Z 3011:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 溶接姿勢························································································································· 2
4.1 基準溶接姿勢 ················································································································ 2
4.2 固定管の溶接姿勢 ·········································································································· 5
4.3 実際の施工における溶接姿勢 ··························································································· 6
4.4 試験における溶接姿勢 ···································································································· 7
5 溶接姿勢の呼び方 ············································································································· 7
附属書A(参考)実際の施工における溶接姿勢の傾斜角及び回転角の範囲 ······································· 8
附属書B(参考)JIS,ISO規格及びAWS規格/ASME規格による表示法の比較 ······························ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 15
Z 3011:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 3011:2004は改
正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3011:2014
溶接姿勢−傾斜角及び回転角による定義
Welding positions defined by means of angles of slope and rotation
序文
この規格は,2011年に第3版として発行されたISO 6947を基とし,規格利用者の利便性を図るため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,突合せ溶接及びすみ肉溶接における溶接姿勢の傾斜角及び回転角による定義について規定
する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6947:2011,Welding and allied processes−Welding positions(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS Z 3001(規格群) 溶接用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001(規格群)によるほか,次による。
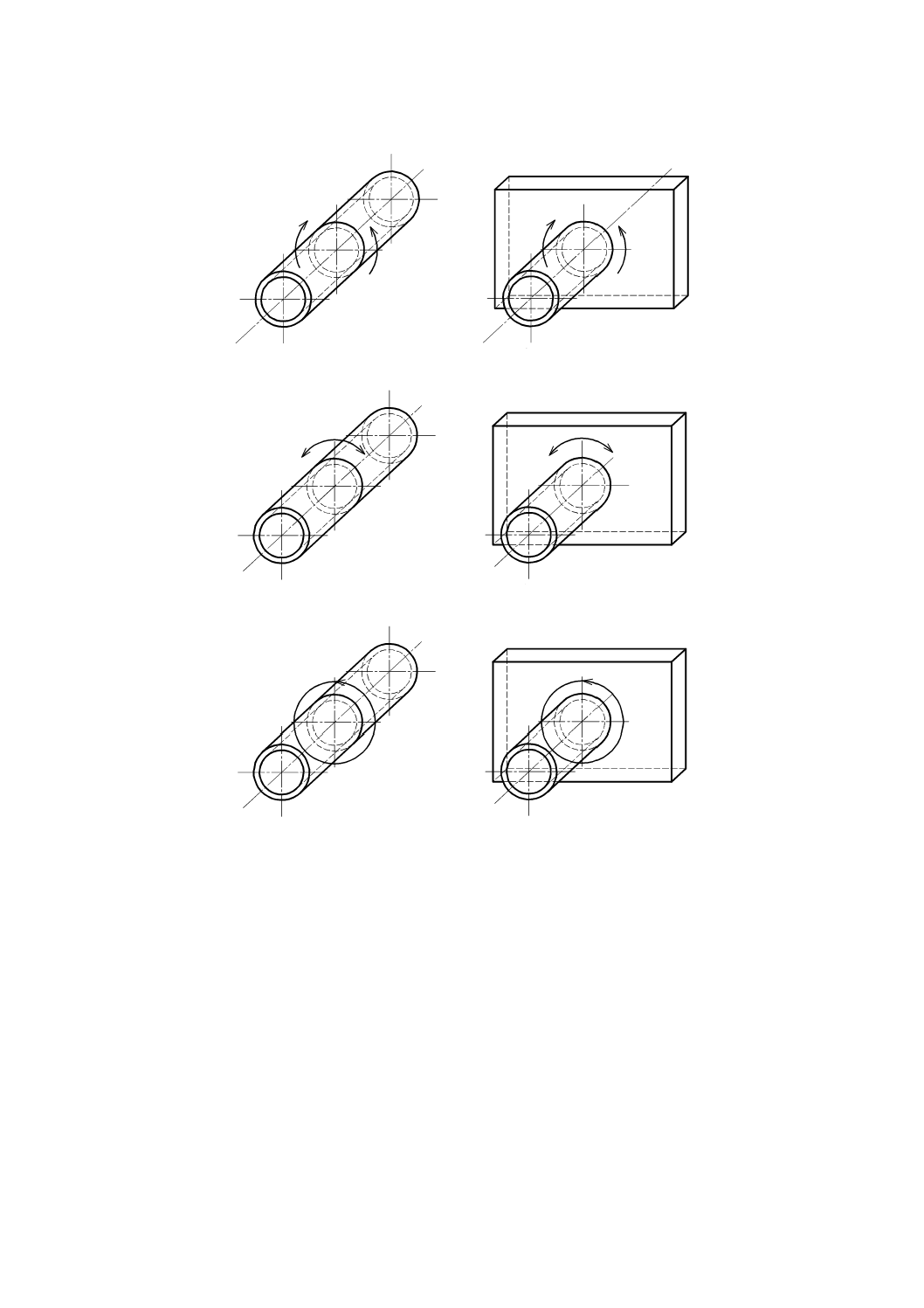
3.1
溶接姿勢(welding position)
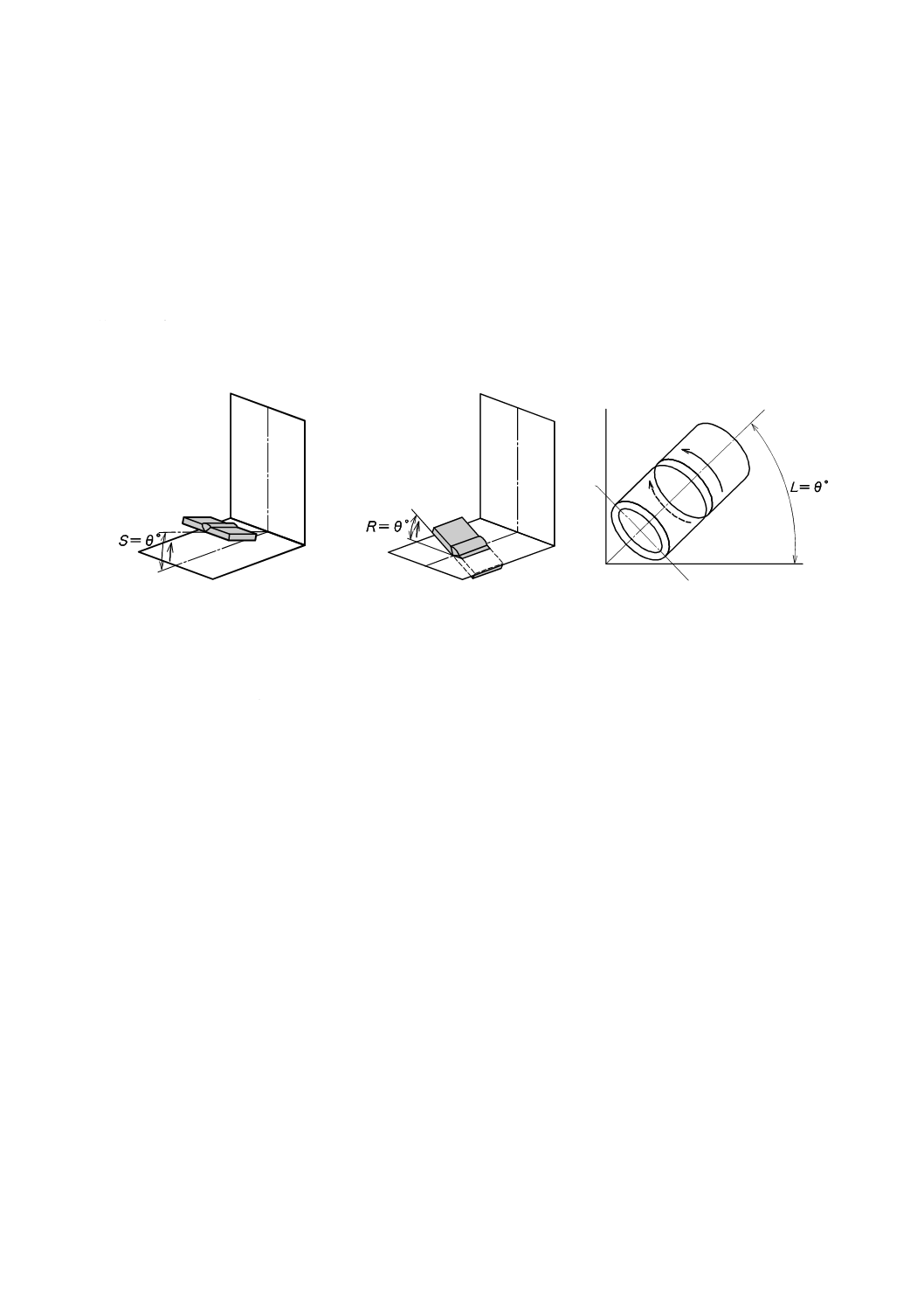
空間における基準溶接姿勢に対する溶接軸の傾斜角(図1)及び溶接面の回転角(図2),並びに溶接進
行方向(立向及び固定管の溶接姿勢の場合),又は水平面に対する管軸傾斜角(図3)によって定義され,
一定の幅をもって決定される姿勢。
3.2
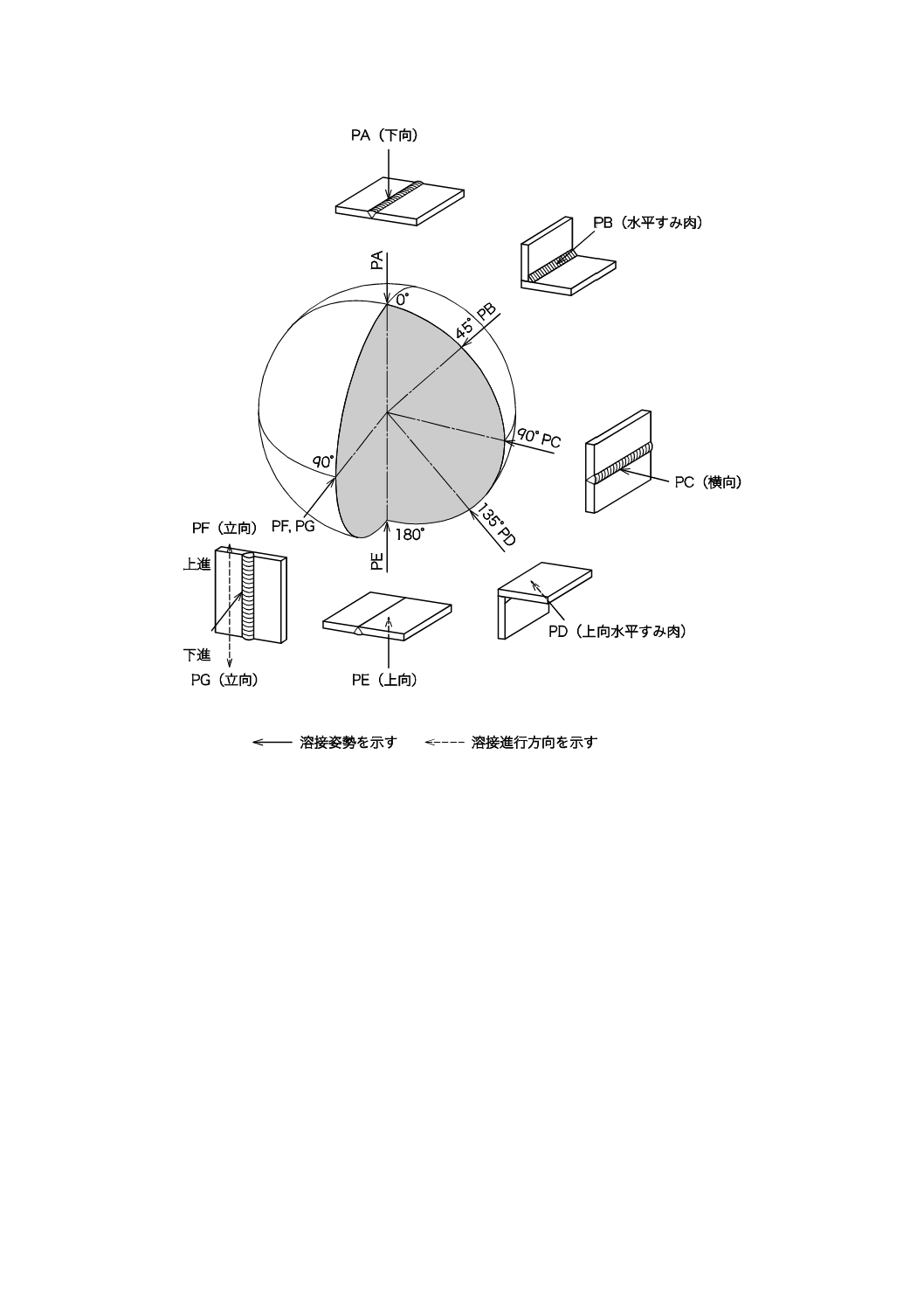
基準溶接姿勢(main welding position)
各溶接姿勢の基準の位置として,図4に規定する記号PA,PB,PC,PD,PE,PF又はPG(図5参照)。
なお,溶接技能者の試験などに採用される図6の固定管の溶接では,PH,PJ及びPKも基準溶接姿勢と
みなす。
2
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
傾斜角(slope,S)
溶接軸の基準溶接姿勢に対する角度(図1参照)。
3.4
回転角(rotation,R)
溶接面の基準溶接姿勢に対する角度(図2参照)。
3.5
管軸傾斜角(inclined angle,L)
管軸の水平面に対する角度(図3参照)。
図1−傾斜角(S)
図2−回転角(R)
図3−管軸傾斜角(L)
4
溶接姿勢
4.1
基準溶接姿勢
突合せ溶接及びすみ肉溶接における基準溶接姿勢及びその例は,それぞれ図4及び図5による。
なお,JIS,ISO規格及びAWS規格/ASME規格による表示法の比較を,参考として附属書Bに示す。
3
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−基準溶接姿勢
4
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
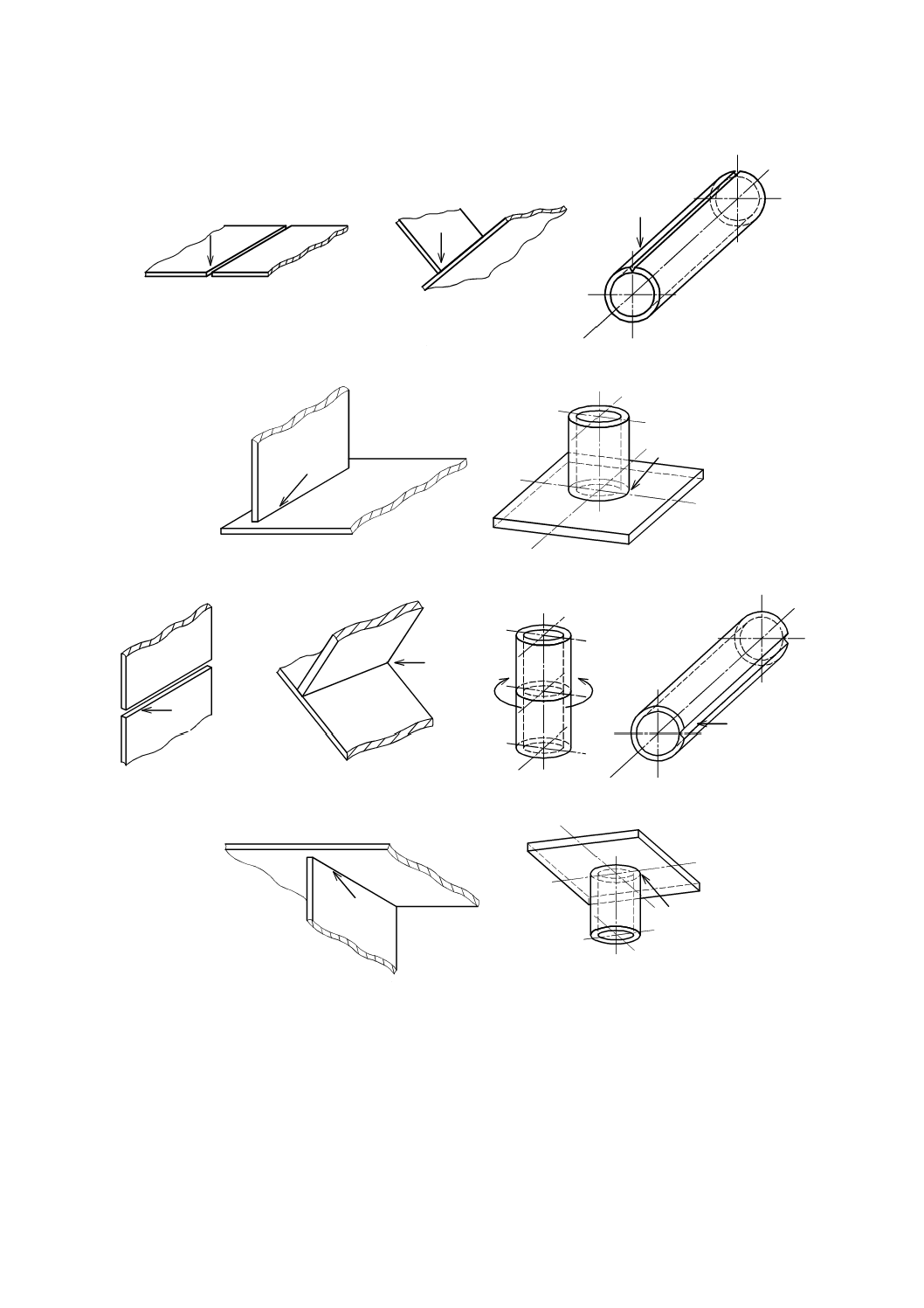
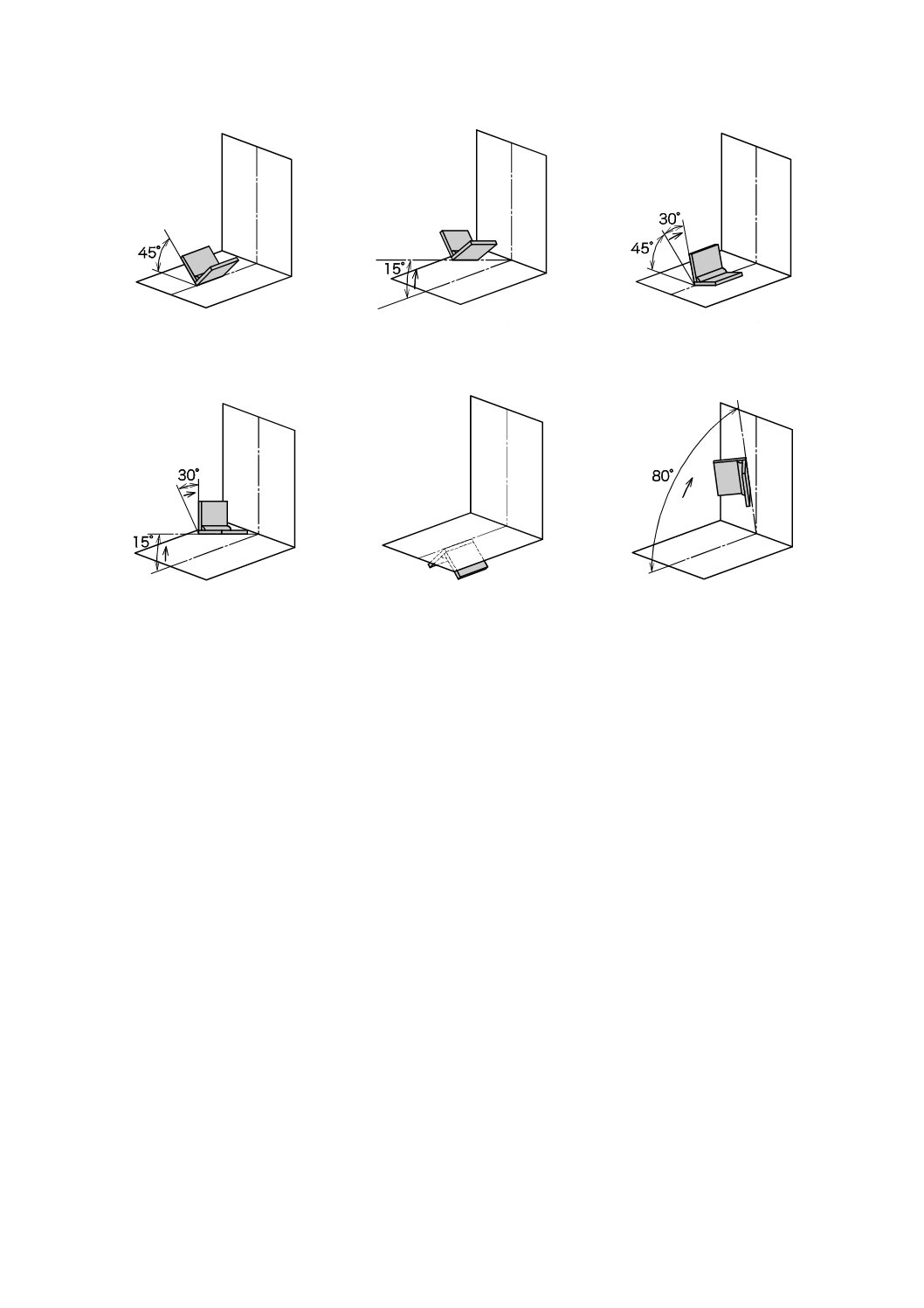
a) PA:下向
b) PB:水平すみ肉
c) PC:横向
d) PD:上向水平すみ肉
図5−基準溶接姿勢の例
5
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
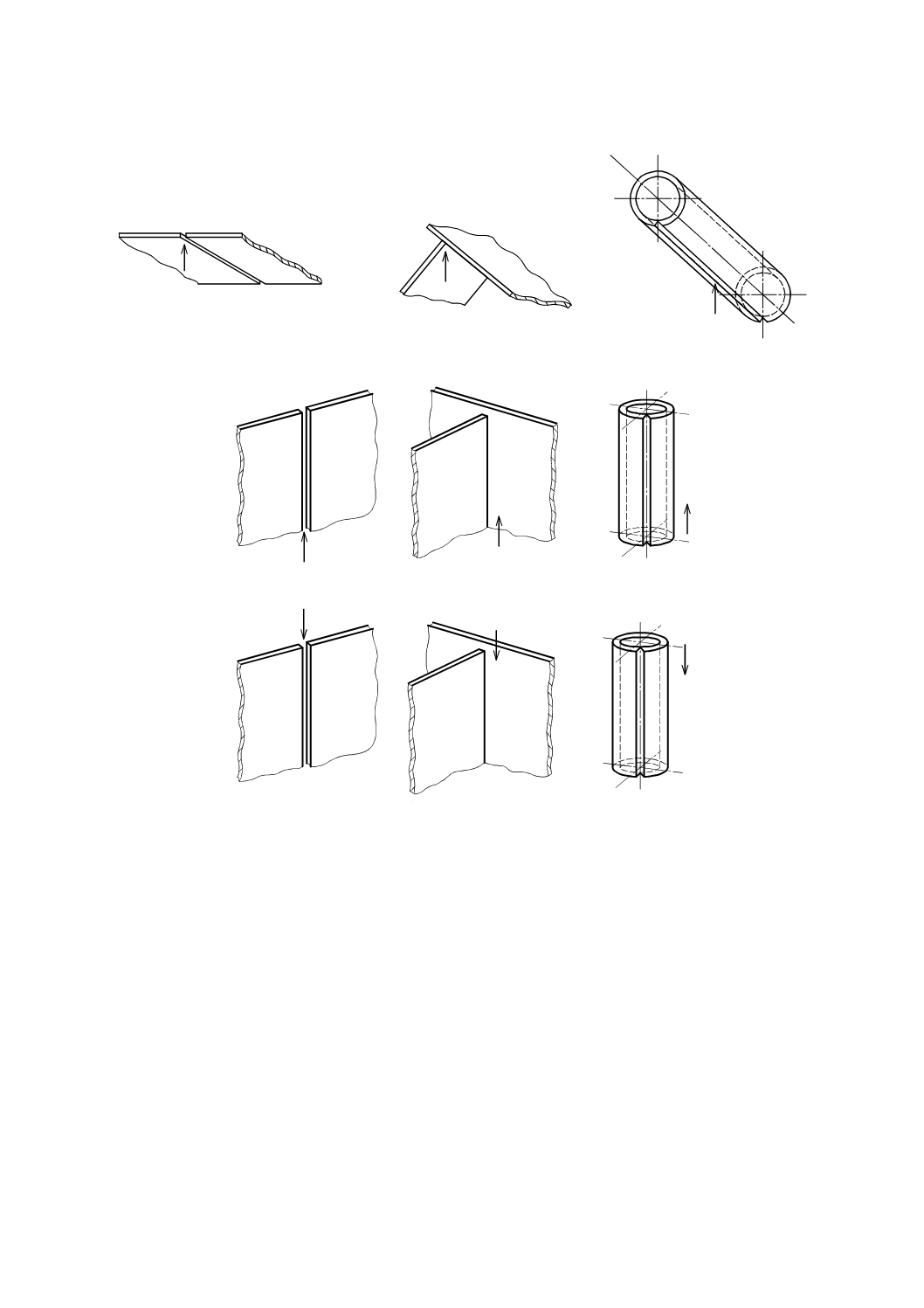
e) PE:上向
f) PF:立向上進
g) PG:立向下進
注記 a)〜e) の矢印は溶接姿勢を,f)及びg) の矢印は溶接進行方向を示す。
図5−基準溶接姿勢の例(続き)
4.2
固定管の溶接姿勢
水平固定管及び管軸傾斜固定管の溶接における溶接姿勢の例は,図6による。
注記 これらの溶接姿勢は,溶接技能者の試験などの特別な目的で用いられる。
6
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) PH:固定管の上進
b) PJ:固定管の下進
c) PK:固定管の環状
注記 a)〜c) の矢印は,溶接進行方向を示す。
図6−固定管の溶接姿勢の例
4.3
実際の施工における溶接姿勢
いずれかの溶接姿勢で承認されたとき,実際の施工が可能となる突合せ溶接及びすみ肉溶接の各溶接姿
勢の傾斜角及び回転角の基準溶接姿勢に対する範囲は,それぞれ表1及び表2による(附属書A参照)。
7
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−突合せ溶接の各溶接姿勢の傾斜角及び回転角の範囲
溶接姿勢
基準溶接姿勢
傾斜角S
回転角R
下向
PA
±15°
±30°
横向
PC
±15°
−10°以上,+60°以下
上向
PE
±80°
±80°
立向
PF,PG
+10°を超え,+75°未満
±100°
±10°
±180°
表2−すみ肉溶接の各溶接姿勢の傾斜角及び回転角の範囲
溶接姿勢
基準溶接姿勢
傾斜角S
回転角R
下向
PA
±15°
±30°
水平すみ肉
PB
±15°
−10°以上,+15°以下
横向
PC
±15°
−10°以上,+35°以下
上向水平すみ肉
PD
±80°
−10°以上,+35°以下
上向
PE
±80°
±35°
立向
PF,PG
+10°を超え,+75°未満
±100°
±10°
±180°
4.4
試験における溶接姿勢
試験材の溶接に適用する溶接姿勢は,基準溶接姿勢から傾斜角±5°,回転角±10°の範囲を超えてはな
らない。
5
溶接姿勢の呼び方
基準溶接姿勢の呼び方は,図4の記号による(例1参照)。また,基準溶接姿勢の記号には,必要に応じ
て傾斜角及び回転角を3桁の数値で付記する(例2参照)。
例1 基準溶接姿勢が水平すみ肉(PB)の場合。PB
例2 基準溶接姿勢が水平すみ肉(PB)で傾斜角15°,回転角10°の場合。PB 015-010
軸が傾斜している固定管の周溶接の傾斜角及び回転角の溶接姿勢の呼び方は,図6の記号に管軸傾斜角
の記号Lとその傾斜角を3桁の数値で付記する(例3及び例4参照)。
例3 軸が傾斜している固定管の上進溶接で管の傾斜角度が30°の場合。PH-L 030
例4 軸が傾斜している固定管の下進溶接で管の傾斜角度が60°の場合。PJ-L 060
8
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
実際の施工における溶接姿勢の傾斜角及び回転角の範囲
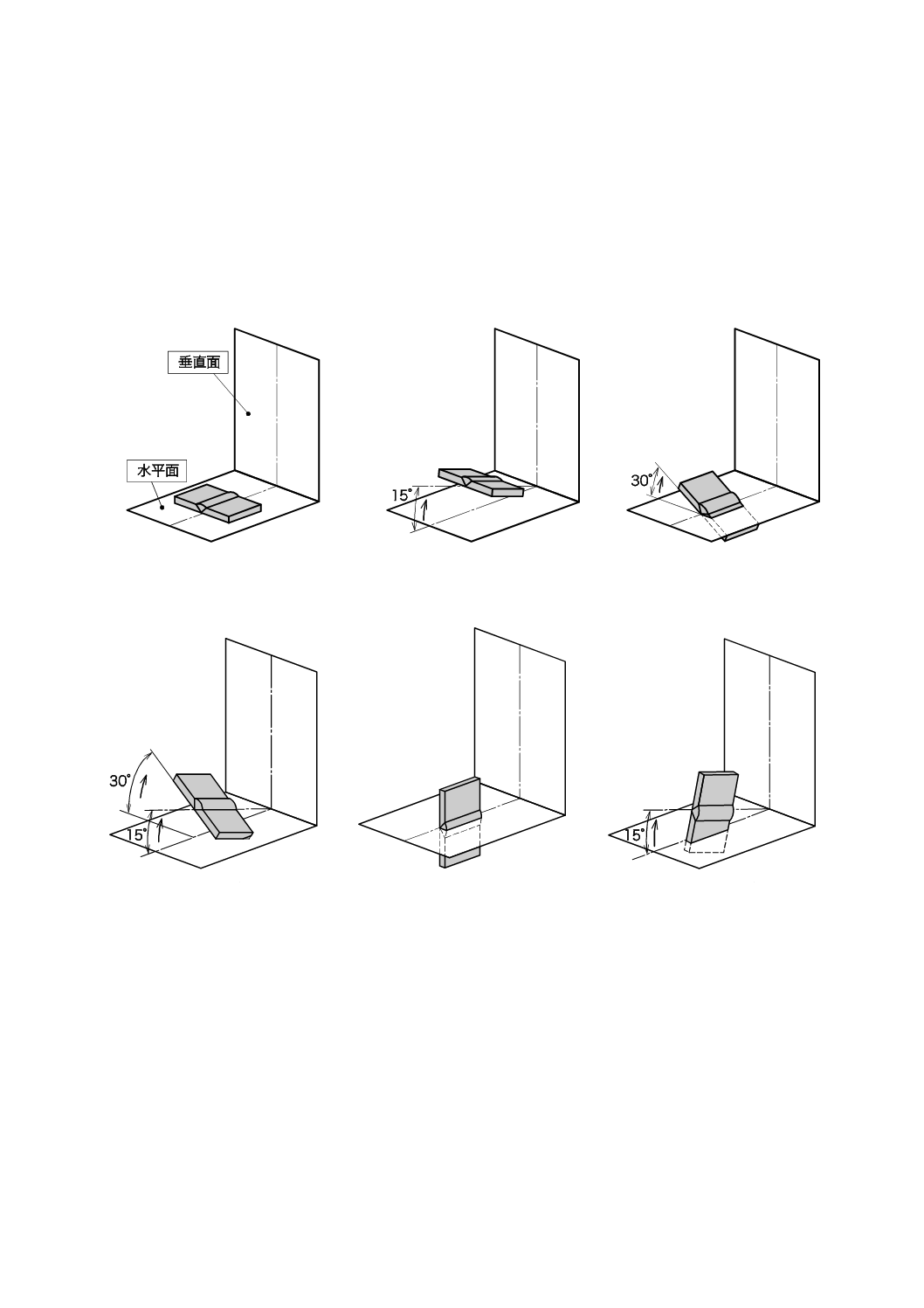
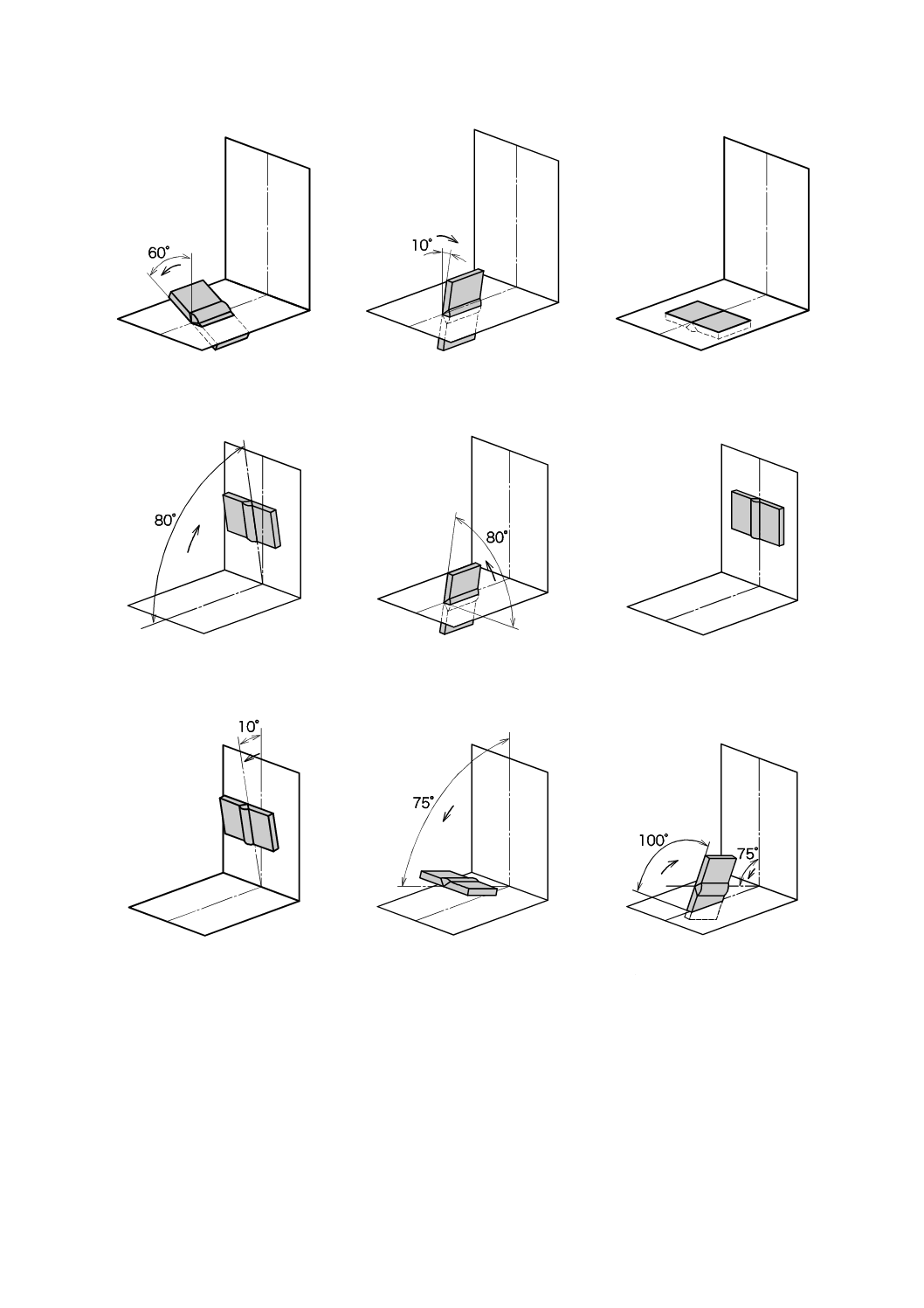
この附属書は,実際の施工における溶接姿勢の溶接軸の傾斜角及び溶接面の回転角の範囲の例を示す(表
1及び表2参照)。図A.1〜図A.15は突合せ溶接,図A.16〜図A.21はすみ肉溶接の概略図である。
図A.1−基準溶接姿勢PA(下向)
図A.2−下向の傾斜角限界値
(+15°)
図A.3−下向の回転角限界値
(+30°)
図A.4−下向の傾斜角(+15°)
及び回転角限界値(+30°)
図A.5−基準溶接姿勢PC(横向)
図A.6−横向の傾斜角限界値
(+15°)
9
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.7−横向の回転角限界値
(+60°)
図A.8−横向の回転角限界値
(−10°)
図A.9−基準溶接姿勢PE(上向)
図A.10−上向の傾斜角限界値
(+80°)
図A.11−上向の回転角限界値
(+80°)
図A.12−基準溶接姿勢PF,PG
(立向)
図A.13−立向の傾斜角限界値
(−10°)
図A.14−立向の傾斜角限界値
(+75°)
図A.15−立向の傾斜角(+75°)
及び回転角限界値(+100°)
10
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.16−基準溶接姿勢PA(下向)
図A.17−下向の傾斜角限界値
(+15°)
図A.18−下向の回転角限界値
(+30°)
図A.19−下向の傾斜角(+15°)
及び回転角限界値(+30°)
図A.20−基準溶接姿勢PE(上向)
図A.21−上向の傾斜角限界値
(+80°)
11
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
JIS,ISO規格及びAWS規格/ASME規格による表示法の比較
表B.1は,JIS 1) 2),ISO規格1) 及びAWS規格/ASME規格1) による溶接姿勢の表示法(記号)の比較で
ある。
注1) 溶接姿勢を規定したJISの(1),ISO規格及びAWS規格/ASME規格は,次の規格番号である。
JIS: JIS Z 3011,ISO規格: ISO 6947,AWS規格/ASME規格: AWS A3.0M/A3.0/ASME Section IX
2) JIS Z 3801などの技術検定JISに規定された溶接姿勢の記号をJISの(2)に示す。
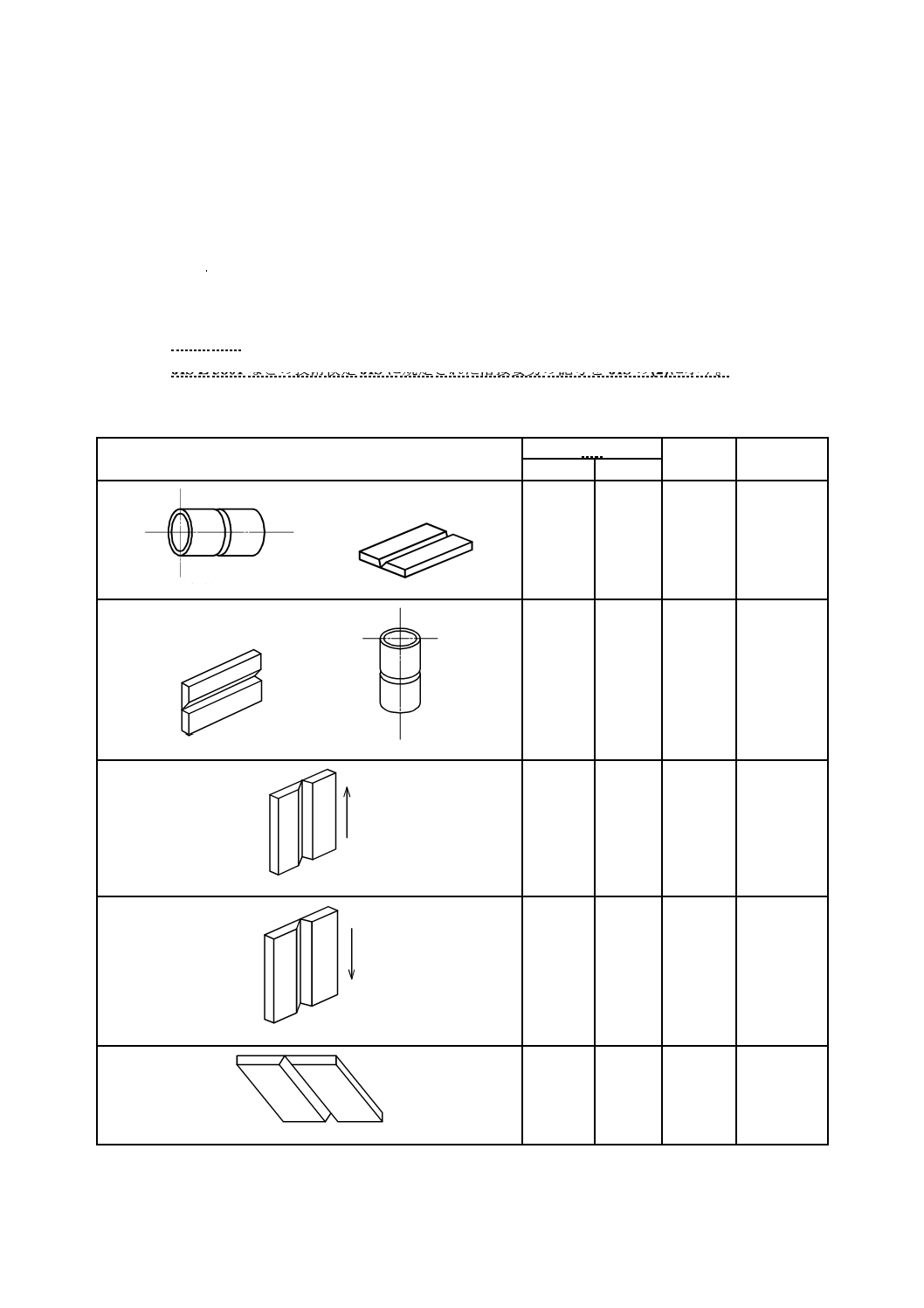
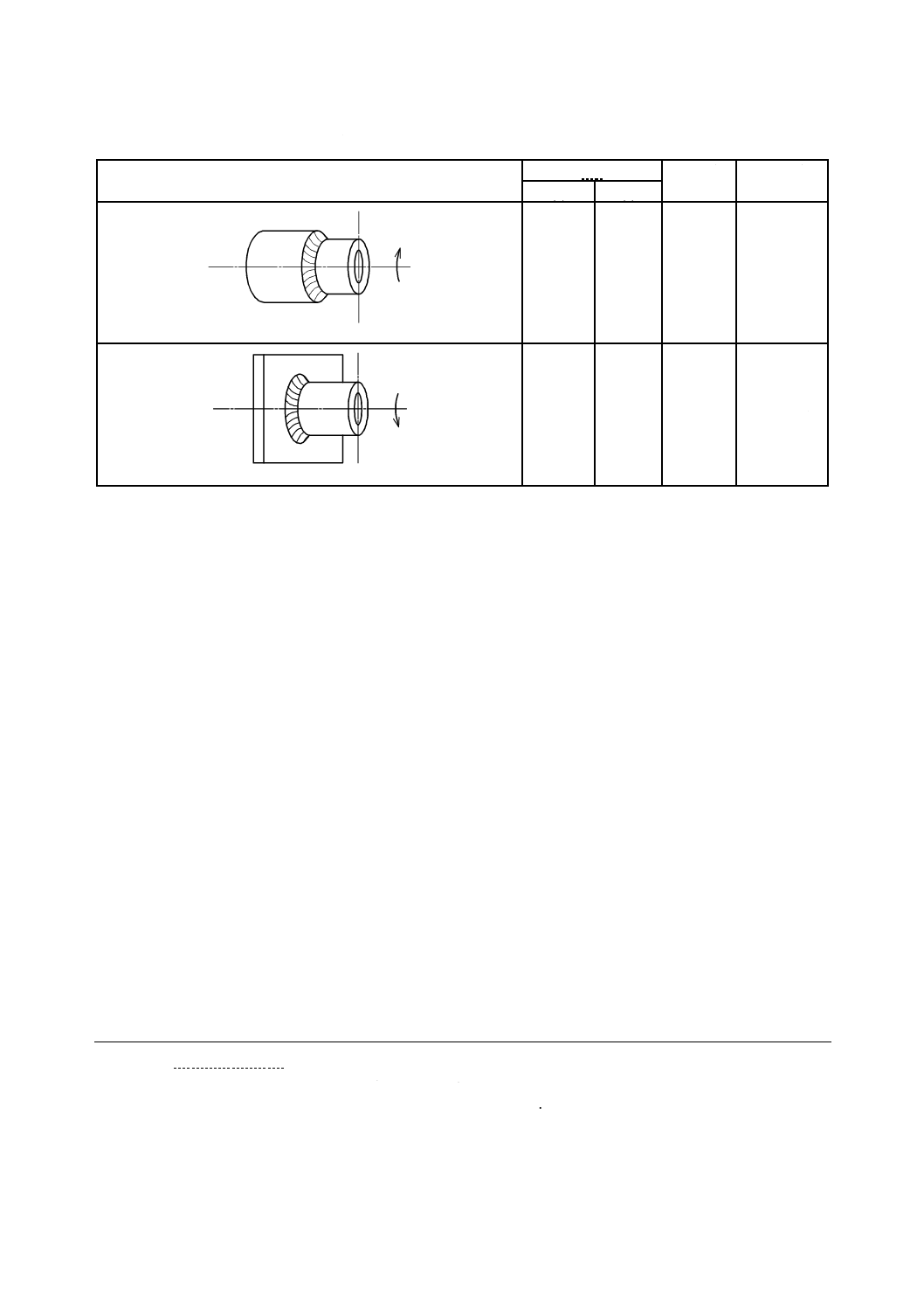
表B.1−JIS,ISO規格及びAWS規格/ASME規格による溶接姿勢表示法の比較
図示
JIS
ISO規格
AWS規格
/ASME規格
(1)
(2)
回転管下向
下向
PA
F
PA
1G
横向
横向
PC
H
PC
2G
立向上進
PF
V
PF
3G uphill
立向下進
PG
V
PG
3G downhill
上向
PE
O
PE
4G
12
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
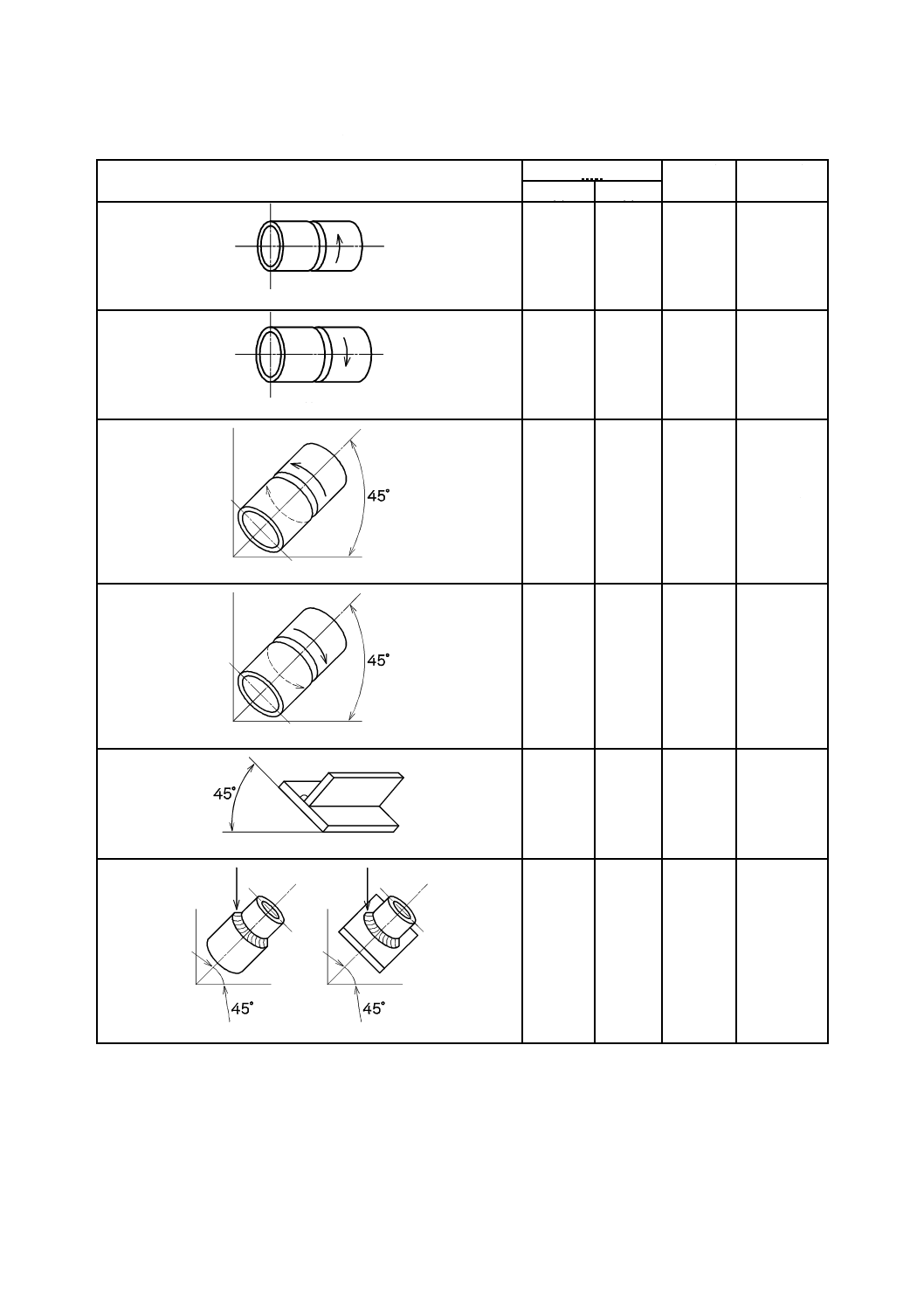
表B.1−JIS,ISO規格及びAWS規格/ASME規格による溶接姿勢表示法の比較(続き)
図示
JIS
ISO規格
AWS規格
/ASME規格
(1)
(2)
固定管上進
PH
−
PH
5G uphill
固定管下進
PJ
−
PJ
5G downhill
傾斜固定管上進
PH-L045
−
H-L045
6G uphill
傾斜固定管下進
PJ-L045
−
J-L045
6G downhill
下向
PA
F
PA
1F
回転管下向
PA
F
PA
1FR
13
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
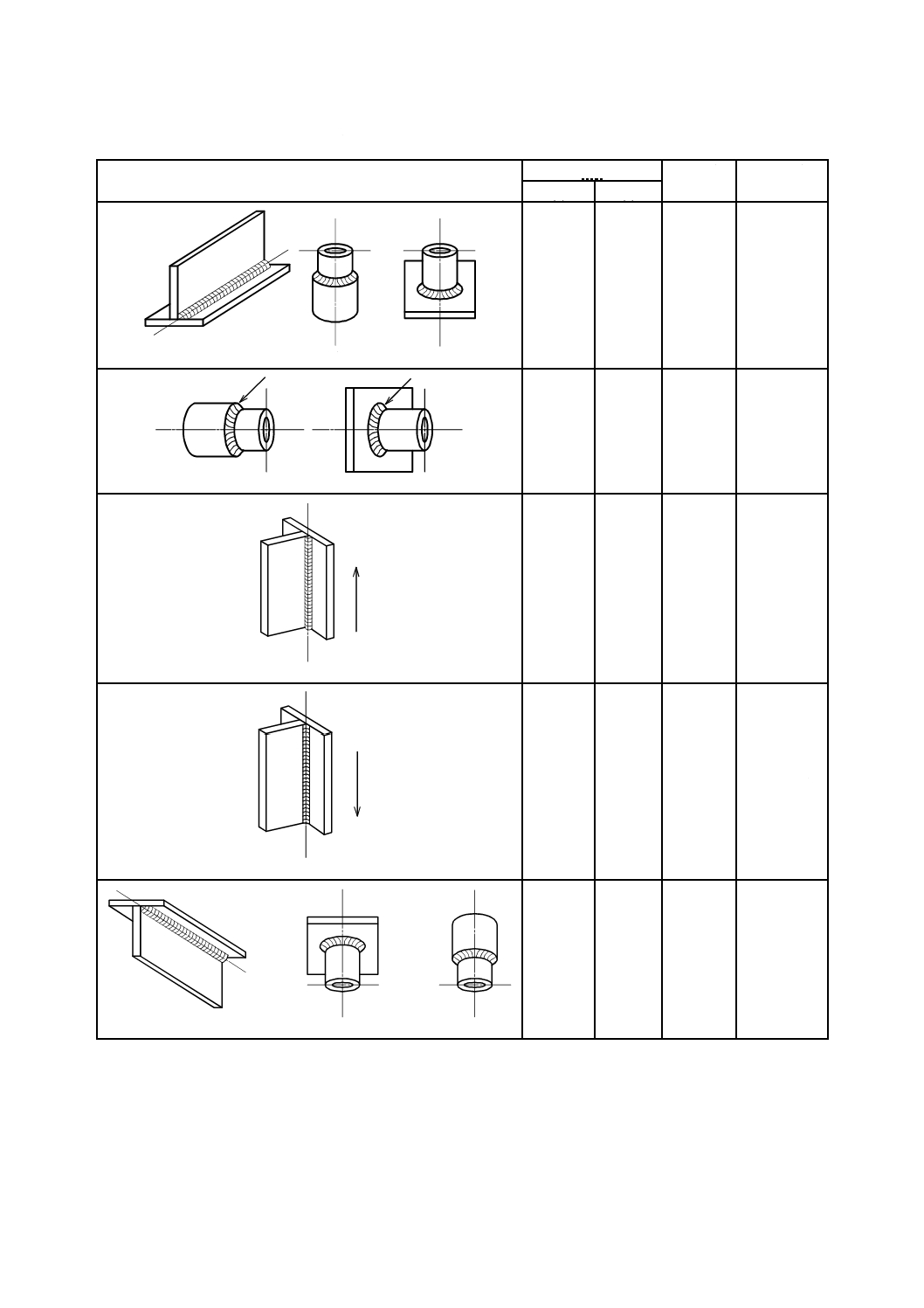
表B.1−JIS,ISO規格及びAWS規格/ASME規格による溶接姿勢表示法の比較(続き)
図示
JIS
ISO規格
AWS規格
/ASME規格
(1)
(2)
水平すみ肉
PB
−
PB
2F
回転管水平すみ肉
PB
−
PB
2FR
立向上進
PF
V
PF
3F uphill
立向下進
PG
V
PG
3F downhill
上向水平すみ肉
PD
−
PD
4F
14
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−JIS,ISO規格及びAWS規格/ASME規格による溶接姿勢表示法の比較(続き)
図示
JIS
ISO規格
AWS規格
/ASME規格
(1)
(2)
固定管立向上進
PH
−
PH
5F uphill
固定管立向下進
PJ
−
PJ
5F downhill
参考文献 JIS Z 3801:1997 手溶接技術検定における試験方法及び判定基準
AWS A3.0M/A3.0:2010,Standard welding terms and definitions including terms for adhesive bonding,
brazing, soldering, thermal cutting, and thermal spraying
ASME Section IX,ASME boiler and pressure vessel code−Section IX: Welding and brazing
qualifications
15
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
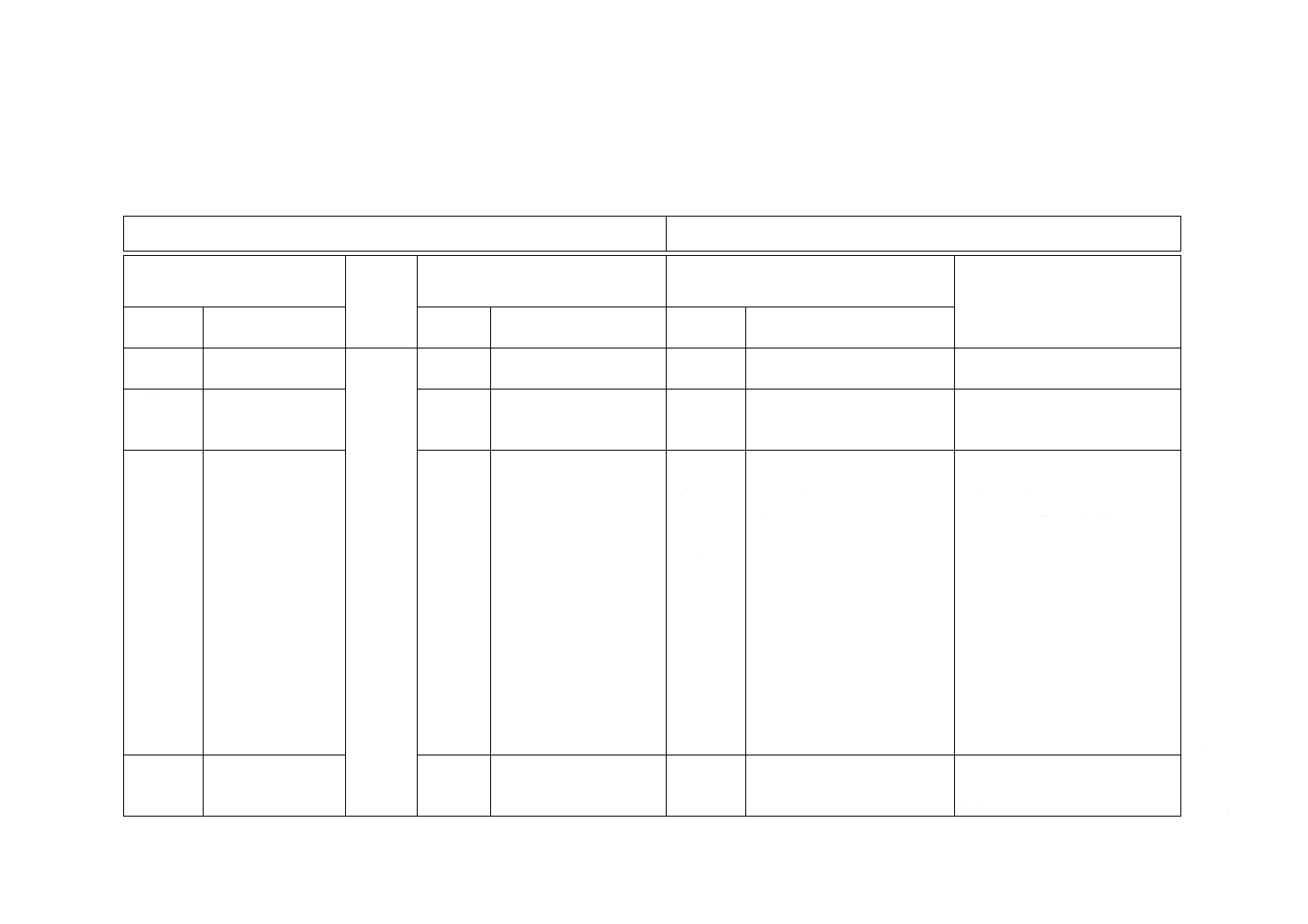
JISと対応国際規格との対比表
JIS Z 3011:2014 溶接姿勢−傾斜角及び回転角による定義
ISO 6947:2011 Welding and allied processes−Welding positions
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規
格
−
−
3 用語及
び定義
2
JISとほぼ同じ
追加
JIS Z 3001を追加し,3.1(溶
接姿勢),図1,図2などを追
加した。
規格の解釈を容易にするためで
あり,実質的な差異はない。
4 溶接姿
勢
3
4.1 基準
溶接姿勢
3.1
JISとほぼ同じ
変更
図4を修正し,PF及びPGを
追加した。
規格の理解を容易にするためで
あり,実質的な技術的差異はな
い。
4.2 固定
管の溶接
姿勢
3.1
一致
4.3 実際
の施工に
おける溶
接姿勢
3.2
変更
表1及び表2の立向の傾斜角の
範囲を修正した。また,範囲の
表現を修正した。
国際規格の修正提案を行う。
4.4 試験
における
溶接姿勢
3.3
一致
5 溶接姿
勢の呼び
方
例3 PH-L 030
例4 PJ-L 060
4
例3 H-L030
例4 J-L060
変更
溶接姿勢の記号として“P”を
付記した。
図6との整合をとることからPを
追加した。国際規格の改正提案を
行う。
2
Z
3
0
11
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
Z 3011:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
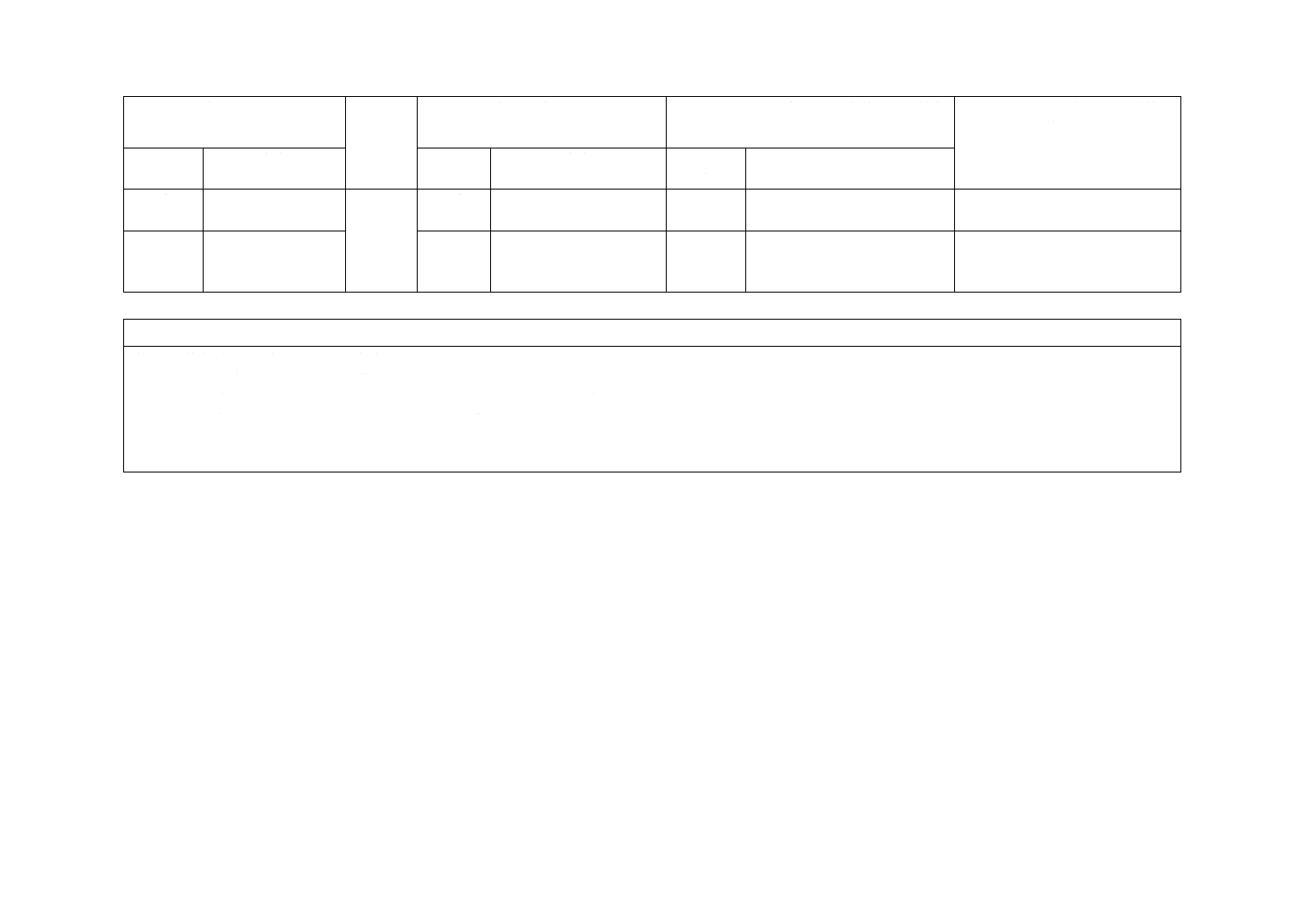
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(参考)
附属書A
(参考)
一致
附属書B
(参考)
JIS,ISO規格及び
AWS規格/ASME規
格
附属書B
(参考)
AWS規格/ASME規格及
びISO規格
追加
JISを追加した。
規格の解釈を容易にするため,
JISを追加した。
JISと国際規格との対応の程度の全体評価:ISO 6947:2011,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
Z
3
0
11
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。