Z 3021:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 溶接記号························································································································· 4
4.1 一般 ···························································································································· 4
4.2 簡易溶接記号 ················································································································ 4
4.3 溶接記号システム ·········································································································· 5
4.4 基本記号 ······················································································································ 5
4.5 補助記号 ······················································································································ 8
4.6 矢 ······························································································································ 13
4.7 基線及び溶接位置 ········································································································· 14
4.8 尾 ······························································································································ 15
5 溶接寸法························································································································ 16
5.1 一般 ··························································································································· 16
5.2 断面寸法 ····················································································································· 16
5.3 長さ ··························································································································· 16
5.4 突合せ溶接 ·················································································································· 17
5.5 すみ肉溶接 ·················································································································· 17
5.6 プラグ溶接 ·················································································································· 18
5.7 スロット溶接 ··············································································································· 18
5.8 スポット溶接 ··············································································································· 18
5.9 シーム溶接 ·················································································································· 18
5.10 へり溶接 ···················································································································· 18
5.11 スタッド溶接 ·············································································································· 18
5.12 肉盛溶接 ···················································································································· 18
6 開先寸法························································································································ 26
6.1 一般 ··························································································································· 26
6.2 ルート間隔 ·················································································································· 26
6.3 開先角度 ····················································································································· 27
6.4 ルート半径及びルート面 ································································································ 28
6.5 開先深さ ····················································································································· 28
6.6 プラグ溶接及びスロット溶接の側壁角··············································································· 29
7 任意形状開先溶接記号 ······································································································ 30
7.1 一般 ··························································································································· 30
Z 3021:2016 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.2 溶接記号の使用例 ········································································································· 30
8 非破壊試験記号 ··············································································································· 30
附属書A(参考)溶接記号の使用例 ························································································ 31
附属書B(参考)角度による継手の区分··················································································· 36
附属書JA(規定)溶接部の非破壊試験記号 ·············································································· 37
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 41
Z 3021:2016
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 3021:2010は改
正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3021:2016
溶接記号
Welding and allied processes-Symbolic representation
序文
この規格は,1955年に制定され,その後8回の改正を経て今日に至っている。前回の改正は2010年に
行われたが,その後の2013年にISO 2553が共存規格に改正されたため,整合を図るために改正した。
ISO 2553:2013は,ISO 2553:1992を基礎とするSystem Aと環太平洋地域で使用される規格を基礎とした
System Bとを共存させている。
この規格は,2013年に第4版として発行されたISO 2553のSystem Bを基とし,技術的内容を変更して
作成した日本工業規格である。
System Aが必要な場合は,ISO 2553のSystem Aによる。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,溶接記号及びその表示方法についてSystem Bによって規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2553:2013,Welding and allied processes−Symbolic representation on drawings−Welded joints
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0031 製品の幾何特性仕様(GPS)−表面性状の図示方法
注記 対応国際規格:ISO 1302,Geometrical Product Specifications (GPS)−Indication of surface texture
in technical product documentation(IDT)
JIS Z 2300 非破壊試験用語
JIS Z 3001(規格群) 溶接用語
JIS Z 8312 製図−表示の一般原則−線の基本原則
注記 対応国際規格:ISO 128-20,Technical drawings−General principles of presentation−Part 20: Basic
conventions for lines(IDT)
JIS Z 8313-1 製図−文字−第1部:ローマ字,数字及び記号
2
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 3098-2,Technical product documentation−Lettering−Part 2: Latin alphabet,
numerals and marks
JIS Z 8313-10 製図−文字−第10部:平仮名,片仮名及び漢字
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300及びJIS Z 3001(規格群)によるほか,次による。
3.1
溶接記号
矢,基線,並びに基本記号,補助記号,寸法及び/又は尾で構成され,製図上で溶接継手の種類,位置
及び開先を表す記号(箇条4参照)。
3.2
簡易溶接記号
矢,基線及び尾で構成され,継手の種類は指示されず溶接継手が設けられることだけを示すときに使用
される記号(4.2参照)。
3.3
矢
溶接される継手を示す引出し線(4.6参照)。
3.4
基線
基本記号が配置される線で,通常,製図の図枠の底辺に平行に描かれる線(4.7参照)。
3.5
尾
基線の矢と反対側の端部に付けられる<形の要素(4.8参照)。
3.6
矢の側
継手の矢が指している側(4.7.2.1参照)。
3.7
反対側
継手の矢の側の反対側(4.7.2.1参照)。
3.8
基本記号
溶接記号の一部となる記号で,基線に配置され,継手の形状及び開先を示す記号(4.4参照)。
3.9
補助記号
基本記号に添える記号で,継手に関する付加情報を示す記号(4.5参照)。
3.10
補足的指示
尾に示す施工される継手に関する記号以外の情報(4.8参照)。
3.11
断続溶接
3
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
継手に沿って間隔をあけて連続的に施工される溶接(5.3.2参照)。
3.11.1
並列断続溶接
(T継手及び重ね継手の)両側で反対側と対称に施工される断続溶接(5.3.2.2参照)。
3.11.2
千鳥断続溶接
(T継手及び重ね継手の)両側で反対側と交互に施工される断続溶接(5.3.2.3参照)。
3.12
オフセット
千鳥断続溶接における片側の溶接始点と反対側の溶接始点との間隔(5.3.2.3並びに表5のNo.1.5及び
No.2.6参照)。
3.13
裏溶接
溶融溶接のルート側に置かれる最終層(表3のNo.5参照)。
3.14
裏当て溶接
溶接によって形成された裏当て(表3のNo.5参照)。
3.15
公称溶接長
溶接部の設計長さ。
3.15.1
溶接要素の公称長さ,L
断続溶接における溶接要素の設計長さ(表5のNo.1.3,No.1.4,No.1.5,No.2.4,No.2.5及びNo.2.6参照)。
3.16
公称のど厚,a
設計上用いるすみ肉溶接に内包される最大の二等辺三角形の高さ(表5のNo.2.1及びNo.2.2参照)。
注記 JIS Z 3001-1(溶接用語−第1部:一般)に番号14368で規定する“理論のど厚”と同義。
3.17
脚長,z
継手のルートからすみ肉溶接の止端までの距離(表5のNo.2.1参照)。
3.18
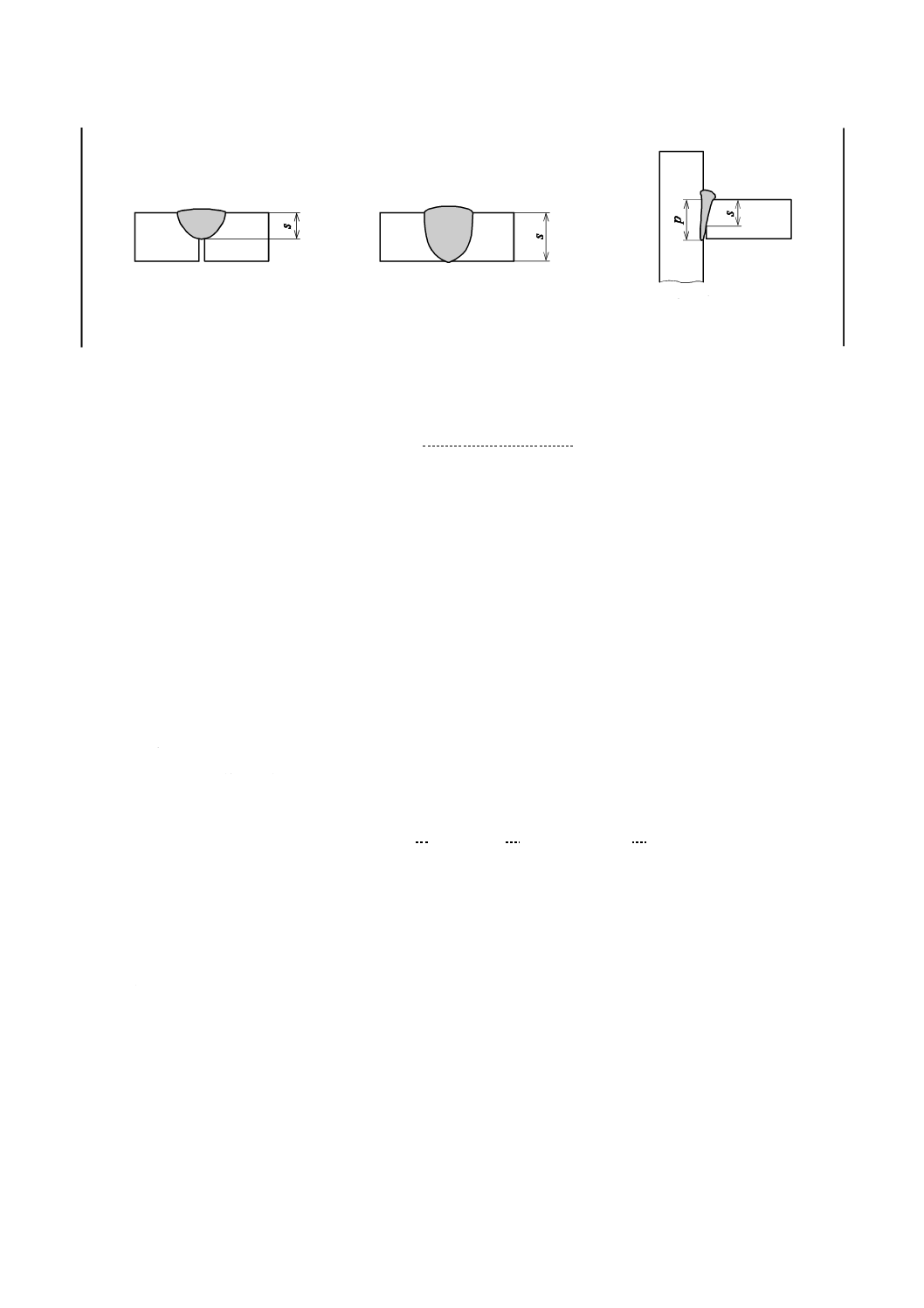
溶接深さ,s
(突合せ溶接の)余盛を除く溶接金属の厚さ(5.4.1並びに表5のNo.1.1,No.1.2,No.1.6,No.1.7,No.3.2
及びNo.4.2参照)。
注記 継手強度に寄与する溶接の深さ(s)であって,開先溶接における溶接表面から溶接底面までの
距離。完全溶込み溶接では板厚に等しい。ビーム溶接などでは,溶込み深さ(p)と溶接の深さ
(s)とが一致しないことがある(図0A参照)。
4
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 部分溶込み溶接
b) 完全溶込み溶接
c) ビーム溶接
図0A−溶接深さ(s)
3.19
深溶込みのど厚,ds
(すみ肉溶接の)溶接深さを考慮したのど厚(表5のNo.2.2参照)。
3.20
レ形フレア溶接
曲面と平面とでできた開先部分の溶接(表5のNo.1.7参照)。
3.21
V形フレア溶接
曲面と曲面とでできた開先部分の溶接(表5のNo.1.6参照)。
3.22
現場溶接
据付け場所などの工場建屋外で施工する溶接(4.5.4参照)。
4
溶接記号
4.1
一般
溶接記号は,基線及び矢並びに特定の情報を伝える付加要素からなる。
溶接記号は,継手の同じ側,すなわち,矢の側に記載するのが望ましい(4.6参照)。
矢,基線,基本記号及び文字の太さは,JIS Z 8312,JIS Z 8313-1及びJIS Z 8313-10による。
製図が過密にならないように,備考は,製図内で注記とするか,又は別の設計図書に記載するのがよい。
注記 溶接記号の使用例を附属書Aに示す。
4.2
簡易溶接記号
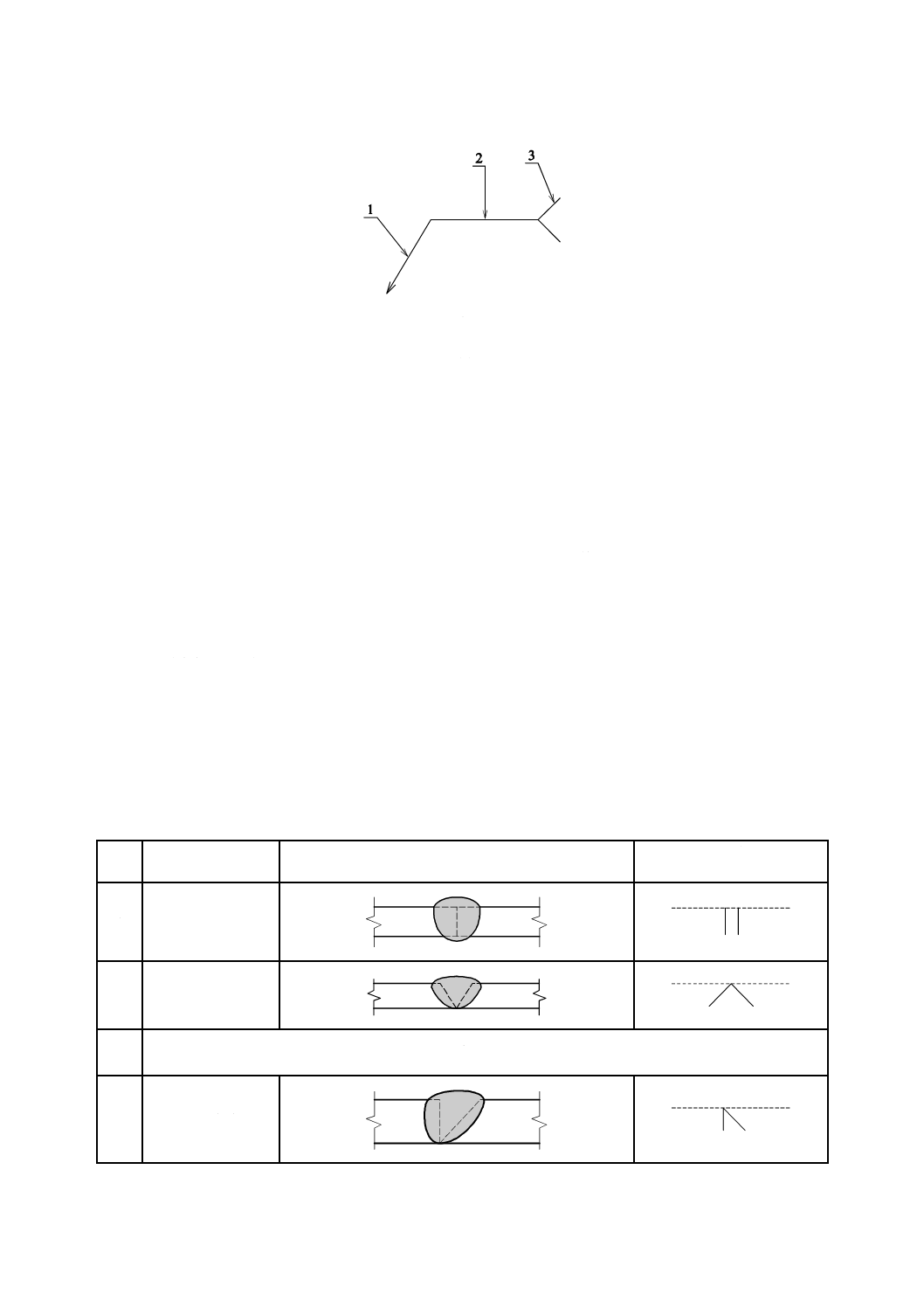
簡易溶接記号は,矢,基線及び尾から構成され,図1による。
簡易溶接記号は,継手の詳細は不要で,溶接の位置だけを指示するときに用いられる。
注記 簡易溶接記号は,タック溶接の位置を示すのによく用いられる。
5
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 矢
2 基線
3 尾
図1−簡易溶接記号
4.3
溶接記号システム
規定しない。
4.4
基本記号
4.4.1
一般
表1に規定する基本記号は,施工される溶接の種類を示すために基線に添えられる。
基本記号は,溶接記号の一部で基線の中央に添えられる。
基本記号には,次を添えてもよい。
− 補助記号(4.5及び表3参照)
− 寸法(箇条5参照)
− 補足的指示
基本記号の左右の向きは変えてはならない。
附属書Bに突合せ継手,角継手,へり継手などの角度による継手の区分についての指針を示す。
記号表示だけでは不明確な場合は,溶接部の断面図を描き,寸法を示すのがよい。
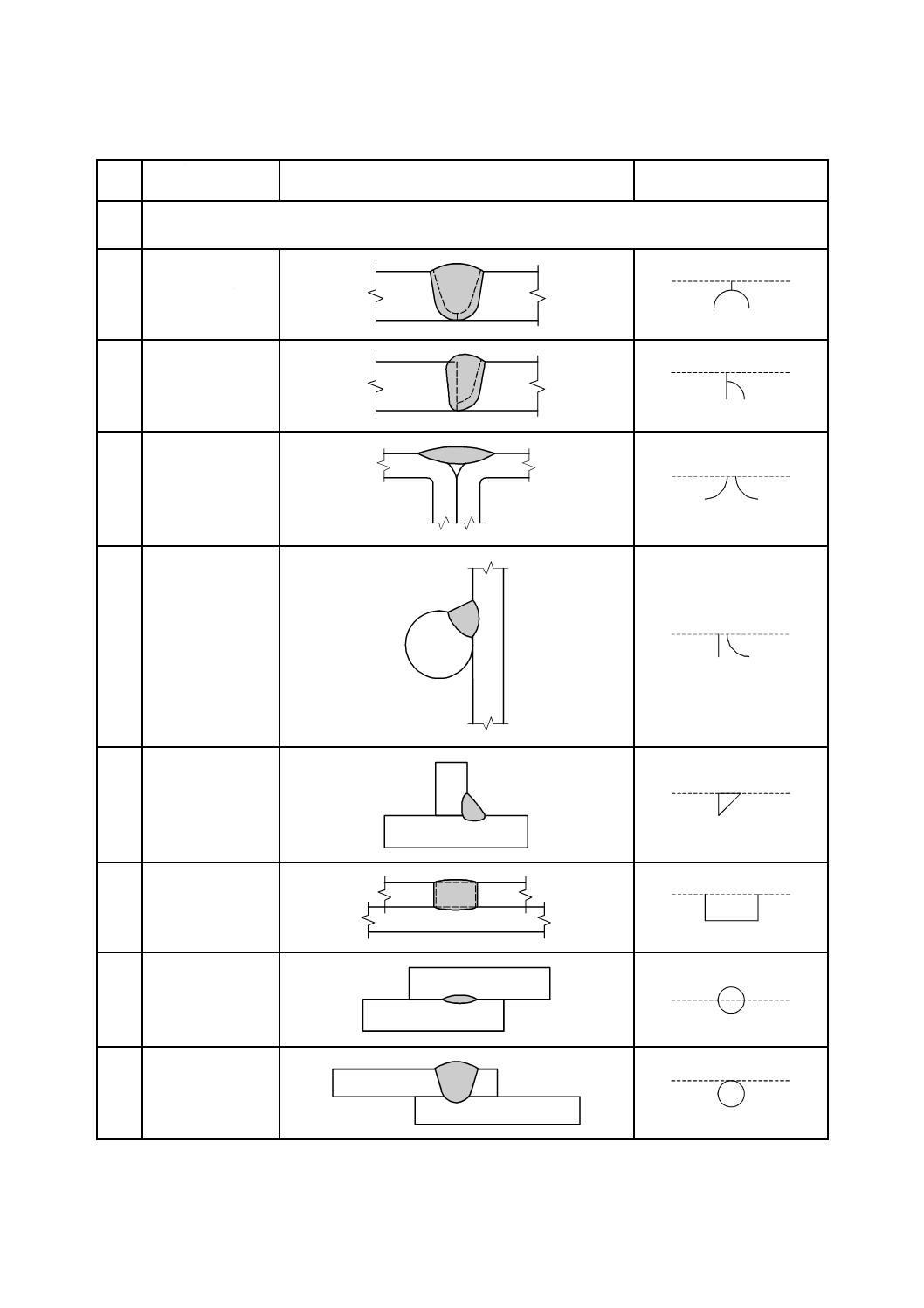
表1−基本記号
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
1
I形開先溶接
2
V形開先溶接
3
規定しない。
4
レ形開先溶接
6
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
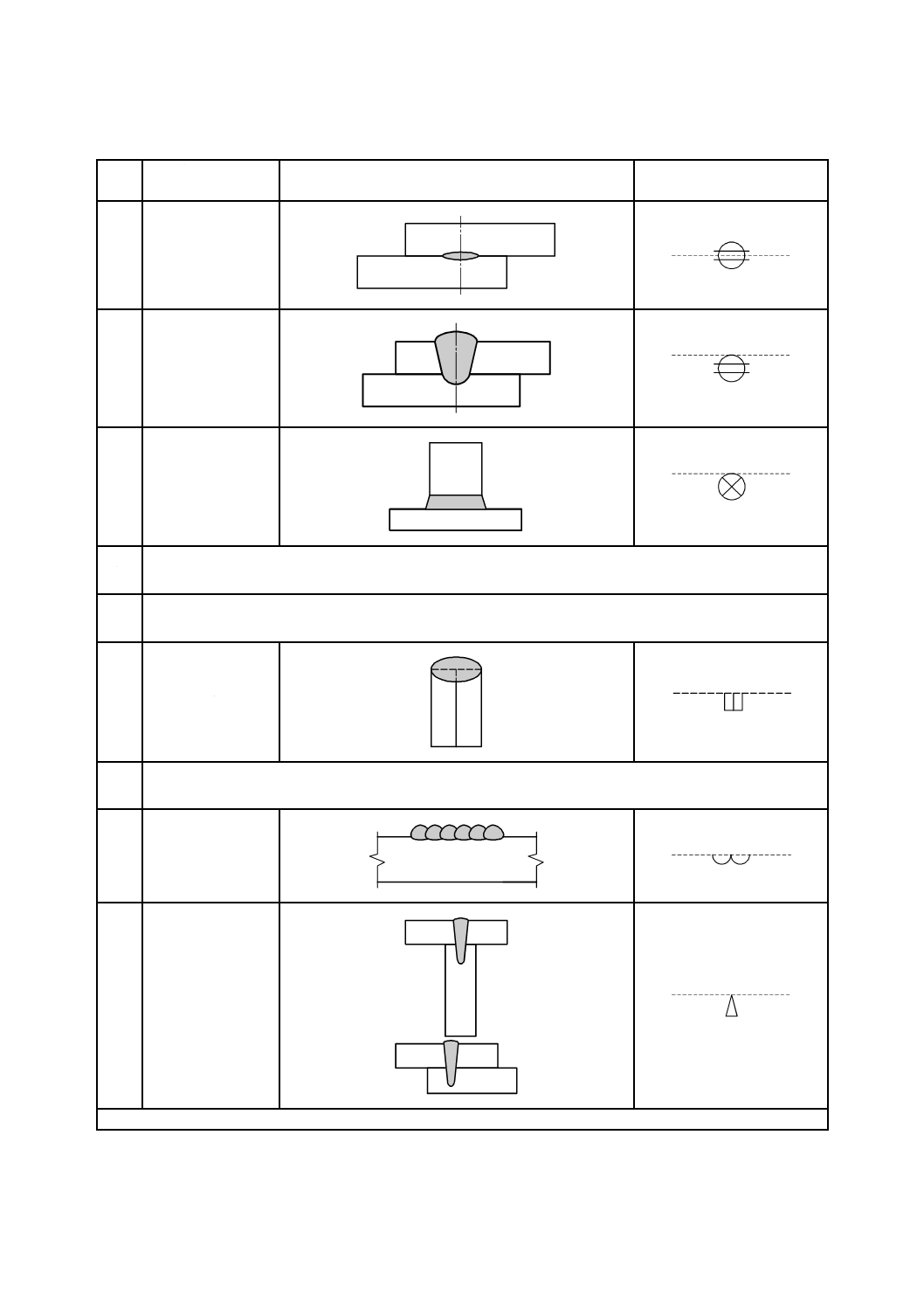
表1−基本記号(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
5
規定しない。
6
U形開先溶接
7
J形開先溶接
8
V形フレア溶接
9
レ形フレア溶接
10
すみ肉溶接
11
プラグ溶接
スロット溶接
12
抵抗スポット溶接
13
溶融スポット溶接
7
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−基本記号(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
14
抵抗シーム溶接
15
溶融シーム溶接
16
スタッド溶接
17
規定しない。
18
規定しない。
19
へり溶接a)
20
規定しない。
21
肉盛溶接
22
ステイク溶接
注a) 二つを超える部材の継手にも適用される。
8
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4.2
基本記号の組合せ
基本記号は,特定の形状を示すために組み合わせることができる。図1Aに組合せ記号の使用例を示す。
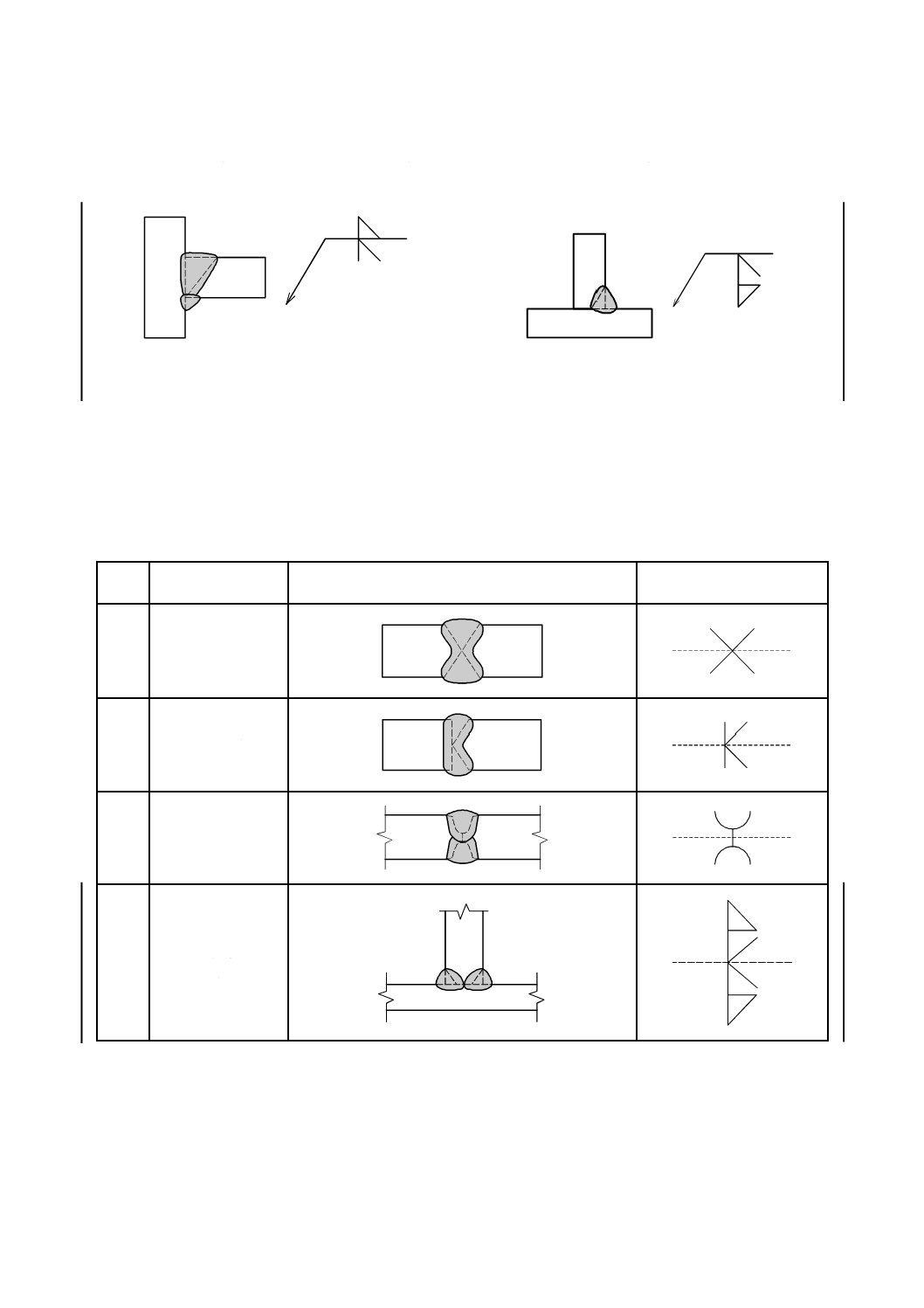
a) レ形開先溶接及びすみ肉溶接(1)
b) レ形開先溶接及びすみ肉溶接(2)
図1A−組合せ記号の例
4.4.3
両側突合せ溶接
対称な溶接を示すには,基本記号を基線の両側に記載する(表2参照)。
非対称両側溶接の例を,表A.3に示す。
表2−基本記号を組み合わせた両側溶接継手の記号
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
1
X形開先溶接
2
K形開先溶接
3
H形開先溶接
4
K形開先溶接
及び
すみ肉溶接
4.5
補助記号
4.5.1
一般
継手に必要な追加の情報は,表3の補助記号による。
補助記号は,溶接の形状,施工法などを示す。
9
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5.1.A 補助記号などの記載方法
表面形状及び仕上げ方法の補助記号は,溶接部の基本記号に近接して記載する(表面形状−表3のNo.1
〜No.4,仕上げ方法−表3のNo.14〜No.17参照)。
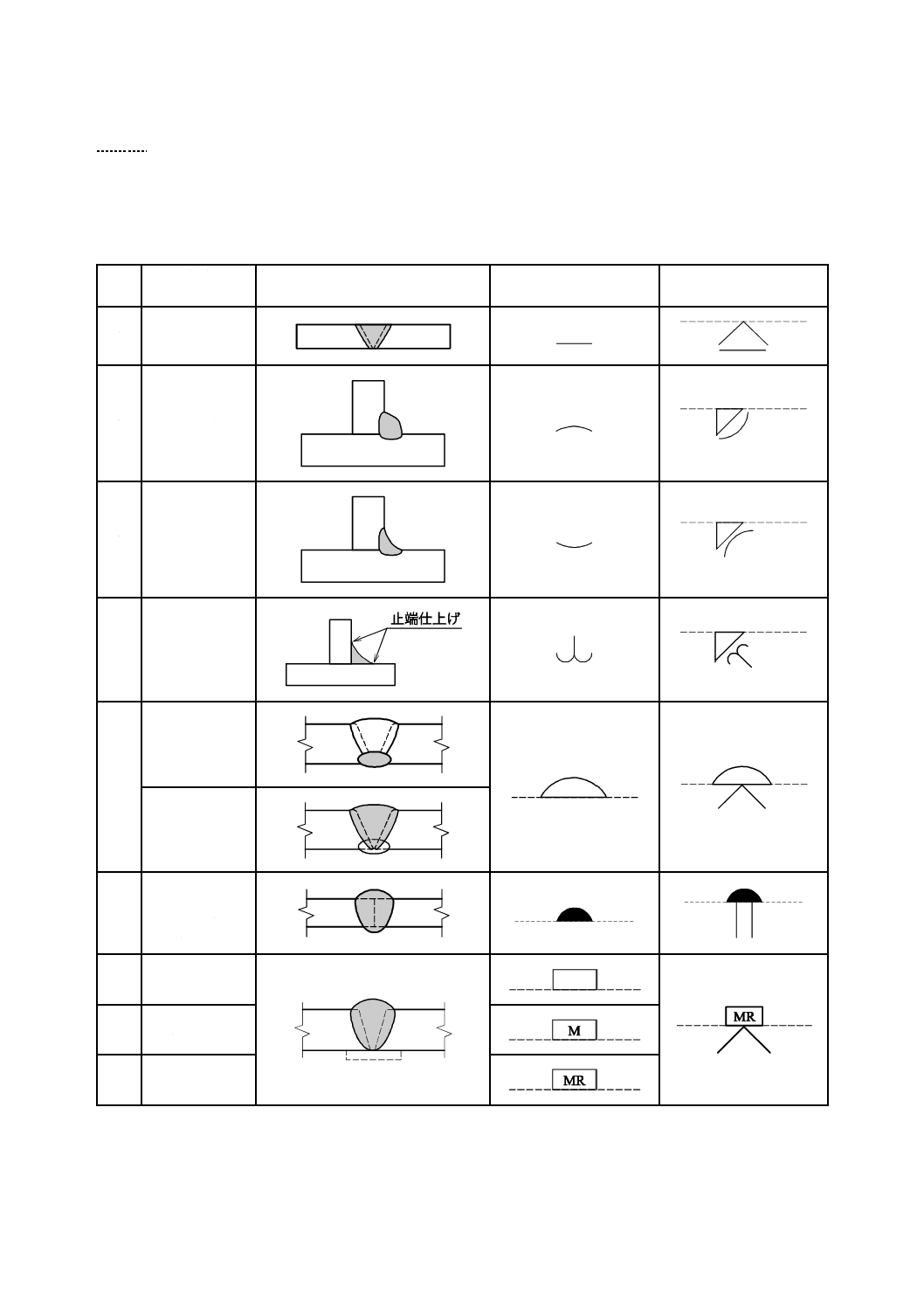
表3−補助記号
No.
名称
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
適用例
(破線は基線を示す。)
1
平らa)
2
凸形a)
3
凹形a)
4
滑らかな
止端仕上げb)
5
裏溶接c), e)
(V形開先溶接
後に施工する。)
裏当て溶接c), e)
(V形開先溶接
前に施工する。)
6
裏波溶接e)
(フランジ溶
接・へり溶接を
含む。)
7
裏当てe)
7a
取り外さない
裏当てd), e)
7b
取り外す
裏当てd), e)
10
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
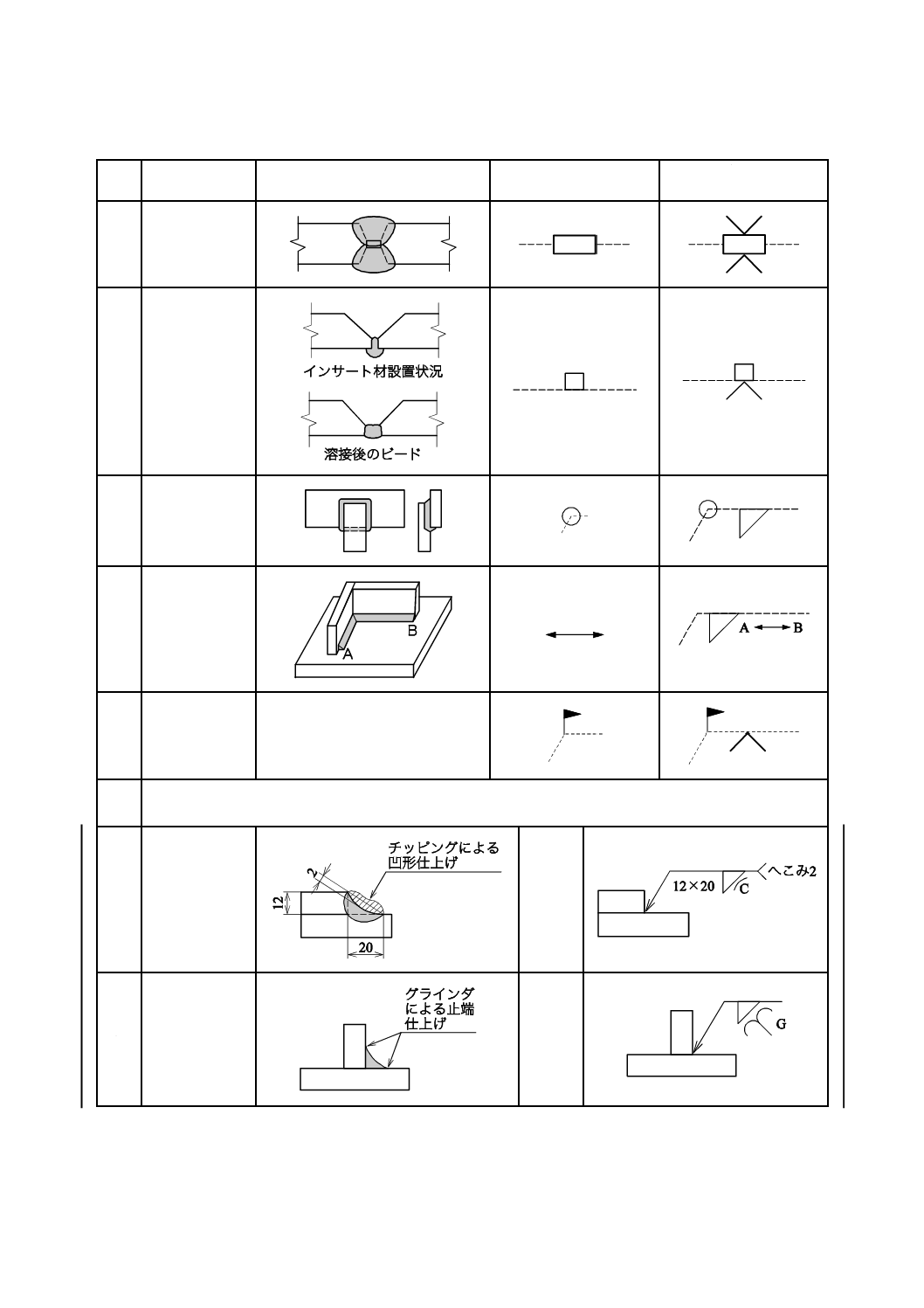
表3−補助記号(続き)
No.
名称
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
適用例
(破線は基線を示す。)
8
スペーサ
9
消耗インサート
材e)
10
全周溶接
11
二点間溶接
12
現場溶接f)
なし
13
規定しない。
14
チッピング
C
15
グラインダ
G
11
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
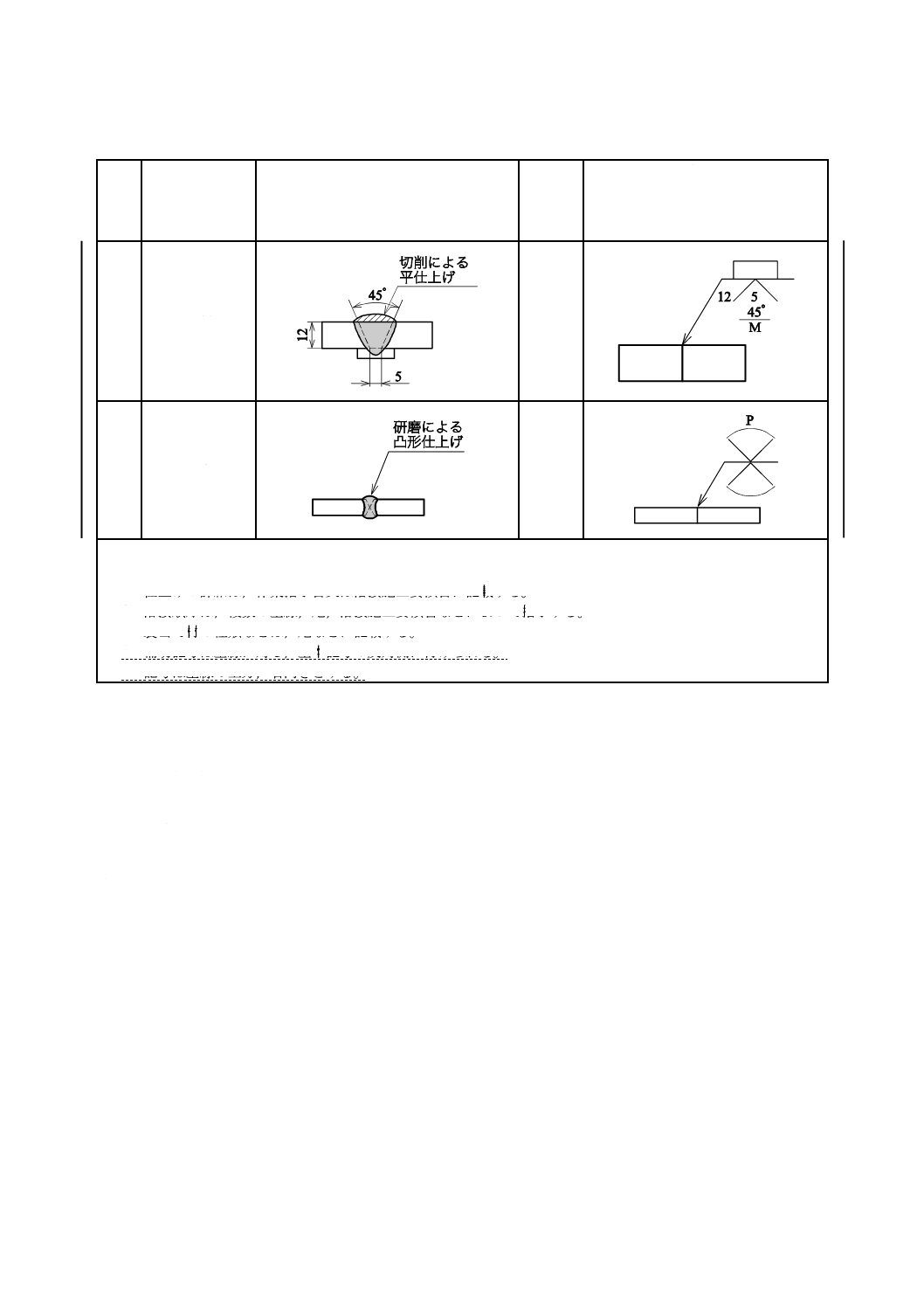
表3−補助記号(続き)
No.
名称
図示
(破線は溶接前の開先を示す。)
記号
(破線は
基線を
示す。)
適用例
(破線は基線を示す。)
16
切削
M
17
研磨
P
注a) 溶接後仕上げ加工を行わないときは,平ら又は凹みの記号で指示する。
これらの他の仕上げ記号は,JIS B 0031による。
b) 仕上げの詳細は,作業指示書又は溶接施工要領書に記載する。
c) 溶接順序は,複数の基線,尾,溶接施工要領書などによって指示する。
d) 裏当て材の種類などは,尾などに記載する。
e) 補助記号は基線に対し,基本記号の反対側に付けられる。
f) 記号は基線の上方,右向きとする。
4.5.2
全周溶接
矢と基線との交点に付ける全周溶接記号は,片側又は両側を問わず継手を回る連続した溶接を示す(表
3のNo.10参照)。
連続した継手は,方向が変わっても一つの面になくてもよいが,同じ種類及び寸法でなければならない。
次の場合は,使用してはならない。
a) 始点と終点とが同じでない(連続ではない)場合。
b) 溶接の種類が異なる場合(例えば,すみ肉溶接と突合せ溶接。)。
c) 寸法が異なる場合(例えば,すみ肉溶接の公称のど厚が変わるような場合は,別々の溶接記号で指示
しなければならない。)。
注記 全周溶接記号は,継手の全箇所を連続しないで溶接するときの指示に使用しないことが望まし
い。
中空断面又はスロット溶接の周溶接には用いない。
4.5.3
二点間溶接
二点間溶接記号は,二点間の同じ種類の連続溶接を示す(表3のNo.11参照)。始点と終点とが同じでな
い場合,全周溶接記号ではなく,二点間溶接記号を用いる。始終点は,明確に示さなければならず,溶接
記号は,溶接個所を明確に示さなければならない。
図2に始点と終点とが異なる周溶接を一つの記号で指示する例を示す。
12
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 記号表示
2 溶接部
A,B 始終点
すみ肉溶接のできないB,A間は溶接されない。
始終点の記号は,A,B以外の記号を用いてもよい。
図2−A,B二点間をすみ肉溶接するための溶接記号の例
4.5.4
現場溶接
現場溶接は,矢と基線との交点に現場溶接記号を加えることによって指示される。記号は,基線と直角
かつ上方に付けられ,右向きに描かれる(表3のNo.12参照)。記号は,全周溶接記号にも適用される。
4.5.5
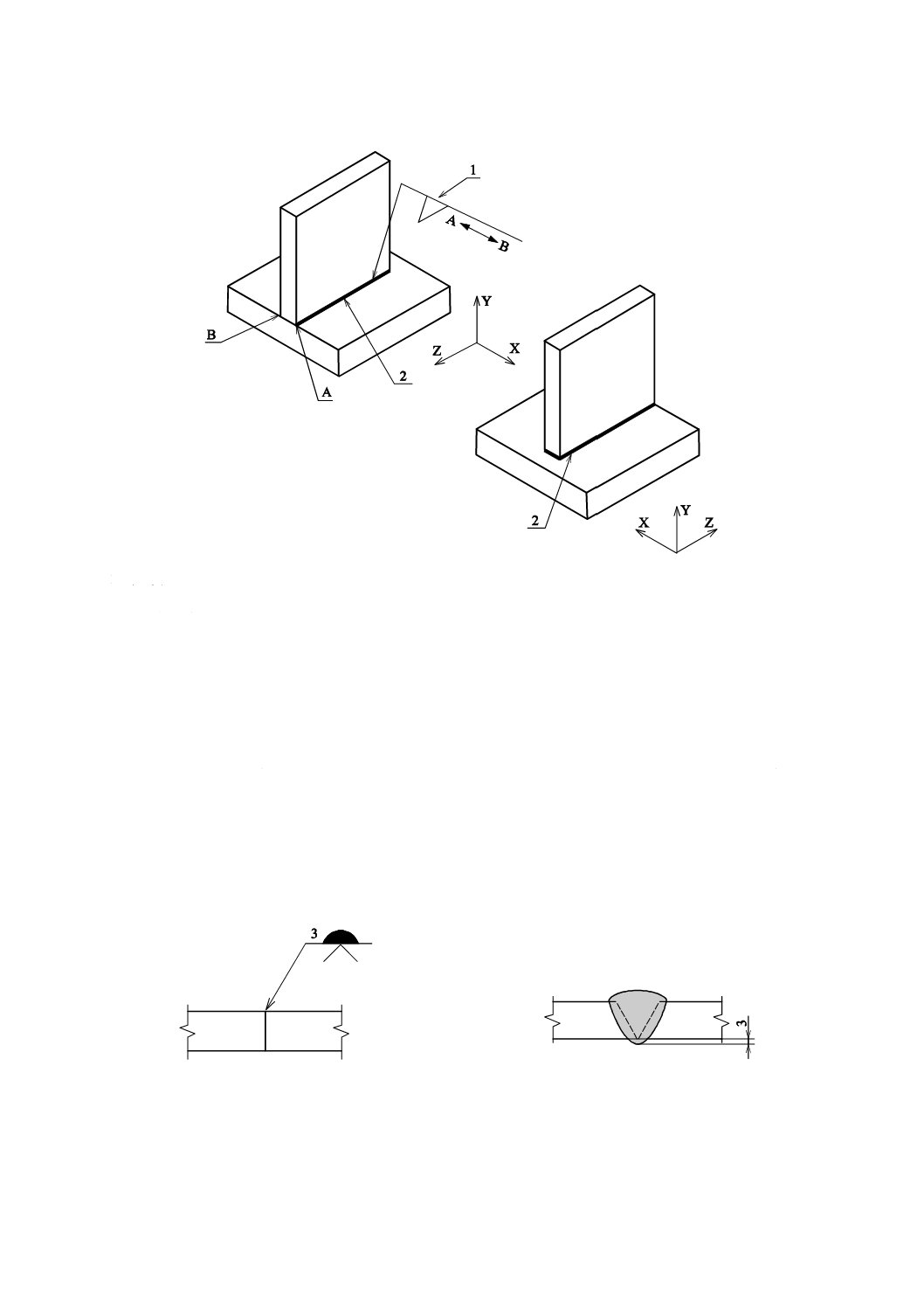
裏波溶接
裏波溶接記号は,片側突合せ溶接においてルート側のルート面部の完全溶込みが要求される場合に用い
られる(図3参照)。裏波溶接記号は,基線に対し基本記号の反対側に付けられる。
図3−裏波溶接記号の例
13
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5.6
フランジ溶接及びへり溶接
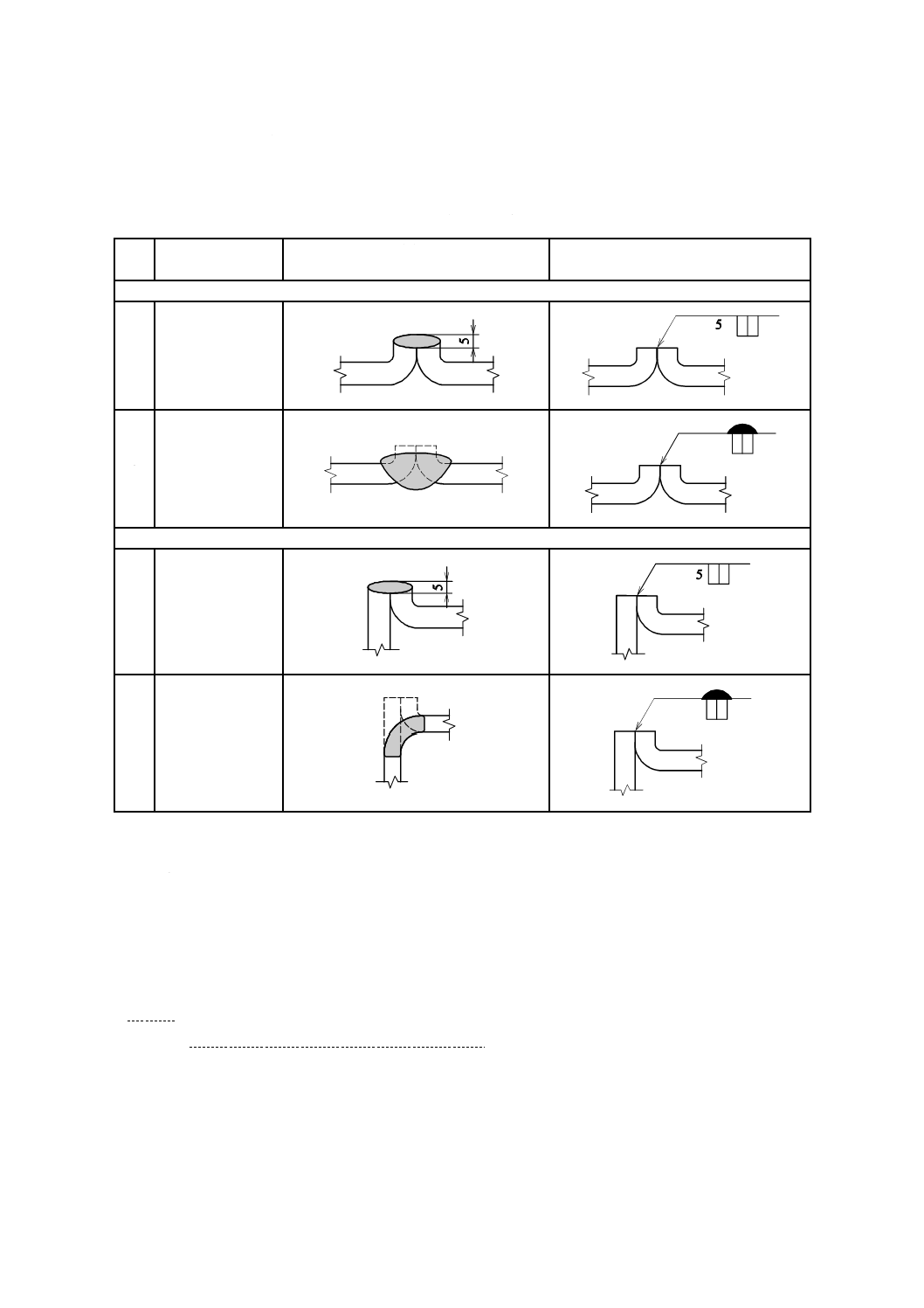
フランジ溶接及びへり溶接は,表4による。
表4−フランジ溶接及びへり溶接
No.
溶接の種類
図示
(破線は溶接前の継手を示す。)
記号
突合せ継手
1
へり溶接
2
フランジ溶接
角継手
3
へり溶接
4
フランジ溶接
4.6
矢
4.6.1
一般
矢は,溶接箇所を示すのに用いられる。
矢は,製図上の継手を構成する可視線を指し,接触していなければならない。
矢は,基線に角度をもって連結し,矢尻をもたなければならない。矢は,基線のいずれの端に連結して
もよい。
注記1 対応国際規格では,矢は基線に対して角度45°で表しているが,60°などでもよい。ただし,
一群の図面では統一することが望ましい。
注記2 対応国際規格では,塗りつぶしの矢尻で表しているが,傘形でもよい。ただし,一群の図面
では統一することが望ましい。
4.6.2
複数の矢
溶接が同じときは,一本の基線に複数の矢が付いてもよい(図4参照)。
14
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−複数の矢の使用例
4.6.3
矢の折れ
T継手を除く突合せ溶接において,レ形開先,J形開先など開先を取る側を示さなければならないときは,
矢を折って当該部材を示さなければならない。表A.1に例を示す。
開先を取る部材が明らかな場合,どちらの部材でもよいときは,折らなくともよい。
4.7
基線及び溶接位置
4.7.1
基線
基本記号を伴った基線は,溶接の施工される側を示す。
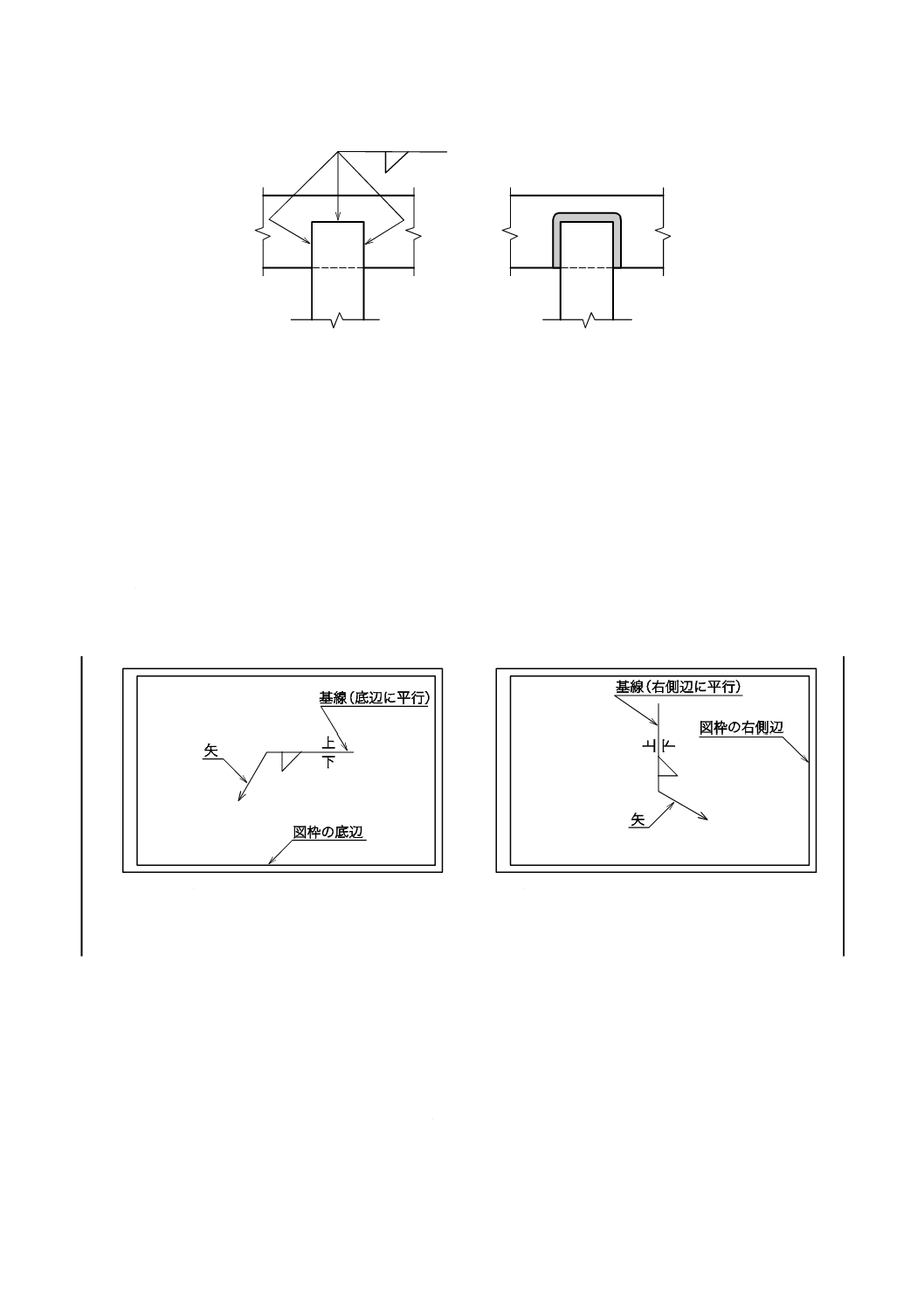
注記 基線は,製図の図枠の底辺に平行に描くことができないときに限り,右側辺に平行(溶接記号
は90°回転)に描いてもよい(図4A参照)。
a) 基線は底辺に平行に描く。
b) 底辺に平行に基線を描くことができない
ときは図枠の右側辺に平行に描く。
図4A−基線の描き方の例
4.7.2
溶接位置
4.7.2.1
矢の側/反対側
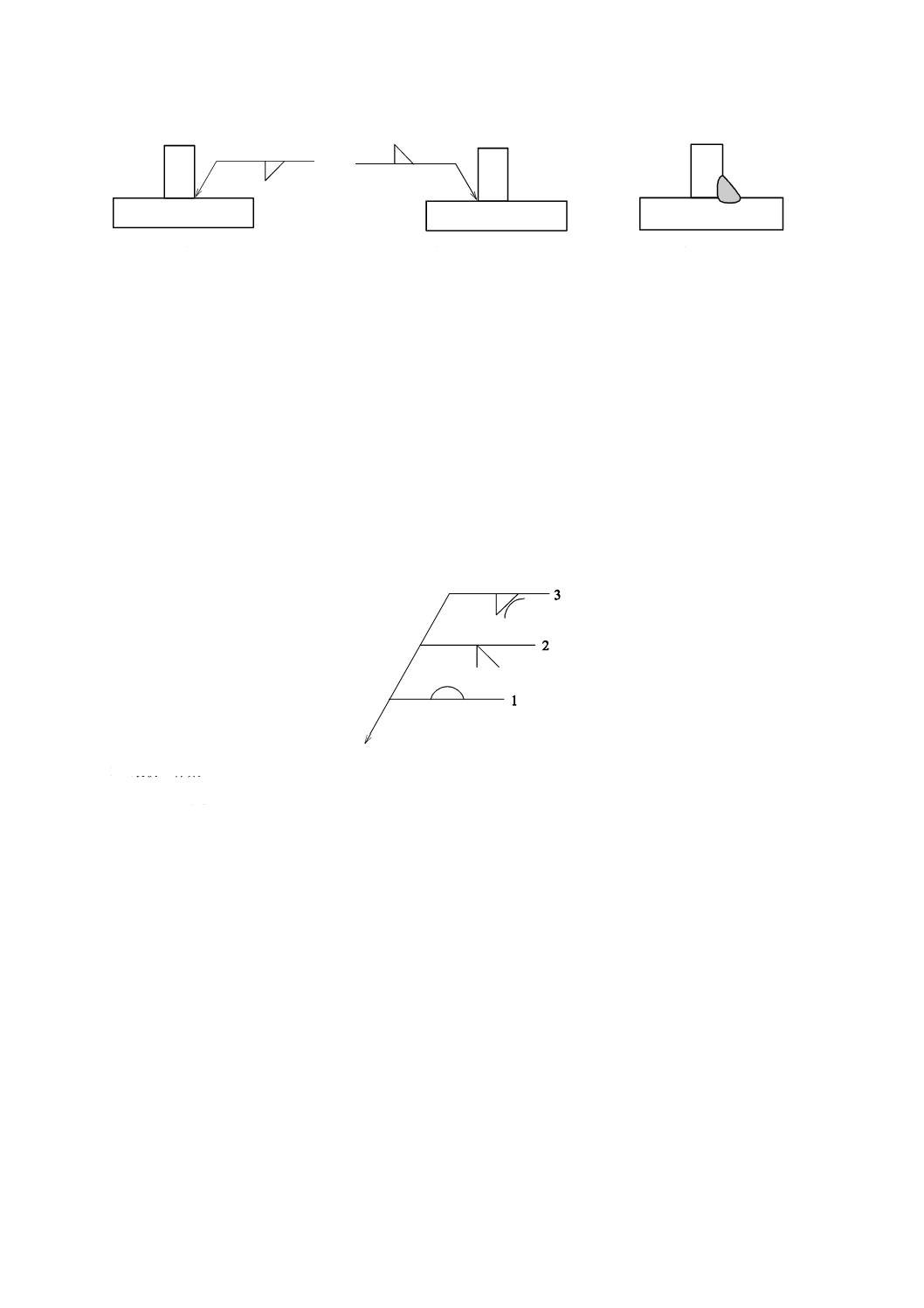
矢の側は,継手の矢尻の指している側である(図5参照)。
反対側は,継手の矢尻の指している側の反対側であり,矢の側と反対側とは,同じ継手を構成する。
継手の矢の側及び反対側の指示例を表A.2に示す。
継手の矢の側を溶接するとき,基本記号は基線の下側に配置される。
注記 基本記号が基線の上であるか,又は下であるかが溶接される側を決定する。
15
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 矢の側
b) 反対側
c) 溶接部
図5−矢の側/反対側を表す溶接記号の例
4.7.2.2
プラグ,スロット,スポット,シーム及びプロジェクション溶接
矢は溶接される部材の一方を指し,その表面,中心線に接触させる。
溶接が部材の接触面になされるときは,基本記号は基線の中央に置かれ,矢の側/反対側とは無関係で
ある。
プロジェクション溶接の矢は,プロジェクションをもつシートを指示する(表A.2のNo.9参照)。施工
法は,尾に示す。
4.7.3
多段基線
連続する作業を指示するために,複数の基線を用いてもよい。最初の作業を矢尻に最も近い基線で指示
し,引き続く作業は,順次他の基線で指示する(図6及び表A.3A参照)。
1 最初の作業
2 2番目の作業
3 3番目の作業
1,2及び3は作業の順序を示すもので製図には記載しない。
図6−多段基線
4.8
尾
尾は,必要に応じて基線の端部に付けられ(図7参照),次のような補足的指示が溶接記号の一部として
含まれる。
a) 品質等級
注記 適切な規格の該当する項目による。適切な規格とは,受渡当事者間によって合意した規格と
する。
b) 溶接方法
注記 適切な規格の該当する項目による。適切な規格とは,受渡当事者間によって合意した規格と
する。
c) 溶接材料
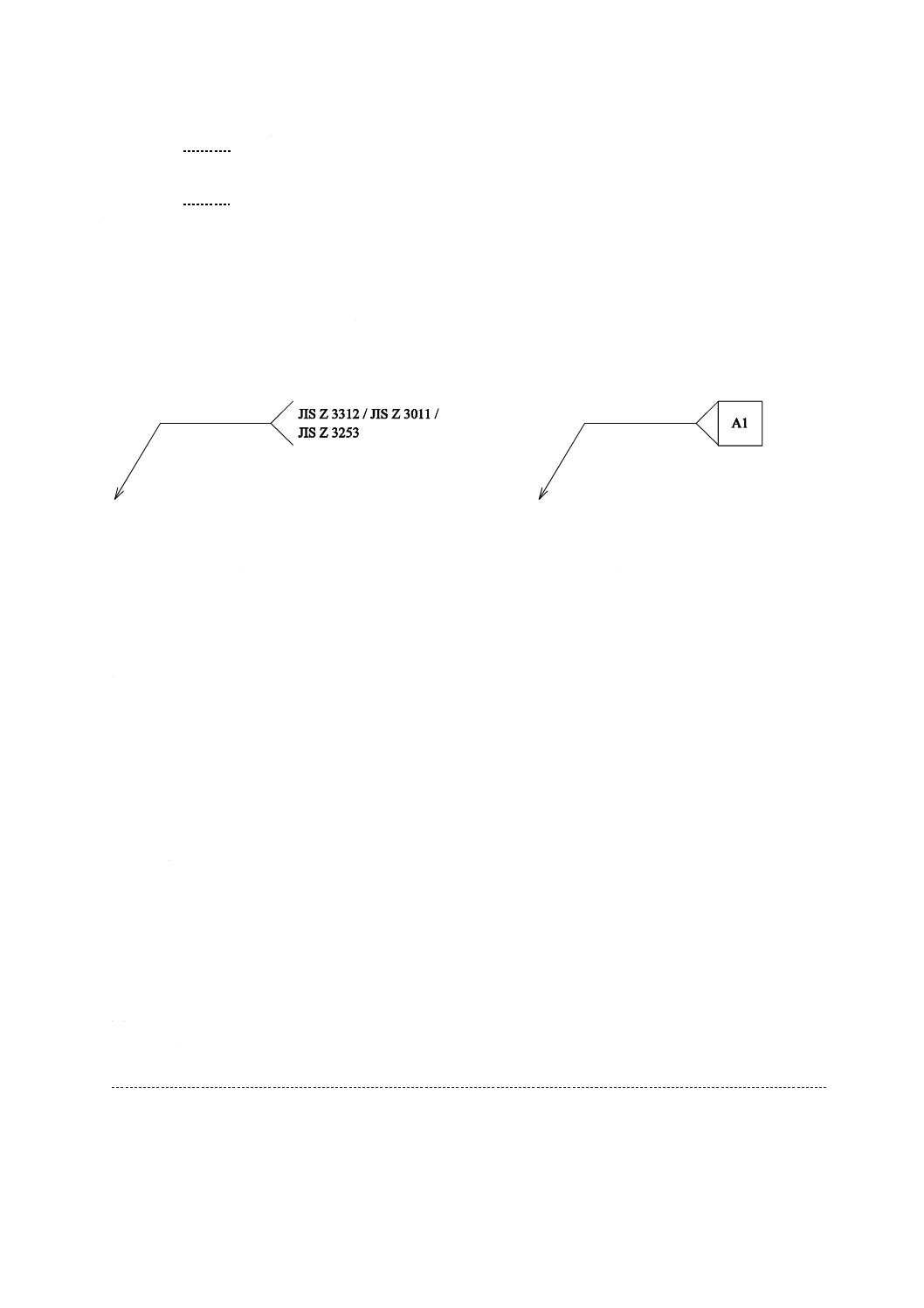
16
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 JIS Z 3312などによる。
d) 溶接姿勢
注記 JIS Z 3011による。
e) その他,継手の施工に必要な補足的指示。
情報は,斜線( / )で区切り列挙する[図7 a) 参照]。
作業指示書,溶接施工要領書(WPS),溶接施工法承認記録(WPQR)又はその他の文書を指示するとき
は,閉じた尾を用いる[図7 b) 参照]。
一枚の製図の中の溶接記号に同じ補足的指示を繰り返すことは避けるべきで,製図上に共通の注記を設
ける。
A1は溶接施工要領書(WPS),溶接施工法
承認記録(WPQR)又はその他の文書
a) 開いた尾
b) 閉じた尾
図7−溶接記号の尾の使用例
5
溶接寸法
5.1
一般
寸法は,基線の基本記号と同じ側に記載する(表5及び図A.1参照)。
製図には,寸法の単位を明示する。複数の単位で併記してはならない。必要があれば換算表を当該製図
に掲載する。
5.2
断面寸法
断面寸法は,基本記号の左側に記載する。すみ肉溶接に限って数字以外の文字を添えてもよい(5.5参照)。
5.3
長さ
5.3.1
一般
公称長さは,基本記号の右側に記載する。
長さの記載がないときは,継手全長にわたって溶接する。ただし,二点間溶接記号を用いるときは,指
示された二点間とする。
全長にわたって連続していない溶接の始点及び終点を示す記号は,溶接記号の一部ではないものとする
が,図面の一部として明確に示すものとする。
5.3.2
断続溶接
5.3.2.1
一般
断続溶接の寸法は,溶接要素の公称長さ,溶接の個数及び溶接の中心間隔を基本記号の右側に記載する。
溶接の中心間隔は,継手の一方の側の隣り合う溶接要素の中心間隔で定義される(表5のNo.1.3及びNo.2.4
参照)。
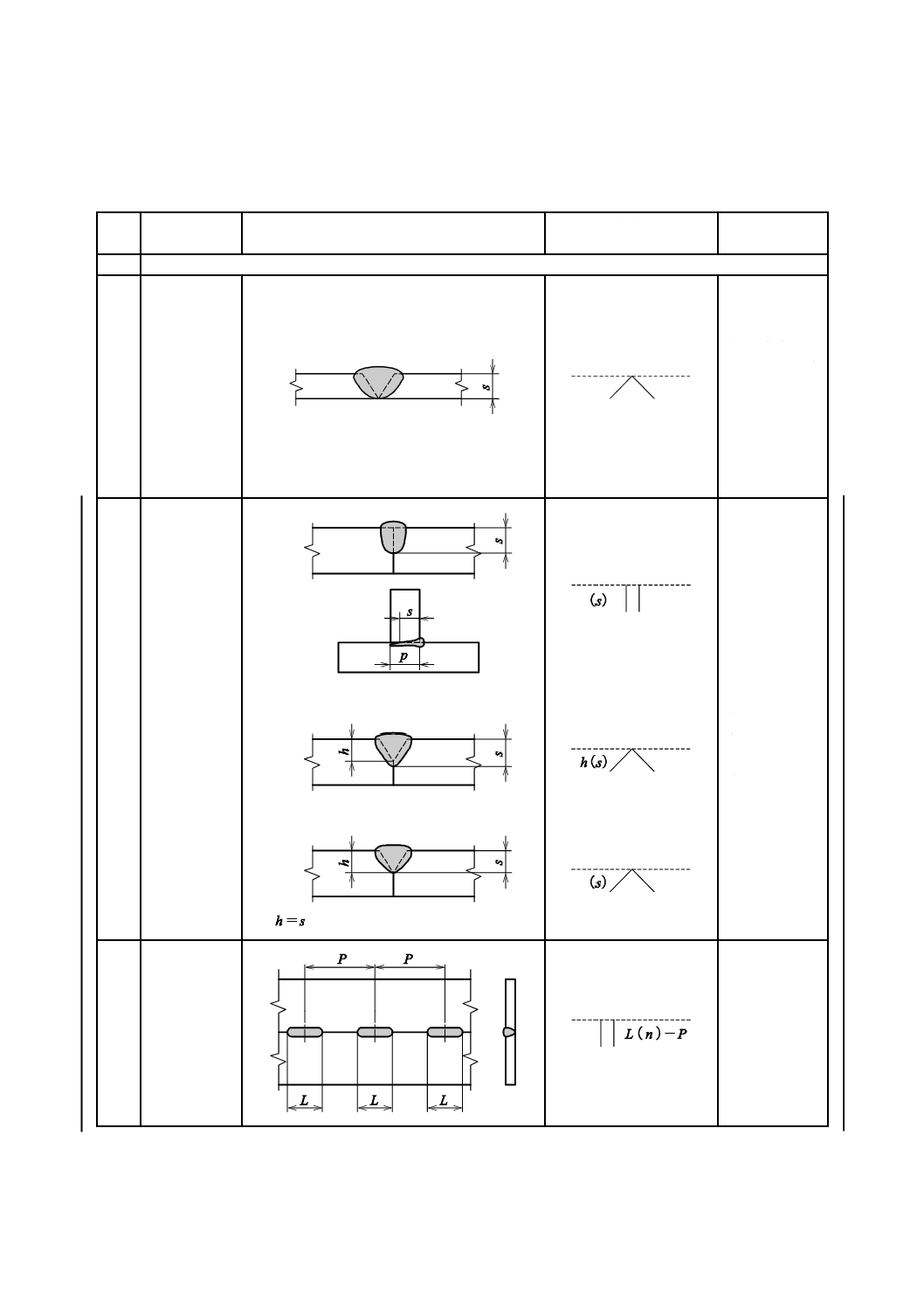
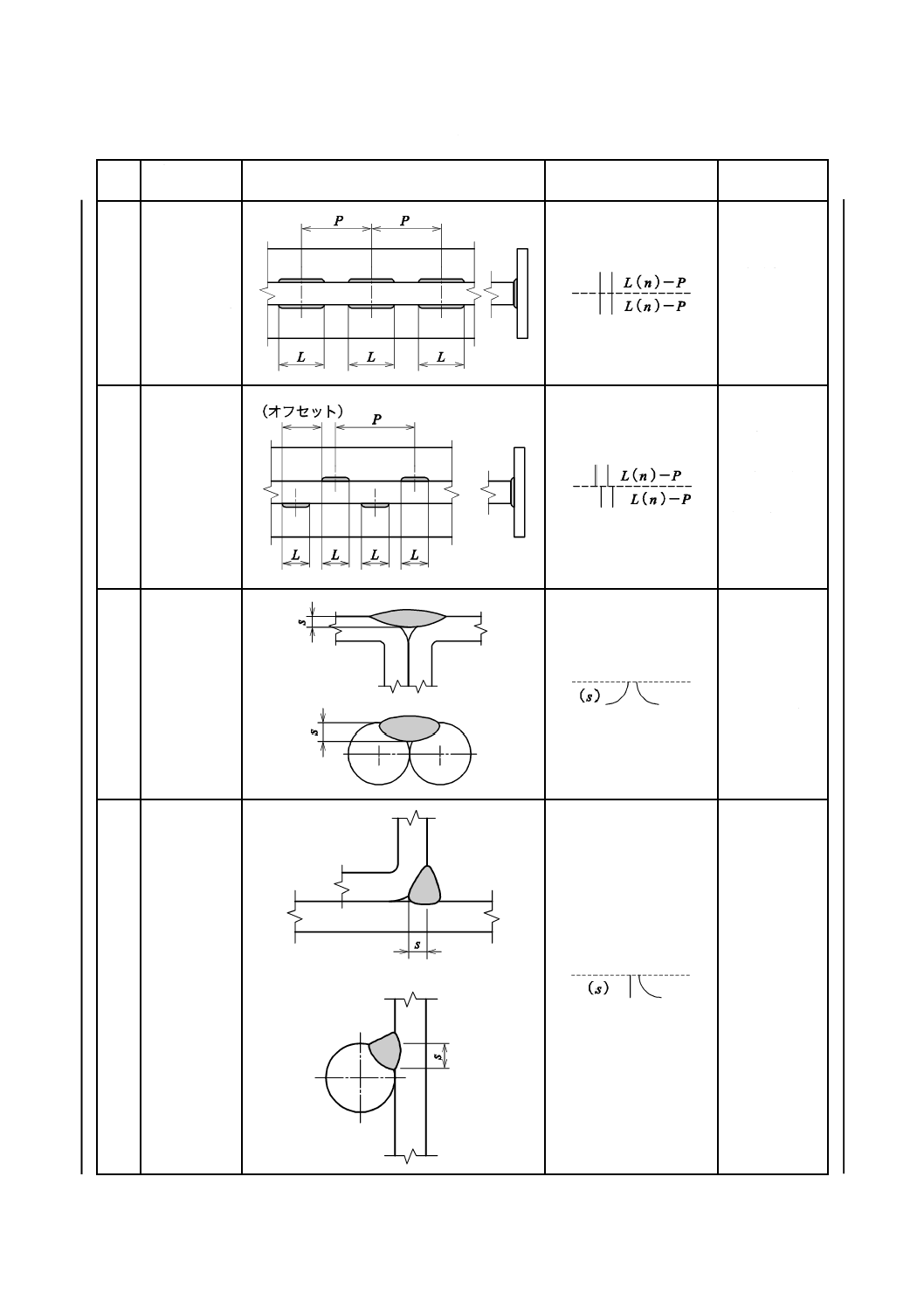
5.3.2.2
並列断続溶接
17
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
並列断続溶接の寸法は,基線の両側に記載する。並列断続溶接は,継手を挟んでほぼ対称に施工される
(表5のNo.1.4及びNo.2.5参照)。
両側の寸法が対称であるときも,片側の寸法を省略してはならない。
5.3.2.3
千鳥断続溶接
千鳥断続溶接の寸法は,基線の両側に記載する。溶接記号は,基線を両側でずらして記載する(表5の
No.1.5及びNo.2.6参照)。オフセットの寸法を示すときは,尾などに指示する。
両側の寸法が対称であるときも,片側の寸法を省略してはならない。
5.3.2.4
溶接範囲
断続溶接の端部が継手端部に達していないときに,継手端部まで溶接長さを追加する場合は,別の記号
で指示をする。
断続溶接の端部から継手端部までの溶接されない長さは,当該図面上に指示をする。
5.4
突合せ溶接
5.4.1
溶接深さ
溶接深さは,開先溶接にあっては溶接深さに括弧を付けて,基本記号の左側に記載する(表5のNo.1.2
参照)。断面寸法の記載がない場合は,完全溶込みとする。
継手形状又は開先の指示がないときは,所要の品質を指示する任意形状開先溶接記号を用いてもよい(箇
条7参照)。
ルート側の余盛寸法が要求されるときは,ルート余盛記号の左側に記載する(図3参照)。
5.4.2
両側溶接
両側突合せ溶接は,それぞれの側に寸法を記載する。
注記 対称な完全溶込み溶接では,寸法の記載はいらない。
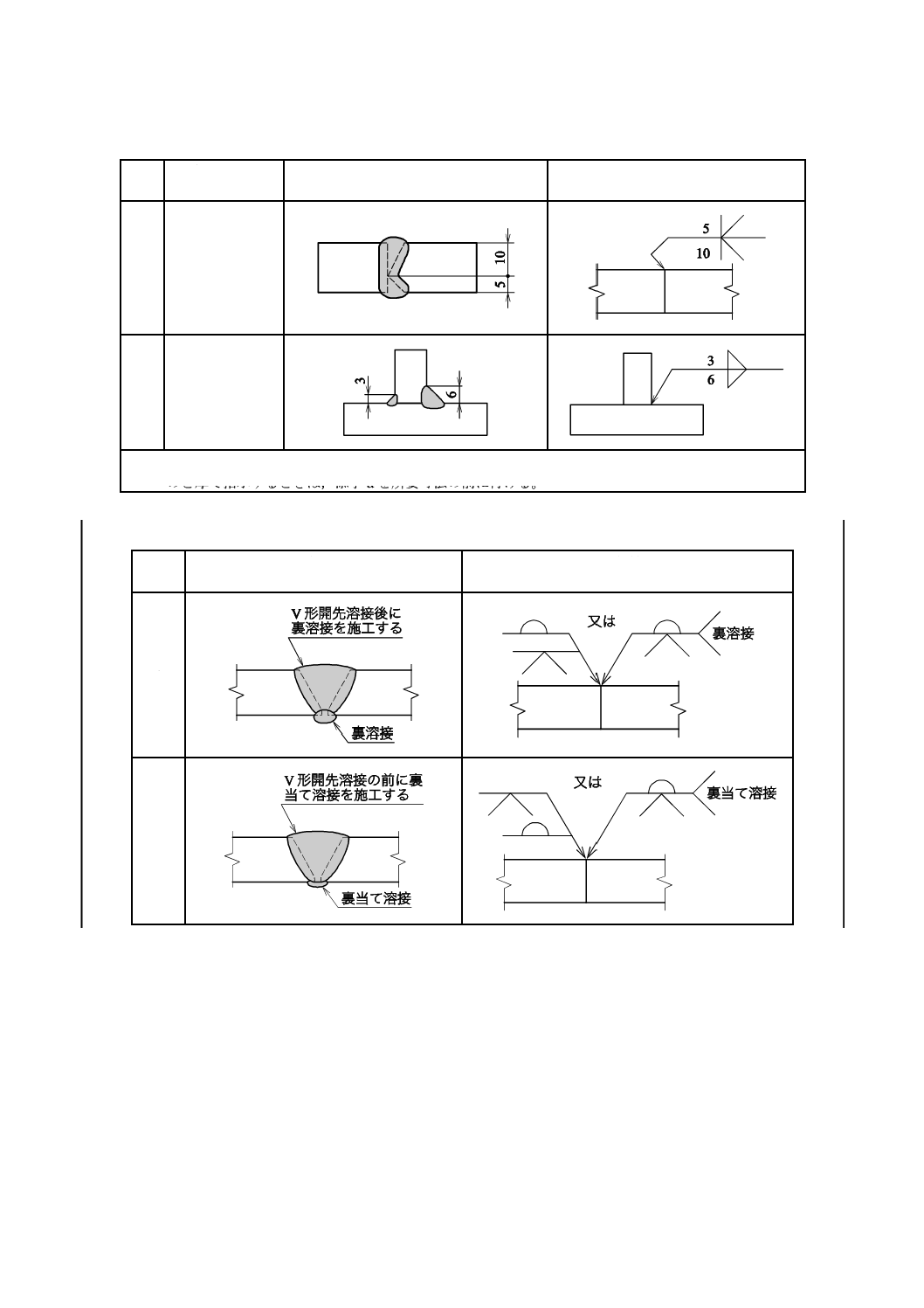
5.4.3
フランジ溶接
フランジ溶接は,常に完全溶込み溶接であり,寸法の記載はいらない(表4参照)。
5.4.4
フレア溶接
フレア溶接は,必ず溶接深さを表示する(表5のNo.1.6及びNo.1.7参照)。
5.5
すみ肉溶接
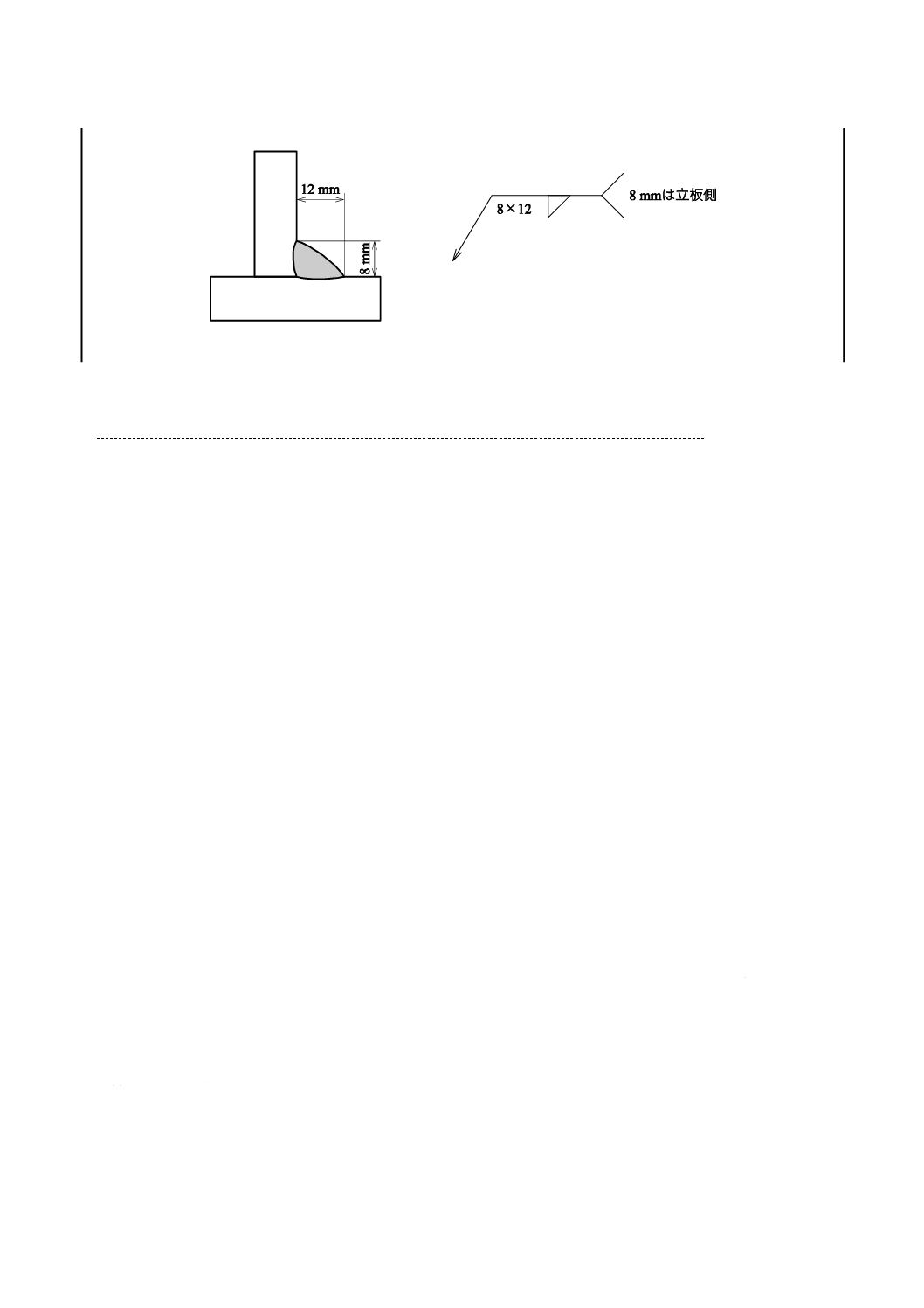
5.5.1
すみ肉溶接の寸法
すみ肉溶接の寸法は脚長で示し,基本記号の左側に記載する。公称のど厚で示してもよく,その場合は
寸法の前にaを記載する(表5のNo.2.1参照)。
不等脚のときはそれぞれの脚長を示し,小さいほうの脚長を先に,大きいほうの脚長を後に記載する(表
5のNo.2.3参照)。
注記 不等脚すみ肉溶接の大小関係などの詳細は尾に記すか,又は実形を示す詳細図によるのがよい
(図7A参照)。
18
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7A−不等脚すみ肉溶接の断面寸法例
継手の両側に施工され,溶接の寸法が対称であるときも,両側の溶接記号に記載することを基本とする。
ただし,片側の寸法を省略してもよく,そのときは基線の上側に記載するものとする。
5.5.2
深溶込みすみ肉溶接
所要の溶込み寸法の頭にdsを付けて,公称のど厚の前に記載する(表5のNo.2.2参照)。
5.6
プラグ溶接
接合面における所要直径の頭にdを付けて,プラグ溶接記号の左側に記載する(表5のNo.3参照)。
プラグ溶接が部分充塡のときは,溶接深さを基本記号の内部に記載する。記載がなければ完全充塡とす
る(表5のNo.3.1及びNo.3.2参照)。
断続溶接のときは,その数と中心間隔とを基本記号の右側に補足指示する(表5のNo.3.3参照)。
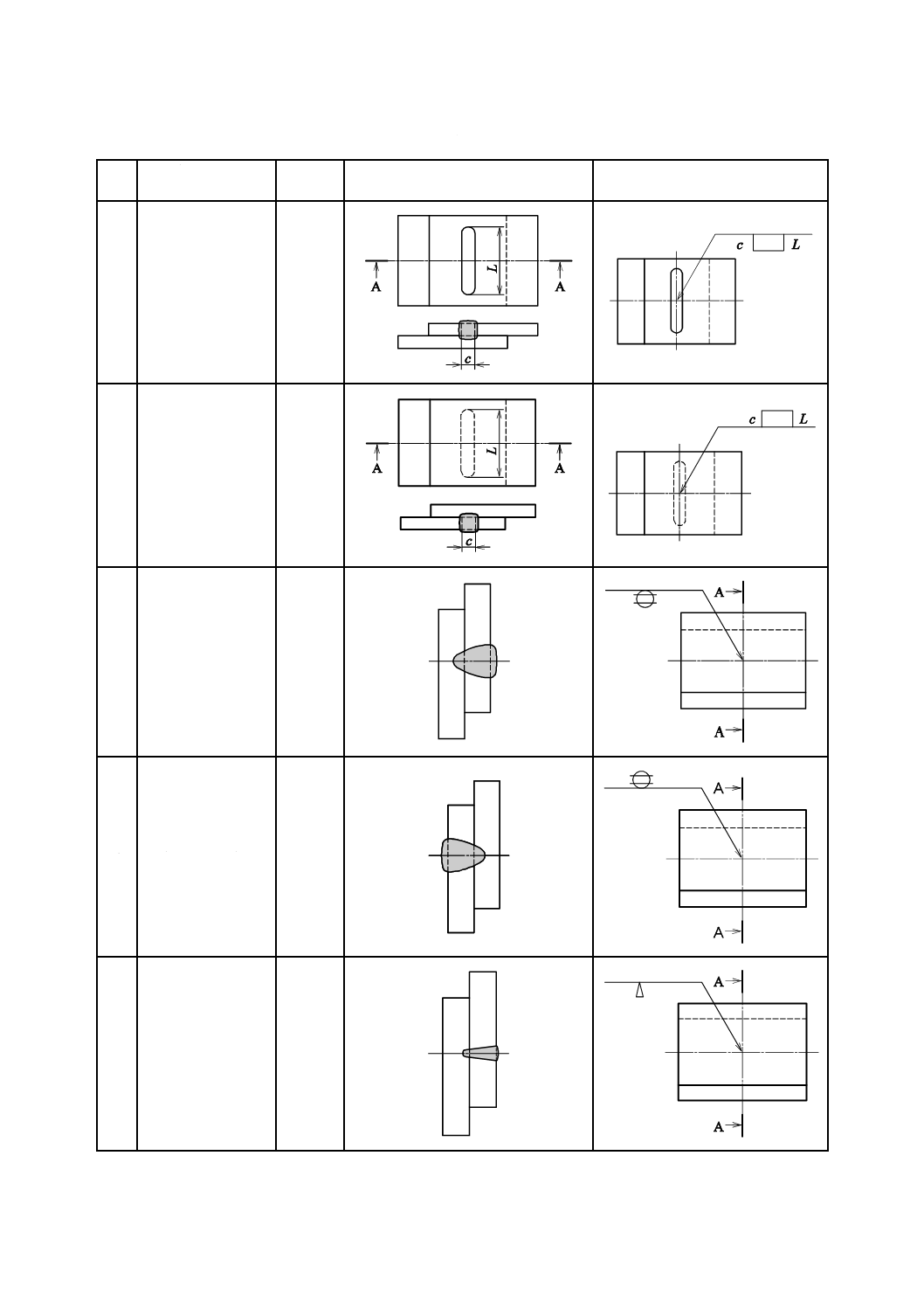
5.7
スロット溶接
接合面における所要の幅の頭にcを付けて,スロット溶接記号の左側に記載する。また,スロットの公
称長さを基本記号の右側に補足指示する(表5のNo.4.1及びNo.4.2参照)。
スロット溶接が部分充塡のときは,溶接深さを基本記号の内部に記載する。記載がなければ完全充塡と
する(表5のNo.4.2参照)。
断続溶接のときは,スロットの公称長さ,その数及び中心間隔を基本記号の右側に補足指示する(表5
のNo.4.3参照)。
注記 孔又は溝にすみ肉溶接が指示されるときは,プラグ/スロット溶接記号は用いない。
5.8
スポット溶接
所要のスポット径をスポット溶接記号の左側に記載する(表5のNo.5参照)。
断続するときは,その数と中心間隔とを基本記号の右側に記載する(表5のNo.5.1及びNo.5.2参照)。
5.9
シーム溶接
接合面における所要の溶接幅をシーム溶接記号の左側に記載する(表5のNo.6参照)。
断続溶接のときは,シームスロットの公称長さ,その数及び中心間隔を基本記号の右側に補足指示する
(表5のNo.6.1参照)。
5.10
へり溶接
所要の溶接金属の厚さをへり溶接記号の左側に記載する(表4及び表5のNo.7参照)。
5.11
スタッド溶接
所要のスタッド径をスタッド溶接記号の左側に記載する(表5のNo.8参照)。
断続するときは,その数と中心間隔とを基本記号の右側に記載する。
5.12
肉盛溶接
19
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
所要の肉盛厚さを肉盛溶接記号の左側に記載する(表5のNo.9参照)。
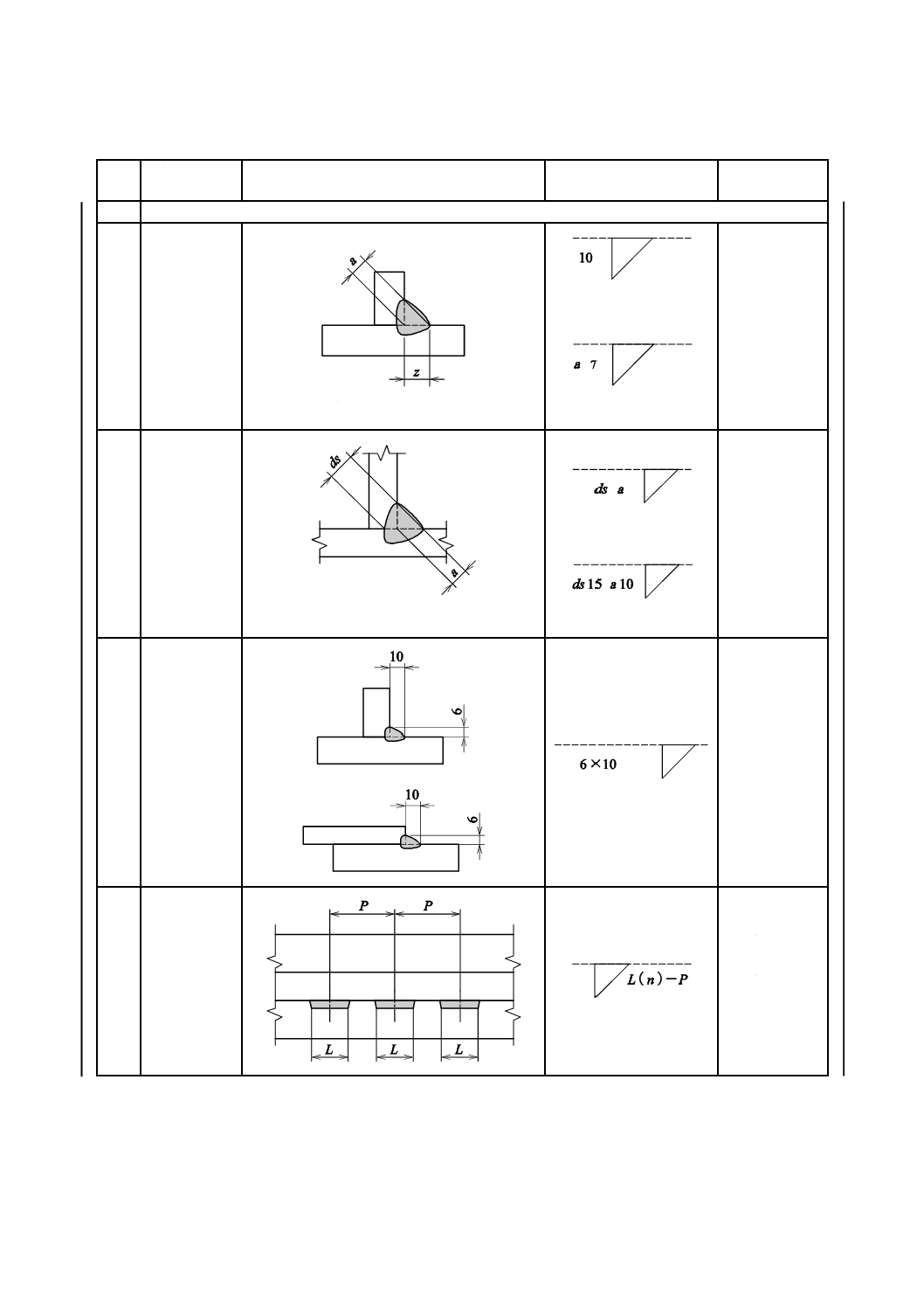
表5−溶接寸法及びその記載例
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
1
突合せ溶接
1.1
完全溶込み
s=溶接深さ
注記1 記号の
左に寸法がな
いときは,完全
溶込み。
注記2 記号の
右に寸法がな
いときは,全
線。
1.2
部分溶込み
s=溶接深さ
p=溶込み深さ
h=開先深さ
(6.5参照)
文字s,hを所
要寸法に置き
換える。
注記1 記号の
右に寸法がな
いときは,全
線。
注記2 開先深
さと溶接深さ
が同じときは,
開先深さを省
略してよい。
1.3
断続
L=溶接要素の
公称長さ
P=溶接の中心
間隔
n=溶接の個数
20
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
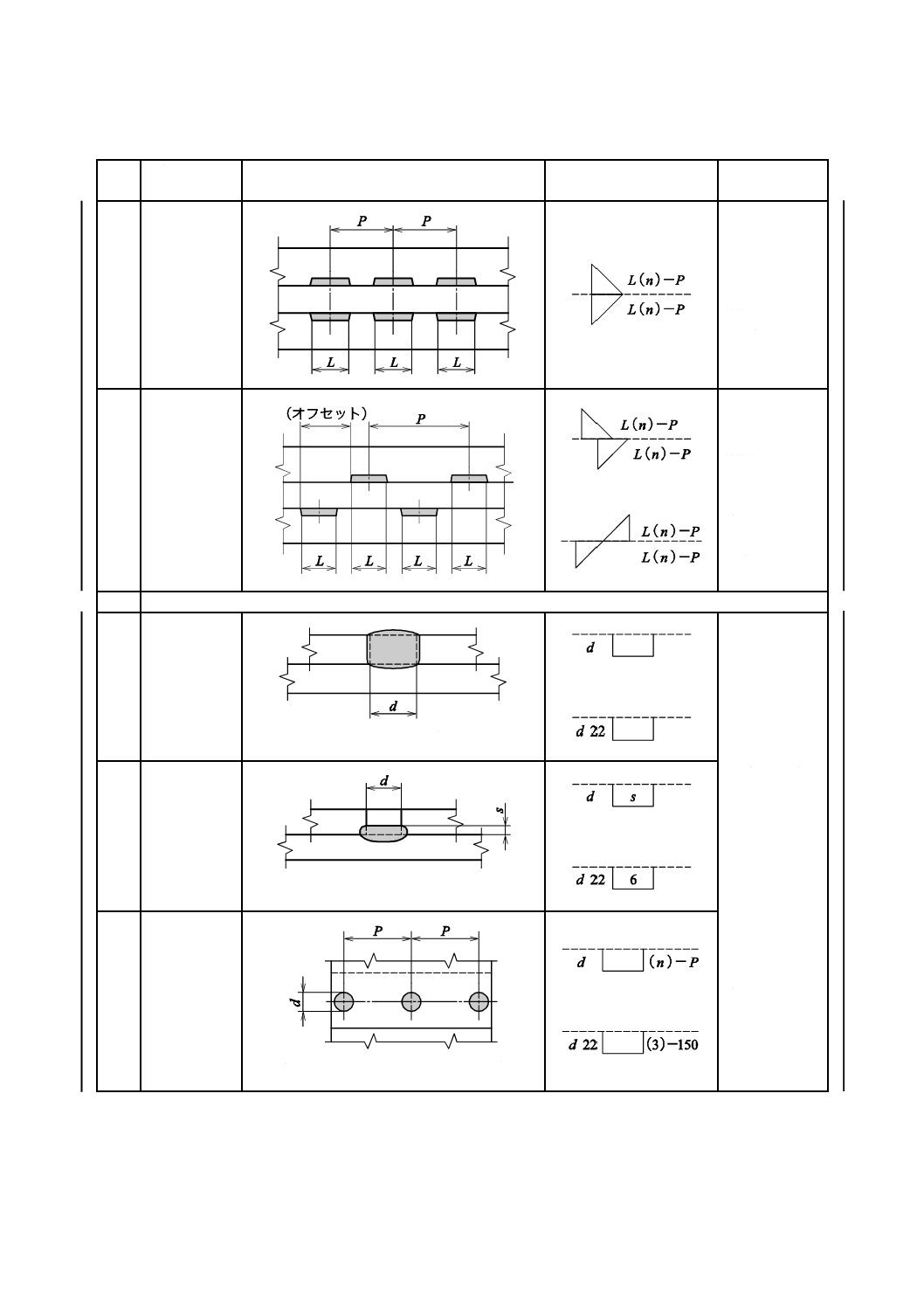
1.4
並列断続(高
密度エネルギ
ービームによ
るキッシング
溶接など)
L=溶接要素の
公称長さ
P=溶接の中心
間隔
n=溶接の個数
1.5
千鳥断続(高
密度エネルギ
ービームによ
るキッシング
溶接など)
L=溶接要素の
公称長さ
P=溶接の中心
間隔
n=溶接の個数
注記 オフセッ
トを指示する
場合は,尾など
に指示する。
1.6
V形フレア
s=溶接深さ
文字sを所要寸
法に置き換え
る。
1.7
レ形フレア
s=溶接深さ
文字sを所要寸
法に置き換え
る。
21
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
2
すみ肉溶接
2.1
すみ肉
z=10 mm,a=7 mmの場合
(脚長で表示)
又は
(公称のど厚での記載例)
a=公称のど厚
z=脚長
公称のど厚で
示すときは所
要寸法の頭に
添字aを付け
る。
2.2
深溶込み
ds=15 mm,a=10 mmの場合
(寸法の記載例)
ds=深溶込み
のど厚
a=公称のど厚
ds及びaは所
要寸法の頭に
付ける。
2.3
不等脚
5.5.1参照
2.4
断続
L=溶接要素の
公称長さ
P=溶接の中心
間隔
n=溶接の個数
22
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
2.5
並列断続
L=溶接要素の
公称長さ
P=溶接の中心
間隔
n=溶接の個数
2.6
千鳥断続
L=溶接要素の
公称長さ
P=溶接の中心
間隔
n=溶接の個数
注記 オフセッ
トを指示する
場合は,尾など
に指示する。
3
プラグ溶接
3.1
完全充塡
d=22 mmの場合
(寸法の記載例)
d=接合面にお
けるプラグの
所要直径
s=部分充塡の
とき,溶接深さ
P=プラグの中
心間隔
n=プラグの個
数
dは所要寸法の
頭に付け,s,P
及びnは,所要
の数値に置き
換える。
3.2
部分充塡
d=22 mm,s=6 mmの場合
(寸法の記載例)
3.3
断続
d=22 mm,n=3,P=150 mmの場合
(寸法の記載例)
23
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
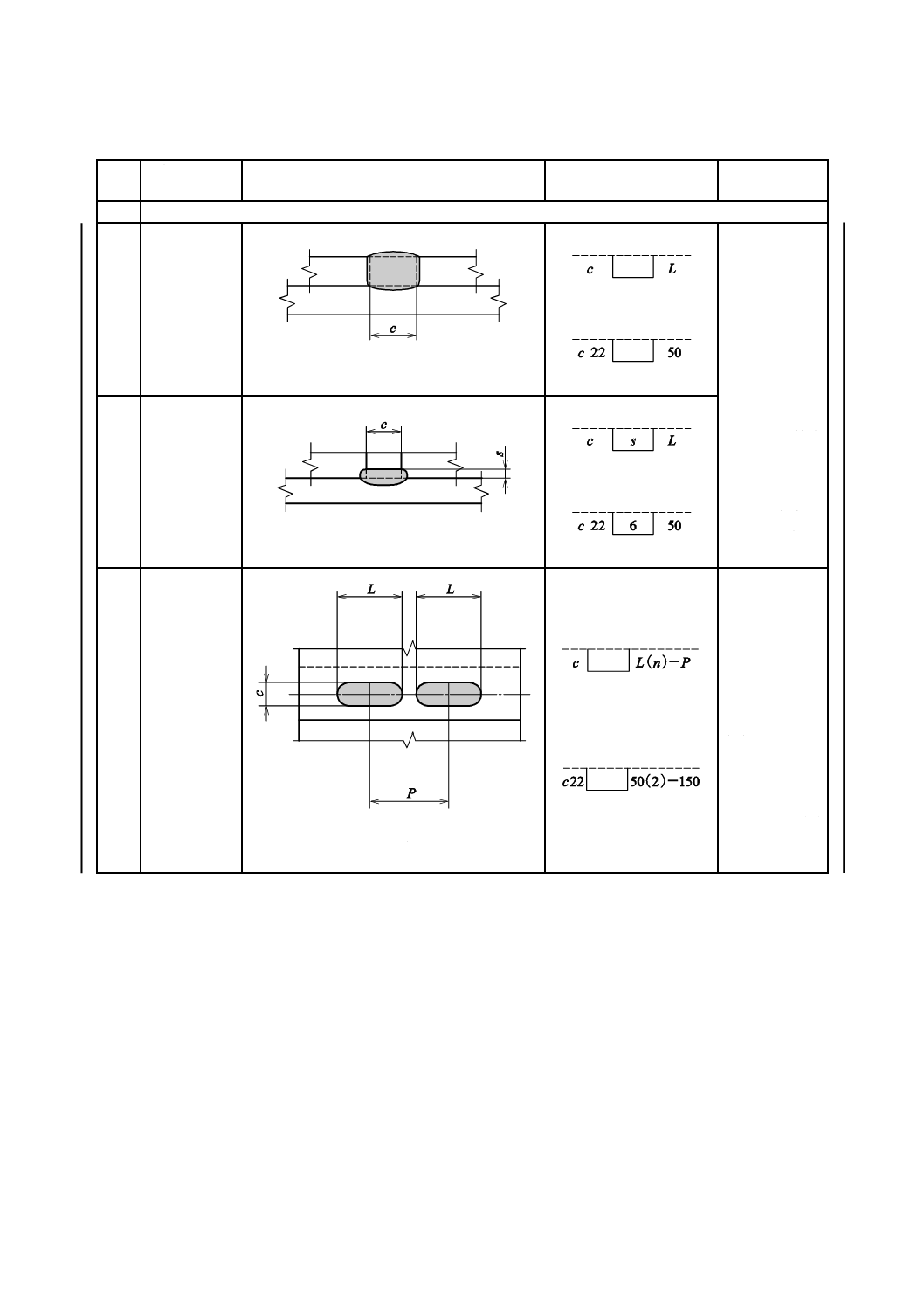
4
スロット溶接
4.1
完全充塡
c=22 mm,L=50 mmの場合
(寸法の記載例)
c=接合面にお
けるスロット
の所要幅
L=スロットの
公称長さ
s=部分充塡の
とき,溶接深さ
cは所要寸法の
頭に付け,s,L
は,所要の数値
に置き換える。
注記 スロット
の位置や方向
は図面で指示
をする。
4.2
部分充塡
c=22 mm,L=50 mm,s=6 mmの場合
(寸法の記載例)
4.3
断続
c=22 mm,L=50 mm,n=2,P=150 mm
の場合
(寸法の記載例)
c=接合面にお
けるスロット
の所要幅
L=スロットの
公称長さ
P=スロットの
中心間隔
n=スロットの
個数
cは所要寸法の
頭に付け,L,P
及びnは,所要
の数値に置き
換える。
24
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
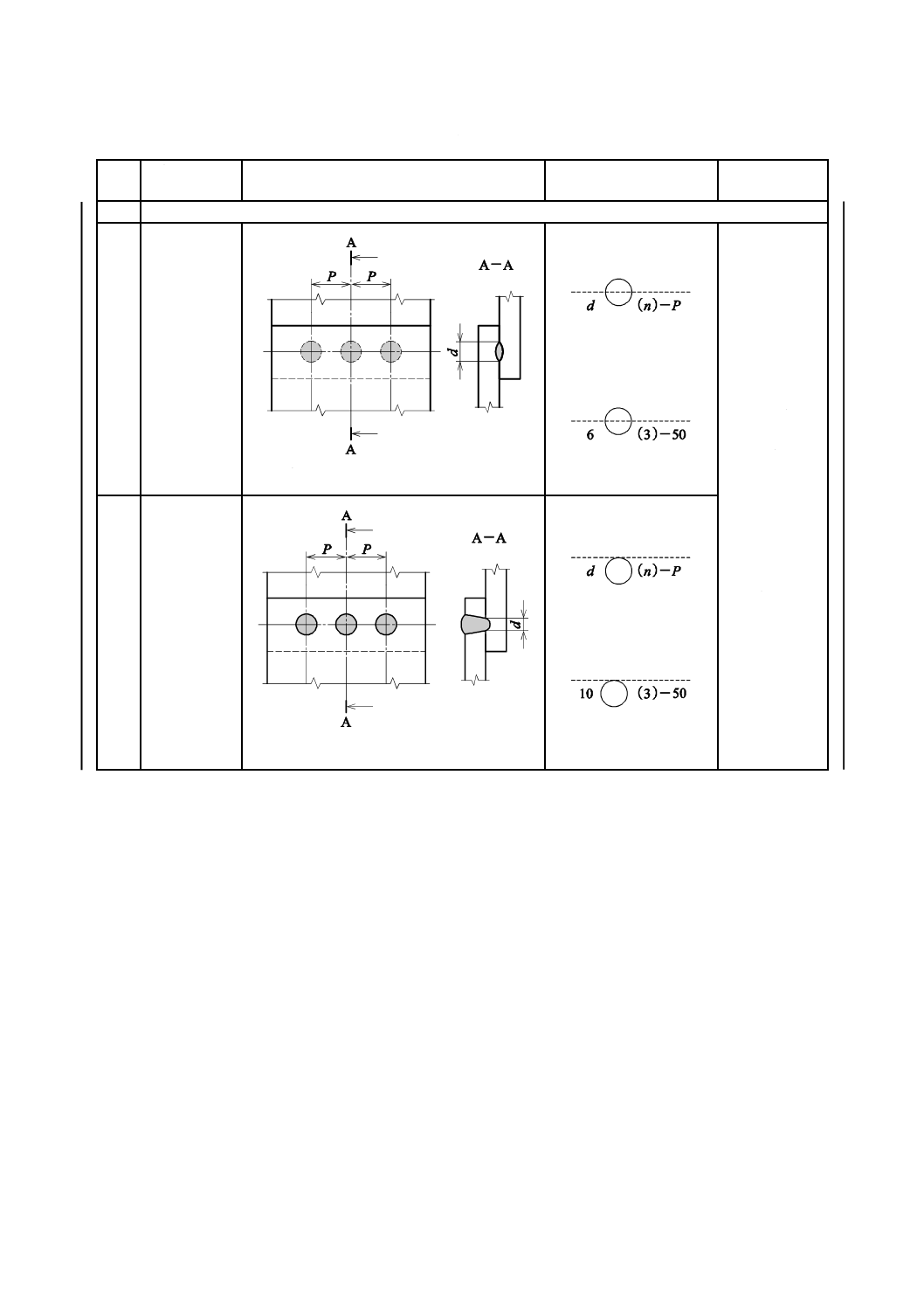
5
スポット溶接
5.1
抵抗スポット
d=6 mm,n=3,P=50 mmの場合
(寸法の記載例)
d=接合面にお
けるスポット
の所要直径
P=スポットの
中心間隔
n=スポットの
個数
d,P及びnは,
所要の数値に
置き換える。
5.2
溶融スポット
d=10 mm,n=3,P=50 mmの場合
(寸法の記載例)
25
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
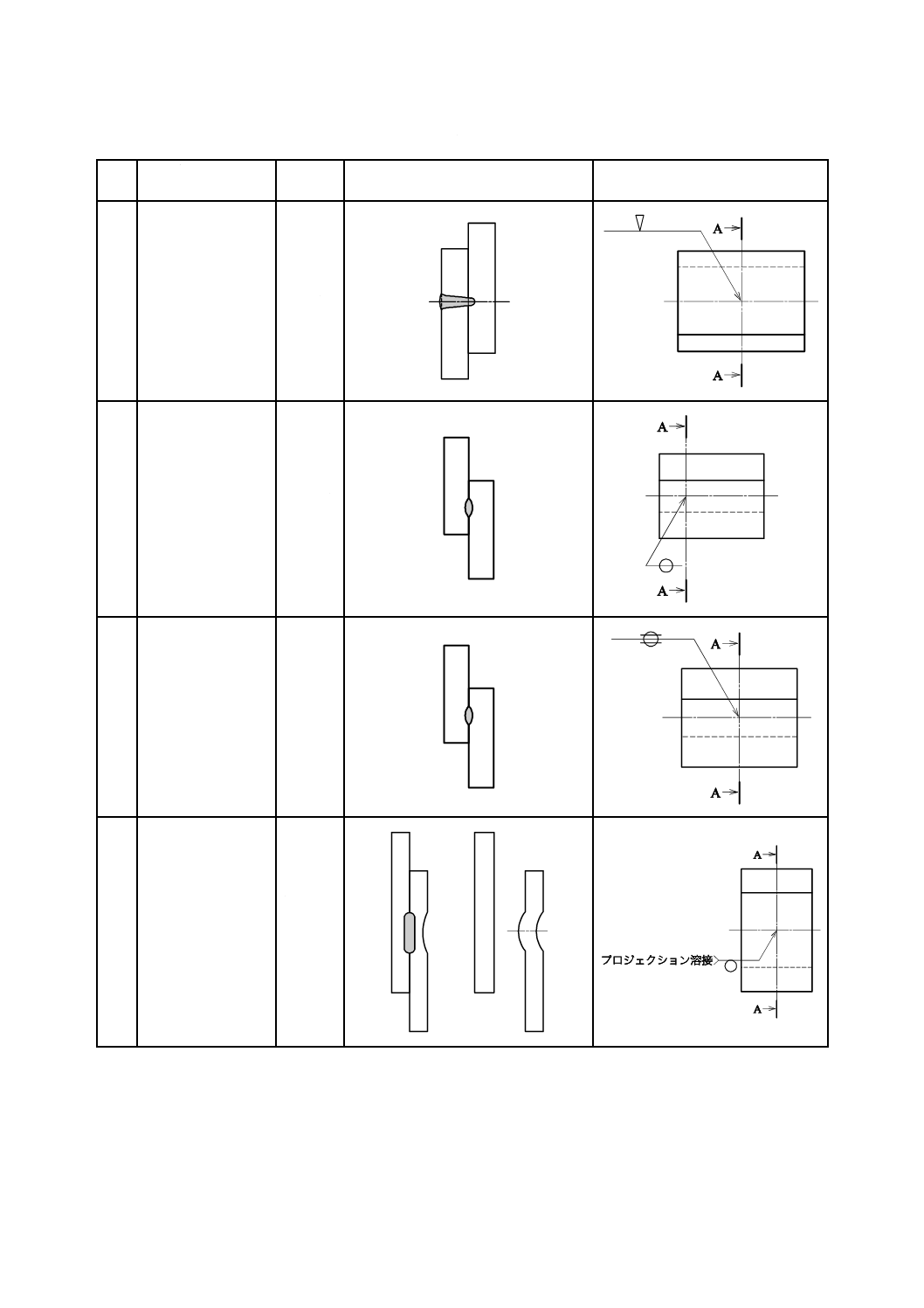
備考
6
シーム溶接
6.1
抵抗シーム
c=10 mm,n=2,L=50 mm,P=100 mm
の場合
(寸法の記載例)
c=接合面にお
けるシームの
所要幅
L=シームスロ
ットの公称長
さ部分
P=シームの中
心間隔
n=シームの個
数
c,L,P及びn
は,所要の数値
に置き換える。
全線のときは,
シーム幅だけ
記載する。
6.2
溶融シーム
c=6 mmの場合
(寸法の記載例)
7
へり溶接
7.1
重ね
s=溶接の表面
から溶込みの
底までの最小
距離
7.2
突合せ
7.3
角
26
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接寸法及びその記載例(続き)
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
備考
8
スタッド溶接
8.1
断続
d=スタッドの
所要直径
P=スタッドの
中心間隔
n=スタッドの
個数
9
肉盛溶接
9.1
肉盛
s=肉盛厚さ
6
開先寸法
6.1
一般
必要に応じて,溶接前の継手の形状及び寸法を溶接記号の一部としたり,溶接施工要領書(WPS)を引
用して指示する。
6.2
ルート間隔
開先溶接のルート間隔bは,基本記号の内部に記載する(表6参照)。ルート間隔は,基線の片側にだけ
記載する。
27
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−ルート間隔の記載例
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
1
I形開先溶接
2
V形開先溶接
3
K形開先溶接
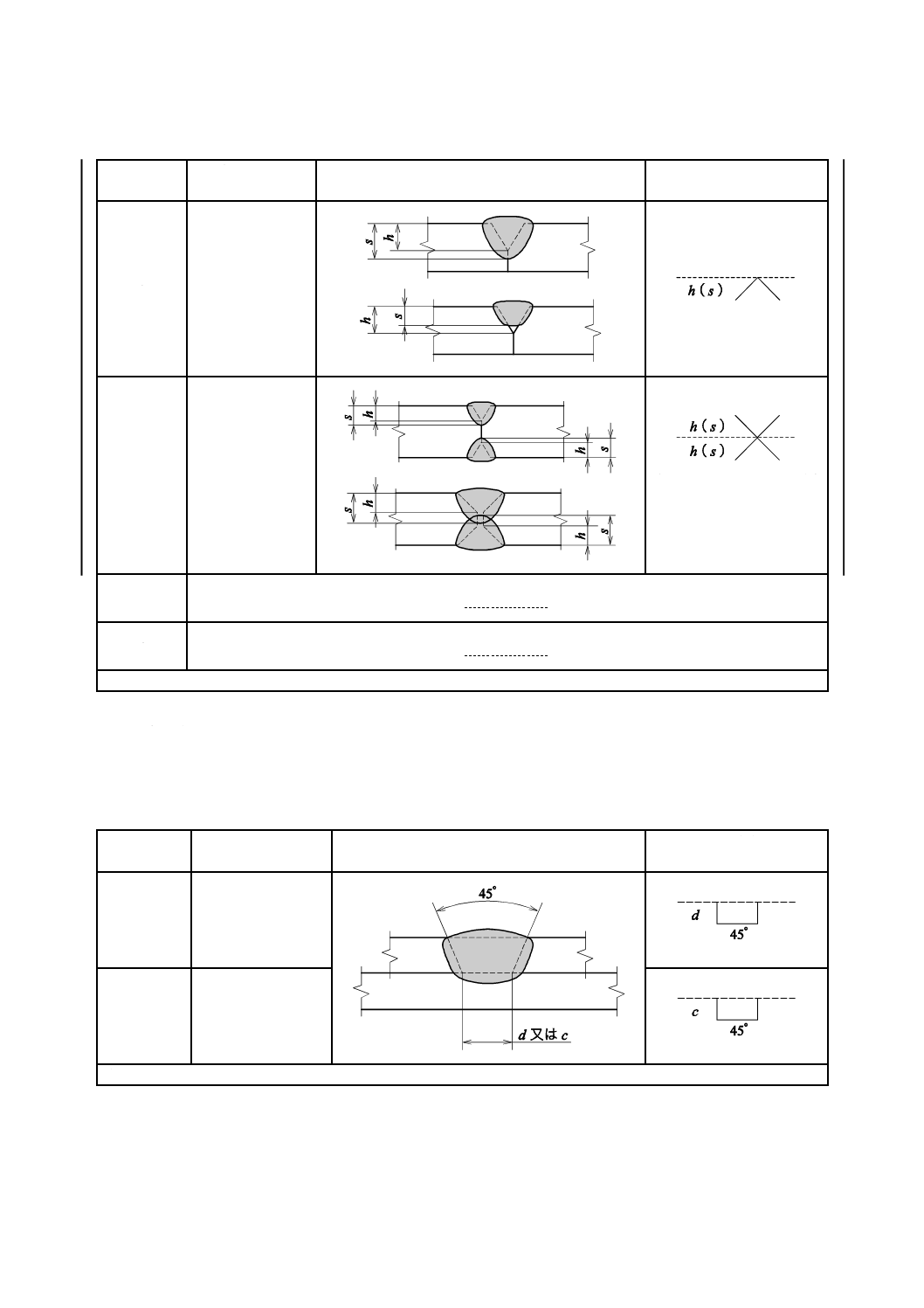
6.3
開先角度
開先溶接の開先角度αは,基本記号の外部に記載する(表7参照)。
両側溶接のときは,対称であるときも,両側の溶接記号に記載することを基本とする。ただし,片側の
角度を省略してもよく,そのときは基線の上側に記載するものとする。
28
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−開先角度の記載例
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号
(破線は基線を示す。)
1
V形開先溶接
2
J形開先溶接
3
K形開先溶接
(対称)
注記 両側の開先角度が対
称のときは,基線の下側の
角度を省略してもよい。
4
X形開先溶接
(非対称)
6.4
ルート半径及びルート面
ルート半径,ルート面の高さなどを指定する必要があるときは尾に記載する。
6.5
開先深さ
開先溶接の開先深さは,基本記号の左側に記載する。溶接深さを指示するときは括弧でくくり開先深さ
に続ける(表8参照)。
両側溶接のときは,対称であるときも,両側の溶接記号に記載することを基本とする。ただし,片側の
開先深さ/溶接深さを省略してもよく,そのときは基線の上側に記載するものとする。
注記 突合せ溶接の開先深さは,溶接深さに比べ大きくても,同じでも,小さくてもよい。
29
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−開先深さの記載例
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号a)
(破線は基線を示す。)
1
V形開先溶接
2
X形開先溶接
注記 両側の開先深さ/溶
接深さが対称のときは,基
線の下側の開先深さ/溶接
深さを省略してもよい。
3
規定しない。
4
規定しない。
注a) s及びhは,実際の数値に置き換える。
6.6
プラグ溶接及びスロット溶接の側壁角
プラグ溶接及びスロット溶接の側壁角は,所要寸法を基本記号の外部に記載する(表9参照)。
表9−プラグ溶接及びスロット溶接の側壁角の記載例
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号a)
(破線は基線を示す。)
1
プラグ溶接
2
スロット溶接
注a) d及びcは,接合面で計測し(5.6及び5.7参照),表5のNo.3及びNo.4に従って記載する。
30
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
任意形状開先溶接記号
7.1
一般
所要の溶接品質だけが規定される突合せ溶接を表すのに,表10に示す任意形状開先溶接記号を用いても
よい。
その他の情報は,この規格によって指示される。
この記号が用いられたとき,開先及び溶接法は,所要の品質に合致するよう施工者によって決められる。
注記 品質以外の情報は,使用可能な機材に応じて溶接施工要領書(WPS)又は他の文書によって指
示される。機材の異なる別の工場では別の溶接施工要領書(WPS)によってよく,製図を工場
ごとに書き直さなくてもよい。
表10−任意形状開先溶接記号
記号
説明
開先が指示されていない
溶接継手
7.2
溶接記号の使用例
所要品質に基づく溶接記号の使用例を図8に示す。完全溶込みのときは,寸法は付けない(箇条5参照)。
図8−所要品質に基づく溶接記号の使用例
8
非破壊試験記号
溶接部の非破壊試験記号を記載するときは,附属書JAによる。
31
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
溶接記号の使用例
附属書Aの図及び表に示す例は,System Bの製図の正しい適用の例を示すためのものであって,推奨例
を示すものでも基準又は仕様を置き換えるものでもない。
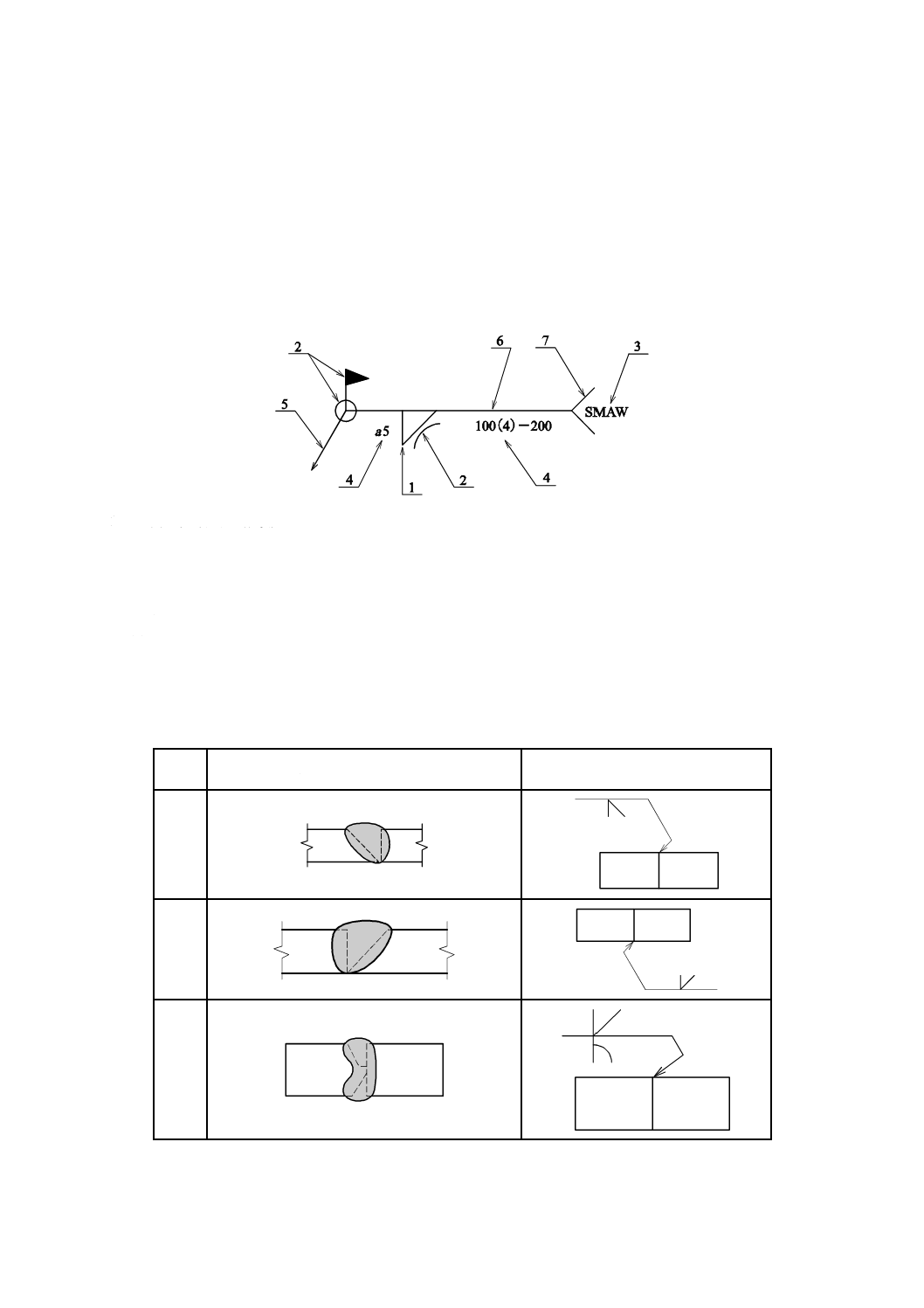
1 基本記号(すみ肉溶接)
2 補助記号(凹形仕上げ,現場溶接,全周溶接)
3 補足的指示(被覆アーク溶接)
4 溶接寸法(公称のど厚5 mm,溶接長100 mm,ビードの中心間隔200 mm,個数4の断続溶接)
5 矢
6 基線
7 尾
図A.1−溶接記号各要素の配置例
表A.1−折れ矢の使用例
No.
図示
(破線は溶接前の開先を示す。)
記号
1
2
3
32
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−矢の側及び反対側の例
No.
溶接の種類
矢の側/
反対側
図示
(破線は溶接前の開先を示す。)
記号
1
すみ肉溶接
レ形開先溶接
レ形開先溶接
J形開先溶接
反対側
矢の側
反対側
矢の側
2a
V形開先溶接
矢の側
2b
V形開先溶接
反対側
3a
溶融スポット溶接
矢の側
3b
溶融スポット溶接
反対側
4a
プラグ溶接
矢の側
4b
プラグ溶接
反対側
33
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−矢の側及び反対側の例(続き)
No.
溶接の種類
矢の側/
反対側
図示
(破線は溶接前の開先を示す。)
記号
5a
スロット溶接
矢の側
5b
スロット溶接
反対側
6a
溶融シーム溶接
矢の側
6b
溶融シーム溶接
反対側
6c
ステイク溶接
矢の側
34
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−矢の側及び反対側の例(続き)
No.
溶接の種類
矢の側/
反対側
図示
(破線は溶接前の開先を示す。)
記号
6d
ステイク溶接
反対側
7
抵抗スポット溶接
側に関係
しない。
8
抵抗シーム溶接
側に関係
しない。
9
プロジェクション
溶接
矢は突起
をもつシ
ートを指
す。
35
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
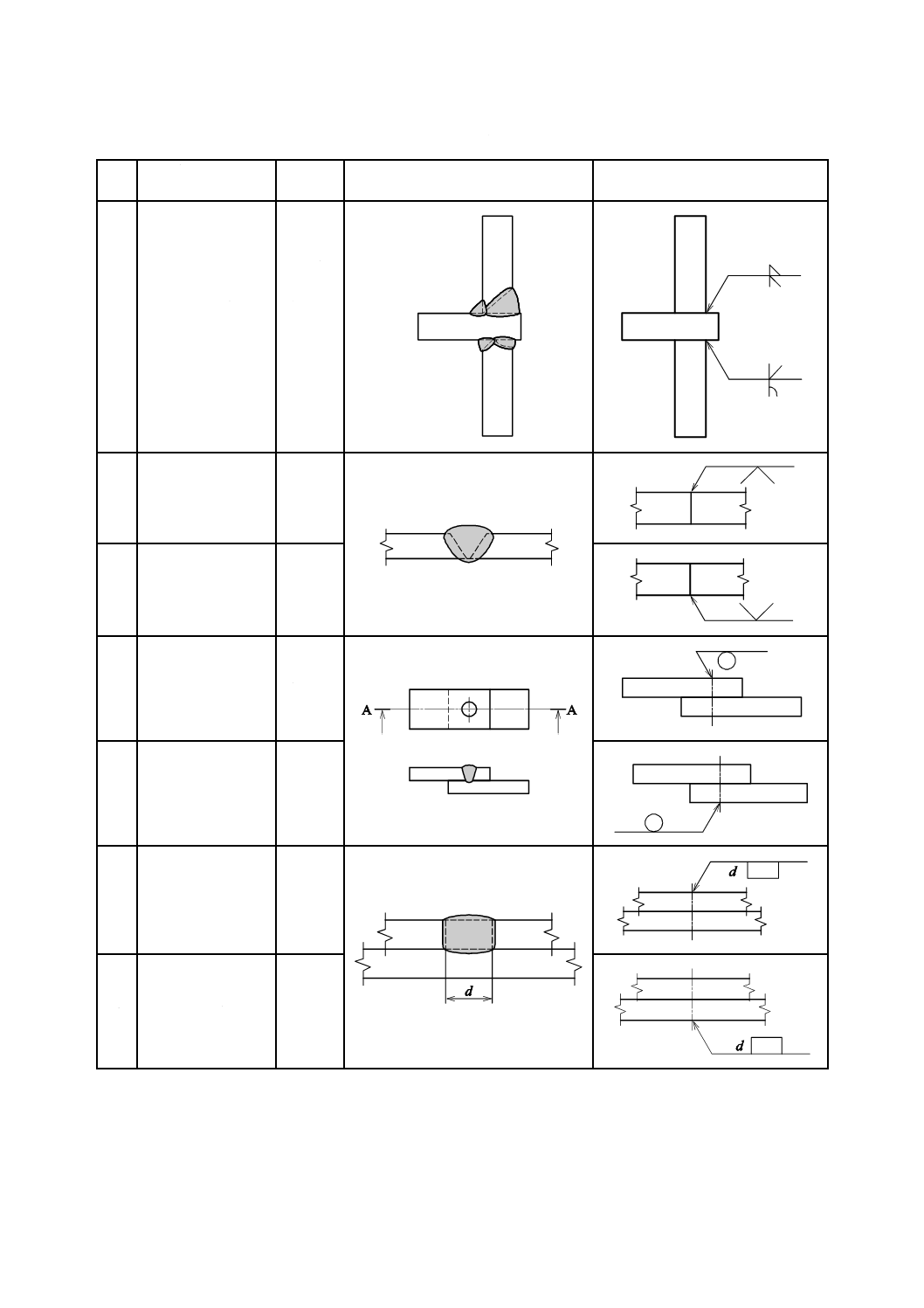
表A.3−非対称溶接の溶接記号例
No.
溶接の種類
図示
(破線は溶接前の開先を示す。)
記号a)
1
突合せ溶接
2
すみ肉溶接b)
注a) 非対称溶接では,完全溶込み/部分溶込みにかかわらず寸法を記載する。
b) のど厚で指示するときは,添字aを所要寸法の前に付ける。
表A.3A−多段基線の使用例
No.
図示
(破線は溶接前の開先を示す。)
記号
1
2
36
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
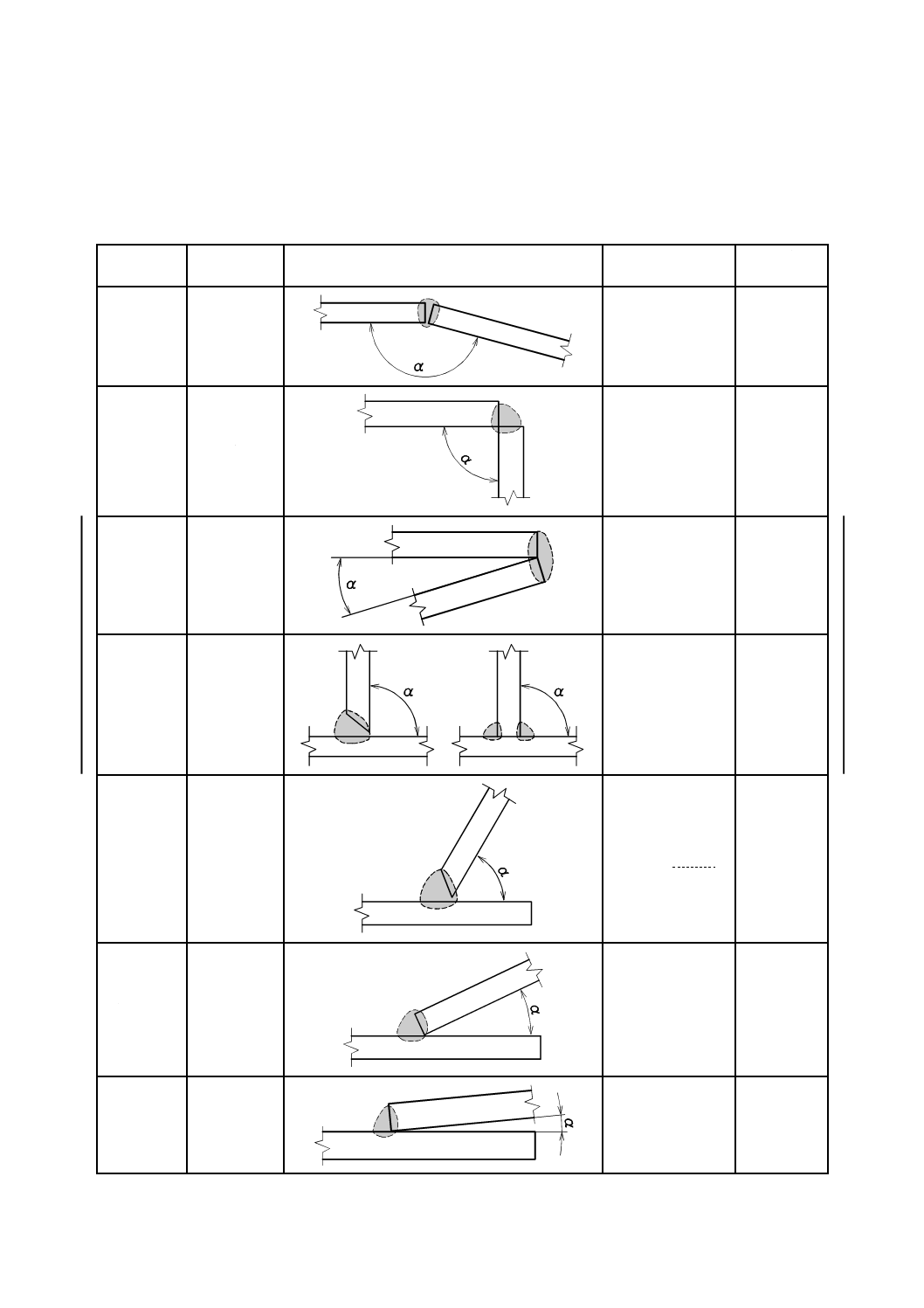
附属書B
(参考)
角度による継手の区分
継手の種類
溶接の種類
角度による継手の区分
(破線は溶接後のビードを示す。)
α
記号
突合せ継手
突合せ溶接
135°≦α≦180°
表1,No.1
角継手
すみ肉溶接
30°<α<135°
表1,No.10
へり継手
へり溶接
0°≦α≦30°
表1,No.19
T継手
開先溶接
すみ肉溶接
α=90°
表1,No.4
表1,No.10
斜交継手
開先溶接
45°≦α<90°
表1,No.4
斜交継手
すみ肉溶接
5°<α<45°
表1,No.10
重ね継手
すみ肉溶接
0°≦α≦5°
表1,No.10
37
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
溶接部の非破壊試験記号
JA.1
非破壊試験記号
非破壊試験記号は,表JA.1による。
表JA.1−非破壊試験記号
a) 試験方法記号
b) 補助記号
区分
記号
区分
記号
放射線透過試験
RT
垂直探傷
N
超音波探傷試験
UT
斜角探傷
A
磁粉探傷試験
MT
溶接線の
片側からの探傷
S
浸透探傷試験
PT
渦電流探傷試験
ET
溶接線を挟む
両側からの探傷
B
目視試験
VT
ひずみ測定
SM
二重壁撮影
W
漏れ試験
LT
非蛍光探傷
D
耐圧試験
PRT
蛍光探傷
F
アコースティック・
エミッション試験
AE
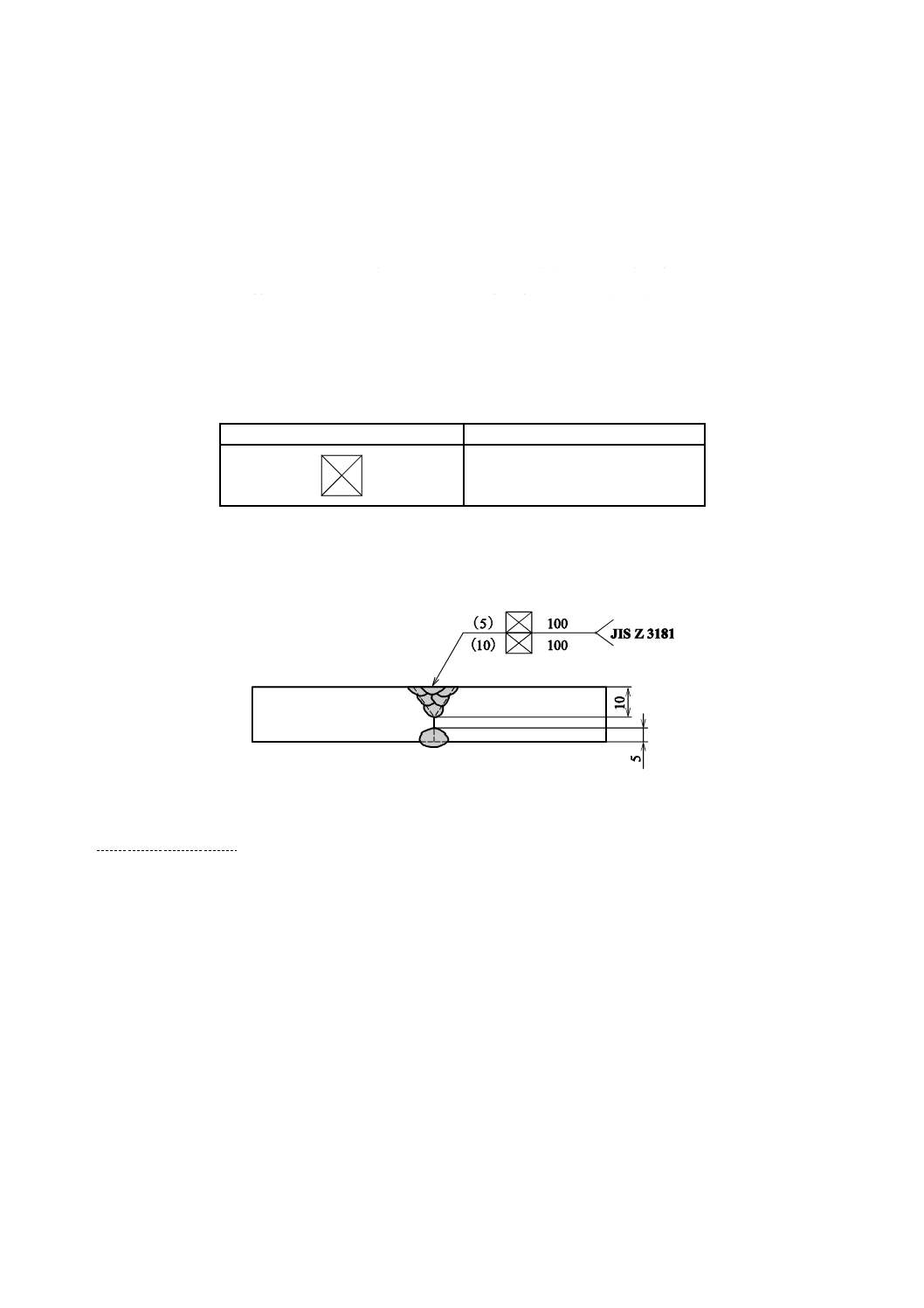
全線試験
○
部分試験
(抜取試験)
△
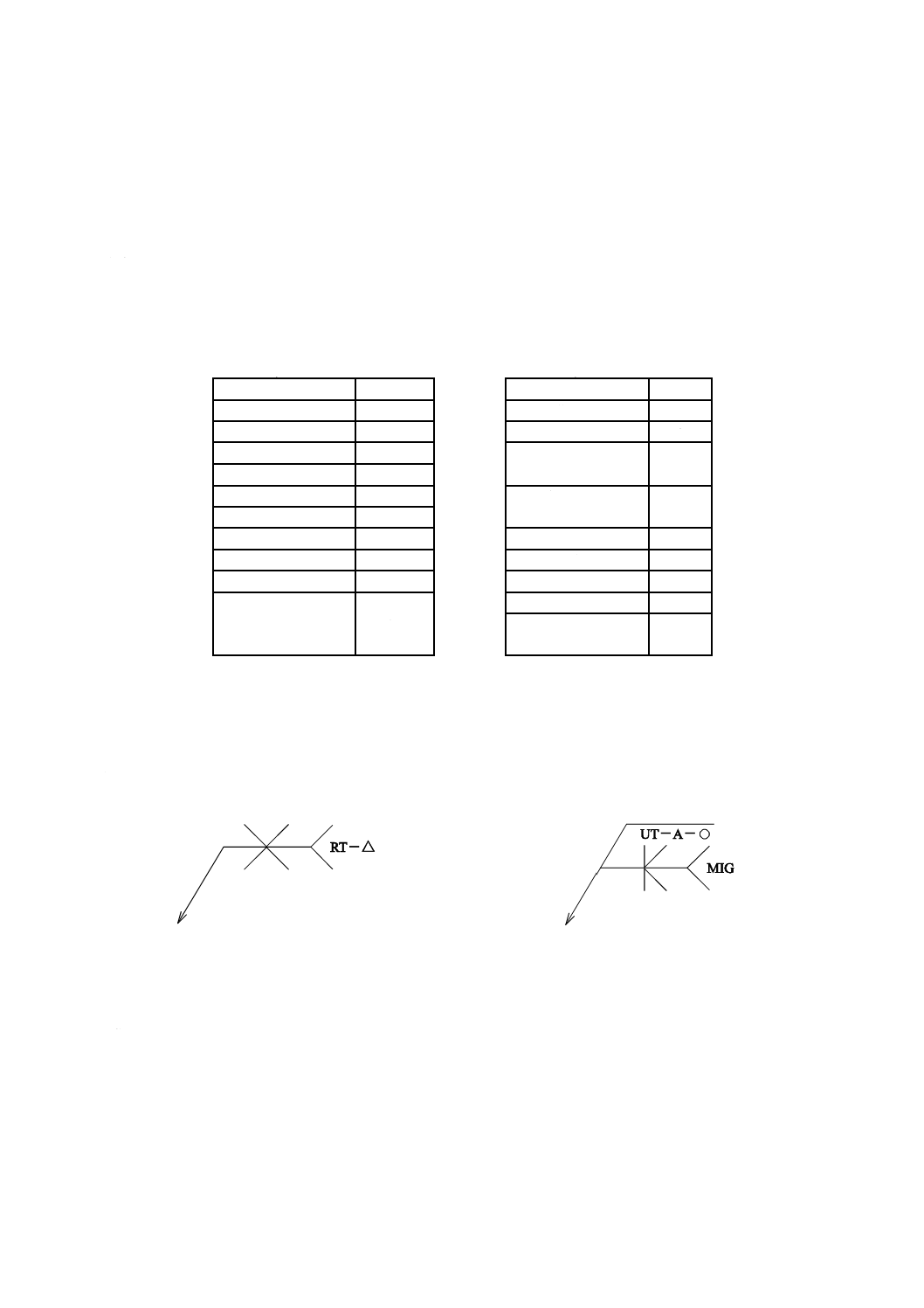
JA.2
非破壊試験記号の表示
非破壊試験記号の表示は,次のa),b) 又はc) のいずれかによる。
a) 溶接記号の尾に表示する(図JA.1参照)。
b) 溶接記号に基線を追加し表示する(図JA.2参照)。
図JA.1−溶接記号の尾に記載する例
図JA.2−溶接記号に基線を追加する例
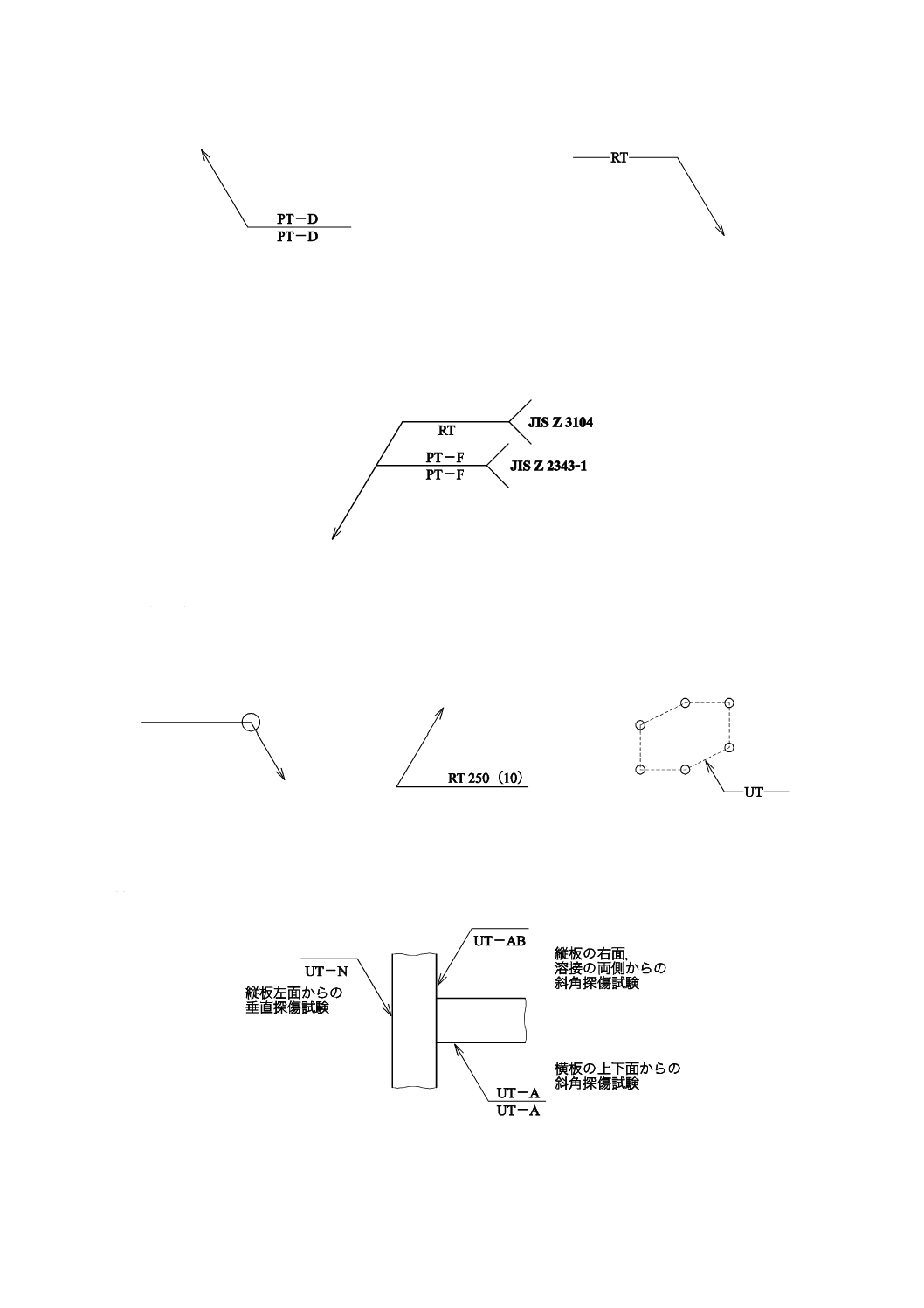
c) 溶接部に溶接記号と別に非破壊試験記号だけを表示する。その場合は,次による。
1) 矢及び基線の表示方法は,4.6及び4.7による。
2) 基線に対する非破壊試験記号の位置は,4.7.1に準じる。
3) 試験を両面から行うときは,基線の両側に記載する(図JA.3参照)。
4) 試験をいずれの面から行ってもよいときは,基線上に記載する(図JA.4参照)。
38
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JA.3−試験を両面から行うときの記載例
図JA.4−試験をいずれの面から行ってもよい
ときの記載例
5) 二つ以上の試験を行うときは,基線を追加し,図JA.5の例による。
6) 特別に指示した事項,基準名,仕様書,要求品質等級などは,尾の部分に記載する(図JA.5参照)。
図JA.5−二つ以上の試験を行うとき及び尾の記載例
7) 全周試験のときは,図JA.6の例による。
8) 部分試験(抜取試験)における試験する1か所の長さ及び数の表示は,図JA.7の例による。
9) 試験部分(面積)を指定するときは,角に○印を付けた点線で囲む(図JA.8参照)。
図JA.6−全周試験のときの
記載例
図JA.7−部分試験のときの
記載例
図JA.8−試験部分を指定する
ときの記載例
10) 試験の方法を特に指定する必要があるときは,図JA.9の例による。
図JA.9−試験の方法を指定するときの記載例
39
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
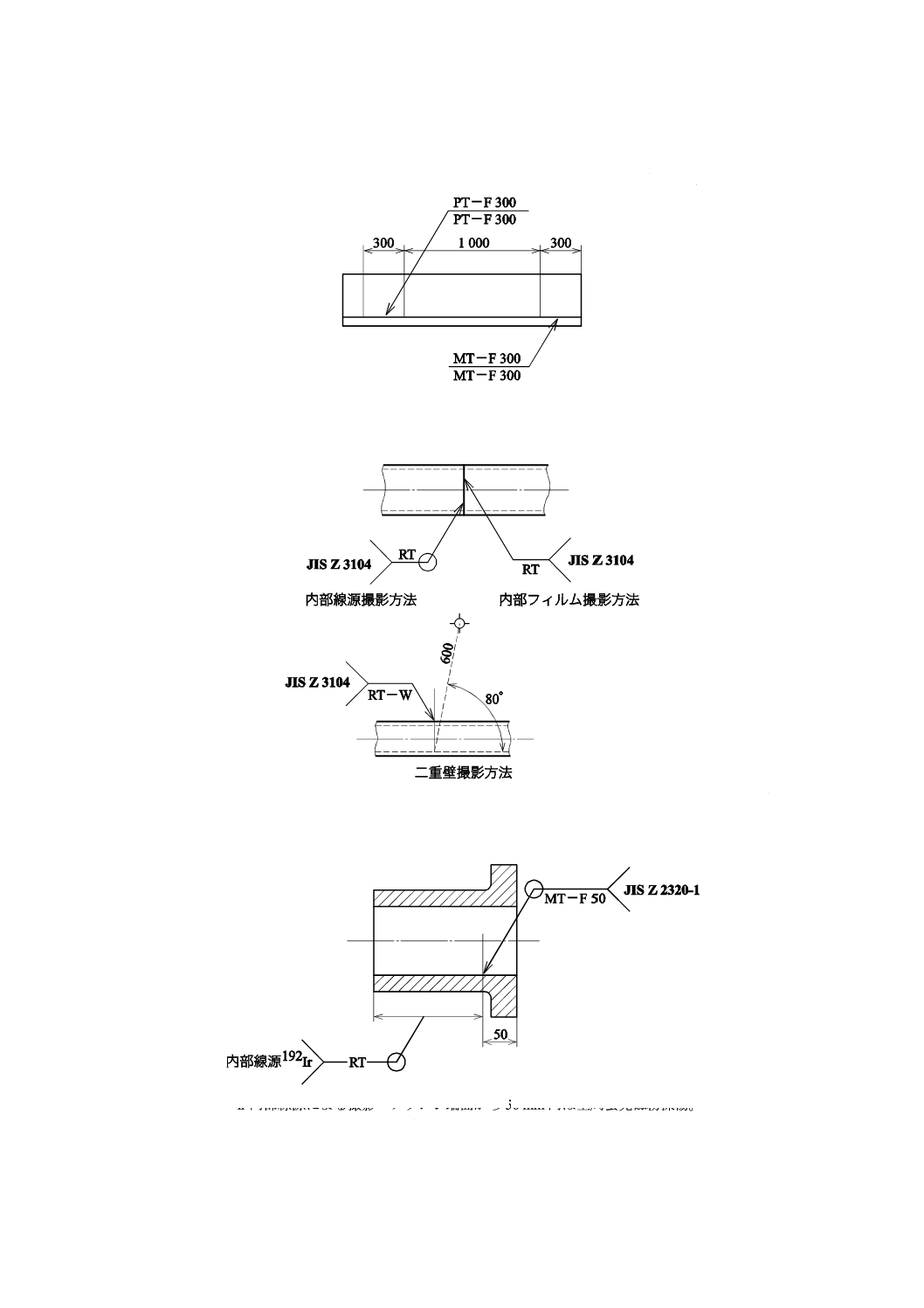
11) 非破壊試験記号の具体例を,図JA.10に示す。
単位 mm
300 mmの左右2か所を蛍光浸透探傷(左側)及び蛍光磁粉探傷(右側)することを示す。
a) 試験位置を指示した例
放射線源イリジウム(192Ir)を用いて,照射角80°,フィルム線源間距離を600 mmの位置とする場合。
b) 管の撮影方法の例
192Ir内部線源による撮影 フランジ端面から50 mm内は全周蛍光磁粉探傷。
c) 全周試験の例
図JA.10−非破壊試験記号の具体例
40
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS Z 3011 溶接姿勢−傾斜角及び回転角による定義
注記 対応国際規格:ISO 6947,Welding and allied processes−Welding positions(MOD)
JIS Z 3181 溶接材料のすみ肉溶接試験方法
注記 対応国際規格:ISO 15792-3,Welding consumables−Test methods−Part 3: Classification
testing of positional capacity and root penetration of welding consumables in a fillet weld
(MOD)
JIS Z 3253 溶接及び熱切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Gases and gas mixtures for fusion
welding and allied processes(MOD)
JIS Z 3312 軟鋼,高張力鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ
注記 対応国際規格:ISO 14341,Welding consumables−Wire electrodes and weld deposits for gas
shielded metal arc welding of non alloy and fine grain steels−Classification及びISO 16834,
Welding consumables−Wire electrodes, wires, rods and deposits for gas-shielded arc welding
of high strength steels−Classification(全体評価:MOD)
41
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS Z 3021:2016 溶接記号
ISO 2553:2013,Welding and allied processes−Symbolic representation on drawings−
Welded joints
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 System Bを規定
1
System A及びSystem B
を規定
変更
現行JISのSystem Bを採用した。
我が国ではSystem Bが採用され
ているため。
2 引用規格
3 用語及び
定義
3.16 公称のど厚
3.16
JISとほぼ同じ
一致
対応するJIS Z 3001-1の用語を記
載した。
表記上の追加を行ったが,実質的
な差異はない。
3.18 溶接深さ
3.18
記号なし
一致
継手強度に寄与する溶接の深さと
して定義。記号sを充てた。図0A
を追加した。
表記上の追加を行ったが,実質的
な差異はない。
3.19 深溶込みのど
厚
3.19
記号をsと規定
変更
溶接深さと異なる記号dsとした。
表記上の変更を行ったが,実質的
な差異はない。
4 溶接記号 4.3を削除
4.3
System A及びSystem B
の説明
削除
System A及びSystem Bに関する説
明のため削除した。
JISに対応する記載方法とするた
め削除,変更を行ったが,実質的
な差異はない。
表1−基本記号
表3−補助記号
4
基線の上に記号を記載
変更
基線の下に記号を記載した。
System Bの表記方法とした。
表1のNo.3,No.5
表1のNo.17,No.18
4
No.3,No.5ルート面の
大きいV形,レ形開先
溶接。
No.17,No.18開先角度
の小さいV形,レ形開
先溶接。
削除
JISでは既存の記号を用いて表現で
きる記号は規定しない。
JISではこれまでの記載方法を踏
襲することとした。国際規格の改
正提案は行わない。
表1のNo.20
4
No.20フランジ突合せ溶
接/フランジ角溶接
削除
System Bでは採用しない記号のた
め削除した。
JISに対応する表記としたもので,
実質的な差異はない。
3
Z
3
0
2
1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
42
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 溶接記号
(続き)
4.4.2 基本記号の組
合せ
4.4.2
基本記号の組合せを説
明
追加
基本記号の組合せの説明図(図1A)
を追加した。
実質的な差異はない。
表2のNo.4
K形開先溶接とすみ
肉溶接との組合せ
4
表2のNo.4
ルート面の大きい溶接
レ形開先溶接とすみ肉
溶接との組合せ
変更
JISでは規定しない記号が使用され
ていたため,記号を変更した。
実質的な差異はない。
表3のNo.12
現場溶接
4
表3のNo.12
追加
旗の向きを規定するための注f)を追
加した。
実質的な差異はない。
表3のNo.13
4
表3のNo.13千鳥断続す
み肉溶接
削除
JISでは既存の記号を用いて記載す
る。
JISでは既存の記号を用いるが,
実質的な差異はない。
表3のNo.14,No.15,
No.16,No.17
チッピング,グライ
ンダ,切削,研磨を
追加。
4
定義なし
追加
JISにこれまで規定されていた仕上
げ方法の記号を追加した。
仕上げ方法の記号の追加を国際規
格の見直しの際,提案を行う。
4.5.4 現場溶接
4.5.4
現場溶接の規定
一致
記号の向きを規定した。
実質的な差異はない。
4.7.1 基線
4.7.1
基線の規定
変更
図枠の側辺に平行に記号を描く場
合,System Bでは右側辺を基準とし
た。この場合の基線の描き方の例
(図4A)を追加した。
実質的な差異はない。
4.7.2.2 プラグ,スロ
ット,スポット,シ
ーム及びプロジェ
クション溶接
4.7.2.2
4.7.2.2B
4.7.2.2B プロジェクシ
ョン
System Bのプロジェク
ション溶接の規定。
変更
4.7.2.2の規定に4.7.2.2Bの規定を含
めて記載した。
実質的な差異はない。
4.8 尾
4.8
尾の規定
追加
利用者に分かりやすい記載方法に
変更した。
我が国の実情に合わせて記載を変
更した。実質的な差異はない。
5 溶接寸法 表5−溶接寸法及び
その記載例
5
基線の上に記号を記載
変更
基線の下に記号を記載した。
System Bの表記方法とした。
5.3.2 断続溶接
5.3.2
断続溶接を規定
一致
JISでは環太平洋地域の規定である
Annex Cの規定を採用した。
実質的な差異はない。
3
Z
3
0
2
1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
43
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 溶接寸法
(続き)
5.4.1 溶接深さ
5.4.1
溶込み深さは括弧を付
けない。
変更
溶込み深さを溶接深さに変更し,こ
れまでのJISの記載方法(括弧の付
け方)を踏襲した。
JISとISO規格とで規定が異なる
ため,国際規格の見直しの際,提
案を行う。
5.5.1 すみ肉溶接の
寸法
5.5.1
公称のど厚a又は脚長z
の添字を付けて表示。
不等脚の場合はそれぞ
れの脚長に添字z1及び
z2を付けて表示。
変更
脚長で表示し添字は不要。ただし,
公称のど厚で示す場合だけ添字a
を付けて表示。
不等脚の場合は小さい脚長を先,大
きい脚長を後に記載する。図7Aを
追加した。
これまでの記載方法を変更すると
作業現場で混乱が生じると判断
し,JISではこれまでの記載方法
を踏襲することとした。国際規格
の改正提案は行わない。
表5 全般
5
表5
溶接要素の公称長さ
(l),溶接の中心間隔
(e),溶接の個数(n)を
用いた表記は次のとお
り。
n×l (e),
n (e)
変更
JISでは断続溶接,スポット溶接,
シーム溶接の溶接寸法はこれまで
の表示方法を踏襲し,溶接要素の公
称長さ(L),溶接の中心間隔(P),
溶接の個数(n)を用いた表記は次
のとおりとした。
L (n)−P,
(n)−P
これまでの記載方法を変更すると
作業現場で混乱が生じると判断
し,JISではこれまでの記載方法
を踏襲することとした。国際規格
の改正提案は行わない。
表5のNo.1.2
部分溶込み
5
表5のNo.1.2
溶込み深さは括弧を付
けない。
変更
JISではこれまでのJISの表示方法
(括弧の付け方)を踏襲した。
JISとISO規格とで規定が異なる
ため,国際規格の見直しの提案を
行う。
表5のNo.1.5
千鳥断続
5
表5のNo.1.5
千鳥断続の記号
一致
Annex Cの記号を採用。
技術的な差異はない。
JISでは環太平洋地域の規定を採
用した。
表5のNo.1.6
V形フレア
表5のNo.1.7
レ形フレア
5
表5のNo.1.6
表5のNo.1.7
溶込み深さは括弧を付
けない。
変更
JISではこれまでの表示方法を踏襲
し,溶接深さは括弧を付けて表示す
ることとした。
JISとISO規格とで規定が異なる
ため,国際規格の見直しの際,提
案を行う。
表5のNo.2.1
すみ肉
5
表5のNo.2.1
脚長で示すときは添字z
を付け,公称のど厚で示
すときは添字aを付け
て表示する。
変更
JISではこれまでの表示方法を踏襲
し,脚長には添字は付けない。公称
のど厚で示すときは添字aを付け
て表示することとした。
これまでの記載方法を変更すると
作業現場で混乱が生じると判断
し,JISではこれまでの記載方法
を踏襲することとした。国際規格
の改正提案は行わない。
3
Z
3
0
2
1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
44
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 溶接寸法
(続き)
表5のNo.2.2
深溶込み
5
表5のNo.2.2
記号をsと規定
一致
用語の定義に沿って変更し,記号を
dsとした。
国際規格の見直しの際,提案を行
う。
表5のNo.2.3
不等脚
5
表5のNo.2.3
添字z1及びz2を付けて
表示。
変更
JISではこれまでの表示方法を踏襲
し,小さい脚長を先,大きい脚長を
後に記載することとした。
これまでの記載方法を変更すると
作業現場で混乱が生じると判断
し,JISではこれまでの記載方法
を踏襲することとした。国際規格
の改正提案は行わない。
表5のNo.2.6
千鳥断続
5
表5のNo.2.6
千鳥断続の記号
追加
Annex Cの記号を採用。JIS独自の
記号の使用も認める。
( )
JISでは環太平洋地域の規定を採
用した。
6 開先寸法 表6−ルート間隔の
記載例
表7−開先角度の記
載例
表8−開先深さの記
載例
表9−プラグ溶接及
びスロット溶接の
側壁角の記載例
6
基線の上に記号を記載
変更
基線の下に記号を記載した。
System Bの表記方法とした。
6.3 開先角度
6.5 開先深さ
6.3
6.5
対称の場合も両側に記
載する。
変更
現行のJISを踏襲し,両側溶接で寸
法が対称の場合は省略可能とした。
これまでの記載方法を変更すると
作業現場で混乱が生じると判断
し,JISではこれまでの記載方法
を踏襲することとした。国際規格
の改正提案は行わない。
6.5 開先深さ
6.5
開先深さに括弧を付け
る。
変更
開先深さと溶接深さとで括弧を付
ける側が異なる。JISではこれまで
の表示方法を踏襲し,溶接深さに括
弧を付けて表示することとした。
JISとISO規格とで規定が異なる
ため,国際規格の見直しの際,提
案を行う。
3
Z
3
0
2
1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
45
Z 3021:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 開先寸法
(続き)
表8のNo.3,No.4
6
表8のNo.3,No.4
フレアV及びフレアベ
ベル溶接
削除
JISではフレアV及びフレアベベル
溶接では開先深さを規定しない。
JISではこれまでの記載方法を踏
襲することとした。国際規格の改
正提案は行わない。
7 任意形状
開先溶接記
号
図8−所要品質に基
づく溶接記号の使
用例
7
図8
溶込み深さは括弧を付
けない。
変更
現行のJISを踏襲し,溶接深さに括
弧を付けて表示することとした。
JISとISO規格とで規定が異なる
ため,国際規格の見直しの際,提
案を行う。
8 非破壊試
験記号
−
−
追加
現行のJISを踏襲し,附属書JAを
追加し引用することとした。
ISO規格には規定されていないた
め,国際規格の見直しの際,提案
を行う。
附属書A
−
−
追加
利用者に分かりやすいように,多段
基線の使用例として表A.3Aを追加
した。
実質的な差異はない
附属書JA
(規定)溶
接部の非破
壊試験記号
−
−
追加
非破壊試験の記号を追加した。
国際規格の見直しの際,提案を行
う。
JISと国際規格との対応の程度の全体評価:ISO 2553:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
Z
3
0
2
1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。