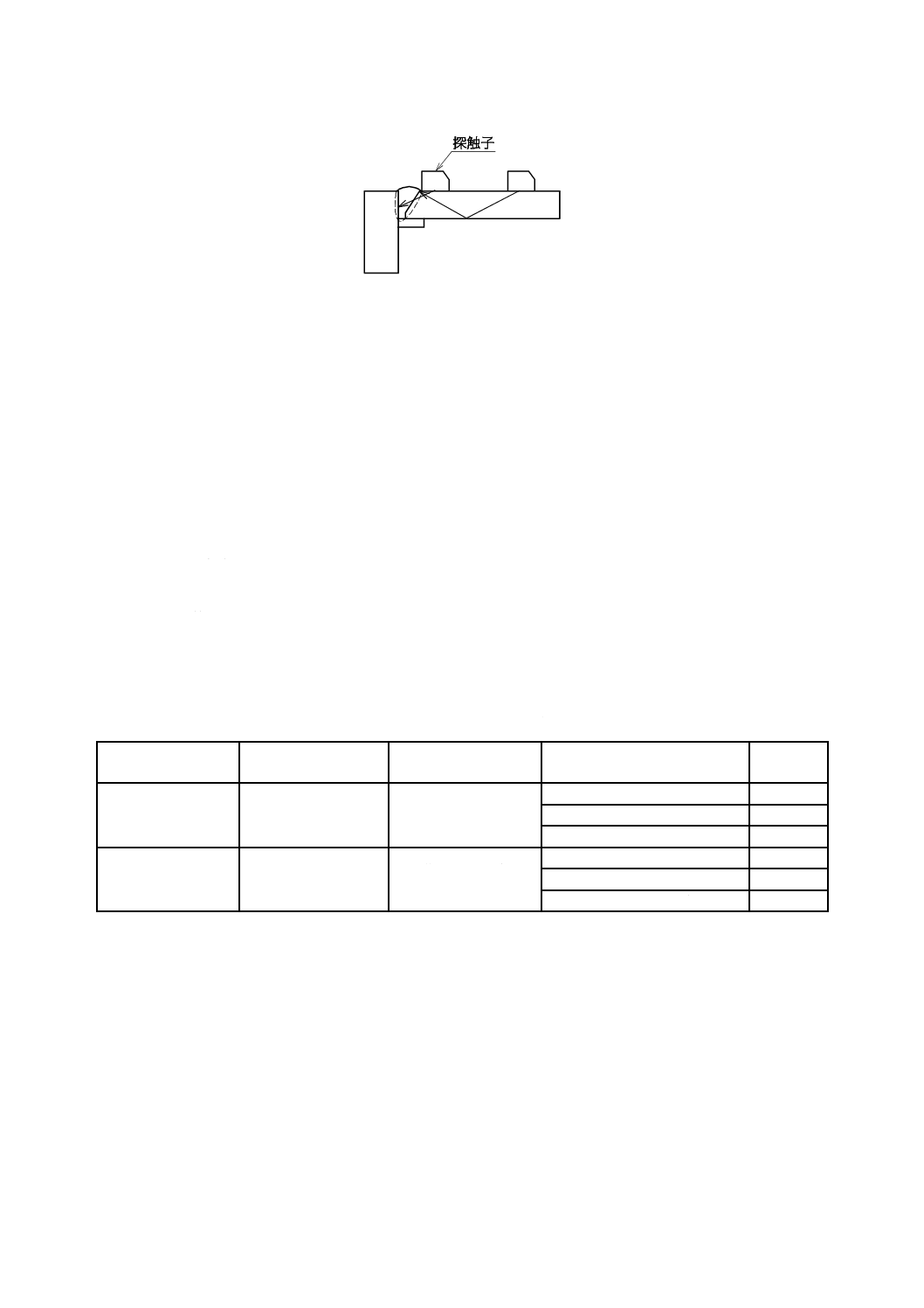
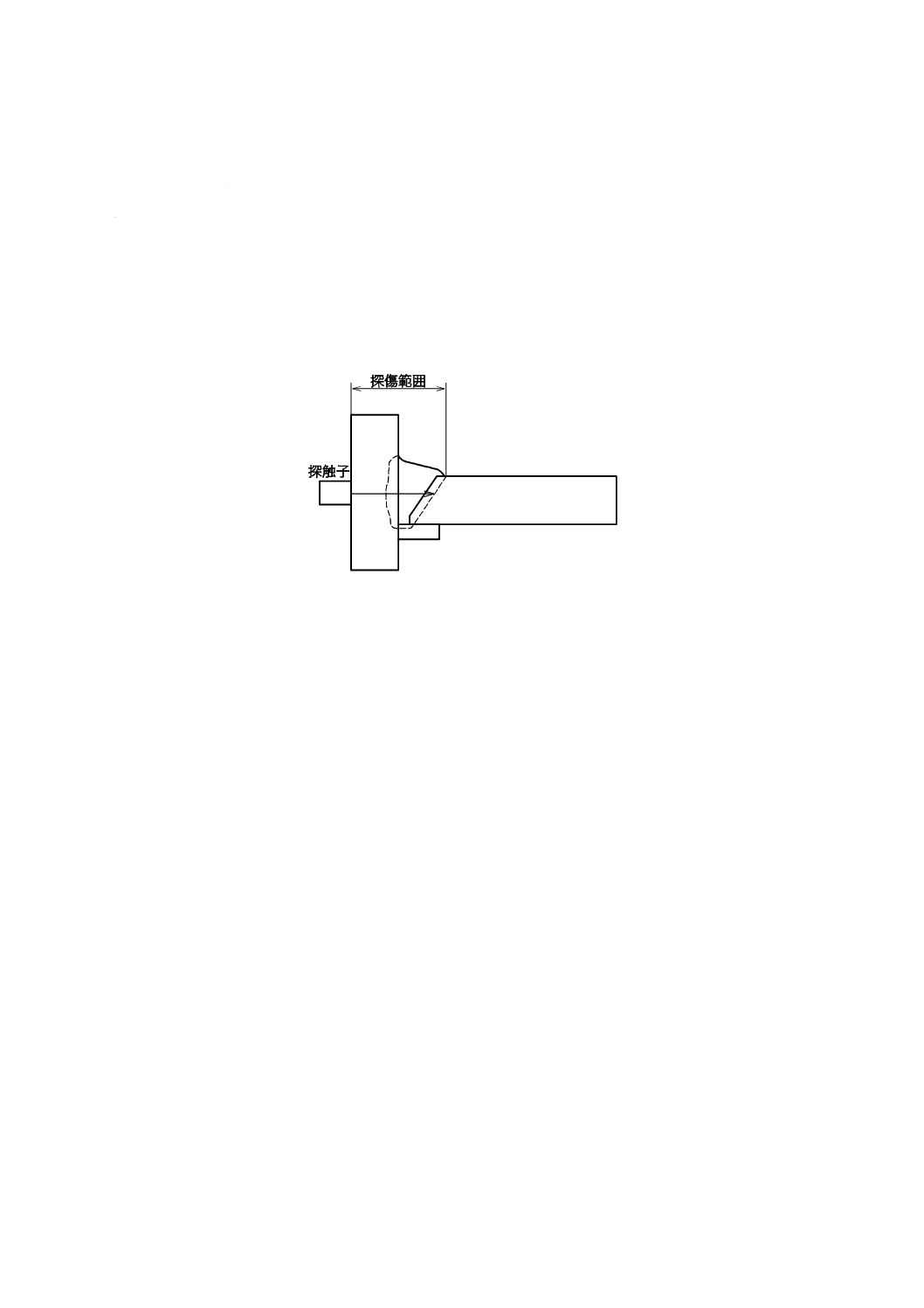
図B.9−T継手溶接部垂直探傷の探触子配置
図B.10−角継手溶接部垂直探傷の探触子配置
B.3.3.2 エコー高さ区分線の作成
エコー高さ区分線の作成は,次による。
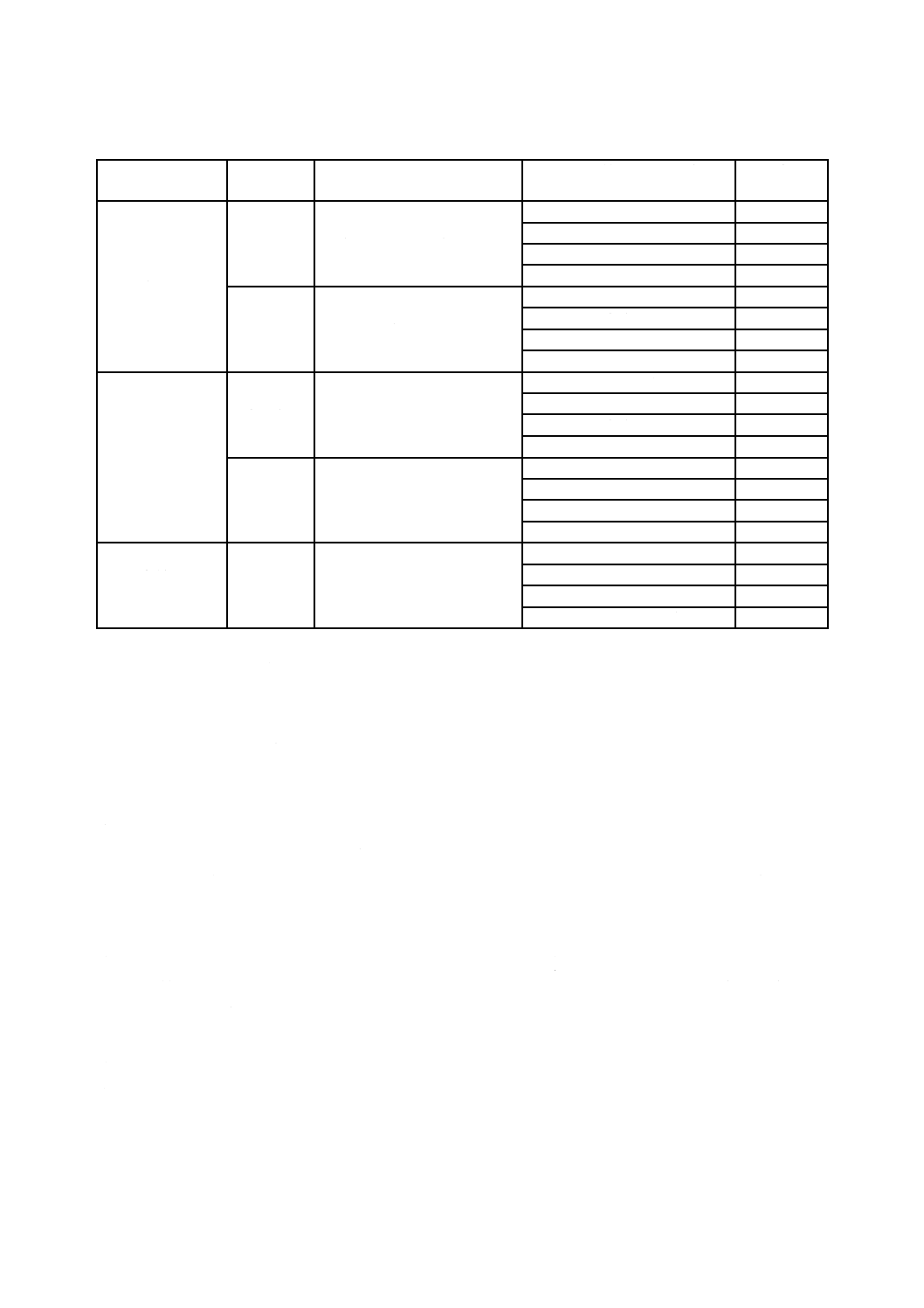
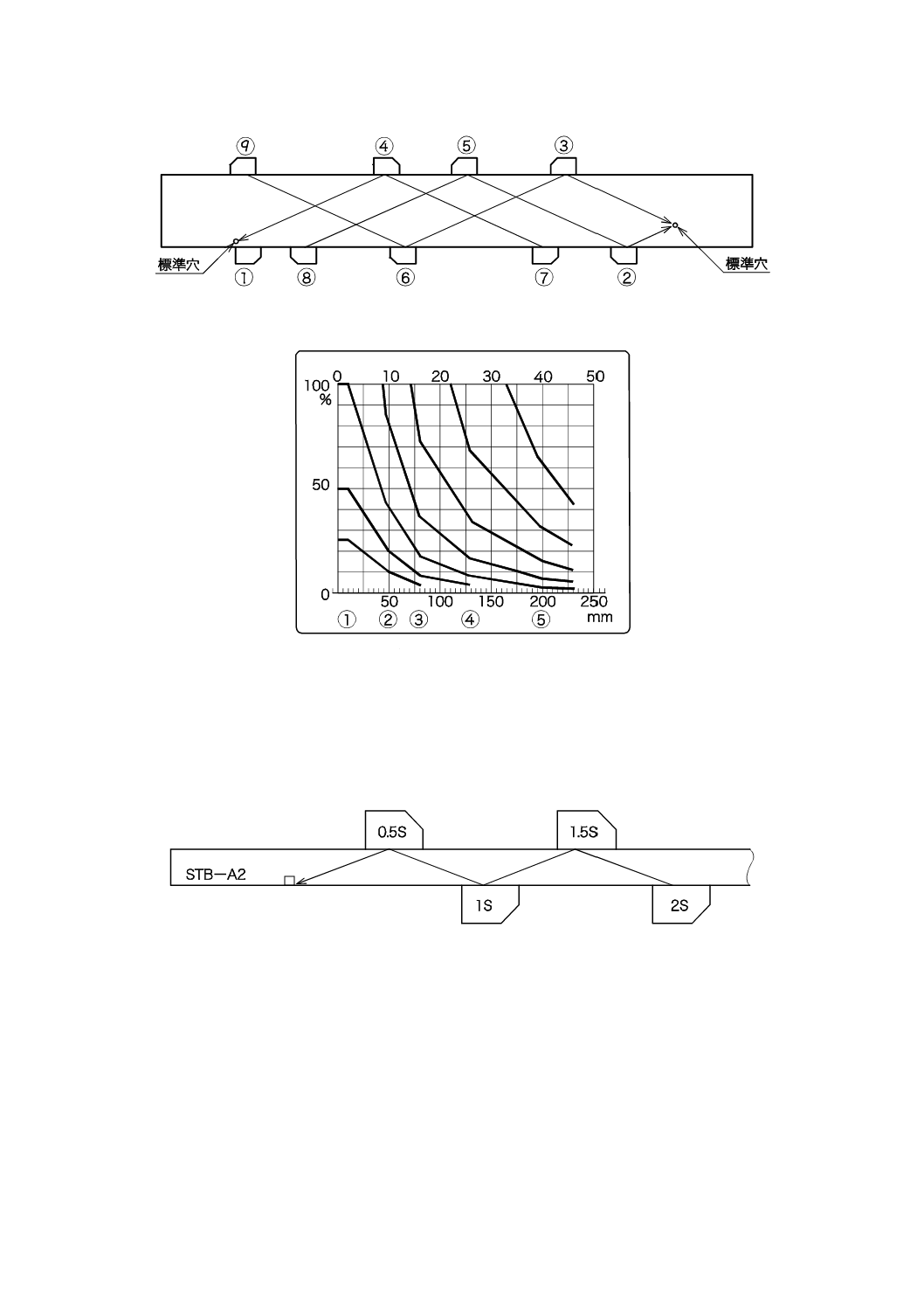
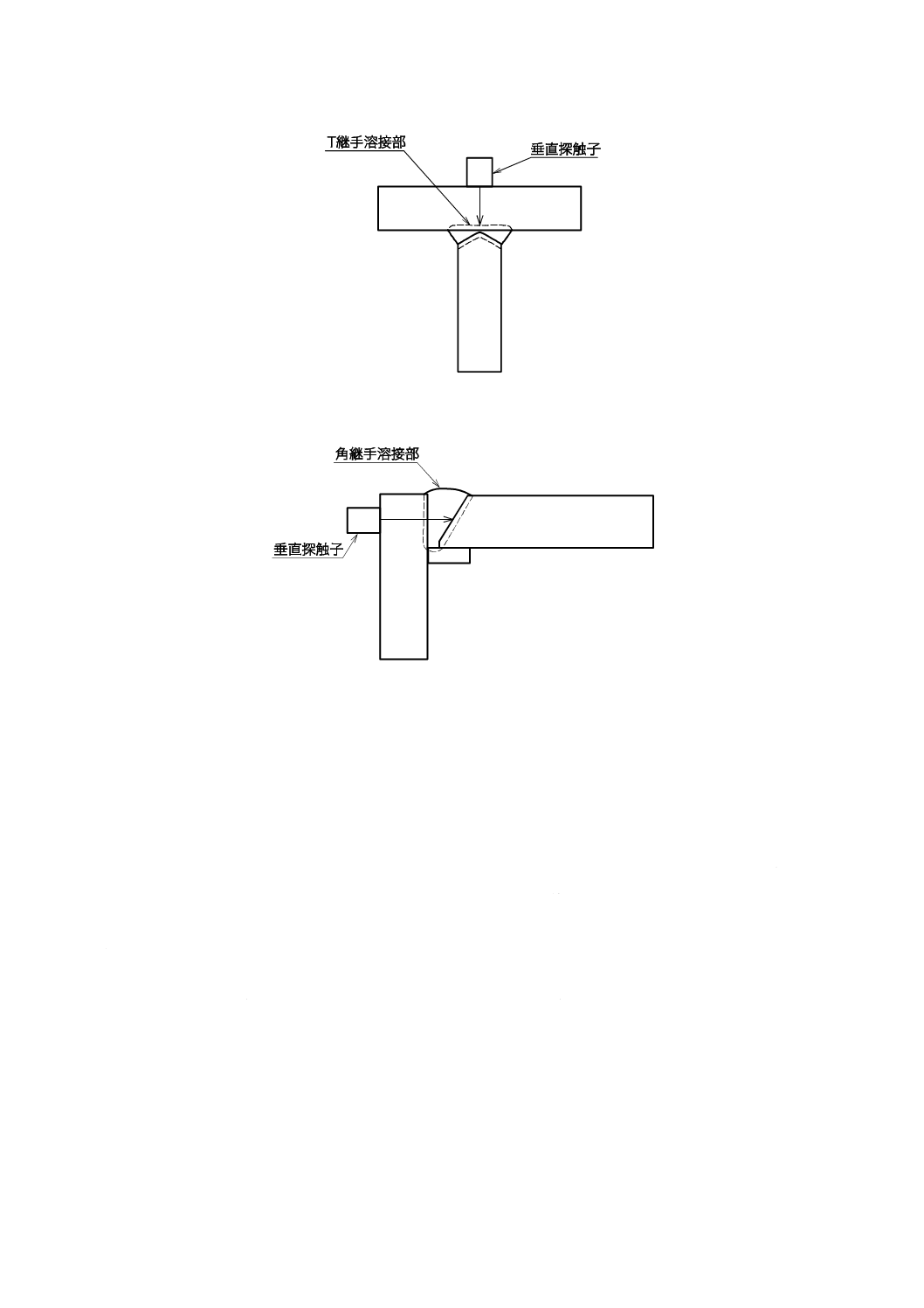
a) RB-41A又はRB-41Bによるエコー高さ区分線の作成に当たっては,図B.11に示すように,①,②,
③及び④の位置に探触子を置き,それぞれの最大エコーを表示器に記録する。ただし,④の探傷面か
ら標準穴までの距離は探傷範囲を満足する距離以上とする。
なお,使用するビーム路程の範囲の記録点のエコー高さと事前に作成したエコー高さ区分線との差
異が,±2 dB以内であれば,事前に作成したエコー高さ区分線を使用してもよい。作成されたエコー
高さ区分線は,表示器上に表示する。
b) 図B.12 a) 及び図B.12 b) に示すように,それぞれ一定の探傷感度で表示器に記録された4点を直線
で結び,一つのエコー高さ区分線とする。
c) エコー高さ区分線の本数は,6 dBずつ異なるエコー高さ区分線を3本以上作成する。
29
Z 3060:2015
図B.11−RB-41によるエコー高さ区分線作成のための探触子位置
a) 2C20Nの例
b) 5C10Nの例
図B.12−RB-41によるエコー高さ区分線の作成例
B.3.3.3 領域区分の決定
領域区分の決定は9.2.3による。
B.3.3.4 探傷感度の調整
B.3.3.4.1 RB-41Aによる場合
標準穴のエコー高さが,H線に一致するようにゲインを調整し,探傷感度とする。B.2.1に規定する
RB-41AのNo.4〜No.7の直径6.0 mmの標準穴を使用する場合は,横穴の径の違いによる感度補正量3 dB
を加える。
B.3.3.4.2 RB-41Bによる場合
標準穴のエコー高さが,H線に一致するようにゲインを調整し,必要に応じて感度補正量を加え,その
条件を探傷感度とする。感度補正量の求め方は,B.3.3.5による。感度補正量の合計値が2 dBを超える場
合には,感度の補正を行う。B.2.1に規定するRB-41BのNo.4〜No.7の直径6.0 mmの標準穴を使用する場
合は,横穴の径の違いによる感度補正量3 dBを加える。
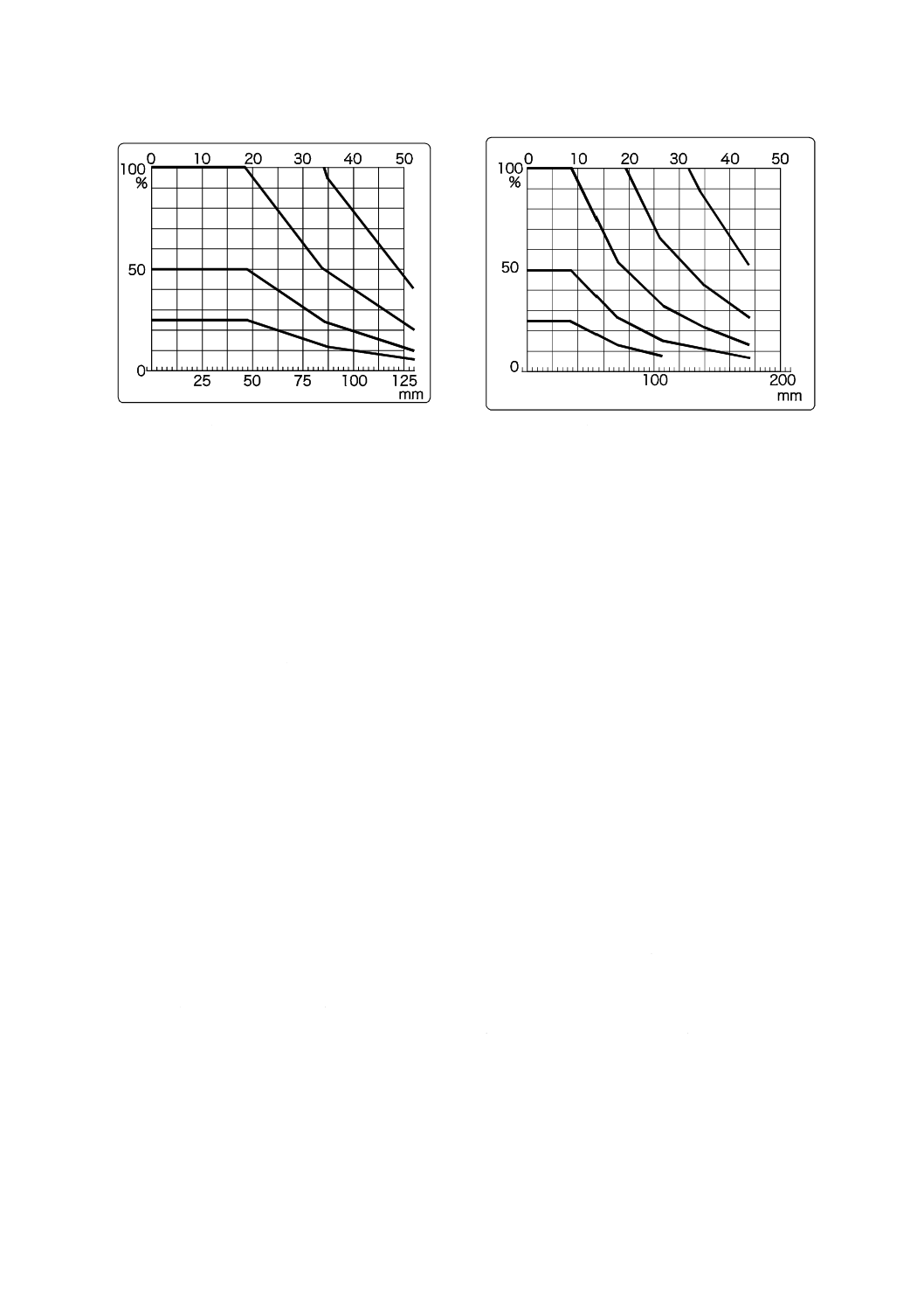
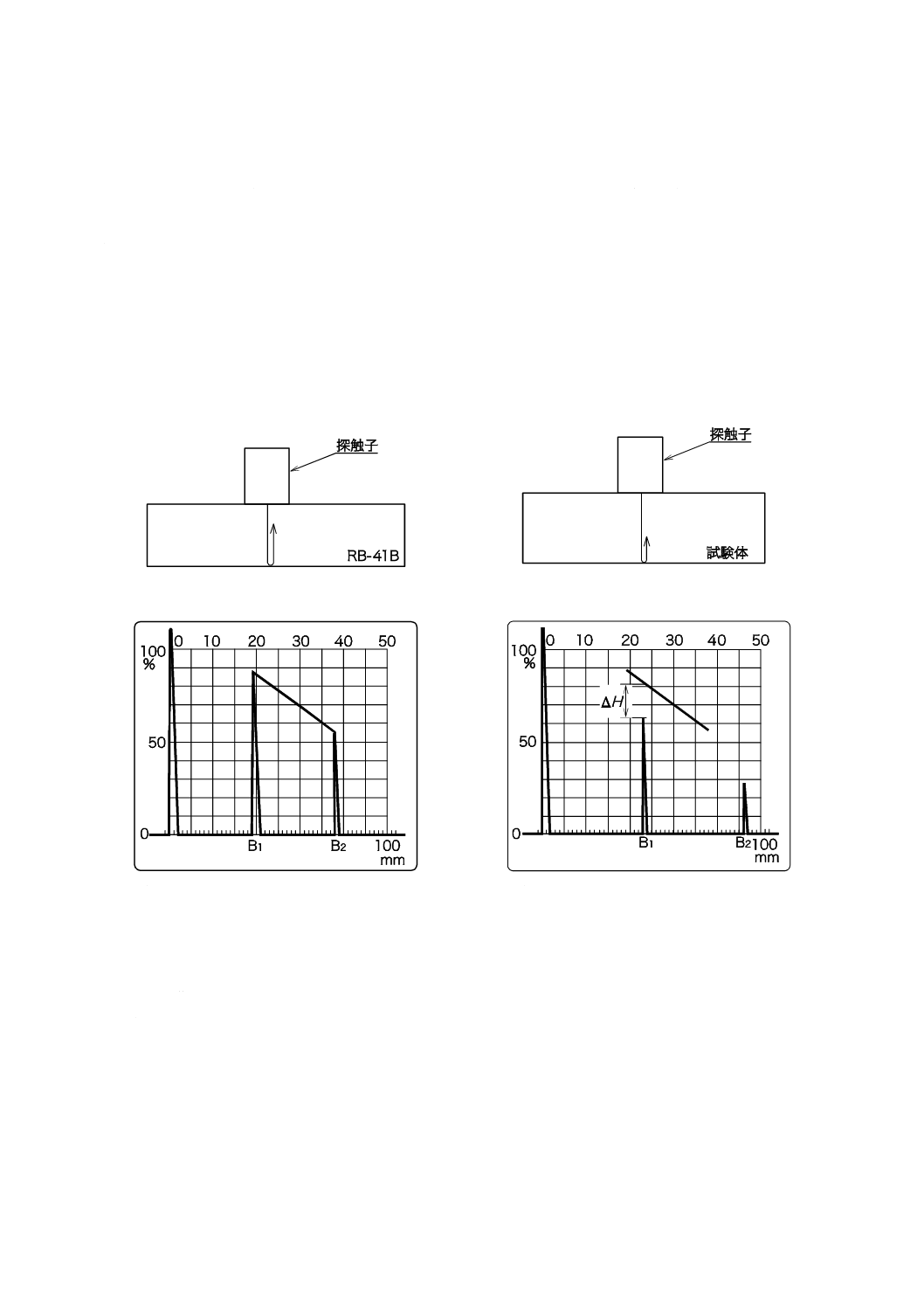
B.3.3.5 感度補正量の求め方
RB-41B試験片と試験体との表面状態の違いによる伝達損失量の差及び材質の違いによる減衰係数の差
の補正は,次に示す方法で求める。
a) 図B.13 a) に示す配置で,対比試験片における底面多重反射図形によって,底面エコーの距離振幅特
30
Z 3060:2015
性曲線を作成する。B1の最大エコー高さを90 %にし,ゲインの値V(dB)を読み取る。この曲線は,
対比試験片における伝達損失,拡散損失及び散乱減衰を表している。
b) 次にa) と同じ探傷感度によって,図B.13 b) に示す試験体における底面多重反射図形から距離振幅特
性曲線を作成する。
c) a) で作成した距離振幅特性曲線とb) で作成した距離振幅特性曲線のエコー高さとの差ΔHは,対比
試験片と試験体における伝達損失量の差と散乱減衰量との差を表している。
d) ΔHの値を感度補正量とする。
e) 垂直探触子の遅延材の材質がポリスチレンの場合で,接触媒質にグリセリンペースト又は濃度75 %
(体積分率75 %)以上のグリセリン水溶液を使用し,探傷面の最大表面粗さが100 μmRz以下では,伝
達損失の補正を必要としない。
a) RB-41Bにおける底面エコー高さの測定
b) 試験体における底面エコー高さの測定
図B.13−感度補正量の求め方
B.3.4 探傷方法
B.3.4.1 探傷面
探傷面は,表B.3による。T継手及び角継手の場合は直交する外面からとする。
B.3.4.2 探傷方向
探傷方向は,図B.14に示す方向とする。
B.3.4.3 走査方法
探触子の走査方法は,10.3.1による。
B.3.4.4 走査範囲
31
Z 3060:2015
探触子の走査範囲は,垂直探触子のビームが溶接部をカバーできる範囲とする。
B.3.4.5 走査速度
走査速度は,探傷に支障を来さない速度とする。
B.3.5 きず位置の推定方法
きず位置は,きずの最大エコー高さを示す探触子の中心位置,溶接基準線からの隔たり及びビーム路程
から推定する。
B.3.6 きずの評価
きずの評価は,10.3.2による。
図B.14−垂直探傷の探傷方向
B.4
タンデム探傷試験
B.4.1 適用の目的
タンデム探傷は,探傷面に垂直な開先面又はルート面に発生するきずを検出するために適用する。
B.4.2 標準試験片
A1形標準試験片又はA3形系標準試験片とする。
B.4.3 探触子
B.4.3.1 周波数の選定
タンデム探傷試験に使用する探触子の公称周波数は,2 MHz又は5 MHzとする。
B.4.3.2 振動子寸法の選定
タンデム探傷に使用する斜角探触子の振動子公称寸法は,特に規定しない。
B.4.3.3 屈折角の選定
板厚20 mm以上40 mm未満の場合は公称屈折角70°,板厚40 mm以上の場合は公称屈折角45°とし,
送信用及び受信用の探触子の,それぞれのSTB屈折角の差異は2°以下とする。
B.4.4 タンデム探傷における探触子の配置
タンデム探傷における探触子の配置は,図B.15に示すように超音波ビームが目的とする探傷面のきずを
検出する位置になるよう2個の探触子を用い,送信用及び受信用とする。また,双方の探触子が,横方形
タンデム走査又は縦方形タンデム走査のできるものとする。
32
Z 3060:2015
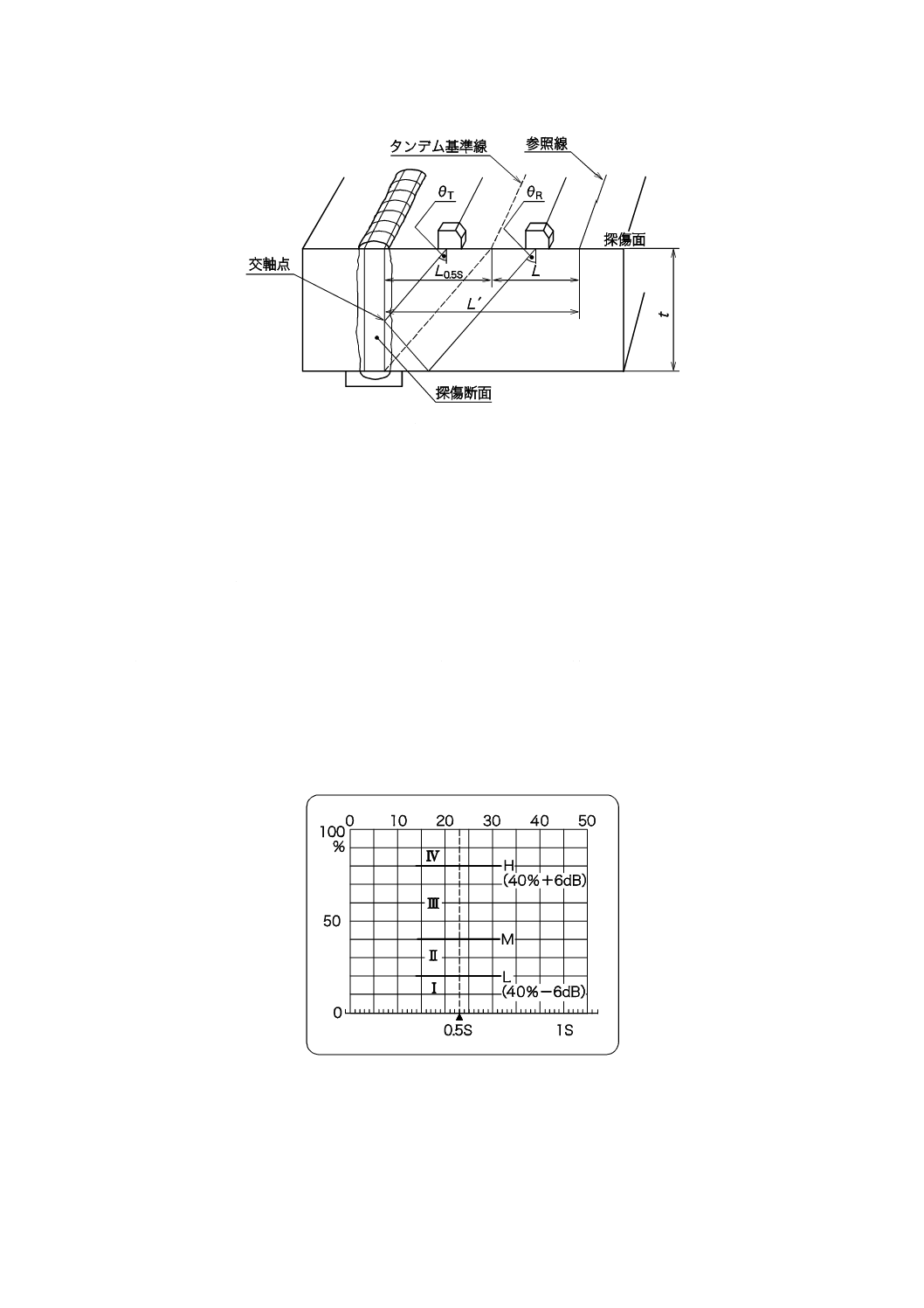
図B.15−タンデム探傷における探触子の配置
B.4.5 探傷装置の調整
B.4.5.1 測定範囲の調整
測定範囲の調整は,一探触子法によって9.1.2によって行い,試験体のほぼ1スキップに相当するビーム
路程以上で,過大とならない範囲とする。
B.4.5.2 入射点及びSTB屈折角の測定
入射点の測定は,9.1.1による。STB屈折角の測定は,9.1.3による。
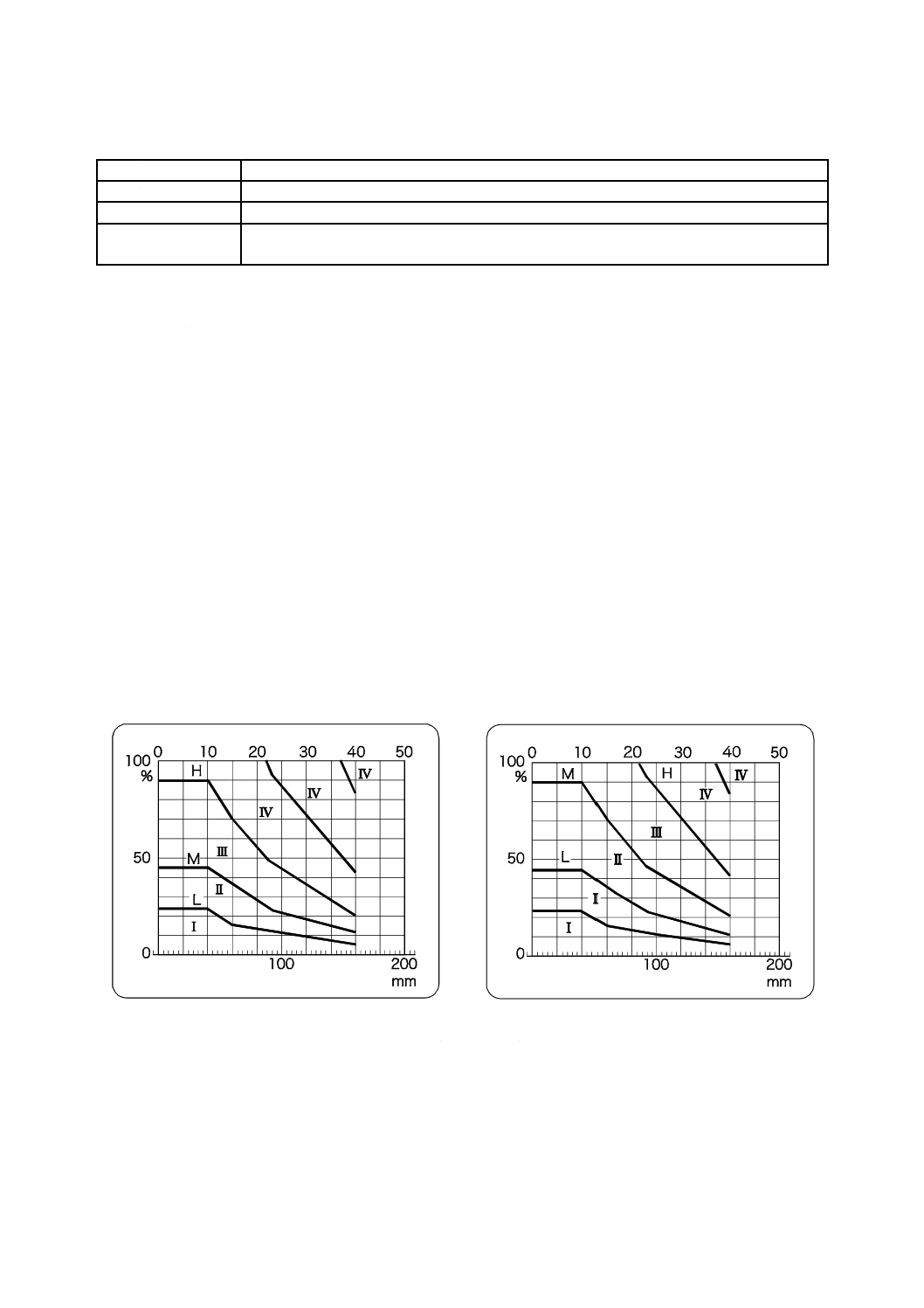
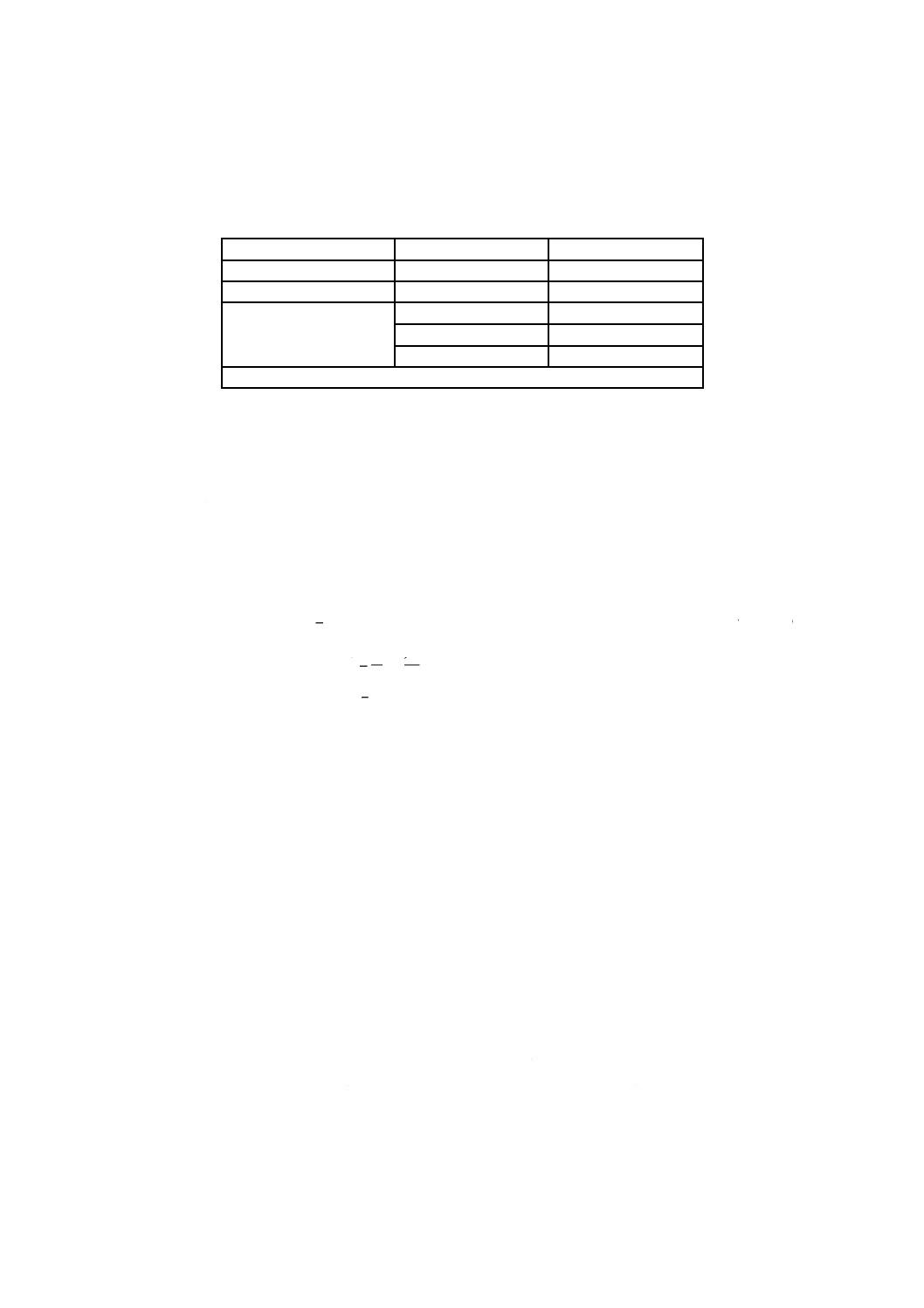
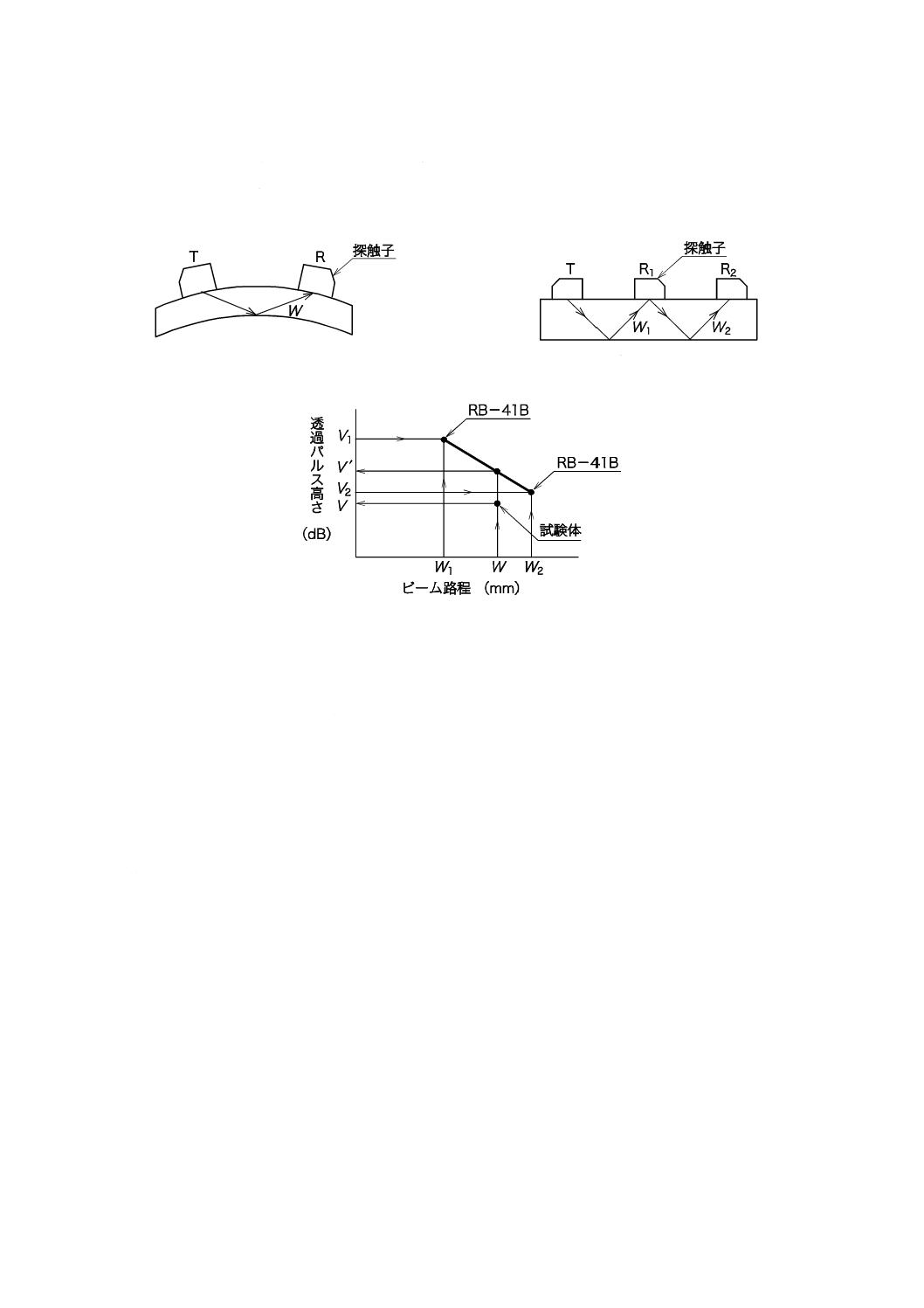
B.4.5.3 透過パルス高さ区分線
探傷器の表示器上に,あらかじめ,図B.16の透過パルス高さ区分線を設けておく。表示器上40 %の高
さの線をM線とし,それより6 dB低い線をL線とし,6 dB高い線をH線とする。
B.4.5.4 領域区分の決定
領域区分は,9.1.5に規定すると同様に,図B.16のように決定する。
図B.16−透過パルス高さ区分線及び領域区分の例
B.4.5.5 探傷感度の調整
探傷感度の調整は,試験体の健全部においてV透過法で走査を行い,最大透過パルスがM線に一致す
33
Z 3060:2015
るようにゲインを調整した後,板厚によって表B.4に示すゲインの値を付加し,その条件を探傷感度とす
る。
表B.4−付加するゲインの値
板厚
探傷範囲
付加するゲインの値
20 mm以上40 mm未満
板厚の全体
16 dB
40 mm以上75 mm未満
板厚の全体
10 dB
75 mm以上
表面からt/4以下
10 dB
t/4を超えt/2以下
12 dB
t/2を超え裏面まで
14 dB
注記 tは板厚
B.4.6 探傷方法
B.4.6.1 参照線のけがき
タンデム探傷を実施する溶接線上には,溶接を行う前に開先面から一定の距離(L')に参照線をけがく。
B.4.6.2 タンデム基準線の決定
探傷断面からタンデム基準線までの距離(L0.5S)は,試験体の探傷面として用いられる側の板厚(t)及
び送受の探触子のSTB屈折角(θT及びθR)又は探傷屈折角から,式(B.1)によって求める。タンデム基準
線は,図B.15のように参照線から距離(L)の位置に決定する。
θ
t
L
tan
0.5S
×
=
········································································ (B.1)
ここに,
2
R
Tθ
θ
θ
+
=
0.5S
'L
L
L
−
=
B.4.6.3 探触子の配置
送受の探触子の入射点を,タンデム基準線に対し等距離に配置する。
B.4.6.4 探傷方向及び探傷面
突合せ継手の場合は,片面で溶接部の両側とし,T継手及び角継手の場合には,片面で溶接部の片側と
する。
B.4.6.5 走査方法
探触子の走査方法は,きずの見落としのないようにジグを用いて行い,横方形タンデム走査又は縦方形
タンデム走査を適用する。
B.4.6.6 走査範囲
探触子の走査範囲は,目的とする探傷断面のきずが検出できる範囲とする。
B.4.6.7 走査速度
走査速度は,探傷に支障の来さない速度とする。
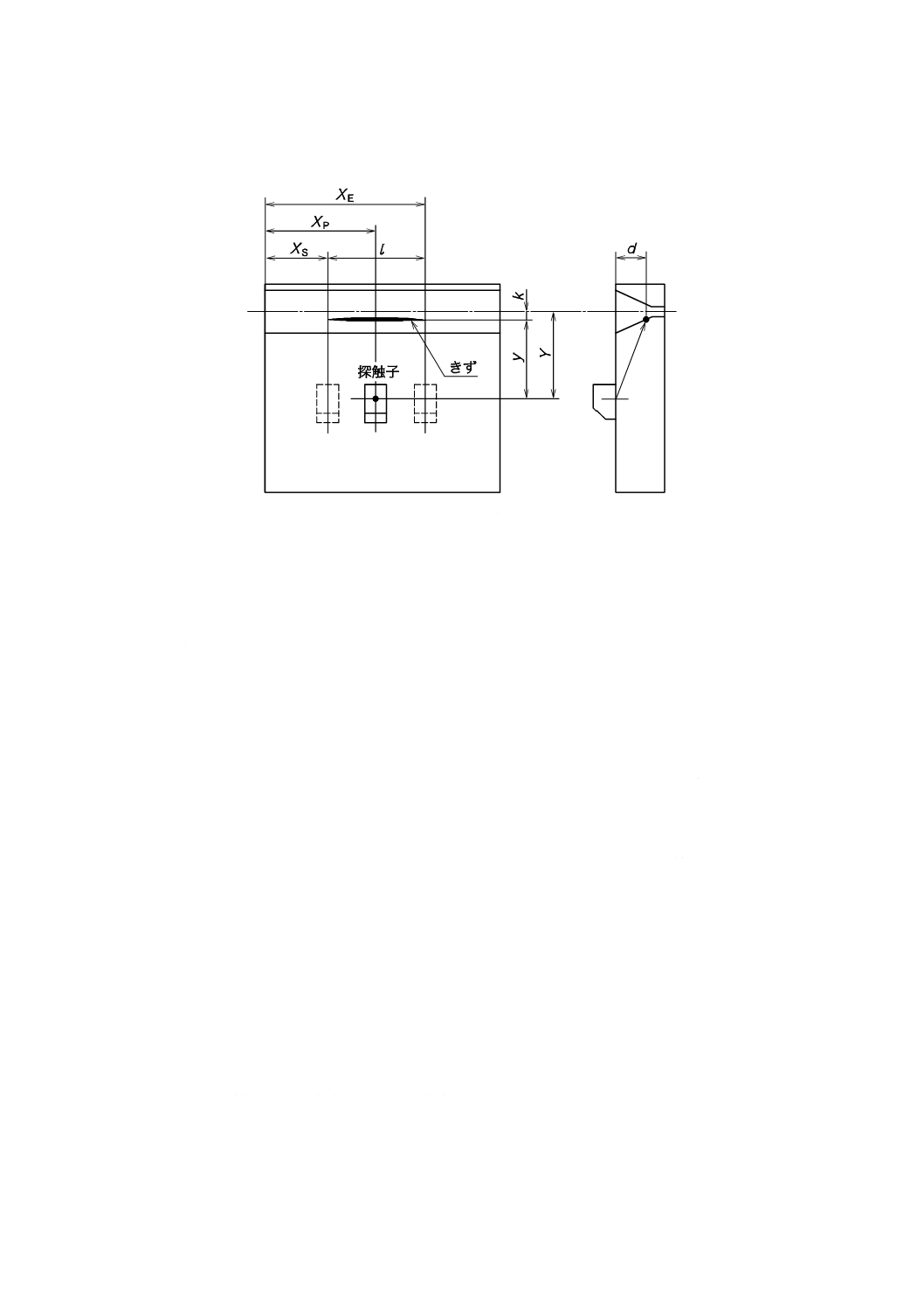
B.4.7 きず位置の表示
きず位置は,図B.17に示すように,断面での位置は,最大透過パルス高さを示す探触子の位置(XP)で
得られるきずの深さ(d)及び溶接線に直角方向の位置(k)で表示し,溶接線と平行方向での位置は,最
大透過パルス高さを示す探触子の位置(XP)並びにきずの指示長さ(l)の始端(XS)及び終端(XE)で表
示する。
B.4.8 きずの評価
34
Z 3060:2015
B.4.8.1 評価の対象にするきず
評価の対象にするきずは,B.4.5.5に規定する探傷感度に調整し,M検出レベルの場合には,最大透過パ
ルス高さがM線を超えるきずとし,L検出レベルの場合には,最大透過パルス高さがL線を超えるきずと
する。
B.4.8.2 透過パルス高さの領域
最大透過パルス高さを示す位置に探触子を置き,その最大透過パルス高さがどの領域にあるかを読み取
る。
B.4.8.3 きずの指示長さ
きずの指示長さは,最大透過パルス高さを示す位置を中心として,左右走査及び前後走査を行い,M検
出レベルの場合には,透過パルス高さがM線を,L検出レベルの場合には,透過パルス高さがL線を超え
る範囲の探触子の移動距離とする。この長さは,1 mmの単位で測定する。
B.4.8.4 きずの分類
きずの分類は,附属書Gによる。
図B.17−タンデム探傷のきず位置の表示
35
Z 3060:2015
附属書C
(規定)
円周継手溶接部の斜角探傷方法
C.1 一般
この附属書は,探傷面の曲率半径が50 mm以上1 000 mm未満の円周継手溶接部の超音波斜角探傷試験
方法について規定する。
C.2 標準試験片及び対比試験片
C.2.1 試験片の適用範囲
入射点の測定,測定範囲の調整,及びSTB屈折角の測定は,9.1.1〜9.1.3による。探傷感度の調整に使
用する対比試験片は,試験体の曲率半径によって,図C.1に従って使用する。ただし,横波音速が標準試
験片と2 %以上異なる試験体を探傷する場合は,RB-41A,RB-41B又はRB-42を使用する。また,試験体
の板厚が15 mmを超える場合の感度調整には,RB-42の使用が望ましい。
図C.1−試験片の適用範囲
C.2.2 対比試験片RB-42
対比試験片RB-42の形状及び寸法は,図C.2とし,かつ,試験体と同等の音響特性の鋼材,探傷面の状
態で,厚さ及び曲率は試験体の±10 %以内のものとする。また,横波音速は試験体との音速差が±2 %以
内のものとする。
図C.2−対比試験片RB-42の例
36
Z 3060:2015
L: 対比試験片の長さ。対比試験片の長さは,使用するビーム路程による。感度補正のV透過を行う長さ又は
その2倍の長さ以上とする。
L1: 5/4スキップ以上の長さ,40 mm以上とする。
T: 対比試験片の厚さ
W: 試験片の幅
W>2×λ×S/D
λ: 波長
S: 使用する最大のビーム路程
D: 振動子の幅
図C.2−対比試験片RB-42の例(続き)
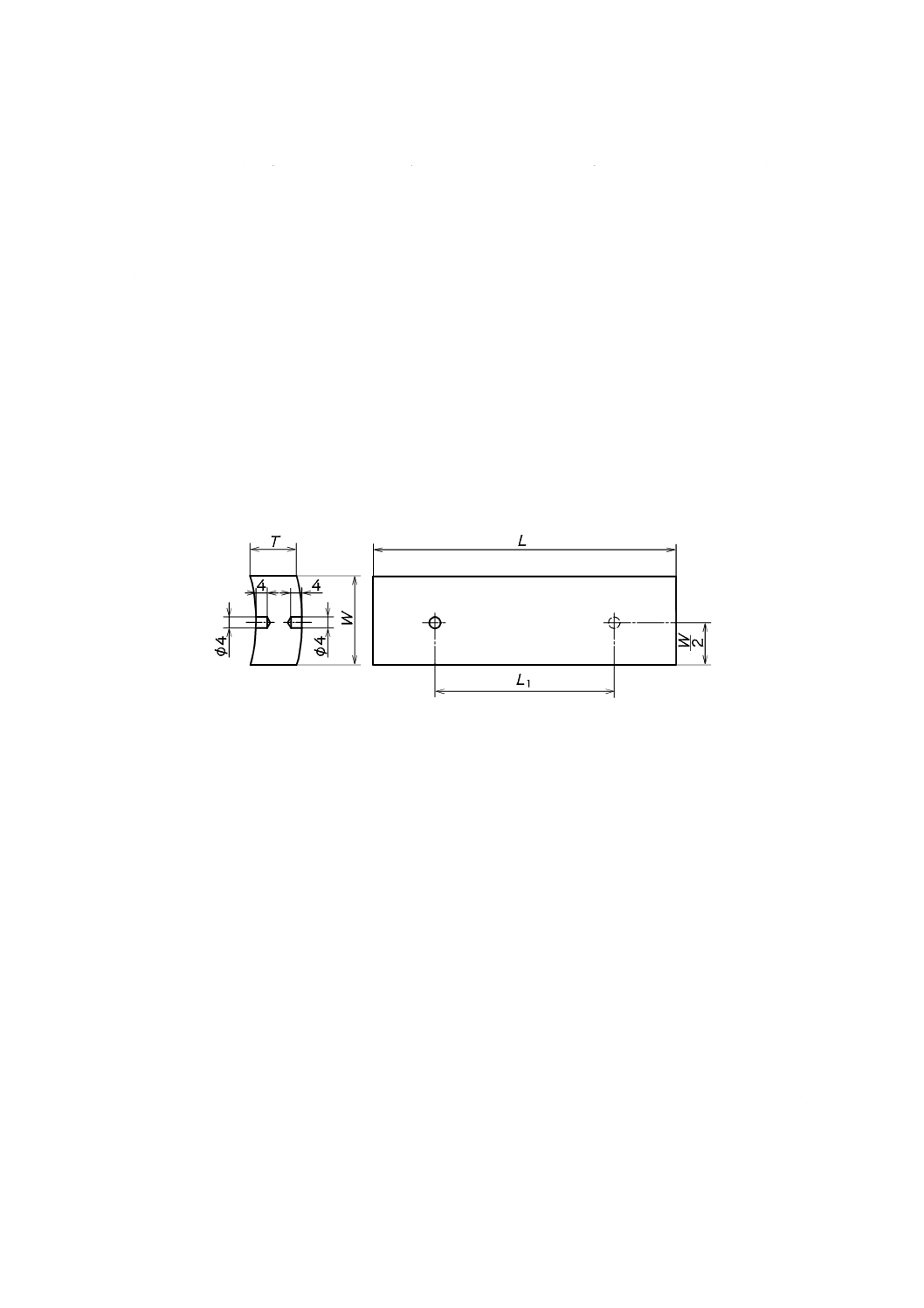
C.2.3 対比試験片RB-A6
対比試験片RB-A6の形状及び寸法は,図C.3とし,かつ,試験体と同等の音響特性の鋼材,探傷面の状
態で,厚さ及び曲率は試験体の±10 %以内のものとする。また,横波音速は試験体との音速差が±2 %以
内のものとする。RB-A6の穴の垂直度は0.5°以内とし,穴の角は面取りをしないものとする。
L: 対比試験片の長さ。対比試験片の長さは,使用するビーム路程による。感度補正のV透過を行う長さ又は
その2倍の長さ以上とする。
L1: 1.5スキップ以上の長さ。
T: 対比試験片の厚さ
W: 試験片の幅,60 mm以上とする。
図C.3−対比試験片RB-A6
C.3 探触子
C.3.1 周波数の選定
使用する斜角探触子の公称周波数は,8.3.1による。
C.3.2 振動子寸法の選定
使用する斜角探触子の振動子の公称寸法は,10 mm×10 mm以上20 mm×20 mm以下とする。
C.3.3 屈折角の選定
使用する斜角探触子の公称屈折角は8.3.3 b) による。探触子の接触面の加工を行った場合は探傷屈折角
を用いて探傷を行う。
なお,試験体の板厚が75 mmを超える場合は,表5で選定する屈折角のほかに公称屈折角45°を併用
する。
C.3.4 探触子の接触面
37
Z 3060:2015
探触子の接触面の曲面加工は,表C.1によって行う。
表C.1−探触子の接触面の曲面加工
単位 mm
試験体の曲率半径
50以上250未満
250以上
外面からの探傷
ジグの使用又は接触面の加工を行う
ジグは非使用及び接触面の加工を行わない
内面からの探傷
接触面の加工を行う
接触面の加工を行わない
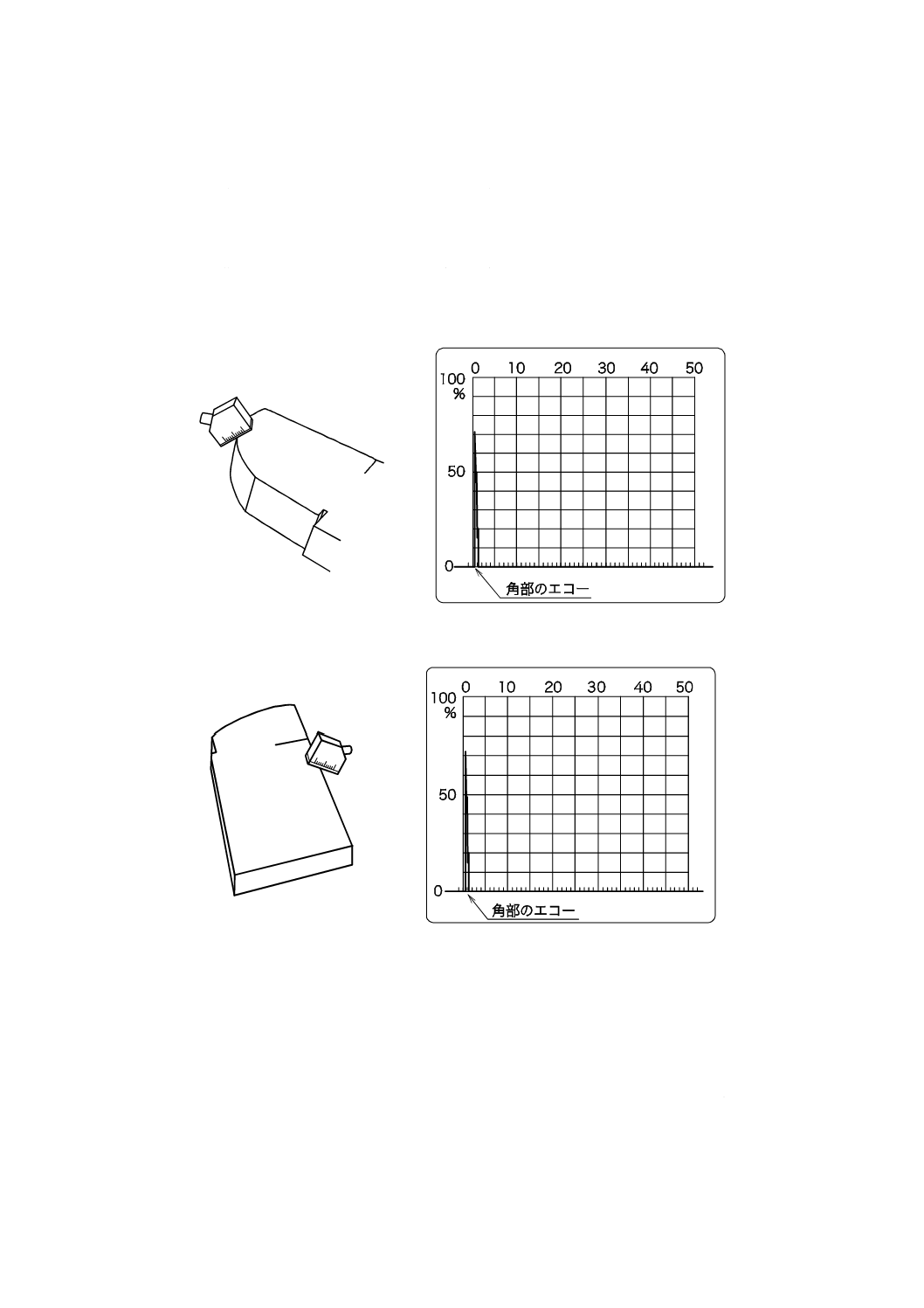
C.4 探傷装置の調整
C.4.1 入射点の測定
入射点の測定は,次による。
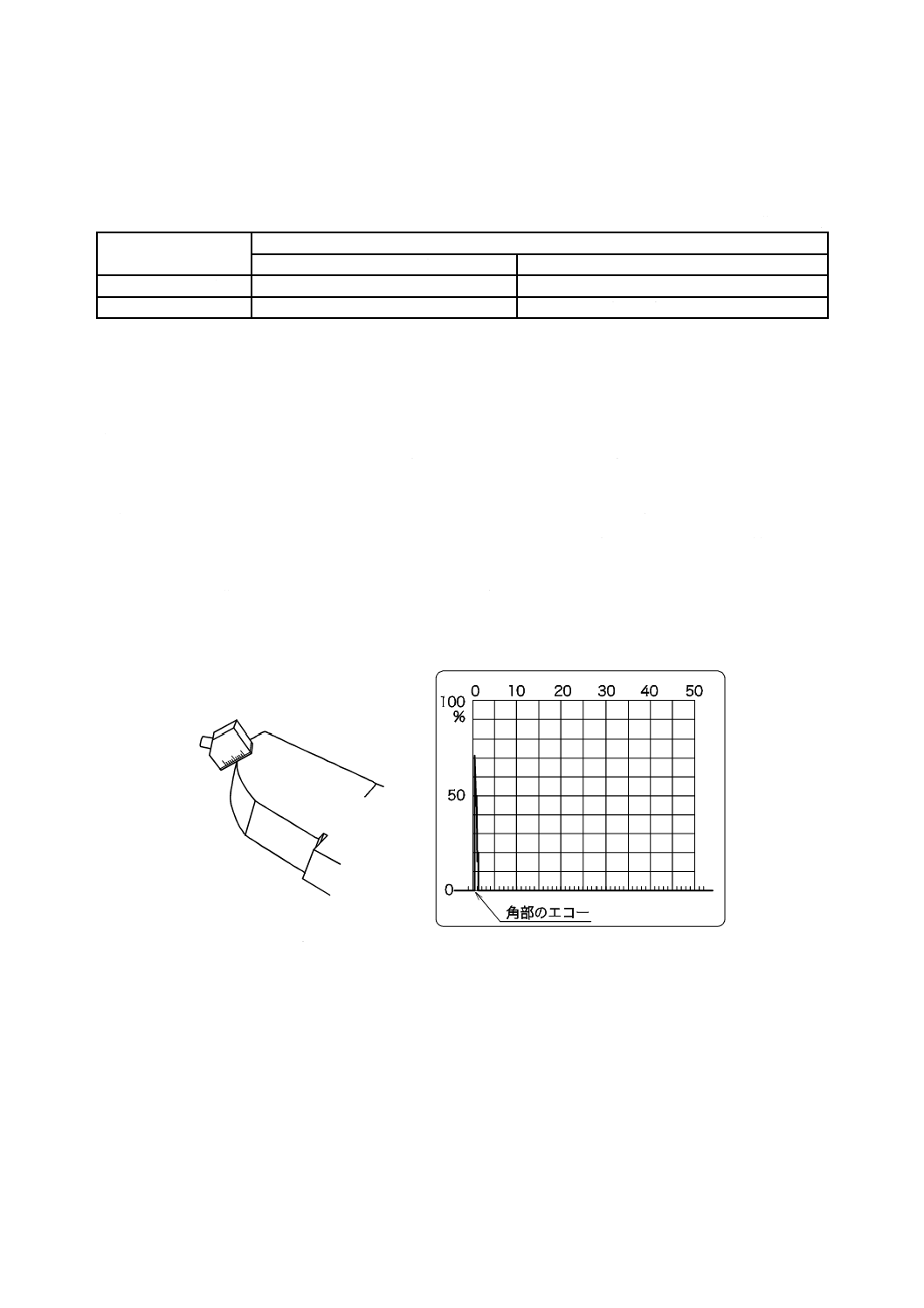
a) 探触子の接触面の加工を行わない場合の入射点の測定は,9.1.1による。
b) 探触子の接触面の加工を行った場合の入射点の測定は,加工の影響を考慮した上で0.5 mm単位で読
み取る。測定方法は,次による。
1) 外面から探傷する接触面の加工を行った場合の入射点の測定は,図C.4 a) に示す位置に探触子を置
き,STB-A1のR100角部又はSTB-A3のR50角部に接触させた状態で,角部のエコーが最も高くな
る位置を求め,入射点とする。
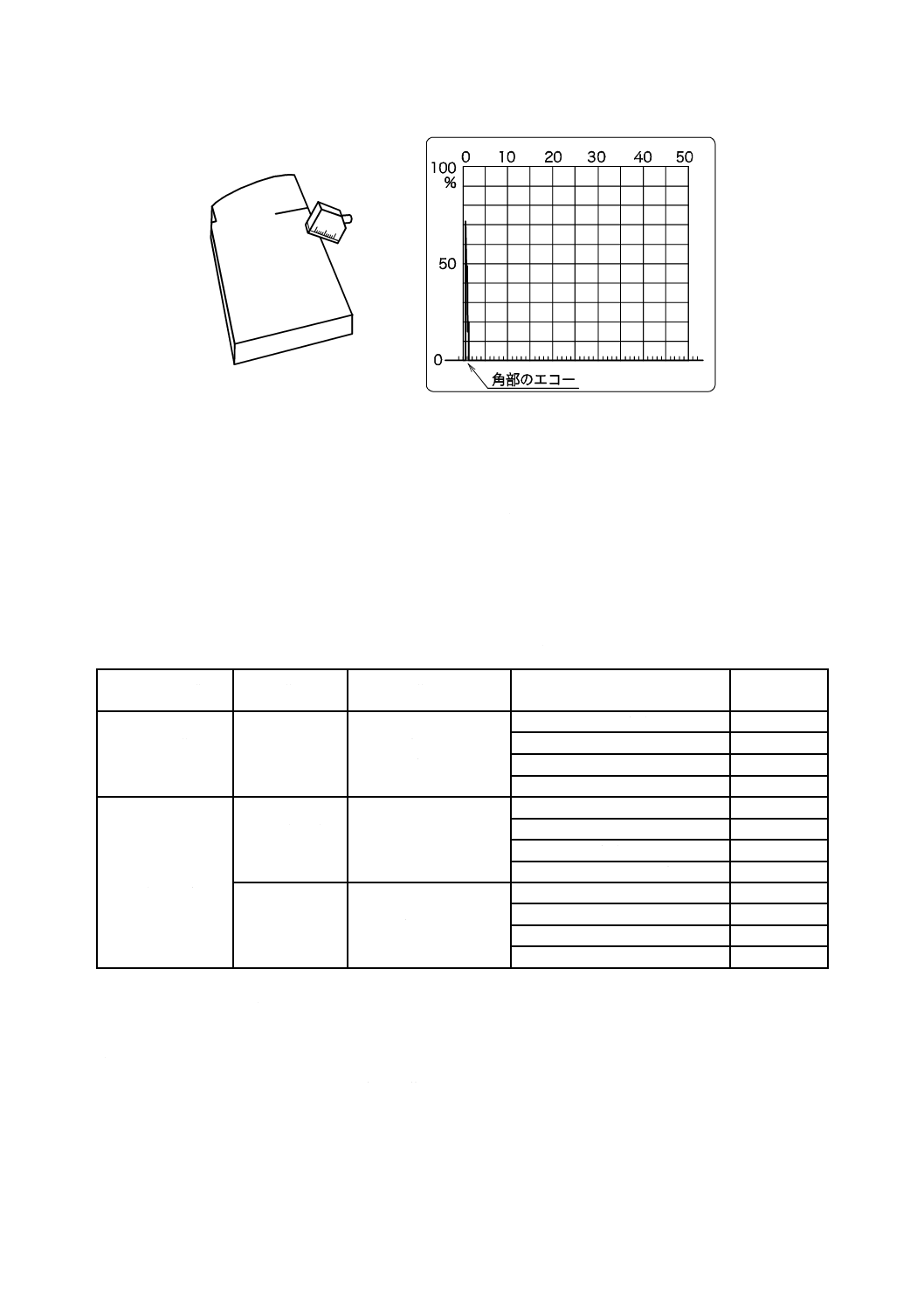
2) 内面から探傷する接触面の加工を行った場合の入射点の測定は,図C.4 b) に示す位置に探触子を置
き,角部に接触させた状態で,角部のエコーが最も高くなる位置を求め,入射点とする。
a) 外面から探傷する接触面の加工を行った場合の例
図C.4−接触面の加工を行った探触子の入射点測定(試験片角部のエコーによる方法)
38
Z 3060:2015
b) 内面から探傷する接触面の加工を行った場合の例
図C.4−接触面の加工を行った探触子の入射点測定(試験片角部のエコーによる方法)(続き)
C.4.2 測定範囲の調整
測定範囲の調整は,9.1.2によって行い,表C.2に示す探傷範囲を満足する最大ビーム路程以上で,過大
とならない範囲とする。探触子の接触面を曲面加工した探触子を用いて探傷を行う場合,同じ形式の接触
面を加工していない探触子を用いて予備調整し,曲面加工した探触子に付け替えた後,入射点の測定時に
ゼロ点調整する。
表C.2−探傷面,探傷範囲及び周波数
内外面の探傷
探傷面
探傷範囲
使用すべき最大のビーム路程
mm
周波数
MHz
外面だけ探傷可能
な場合
外面(凸面)
両側
直射法及び
1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
内外面ともに探傷
可能な場合
外面(凸面)
両側
直射法及び
1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
両面両側
直射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
C.4.3 STB屈折角及び探傷屈折角の測定
STB屈折角及び探傷屈折角の測定は,次による。
a) 探触子の接触面の加工を行わない場合の探触子のSTB屈折角及び探傷屈折角の測定は,9.1.3による。
b) 探触子の接触面の加工を行った場合の探傷屈折角の測定は,次による。
1) 外面から探傷するときの探傷屈折角は,図C.5 a) 又はb) に示す方法によって探触子を走査し,標
準きずからのエコー高さが最大となる探触子きず距離及びビーム路程を測定し,式(C.1)によって求
める。探傷屈折角を測定する場合の探触子位置は,きず位置までの距離d又はTによって図C.5に
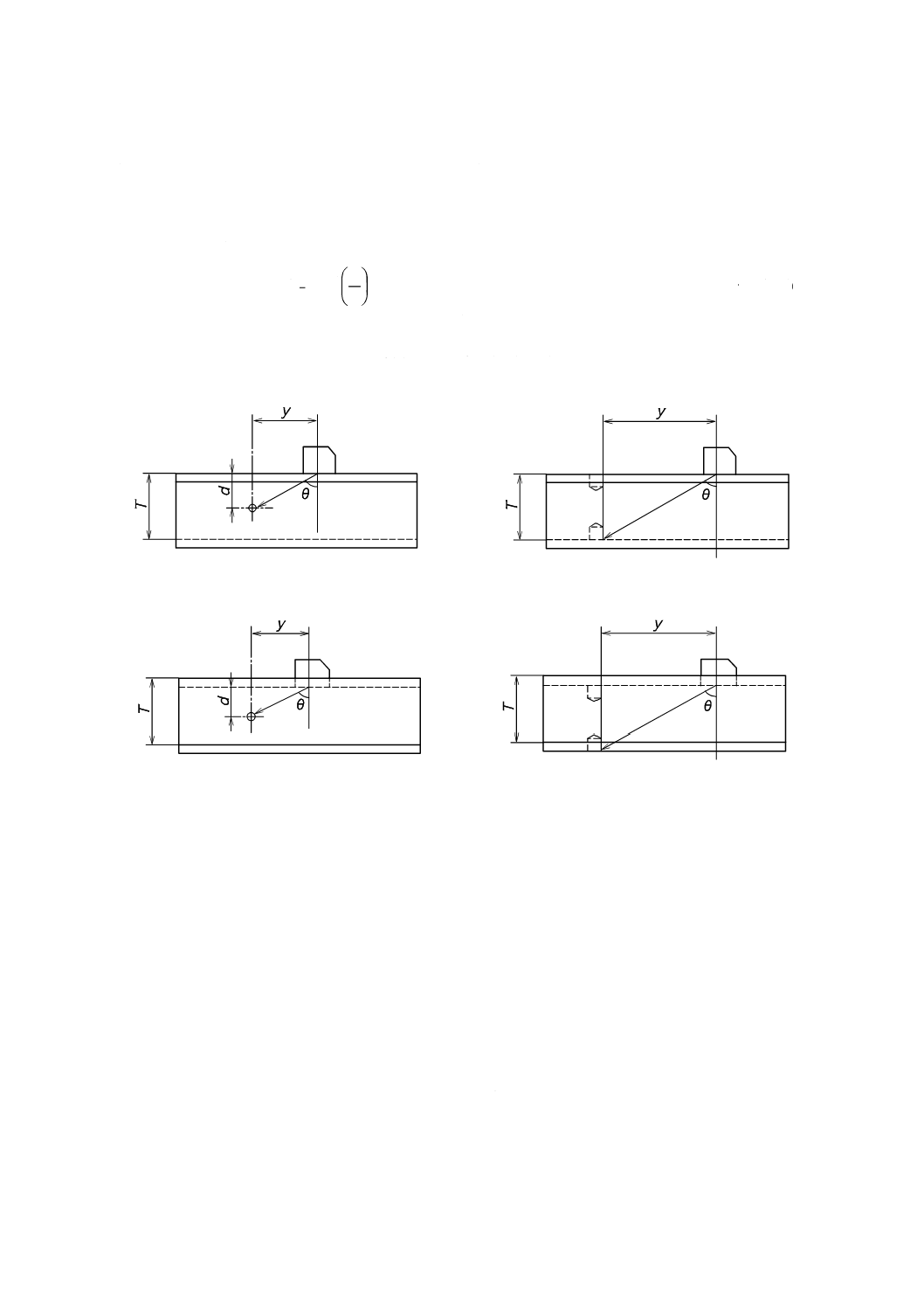
39
Z 3060:2015
示す配置で行う。
2) 内面から探傷するときの探傷屈折角は,図C.5 c) 又はd) に示す方法によって探触子を走査し,標
準きずからのエコー高さが最大となる探触子きず距離及びビーム路程を測定し,式(C.1)によって求
める。探傷屈折角を測定する場合の探触子位置は,きず位置までの距離d又はTによって図C.5に
示す配置で行う。
=
−
d
y
1
tan
θ
········································································· (C.1)
ここに,
θ: 探傷屈折角
y: 探触子きず距離
d (T): きず深さ(板厚)
a) RB-42による外面から探傷の場合
b) RB-A6による外面から探傷の場合
c) RB-42による内面から探傷の場合
d) RB-A6による内面から探傷の場合
図C.5−RB-42又はRB-A6を用いた探傷屈折角の測定
C.4.4 エコー高さ区分線の作成
C.4.4.1 RB-41を用いる場合
RB-41A又はRB-41Bを用いる場合のエコー高さ区分線は,B.2.3.4による。
C.4.4.2 RB-42を用いる場合
エコー高さ区分線は,使用する探触子を用いて,次の手順で作成する。
なお,探傷時のビーム路程範囲の記録点のエコー高さと事前に作成したエコー高さ区分線との差異が±2
dB以内であれば,事前に作成したエコー高さ区分線を使用してもよい。作成されたエコー高さ区分線は,
表示器上に表示する。
a) 図C.6に示す位置で探触子を走査し,それぞれの最大エコー高さを表示器に記録する。図C.7に例示
するように,これらの各点を結び,エコー高さ区分線とする。
b) エコー高さ区分線は,表示器の10 %〜100 %の範囲内において作成する。
c) ゼロ目盛から最もビーム路程の短い記録点までの範囲は,水平の線とする。
40
Z 3060:2015
d) エコー高さ区分線の本数は,6 dBずつ異なるエコー高さ区分線を3本以上作成する。
a) 外面から探傷する場合
b) 内面から探傷する場合
図C.6−RB-42を用いたエコー高さ区分線作成における探触子走査位置
図C.7−RB-42を用いたエコー高さ区分線作成例
C.4.4.3 RB-A6を用いる場合
エコー高さ区分線は,使用する探触子を用いて,次の手順で作成する。
なお,探傷時のビーム路程範囲の記録点のエコー高さと事前に作成したエコー高さ区分線との差異が±2
dB以内であれば,事前に作成したエコー高さ区分線を使用してもよい。作成されたエコー高さ区分線は,
表示器上に表示する。
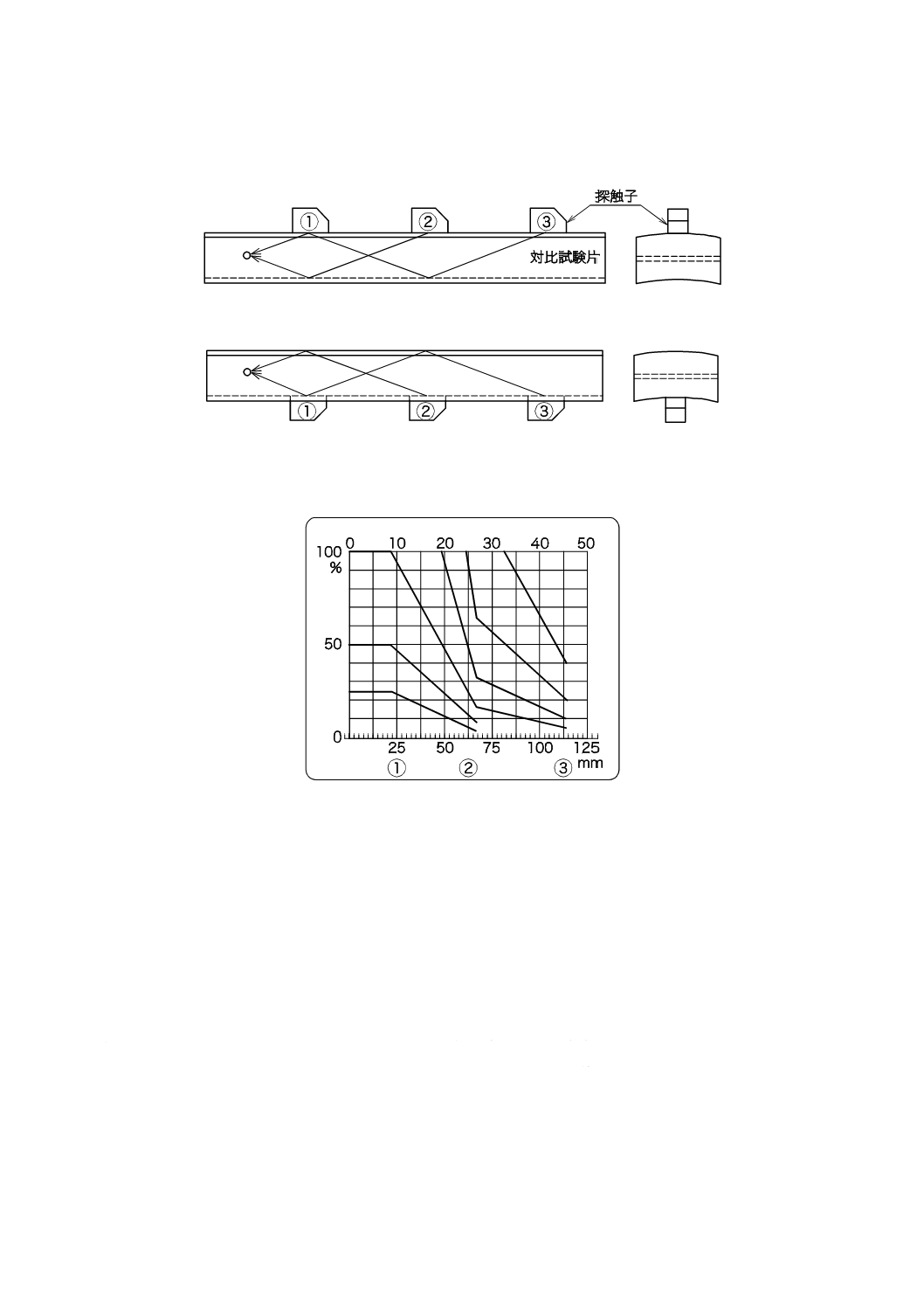
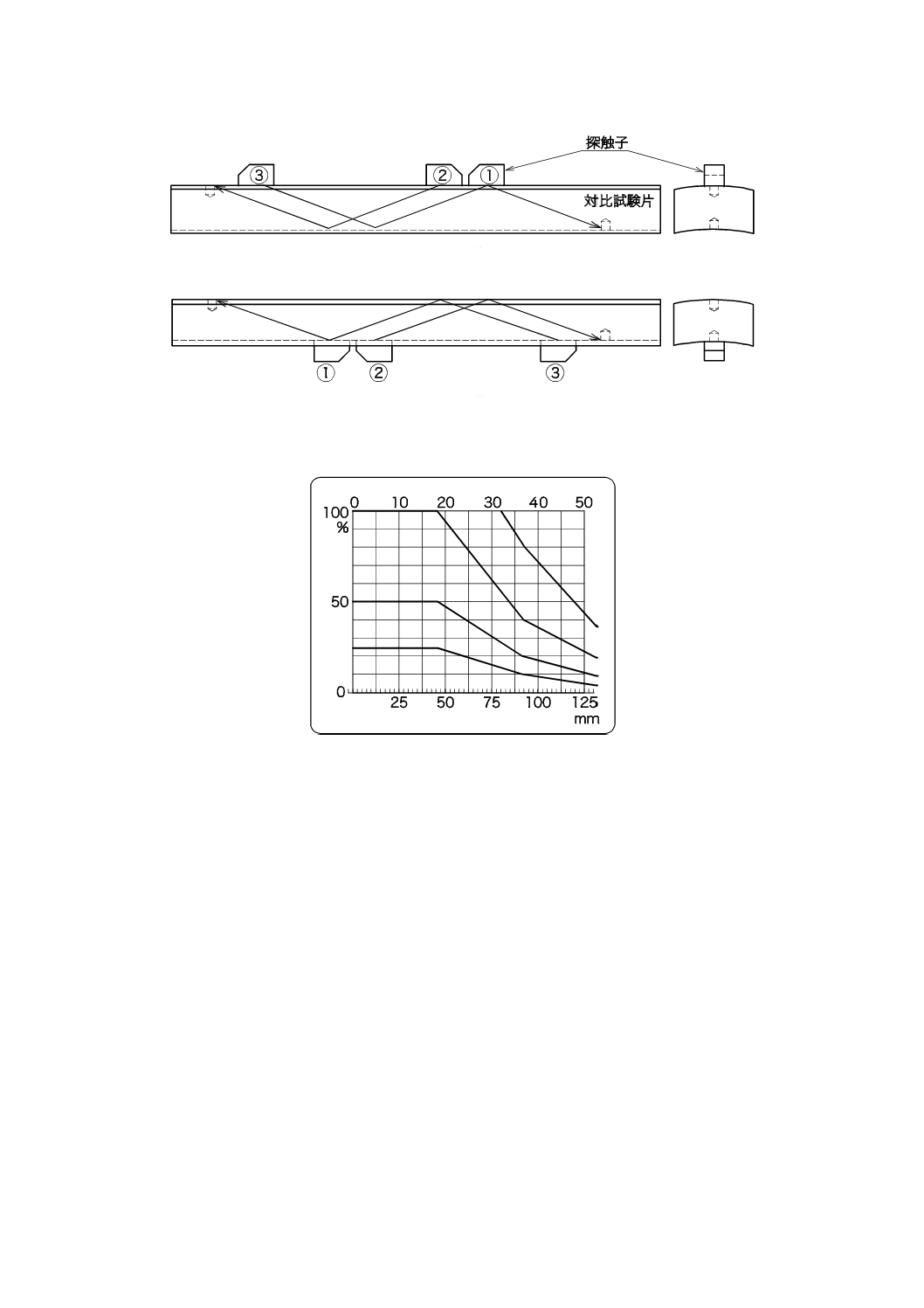
a) 図C.8に示す位置で探触子を走査し,それぞれの最大エコー高さを表示器に記録する。図C.9に例示
するように,これらの各点を結び,エコー高さ区分線とする。
b) エコー高さ区分線は,表示器の10 %〜100 %の範囲内において作成する。
c) ゼロ目盛から最もビーム路程の短い記録点までの範囲は,水平の線とする。
d) エコー高さ区分線の本数は,6 dBずつ異なるエコー高さ区分線を3本以上作成する。
41
Z 3060:2015
a) 外面から探傷する場合
b) 内面から探傷する場合
図C.8−RB-A6を用いたエコー高さ区分線作成における探触子走査位置
図C.9−RB-A6を用いたエコー高さ区分線作成例
C.4.5 探傷感度の調整
C.4.5.1 RB-42による場合
RB-42を用いる場合の探傷感度の調整は,標準穴のエコー高さがH線に一致するようにゲイン調整し,
探傷感度とする。
C.4.5.2 RB-A6による場合
公称屈折角70°を使用する場合は,RB-A6の標準穴のエコー高さがH線に一致するようにゲインを調
整し,探傷感度とする。公称屈折角65°を使用する場合は,RB-A6の標準穴のエコー高さがM線に一致
するようにゲインを調整し,探傷感度とする。公称屈折角45°を使用する場合は,RB-A6の標準穴のエコ
ー高さがH線に一致するようにゲインを調整した後,ゲインを6 dB上げ探傷感度とする。
なお,公称屈折角60°はRB-A6を使用して感度調整を行わないものとする。
C.4.5.3 RB-41A又はRB-41Bによる場合
C.4.5.3.1 RB-41Aの場合
標準穴のエコー高さが,H線に一致するようにゲインを調整し,感度補正量の合計値が2 dBを超える場
合には,C.4.6による感度補正量を加え,その条件を探傷感度とする。
42
Z 3060:2015
C.4.5.3.2 RB-41Bの場合
標準穴のエコー高さが,H線に一致するようにゲインを調整し,感度補正量の合計値が2 dBを超える場
合には,C.4.6による感度補正量を加え,その条件を探傷感度とする。
C.4.6 感度補正量の求め方
C.4.6.1 RB-41Aによる場合
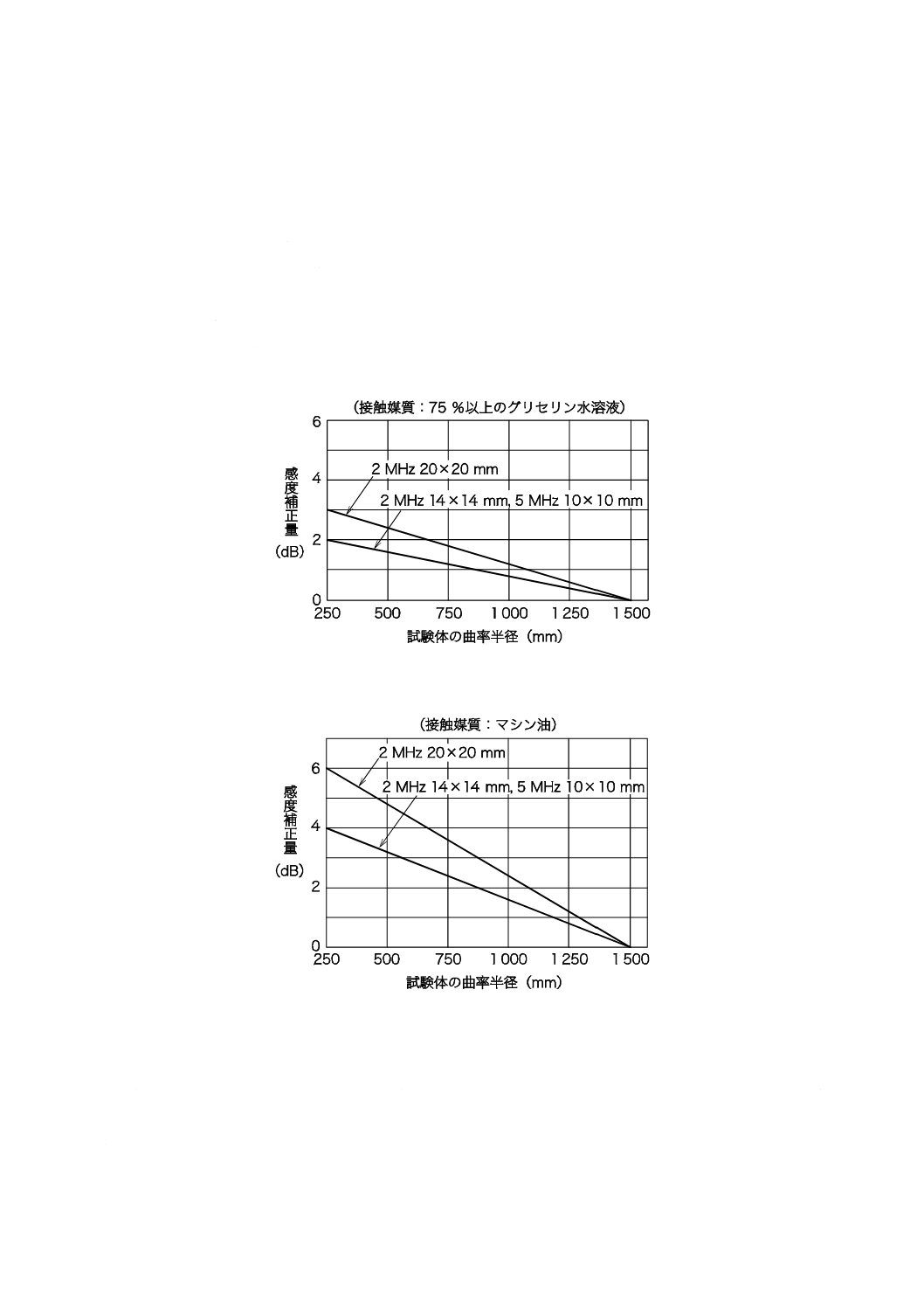
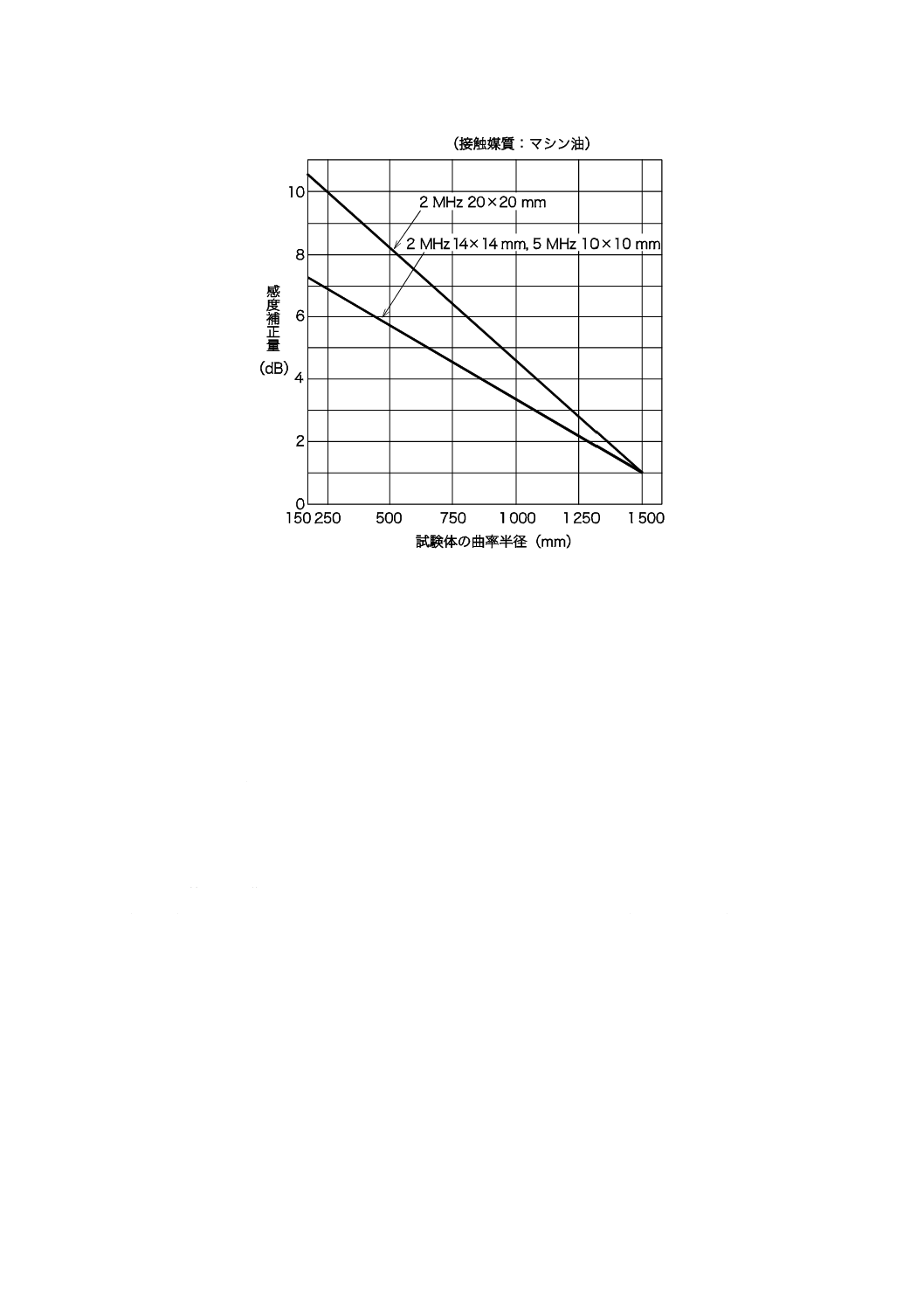
C.4.6.1.1 試験体を外面から探傷する場合
探傷面の曲率半径が250 mm以上で,探傷感度の調整にRB-41Aを用いた場合,試験体を外面から探傷
する場合の感度補正量は,使用する斜角探触子の公称周波数,振動子の公称寸法及び接触媒質によって,
図C.10及び図C.11から,1 dBの単位(四捨五入)で求める。
図C.10−円周継手の曲率による感度補正量
図C.11−円周継手の曲率による感度補正量
C.4.6.1.2 試験体を内面(凹面)から探傷する場合
探傷面の曲率半径が250 mm以上で,探傷感度の調整にRB-41Aを用いた場合,試験体を内面から探傷
する場合の感度補正量の求め方は,次による。
a) 使用する測定範囲に調整した後,探傷に使用する探触子及びそれと同じ形式の探触子を二探触子法で
43
Z 3060:2015
使用する。
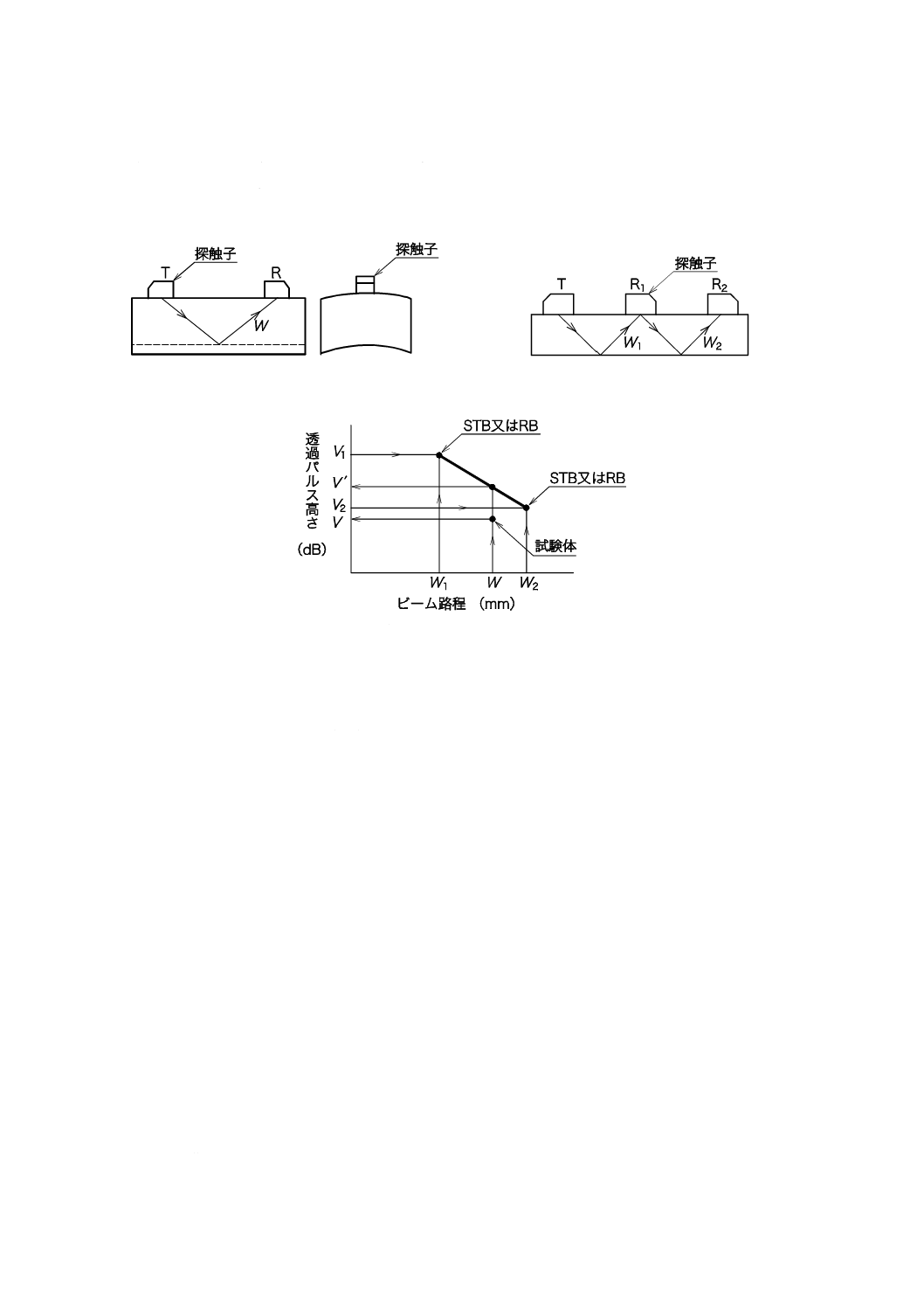
b) 実際の試験体上において,図C.12 a) に示す配置で,透過パルスが最も高くなるように探触子間距離
を調整する。この最大透過パルスの高さを50 %にし,ゲインの値V(dB)を読み取る。
c) 対比試験片又はA2形系標準試験片上において,図C.12 b) に示す配置で,上述のb) と同様な手順に
よって,受信側探触子がR1位置で透過パルスが最も高くなるように探触子間距離を調整し,透過パル
ス高さを50 %にするゲインの値V1(dB),及びR2位置における透過パルスの高さを50 %にするゲイ
ンの値V2(dB)を読み取る。
d) 両者のビーム路程が一致していない場合は,図C.12 c) に示すように,試験体におけるビーム路程の
前後となるビーム路程におけるV' の値を読み取る。
e) |V'−V|の値を感度補正量とする。
a) 試験体
b) STB又はRB
c) 感度補正量(V'−V)
図C.12−内面(凹面)から探傷する場合の感度補正量
C.4.6.2 RB-41Bによる場合
C.4.6.2.1 試験体を外面から探傷する場合
探傷面の曲率半径が250 mm以上で,探傷感度の調整にRB-41Bを用いた場合,試験体を外面から探傷
する場合の感度補正量の求め方は,次による。
a) 使用する測定範囲に調整した後,探傷に使用する探触子及びそれと同じ形式の探触子を,二探触子法
で使用する。
b) 実際の試験体上において,図C.13 a) に示す配置で,透過パルスが最も高くなるように探触子間距離
を調整する。この最大透過パルスの高さを50 %にし,ゲインの値V(dB)を読み取る。
c) 対比試験片又はA2形系標準試験片上において,図C.13 b) に示す配置で,上述のb) と同様な手順に
よって,受信側探触子がR1位置で透過パルスが最も高くなるように探触子間距離を調整し,透過パル
ス高さを50 %にするゲインの値V1(dB),及びR2位置における透過パルスの高さを50 %にするゲイ
ンの値V2(dB)を読み取る。
44
Z 3060:2015
d) 両者のビーム路程が一致していない場合は,図C.13 c) に示すように,試験体におけるビーム路程の
前後となるビーム路程におけるV' の値を読み取る。
e) |V'−V|の値を感度補正量とする。
a) 試験体
b) STB又はRB
c) 感度補正量(V'−V)
図C.13−対比試験片RB-41Bを用いて外面(凸面)から探傷する場合の感度補正量
C.4.6.2.2 試験体を内面(凹面)から探傷する場合
RB41-Bを用い,C.4.6.1.2と同様に行う。
C.5 探傷方法
C.5.1 探傷面
探傷面は,表C.2による。
C.5.2 探傷方向
探傷方向は,きずの傾きによるきずの見落としを防ぐため,2方向以上の超音波ビームで行う。
C.5.3 走査方法
探触子の走査方法は,10.2.1による。
C.5.4 走査範囲
探触子の走査範囲は,表C.2の探傷範囲を満足するものとする。
C.5.5 走査速度
走査速度は,探傷に支障を来さない速度とする。
C.6 きず位置の推定方法
きずを検出した場合のきず位置は,探触子溶接部距離,ビーム路程及び9.1.3によって測定されたSTB
屈折角又は探傷屈折角から推定する。
45
Z 3060:2015
C.7 きずの評価
きずの評価は,10.2.2による。
46
Z 3060:2015
附属書D
(規定)
長手継手溶接部の斜角探傷方法
D.1 一般
この附属書は,探傷面の曲率半径が50 mm以上1 500 mm未満で,肉厚対外径比が16 %以下の長手継手
の溶接部の超音波斜角探傷試験方法について規定する。
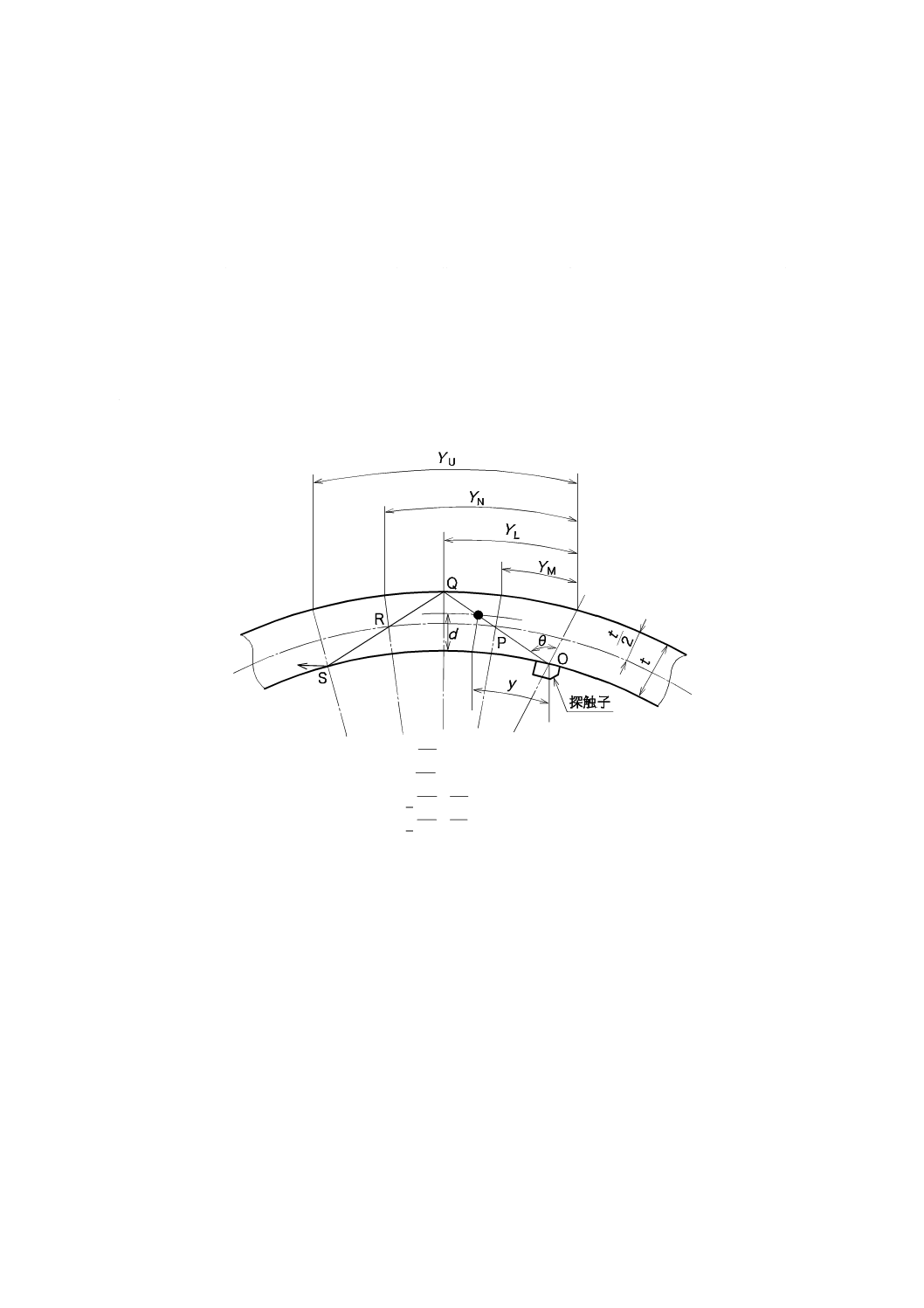
D.2 用語及び定義
この附属書で用いる主な用語及び定義は,JIS Z 2300及び箇条3によるほか,次による。
D.2.1
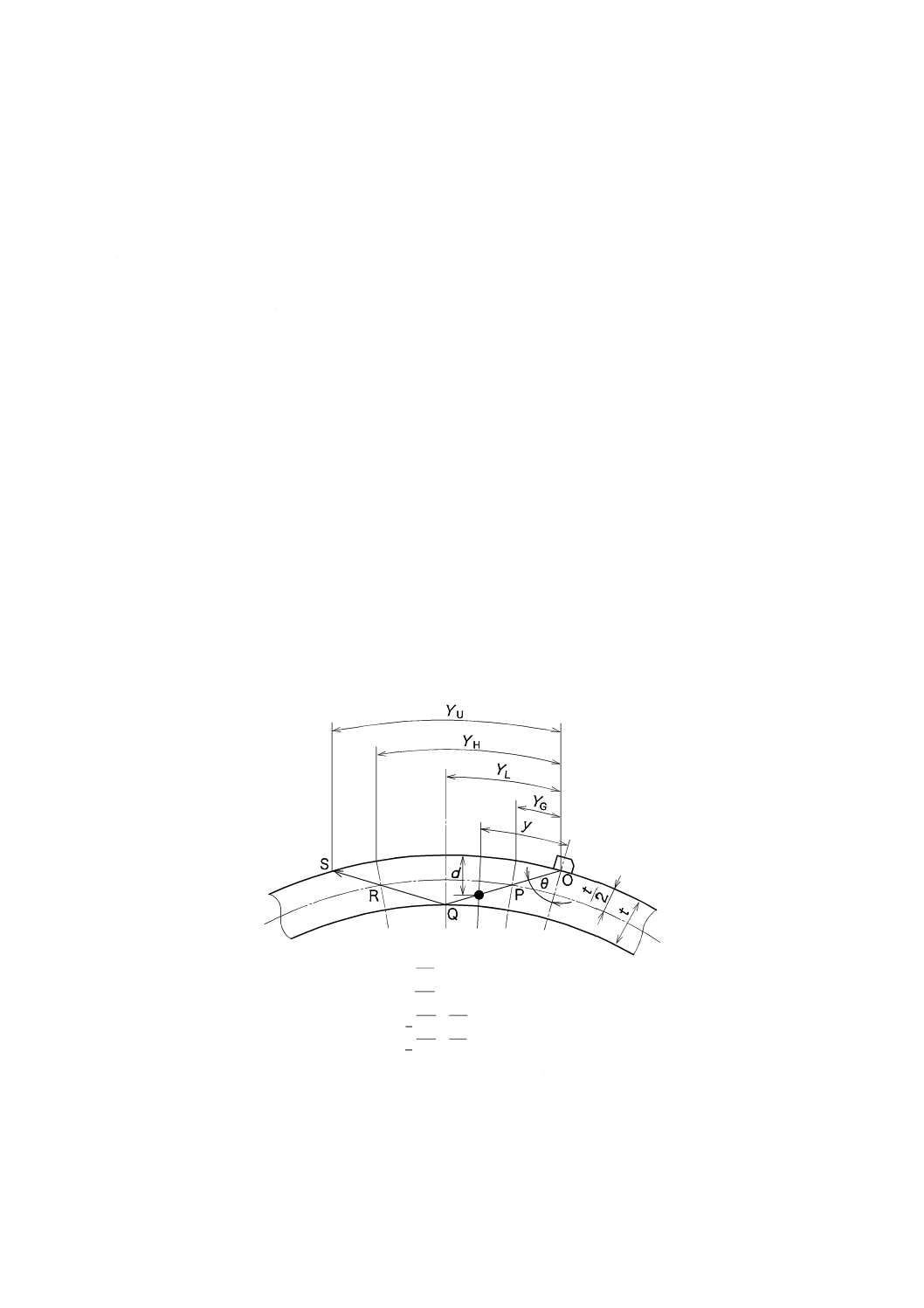
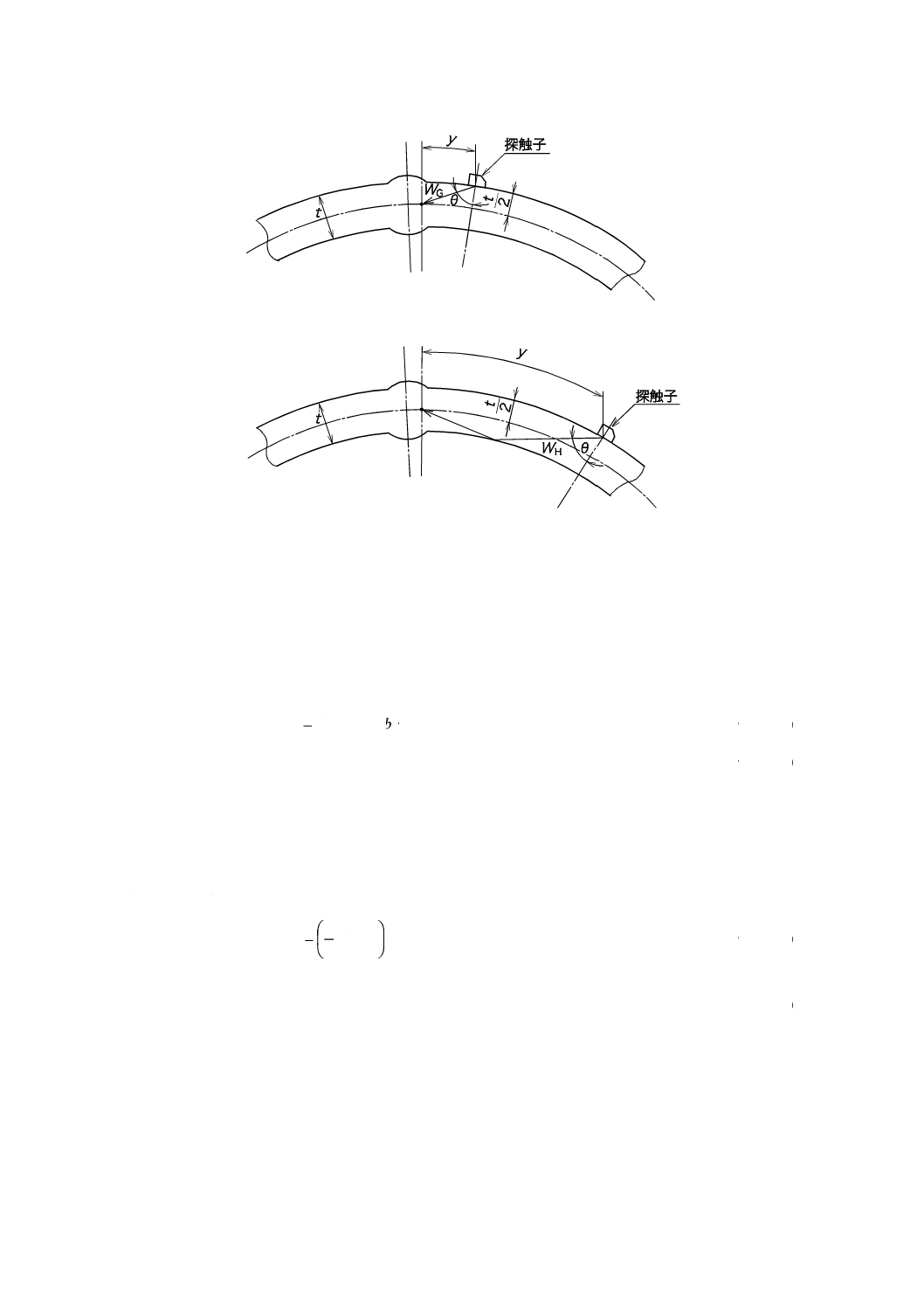
外面肉厚半値ビーム路程
曲率のある試験体の外面(凸面)からの斜角探傷において,探触子の入射点のOと肉厚中央の点Pとを
結んだ距離(図D.1のWG)。長手継手の斜角探傷においての外面肉厚半値ビーム路程は,肉厚に対する0.5
スキップのビーム路程(図D.1のWL)の1/2とはならない。
D.2.2
外面肉厚半値探触子距離
曲率のある試験体の外面(凸面)からの斜角探傷において,外面肉厚半値ビーム路程WGを試験体の外
面に投影した距離(図D.1のYG)。長手継手の斜角探傷においての外面肉厚半値探触子距離は,肉厚に対
する0.5スキップの探触子距離(図D.1のYL)の1/2とはならない。
OP
W=
G
OQ
W=
L
QR
OQ
W
+
=
H
QS
OQ
W
+
=
U
図D.1−曲率のある試験体の外面からの斜角探傷における記号
D.2.3
内面肉厚半値ビーム路程
47
Z 3060:2015
曲率のある試験体の内面(凹面)からの斜角探傷において,探触子の入射点のOと肉厚中央の点Pとを
結んだ距離(図D.2のWM)。長手継手の斜角探傷においての内面肉厚半値ビーム路程は,肉厚に対する0.5
スキップのビーム路程(図D.2のWL)の1/2とはならない。
D.2.4
内面肉厚半値探触子距離
曲率のある試験体の内面(凹面)からの斜角探傷において,内面肉厚半値ビーム路程WMを試験体の外
面に投影した距離(図D.2のYM)。長手継手の斜角探傷においての内面肉厚半値探触子距離は,肉厚に対
する0.5スキップの探触子距離(図D.2のYL)の1/2とはならない。
D.2.5
t/D
肉厚(t)の外径(D)に対する比
OP
W=
M
OQ
W=
L
QR
OQ
W
+
=
N
QS
OQ
W
+
=
U
図D.2−曲率のある試験体の内面からの斜角探傷における記号
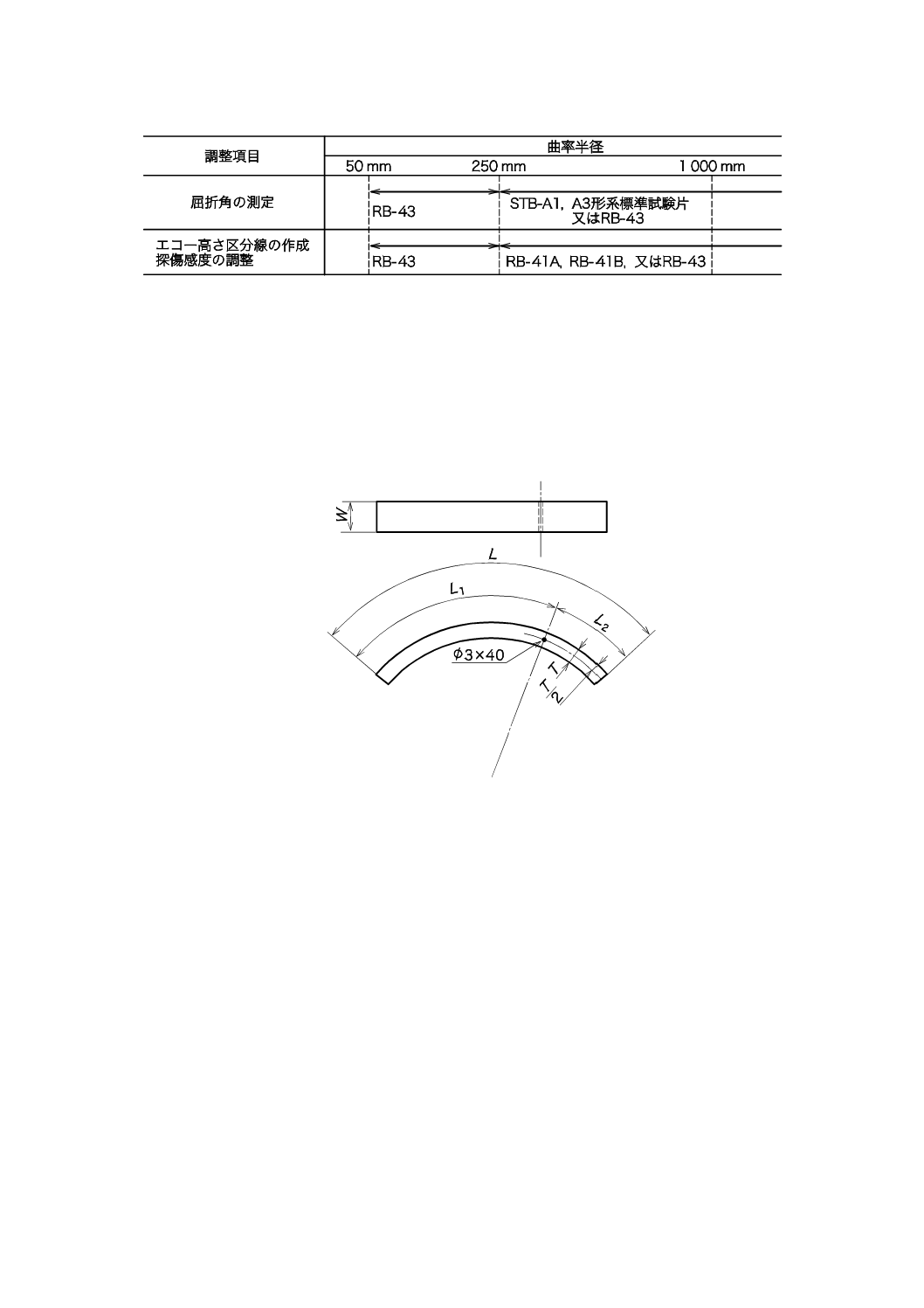
D.3 標準試験片及び対比試験片
D.3.1 試験片の適用範囲
使用する標準試験片及び対比試験片の適用範囲は,試験体の曲率半径に従って,図D.3による。
曲率半径が250 mm未満の試験体の場合には,対比試験片は,RB-43を使用する。
曲率半径が250 mm以上の試験体の場合には,RB-43又は表B.1及び図B.1のRB-41A又はRB-41Bを使
用する。
48
Z 3060:2015
図D.3−試験片の適用範囲
D.3.2 対比試験片RB-43
対比試験片RB-43の形状及び寸法は,図D.4とし,かつ,試験体と同等の音響特性の鋼材及び探傷面の
状態で,厚さ及び曲率は試験体の±10 %以内のものとする。また,横波音速は,試験体との音速差が±2 %
以内のものとする。
L: 対比試験片の長さ
L1: 2スキップ以上の長さ
L2: 1スキップ以上の長さ
T: 対比試験片の厚さ
W: 試験片の幅
W>2×λ×S/D
λ: 波長
S: 使用する最大のビーム路程
D: 振動子の幅
図D.4−対比試験片RB-43の例
D.4 探触子
D.4.1 周波数の選定
使用する斜角探触子の公称周波数は,8.3.1による。
D.4.2 振動子寸法の選定
使用する斜角探触子の振動子の公称寸法は,10 mm×10 mm以上20 mm×20 mm以下とする。
49
Z 3060:2015
D.4.3 屈折角の選定
使用する斜角探触子の公称屈折角は,8.3.3 a) 及び次による。
a) 外面(凸面)から探傷する場合
使用する探触子の公称屈折角は,表D.1から選択する。t/Dが2.3 %以下の場合において公称屈折角45°
を選択した場合は,65°又は70°を併せて使用する。
表D.1−長手継手の探傷に使用可能な探触子の公称屈折角
t/D
%
使用できる公称屈折角
°
2.3以下
70,65,60,45
2.3を超え3.9以下
65,60,45
3.9を超え5.8以下
60,45,40
5.8を超え11.1以下
45,40
11.1を超え16.0以下
40
b) 内面(凹面)から探傷する場合
使用する探触子の公称屈折角は,表5による。
D.4.4 探触子の接触面
探触子の接触面の曲面加工は,表D.2によって行う。探触子の接触面の曲面加工を行った場合は,探傷
屈折角を用いて探傷を行う。
表D.2−長手継手溶接部の接触面の曲面加工
単位 mm
探傷位置
探触子の長さa)
試験体の曲率半径
R
50以上200未満
200以上250未満 250以上750未満
750以上
外面からの
探傷
26以下
ジグの使用又は
接触面の加工を
行う。
接触面の加工を
行わない。
接触面の加工を
行わない。
接触面の加工を
行わない。
26超え36以下
ジグの使用又は
接触面の加工を
行う。
ジグの使用又は
接触面の加工を
行う。
接触面の加工を
行わない。
接触面の加工を
行わない。
内面からの
探傷
26以下
ジグの使用又は
接触面の加工を
行う。
ジグの使用又は
接触面の加工を
行う。
接触面の加工を
行わない。
接触面の加工を
行わない。
26超え36以下
ジグの使用又は
接触面の加工を
行う。
ジグの使用又は
接触面の加工を
行う。
ジグの使用又は
接触面の加工を
行う。
接触面の加工を
行わない。
注a) ビーム方向の探触子先端から後端までの長さ。
D.5 探傷装置の調整
D.5.1 入射点の測定
入射点の測定は,次による。
a) 探触子の接触面の加工を行わない場合の入射点の測定は,9.1.1による。
50
Z 3060:2015
b) 探触子の接触面の加工を行った場合の入射点の測定は,加工の影響を考慮した上で0.5 mm単位で読
み取る。測定方法は,次による。
1) 外面から探傷する接触面の加工を行った場合の入射点の測定は,図D.5 a) に示す位置に探触子を置
き,STB-A1のR100角部又はSTB-A3のR50角部に接触させた状態で,角部のエコー高さが最も高
くなる位置を求め,入射点とする。
2) 内面から探傷する接触面の加工を行った場合の入射点の測定は,図D.5 b) に示す位置に探触子を置
き,角部に接触させた状態で,角部のエコー高さが最も高くなる位置を求め,入射点とする。
a) 外面から探傷する接触面の加工を行った場合の例
b) 内面から探傷する接触面の加工を行った場合の例
図D.5−接触面の加工を行った探触子の入射点測定(試験片角部のエコーによる方法)
D.5.2 測定範囲の調整
測定範囲の調整は,9.1.2によって行い,表D.3に示す探傷範囲を満足する最大ビーム路程以上で,過大
とならない範囲とする。探触子の接触面を曲面加工した探触子を用いて探傷を行う場合,同じ形式の接触
面を加工していない探触子を用いて予備調整し,曲面加工した探触子に付け替えた後,入射点の測定時に
ゼロ点調整する。
51
Z 3060:2015
表D.3−探傷面,探傷範囲及び周波数
内外面の探傷
探傷面
探傷範囲
使用すべき最大のビーム路程
mm
周波数
MHz
外面だけ探傷可能
な場合
外面(凸面)
両側
直射法及び
1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
内外面ともに探傷
可能な場合
外面(凸面)
両側
直射法及び
1回反射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
両面両側
直射法の範囲
100以下
3.5〜5
100を超え150以下
2〜5
150を超え250以下
2〜3.5
250を超える場合
2
D.5.3 STB屈折角及び探傷屈折角の測定
D.5.3.1 探触子の接触面の加工を行わない場合
探触子の接触面の加工を行わない場合の探触子のSTB屈折角及び探傷屈折角の測定は,9.1.3による。
D.5.3.2 探触子の接触面の加工を行った場合
探触子の接触面の加工を行った場合の探傷屈折角の測定は,次による。
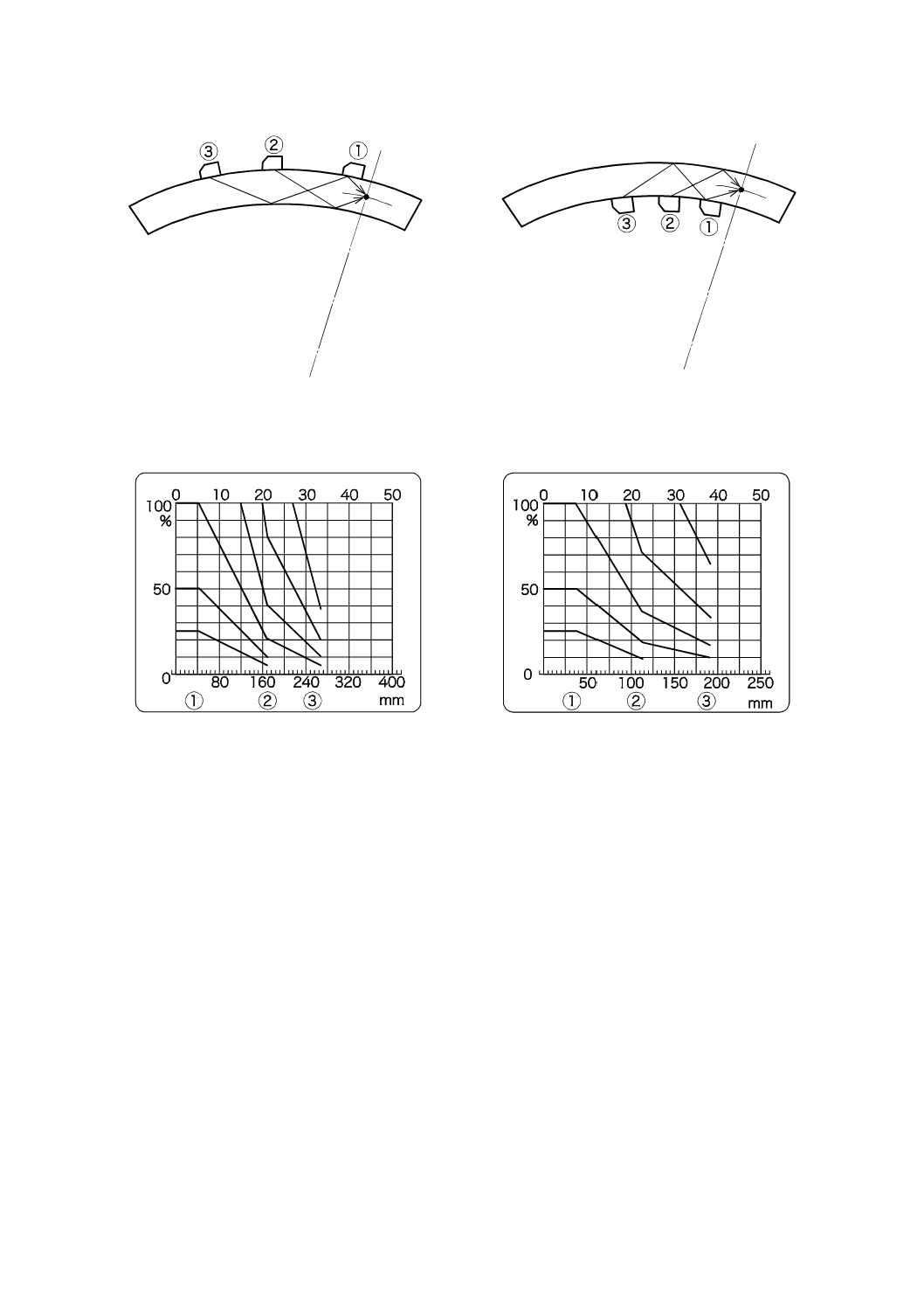
a) 外面から探傷する場合の探傷屈折角の測定は,RB-43を用い,図D.6に示す位置に探触子を配置して
YLOを求め,図D.7によってT/D及びT/YLOから,次のようにして探傷屈折角を求める。
図D.6−YLOの測定説明図
1) 図D.6において得られるYPO及びYQOから0.5スキップの探触子距離(YLO)を,式(D.1)で算出する。
PO
QO
LO
Y
Y
Y
−
=
······································································· (D.1)
次に,T/YLOを算出する。
2) 図D.7の縦軸にT/YLOの値を,横軸にT/Dの値を取り,直交する交点で探傷屈折角を読み取る。
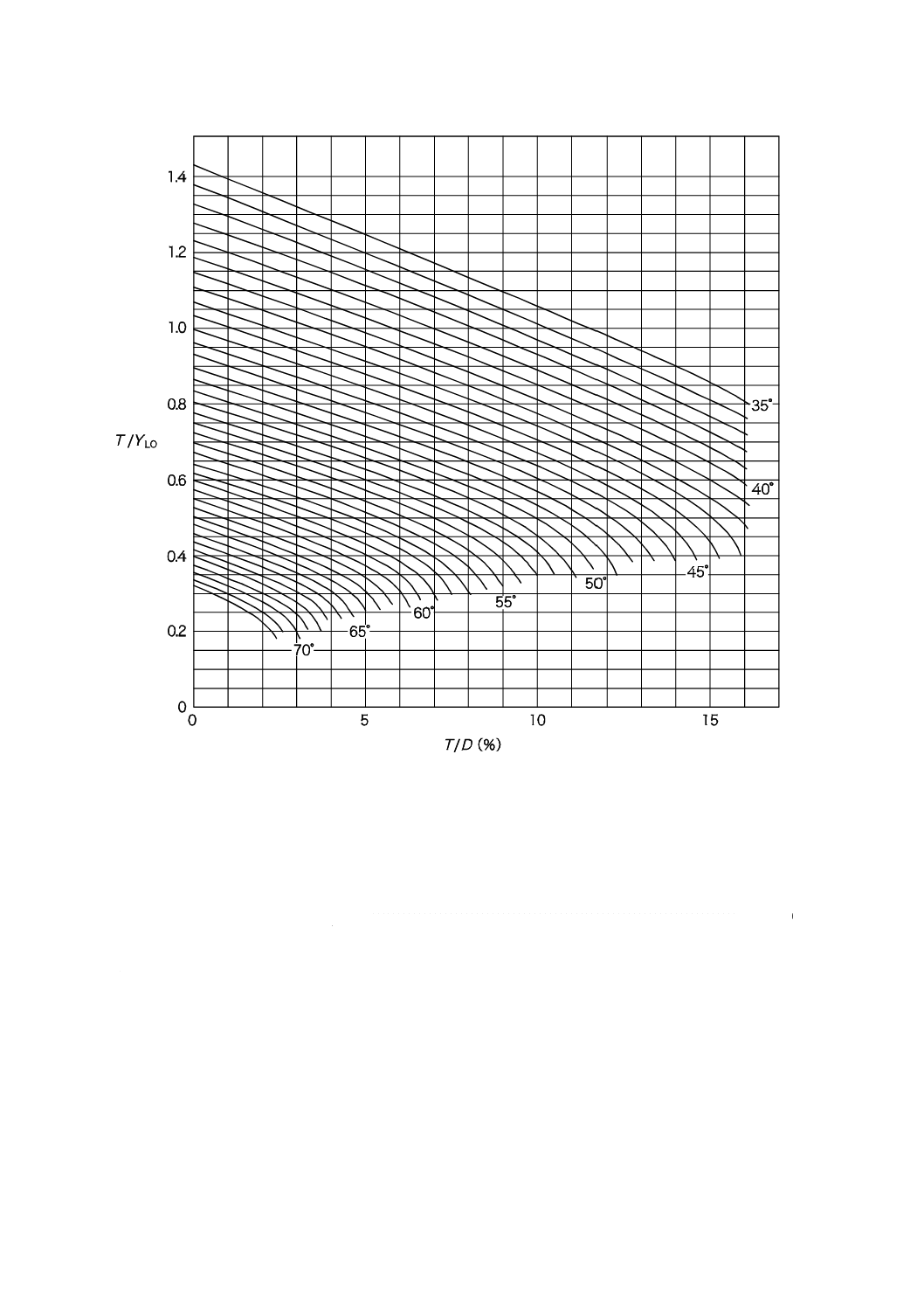
52
Z 3060:2015
図D.7−外面から探傷する場合の探傷屈折角の計算図
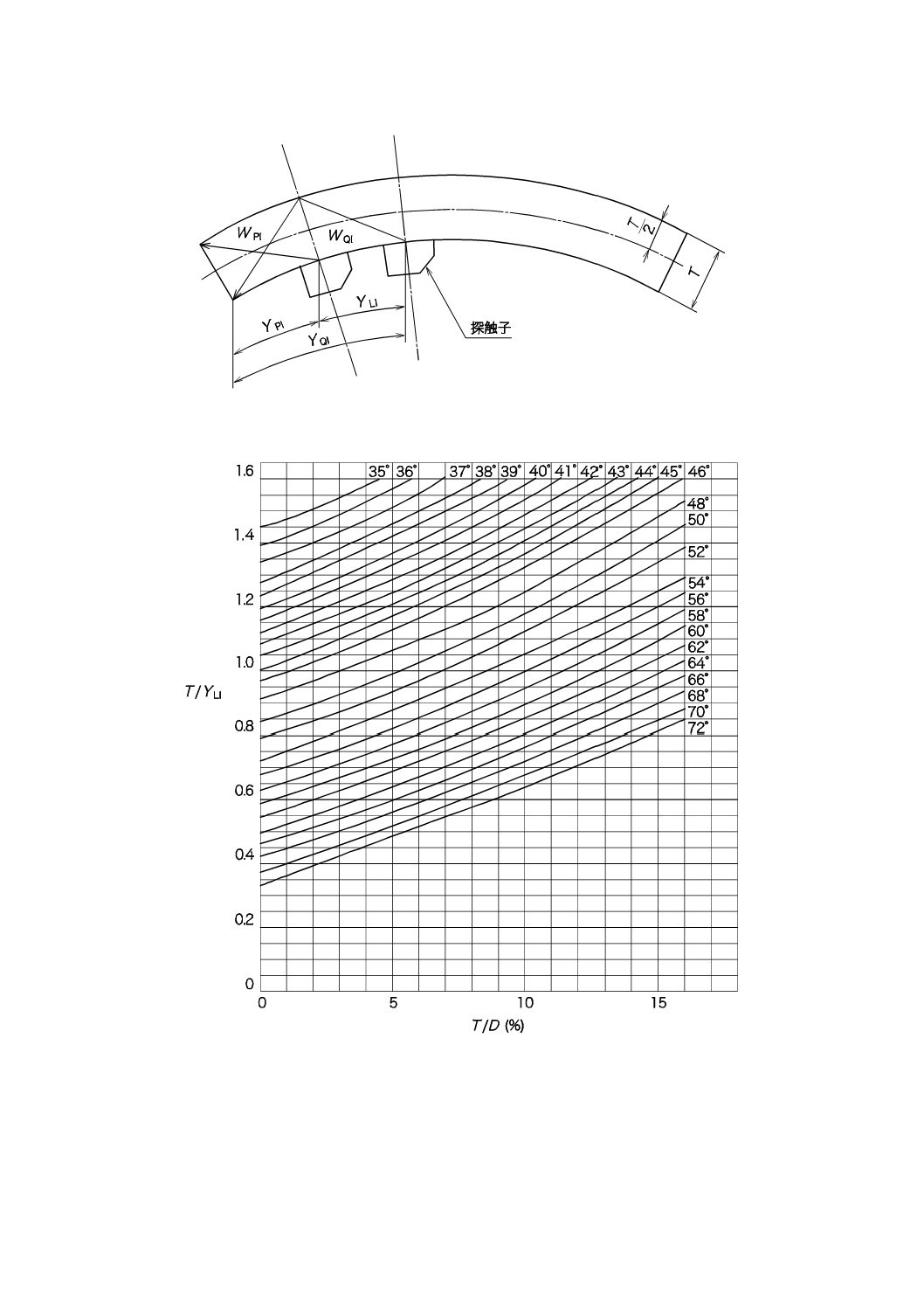
b) 内面から探傷する場合の探傷屈折角の測定は,RB-43を用い,図D.8に示す位置に探触子を配置して
YLIを求め,図D.9によってT/D及びT/YLIから,次のようにして探傷屈折角を求める。
1) 図D.8において得られるYPI及びYQIから0.5スキップの探触子距離(YLI)を,式(D.2)で算出する。
PI
QI
LI
Y
Y
Y
−
=
·········································································· (D.2)
次に,T/YLIを算出する。
2) 図D.9の縦軸にT/YLIの値を,横軸にT/Dの値を取り,直交する交点で探傷屈折角を読み取る。
53
Z 3060:2015
図D.8−YLIの測定説明図
図D.9−内面から探傷する場合の探傷屈折角の計算図
54
Z 3060:2015
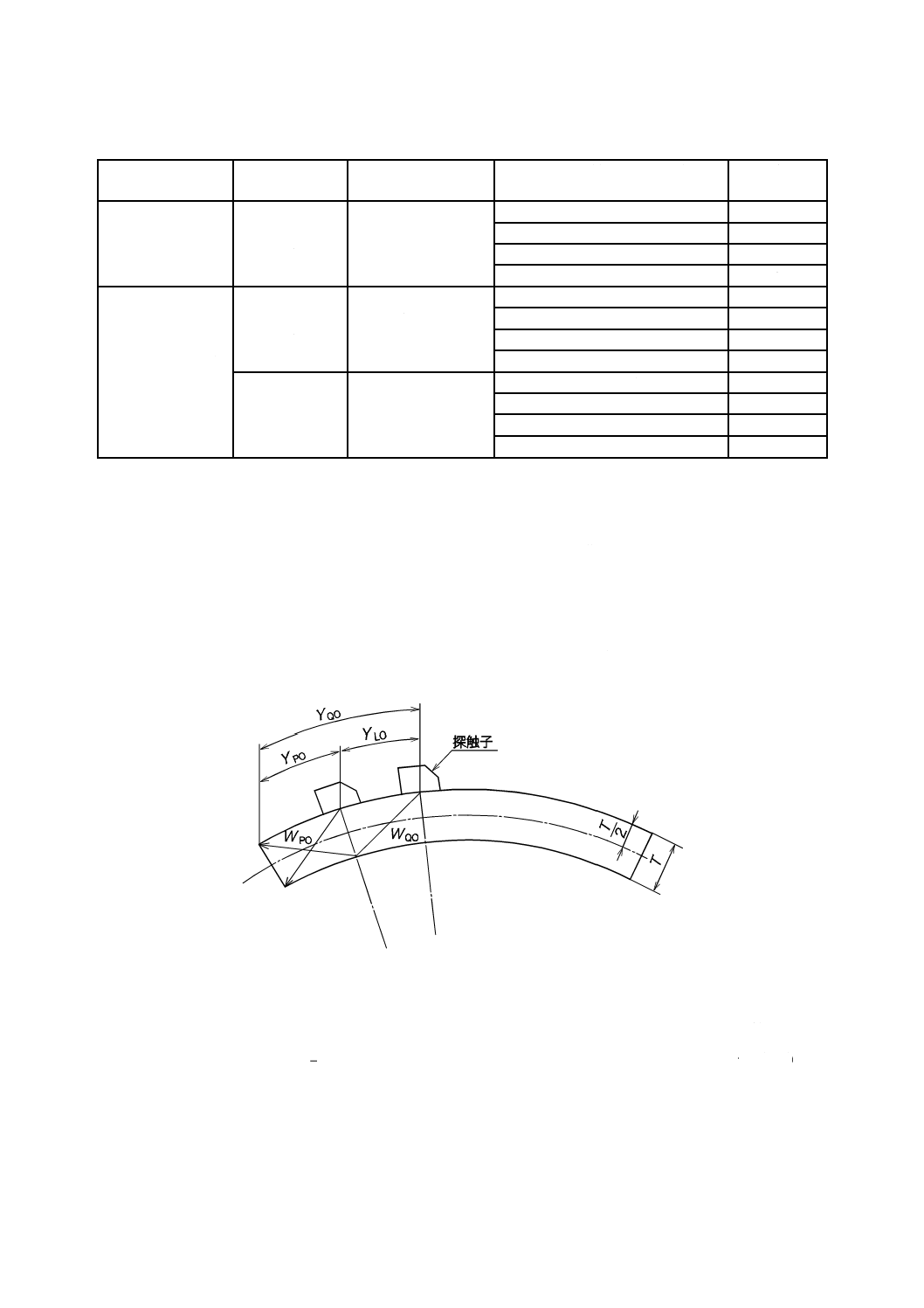
D.5.4 時間軸上の特定な点の表示
D.5.4.1 外面から探傷の場合
外面から探傷の場合は,次による。
a) 内外面位置の表示は,図D.10の配置で測定したWPO及びWQOから,内外面の位置に相当するビーム
路程をそれぞれ表示器に表示する。
b) 板厚中央に対応する時間軸上の位置は,図D.10に示すように,RB-43の標準穴をR及びSの位置か
ら順次狙い,それぞれの最大エコー高さが得られたときのエコーの立上り位置を表示器に表示する。
これらはそれぞれ,直射法及び1回反射法によるビーム路程(WGO' 及びWHO')を表す(図D.11参照)。
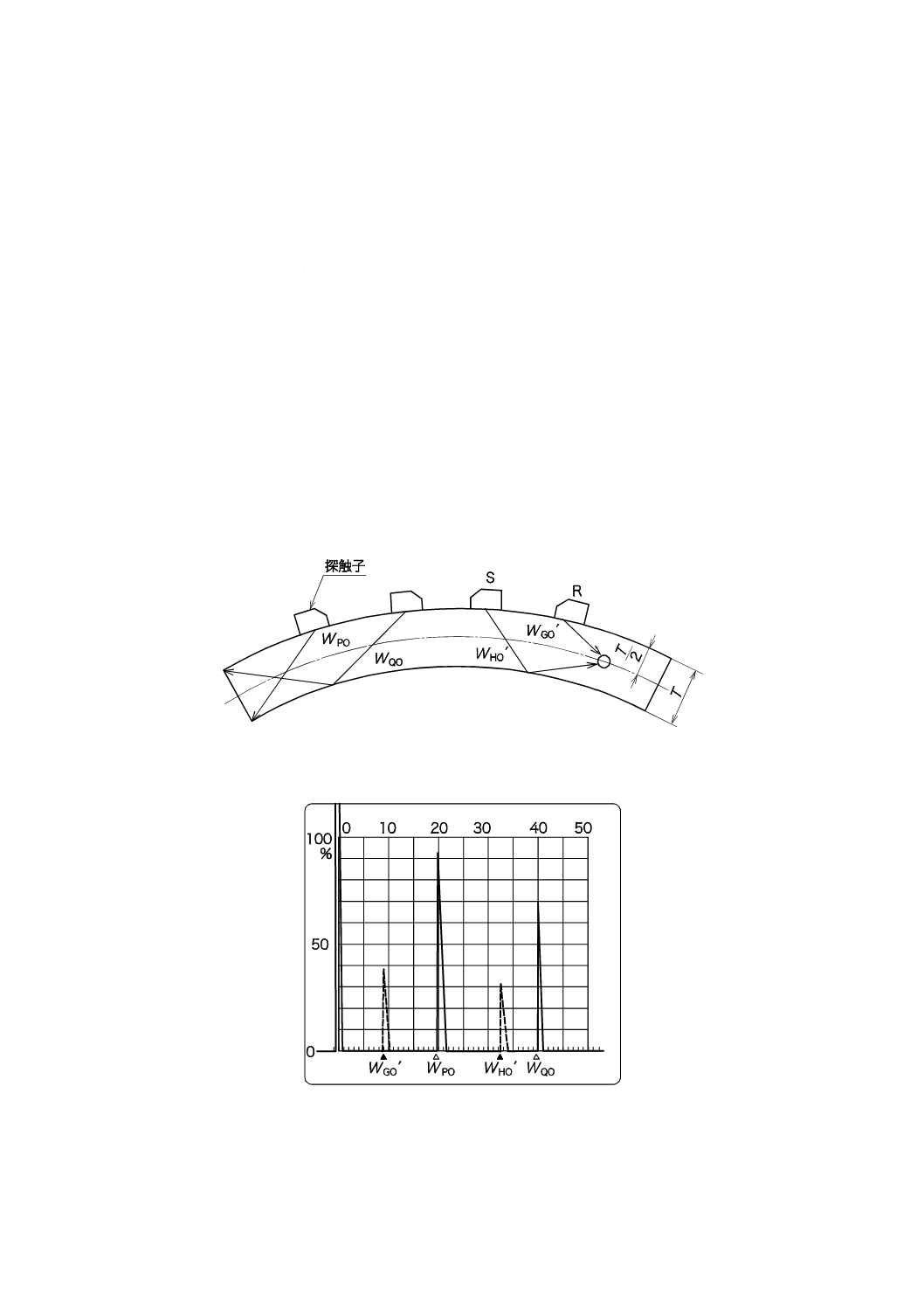
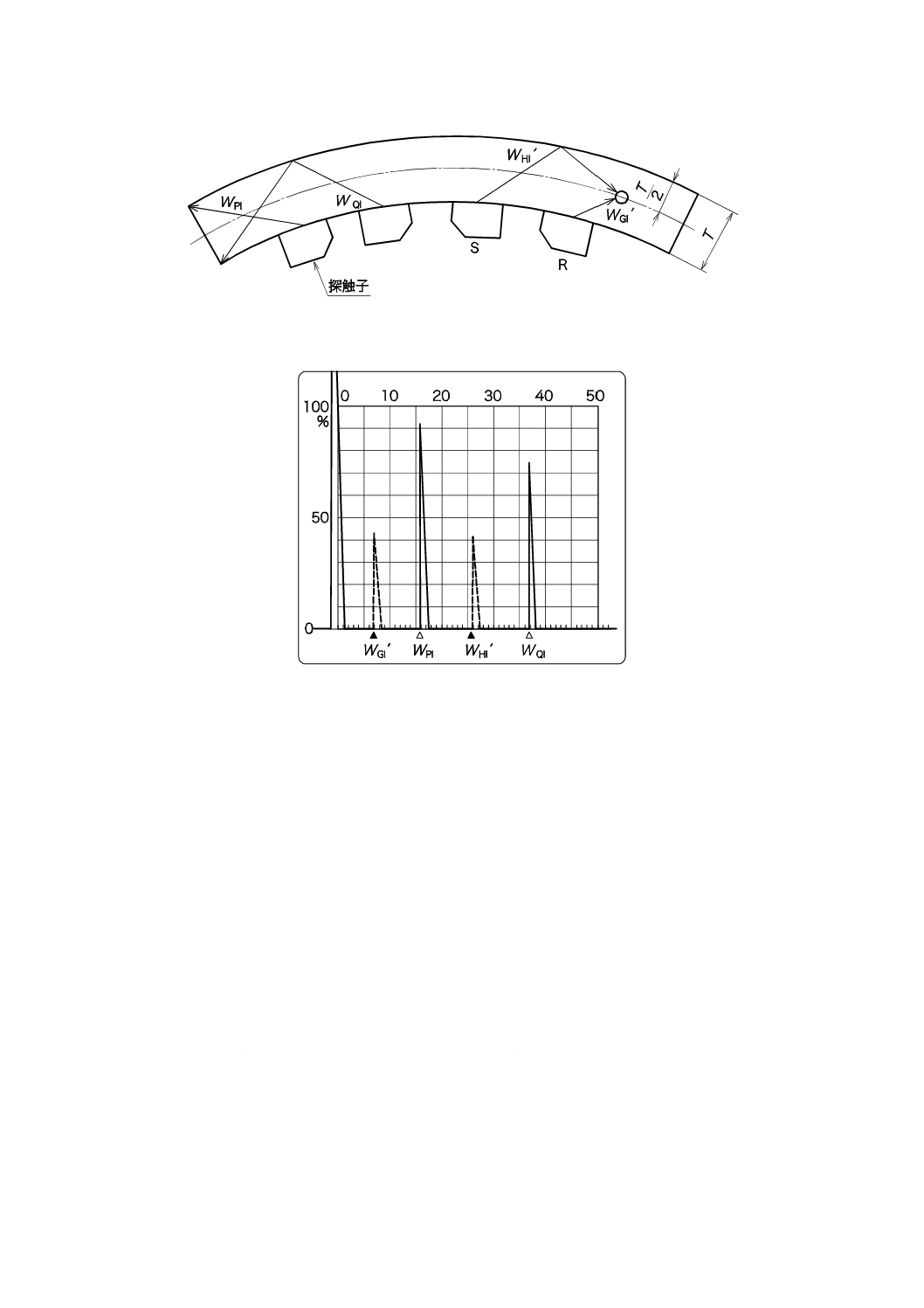
D.5.4.2 内面から探傷の場合
内面から探傷の場合は,次による。
a) 内外面位置の表示は,図D.12の配置で測定したWPI及びWQIから,内外面の位置に相当するビーム路
程をそれぞれ表示器に表示する。
b) 板厚中央に対応する時間軸上の位置は,図D.12に示すように,RB-43の標準穴をR及びSの位置か
ら順次狙い,それぞれの最大エコー高さが得られたときのエコーの立上り位置を表示器に表示する。
これらはそれぞれ,直射法及び1回反射法によるビーム路程(WGI' 及びWHI')を表す(図D.13参照)。
図D.10−探触子位置及びビーム路程の経路(外面探傷)
図D.11−時間軸上の特定な点の表示例(外面探傷)
55
Z 3060:2015
図D.12−探触子位置及びビーム路程の経路(内面探傷)
図D.13−時間軸上の特定な点の表示例(内面探傷)
D.5.5 エコー高さ区分線の作成
D.5.5.1 RB-41A又はRB-41Bを用いる場合
RB-41A又はRB-41Bを用いる場合のエコー高さ区分線はB.2.3.4による。
D.5.5.2 RB-43を用いる場合
RB-43を用いる場合のエコー高さ区分線は,使用する探触子を用いて,次の手順で作成する。
なお,探傷時のビーム路程範囲の記録点のエコー高さと事前に作成したエコー高さ区分線との差異が±2
dB以内であれば,事前に作成したエコー高さ区分線を使用してもよい。作成されたエコー高さ区分線は,
表示器上に表示する。
a) 図D.14に示す位置で探触子を走査し,それぞれの最大エコー高さを表示器に記録する。図D.15に例
示するように,これらの各点を結び,エコー高さ区分線とする。
b) エコー高さ区分線は,表示器の10 %〜100 %の範囲内において作成する。
c) ゼロ目盛から最もビーム路程の短い記録点までの範囲は,水平の線とする。
d) エコー高さ区分線は,6 dBずつ異なるエコー高さ区分線を3本以上作成する。
56
Z 3060:2015
a) 試験体を外面から探傷する場合
b) 試験体を内面から探傷する場合
図D.14−対比試験片RB-43を用いたエコー高さ区分線作成における探触子走査位置
2C20×20A60の例
a) 試験体を外面から探傷する場合
2C20×20A60の例
b) 試験体を内面から探傷する場合
注記 RB-43の外径898 mm,板厚44 mm
図D.15−RB-43を用いたエコー高さ区分線の作成例
D.5.6 探傷感度の調整
D.5.6.1 RB-41A又はRB-41Bを用いる場合
D.5.6.1.1 RB-41A
RB-41Aを用いる場合の探傷感度は,標準穴のエコー高さをH線に一致するようにゲインを調整した値
とし,D.5.7.1による感度補正量を求め,感度補正量の合計値が2 dBを超える場合には感度補正量を加え
た条件とする。
D.5.6.1.2 RB-41B
RB-41Bを用いる場合の探傷感度は,標準穴のエコー高さをH線に一致するようにゲインを調整した値
とし,更にD.5.7.2による感度補正量を求め,感度補正量の合計値が2 dBを超える場合には感度補正量を
加えた条件とする。
D.5.6.2 RB-43を用いる場合
RB-43を用いる場合の探傷感度は,探傷を行う面と同じ面から探傷した場合の標準穴のエコー高さをH
57
Z 3060:2015
線に一致するようにゲイン調整した値とする。
D.5.7 感度補正量の求め方
D.5.7.1 RB-41Aを用いた場合
D.5.7.1.1 試験体を外面から探傷する場合
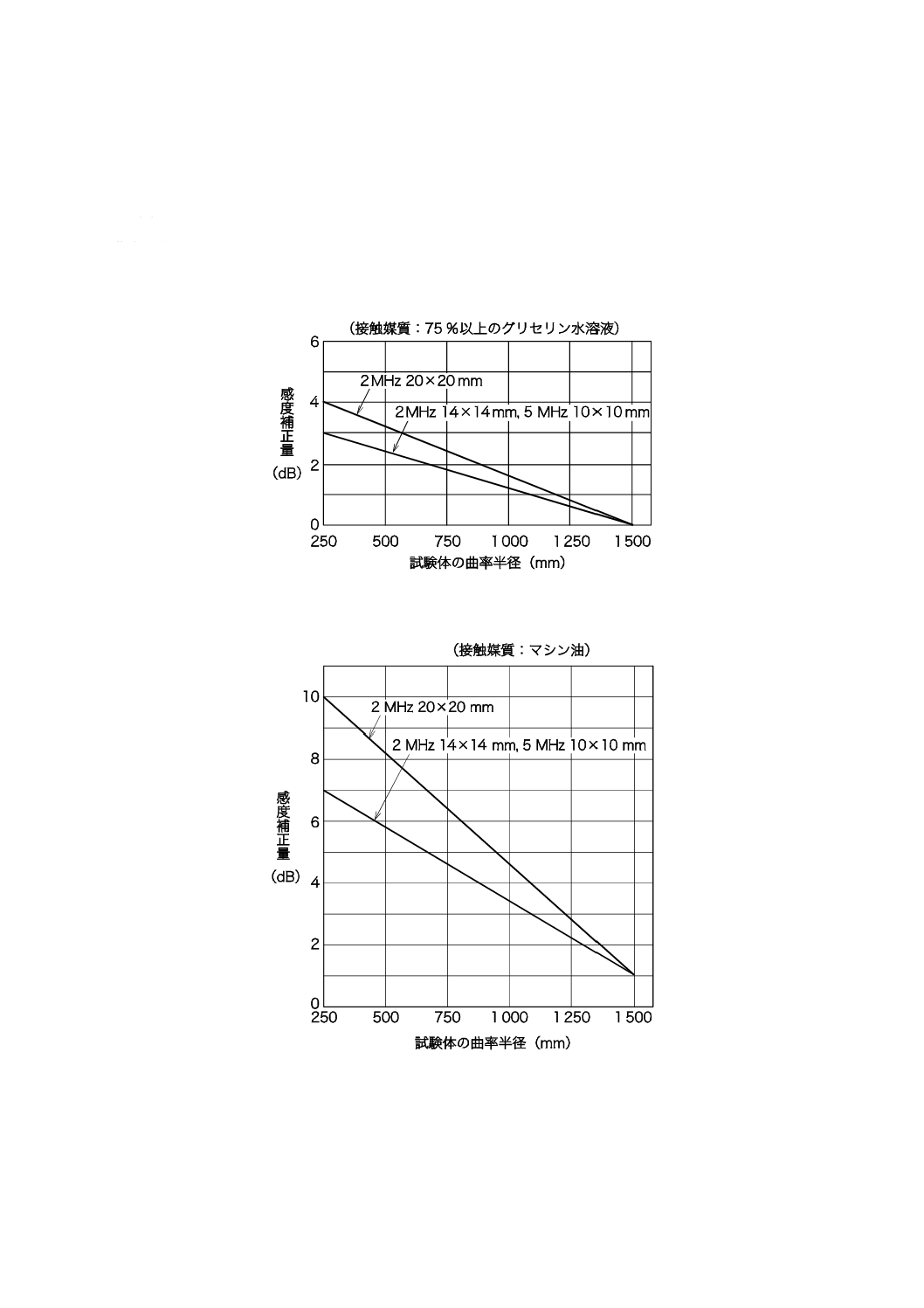
曲率半径が250 mm以上で外面から探傷する場合は,使用する斜角探触子の公称周波数,振動子の公称
寸法及び接触媒質によって,図D.16及び図D.17から1 dBの単位(四捨五入)で感度補正量を求める。
図D.16−長手継手の曲率による感度補正量
図D.17−長手継手の曲率による感度補正量
D.5.7.1.2 試験体を内面(凹面)から探傷する場合
試験体を内面(凹面)から探傷する場合は,次による。
58
Z 3060:2015
a) 使用する測定範囲に調整した後,探傷に使用する探触子及びそれと同じ形式の探触子を二探触子法で
使用する。
b) 実際の試験体上において,図D.18 a) に示す配置で,透過パルスが最も高くなるように探触子間距離
を調整する。この最大透過パルスの高さを50 %にし,ゲインの値V(dB)を読み取る。
c) 対比試験片上において,図D.18 b) に示す配置で,上述のb) と同様な手順によって,受信側探触子が
R1位置で透過パルスが最も高くなるように探触子間距離を調整し,透過パルス高さを50 %にするゲイ
ンの値V1(dB),及びR2位置における透過パルスの高さを50 %にするゲインの値V2(dB)を読み取
る。
d) 両者のビーム路程が一致していない場合は,図D.18 c) に示すように,試験体におけるビーム路程の
前後となるビーム路程におけるV' の値を読み取る。
e) |V'−V|の値を感度補正量とする。
a) 試験体
b) STB又はRB
c) 感度補正量(V'−V)
図D.18−内面(凹面)から探傷する場合の感度補正量
D.5.7.2 RB-41Bを用いた場合
D.5.7.2.1 試験体を外面から探傷する場合
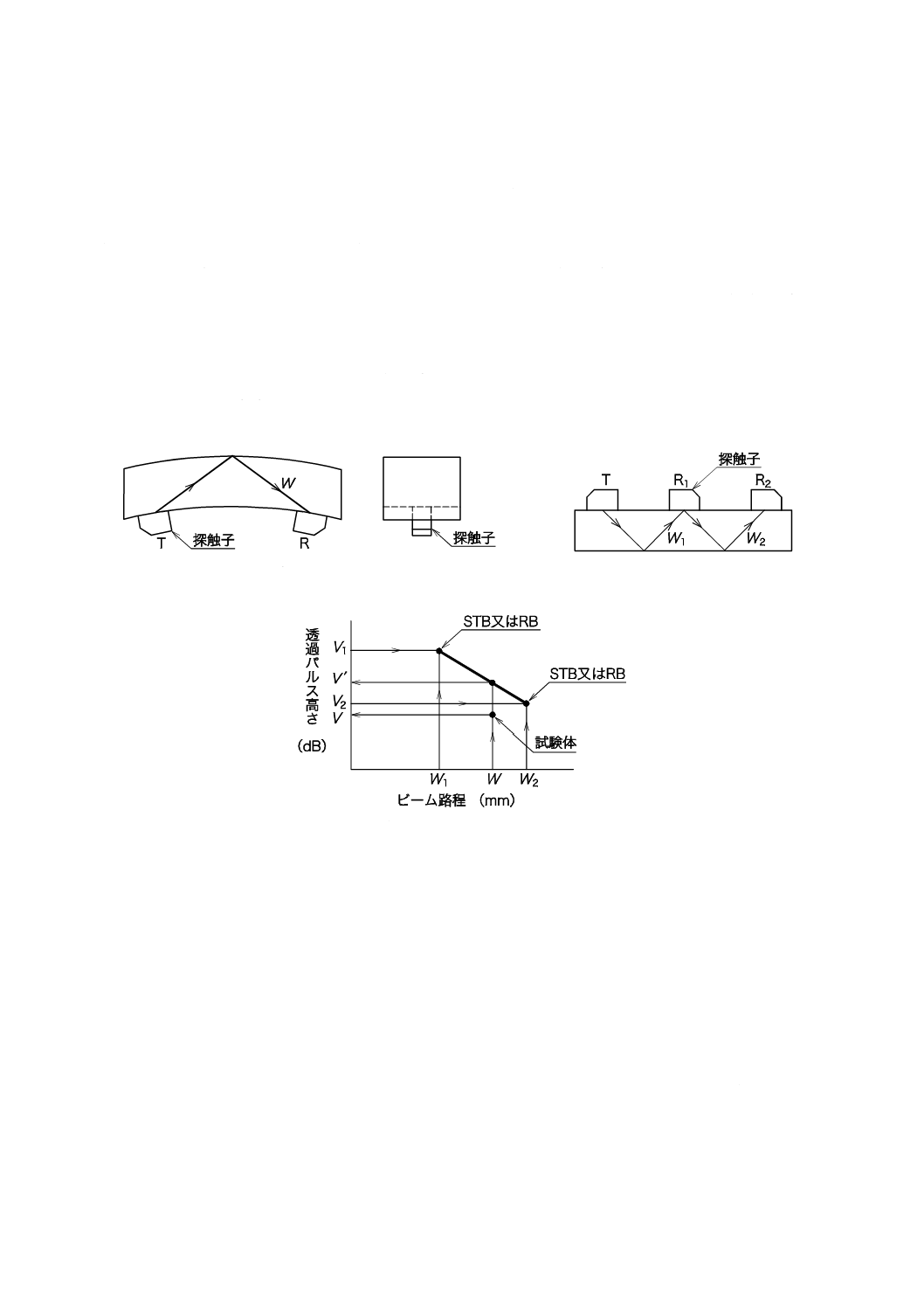
試験体を外面から探傷する場合は,次による。
a) 使用する測定範囲に調整した後,探傷に使用する探触子及びそれと同じ形式の探触子を二探触子法で
使用する。
b) 実際の試験体上において,図D.19 a) に示す配置で,透過パルスが最も高くなるように探触子間距離
を調整する。この最大透過パルスの高さを50 %にし,ゲインの値V(dB)を読み取る。
c) 対比試験片上において,図D.19 b) に示す配置で,上述のb) と同様な手順によって,受信側探触子が
R1位置で透過パルスが最も高くなるように探触子間距離を調整し,透過パルス高さを50 %にするゲイ
ンの値V1(dB),及びR2位置における透過パルスの高さを50 %にするゲインの値V2(dB)を読み取
る。
59
Z 3060:2015
d) 両者のビーム路程が一致していない場合は,図D.19 c) に示すように,試験体におけるビーム路程の
前後となるビーム路程におけるV' の値を読み取る。
e) |V'−V|の値を感度補正量とする。
a) 試験体
b) RB-41B
c) 感度補正量(V'−V)
図D.19−RB-41Bを用いて外面(凸面)から探傷する場合の感度補正量
D.5.7.2.2 試験体を内面(凹面)から探傷する場合
RB41-Bを用い,D.5.7.1.2と同様に行う。
D.6 探傷方法
D.6.1 探傷面
探傷面は,表D.3による。
D.6.2 探傷方向
探傷方向は,きずの傾きによるきずの見落としを防ぐため,2方向以上の超音波ビームで行う。
D.6.3 走査方法
探触子の走査方法は,10.2.1による。
D.6.4 走査範囲
探触子の走査範囲は,表D.3の探傷範囲を満足するものとする。
D.6.5 走査速度
探触子の走査速度は,探傷に支障を来さない速度とする。
D.7 きず位置の推定方法
D.7.1 幾何学に基づく計算方法
D.7.1.1 試験体を外面から探傷する場合
試験体を外面から探傷する場合のきず位置の推定は,次による。ただし,Dは外径,R=D/2,r=R−t
60
Z 3060:2015
とし,角度は度を用いて計算する。
a) 読み取ったビーム路程(W)から,探触子距離(yd)及びきず深さ(d)を,直射法,1回反射法のそ
れぞれの探傷方法によって表D.4に示す式によって算出する(直射法の場合は図D.20を,1回反射法
の場合は図D.21を参照)。
表D.4−外面から探傷する場合のきず位置の計算方法
探傷法
きずの位置
計算式
関連する計算式
直射法
きずの深さ
d
sin
sin
θ
θ
R
R
d
×
−
=
(
)
−
×
×
=
−
W
θ
R
θ
R
θ
cos
sin
tan1
d
探触子きず距離
(
)
180
d
U
d
θ
θ
R
π
Y
y
−
×
−
=
1回反射法
きずの深さ
d
sin
sin
θ
θ
R
R
d
×
−
=
(
)
(
)
−
−
×
×
=
−
W
W
R
R
U
1
d
cos
sin
tan
θ
θ
θ
×
=
−
θ
θ
sin
sin
'
1
r
R
'
cos
2
cos
2
U
θ
θ
×
×
−
×
×
=
r
R
W
探触子きず距離
(
)
180
d
U
d
θ
θ
R
Y
y
−
×
−
=
π
図D.20−外面から探傷する場合のきず位置推定(直射法)
61
Z 3060:2015
図D.21−外面から探傷する場合のきず位置推定(1回反射法)
b) 横波音速がSTB音速と異なる試験体(表5において,探傷屈折角による規定がなされているSTB音
速比の範囲の試験体をいう。)を探傷する場合は,きずを検出した方向で求めた探傷屈折角を使用する。
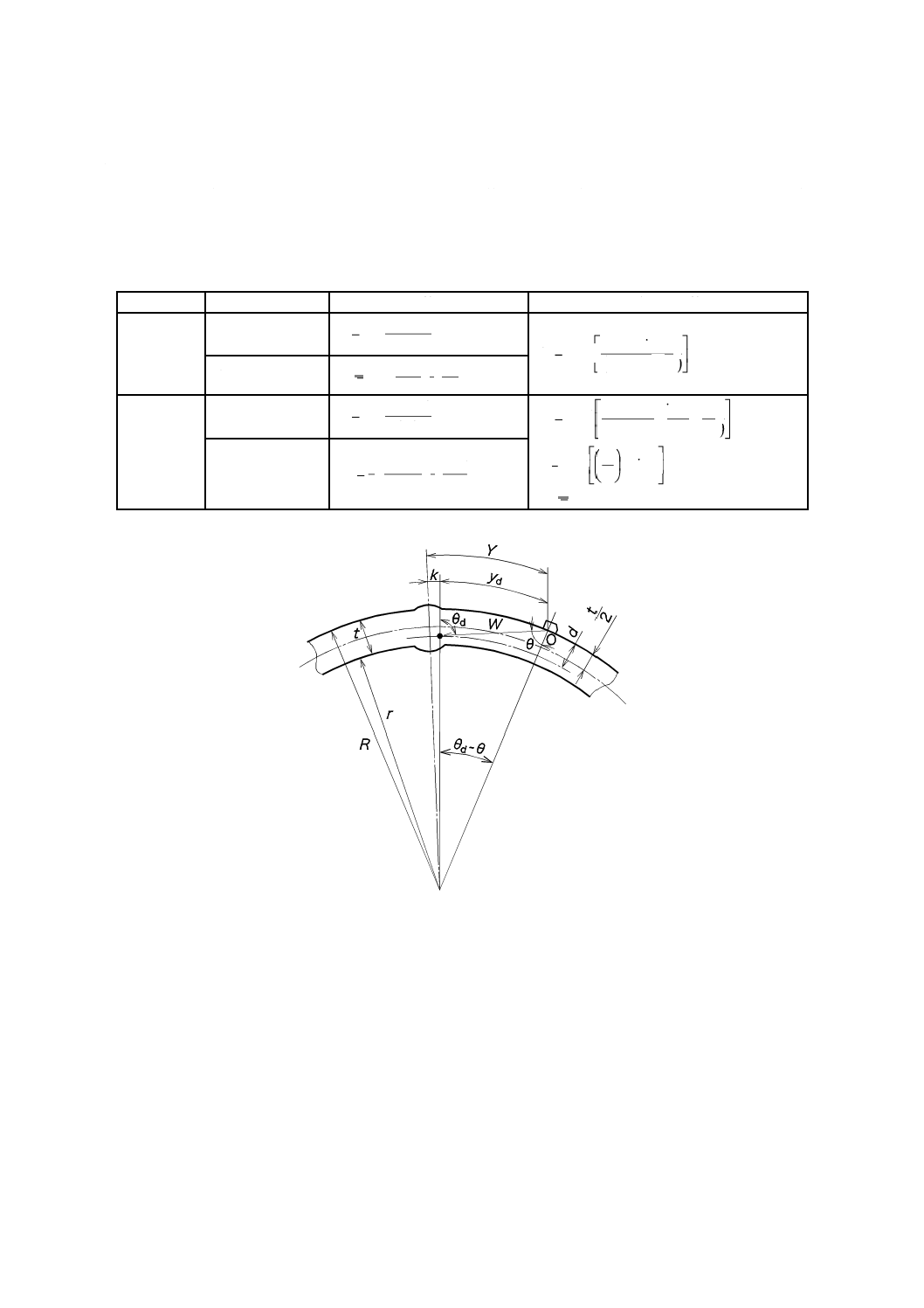
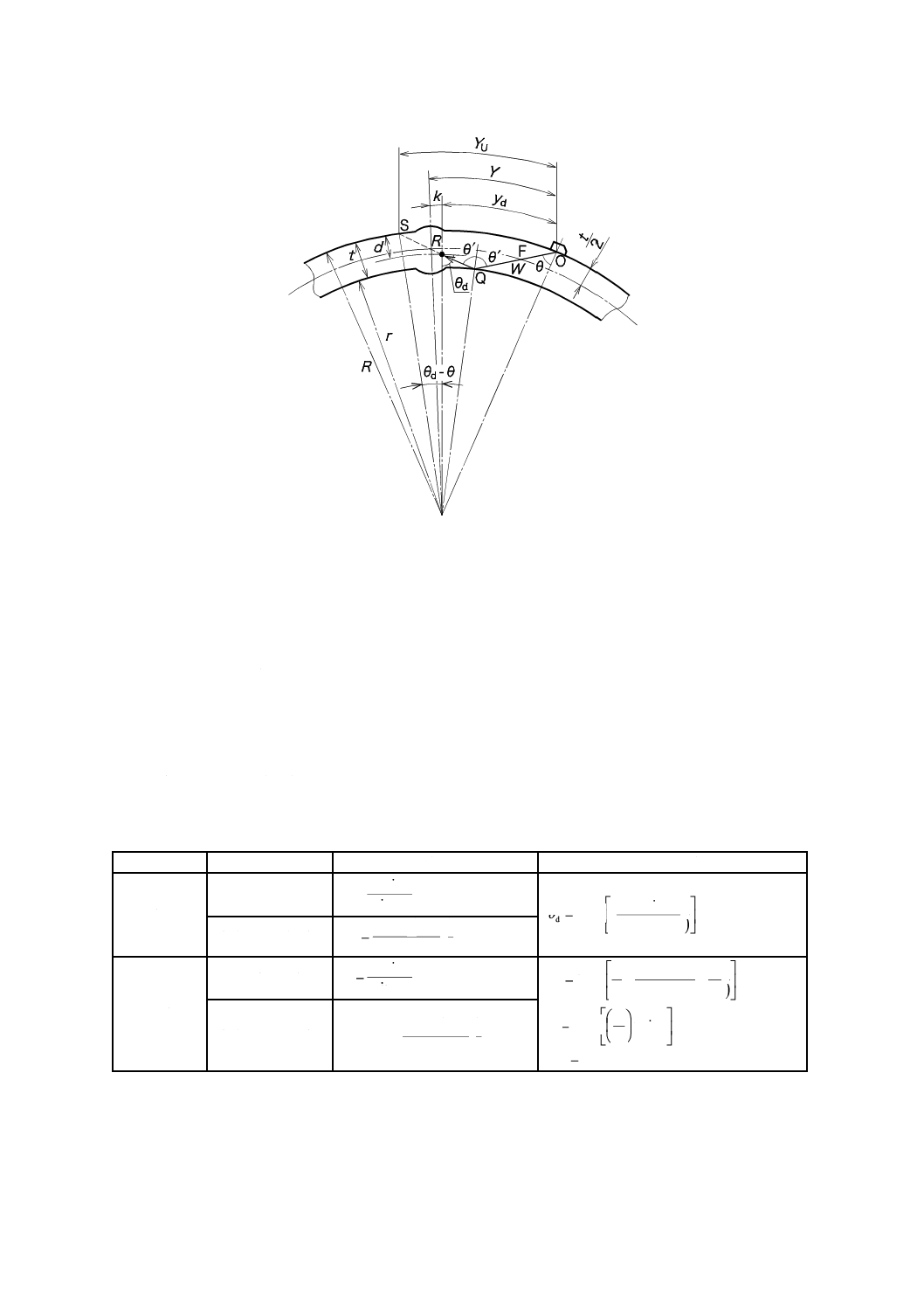
D.7.1.2 試験体を内面から探傷する場合
試験体を内面から探傷する場合のきず位置の推定は,次による。ただし,Dは外径,R=D/2,r=R−t
とし,角度は度を用いて計算する。
a) 読み取ったビーム路程(W)から,探触子距離(yd)及びきず深さ(d)を,直射法,1回反射法のそ
れぞれの探傷方法によって表D.5に示す式によって算出する(直射法の場合は図D.22を,1回反射法
の場合は図D.23を参照)。
表D.5−内面から探傷する場合のきず位置の計算方法
探傷法
きずの位置
計算式
関連する計算式
直射法
きずの深さ
r
r
d
−
×
=
d
sin
sin
θ
θ
(
)
+
×
×
=
−
W
θ
r
θ
r
cos
sin
tan1
dθ
探触子きず距離
(
)
180
d
d
θ
θ
π
−
×
×
=
r
y
1回反射法
きずの深さ
r
s
r
d
−
×
=
d
in
sin
θ
θ
(
)
(
)
−
+
×
×
=
−
W
W
θ
r
θ
r
θ
U
1
d
cos
sin
tan
×
=
−
θ
R
r
'
sin
sin1
θ
θ
θ
cos
2
cos
2
U
×
×
−
×
×
=
r
'
R
W
探触子きず距離
(
)
180
d
UI
d
θ
θ
r
π
Y
y
−
×
×
−
=
62
Z 3060:2015
図D.22−内面から探傷する場合のきず位置推定(直射法)
図D.23−内面から探傷する場合のきず位置推定(1回反射法)
b) 横波音速がSTB音速と異なる試験体(表5において,探傷屈折角による規定がなされているSTB音
速比の範囲の試験体をいう。)を探傷する場合は,きずを検出した方向で求めた探傷屈折角を使用する。
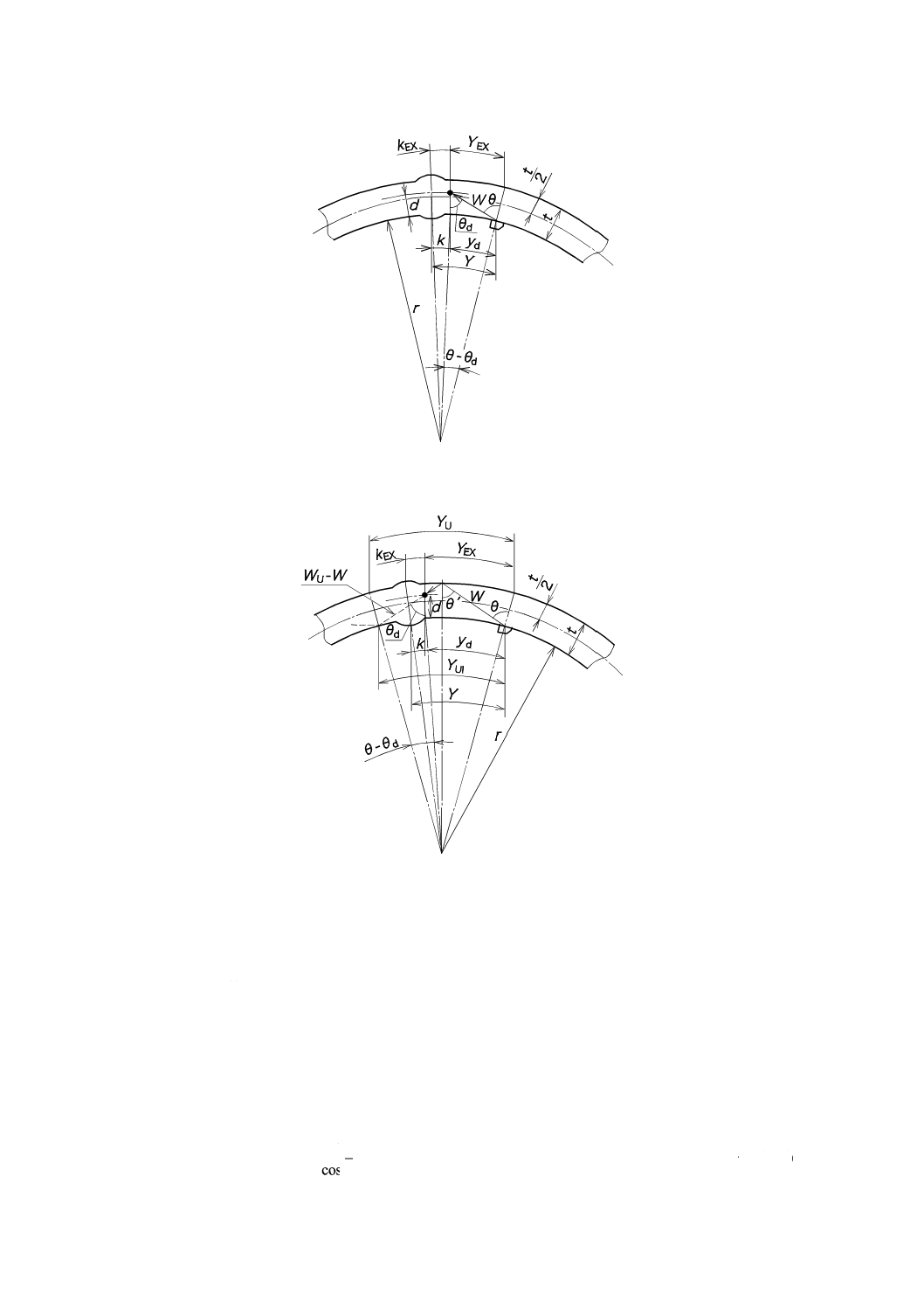
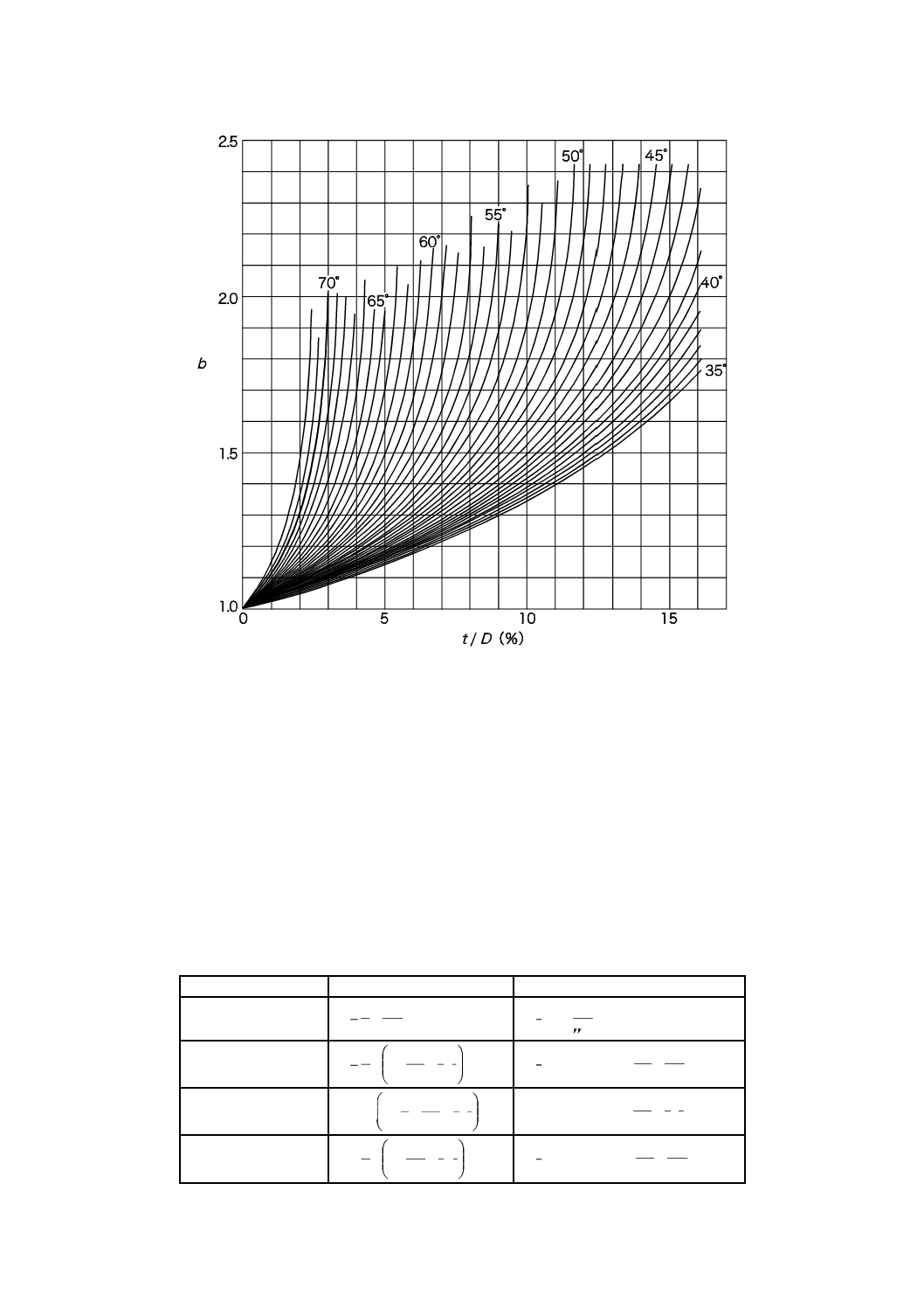
D.7.2 近似的な計算方法
D.7.2.1 ビーム路程の補正方法
D.7.2.1.1 内外面位置に対応するビーム路程
図D.24によって,試験体のt/Dの横軸目盛と使用する探触子の探傷屈折角(θ)との交点に対応する縦
軸目盛からビーム路程の補正係数(a)を読み取る。内外面の位置に対応するビーム路程(WL及びWU)は,
それぞれ式(D.3)及び式(D.4)によって算出する。
a
θ
t
W
×
=cos
L
········································································ (D.3)
63
Z 3060:2015
2
×
=
L
U
W
W
·········································································· (D.4)
図D.24−t/Dによるビーム路程補正係数a(外面探傷)
D.7.2.1.2 外面肉厚半値ビーム路程
図D.24によって試験体のt/Dの横軸目盛を,tにt/2を代入して求め,D.7.2.1.1と同様にしてビーム路程
の補正係数(a)を読み取る。直射法による外面肉厚半値ビーム路程(WG)及び1回反射法による外面肉
厚半値ビーム路程(WH)は,それぞれ式(D.5)及び式(D.6)によって算出する(図D.25参照)。
直射法のビーム路程
a
θ
t
W
×
=cos
2
G
······································································· (D.5)
l回反射法のビーム路程
G
U
H
W
W
W
−
=
········································································ (D.6)
64
Z 3060:2015
図D.25−外面肉厚半値ビーム路程
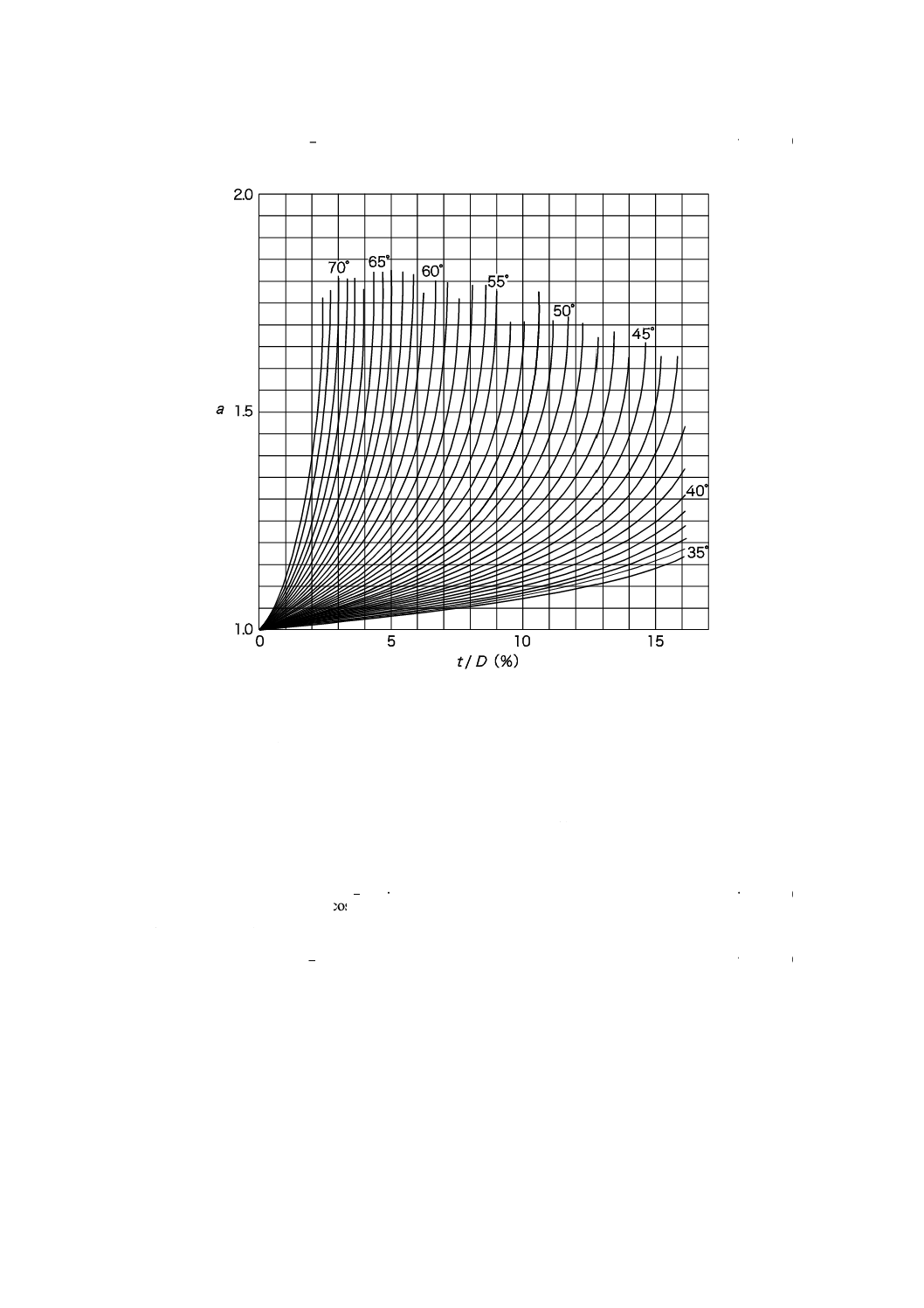
D.7.2.2 探触子距離の補正方法
D.7.2.2.1 外面探傷における内外面位置の探触子距離
図D.26によって,試験体のt/Dの横軸目盛と使用する探触子の探傷屈折角(θ)との交点に対応する縦
軸目盛から探触子距離の補正係数を読み取り,これをbとする。内外面の探触子距離をYL及びYUとすれ
ば,それぞれ式(D.7)及び式(D.8)によって算出する。
(
)b
θ
t
Y
×
×
=
tan
L
····································································· (D.7)
2
L
U
×
=Y
Y
············································································ (D.8)
D.7.2.2.2 外面肉厚半値探触子距離
図D.26によって試験体のt/Dの横軸目盛を,tにt/2を代入して求め,D.7.2.2.1と同様にして探触子距離
の補正係数(b)を読み取る。直射法による外面肉厚半値探触子距離(YG)及び1回反射法による外面肉
厚半値探触子距離(YH)は,それぞれ式(D.9)及び式(D.10)によって算出する。
直射法の外面肉厚半値探触子距離
b
θ
t
Y
×
×
=
tan
2
G
·································································· (D.9)
l回反射法の外面肉厚半値探触子距離
G
U
H
Y
Y
Y
−
=
·········································································(D.10)
65
Z 3060:2015
図D.26−t/Dによる探触子距離補正係数b
D.7.2.3 比例配分によるきず位置の推定方法
D.7.2.3.1 外面から探傷する場合
外面から探傷する場合の比例配分によるきず位置の推定方法は,次による。
a) 探触子距離(y)及びきず深さ(d)は,読み取ったビーム路程(W)及び外面肉厚半値ビーム路程(WG
又はWH)から比例配分によって,表D.6に示す計算式を用いて算出する(図D.1参照)。
b) 横波音速がSTB音速と異なる試験体(表5において,探傷屈折角による規定がなされているSTB音
速比の範囲の試験体をいう。)を探傷する場合は,きずを検出した方向で求めた探傷屈折角を使用する。
表D.6−外面から探傷する場合の比例配分によるきず位置の計算方法
ビーム路程の範囲
きずの深さ
探触子きず距離
WG以下
G
2W
W
t
d
×
=
G
GW
W
Y
y
×
=
WGを超えWL以下
−
−
+
×
=
G
L
G
1
2
W
W
W
W
t
d
(
)
G
L
G
G
L
G
W
W
W
W
Y
Y
Y
y
−
−
×
−
+
=
WLを超えWH以下
−
−
×
−
×
=
L
H
L
2
1
1
W
W
W
W
t
d
(
)
L
H
L
L
H
L
W
W
W
W
Y
Y
Y
y
−
−
×
−
+
=
WHを超えWU以下
−
−
−
×
=
H
U
H
1
2
W
W
W
W
t
d
(
)
H
U
H
H
U
H
W
W
W
W
Y
Y
Y
y
−
−
×
−
+
=
66
Z 3060:2015
D.7.2.3.2 内面から探傷する場合
内面から探傷する場合の比例配分によるきず位置の推定方法は,次による。
a) 探触子距離(y)及びきず深さ(d)は,WM及びWNを用いて,表D.7に示す計算式を用いて算出する
(図D.2参照)。
M
U
N
W
W
W
−
=
······································································· (D.11)
M
U
N
Y
Y
Y
−
=
·········································································(D.12)
とし,外面と内面の円弧の長さの補正係数を
D
t
c
×
−
=
2
1
···········································································(D.13)
とする。
b) 横波音速がSTB音速と異なる試験体(表5において,探傷屈折角による規定がなされているSTB音
速比の範囲の試験体をいう。)を探傷する場合は,きずを検出した方向で求めた探傷屈折角を使用する。
表D.7−内面から探傷する場合の比例配分によるきず位置の計算方法
ビーム路程の範囲
きずの深さ
探触子きず距離
WM以下
M
2W
W
t
d
×
=
×
×
=
M
MW
W
Y
c
y
WMを超えWL以下
−
−
+
×
=
M
L
M
1
2
W
W
W
W
t
d
(
)
−
−
×
−
+
×
=
M
L
M
M
L
M
W
W
W
W
Y
Y
Y
c
y
WLを超えWN以下
−
−
×
−
×
=
L
N
L
2
1
1
W
W
W
W
t
d
(
)
−
−
×
−
+
×
=
L
N
L
L
N
L
W
W
W
W
Y
Y
Y
c
y
WNを超えWU以下
−
−
−
×
=
N
U
N
1
2
W
W
W
W
t
d
(
)
−
−
×
−
+
×
=
N
U
N
N
U
N
W
W
W
W
Y
Y
Y
c
y
注記 この探触子距離yは内面沿いの距離である。また,深さdは内面からの深さである。
D.8 きずの評価
きずの評価は,10.2.2による。
67
Z 3060:2015
附属書E
(参考)
鋼管分岐継手溶接部の斜角探傷方法
E.1
一般
探傷面の曲率半径が150 mm以上1 500 mm未満で,肉厚対外径比が16 %以下の鋼管分岐継手溶接部の
斜角探傷方法について示す。
E.2
用語及び定義
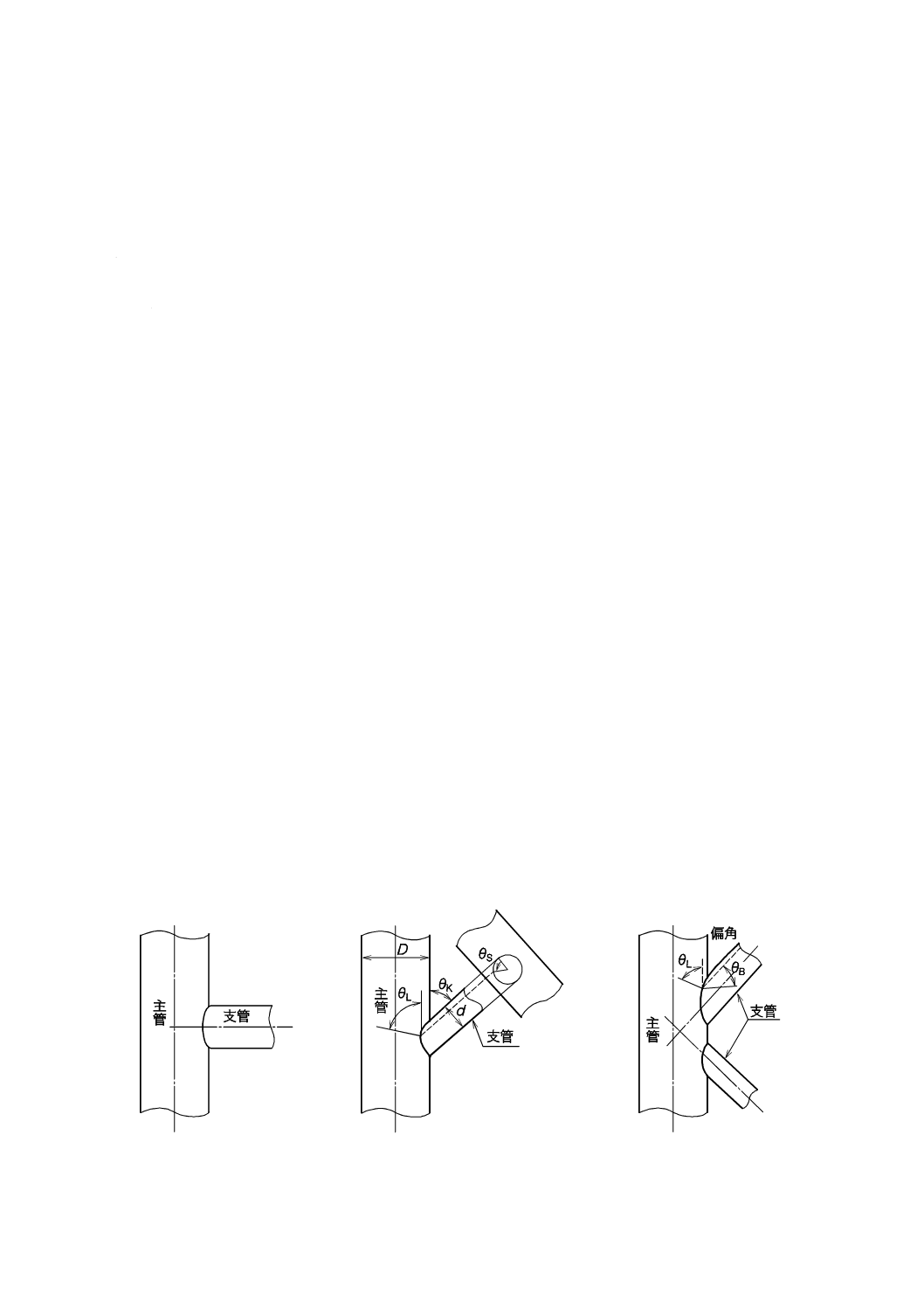
この附属書で用いる主な用語及び定義は,JIS Z 2300及び箇条3によるほか,次による(図E.1参照)。
E.2.1
T継手
主管と支管とが90°で交わる鋼管分岐継手。
E.2.2
Y継手
主管と一組の支管とが90°以外で交わる鋼管分岐継手。
E.2.3
K継手
主管と二組の支管とが90°以外で交わる鋼管分岐継手。
E.2.4
交差角θK
主管と支管とが交わる角度。
E.2.5
相貫角θS
主管の軸と支管の軸とが作る面と支管表面との交線から支管円周方向の角度。
E.2.6
偏角θL,θB
主管及び支管表面上で,各々の軸方向と開先線から主管又は支管に立てた法線との角度。
a) T継手
b) Y継手
c) K継手
図E.1−T,Y及びK継手溶接部
68
Z 3060:2015
E.3
標準試験片及び対比試験片
使用する標準試験片及び対比試験片は,A1形標準試験片,A3形系標準試験片,表B.1及び図B.1に示
すRB-41A又はRB-41Bとする。
E.4
探触子
E.4.1 周波数の選定
使用する斜角探触子の公称周波数は,8.3.1による。
E.4.2 振動子寸法の選定
使用する斜角探触子の振動子の公称寸法は,8.3.2による。
E.4.3 屈折角の選定
使用する斜角探触子の公称屈折角は,各探傷部位の実体図(開先形状も含む。)を描き,超音波の主ビー
ムが開先面に適切な角度で入射するように,支管と主管との外径比,交差角,相貫角,並びに支管及び主
管のt/Dを考慮し,40°,45°,60°,65°又は70°から選択する。ただし,横波音速が標準試験片と異
なる試験体(表5において,探傷屈折角による規定がなされているSTB音速比の範囲の試験体をいう。)
の場合は,40°,45°,60°又は65°から選択する。
E.4.4 横波音速が標準試験片と異なる試験体に用いる探傷屈折角
E.4.4.1 T継手の支管から探傷する場合
管軸方向と圧延方向(L方向)との間の角度(θT)を求め,θTの値によって,L方向,Q方向又はC方
向の探傷屈折角を8.5に従って次のように測定する。
a) θTが0°以上22.5°未満の場合は,L方向の探傷屈折角
b) θTが22.5°以上67.5°未満の場合は,Q方向の探傷屈折角
c) θTが67.5°以上90°以下の場合は,C方向の探傷屈折角
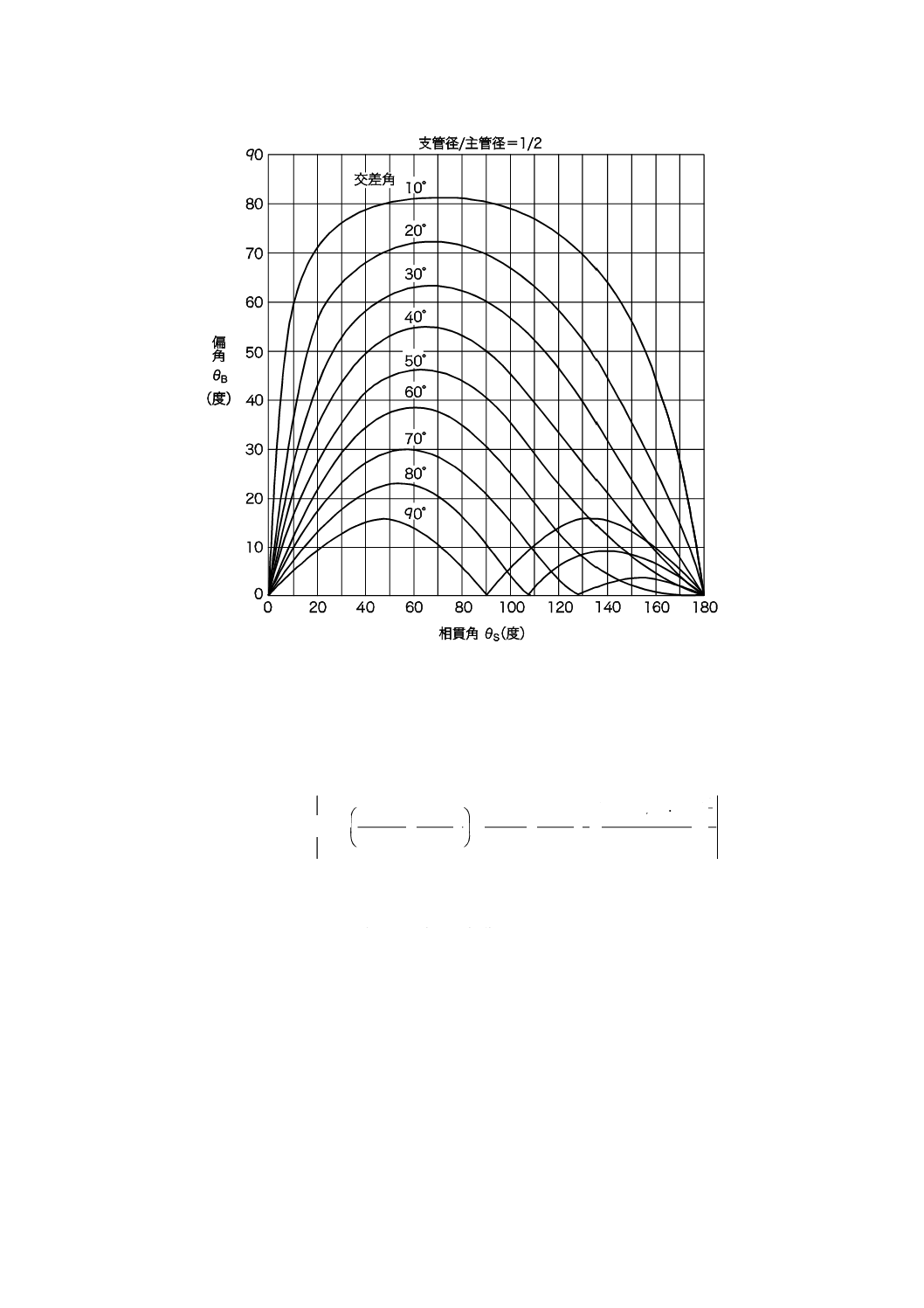
E.4.4.2 Y継手及びK継手の支管から探傷する場合
偏角(θB)を実測するか,又は主管と支管との外径比,交差角(θK)及び探傷位置での相貫角(θS)か
ら式(E.1)によって偏角(θB)を求める。計算例を図E.2に示す。
(
)
×
−
×
×
+
=
−
2
1
S
2
2
2
K
S
K
S
1
B
sin
sin
cos
cot
sin
tan
θ
d
D
θ
θ
d
θ
θ
θ
······················ (E.1)
一方,管軸方向と圧延方向との間の角度(θT)を求め,|θB−θT|の値によって,L方向,Q方向又はC方
向の探傷屈折角を,8.5に従って次のように測定する。
a) |θB−θT|が0°以上22.5°未満の場合は,L方向の探傷屈折角
b) |θB−θT|が22.5°以上67.5°未満の場合は,Q方向の探傷屈折角
c) |θB−θT|が67.5°以上90°以下の場合は,C方向の探傷屈折角
69
Z 3060:2015
図E.2−交差角及び相貫角から偏角(θB)を求める線図の一例
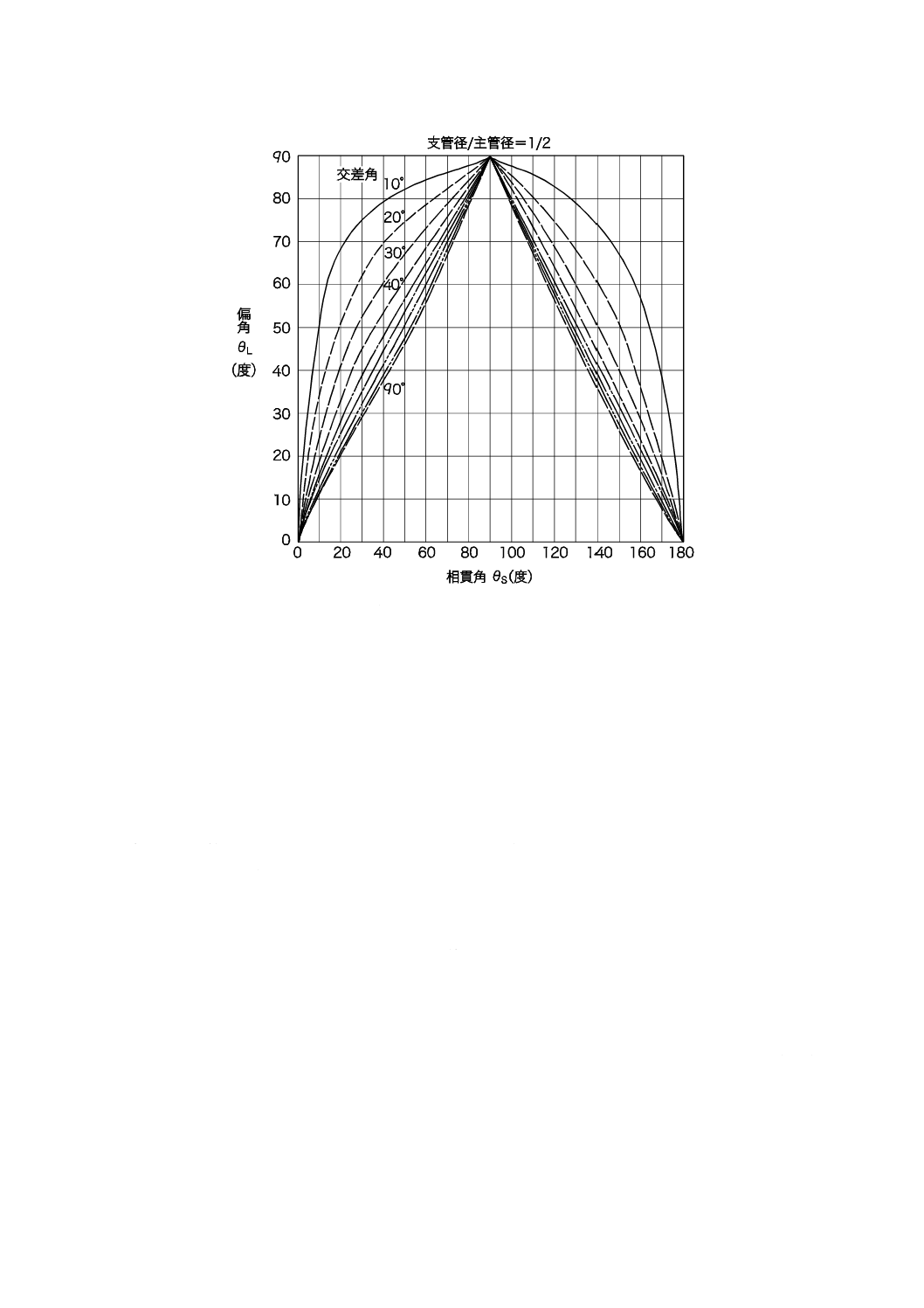
E.4.4.3 主管から探傷する場合
偏角(θL)を実測するか,又は主管と支管との外径比,交差角(θK)及び探傷位置での相貫角(θS)か
ら式(E.2)によって偏角(θL)を求める。計算例を図E.3に示す。
(
)
S
2
1
S
2
2
2
S
K
S
K
1
L
cos
sin
sin
cosec
2
sin
cot
tan
θ
D
θ
d
D
θ
θ
D
θ
θ
d
θ
×
×
−
×
×
+
×
×
×
=
−
······ (E.2)
一方,管軸方向と圧延方向との間の角度(θT)を求め,|θL−θT|の値によって,L方向,Q方向又はC方
向の探傷屈折角を8.5に従って次のように測定する。
a) |θL−θT|が0°以上22.5°未満の場合は,L方向の探傷屈折角
b) |θL−θT|が22.5°以上67.5°未満の場合は,Q方向の探傷屈折角
c) |θL−θT|が67.5°以上90°以下の場合は,C方向の探傷屈折角
70
Z 3060:2015
図E.3−交差角及び相貫角から偏角(θL)を求める線図の一例
E.4.5 探触子の接触面
探触子の接触面は,平面とする。
E.5
探傷装置の調整
E.5.1 入射点の測定
入射点の測定は,9.1.1による。
E.5.2 測定範囲の調整
測定範囲の調整は,9.1.2によって行い,使用するビーム路程以上で,過大とならない範囲とする。
E.5.3 STB屈折角及び探傷屈折角の測定
STB屈折角及び探傷屈折角の測定は,9.1.3による。
E.5.4 エコー高さ区分線の作成
RB-41A又はRB-41Bを使用したエコー高さ区分線の作成は,B.2.3.4による。
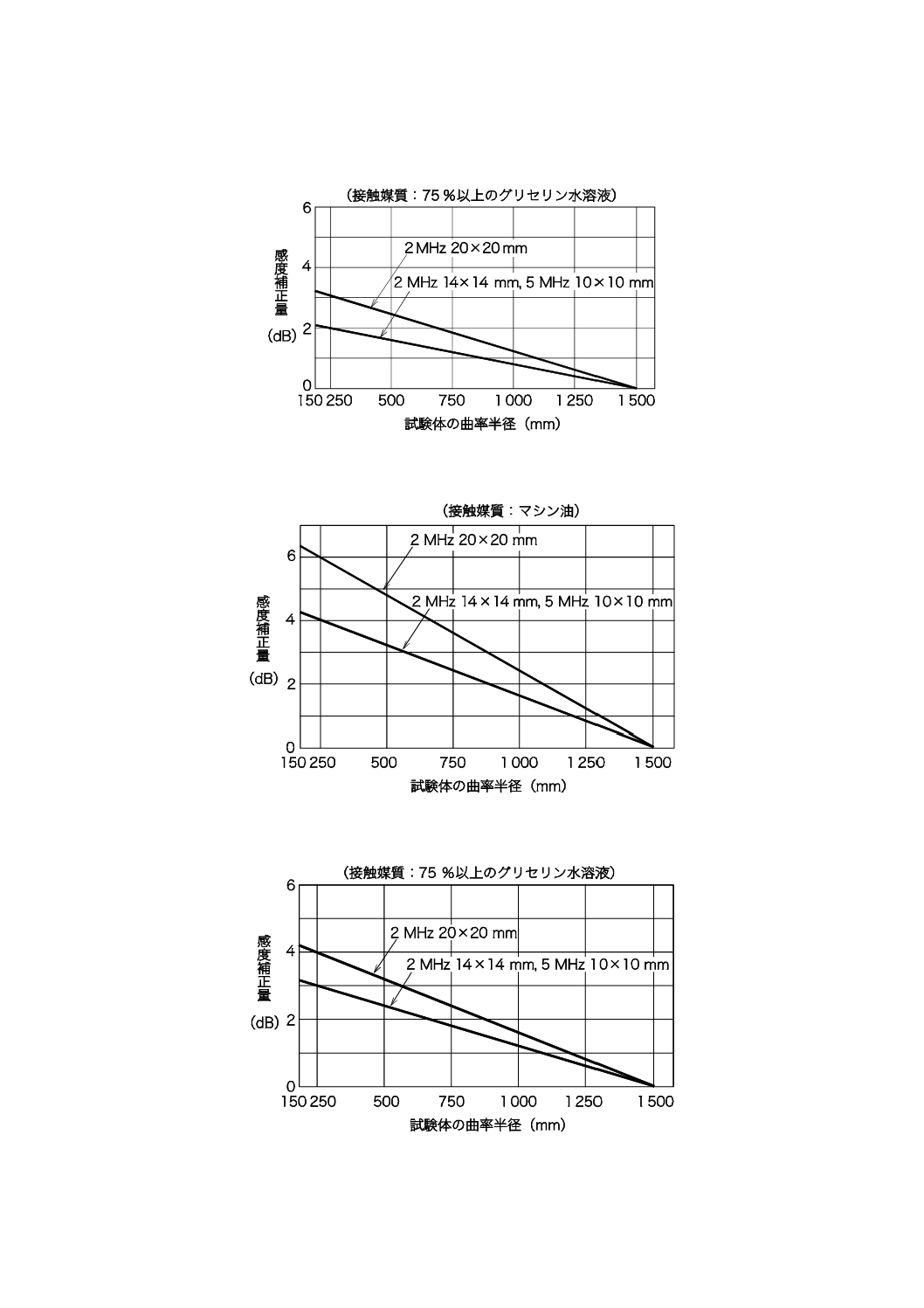
E.5.5 曲率による感度補正量の求め方
E.5.5.1 外面(凸面)から探傷する場合
使用する斜角探触子の公称周波数,振動子寸法,接触媒質及び外径によって,T継手部の支管から探傷
する場合は,図E.4又は図E.5から,その他の場合は,図E.6又は図E.7から感度補正量を1 dBの単位(四
捨五入)で求める。
E.5.5.2 内面(凹面)から探傷する場合
感度補正量は,C.4.6.1.2又はC.4.6.2.2による。
E.5.6 探傷感度の調整
71
Z 3060:2015
探傷感度の調整は,B.2.3.6による。
図E.4−円周継手の曲率による感度補正量
図E.5−円周継手の曲率による感度補正量
図E.6−長手継手の曲率による感度補正量
72
Z 3060:2015
図E.7−長手継手の曲率による感度補正
E.6
探傷方法
E.6.1 探傷の準備
E.6.1.1 肉厚測定
主管及び支管のそれぞれ4点の厚さを超音波厚さ計で測定し,測定点を部材に印を付けるとともに,図
面に示された値と照合する。
E.6.1.2 探触子溶接部距離及びビーム路程の求め方
E.6.1.2.1 Y継手及びK継手の支管から探傷する場合
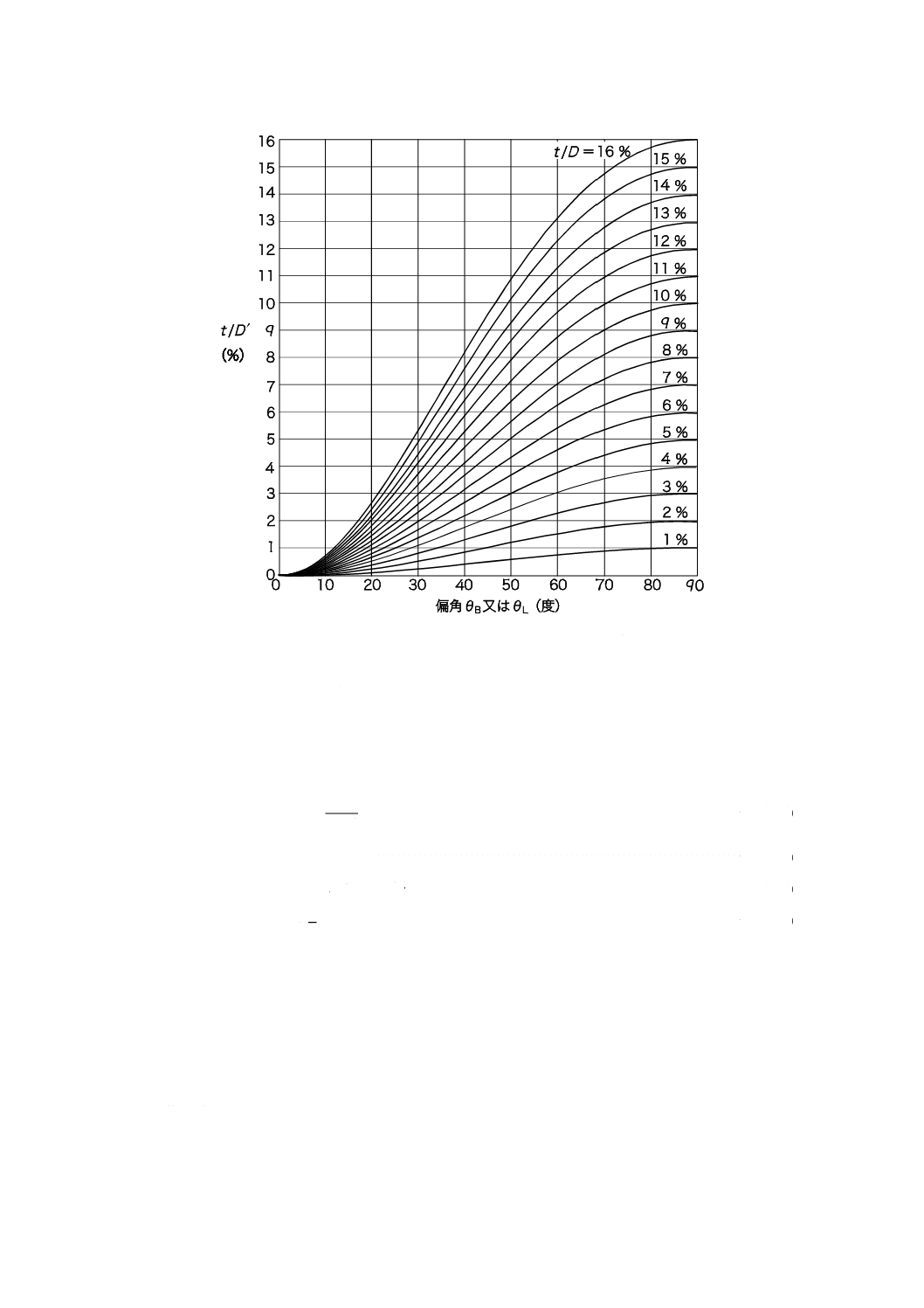
主管と支管との外径比,交差角及び相貫角から図E.2又は実測によって,管軸方向と探傷方向との偏角
(θB)を求め,実測によるt/D又は公称値によるt/Dの値から,図E.8を用いて探傷方向の見掛けのt/D' の
値を求める。
E.6.1.2.2 主管から探傷する場合
主管と支管との外径比,交差角及び相貫角から図E.2又は実測によって,管軸方向と探傷方向との偏角
(θB)を求め,実測によるt/D又は公称値によるt/Dの値から,図E.8を用いて探傷方向の見掛けのt/D' の
値を求める。
73
Z 3060:2015
図E.8−偏角θB又はθLとt/Dからt/D' を求める線図
E.6.1.2.3 探触子溶接部距離及びビーム路程
E.6.1.2.1及びE.6.1.2.2で求めたt/D' の値を図D.24及び図D.26のt/Dとして補正係数(a及びb)を求め,
計算によって,0.5スキップ点及び1スキップ点のビーム路程並びに探触子溶接部距離を,式(E.3),式(E.4),
式(E.5)及び式(E.6)によって算出する。
a
t
W
×
=
θ
cos
5.0
······································································· (E.3)
5.0
0.1
2W
W
×
=
········································································· (E.4)
b
t
Y
×
×
=
)
tan
(
5.0
θ
···································································· (E.5)
0.5
0.1
2Y
Y
×
=
··········································································· (E.6)
ただし,STBと音速が異なる試験体(表5において,探傷屈折角による規定がなされているSTB音速比
の範囲の試験体をいう。)の場合は,θは探傷屈折角とする。
E.6.1.3 参照線のけがき
溶接を行う前に,開先面から一定の距離に参照線をけがく。
E.6.2 探傷面
探傷面は,超音波の主ビームが開先面に適切に入射するように,必要に応じて選択する。
E.6.3 探傷方向
探傷方向は,溶接線に対して垂直とし,きずの傾きによるきずの見落としを防ぐため,可能な限り,2
方向以上の超音波ビームで行う。
74
Z 3060:2015
E.6.4 走査方法
探触子の走査方法は,10.2.1による。
E.7
きず位置の推定方法
きず位置の推定方法は,次による。
a) 最大エコー高さの得られた探触子溶接部距離及びビーム路程を記録する。
b) 超音波ビーム方向の溶接部断面の形状を,型取りゲージ又は粘土によって型取りし,作図を行う。
c) 作成した溶接部断面形状に,探触子溶接部距離,ビーム路程及びSTB屈折角からの作図によってきず
位置を推定するか,D.7と同様な手法で計算によってきず位置を推定する。ただし,STBとの音速差
をもつ試験体(表5において,探傷屈折角による規定がなされているSTB音速比の範囲の試験体をい
う。)の場合は,きずを検出した方向で求めた探傷屈折角を使用する。
E.8
きずの評価
きずの評価は,10.2.2による。
75
Z 3060:2015
附属書F
(参考)
ノズル継手溶接部の探傷方法
F.1
一般
探傷面の曲率半径が250 mm以上1 500 mm未満で,肉厚対外径比が16 %以下のノズル継手溶接部(例
を図F.1に示す。)の探傷方法について示す。
a) セットスルー
b) セットイン
c) セットオン
d) セットスルー(強め材付き)
図F.1−ノズル継手溶接部の例
F.2
標準試験片及び対比試験片
使用する標準試験片及び対比試験片は,A1形標準試験片又はA3形系標準試験片,表B.1及び図B.1に
規定するRB-41A又はRB-41Bとする。
F.3
探触子
F.3.1
周波数の選定
使用する斜角探触子の公称周波数は,8.3.1による。
F.3.2
振動子寸法の選定
使用する斜角探触子の振動子の公称寸法は,8.3.2による。
F.3.3
屈折角の選定
使用する斜角探触子の公称屈折角は,各探傷部位の実体図(開先形状も含む。)を描き,超音波の主ビー
76
Z 3060:2015
ムが開先面に適切な角度で入射するように,8.3.3を満足するよう選択する。
F.3.4
探触子の接触面
探触子の接触面は,平面とする。
F.4
探傷装置の調整
F.4.1
入射点の測定
入射点の測定は,9.1.1による。
F.4.2
測定範囲の調整
測定範囲の調整は,9.1.2によって行い,使用するビーム路程以上で,過大とならない範囲とする。
F.4.3
STB屈折角及び探傷屈折角の測定
STB屈折角及び探傷屈折角の測定は,9.1.3による。STBとの音速差をもつ試験体(表5において,探傷
屈折角による規定がなされているSTB音速比の範囲の試験体をいう。)の場合の探傷屈折角は,RB-41A,
RB-41B又は試験体において,各探傷方向で測定する。
F.4.4
エコー高さ区分線の作成
エコー高さ区分線の作成は,B.2.3.4による。
F.4.5
感度補正量の求め方
F.4.5.1
円筒胴に附属するノズル継手溶接部の場合
F.4.5.1.1
外面(凸面)から探傷する場合
使用する斜角探触子の公称周波数,振動子寸法,接触媒質及び円筒胴の外径によって,感度補正量を図
D.16又は図D.17から1 dBの単位(四捨五入)で求める。
F.4.5.1.2
内面(凹面)から探傷する場合
感度補正量は,C.4.6.1.2又はC.4.6.2.2による。
F.4.5.2
鏡板に附属するノズル継手溶接部の場合
F.4.5.2.1
外面(凸面)から探傷する場合
外面(凸面)から探傷する場合は,次による。
a) 使用する斜角探触子と同じ形式のもう1個の斜角探触子を,図F.2 b) に示すT-R1及びT-R2のように
向かい合わせて配置し,二つの探触子間距離におけるそれぞれの透過パルス高さが最大となる点を求
め,これら二つの透過パルスのピークを記録し,直線で結ぶ[図F.2 c) 参照]。
b) a) と同じ感度で,図F.2 a) に示すように試験体上において,探傷方向と同一方向でV走査を行い,
透過パルス高さが最も高くなるように探触子間距離を調整する。次に,そのビーム路程におけるこれ
らの透過パルス高さと,a) で求めた直線上の同じビーム路程における透過パルスの値との差を1 dB
の単位(四捨五入)で読み取り,それを感度補正量とする。
77
Z 3060:2015
a) 試験体
b) STB又はRB
c) 感度補正量(V'−V)
図F.2−外面から探傷した場合の感度補正方法
F.4.5.2.2
内面(凹面)から探傷する場合
感度補正量は,C.4.6.1.2又はC.4.6.2.2による。
F.4.5.3
ノズル外面から探傷する場合
使用する斜角探触子の公称周波数,振動子寸法,接触媒質及びノズルの外径によって,感度補正量を図
C.10又は図C.11から1 dBの単位(四捨五入)で求める。
F.4.6
探傷感度の調整
探傷感度の調整は,B.2.3.6による。
F.5
探傷方法
F.5.1
探傷の種類の併用
斜角探傷でのきずの検出を補助するため,B.3による垂直探傷をできるだけ併用する。
F.5.2
斜角探傷における探触子溶接部距離及びビーム路程の確認
F.5.2.1
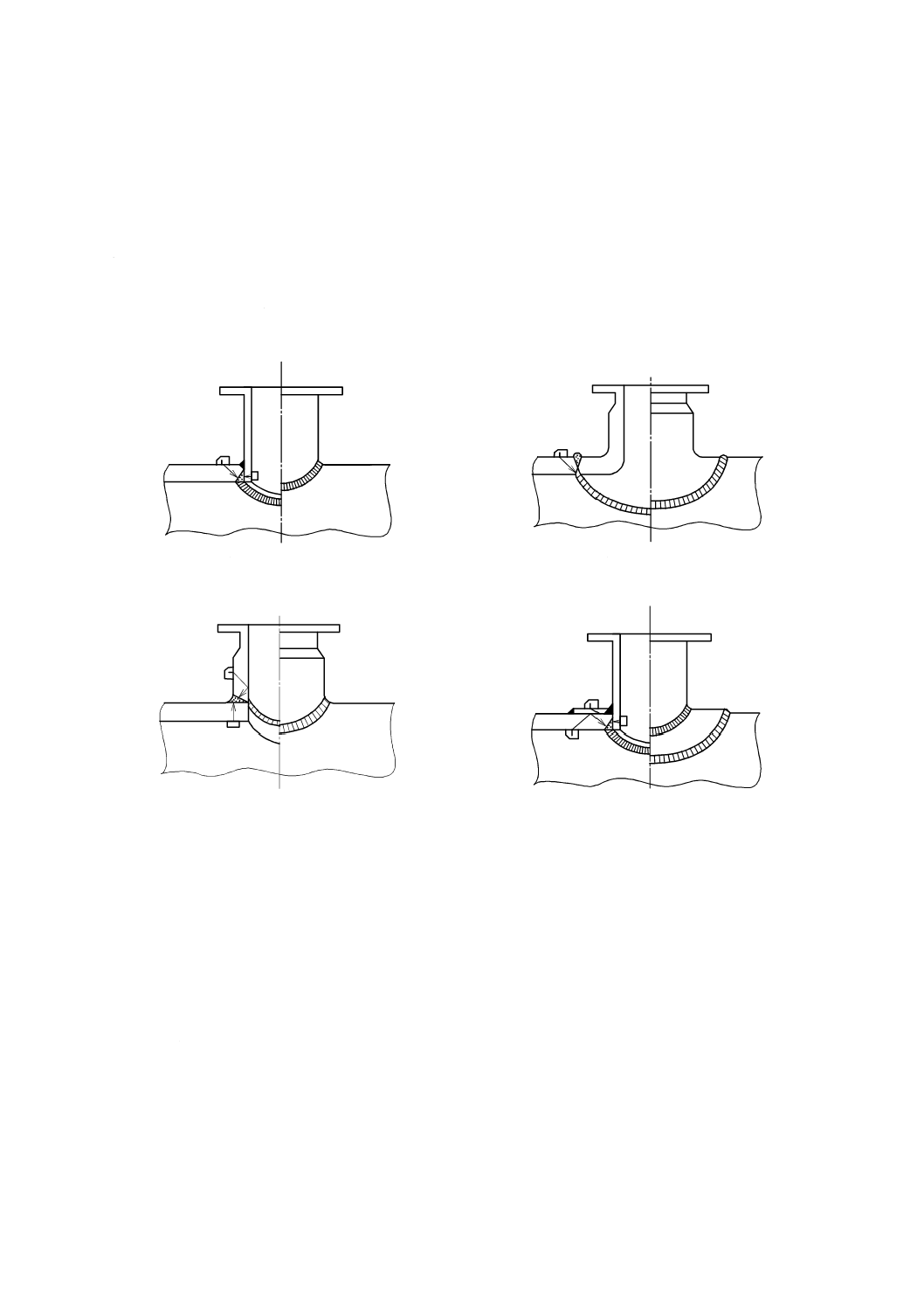
円筒胴に附属するノズル継手溶接部の場合
図F.3に示すように,円筒胴の軸方向を0°とし,0°,30°,45°,60°及び90°の各偏角における
0.5スキップ及び1スキップの探触子溶接部距離並びにそれらのビーム路程を,次の二つのいずれかによっ
て求める。
a) 図F.4に示す型取ゲージなどを用いる方法によって,各部位の実体図(開先形状も含む。)を描き
(3D-CADなどを用いてもよい。),探触子溶接部距離及びビーム路程を実体図から求める。探傷面上の
その探触子溶接部距離(YL及びYU)の位置にけがき線を引く。
b) 円筒胴の軸方向と探触子方向との偏角(θC)及び実測によるt/D又は公称値によるt/Dの値から,図
F.5を用いてt/D' の値を求める。
さらに,t/D' の値を図D.24及び図D.26のt/Dとして補正係数(a及びb)を求め,計算によって探
78
Z 3060:2015
触子溶接部距離及びビーム路程を,式(F.1),式(F.2),式(F.3)及び式(F.4)によって算出する。
(
)b
θ
t
Y
×
×
=
tan
L
······································································ (F.1)
L
U
2Y
Y
×
=
·············································································· (F.2)
a
θ
t
W
×
=cos
L
········································································· (F.3)
L
U
2W
W
×
=
············································································ (F.4)
探傷面上のその探触子溶接部距離(YL及びYU)の位置にけがき線を引く。
図F.3−円筒胴の軸方向と探触子の方向との偏角(θC)の関係
図F.4−型取りゲージの使用例
79
Z 3060:2015
図F.5−偏角θCとt/Dとからt/D' を求める線図
F.5.2.2
鏡板に附属するノズル継手溶接部の場合
次の二つのいずれかによって求める。
a) 全半球形及び皿形鏡板の中心円上にノズル継手がある場合(図F.6参照)D.7.2.1及びD.7.2.2によって,
ビーム路程及び探触子溶接部距離を求める。探傷面上のその探触子溶接部距離(YL及びYU)の位置に
けがき線を引く。
正半だ円形鏡板の場合には,F.5.2.1に従って探触子溶接部距離及びビーム路程を求め,探傷面上に
その探触子溶接部距離(YL及びYU)の位置にけがき線を引く。
b) 鏡板中心円上外にノズル継手がある場合(図F.6参照)F.5.2.1 a) の方法によって,各部位の実体図(開
先形状も含む。)を描き(3D-CADの断面図を用いてもよい。),探触子溶接部距離及びビーム路程を求
める。探傷面上のその探触子溶接部距離(YL及びYU)の位置にけがき線を引く。
図F.6−ノズルの取付け位置
80
Z 3060:2015
F.5.3
探傷面
探傷面は,超音波の主ビームが開先面に適切に入射するよう,次のように必要に応じて選択する。
a) 斜角探傷は,円筒胴,鏡板及びノズル部の溶接部について行う。探傷は,それぞれの外面(凸面)及
び/又は内面(凹面)から行う。垂直探傷は,ノズルの内面(凹面)又は本体の内面(凹面)から行
うのが望ましい。
b) 図F.1 a) に示されるセットスルータイプのノズル継手溶接部の場合は,円筒胴又は鏡板の外面から斜
角探傷し,かつ,ノズルの内面から可能な限り垂直探傷を行う。
c) 図F.1 b) に示されるセットインタイプのノズル継手溶接部の場合は,円筒胴又は鏡板の外面から斜角
探傷する。
d) 図F.1 c) に示されるセットオンタイプのノズル継手溶接部の場合は,ノズル(管台)の外面から斜角
探傷し,かつ,胴又は鏡板部の内面から可能な限り垂直探傷を行う。
e) 図F.1 d) に示される強め材付きノズル継手溶接部を探傷する場合には,強め材及び円筒胴又は鏡板の
内面から探傷する。
F.5.4
探傷方向
探傷方向は,溶接線に対して垂直とし,きずの傾きによるきずの見落としを防ぐため,可能な限り,2
方向以上の超音波ビームで行う。
F.5.5
走査方法
斜角探触子の走査方法は,10.2.1による。
F.6
きず位置の推定方法
F.5.2に従った作図法,又はD.7に示す方法できず位置を推定する。ただし,STB及び音速差をもつ試験
体(表5において,探傷屈折角による規定がなされているSTB音速比の範囲の試験体をいう。)の場合に
は,きずを検出した方向で求めた探傷屈折角を使用する。
F.7
きずの評価
きずの評価は,10.2.2による。
81
Z 3060:2015
附属書G
(規定)
試験結果によるきずの分類方法
G.1
一般
この附属書は,斜角探傷試験及び垂直探傷試験結果によるきずの分類を行う場合に適用する。
G.2
試験結果の分類
試験結果の分類は,きずエコー高さの領域及びきずの指示長さに応じて,表G.1に従って行う。
表G.1−きずエコー高さの領域及びきずの指示長さによるきずの分類
単位 mm
領域
M検出レベルの場合はIII
L検出レベルの場合はII及びIII
IV
板厚
18以下
18を超え
60以下
60を超えるもの
18以下
18を超え
60以下
60を超えるもの
分類
1類
6以下
t/3以下
20以下
4以下
t/4以下
15以下
2類
9以下
t/2以下
30以下
6以下
t/3以下
20以下
3類
18以下
t以下
60以下
9以下
t/2以下
30以下
4類
3類を超えるもの
注記 tは,開先を取った側の母材の厚さ。ただし,突合せ溶接で突き合わせる母材の板厚が異なる場合は,薄
い方の板厚とする。
この表G.1の適用に当たり,同一とみなされる深さ及び溶接線に直角方向の位置において,きずときず
との間隔が,大きい方のきずの指示長さと同じか又はそれより短い場合は,同一きず群とみなし,それら
を間隔を含めて連続したきずとして取り扱う。
きずときずとの間隔が,両者のきずの指示長さのうち,大きい方のきずの指示長さより長い場合は,そ
れぞれ独立したきずとみなす。
なお,斜め平行走査,またぎ走査及び溶接線上走査による試験結果の分類は,受渡当事者間の協定によ
る。
82
Z 3060:2015
附属書H
(参考)
端部エコー法によるきずの指示高さの測定方法
H.1 一般
検出されたきずの指示高さを一探触子斜角端部エコー法を用いて測定する方法について示す。
H.2 用語及び定義
この附属書で用いる主な用語及び定義は,JIS Z 2300及び箇条3によるほか,次による。
H.2.1
端部エコー
きずの上端部又は下端部からの回折波によって得られるエコー。
H.2.2
きず上端部
きずの探傷面に最も近い端部。
H.2.3
きず下端部
きずの探傷面から最も遠い端部。
H.2.4
一探触子斜角端部エコー法
一つの斜角探触子を用いて,きず上端部及びきず下端部から得られる端部エコーのビーム路程と一振動
子斜角探触子とのSTB屈折角,一振動子集束斜角探触子及び二振動子斜角探触子の探傷屈折角から幾何学
的にきずの指示高さを求める方法。
H.3 記号
この附属書で用いる記号は,次のとおりとする(図H.1及び図H.2参照)。
X方向
: 面状きずの長さ方向に対して平行方向
Y方向
: 面状きずの長さ方向に対して直角方向
d方向
: 探傷面に対して垂直方向(厚さ方向)
EU
: きず上端部エコー
EL
: きず下端部エコー
FU
: きず上端部
FL
: きず下端部
P
(mm): 入射点
θRB
(度): 探傷屈折角
θSTB
(度): STB屈折角
XPU
(mm): きず上端部からの端部エコーが,最大エコー高さを示すX方向の探触子位置で,
X方向探傷基準線から斜角探触子の幅方向の中心までの探傷面上の距離
83
Z 3060:2015
XPL
(mm): きず下端部からの端部エコーが,最大エコー高さを示すX方向の探触子位置で,
X方向探傷基準線から斜角探触子の幅方向の中心までの探傷面上の距離
YPU
(mm): きず上端部からの端部エコーが,最大エコー高さを示すY方向の探触子位置で,
Y方向探傷基準線から斜角探触子の入射点Pまでの探傷面上の距離
YPL
(mm): きず下端部からの端部エコーが,最大エコー高さを示すY方向の探触子位置で,
Y方向探傷基準線から斜角探触子の入射点Pまでの探傷面上の距離
WFU
(mm): きず上端部からの端部エコーのビーム路程
WFL
(mm): きず下端部からの端部エコーのビーム路程
YFU
(mm): 探触子位置(XPU)におけるY方向探傷基準線からきず上端部までの探傷面上の
距離
YFL
(mm): 探触子位置(XPL)におけるY方向探傷基準線からきず下端部までの探傷面上の
距離
YPU-YFU
(mm): 探触子の入射点Pからきず上端部までの探傷面上の距離(=WFU×sinθRB)
YPL-YFL
(mm): 探触子の入射点Pからきず下端部までの探傷面上の距離(=WFL×sinθRB)
dFU
(mm): 探傷面からきず上端部までの厚さ方向の寸法(=WFU×cosθRB)
dFL
(mm): 探傷面からきず下端部までの厚さ方向の寸法(=WFL×cosθRB)
YFU-YFL
(mm): きず上端部及びきず下端部のY方向の探傷面上の位置のずれ
lF
(mm): きずの指示長さ
tNF
(mm): きずの指示高さ
a) 表面開口きずの場合
b) 内部きずの場合
c) 裏面開口きずの場合
図H.1−試験体のきず及び表示記号
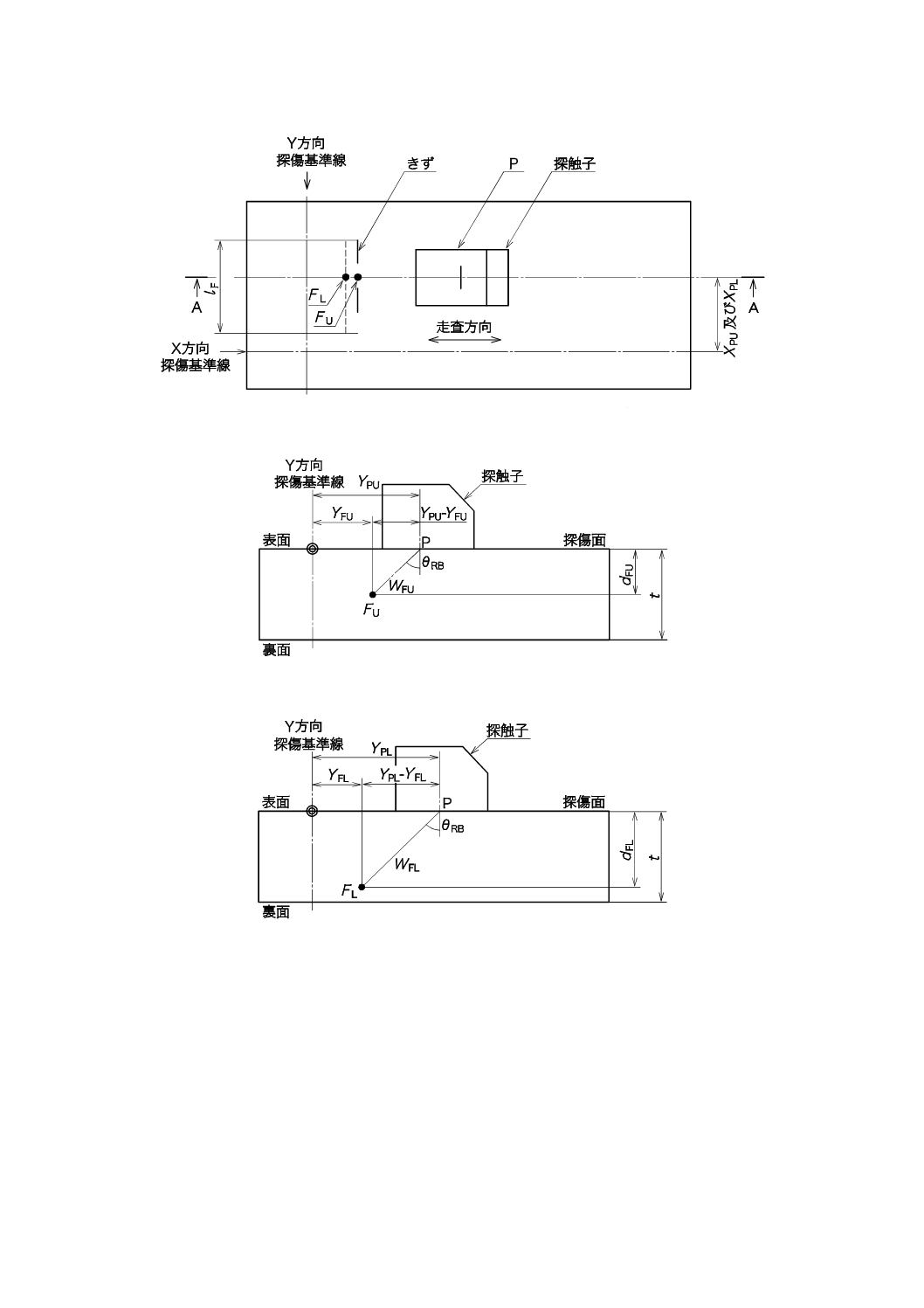
84
Z 3060:2015
a) 端部エコーの最大エコー高さを検出した位置(XPU及びXPL)
b) きず上端部の位置(A-A断面)
c) きず下端部の位置(A-A断面)
図H.2−端部エコー法に用いる表示記号の説明図
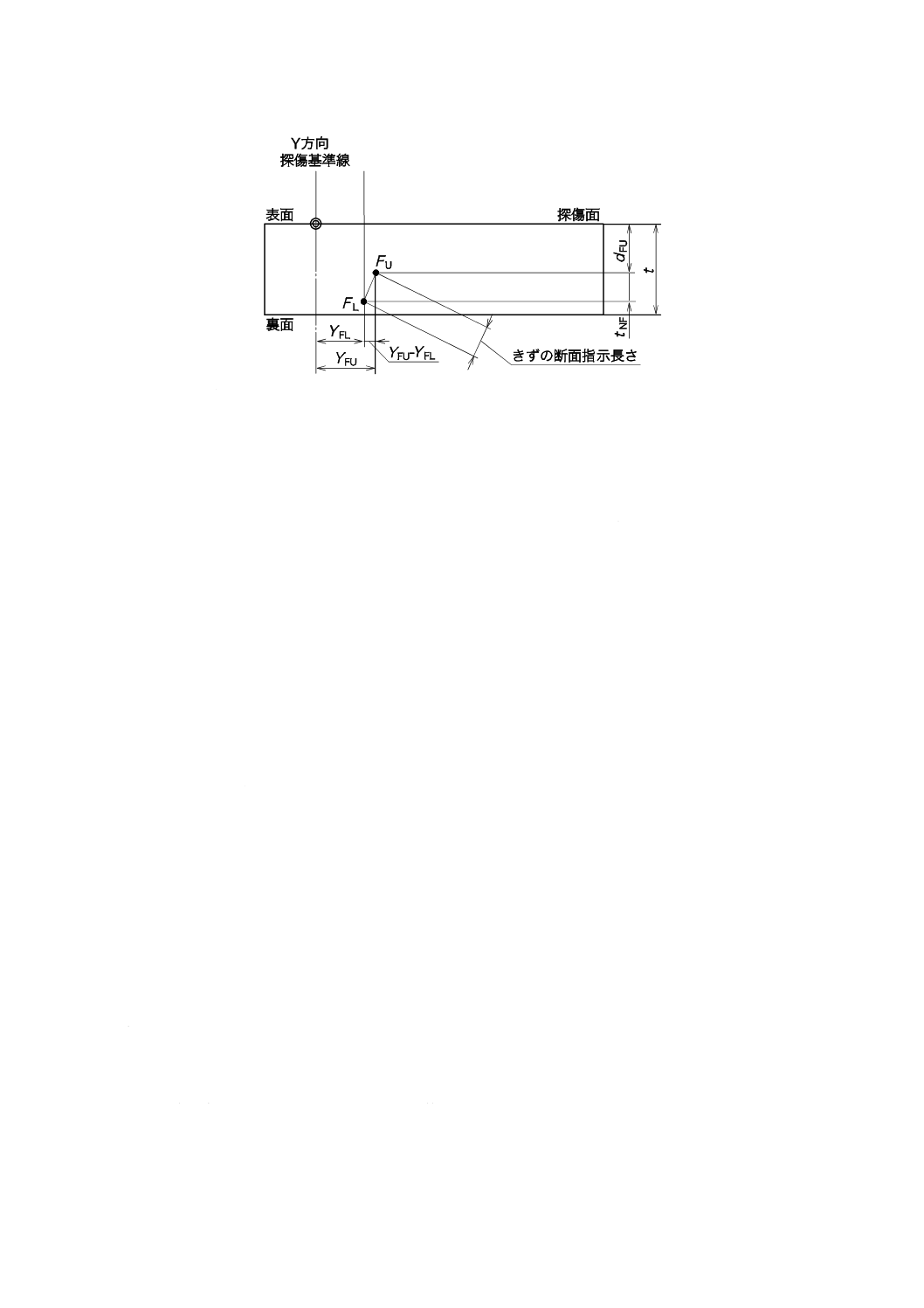
85
Z 3060:2015
d) きずの指示高さtNF(きず上端部及びきず下端部のきず位置を合成したもの)
図H.2−端部エコー法に用いる表示記号の説明図(続き)
H.4 技術者
端部エコー法によってきずの指示高さを測定する技術者は,箇条4によるほか,端部エコー法の探傷に
ついての十分な知識及び経験をもち,かつ,端部エコー法の適用に関する教育及び訓練を受けた者とする。
H.5 装置
H.5.1 探傷器
探傷器は,A.2によるほか,広帯域探触子を使用する場合は,広帯域特性をもつものとする。
H.5.2 探触子
使用する探触子は,一振動子斜角探触子,一振動子集束斜角探触子及び二振動子斜角探触子のいずれか
とする。一振動子集束斜角探触子及び二振動子斜角探触子は,JIS Z 2350の8.3.5(集束探触子の縦断面ビ
ーム特性)によってビーム特性を確認して使用する。
H.6 標準試験片及び対比試験片
H.6.1 標準試験片
使用する標準試験片は,5.1に規定するA1形標準試験片又はA3形系標準試験片とする。
H.6.2 対比試験片
使用する対比試験片は,5.2に規定する対比試験片RB-SDHとする。
H.7 探触子の選定
H.7.1 周波数
使用する斜角探触子の公称周波数は,8.3.1によって,使用目的に応じたものとする。
H.7.2 振動子寸法
使用する斜角探触子の振動子の公称寸法は,試験部の形状,寸法などの目的に応じたものとする。
H.7.3 屈折角
使用する斜角探触子の公称屈折角は,使用目的に応じたものとする。
H.8 探傷装置の調整
86
Z 3060:2015
H.8.1 一振動子斜角探触子を用いる場合
H.8.1.1 入射点の測定
入射点の測定は9.1.1による。
H.8.1.2 測定範囲の調整
測定範囲の調整は,使用する最大ビーム路程以上でかつ過大とならない範囲で,9.1.2によって行うか,
対比試験片RB-SDHを用いて行う。測定の基準位置は,波形の立上りの位置で調整するほか,目的によっ
て波形のピークの位置で調整してもよい。
H.8.1.3 屈折角の測定
STB屈折角及び探傷屈折角の測定は,9.1.3による。
H.8.1.4 探傷感度の調整
探傷感度は,9.2.4によって調整した後,ノイズと識別できる範囲で適宜感度を高める。
H.8.1.5 探傷装置の測定,調整及び点検の時期
探傷装置の測定,調整及び点検は,9.1.7による。ただし,表9は適用しない。
H.8.2 一振動子集束斜角探触子及び二振動子斜角探触子を用いる場合
H.8.2.1 入射点の測定
入射点(P1)の測定は,対比試験片RB-SDHを用いて,対象とするきず上端部(FU)及びきず下端部(FL)
の位置を含む二つのφ3.0 mm横穴を利用して行い,次による。
a) 図H.3に示すように二つのφ3.0 mm横穴01及び02を探傷し,φ3.0 mm横穴のエコー高さが最大に
なったときの探触子の前端位置Y1及びY2を0.5 mm単位で測定する。Y1及びY2は,対比試験片RB-SDH
の片端面(Y=0)から探触子の前端までの寸法とする。
b) 入射点の位置(P1)は,図H.3の二つのφ3.0 mm横穴の中心の位置d01及びd02と探触子A及びBの
位置を用いて,式(H.1)から求める。入射点は,0.5 mm単位で算出する。
(
)
(
)
01
02
01
1
02
02
2
01
d
d
Y
Y
d
Y
Y
d
P
−
−
×
−
−
×
=
··············································· (H.1)
H.8.2.2 探傷屈折角の測定
探傷屈折角の測定は,図H.3の探触子の位置A及びBにおけるそれぞれの探傷屈折角θ01及びθ02を式(H.2)
及び式(H.3)から求め,これの平均を式(H.4)から求めて,これを探傷屈折角(θRB)とする。探傷屈折角θ01,
θ02及びθRBは,0.1°単位で算出する。
(
)
01
01
1
1
1
01
tan
d
Y
P
Y
θ
−
=
−
+
····························································· (H.2)
(
)
02
02
1
2
1
02
tan
d
Y
P
Y
−
=
−
+
θ
···························································· (H.3)
2
02
01
RB
θ
θ
θ
+
=
········································································ (H.4)
H.8.2.3 測定範囲の調整
測定範囲の調整は,対比試験片RB-SDHを用いて行い,使用する最大ビーム路程以上でかつ過大となら
ない範囲とする。測定の基準位置は波形の立上りで調整するか,目的によって波形のピーク位置で行う。
測定範囲の調整は,次に示すように行う。
a) 式(H.4)で求めた探傷屈折角(θRB)を用いて入射点(P1)から,φ3.0 mm横穴01及びφ3.0 mm横穴
02までのビーム路程(W01及びW02)を式(H.5)及び式(H.6)から0.1 mm単位で求める。
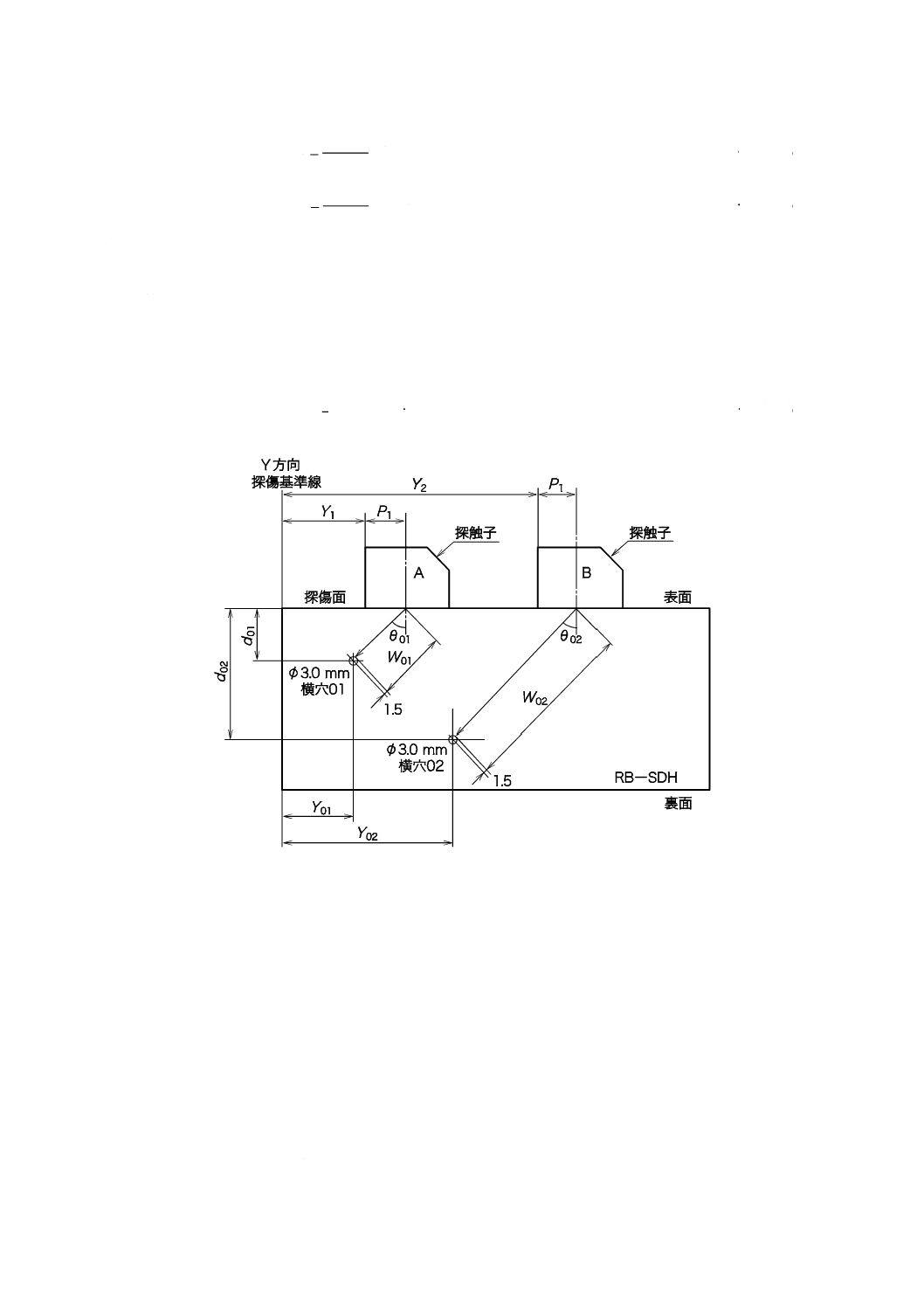
87
Z 3060:2015
5.1
cosRB
01
01
−
=
θ
d
W
··································································· (H.5)
5.1
cosRB
02
02
−
=
θ
d
W
··································································· (H.6)
b) 探触子を図H.3の位置Aにおいてφ3.0 mm横穴01からのエコー高さが最大となったときに探触子を
固定し,そのエコーの立上り位置が式(H.5)から算出したビーム路程(W01)に一致するようにゼロ点
調整を行う。
c) 次に,探触子の位置Bにおけるビーム路程(W02)の測定した値をW02Uとし,式(H.6)から求めたW02
との差ΔW02を式(H.7)から求め,その値が0.5 mm以内であれば,測定範囲は正しく調整されたものと
し,0.5 mmを超えるときは,再度,装置の調整を行う。
02
02U
02
W
W
W
−
=
∆
···································································· (H.7)
図H.3−入射点P1,探傷屈折角θRB及び測定範囲の調整
H.8.2.4 探傷感度の調整
探傷感度は,対比試験片RB-SDHのφ3.0 mm横穴02によって調整した後,ノイズと識別できる範囲で
適宜,感度を高める。
H.8.2.5 探傷装置の測定,調整及び点検の時期
探傷装置の測定,調整及び点検は9.1.7による。ただし,表9は適用しない。
H.9 きずの指示高さの測定
H.9.1 探傷面と超音波の入射方向
超音波の入射方向は,できるだけ二つ以上の入射方向となるよう複数の探傷面(片面両側,両面片側及
び両面両側)から超音波を入射して,測定を行う。
88
Z 3060:2015
H.9.2 探触子の走査方向
探触子の走査方向は,きずの指示高さが最も高いと推定される位置又はその近傍において,面状きずの
長さ方向に対して直角方向に前後走査する。このとき,きず上端部エコー(FU)及びきず下端部エコー(FL)
を検出するために十分な走査を行う。この場合,端部エコーを明瞭に検出するため,若干の首振り走査を
行ってもよい。
H.9.3 端部エコーの検出及びビーム路程の読取り
H.9.3.1 ビーム路程の読取り方法
きず上端部エコー(FU)及びきず下端部エコー(FL)を検出した場合,ビーム路程(WFU及びWFL)を
読み取る。この読取りは,探傷装置の調整時にピーク位置,ゼロクロス位置など,探傷装置の調整時に読
み取ったのと同じ位置で読み取る。このときの読取りは,0.1 mmの単位とする。
H.9.3.2 表面開口きずの場合
図H.4 a) に示すように探触子を前後走査し,きず下端部からの最大エコー高さを検出し,ビーム路程
(FL)を読み取る。
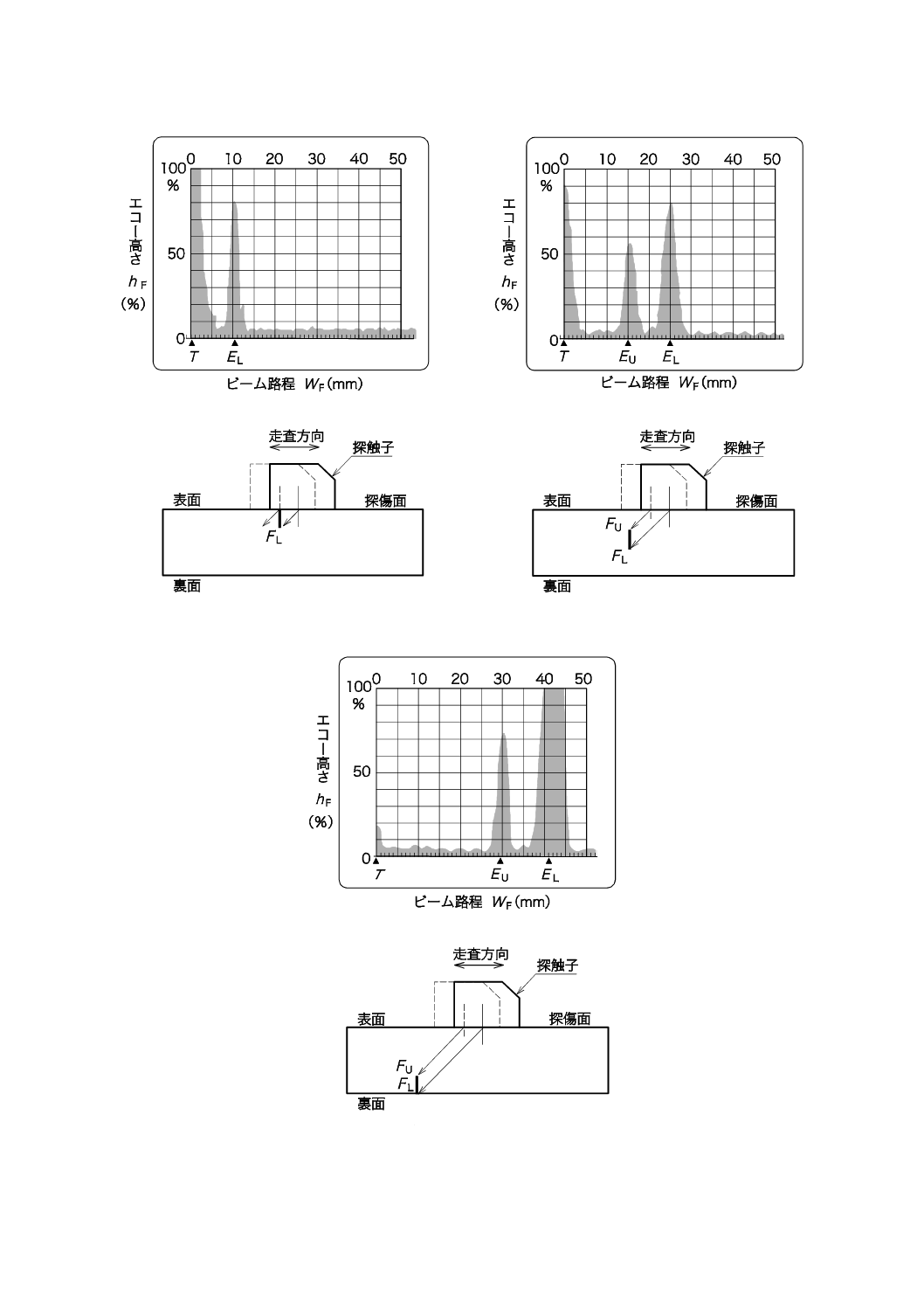
89
Z 3060:2015
a) 表面開口きず
b) 内部きず
c) 裏面開口きず
図H.4−きず上端部エコー(EU)及びきず下端部エコー(EL)の捉え方の例(MA表示)
90
Z 3060:2015
H.9.3.3 内部きずの場合
図H.4 b) に示すように探触子を前後走査し,きず上端部からの最大エコー高さ及びきず下端部からの最
大エコー高さを検出し,ビーム路程(FU)及びビーム路程(FL)を読み取る。
H.9.3.4 裏面開口きずの場合
図H.4 c) に示すように探触子を前後走査し,きず上端部からの最大エコー高さを検出し,ビーム路程
(FU)を読み取る。
H.9.4 きずの指示高さtNFの算出
きずの指示高さ(tNF)の算出は,次による。屈折角(θ)にSTB屈折角を用いた場合は,θSTBとし,探
傷屈折角を用いた場合はθRBとする。
a) 表面開口きずの場合,きずの指示高さtNFは,式(H.8)による。
θ
W
t
cos
FL
NF
×
=
······································································ (H.8)
b) 内部きずの場合,きずの指示高さtNFは,式(H.9)による。
(
)
θ
W
W
t
cos
FU
FL
NF
×
−
=
····························································· (H.9)
c) 裏面開口きずの場合,きずの指示高さtNFは,式(H.10)又は式(H.11)による。
(
)
θ
W
W
t
cos
FU
FL
NF
×
−
=
····························································(H.10)
θ
W
t
t
cos
FU
NF
×
−
=
································································· (H.11)
1回反射法できずの指示高さtNFを求める場合は,式(H.12)又は式(H.13)による。
(
)
θ
W
W
t
cos
FL
FU
NF
×
−
=
····························································(H.12)
t
θ
W
t
−
×
=
cos
FU
NF
·································································(H.13)
H.10
記録
測定を行った後の記録には,箇条11によるほか,次のうち必要な項目を記載する。
a) 上端部エコー及び下端部エコーを検出した探触子位置(X及びY方向)
b) きずの指示高さ
c) その他,きずの指示高さの測定結果に影響を及ぼす項目
91
Z 3060:2015
附属書I
(参考)
TOFD法によるきずの指示高さの測定方法
I.1
一般
平板突合せ継手溶接部及び探傷面の曲率半径が50 mm以上の円周継手溶接部に検出されたきずの指示
高さをTOFD法を用いて測定する方法について示す。
I.2
用語及び定義
この附属書で用いる主な用語及び定義は,JIS Z 2300及び箇条3によるほか,次による。
I.2.1
ラテラル波
探触子間を直接伝搬する縦波。
I.2.2
きず上端部
探傷面に最も近いきずの端部。
I.2.3
きず下端部
探傷面から最も遠いきずの端部。
I.2.4
上端回折波
きず上端部で回折する縦波。
I.2.5
下端回折波
きず下端部で回折する縦波。
I.2.6
探触子間隔
送信探触子と受信探触子との入射点間距離。
I.2.7
D-スキャン
溶接線又はきずの長手方向(超音波ビームの方向に対して垂直の方向)に送受一対の探触子を走査する
こと(図I.1参照)。
I.2.8
D-スキャン画像
D-スキャンによって収録したパルス波形の振幅を,グレースケール又はカラー階調表示に置き換え,横
軸が溶接線又はきずの長手方向で,縦軸がビーム路程方向に表示する画像(図I.1参照)。
I.2.9
B-スキャン
溶接線又はきずを横断する方向(超音波ビーム方向)に送受一対の探触子を走査すること(図I.2参照)。
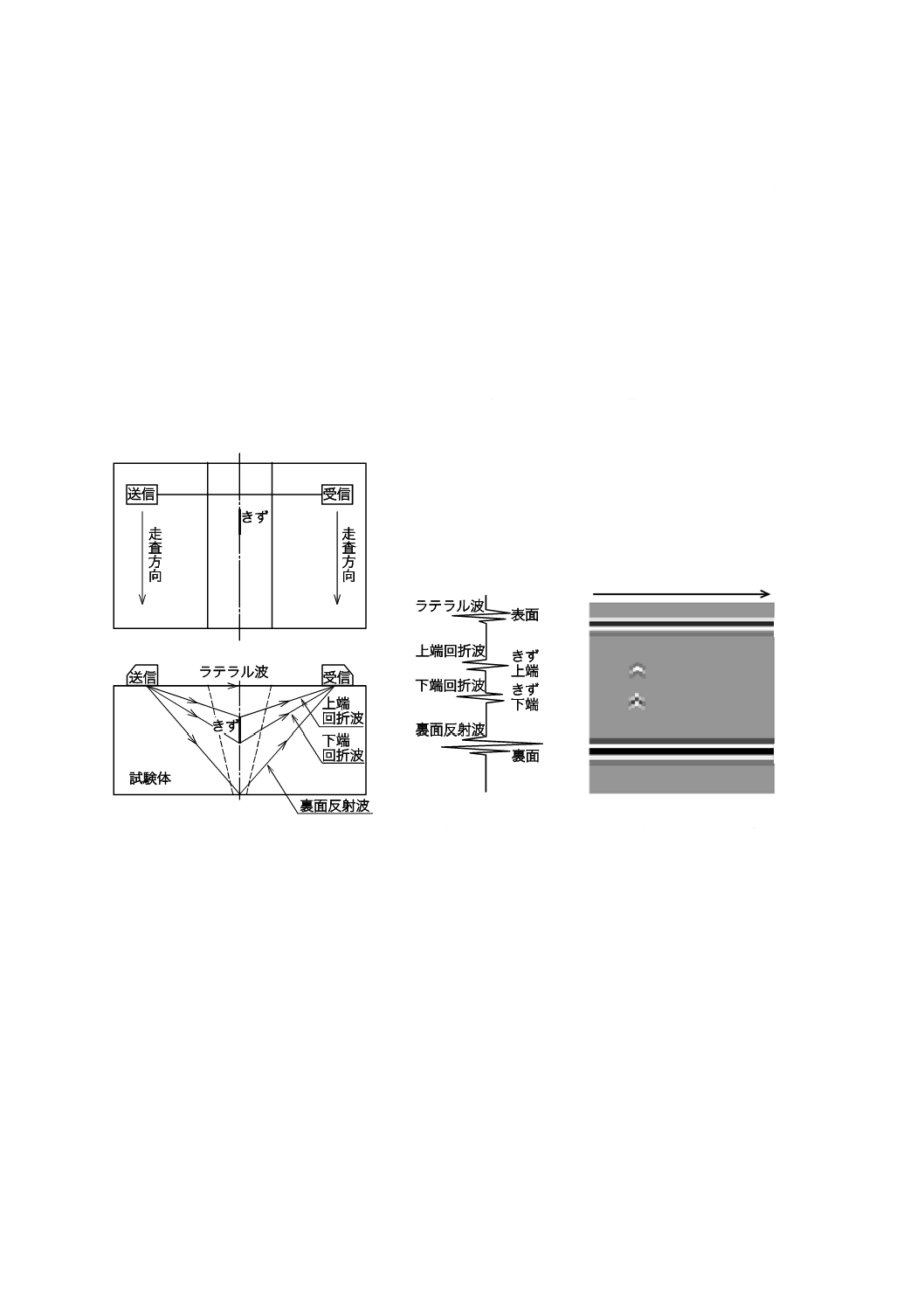
92
Z 3060:2015
I.2.10
B-スキャン画像
B-スキャンによって収録したパルス波形の振幅を,グレースケール又はカラー階調表示に置き換え,横
軸が溶接線又はきずの横断する方向で,縦軸がビーム路程方向に表示する画像(図I.2参照)。
I.2.11
TOFD不感帯
ラテラル波及び裏面反射波ときず端部の回折波との干渉によって,きず端部の回折波の発生源が不明
瞭となる深さ範囲。
I.2.12
全波形収録形探傷器
走査される探触子の各々の位置においてパルス波形を自動で収録できる探傷器。
a) 探傷状況
b) 探傷波形
c) D-スキャン画像
図I.1−D-スキャン
走査方向
表面
裏面
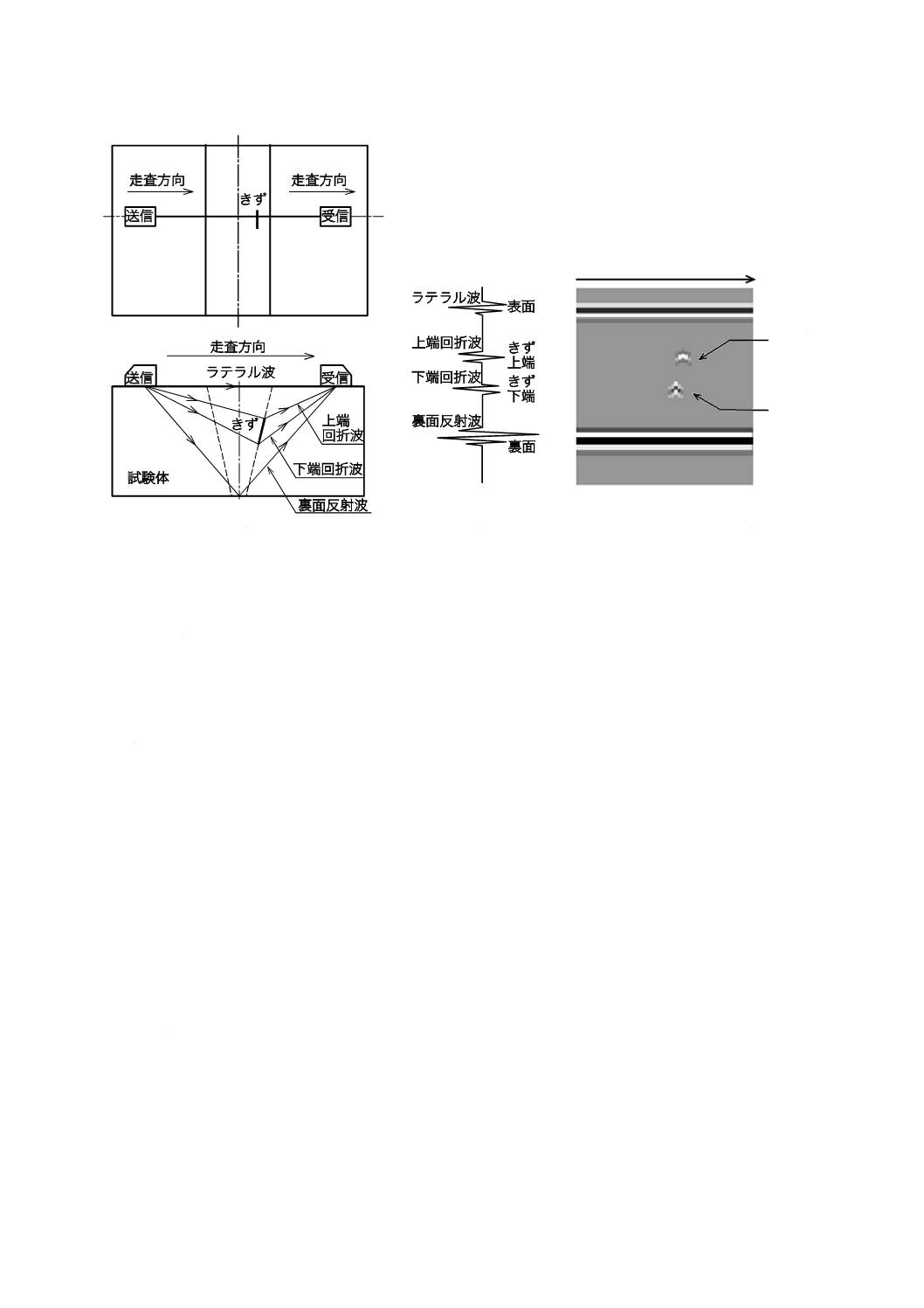
93
Z 3060:2015
a) 探傷状況
b) 探傷波形
c) B-スキャン画像
図I.2−B-スキャン
I.3
記号
この附属書で使用する記号は,次による。
S
: 入射点間距離の二分の一の距離
dU : きず上端部の深さ
dL : きず下端部の深さ
h
: きずの指示高さ
t
: 試験体の厚さ
C
: 試験体の音速
TU : ラテラル波と上端回折波との伝搬時間差
TL : ラテラル波と下端回折波との伝搬時間差
I.4
技術者
TOFD法によってきず指示高さを測定する技術者は,箇条4によるほか,TOFD法の探傷についての十
分な知識及び経験をもち,かつ,TOFD法の適用に関する教育及び訓練を受けた者とする。
I.5
装置
I.5.1
探傷器
探傷器は,A.2の機能及び性能をもつ全波形収録形探傷器を使用する。
I.5.2
表示装置
表示装置は,D-スキャン画像,B-スキャン画像及び任意の探触子位置の探傷図形を表示できるものとす
る。
I.5.3
走査装置
走査方向
上端像
下端像
表面
裏面
94
Z 3060:2015
走査装置は,試験体の対象範囲を自動又は手動でD-スキャン又はB-スキャンができるものとする。
I.5.4
探触子
使用する探触子は,二つの同一の公称周波数,振動子の公称寸法及び公称屈折角の縦波斜角探触子を送
信及び受信に組み合わせる。
I.6
標準試験片
使用する標準試験片は,5.1に規定するA1形標準試験片又はA3形系標準試験片とする。
I.7
測定の準備
I.7.1
標準試験片の選定
入射点の測定に標準試験片を使用する場合には,A1形標準試験片又はA3形系標準試験片のいずれかを
あらかじめ選定する。
I.7.2
探触子の選定
I.7.2.1
周波数
使用する探触子の公称周波数は,1〜15 MHzを用いる。試験体の厚さ又は深さ方向の探傷範囲に応じて
表I.1を参考にして選定する。
I.7.2.2
振動子寸法
使用する探触子の振動子の公称寸法は,2〜20 mmを用いる。試験体の厚さ又は深さ方向の探傷範囲に
応じて表I.1を参考にして選定する。
I.7.2.3
屈折角
使用する探触子の公称屈折角は,40°〜70°を用いる。試験体の厚さ又は深さ方向の探傷範囲に応じて
表I.1を参考にして選定する。
表I.1−TOFD法において使用する探触子及びビームの交軸深さの例
試験体の厚さ
mm
深さ方向の
探傷範囲
公称周波数
MHz
振動子寸法
mm
公称屈折角
°
ビームの交軸深さ
6以上〜10以下
0〜t
10〜15
2〜3
70
2t/3
10超え〜20以下
0〜t
7〜10
3〜5
60〜70
2t/3
20超え〜35以下
0〜t
5〜10
5〜7
60
2t/3
35超え〜50以下
0〜t
5〜7
5〜10
60
2t/3
50超え〜100以下
0〜t/2
5〜10
5〜10
60
1t/3
t/2〜t
3〜5
6〜12
45〜55
5t/6
100超え〜200以下
0〜t/3
5〜10
5〜10
60
2t/9
t/3〜2t/3
3〜5
7〜14
45〜55
5t/9
2t/3〜t
2〜5
10〜20
40〜50
8t/9又はt
I.7.3
試験体の音速測定
試験体の縦波音速は,測定する溶接部の母材で,垂直探触子を使用して有効数字3桁まで測定するか,
又は縦波音速の推定値を使用してよい。
95
Z 3060:2015
I.8
探傷装置の調整
I.8.1
入射点の測定
入射点の測定は,9.1.1によるか,又は送信探触子と受信探触子の超音波の入射面とを合わせ,直接受信
したパルス波形が最大ピークとなる位置から求める方法による。
I.8.2
音速値の設定
音速値の設定は,試験体の縦波音速とする。
I.8.3
測定範囲の調整
測定範囲の調整は,使用する範囲以上で,必要最小限とする。
I.8.4
探触子の保持機構
探触子の保持機構は,探触子が探傷面に良好な音響結合で保持されるように調整する。
I.8.5
探触子間隔の設定
探触子間隔は,試験体の厚さ又はきずの深さに応じて表I.1のビームの交軸深さを参考にして設定する。
I.8.6
波形収録ゲートの調整
I.8.6.1
波形収録ゲートの起点
波形収録ゲートの起点は,ラテラル波の伝搬時間以前とする。
I.8.6.2
波形収録ゲートの範囲
波形収録ゲートの範囲は,起点から最初の裏面反射波の伝搬時間以上とする。
I.8.7
探傷感度の調整
探傷感度は,対象とするきずが十分に検出可能となるように,電気的ノイズ又は結晶粒界のノイズが現
れるまで感度を上げた後,上端回折波又は下端回折波が80 %を超えない範囲で明瞭な画像が得られる感度
とする。
I.9
きずの指示高さの測定
I.9.1
走査方法の選定
走査方法は,検出したきずの性状に応じて,D-スキャン又はB-スキャンのいずれかを選定する。検出し
た試験方法において,きずの形状が板厚方向に垂直と推定される場合は,D-スキャンを選定し,傾きをも
つと推定される場合は,B-スキャンを選定する。
なお,検出した試験方法において,きずの形状が不明確な場合は,B-スキャンを使用して,きずの傾き
の有無を確認する。
I.9.2
走査装置の配置
D-スキャンを選定する場合は,検出した試験方法において測定したきずの位置から,探触子間隔の中央
になるよう走査装置を配置する。B-スキャンを選定する場合は,検出した試験方法において,きずの高さ
が最も大きいと推定される位置になるよう走査装置を配置する。また,きずの方向が横割れなどの溶接線
と平行でない場合は,きずと直交する超音波の伝搬方向となるよう走査装置を配置する。
I.9.3
走査速度
走査速度は,所定のデータ収録点において,データ収録を行える速度以下とする。
I.9.4
データ収録点の間隔の選定
データ収録点の間隔は,必要に応じて0.5 mm,1 mm,2 mmから選定する。
I.9.5
母材の走査
きずの指示高さの補正を行うため,母材の走査を行う。母材の走査は,送信探触子及び受信探触子が共
96
Z 3060:2015
に測定する溶接部のいずれかの母材面を走査する。
I.9.6
溶接部の走査
溶接部の走査は,検出されたきずを含む必要な範囲を走査する。
I.9.7
音響結合の確認
ラテラル波又は裏面反射波の表示画像で,音響結合の状態を確認する。画像が連続して表示されていな
い場合は音響結合が不良と判断し,再度測定を行う。
I.9.8
きずの指示高さの測定方法
I.9.8.1
内部きずの指示高さ
内部きずの指示高さの測定は,図I.3及び図I.4に示すように,ラテラル波を基準とする場合は,ラテラ
ル波及びきずの上端回折波ときずの下端回折波とのそれぞれの伝搬時間差から,きずの深さ及び高さを測
定する。また,裏面反射波を基準とする場合は,裏面反射波及びきずの上端回折波ときずの下端回折波と
のそれぞれの伝搬時間差から,きずの深さ及び高さを測定する。
式(I.1)で上端部,式(I.2)で下端部それぞれの深さ位置が求まり,この差,式(I.3)からきずの指示高さを求
める。
測定結果から計算式によるきずの深さ及びきずの指示高さを求める方法は,次による。
a) ラテラル波を基準とするきず上端部の深さは,式(I.1)で求める。
2
1
U
2
U
2
u
4
×
×
+
×
=
S
T
C
T
C
d
··························································· (I.1)
b) ラテラル波を基準とするきず下端部の深さ位置は,式(I.2)で求める。
2
1
L
2
L
2
L
4
×
×
+
×
=
S
T
C
T
C
d
··························································· (I.2)
c) ラテラル波を基準とするきずの高さは,式(I.3)で求める。
u
Ld
d
h
−
=
············································································· (I.3)
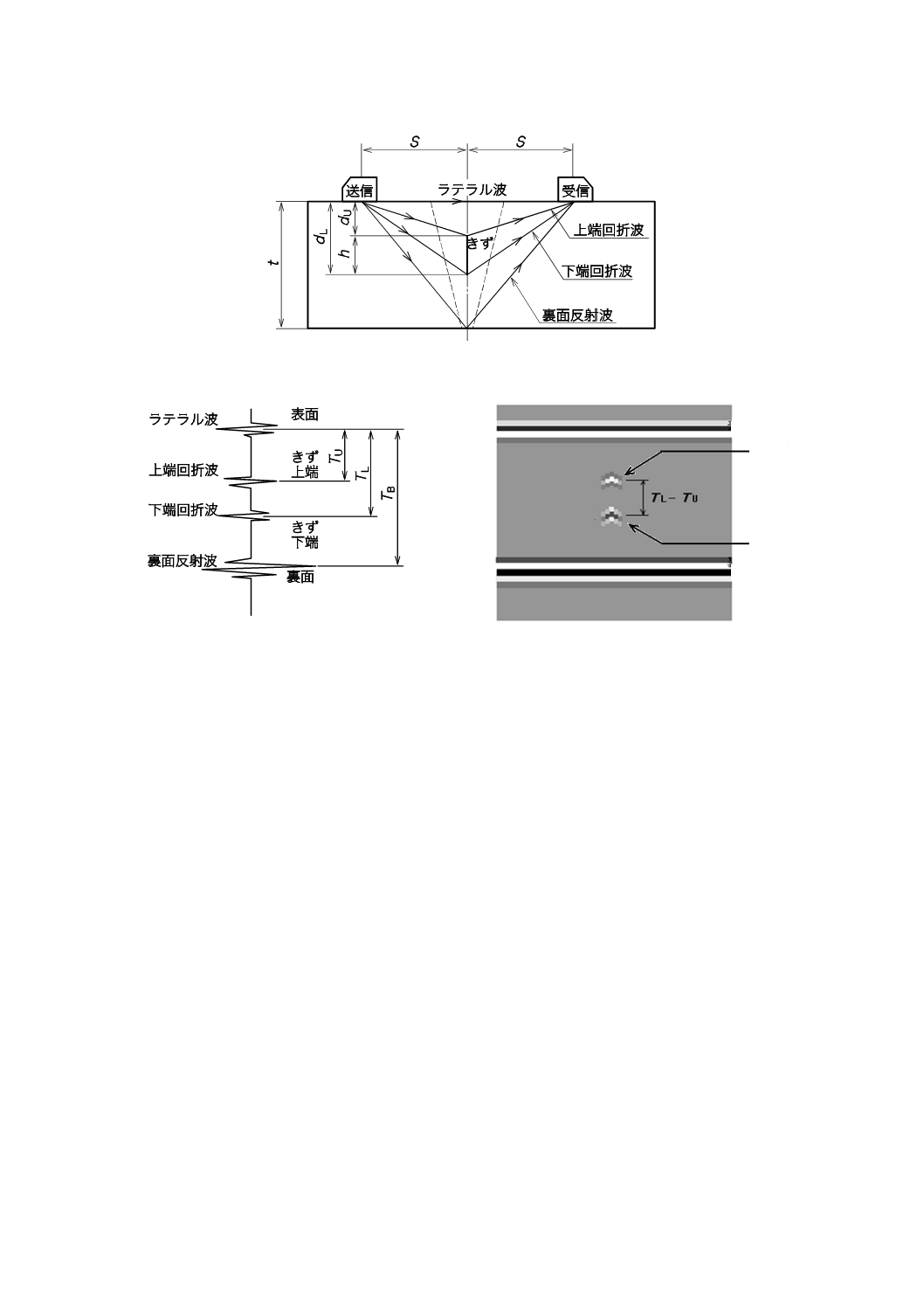
97
Z 3060:2015
a) 探傷状況
b) 探傷波形
c) D-スキャン画像
図I.3−D-スキャンの測定方法
表面
裏面
上端像
下端像
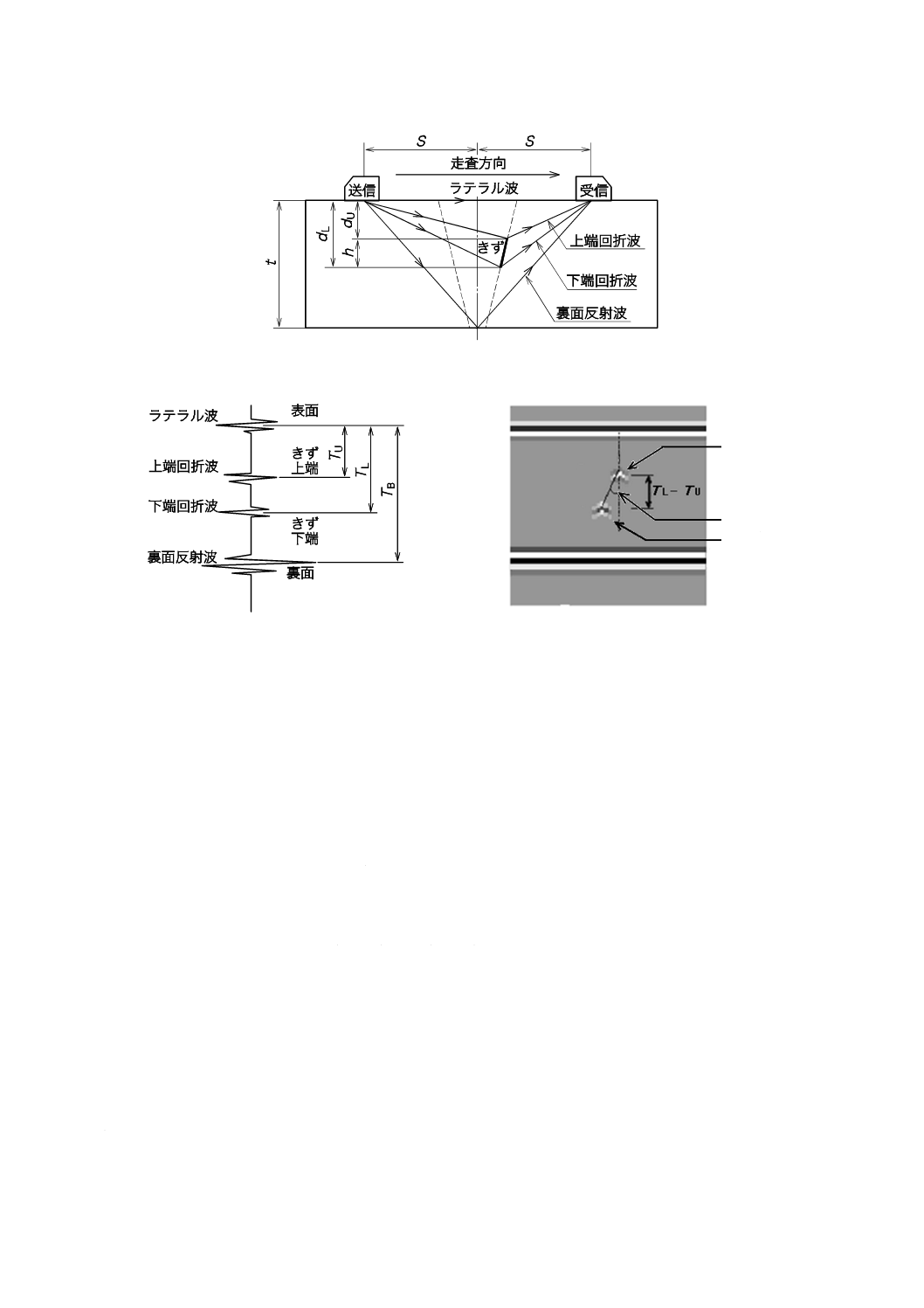
98
Z 3060:2015
a) 探傷状況
b) 探傷波形
c) B-スキャン画像
図I.4−B-スキャンの測定方法
I.9.8.2
表面開口きずの指示高さ
表面開口きずの指示高さの測定は,表面開口きずによってラテラル波が消滅するため,きずの近傍の健
全部のラテラル波ときずの下端回折波との時間差で行う。きずの指示高さは,表面からきずの下端深さま
でとする。
I.9.8.3
裏面開口きずの指示高さ
裏面開口きずの指示高さの測定は,裏面開口きずによって裏面反射波の遅れによる湾曲又は乱れが生じ
るため,きずの近傍の健全部の裏面反射波ときずの上端回折波との時間差,又はラテラル波ときずの上端
回折波との時間差で行う。
なお,きずの上端回折波が確認できず,裏面反射波の遅れが認められる場合の裏面開口きずの指示高さ
の測定は,きずの近傍の健全部の裏面反射波と裏面反射波の遅れとの時間差で行う。
I.9.8.4
パルス波形の分離
きずの上端回折波と下端回折波とが明瞭に分離しない場合,ラテラル波ときずの上端回折波とが明瞭に
分離しない場合又は裏面反射波ときずの上端回折波とが明瞭に分離しない場合は,きず指示高さは測定不
可とする。
I.9.9
きずの指示高さの補正
きずの指示高さの測定の場合,母材の走査のTOFD画像からきずの指示高さの補正を行う。補正方法は,
次による。
a) 母材走査データのラテラル波と裏面反射波との時間差を測定する。
表面
裏面
上端像
下端像
きずの傾斜
99
Z 3060:2015
b) 母材の板厚と縦波音速とから探触子間隔を算出する。
c) 算出した探触子間隔を溶接部の走査のデータの探触子間隔に置き換えて,きずの指示高さを測定し補
正値とする。
I.10
記録
測定を行った後の記録には,箇条11によるほか,次のうち必要な項目を記載する。
a) TOFD法である旨,並びに使用したTOFD法の装置名及び主な仕様
b) 全波形収録形探傷器の仕様
c) 全波形収録形探傷器の性能及び点検日時
d) 走査装置の仕様
e) 走査装置の性能及び点検日時
f)
画像表示装置の仕様
g) スキャン方法
h) 走査の開始点及び終了点の位置
i)
収録ピッチ
j)
探触子間隔
k) D-スキャン画像
l)
B-スキャン画像
m) パルス波形
n) きず指示高さ
o) その他,きず高さの測定結果に影響を及ぼす項目
参考文献 JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状
パラメータ
JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則