Z 3001-1:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 分類······························································································································· 1
4 用語及び定義 ··················································································································· 2
4.1 共通 ···························································································································· 2
4.2 試験 ··························································································································· 19
4.3 安全・衛生 ·················································································································· 23
4.4 アーク溶接 ·················································································································· 25
4.5 抵抗溶接 ····················································································································· 25
4.6 その他の溶接 ··············································································································· 25
4.7 ガス溶接及び熱切断 ······································································································ 28
附属書A(参考)新旧用語番号の対比表 ·················································································· 33
Z 3001-1:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 3001-1:2013は
改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 3001の規格群には,次に示す部編成がある。
JIS Z 3001-1 第1部:一般
JIS Z 3001-2 第2部:溶接方法
JIS Z 3001-3 第3部:ろう接
JIS Z 3001-4 第4部:溶接不完全部
JIS Z 3001-5 第5部:レーザ溶接
JIS Z 3001-6 第6部:抵抗溶接
JIS Z 3001-7 第7部:アーク溶接
日本工業規格 JIS
Z 3001-1:2018
溶接用語−第1部:一般
Welding and allied processes-Vocabulary-Part 1: General
序文
JIS Z 3001は,1958年に制定され,その後,2008年に部編成のJIS Z 3001-1〜JIS Z 3001-4として制定
された。
この規格は,2013年に改正され,規格群再編成に対応するため改正した日本工業規格である。
なお,対応国際規格は,制定されていないが,2016年に発行されたISO/TR 25901-1を参考にしている。
1
適用範囲
この規格は,溶接関係で術語として用いる主な用語について,溶接の各分野に共通・基礎となる用語並
びに第2部以下の各部に規定されていない用語及び定義について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3001-4 溶接用語−第4部:溶接不完全部
JIS Z 3001-6 溶接用語−第6部:抵抗溶接
JIS Z 3001-7 溶接用語−第7部:アーク溶接
3
分類
用語の分類は,次による。
a) 共通
b) 試験
c) 安全・衛生
d) アーク溶接
e) 抵抗溶接
f)
その他の溶接
g) ガス溶接及び熱切断
2
Z 3001-1:2018
4
用語及び定義
注記1 用語の読み方が紛らわしいものは,用語の後ろに括弧“( )”で振り仮名を記載した。
注記2 用語欄の括弧付き用語は,括弧内の用字を含めた用語と括弧内の用字を省略した用語との二
通りの用語を用いてよいことを示しているが,括弧内の用字を省略した用語を優先した。
注記3 表の右端の見出し欄に参考としたISO/TR番号を設け,表内の各用語に対応する番号を記載
した。見出し欄のISO/TR番号と異なるISO/TR又はISO規格を参考にしている場合は,各
用語に対応する番号に括弧付きでその規格番号を併記した。ただし,ISO/TR 25901-3は,Part
3と記載した。
注記4 用語の旧番号と新番号の対比表は,附属書Aに記載した。
4.1
共通
4.1.1
基本
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11101
溶接
2個以上の母材(11110)を,接合される母材間に連続性が
あるように,熱,圧力又はその両方によって一体にする操
作。
注記1 溶加材を用いても,用いなくてもよい。
注記2 溶接には,サーフェシング(11801)を含む。
welding
2.1.1.1
11102
金属溶接
2個以上の金属を,接合される母材間に連続性があるよう
に,熱,圧力又はその両方によって一体にする操作。
metal welding
2.1.1-
(Part 3)
11103
プラスチック
溶接
2個以上のプラスチックを,接合されるプラスチック間に
連続性があるように,熱,圧力又はその両方によって一体
にする操作。
plastics welding
11104
溶接方法
加圧の有無,溶加材の有無,母材を溶融するか,しないか
などの溶接の方法。
welding process
2.1.8.1
11105
エネルギー伝
達媒体
溶接に必要なエネルギーを伝達又は転換して部材に供給す
る物理現象。エネルギー輸送媒体ともいう。
注記 エネルギー伝達媒体には,固体,液体,気体,放電,
放射,物体運動,電流,その他がある。
energy carrier
2.1.4-
(Part 3)
11106
圧接
接合面に大きな塑性変形を与える十分な力を外部から加え
る溶接。通常,溶加材は使用しない。
注記 接合を促進するために,加熱する場合がある。
welding with
pressure
2.1.2-
(Part 3)
11107
融接
接合面が溶融状態で外力を加えずに行う溶接。溶融溶接と
もいう。
注記 通常,アーク溶接では,溶加材が使用される。
fusion welding
2.1.1.2
2.1.3-
(Part 3)
11108
ろう接
はんだ又はろうを用いて継手とのぬれ現象及び隙間の毛管
現象を利用し,母材をできるだけ溶融しないで接合する方
法。はんだ付及びろう付の総称(JIS Z 3001-3参照)。
soldering/brazing
ISO
857-2
11109
ジョイニング 二つ以上の母材を永久接合する方法。
注記 サーフェシングとの対比で定義されている。
joining
Annex B
11110
母材
溶接,ブレーズ溶接及びろう接で,接合又は肉盛りされる
材料。金属材料の場合は,母材金属ともいう。
注記 棒,板,形,管又は組立材の形状がある。
parent material,
base material,
parent metal,
base metal,
work piece
2.1.1.5
2.1.1.7
11111
母材の厚さ
溶接される材料の公称板厚。
parent material
thickness,
material thickness
2.1.1.6
3
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11112
溶接材料
溶接に用いる被覆アーク溶接棒,溶接ワイヤ,フラックス,
シールドガス及びその他の溶接用消耗材料の総称(JIS B
0190参照)。
welding consumable
2.1.10.1
11113
溶加材
溶接中に付加される材料。フィラーメタルともいう。
filler material,
filler metal
2.1.10.4
11114
フラックス
溶接のとき,母材及び溶加材の酸化物などの有害物を除去
し,母材表面を保護し,又は溶接金属の精錬を行う目的で
用いる材料。
flux,
welding flux
2.1.10.8
11115
トーチ
ガス炎,ガスシールドアーク,プラズマアークなどを利用
して金属その他の材料の加熱,溶接及び切断を行うときに
用いる器具。抵抗溶接ではガンともいい,ガス炎を用いる
場合には,吹管又はブローパイプともいう。
torch,
blowpipe,
gun
2.3.9
11116
手溶接
溶接棒ホルダ(75212),溶接ガン(75211)又はトーチを手
で操作して行う溶接。
注記 抵抗溶接は除く。
manual welding
2.1.1.8
11117
半自動溶接
ワイヤ送給が機械化された溶接で,トーチは手動で操作し
て行う溶接。
partly mechanized
welding,
semiautomatic
welding
2.1.1.9
11118
自動溶接
必要な溶接パラメータが機械的又は電気的に制御されて行
う溶接。
注記 溶接中の溶接パラメータの人為的調節は,可能であ
る。
mechanized welding,
fully mechanized
welding
2.1.1.10
11119
全自動溶接
作業が溶接オペレータによって干渉されずに行う溶接。
注記 溶接中の溶接パラメータの人為的調節は,不可能で
ある。
automatic welding
2.1.1.11
11120
ロボット溶接 ロボット装置で制御し操作する溶接。
robotic welding
2.1.1.12
11121
現場溶接
据付け場所などの工場建屋外で施工する溶接。
field weld,
site weld,
field welding,
site welding
2.1.8.40
3.22-
(ISO
2553)
11122
工場溶接
現場溶接と区別する場合,一般の工場施設内で行う溶接。 shop welding
11123
溶接物
一つ以上の溶接継手を含む組立部品。
weldment
2.1.1.4
4.1.2
溶接部の性質
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11201
溶接部
溶接金属及び熱影響部を含んだ部分の総称。
weld
2.1.1.3
11202
熱影響部
溶接,切断などの熱で組織,冶金的性質,機械的性質など
が変化を生じた,溶融していない母材の部分。略記号は
HAZ。
heat-affected zone,
HAZ
2.1.2.2
4
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
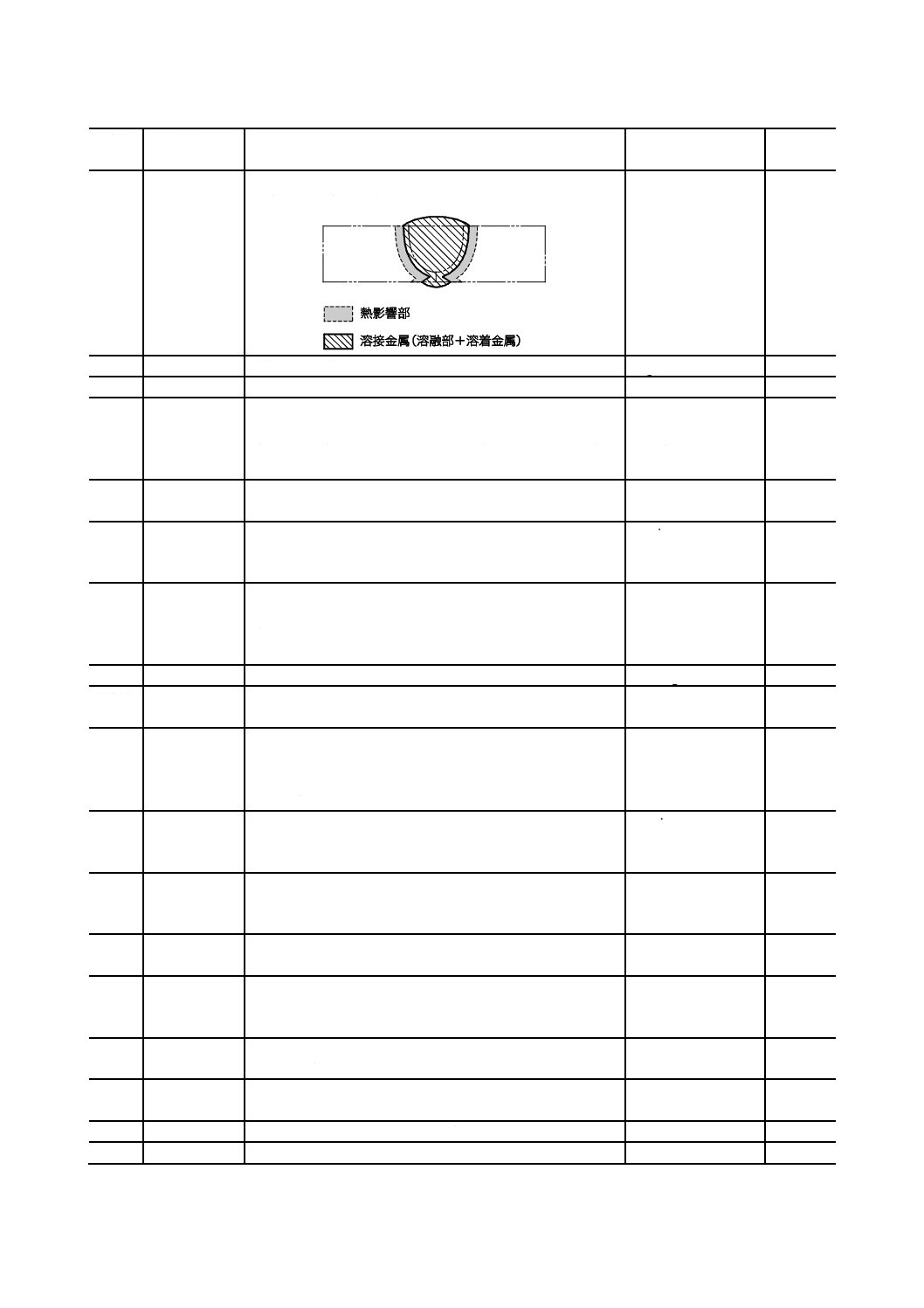
11203
溶接金属
溶接部の一部で,溶接中に溶融凝固した金属。抵抗溶接の
場合は,ナゲット(JIS Z 3001-6参照)という。
weld metal
2.1.2.1
11204
溶着金属
溶加材から溶接部に移行した金属。
deposited metal
2.1.2.4
11205
溶融部
溶接部の中で母材が溶融した部分。
fusion zone
2.1.2.6
11206
ボンド部
溶融部(溶接金属)と未溶融母材との境界の部分。溶融境
界部ともいう。
注記 固相溶接及びろう接のように溶接金属がない場合に
は,母材間の境界又は溶加材と母材との境界をいう。
fusion line,
weld interface,
weld junction
2.1.2.5
Annex B
11207
(母材の−)
溶接性
母材に最適と思われる溶接棒又は溶接ワイヤ,及び溶接方
法によって,良好な溶接を行うことができる母材の性質。
weldability
11208
(熱影響部の
−)最高硬
さ
溶接熱影響部における硬さの最高値。
maximum hardness
11209
残留応力
外力又は温度勾配がない状態で,構造物又は部材に残って
いる応力(JIS B 0190参照)。
注記 残留応力は,冷間加工又は溶接時若しくは熱処理時
の不均等な加熱・冷却によって生じる。
residual welding
stress
2.1.2.14
11210
溶接ひずみ
溶接によって部材に生じる変形。
welding distortion
11211
逆ひずみ
溶接による角変形その他の変形量を予測して,あらかじめ
逆方向に与えておく変形。
preset distortion
11212
溶接後熱処理 溶接,はんだ付,ろう付,溶射又は切断後に組み立てた溶
接構造物を加熱する処理。
注記 代表的な溶接後熱処理として,応力除去熱処理があ
る。
post-weld heat
treatment
2.4.16
11213
ピーニング
特殊なハンマーなどで溶接部を連続的に打撃して,表面層
に塑性変形を与える操作。例えば,表面層の引張残留応力
緩和の目的でも使用される。
peening
11214
溶接のまま
溶接したままの状態をいい,溶接後に溶接金属,熱影響部
などに熱処理,ピーニングなどによって材質的な変化を与
えていない状態。
as welded
2.1.2.9
11215
全溶着金属
希釈なしに溶着金属だけで構成される金属。
注記 全溶着金属試験のための溶着金属。
all-weld metal
2.1.2.7
11216
フェライトナ
ンバー
標準のオーステナイト系又は二相系(オーステナイト及び
フェライト)のステンレス鋼溶接金属のフェライト量を磁
気特性に基づく数値を規定した番号。略記号はFN。
ferrite number,
FN
2.1.2.10
11217
冶金的偏差
溶接の場合,溶接金属又は熱影響部の機械的特性及び/又
は金属組織を母材の特性と比較したときのずれ。
metallurgical
deviation
2.1.2.11
11218
希釈
母材溶融部と溶着金属とが混合している状態。全溶融量に
対する母材溶融量の割合で表す。
dilution
2.1.2.12
11219
希釈率
パーセントで表現した希釈の程度。
dilution rate
2.1.2.13
11220
耐荷重溶接部 負荷応力に耐えられるように設計された溶接部。
strength weld
2.1.2.15
5
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11221
継手効率
母材の強さに対する継手の強さの比率。パーセントで表さ
れる。
注記 JIS B 8265など圧力容器関係においては,別の定義
がある。
joint efficiency
2.1.2.16
4.1.3
継手種類
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11301
継手
部材間又は接合される部材の端間を結合したもの,又はそ
の結合部。
joint
2.1.4.1
11302
溶接継手
部材を溶接で一つにした結合部。
welded joint
2.1.4.2
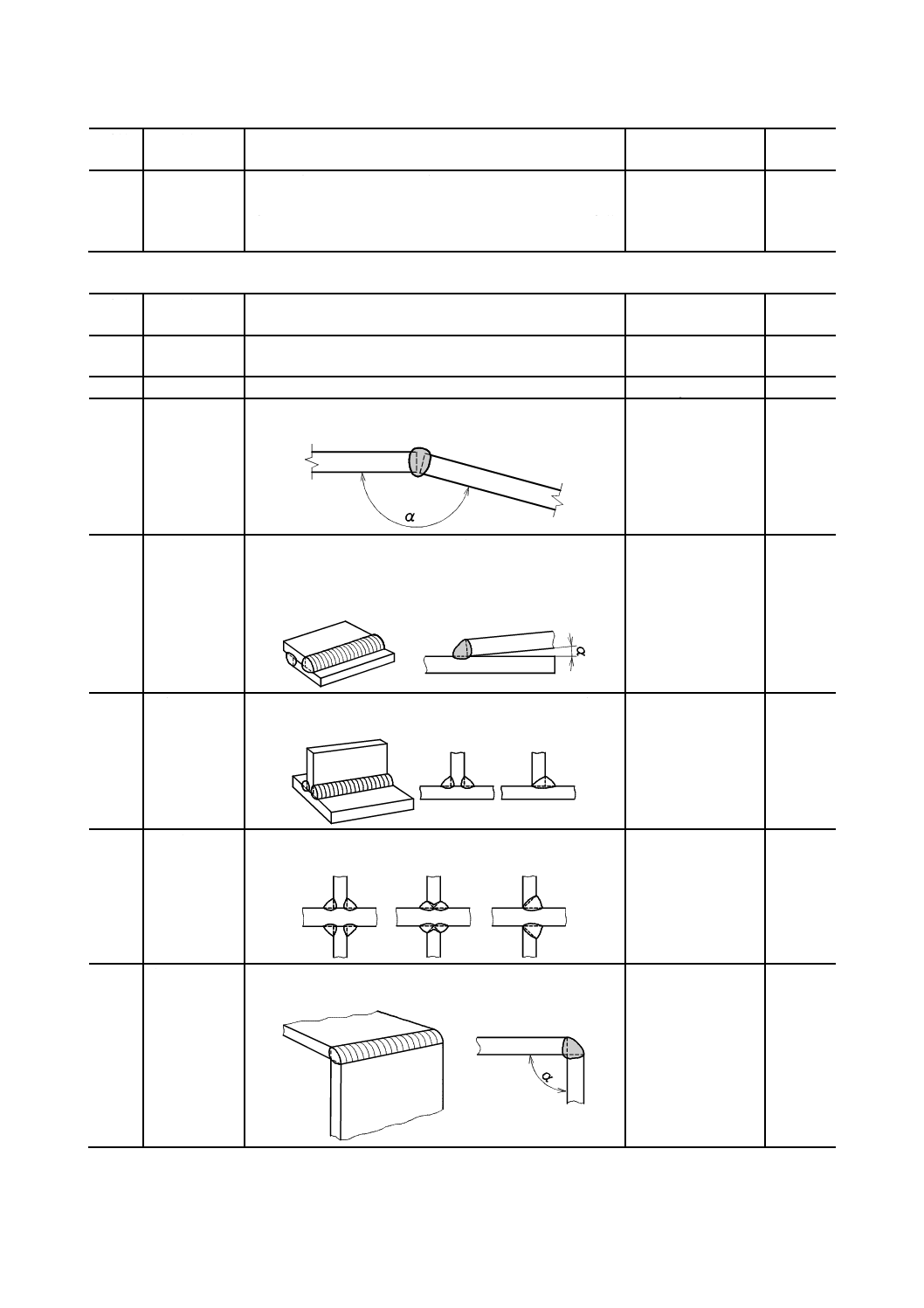
11303
突合せ継手
同一平面上に置かれた部品がお互いに135°≦α≦180°で
向き合っている継手。
butt joint
2.1.4.5
11304
重ね継手
部品がお互いに0°≦α≦5°の角度で平行に置かれ,かつ,
お互いに重なっている継手。
注記 これには,重ねすみ肉,スポット,シーム,ろう接
などの溶接が用いられる。
lap joint
2.1.4.7
11305
T継手
一つの板の端面を他の板の表面に載せて,T形のほぼ直角
となる継手。
T-joint
2.1.4.6
11306
十字継手
二つの部品が同一平面に向かい合って置かれ,第3の部品
がその間に直角に配置された継手。
cruciform joint
2.1.4.12
11307
角継手
二つの部品の端面を互いに30°<α<135°の角度で合わ
せた継手。
corner joint
2.1.4.9
6
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11308
スカーフ継手 I形開先の母材を互いに斜めにそいで溶接面を広くする継
手。主に,ろう付及び鍛接に用いる。
scarf joint
11309
せぎり継手
重ね継手の一方の部材及び/又は部品に段を付け,母材面
がほぼ同一平面になるようにした継手の形式。
joggled lap joint
11310
へり継手
二つの部品の端面を0°≦α≦30°の角度で合わせた継手。
edge joint
2.1.4.10
11311
フレア継手
円弧と円弧とで,又は円弧と直線とでできた開先形状部分
をもつ継手。
flare weld
11312
当て板継手
母材表面と当て板との端面のすみ肉溶接した継手。
注記 片側当て板継手と両側当て板継手とがある。
spliced joint
11313
すみ肉継手
ほぼ直交する二つの面を溶接する三角形状の断面をもつ継
手。
fillet weld joint
11314
多材継手
三つ以上の部品がお互いに必要な角度で合わせた継手。複
数材継手ともいう。
multiple joint
2.1.4.3
11315
並列継手
各部品を互いに平行に置いた継手。
注記 爆発クラッドで使用。
parallel joint
2.1.4.4
7
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11316
斜交継手
一つの部品が他の部品と5°以上で90°以下の鋭角な継
手。角度継手又はアングル継手ともいう。
注記1 すみ肉溶接では,角度は5°<α<45°である。
注記2 開先溶接では,角度は45°≦α<90°である。
すみ肉溶接
開先溶接
angle joint
2.1.4.8
11317
交差継手
二つの部品がお互いに交差する継手。
cross joint
2.1.4.11
11318
同質継手
溶接金属及び母材の機械的性質及び/又は化学成分に著し
い違いがない溶接継手。
注記 溶加材を使用しない同一母材の溶接継手は,同質で
あると考える。
homogeneous joint
2.1.4.13
11319
異質継手
溶接金属及び母材の機械的性質及び/又は化学成分が著し
く異なる溶接継手。
heterogeneous joint
2.1.4.14
11320
異材継手
母材同士の機械的性質及び/又は化学成分が著しく異なる
溶接継手。
dissimilar material
joint
2.1.4.15
4.1.4
開先加工
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11401
開先準備
溶接される部品端面上での(開先)面を準備する作業。
edge preparation
2.1.5.1
11402
継手準備
個々の部品が適正に準備し,組み合わせて部材を配置する
作業。溶接準備ともいう。
joint preparation,
weld preparation
2.1.5.2
11403
溶融面
溶接中に溶かされる母材の(元の)表面。
fusion face
2.1.5.3
11404
フェザーエッ
ジ
ルート面が完全に欠如している状態(の開先)。薄刃べり状
開先ともいう。
feather edge
2.1.5.4
11405
ギャップ
断面としてみた接合予定の端面,へり又は表面間の間隔。
エアギャップ又は隙間ともいう。
gap,
air gap
2.1.5.5
8
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11406
開先
(かいさき)
溶接する母材間に設ける溝。グルーブともいう。開先の標
準形状は,11407(I形開先)〜11415(H形開先)とする。
groove
11407
I形開先
形状がI形の開先。
I形
square groove
11408
V形開先
形状がV形の開先。
形状がX形の開先。
single V groove
11409
X形開先
double V groove
V形
ルート面(b)の比較的
大きな場合にはY形開
先と呼ぶことがある。
X形
11410
レ形開先
形状がレ形の開先。
形状がK形の開先。
レ形
K形
single bevel groove
11411
K形開先
double bevel groove
11412
J形開先
形状がJ形の開先。
形状が両面J形の開先。
J形
両面J形
single J groove
11413
両面J形開先
double J groove
11414
U形開先
形状がU形の開先。
形状がH形の開先。
U形
H形
single U groove
11415
H形開先
double U groove
11416
開先面
開先部分の表面。
groove face
11417
開先間隔
開先端部の最小間隔。
edge distance
2.1.5.6
11418
開先角度
11408,11409,11414及び11415の図中のθ°。
included angle,
groove angle
2.1.5.13
9
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11419
ベベル角度
11408〜11415の図中のφ°。
bevel angle
2.1.5.12
11420
開先深さ
11408〜11415の図中のd 。
groove depth
11421
ルート
溶接が行われる底の部分。
注記 開先溶接ではルート面の開先側の先端,すみ肉溶接
では板の表面同士の交点をいう。重ねすみ肉の場合
は,上板部材端面と下板表面との交点をいう。
root
2.1.5.7
11422
ルート面
11408〜11415の図中のb 。
root face
2.1.5.10
11423
ルート間隔
11407〜11415の図中のa 。
root gap,
root spacing
2.1.5.8
11424
ルート半径
11412〜11415の図中のr 。
root radius
2.1.5.9
11425
ランド
溶接プールを保持する溶融面。
注記 例えば,ルート面及びJ又はU開先の曲面部分の水
平な領域。
land
2.1.5.11
4.1.5
溶接の種類
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11501
スロット溶接 重ね合わせた母材の一方に開けた細長い溝に行う溶接。溝
溶接ともいう。
slot weld
2.1.6.14
11502
プラグ溶接
重ね合わせた母材の一方に開けた穴に行う溶接。栓溶接と
もいう。
plug weld
2.1.6.12
11503
回し溶接
すみ肉溶接において,母材の終端部を回して行う溶接。
boxing
11504
シール溶接
流体の漏れを防ぐことだけを目的とする溶接。漏れ止め溶
接ともいう。
seal weld
2.1.6.13
11505
補修溶接
寸法,形状の不整,欠陥部などを修正する溶接。
repair welding
11506
すみ肉溶接
重ね継手,T継手,角継手などにおいて,開先を設けるこ
となく部材間に三角形状の断面をもつ溶接。
fillet weld
2.1.6.11
11507
突合せ溶接
すみ肉溶接を除く溝開先又はI形開先の溶接。
butt weld
2.1.6.3
10
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11508
フレアベベル
溶接
曲面と曲面とで又は曲面と平面とでできた開先形状部分の
溶接。レ形フレア溶接ともいう。
flare-bevel weld,
flare groove weld
2.1.6.18
3.20-
(ISO
2553)
11509
フレアV溶接 曲面と曲面とで又は曲面と平面とでできた開先形状部分の
溶接。V形フレア溶接ともいう。
flare-V weld
2.1.6.19
3.21-
(ISO
2553)
4.1.6
溶接設計
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11601
溶接記号
溶接施工方法を図によって指示するための記号。
welding symbol
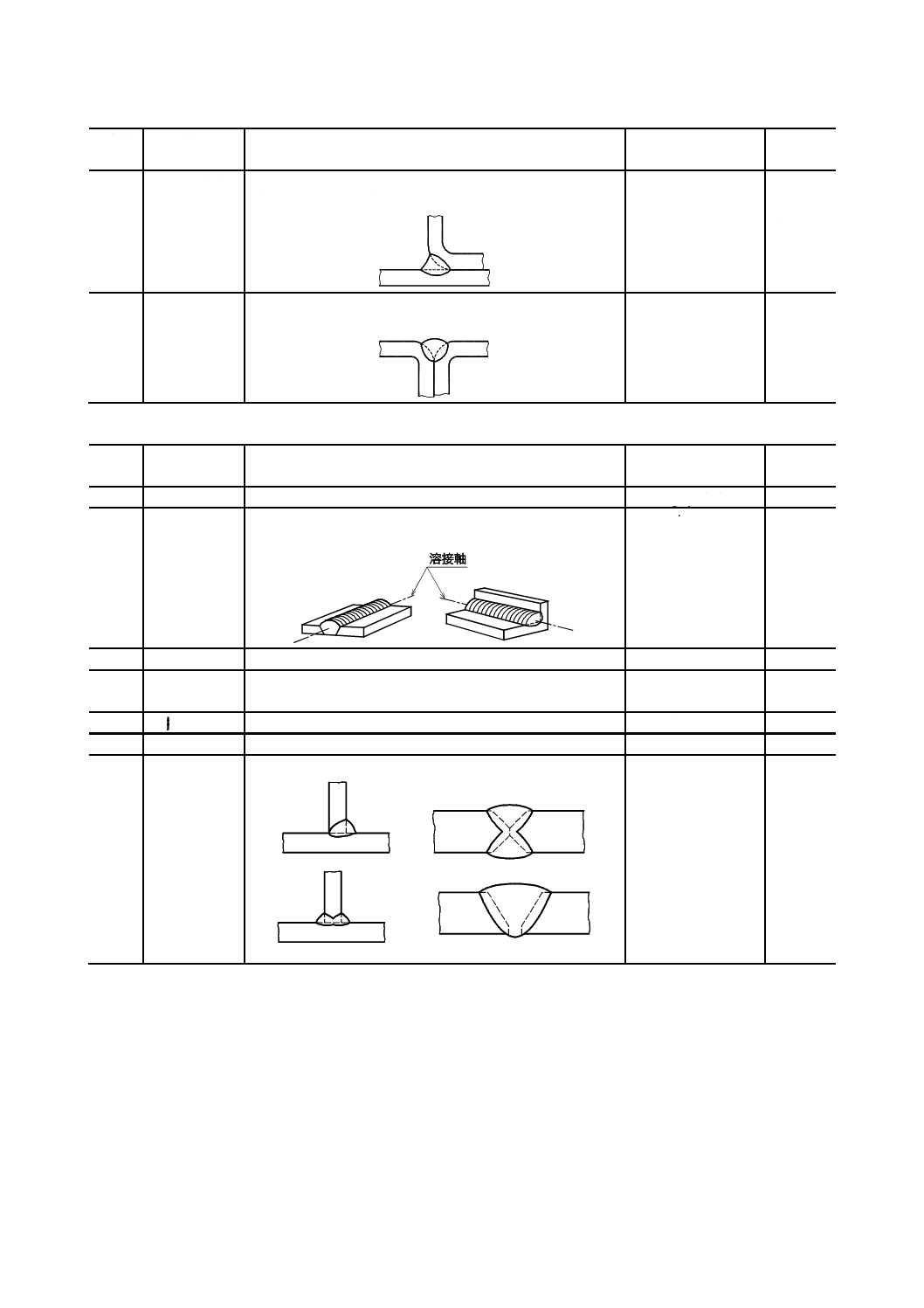
11602
溶接軸
溶接線に直角な溶接部の断面の図心を通し,その断面に垂
直な線。
weld axis
11603
溶接線
ビード又は溶接部を一つの線として表すときの仮想線。
weld line
11604
溶接の有効長
さ
計画寸法どおりの断面が存在する溶接部の全長。
effective length of
weld
11605
溶接幅
溶接部表面の止端間の最短距離。
weld width
2.1.7.1
11606
公称厚さ
公差を含まない材料標準の指示された厚さ。
nominal thickness
2.1.7.7
11607
完全溶込み溶
接
継手の板厚の全域にわたって完全に溶け込んだ溶接(部)。
T継手
突合せ継手
full penetration weld 2.1.6.1
11
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
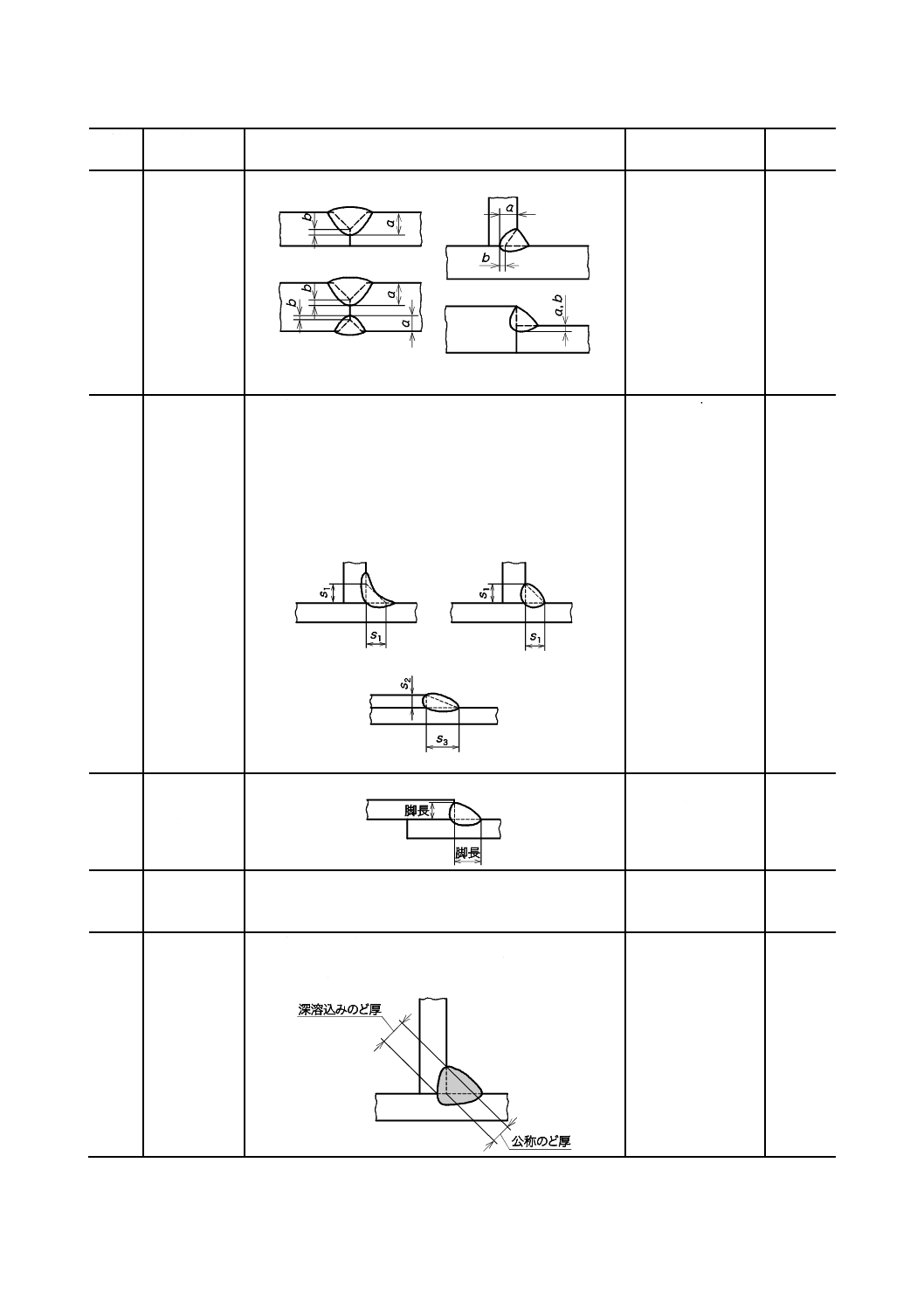
11608
部分溶込み溶
接
溶込みが,意図的に完全溶込み状態より浅くした溶接(部)。
a:継手の部分溶込み
b:ルートの部分溶込み
partial penetration
weld
2.1.6.2
11609
すみ肉のサイ
ズ
すみ肉の溶接金属の大きさを示すために用いる寸法。
注記1 図中,S1,S2及びS3のように等脚及び不等脚の場
合がある。
注記2 等脚の場合には,すみ肉溶接金属の横断面内に描
くことのできる最大直角二等辺三角形の等辺の長
さ(S1)であり,不等脚の場合には,すみ肉溶接
金属の横断面内に描くことのできる最大直角三角
形の直角を挟む二辺の長さ(S2,S3)である。
等脚凹すみ肉溶接
凸すみ肉溶接
不等脚すみ肉溶接
fillet weld size
11610
(すみ肉の
−)脚長
(きゃくち
ょう)
継手のルートからすみ肉溶接の止端までの距離。
leg length,
leg (−of a fillet
weld)
2.1.7.5
11611
(すみ肉の
−)のど厚
(あつ)
すみ肉溶接部の厚さを表す値。
throat thickness,
throat (−of a fillet
weld)
2.1.7.6
11612
(すみ肉の
−)公称の
ど厚
すみ肉溶接に内包される最大の二等辺三角形から求めたの
ど厚。この値は,設計に用いる。(すみ肉の)設計のど厚,
又は(すみ肉の)理論のど厚(11613の図参照)ともいう。
nominal throat
thickness,
design throat
thickness (−of a
fillet weld),
theoretical throat
2.1.7.8
2.1.7.12
12
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
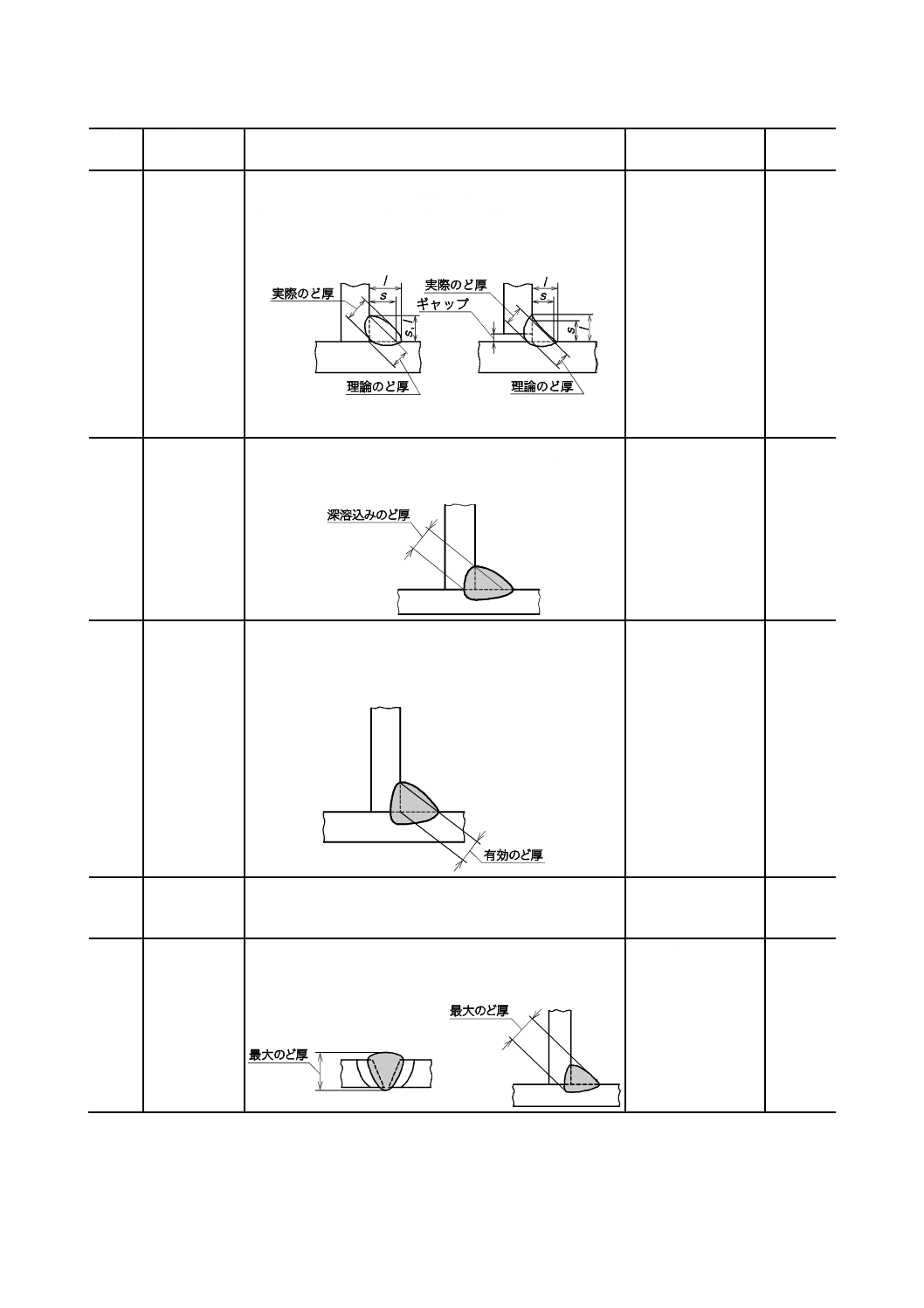
11613
(すみ肉の
−)実際の
ど厚
実際に溶接された部分ののど厚。すみ肉溶接の場合は,断
面のルートから表面までの最短距離とする。ルート部まで
溶込みが届かない場合は,溶融金属の最下部から表面まで
の最短距離とする。
注記 実際ののど厚は,設計のど厚の指示に依存する。
l:脚長
s:サイズ
actual throat
thickness
2.1.7.11
11614
(すみ肉の
−)深溶込
みのど厚
(すみ肉溶接の)溶接深さ又は継手溶込み深さの位置を原
点として,公称のど厚又は有効のど厚の表面側線の位置ま
で測った厚さ。
deep penetration
throat thickness
2.1.7.9
11615
(すみ肉の
−)有効の
ど厚
設計上用いるすみ肉溶接に内包される最大の三角形の高
さ。
注記 鋼構造設計基準では,通常,等脚すみ肉を前提とし,
すみ肉サイズの1/√2の値とする。
effective throat
thickness
2.1.7.10
11616
(すみ肉の
−)設計の
ど厚
設計者の指示によるのど厚。
design throat
thickness
2.1.7.12
11617
最大のど厚
すみ肉溶接部で溶込みの一番深い場所又は突合せ溶接の溶
込み先端から余盛を含む溶接金属の一番高い位置までの距
離。通常は,断面から測定する。溶接厚さともいう。
weld thickness,
maximum throat
thickness
2.1.7.2
Annex B
3.17-
(ISO
17659)
13
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
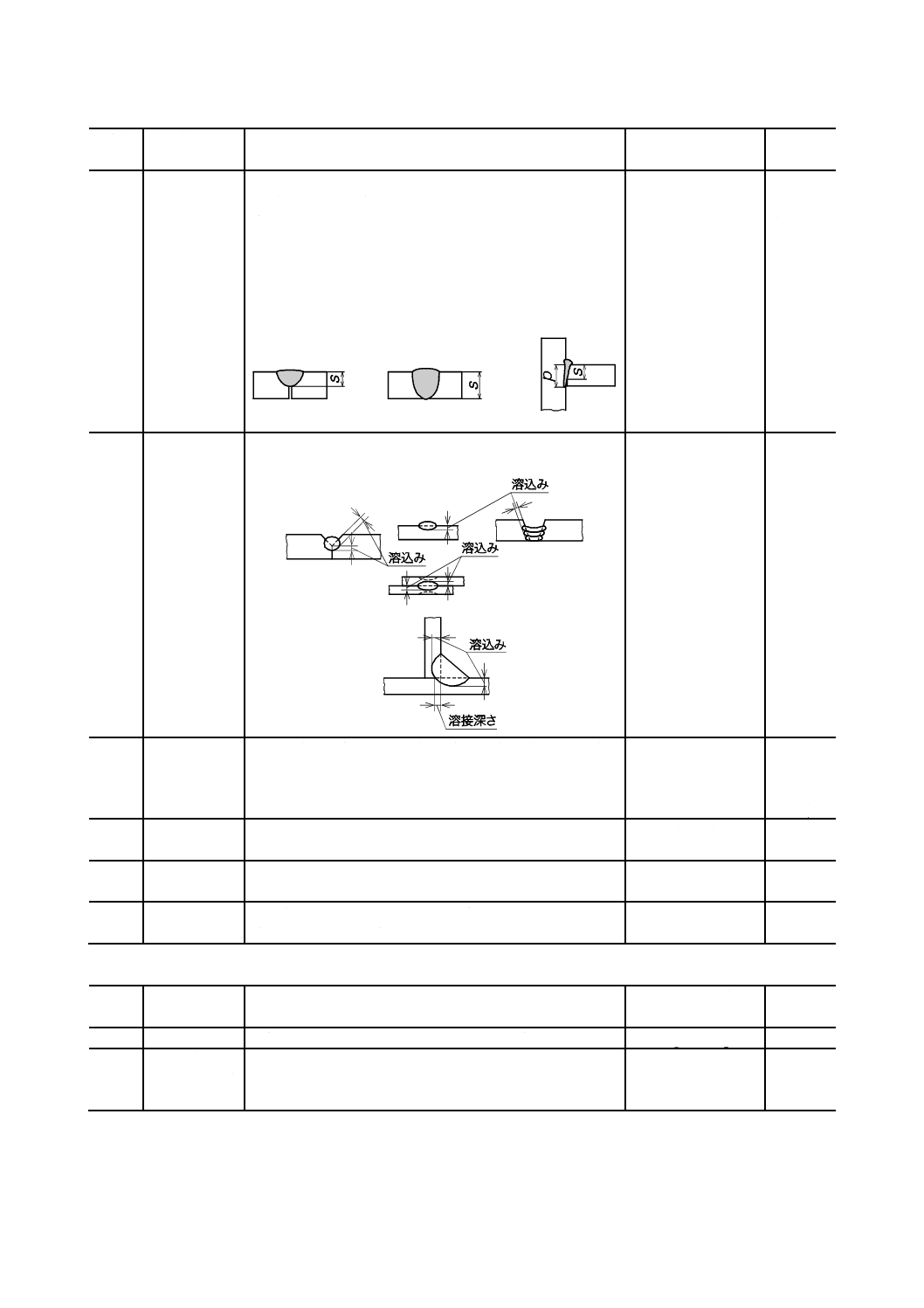
11618
溶接深さ(S) 突合せ溶接の余盛を除く実際に溶接された継手の部分の深
さ(長さ)。継手溶込み深さともいう。
注記 継手強度に寄与する溶接の深さ(s)であって,開先
溶接において開先面が溶融している部分の余盛を除
いた溶接表面から測った最長距離。完全溶込み溶接
では板厚に等しい。ビーム溶接などでは,設計の溶
込み深さ(p)と溶接深さ/実際の継手の溶込み深さ
(s)とが一致しないことがある(下図参照)。
a) 部分溶込み溶接
b) 完全溶込み溶接
c) ビーム溶接
penetration depth,
joint penetration
2.1.7.4
3.18-
(ISO
2553)
11619
溶込み
母材の溶けた部分の最頂点と,溶接中に母材又は前の溶接
層で溶けた範囲の先端位置との距離。
fusion penetration,
penetration depth of
fusion
2.1.7.3
11620
溶込み深さ
余盛を除いた溶接金属の(板厚方向に溶けた)厚さ。溶接
金属の厚さともいう。
penetration depth,
deposit thickness,
weld metal thickness
2.1.7.4
3.30-
(ISO
15607)
11621
三次元熱伝導 溶接中の板表面方向及び板厚方向へ生じる熱伝導。
three-dimensional
heat flow
Annex B
11622
二次元熱伝導 溶接中の板の平面方向だけに生じる熱伝導。
two-dimensional
heat flow
Annex B
11623
遷移板厚(dt) 熱伝導が二次元から三次元に移り変わる板厚。
注記 dtは入熱に依存する。
transition thickness
Annex B
4.1.7
溶接施工
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11701
溶接技術
電極,トーチ又は類似な装置を操作する技術。
welding technique
2.1.8.2
11702
(重ね継手の
−)オーバ
ラップ
重ね継手で板が重なった部分の両板端間の最短距離。
overlap (−of lap
joint)
2.1.8.15
14
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11703
(マルチパス
溶接の−)
オーバラッ
プ
マルチパス溶接で,隣接する溶接パス(73101)によって再
溶融した溶接パスの部分。
overlap (−of
multirun welding)
2.1.8.16
11704
タック溶接
本溶接の前に,定められた位置に母材を保持するための断
続的な位置決めのための溶接。
注記 一時的溶接を含めて仮付溶接又は組立溶接ともい
う。
tack weld,
tack welding
2.1.8.31
2.1.8.32
11705
タック溶接位
置
部材上のタック溶接の位置。
tack weld location
Annex B
11706
タックラン
本溶接する前に適正なアライメントで溶接される部品を固
定するために行う溶接パス。タックパスともいう。
tacking run,
tacking pass
2.1.8.33
11707
メルトラン
溶加材は使用しないで,母材表面にフレーム,アーク,電
子ビーム,レーザなどの溶接熱源を走査し,形成したビー
ド。なめ付け溶接ともいう。
melt run
2.1.8.8
11708
ビードオンプ
レート
母材表面に溶加材を用いて行う1パス溶接。BOP溶接とも
いう。
bead on plate
2.1.8.7
11709
化粧盛
外観をいっそうよくするために溶接部の表面を再溶融させ
るパス。
cosmetic pass,
cosmetic run,
wash pass
2.1.8.12
11710
溶接サイクル 溶接を完成するための一連の作業。
welding cycle
2.1.8.34
11711
溶接姿勢
溶接するときの溶接部に対する姿勢(JIS Z 3011参照)。
注記 溶接技能者自身が溶接のためにとる作業姿勢のこと
ではなく,溶接技能者と溶接線との位置関係によっ
て下向,横向,立向及び上向に区分する。
welding position
2.1-
(ISO
6947)
15
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
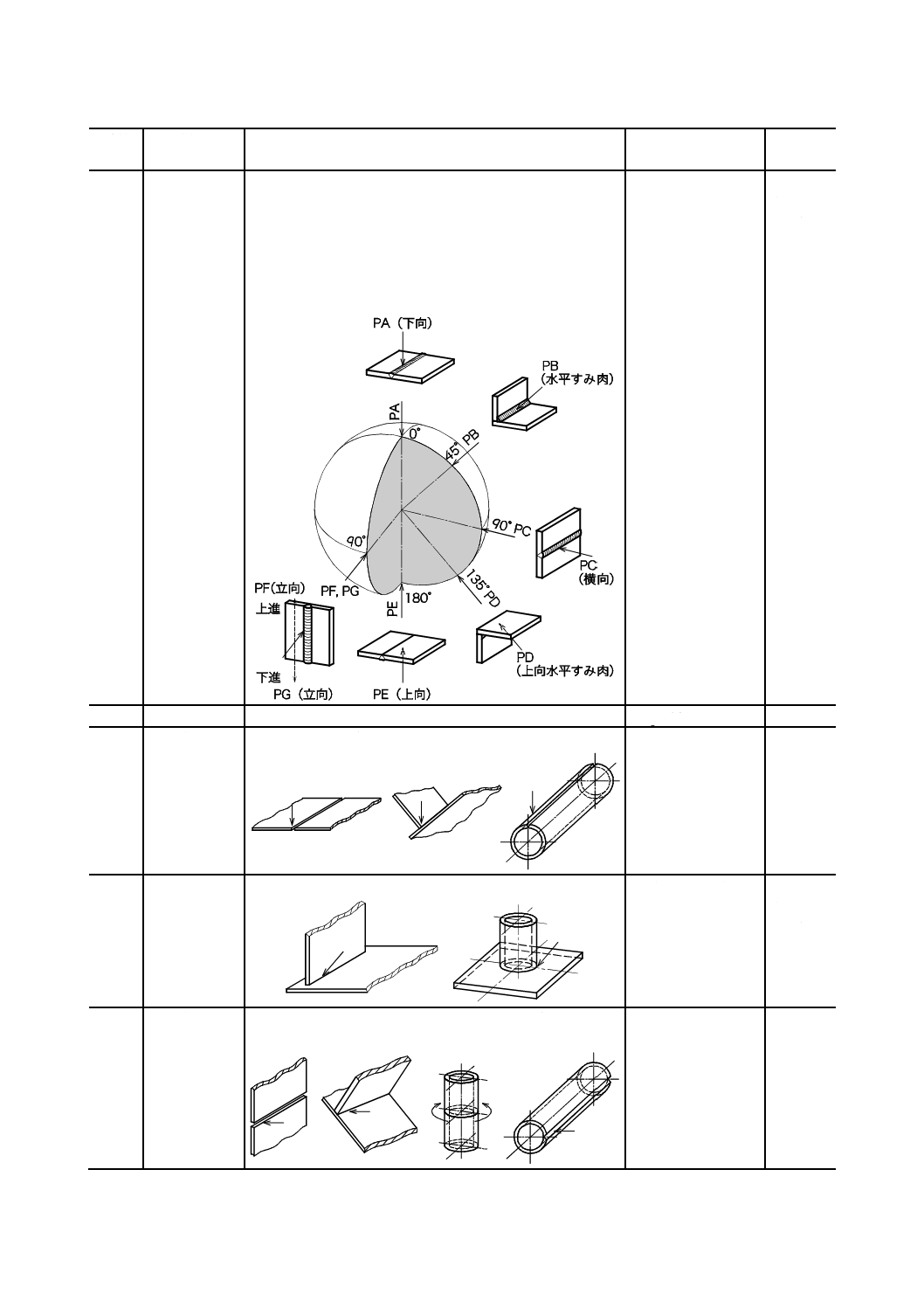
11712
基準溶接姿勢 各溶接姿勢の基準の位置となる姿勢。下図に規定する記号
PA(下向),PB(水平すみ肉),PC(横向),PD(上向水平
すみ肉),PE(上向),PF(立向上進)又はPG(立向下進)
がある。
溶接技能者の試験などに採用される固定管の溶接ではPH
(上進溶接),PJ(下進溶接)及びPK(環状溶接)も基準
溶接姿勢とみなす(JIS Z 3011参照)。
main welding
position
2.2-
(ISO
6947)
11713
全姿勢
下向,横向,立向及び上向の全ての姿勢の総称。
all position
11714
下向姿勢
下方にある溶接線を上方から溶接する溶接姿勢。
flat position
3-
(ISO
6947)
11715
水平すみ肉姿
勢
下方にあるすみ肉継手を斜め上方から行う溶接姿勢。
horizontal vertical
position
3-
(ISO
6947)
11716
横向姿勢
溶接面がほぼ鉛直で溶接軸がほぼ水平な溶接線を横方向か
ら溶接する溶接姿勢。
horizontal position
3-
(ISO
6947)
16
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
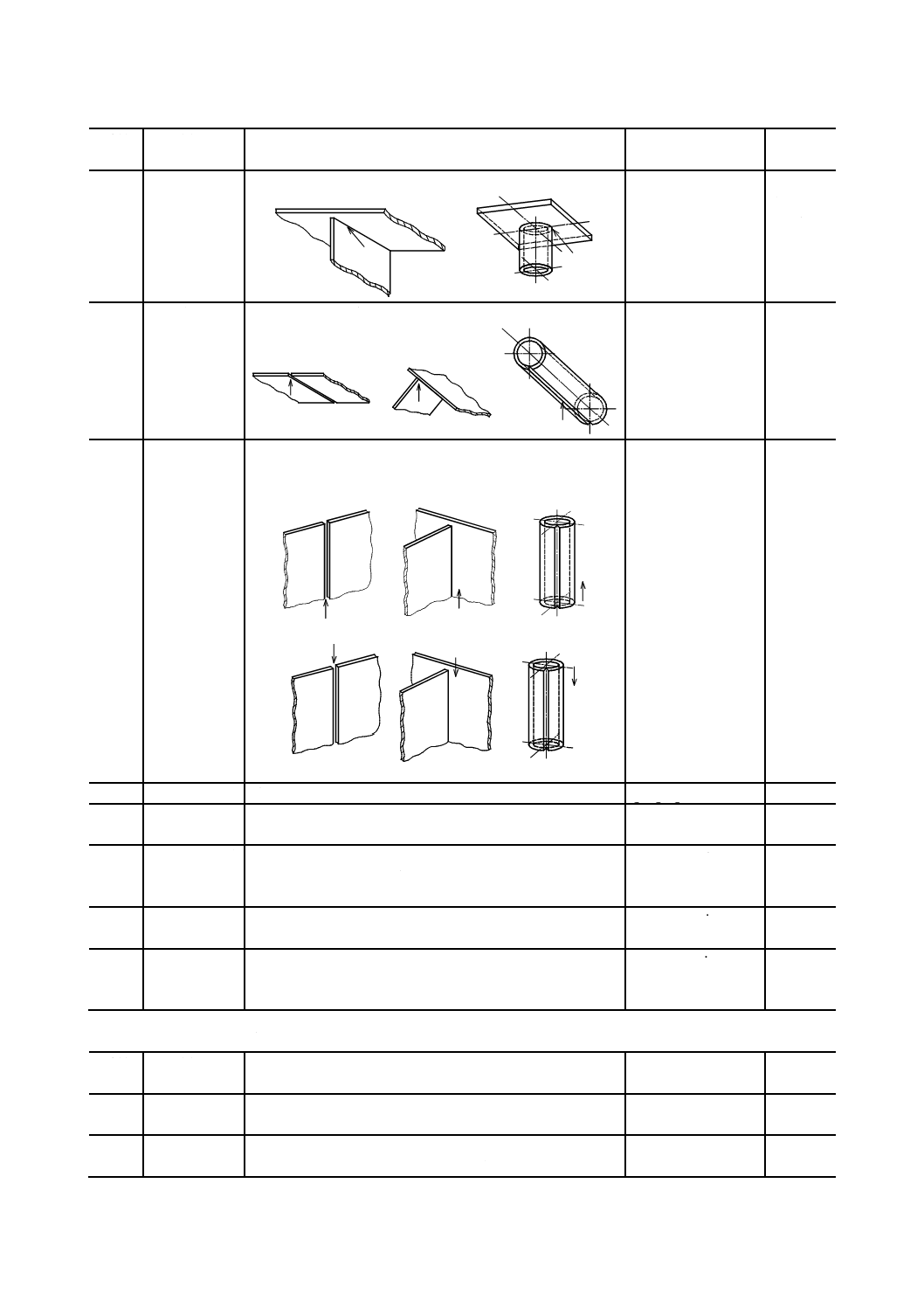
11717
上向水平すみ
肉姿勢
上方にあるすみ肉継手を斜め下方から行う溶接姿勢。
horizontal overhead
position
3-
(ISO
6947)
11718
上向姿勢
上方にある溶接線を下方から溶接する溶接姿勢。
overhead position
3-
(ISO
6947)
11719
立向姿勢
溶接面及び溶接軸がほぼ鉛直である溶接線を側面から溶接
する溶接姿勢。溶接する方向によって立向上進と立向下進
とに区分する。
vertical position
3-
(ISO
6947)
立向上進
vertical up position
立向下進
vertical down
position
11720
ガウジング
溶融又は燃焼で溝を形成する熱切断法。
gouging
2.1.1.13
11721
アークガウジ
ング
アーク切断法を応用したガウジング。
arc gouging
2.1.1.14
11722
エアアークガ
ウジング
炭素電極及び圧縮空気を用いて,アーク熱で溶かした金属
を圧縮空気で連続的に吹き飛ばして金属表面に溝を掘る方
法。
air-arc gouging
2.1.1.15
11723
ガスガウジン
グ
ガス炎で溶融した金属を,高圧酸素で酸化させるとともに
吹き飛ばして,金属表面に溝を掘る方法。
oxygen gouging
11724
プラズマガウ
ジング
プラズマアーク(移行式アーク又は非移行式アーク)の熱
で溶かした金属をプラズマジェットで連続的に吹き飛ばし
て金属表面に溝を掘る方法。
plasma gouging
4.1.8
サーフェシング
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11801
サーフェシン
グ
所要の性質,寸法などを得るために母材表面に金属などの
層を加える作業。
surfacing
2.1.9.1
11802
下盛
(したもり)
肉盛溶接を行うときに,割れ及び剝離を防ぐために,あら
かじめ割れにくい金属を母材面に溶着させる溶接。
underlaying
17
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11803
肉盛溶接
母材表面に硬化,耐食,補修,再生などの目的に応じた所
要の組織及び寸法の金属などの層を加える溶接。
overlay welding
2.1.9.2
11804
耐食肉盛
母材表面にステンレス鋼,ニッケル,ニッケル合金などの
耐食・耐熱合金を溶着させる肉盛溶接。
corrosion resistant
overlay welding
2.1.9.4
11805
耐熱肉盛溶接 耐熱性を向上するためのクラッド化を利用する肉盛溶接。 heat resistant
overlay welding
2.1.9.3
11806
硬化肉盛
摩耗に耐え得るように,母材表面への硬い金属層を溶着さ
せる溶接。
hardfacing
2.1.9.8
11807
バタリング
母材成分その他の影響を防ぐため,溶接前に開先面へ,バ
ターを塗るようにあらかじめ溶接金属の層を形成する肉盛
溶接。
buttering
2.1.9.5
11808
バッファリン
グ
化学成分が大きく異なる材料を溶接する前に行うバタリン
グ。
buffering
2.1.9.6
11809
帯状電極肉盛
溶接
帯状電極を用いた肉盛溶接。溶接方法として,サブマージ
アーク溶接法とエレクトロスラグ溶接方法とがある。バン
ド溶接ともいう。
strip surfacing,
strip cladding,
surfacing with stlip
electrode
2.1.9.9
11810
クラッド加工
処理
クラッド加工でサーフェシングする処理。
注記1 クラッド加工は,複数の異なる金属材料を貼り合
わせる加工をいう。
注記2 クラッド溶接には,肉盛溶接,ホットロール,爆
発圧接などがある。
cladding process
2.1.9.11
11811
クラッド材料 クラッド材を作るために母材の上に溶着させる別の材料。 cladding
2.1.9.10
11812
クラッド鋼
2種類以上の異なる材料を組み合わせた材料が,クラッド
加工処理によって剝がせないように接合された鋼材。
clad steel
2.1.10.11
4.1.9
溶接管理
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11901
溶接管理
全ての溶接及び溶接関連業務に関する生産活動の管理。
welding coordination 2.5.1
11902
溶接検査
計測又は試験を適切に用いた観察及び判定による溶接関連
事項の適合性評価。
注記 溶接検査は,溶接管理の一部である。
welding inspection
2.5.2
11903
溶接施工法
溶接作業を行う上で,遵守するように定められた一連の行
為。母材,溶接材料,加工,予熱(必要に応じ),溶接方法
及び溶接後熱処理方法(適用する場合),並びに必要な使用
設備に関する事項を含む。
welding procedure
2.5.3
11904
承認前の溶接
施工要領書
溶接施工法試験によって承認すべき確認項目を記載した文
書。略記号はpWPS。
preliminary welding
procedure
specification,
pWPS
2.5.6
11905
溶接施工要領
書
製品溶接での再現性を保証するために,溶接施工に要求す
る確認事項を記載し,承認された文書。略記号はWPS。
welding procedure
specification,
WPS
2.5.4
11906
標準溶接施工
要領書
検査員又は検査機関によって承認された溶接施工要領書。
略記号はSWPS。
注記 いずれの製造事業者もこの施工法を使用してもよ
い。
standard welding
procedure
specification,
SWPS
2.5.5
18
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11907
溶接施工法試
験
溶接施工要領書を承認するために,承認前の溶接施工要領
書(pWPS)に従って,標準化した試験材を作製して行う試
験(JIS Z 3420参照)。溶接施工法確認試験ともいう。
welding procedure
test,
welding procedure
qualification test
2.5.7
11908
溶接施工法承
認記録
承認前の溶接施工要領書(pWPS)を承認するために必要と
する全てのデータを含む記録。略記号はWPQR,PQR又は
WPAR。
welding procedure
qualification
record,
WPQR,
PQR,
WPAR
2.5.12
11909
過去の溶接実
績
製造事業者が確立した製造の溶接施工要領で,許容される
品質の溶接を一定期間継続して行ってきたことを証明する
試験データ。
previous welding
experience
2.5.13
11910
製造前溶接試
験
溶接施工法試験と同じ機能をもつ溶接試験。製造の条件を
代表するが,標準化した試験材を使わずに行う試験である
(JIS Z 3420参照)。
pre-production
welding test
2.5.8
11911
プロダクショ
ンテスト
通常の製造が行われる前又は途中で,実際の製造物又は簡
易化した試験片を用いて生産現場と同じ環境で行われる溶
接試験。
production test,
production weld test
2.5.11
11912
承認範囲
必須確認項目についての承認の範囲。
range of qualification 2.5.18
11913
溶接確認項目 溶接に関連する確認項目。必須確認項目及び付加的確認項
目がある。
welding variable
2.4.2
11914
必須確認項目 溶接施工法又は溶接技能者の技量の承認のために必要な溶
接確認項目。
essential variable
2.4.4
11915
付加的確認項
目
溶接施工法の承認は必要ないが,溶接施工要領書に記載さ
れる溶接確認項目。
non-essential
variable,
additional variable
2.4.5
11916
溶接パラメー
タ
指定された溶接施工に関連した溶接作業の遂行に必要な情
報。
注記 溶接パラメータの例としては,溶接材料,溶接電流,
アーク電圧,溶接電圧,溶接速度,予熱・後熱の温
度及び時間,パス間温度,溶接順序などがある。
welding parameters
2.4.1
11917
溶接関連条件 溶接が行われる関連諸条件。
注記 溶接関連条件には環境要素(例えば,天候),応力及
び人間工学的要素[例えば,ノイズ,熱,狭あい(隘)
な作業環境]及び部材関連要素(例えば,母材,開
先準備及び溶接施工)などが含まれる。
welding conditions
2.5.14
11918
作業指示
作業場において,直接使用に適するよう溶接施工要領を簡
明に記した指示。
work instruction
2.5.16
11919
製品溶接
最終ユーザに手渡すまでの製造工程で行われる溶接。
production welding
2.5.15
11920
目的適合性
仕様条件に基づいて定義された目的にかなう製品,加工又
はサービスの能力。供用適合性ともいう。
fitness-for-purpose
2.5.19
11921
機能試験
溶接施工要領書(WPS)に従った溶接ユニットのセットア
ップ試験。
function test
2.5.9
11922
抜取検査
連続的な生産ロットから抜き取った溶接サンプルの検査。 production sample
testing
2.5.10
11923
溶接バッチ
同じ溶接施工法を用いて,同一の溶接技能者又は溶接オペ
レータで作られた幾つかの溶接物。溶接ロットともいう。
weld batch
2.5.21
19
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
11924
品質レベル
溶接部において,選定した不完全部の種類,寸法及び大き
さ(量)に関して要求される品質の水準。
quality level
2.5.17
11925
適格性が確認
された要員
力量及び知識が,教育,訓練及び/又は関連する実際的な
経験によって獲得されている要員。
注記 力量及び知識のレベルを証明するために,適格性確
認試験を要求してもよい。
qualified person
2.5.22
11926
溶接管理技術
者
溶接管理の実施に責任及び力量をもつ技術者。
welding coordinator,
welding coordination
personnel
2.5.23
Annex B
11927
溶接技術検定 溶接技能者として適切な技量の有無の検定。
welding performance
qualification
11928
溶接技能者
溶接ホルダ,溶接ガン,トーチ又は吹管を手に持って溶接
する要員(JIS Z 3420参照)。
welder
2.5.24
11929
溶接オペレー
タ
自動又は全自動溶接の溶接パラメータを制御・調節する人。 welding operator
2.5.25
11930
溶接セッタ
自動溶接又は全自動溶接の溶接装置を設定及び/又は調整
する人。
注記 抵抗溶接の場合は,JIS Z 3420参照。
weld setter
2.5.26
11931
溶接インスペ
クタ
溶接検査に責任をもって対応できる認証された人。
welding inspector
2.5.28
11932
製造事業者
溶接を用いた製造に対して責任のある人又は組織(JIS Z
3420参照)。
manufacturing
organization
2.5.27
11933
検査員
適用規格に合致しているかどうかを検証するために任命さ
れている人(JIS Z 3420参照)。
注記 場合によっては,外部の独立検査員(の採用)を要
求することができる。
examiner
2.5.29
11934
検査機関
適用規格に合致しているかどうかを検証するために委託さ
れている組織(JIS Z 3420参照)。
注記 場合によっては,外部の独立検査機関(の採用)を
要求することができる。
examining body
2.5.30
4.2
試験
4.2.1
試験一般
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12101
試験
評価の対象である特性を手順に従って明確にする作業。
test,
testing
12102
試験材料
試験材として使用する母材(11110参照)。
test material
12103
試験材
試験で使われる溶接(11101参照)された材料。
test piece
2.2.1.5
12104
試験片
破壊試験を行うために,試験材から規定の形状・寸法に加
工された材料。
test specimen
2.2.1.6
12105
試験部
試験対象となる溶接金属及び熱影響部を含んだ部分。
test area
12106
外観試験
目視及び寸法検査によって外観の良否を検査する試験。
appearance test,
appearance testing
12107
目視試験
試験体の表面性状(形状,色,粗さ,欠陥の有無など)を,
直接又は拡大鏡を用いて肉眼で調べる試験。略記号はVT。
visual test,
visual testing,
VT
20
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12108
マクロ試験
溶接部の断面又は表面を研磨又は腐食液で処理し,肉眼又
は低倍率の拡大鏡で観察して,溶込み,熱影響部,欠陥な
どの状態を調べる試験。
macroscopic
examination,
macroscopic test
2.2.1.1
12109
ミクロ試験
溶接部の断面を研磨後に腐食液で組織を現出させ,顕微鏡
によって金属組織などを調べる試験。
microscopic
examination,
microscopic test
2.2.1.2
12110
(溶接材料の
−)溶接作
業性試験
溶接材料の使用性能を調べるため,溶接を行ってアーク,
溶融池,スラグ,スパッタ,ヒュームなどの状態を観察す
る試験。
welding performance
test
12111
試験団体
破壊試験又は非破壊試験を遂行する内部又は外部の組織。 testing organization
2.2.1.7
12112
全溶着金属試
験
全溶着金属の特性を把握する試験。
all-weld metal test
2.2.1.3
12113
全溶着金属試
験片
試験する必要のある部分から採取した全溶着金属からでき
ている試験片。
all-weld metal test
specimen
2.2.1.4
4.2.2
溶接性試験
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12201
溶接性試験
母材の溶接性(11207)を調べる試験。
weldability test
12202
溶接割れ試験 溶接金属又は母材の割れ感受性を決める試験。
cracking test,
weld cracking test
2.2.2.1
12203
スリット形溶
接割れ試験
スリット形の開先のある試験板に試験溶接を行うことによ
って,溶接金属が凝固するときの収縮と,周囲の試験板の
拘束とで割れを起こしやすくするように工夫された試験。
slit type weld
cracking test
12204
U形溶接割れ
試験
試験板の開先形状をU形としたスリット形溶接割れ試験
(JIS Z 3157参照)。
U-groove weld
cracking test
12205
y形溶接割れ
試験
試験板の開先形状を斜めのy形としたスリット形溶接割れ
試験(JIS Z 3158参照)。
y-groove weld
cracking test
12206
丸棒形溶接割
れ試験
2本の丸棒形試験材を密着し拘束した後,その境界部に溶
接を行うことによって溶着金属の割れ感受性を調べる試
験。
round bar weld
cracking test
12207
T継手溶接割
れ試験
T形に組み合わせた2枚の鋼板を,すみ肉溶接して行う割
れ試験。
T-joint weld cracking
test
12208
指形(ゆびが
た)溶接割
れ試験
数個の短冊状の試験板を横に並べて互いに強く締め付けた
うえでビード溶接を行い,溶接ビード内の高温割れを調べ
る試験。
finger (type weld
cracking) test
12209
十字継手溶接
割れ試験
3枚の鋼板を十字形に組み合わせ,その4か所のすみ肉に
順次にビード溶接を行い,それらの溶接部の割れ発生状態
を調べる試験。
cruciform joint weld
cracking test
12210
窓形拘束溶接
割れ試験
厚板で作った窓のある大きい枠に試験板を拘束溶接したも
のに試験溶接を行い,主に高張力鋼溶接継手の横割れ感受
性を調べる試験。
window type restraint
weld cracking test
12211
重ね継手溶接
割れ試験
2枚の試験板を重ねて両側を固定溶接した後に,左右両側
にすみ肉の試験溶接を行い,2本の試験ビードの横断面を
研磨して割れを調べる試験(JIS Z 3154参照)。CTS試験と
もいう。
controlled thermal
severity test,
CTS test
21
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12212
インプラント
形溶接割れ
試験
鋼板に挿入した円周切欠き付丸棒試験片上を,その切欠き
部がちょうど熱影響部になるようにアーク溶接し,溶接後,
丸棒に定荷重引張りを与え,熱影響部に割れが発生しない
限界引張応力値を求める試験。インプラント試験ともいう。
implant cracking test,
implant test
12213
C形ジグ拘束
突合せ溶接
割れ試験
特殊なC形ジグに突合せ試験片をボルトで締め付けて拘束
して行う割れ試験(JIS Z 3155参照)。フィスコ試験ともい
う。
FISCO test
12214
展開式すみ肉
溶接割れ試
験
2枚の試験板の表面,縁相互又は縁と表面とを溶接しなが
ら一方又は両方の試験板を回転し,溶接金属に収縮又は伸
長方向の曲げによるひずみを与えることによって,溶接棒
の高温割れ感受性を調べる試験。
angle expanding type
weld cracking test
for fillet weld
12215
ビード下割れ
試験
鋼板にビードを置き,その縦断面を研磨してビードの下側
に生じるミクロ割れを調べる試験。
underbead cracking
test
12216
溶接熱影響部
最高硬さ試
験
溶接熱影響部の硬さのうちでボンド部に近接した部分に生
じる最も高い硬さの値を調べる試験(JIS Z 3101参照)。
maximum hardness
test in weld
heat-affected zone
12217
テーパ硬さ試
験
鋼板の溶接熱影響部の硬化性を調べるため,テーパ試験片
を用いて冷却時間と最高硬さとの関係を求める試験(JIS Z
3115参照)。
tapered plate hardness
test
12218
溶着金属試験 溶加材の性能試験の目的で,試験する部分が全て溶着金属
からなる試験片で行う試験。
deposited metal test
12219
溶接継手試験 母材と溶接金属とが一体となった状態で溶接継手の性能を
調べる試験。
welded joint test
12220
再現熱影響部
試験
母材に溶接熱影響部と同じ熱サイクルを与えて,その部分
の諸性質を調べる試験。
synthetic heat-affected
zone test
12221
水素量試験
溶着金属又は溶接金属中の含有拡散性の水素の定量を行う
試験。
注記 ガスクロマトグラフ法とグリセリン置換法とがある
(JIS Z 3118参照)。
hydrogen
determination test
12222
低温割れ試験 母材,溶接金属及び溶接継手の低温割れ感受性を決める割
れ試験。
cold cracking test
2.2.2.2
12223
高温割れ試験 高温割れ感受性を決める割れ試験。
hot cracking test
2.2.2.3
12224
検査済溶接材
料
溶接材料に関する規格に従って検査された溶接材料とその
組合せ。検査済み溶接消耗品ともいう。
tested welding
consumable
2.2.2.4
4.2.3
機械試験
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12301
表曲げ試験
溶接を行った表側が引張り側になるように曲げる試験。
face bend test
2.2.3.2
12302
裏曲げ試験
溶接を行った裏側が引張り側になるように曲げる試験。
root bend test
2.2.3.4
12303
側(がわ)曲
げ試験
溶接線に対して直角方向の断面が引張り側になるように曲
げる試験。
side bend test,
transverse side bend
test
2.2.3.6
12304
縦曲げ試験
溶接線が曲げ試験の引張応力方向になるようにして行う試
験。
longitudinal bend test
12305
自由曲げ試験 始めに予備的な曲げを与えた後,型などを用いないで,試
験片の両端に力を加えて自由に曲げる試験。
free bend test
22
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12306
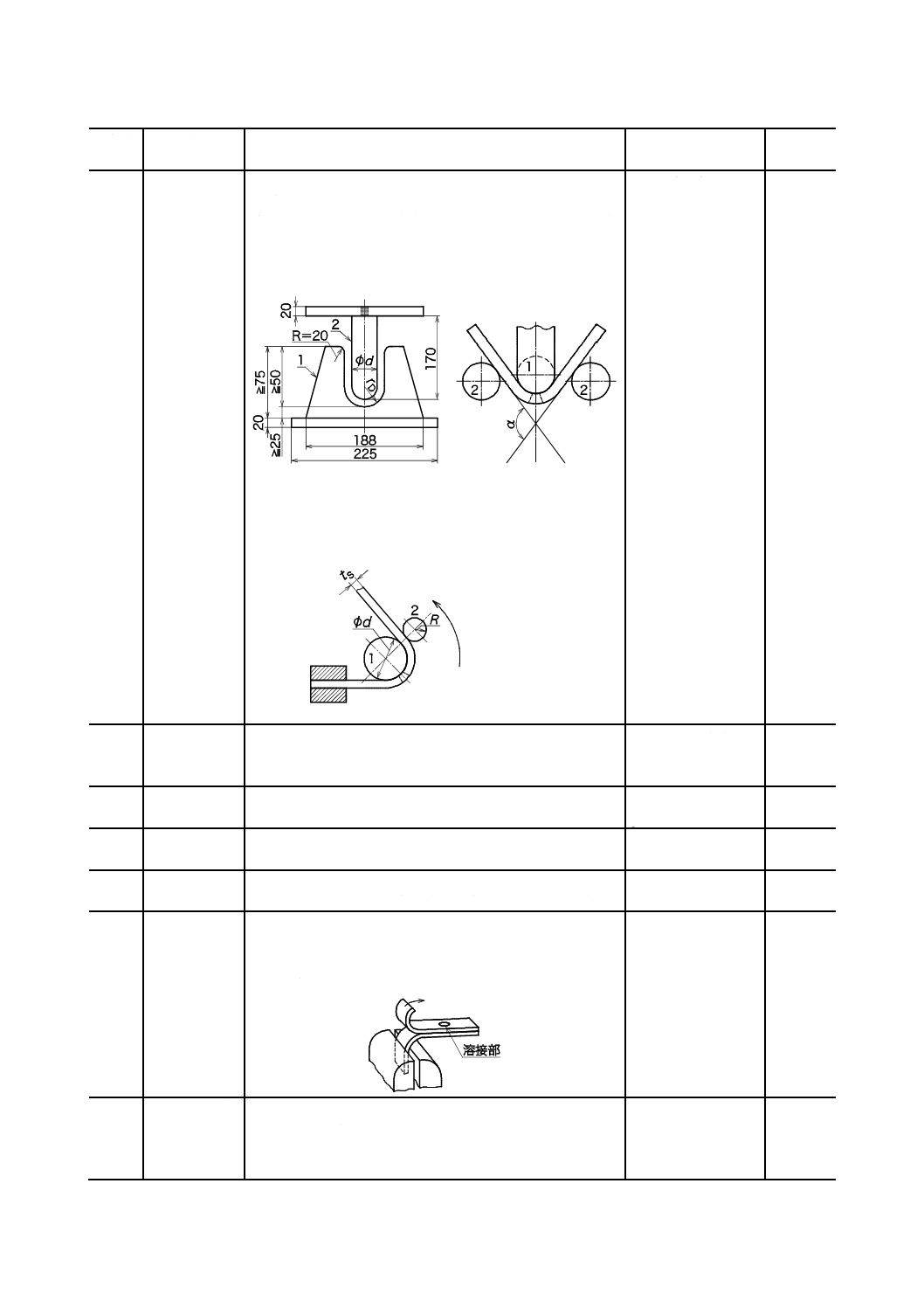
ガイド曲げ試
験
型などを用い,徐々に力を加えて試験片を規定の形に曲げ
る試験。
注記 おす型・めす型ジグを用いてその型に沿うように曲
げる型曲げ試験,試験片の片面をローラで支えて反
対側から押し曲げるローラ曲げ試験及び巻付け曲げ
試験(下図)がある(JIS Z 3122参照)。
1:U型ジグ
1:押しジグ
2:押しジグ
2:受けローラ
d:押しジグ先端直径
α:曲げ角度
rD:U型ジグの底の半径
ローラ曲げ試験
型曲げ試験(単位 mm)
巻付け曲げ試験
guided bend test
12307
反復曲げ試験 二つの曲げブロックの間に試験片の一端を固定し,自由端
をつかみ金具によって曲げブロックに沿って左右に90°
ずつ反復して曲げる試験。
reverse bend test
12308
継手引張試験 溶接部を中央に置き,溶接線と直角の方向に引張力を与え
る引張試験(JIS Z 3121参照)。
transverse tensile test,
joint tensile test
12310
破面試験
溶接部を外力によって破断し,破面を観察して内部欠陥を
調べる試験。
fracture test
12311
断面試験
溶接部を切断し,断面について内部欠陥,金属組織,ナゲ
ット形状などを調べる試験(例えば,JIS Z 3139参照)。
section test
12315
剝離試験
溶接部を引き剝がし,その破断状態を調べる試験。ピール
試験ともいう。
注記 スポット溶接,プラグ溶接,ろう接などに適用され
る。
peel test
12316
(スカーフ継
手の−)引
張せん断試
験
スカーフ継手(11308)の強さを,引張試験方法によって調
べる試験(JIS Z 3192参照)。
tension shear test (−
for scarf brazed
joint)
1:内側ローラ
2:外側ローラ
23
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-1
12317
破壊試験
内部若しくは外部の不完全部を検出する試験,又は機械的
手法を用いて,機械的特性若しくは冶金的特性を評価する
試験。通常は,材料の破壊を伴う。
destructive testing
2.2.3.1
4.2.4
非破壊試験用語
JIS Z 2300による。
4.2.5
溶接不完全部
JIS Z 3001-4による。
4.3
安全・衛生
4.3.1
溶接ヒューム
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
13101
溶接ヒューム 溶接又は切断時の熱によって蒸発した物質が冷却されて固
体となった微粒子。
welding fumes
13102
溶接ヒューム
濃度
単位体積の空気中に含まれる溶接ヒュームの質量。
welding fume
concentration
13103
ヒューム発生
量
単位時間当たりに発生する溶接ヒュームの質量。
fume generation rate,
fume emission rate
13104
(ヒュームの
−)許容濃
度
作業者が有害物に連日暴露される場合に,当該有害物の空
気中濃度がこの値以下であれば,ほとんどの人に悪影響が
みられない濃度。略記号はTLV。
threshold limit value,
TLV
13105
(ヒュームの
−)相対濃
度計
溶接ヒュームの質量濃度と相対的な関係にある物理量を測
定する計器。
注記 光散乱式濃度計,光吸収式濃度計などがある。
relative dust
concentration
detector
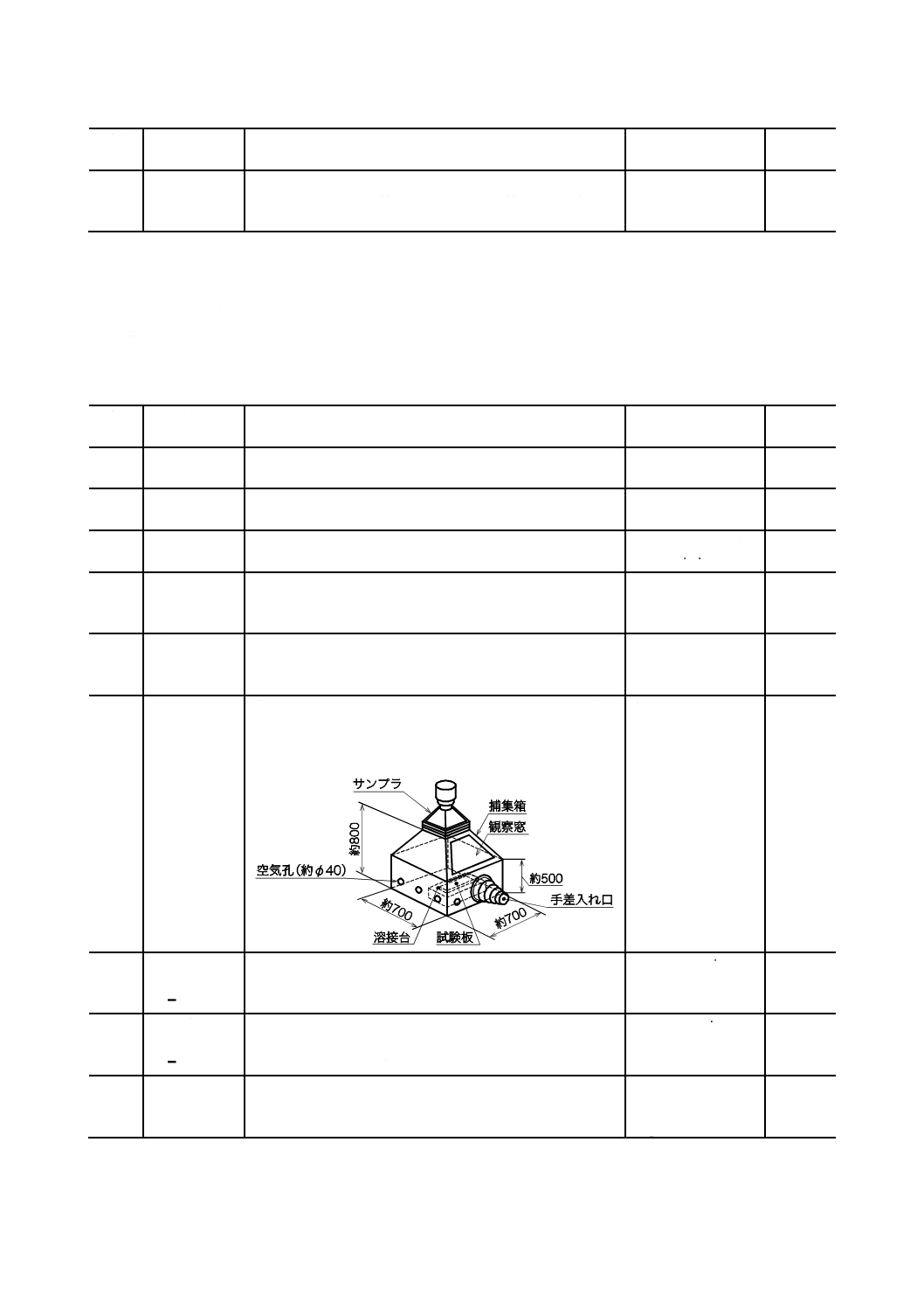
13106
溶接ヒューム
捕集箱
溶接時の全ヒューム量を測定するとき,その全量を捕集で
きるように発生源の周囲を覆うための箱(JIS Z 3930参
照)。
単位 mm
fume collection
chamber
13107
ハイボリウム
エアサンプ
ラ
全ヒューム量を測定するときに用いる装置。発生する溶接
ヒュームを1 500〜2 000 L/minの流量で,この装置のろ紙
上に捕集する。
high volume air
sampler
13108
ロウボリウム
エアサンプ
ラ
溶接作業環境のヒューム濃度測定のときに用いる装置。空
気中に浮遊する溶接ヒュームを20〜30 L/minの流量で,こ
の装置のろ紙上に捕集する。
low volume air
sampler
13109
呼吸用保護具 人体に有害な影響を及ぼすおそれがある環境空気中で,呼
吸保護の目的で着用する個人用保護具の総称。
respiratory protective
device (equipment),
respirator
24
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
13110
防じんマスク 肺力によって吸引した空気中の粉じん,ヒュームなどの粒
子状物質をろ過材によって除去する呼吸保護具。面体吸気
弁,排気弁,しめひも(紐)などで構成する(JIS T 8151
参照)。
dust respirator
13111
送気マスク
給気源からの清浄な空気を,ホース又は中圧ホース,面体
などを通して着用者に供給する方式の呼吸用保護具(JIS T
8153参照)。
supplied-air respirator
13112
エアラインマ
スク
圧縮空気管,空気圧縮機又は高圧空気容器からの圧縮空気
を減圧弁などによって減圧し,中圧ホースを通して着用者
に送気する呼吸用保護具。送気マスク(JIS T 8153参照)
の一種である。
air-line respirator,
compressed air-line
breathing apparatus
13113
電動ファン付
呼吸用保護
具
電動ファン,ろ過材,面体などからなり,粉じん,ヒュー
ムなどの粒子状物質を除去した空気を着用者へ供給する呼
吸用保護具(JIS T 8157参照)。略記号はPAPR。
powered air-purifying
respirator,
PAPR
13114
粉じん捕集効
率
次の式によって算出する防じんマスク又はろ過材に粉じん
含有空気を通過させたときの粉じん捕集率(JIS Z 8122参
照)。
100
)
(
1
2
1
×
−
=
C
C
C
F
ここに, F :粉じん捕集効率(%)
C1 :通過前の粉じん濃度
C2 :通過後の粉じん濃度
filtering efficiency
13115
(保護具の−)
呼吸抵抗
呼吸用保護具を着けて呼吸した場合の呼吸用保護具の通気
抵抗で,吸気抵抗及び呼気抵抗の総称。
breathing resistance
pressure drop
13116
ろ過材
吸気中の粒子状物質を捕集する材料。フィルタともいう。 filter,
filter cartridge
13117
(保護具の−)
フィットネ
ス
呼吸用保護具の面体と,着用者の顔面との密着の度合。
fitness
4.3.2
遮光保護具
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
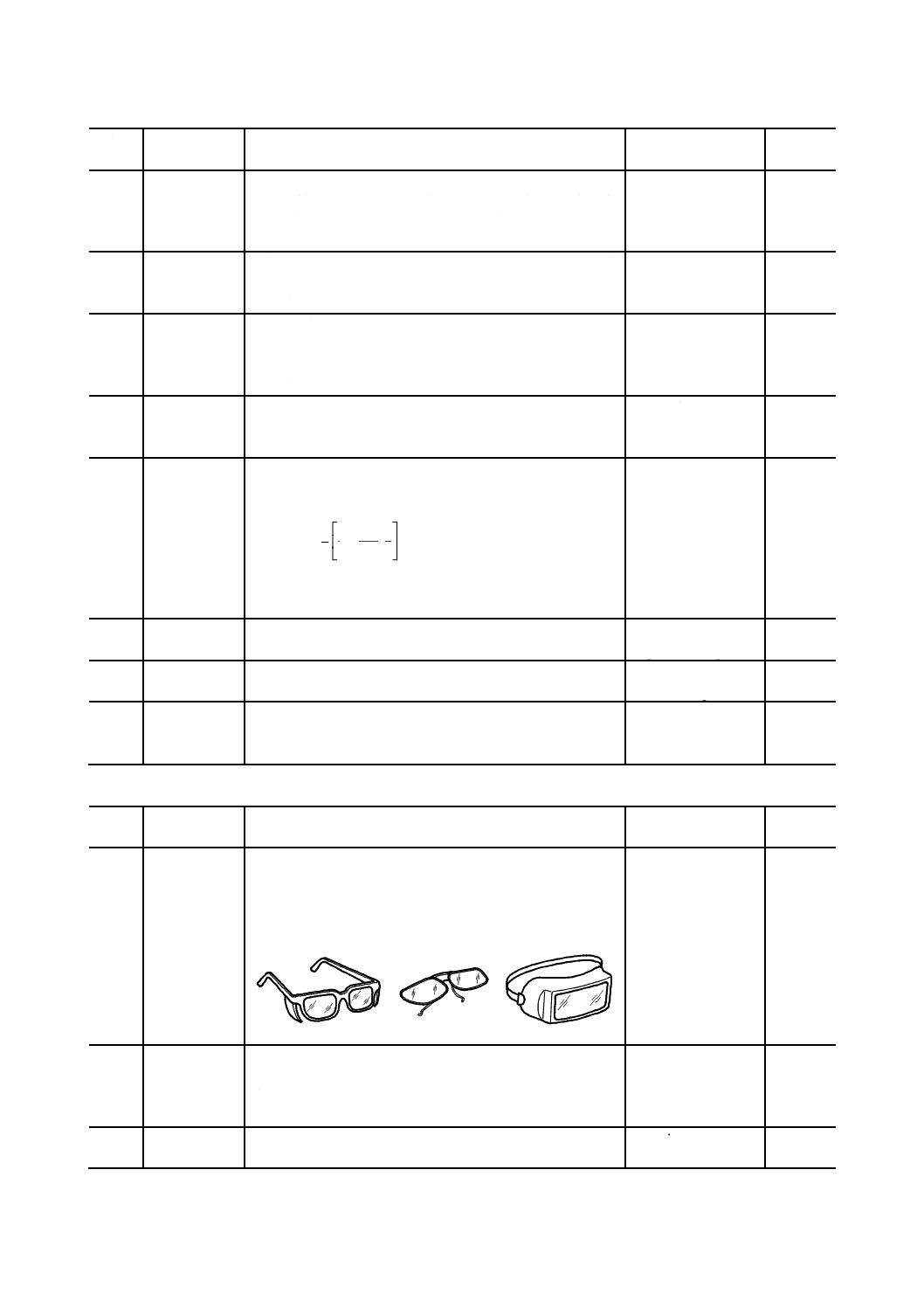
13201
遮光めがね
溶接,熱切断などによって放射される有害光線(紫外放射,
可視線,赤外放射など)による目の障害防止の目的で使用
するめがね形の個人用遮光保護具。
注記 形式は,スペクタクル形,フロント形及びゴグル形
の3種類がある(JIS T 8141参照)。
スペクタクル形
フロント形
ゴグル形
personal eye
protectors
13202
溶接用遮光保
護面
有害光線,スパッタ及びスラグから目を保護し,顔部及び
けい部の前面を保護するための個人用遮光保護具。
注記 ヘルメット形及びハンドシールド形の2種類がある
(JIS T 8142参照)。
personal face
protectors
13203
(遮光保護具
の−)面体
スパッタ及びスラグから眼,顔部及びけい部の前面を保護
するための溶接用遮光保護面の構成部分。単に面ともいう。
face piece
25
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
13204
個人用遮光保
護具
眼に対して有害な紫外放射及び赤外放射並びに強烈な可視
光を生じる場所において,作業者の眼を保護するために,
各人が着用する眼の遮光保護具の総称(JIS T 8141参照)。
personal eye
protectors for
optical radiations
13205
ヘルメットシ
ールド
頭部に装着する溶接用遮光保護面。溶接用保護面ともいう。 helmet shield
13206
ハンドシール
ド
手で持つ形式の溶接用遮光保護面。溶接用保護面ともいう。 hand shield
13207
フィルタレン
ズ
有害な光線を遮蔽するための遮光めがねに使用するほぼ円
形状のフィルタ。
filter lens
13208
フィルタプレ
ート
有害な光線を遮蔽するための遮光保護面に使用する長方形
のフィルタ。
filter plate
13209
カバーレンズ スパッタ,ヒュームなどがフィルタレンズに付着するのを
防ぐための遮光めがねに使用するほぼ円形の無色のガラス
板又はプラスチック板。
cover lens
13210
カバープレー
ト
スパッタ,ヒュームなどがフィルタプレートに付着するの
を防ぐための遮光保護面に使用する長方形の無色のガラス
板又はプラスチック板。
cover plate
13211
遮光度番号
フィルタレンズ又はフィルタプレートの有害光線(紫外放
射,可視光及び赤外放射)透過率によって規定された遮光
能力を表す記号(JIS T 8141参照)。
scale number
4.4
アーク溶接
JIS Z 3001-7による。
4.5
抵抗溶接
JIS Z 3001-6による。
4.6
その他の溶接
4.6.1
摩擦圧接
JIS Z 3001-2の4.2.5(常温圧接)による。
4.6.2
拡散接合
JIS Z 3001-2の4.2.7(固相接合)による。
4.6.3
電子ビーム溶接
JIS Z 3001-2の4.3.5(電子ビーム溶接)による。
4.6.4
マイクロ接合
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
16401
マイクロ接合 接合対象が微小・微細であるため,溶解量,拡散厚さ,変
形量,表面張力などの因子が,接合性,接合品質に及ぼす
影響が大きく,特に寸法効果を考慮する必要のある部位に
適用される接合方法の総称。
micro joining
16402
熱圧着
複数の母材を融点以下の適切な温度で圧力を加え密着させ
て,塑性変形を起こさせ,双方の清浄面の接触によって接
合する方法。
thermo compression
bonding
16403
超音波ボンデ
ィング
極細線,リード線,チップなどに超音波振動を加えながら
圧着する方法。
ultrasonic bonding
26
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
16404
サーモソニッ
クボンディ
ング
超音波振動を加えながら熱圧着させる方法。
thermosonic bonding
16405
マイクロソル
ダリング
はんだ付(JIS Z 3001-3)によるマイクロ接合。
micro-soldering
16406
マイクロブレ
ージング
ろう付(JIS Z 3001-3)によるマイクロ接合。
micro-brazing
16407
マイクロ抵抗
接合
抵抗溶接(JIS Z 3001-6)によるマイクロ接合。
micro-resistance
joining
16408
ワイヤボンデ
ィング
半導体チップの電極部(ボンディングパッド)と,リード
フレーム及び基板上の導体などとの間を金,アルミニウム
などの細いワイヤで接続する方法。
wire bonding
16409
ワイヤレスボ
ンディング
チップ電極部からの引出しにワイヤを使用せずに行う方法
で,ワイヤの代わりに,チップにビーム状のリード又は突
起電極(バンプ)などを設けて,直接基板の導体層に接続
する方法。
wireless bonding
4.6.5
ロボット溶接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
16501
溶接ロボット 溶接に用いられる産業用ロボット。
welding robot
16502
ロボット溶接
インストラ
クタ
溶接技術者の指揮のもとに,溶接ロボット及び搭載溶接装
置の教示,操作並びにこれらの機器類の日常保全を担当し,
ロボット溶接オペレータを指導,監督する技術員。
robotic welding
instructor
16503
ロボット溶接
オペレータ
溶接技術者又はロボット溶接インストラクタの監督のもと
に,定められたプログラムに従って,ワークの着脱,起動
ボタン操作,簡単な品質確認など,指示された作業だけに
従事する作業者。
robotic welding
operator
16504
無負荷移動
アークを出さないで,溶接トーチがその位置を移動する動
作。エアカットともいう。
no-load shift,
air cut
16505
溶接線検出
溶接すべき箇所(溶接線)を自動的に検出する動作。
weld line detection
16506
溶接線自動な
らい
溶接線を自動的に倣う動作。
weld line auto
tracking
16507
溶接線始端終
端検出
溶接線の始端部と終端部とを自動的に検出する動作。
detection for start and
end points of weld
line
16508
アークセンサ 溶接アークの特性を利用して溶接線を検出するセンサ。
arc sensor
16509
ワイヤタッチ
センサ
溶接ワイヤを被溶接物に接触させることによって,その位
置を検出するセンサ。
wire touch sensor
16510
トーチショッ
クセンサ
ロボットに教示中にトーチがジグ又はワークに接触した場
合に,自動的にトーチを逃がす機能が作動して,トーチの
変形を防ぐセンサ。
torch shock sensor
16511
溶接メニュー 溶接条件(電流,電圧,速度など),トーチ諸元(ねらい位
置,角度など),ウィービング条件などをセットして,あら
かじめ準備された施工条件一覧表。
welding menu
16512
プログラムウ
ィービング
アーク溶接作業において,カムその他の機械的手段によら
ないで,制御装置にプログラムされたソフトウェアによっ
て行うウィービング。
program weaving
27
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
16513
溶接条件自動
設定機能
ロボットに継手形状,開先の種別,板厚,脚長などを教示
するだけで,溶接条件を自動設定する機能。
welding condition
autosetting function
16514
ウィービング
制御機能
任意の1サイクルのウィービング波形をロボットに教示す
るだけで,自動的にその形を繰り返す機能。
weaving control
function
16515
トーチオフセ
ット機能
ロボットの軸系に対して,トーチ先端位置をずらしてセッ
トしても,所定の動作を正しく行う機能。
torch offsetting
function
16516
ファインスタ
ート制御機
能
アークスタートのミスを解消する機能。
fine arc starting
control function
16517
ファインスト
ップ制御機
能
溶接終了時にワイヤを溶着せずストップさせる機能。
fine arc stopping
control function
16518
自由曲線補間
機能
任意の曲線の線上の数点をロボットに教示することで補間
する機能。
free curve adjusting
function
16519
平行シフト機
能
同じ動作を平行面上の異なった位置で繰り返す場合に,ロ
ボットに一つの動作を教示し,繰返しに相当する動作は位
置のシフト量を設定するだけでデータを作る機能。
parallel shifting
function
16520
立体シフト機
能
代表的3点を教示するだけで,教示データが立体的にシフ
トできる機能。
three dimensional
shifting function
16521
三次元スケー
リング機能
教示された軌跡を拡大及び縮小する機能。
three dimensional
scaling function
16522
三次元ミラー
イメージ機
能
代表的3点を教示するだけで,教示データ及び鏡像に相当
するワークの軌跡を再生する立体的なシフト機能。
three dimensional
mirror image
function
4.6.6
プラスチック溶接
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
16601
熱板溶接
溶接温度より高い温度に一定に保たれた熱板を直接又は間
接的に接合部に押し付けて,熱伝導によってプラスチック
を溶接する方法。
heat plate welding
16602
(プラスチッ
クの−)フ
ロー溶接
あらかじめ加熱された開先部へ,ガンノズルから溶融した
溶加材を充塡して,プラスチックを溶接する方法。
flow welding of
plastics
16603
ホットジェッ
ト溶接
熱風を吹き付けて,溶加材の先端及び開先を加熱しながら,
溶加材を開先に押し付けて,プラスチックを溶接する方法。
hot jet welding
16604
熱風溶接
溶接面に高温の空気又は不活性ガスを噴射しながら,母材
及び母材と同質の溶加棒を用いて,プラスチックを溶接す
る方法。
hot gas welding
16605
(プラスチッ
クの−)高
周波溶接
高周波電場に置くときに発生する熱を利用して,プラスチ
ックを溶接する方法。
high frequency
welding of plastics
16606
ステッチ溶接 高周波溶接の一種で,裁縫ミシンのように電極が機械的に
作動する高周波ミシンによって,プラスチックを溶接する
方法。
stitch welding
16607
(プラスチッ
クの−)摩
擦溶接
高速回転によって発生する摩擦熱を利用して,プラスチッ
クを溶接する方法。
friction welding of
plastics
28
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
16608
スピン溶接
溶接部分の接合線に溶加棒を回転させながら押し付けて,
プラスチックを溶接する方法。
spin welding
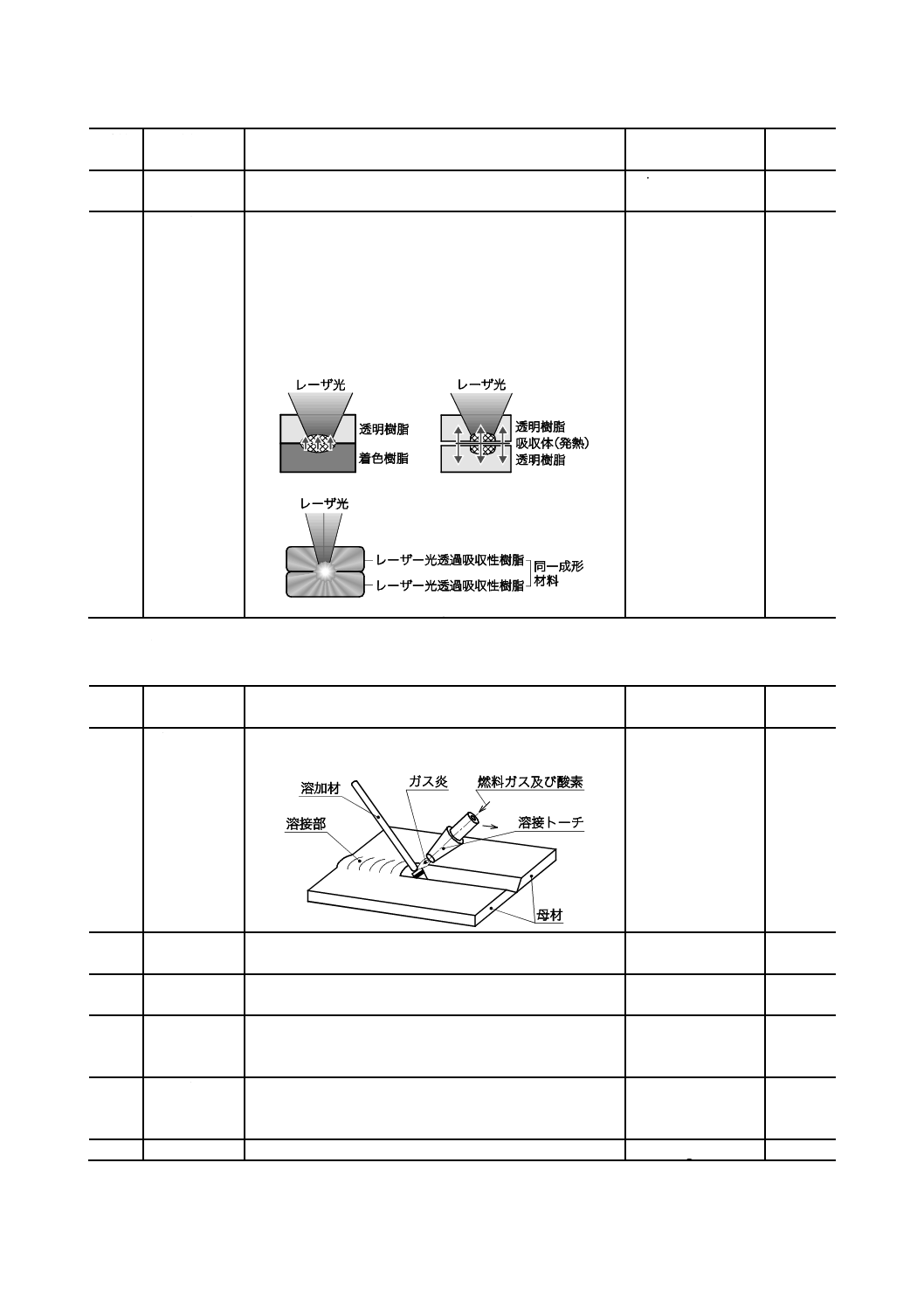
16609
レーザ溶着
レーザ光を透過するプラスチック及びレーザ光を吸収し発
熱するプラスチックを合わせた界面にレーザ光を照射して
溶着する方法[図a)参照]。
注記1 透過プラスチック同士では,レーザ光の吸収体を
挟んでレーザ光を照射する[図b)参照]。
注記2 透過プラスチック同士では,レーザ光の透過と吸
収との割合を制御した樹脂にレーザ光を照射する
方法もある[図c)参照]。
図a)
図b)
図c)
laser bonding,
laser deposition
4.7
ガス溶接及び熱切断
4.7.1
溶接・切断方法
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
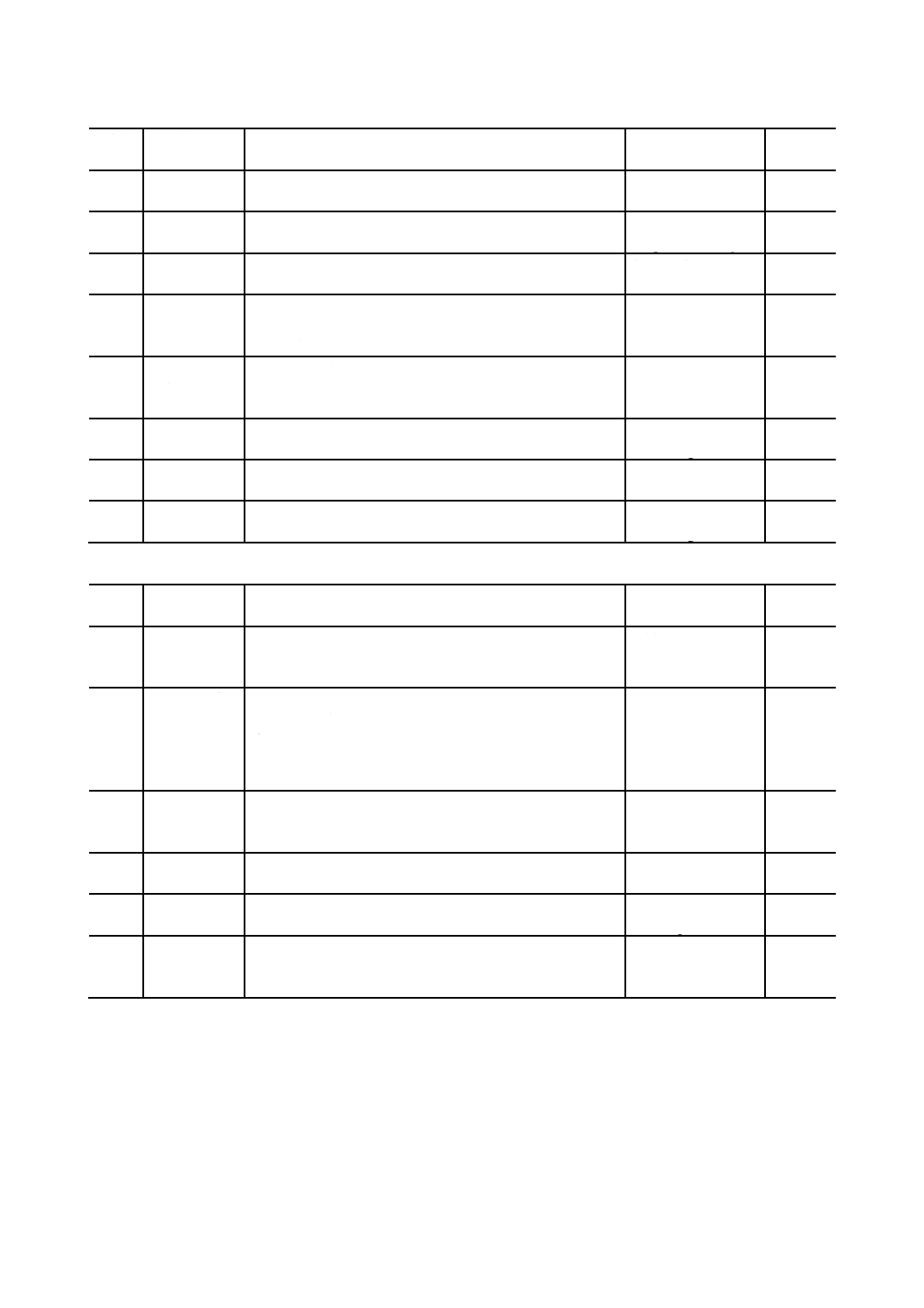
17101
ガス溶接
溶接熱が燃料ガス又は燃料ガスの混合ガスと酸素の燃焼火
炎とで得られる融接。
gas welding
2.2.2.3.1
17102
熱切断
熱を用い,材料を局部的に溶融又は燃焼して切断する方法
の総称。
thermal cutting
17103
酸素切断
金属の酸化反応熱を利用するガス切断,パウダ切断,酸素
アーク切断,酸素やり切断などの総称。
oxygen cutting
17104
ガス切断
ガス炎で加熱し,金属と酸素との急激な化学反応を利用し
て行う切断。酸素・アセチレン切断,酸素・水素切断,酸
素・プロパン切断,酸素・天然ガス切断などの総称。
gas cutting
17105
パウダ切断
鉄粉末,又は鉄粉末とフラックスとを自動的,連続的に切
断部に供給して,その酸化熱及びフラックス作用を利用し
たガス切断方法。
(metal) powder
cutting
17106
アーク切断
アークの熱を利用して行う切断。
arc cutting
29
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO/TR
25901-3
17107
酸素アーク切
断
母材と電極との間に発生するアークの熱で母材を加熱し,
これに酸素を吹き付けて行う切断。
oxygen arc cutting
17108
プラズマ切断 プラズマアークの熱及び気流を利用して行う切断。
plasma arc cutting,
arc plasma cutting
17109
レーザ切断
レーザビームの熱を利用して行う切断。非金属の切断にも
用いる。
laser cutting
17110
酸素やり切断 長い金属管を通して酸素を供給しながらその先端を燃焼さ
せ,その熱と酸素噴流とによって材料に穴を開けながら切
断する方法。
oxygen lance cutting,
oxygen lancing
17111
溶解アセチレ
ン
容器の中の多孔性物質に吸収させてあるアセトン,DMF
(ジメチルフォルムアミド)などの溶媒に溶解したアセチ
レン。
dissolved acetylene
17112
酸素−アセチ
レン溶接
燃料ガスとしてアセチレンを使用するガス溶接。
oxyacetylene
welding
2.2.2.3.2
17113
酸素−プロパ
ン溶接
燃料ガスとしてプロパンを使用するガス溶接。
oxypropane welding
2.2.2.3.3
17114
酸素−水素溶
接
燃料ガスとして水素を使用するガス溶接。
oxyhydrogen
welding
2.2.2.3.4
4.7.2
溶接・切断機器
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
17201
(プラズマ切
断の−)作
動ガス
プラズマアーク溶接及びプラズマ切断において,トーチに
供給されてプラズマアークとなるガス。
orifice gas
17202
アシストガス レーザ切断及びプラズマ切断において,主に溶融又は昇華
した材料を除去するために用いるガス。
注記 プラズマ切断においては,プラズマアークの周囲に
補助的に流すガスをいう。二次(三次)気流と呼ぶ
こともある。
assist gas
17203
(レーザ切断
の−)シー
ルドガス
切断中にアシストガスを円周状に覆い,ガス流量及び/又
はガス組成の制御によってアシストガスの濃度分布を調整
するために用いるガス。
shielding gas
17204
ガス集合装置 多数の容器を導管で連結し,通常1か所の出口にガスを供
給する装置。
cylinder manifold
17205
水封式安全器 燃焼ガス導入部を水封式とし,トーチからの逆火,酸素の
逆流及び燃料ガスの異常圧力上昇を防ぐ器具。
hydraulic
back-pressure valve
17206
乾式安全器
主にトーチからの逆火を防ぐ器具。逆火防止器ともいう。
注記 乾式安全器には,焼結合金式及びう回路式の二つの
形式がある。
flashback arrester
30
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
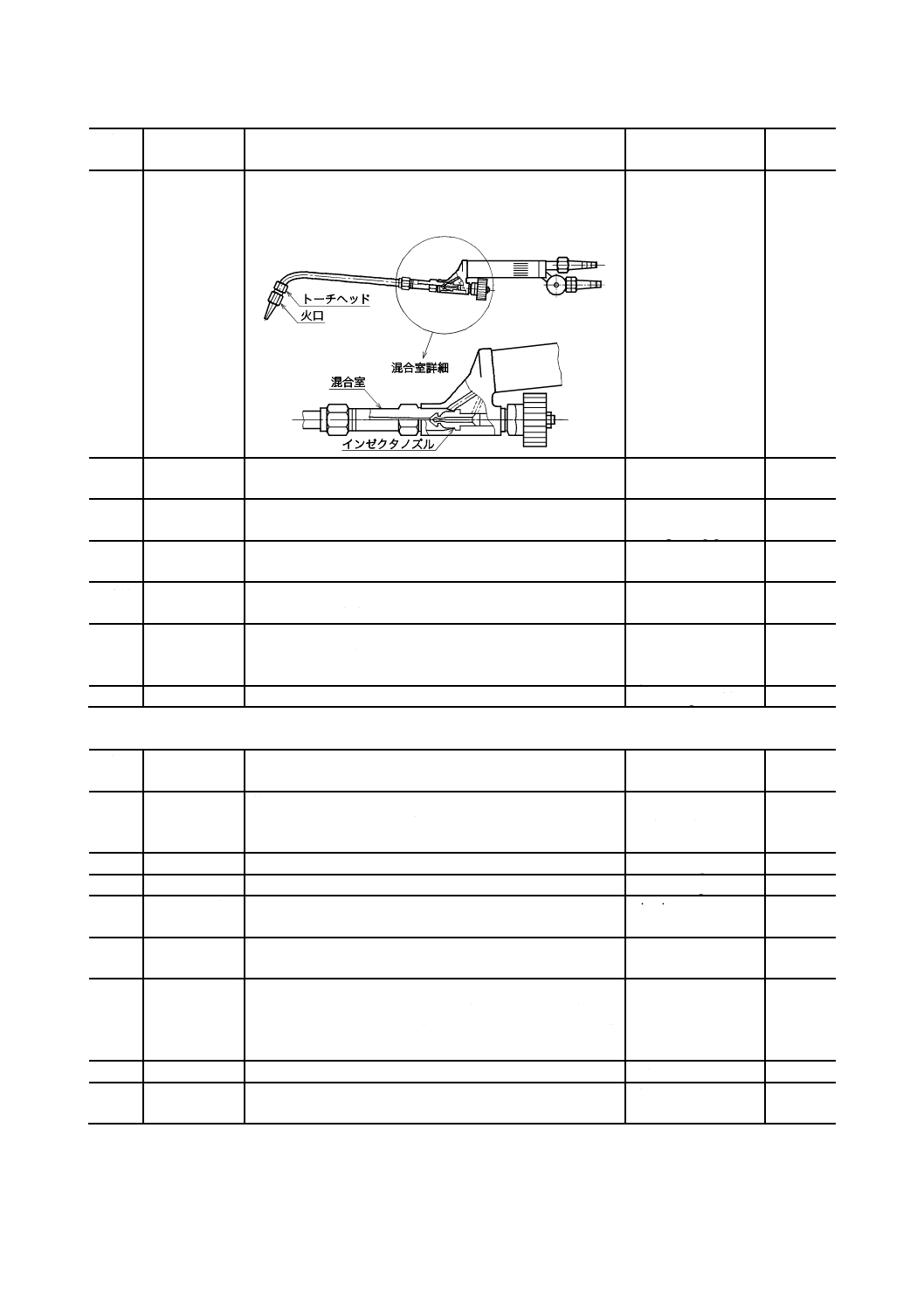
17207
ガス溶接トー
チ
ガス溶接に用いるトーチ(11115参照)。ガス溶接器又は溶
接吹管(すいかん)ともいう。トーチヘッド,火口,混合
室などから構成される。
gas welding torch
17208
圧力調整器
高圧のガスを所要の圧力に減圧調整するのに用いる器具。
減圧弁ともいう。
pressure regulator
17209
切断トーチ
熱切断に用いるトーチ。ガス切断に用いるトーチは,ガス
切断器ともいう(11115参照)。
cutting torch,
cutting blowpipe
17210
火口
(ひぐち)
ガス溶接及び切断トーチの先端にあって炎を作る部分。
tip,
nozzle
17211
自動切断機
切断トーチを装着して,自動的に走行して切断を行うため
に用いられる機械。
mechanized cutting
machine
17212
ホトトレーサ 図形,型などを光学的に倣い,形切断に用いる装置。アイ
トレーサともいう。
photo-electric tracing
device,
eye tracer
17213
NC切断機
NC(数値制御)によって作動する熱切断機。
NC cutting machine
4.7.3
切断施工
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
17301
形切断
(かたせつ
だん)
熱切断において,材料を図形,型などに倣うか,又はNC
(数値制御)によって曲線を含む形状にする自動切断。
shape cutting,
contour cut
17302
ベベル切断
板の端が斜めの角度をもつようにする切断。
bevel cutting
17303
重ね切断
材料を複数枚重ねて同時に行う切断。
stack cutting
17304
ピアシング
切断に先立って,材料に切断(溝)の開始点となる貫通孔
をあける作業。
piercing
17305
スクラップ切
断
材料から必要とする部材を切断した後の不要な端材を処理
しやすいように細断する切断。
scrap cutting
17306
ネスティング 大きな板から多数の部材を切り出す際に,材料の歩留まり
をよくしたり,効率のよい切断経路を与えるために個々の
部材の図形を移動したり回転したりして図形の配置を編集
する作業。
nesting
17307
切断面
切断された面。
cut surface
17308
(熱切断の−)
スラグ
酸素切断によって,除去された金属及びその酸化物。
slag
31
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO番号
(参考)
17309
ドロス
熱切断によって生成し,切断部下部に付着して凝固した溶
融金属又は金属酸化物。
dross,
burr
3.10-
(ISO
9013)
17310
(熱切断の−)
ノズル高さ
酸素切断用の火口又はその他熱切断用のノズルと切断され
る母材との距離。火口高さともいう。
standoff distance,
tip-to-work distance
17311
ダブルアーク
状態
プラズマ切断及びプラズマ溶接において,主アークとシリ
ーズアークとが共存する状態。
double arcing
17312
シリーズアー
ク
プラズマ切断又はプラズマ溶接において,アーク電流の一
部が金属製ノズルを介して電極と母材との間に発生するア
ーク。
series arc
17313
予熱炎
ガス切断において,切断部を予熱し,切断を安定して継続
するために用いるガス炎。
preheating flame
17314
酸素−アセチ
レン炎
アセチレンに酸素を予混合した混合ガスによって作られる
ガス炎。
oxy-acetylene flame
17315
標準火炎
標準使用条件の適正混合比の燃焼火炎がおおむね最高火炎
温度となるガス炎。
normal frame
17316
中性炎
酸素−アセチレン炎(17314)のうち,溶融金属に対して酸
化性も還元性もないガス炎。
neutral flame
17317
酸化炎
酸素−アセチレン炎(17314)のうち,中性炎よりも酸素の
割合が多く,酸化性をもっているガス炎。
oxidizing flame
17318
還元炎
酸素−アセチレン炎(17314)のうち,中性炎よりもアセチ
レンの割合が多く,還元性をもっているガス炎。炭化炎と
もいう。
reducing flame,
carburizing flame
17319
白心
ガス炎の中の火口の口元にできる白色の円すい形の部分。 white cone
17320
逆火
炎が突発的に火口の中に逆行する現象。
backfire
17321
フラッシュバ
ック
逆火した炎が混合室又はそれより奥まで逆行する現象。
flashback
17322
セルフバーニ
ング
入熱過多による材料温度の上昇で,抑制されない燃焼が断
続的に起こり,切断カーフ(17406)が熱源の径よりもはる
かに大きくなり切断面が荒れる現象。
注記 レーザ切断でも同様の現象が起きる。
self burning
4.7.4
切断品質
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO 9013
17401
真直度
切断縁の両端を結ぶ基準線に対する切断線の最大の狂いの
大きさ(JIS B 0417参照)。
profile accuracy,
form and location
tolerances
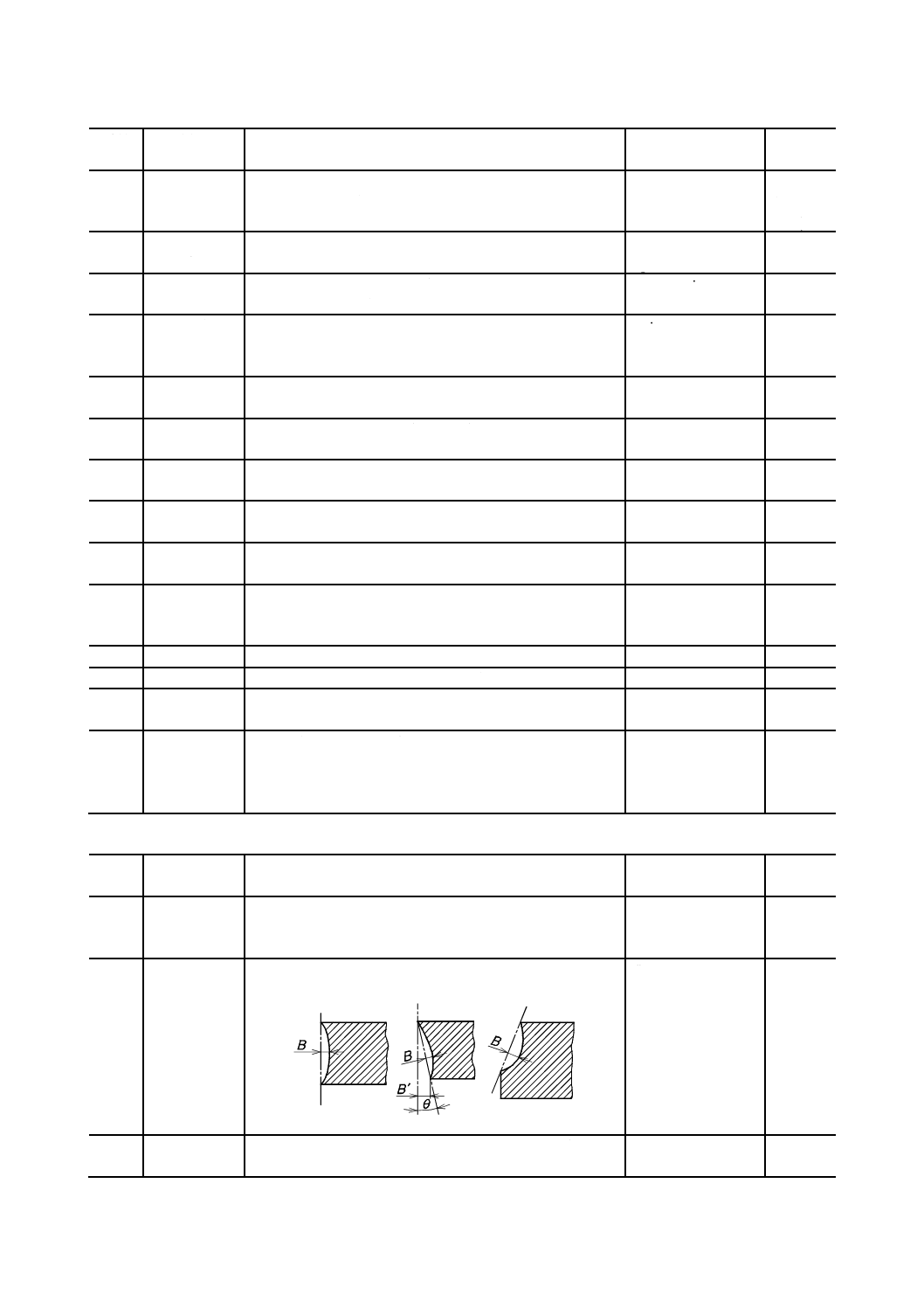
17402
平面度
切断面の上縁と下縁とを結ぶ直線に対する断面形状の凹凸
の大きさ(B)。
a)
b)
c)
flatness
17403
べベル角
加工鋼板の表面に垂直な直線と切断面に接する直線とでで
きる角(θ)(17402の図参照)(JIS B 0417参照)。
bevel angle
32
Z 3001-1:2018
番号
用語
定義
対応英語(参考)
太字:ISO用語
ISO 9013
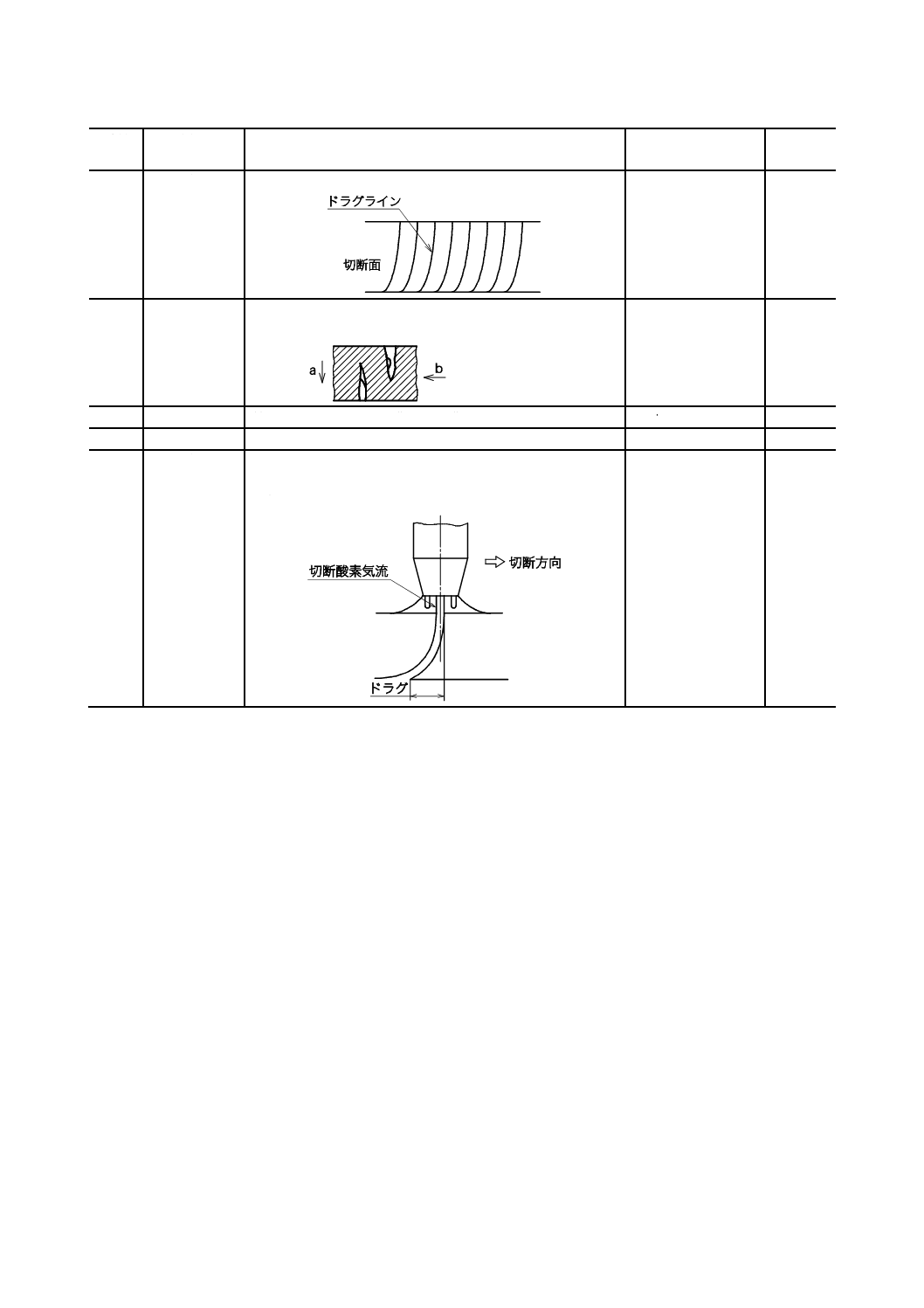
17404
ドラグライン 切断面の厚さ方向に形成された条痕。
drag line
17405
(切断の−)
ノッチ
切断面に発生する幅,深さ及び形状が不規則なきず。ガウ
ジともいう。
notch,
gouge
3.11
17406
切断カーフ
熱切断によってできた溝。切断溝ともいう。
kerf
17407
切断溝幅
熱切断によってできた溝の幅。切断幅ともいう。
kerf width
3.4
17408
ドラグ
熱切断において,切断された母材の裏面で測定した切断酸
素気流又は切断ビームの実際の出口と,延長線出口点との
距離。
drag
3.5
a:切断方向
b:進行方向
33
Z 3001-1:2018
附属書A
(参考)
新旧用語番号の対比表
A.1 一般
この用語の旧番号と新番号の対比表は,表A.1に記載する。
表A.1−新旧用語番号の対比表
用語
番号
用語
番号
2013年
2018年
2013年
2018年
溶接
11101
11101
残留応力
(11209)
11209
金属溶接
(11102)
11102
溶接ひずみ
11210
11210
プラスチック溶接
(11103)
11103
逆ひずみ
11211
11211
溶接方法
11104
11104
溶接後熱処理
(11212)
11212
エネルギー伝達媒体,エネルギー
(11105)
11105
ピーニング
(11213)
11213
輸送媒体
溶接のまま
11214
11214
圧接
(11106)
11106
全溶着金属
−
11215
融接,溶融溶接
(11107)
11107
フェライトナンバー,FN
−
11216
ろう接
11108
11108
冶金的偏差
−
11217
32001
希釈
−
11218
ジョイニング
11110
11109
希釈率
−
11219
母材,母材金属
(11112)
11110
耐荷重溶接部
−
11220
34013
継手効率
−
11221
母材の厚さ
−
11111
継手
−
11301
溶接材料
(11113)
11112
溶接継手
(14301)
11302
溶加材,フィラーメタル
(11114)
11113
突合せ継手
(14302)
11303
34001
重ね継手
(14303)
11304
フラックス
11116
11114
T継手
(14304)
11305
34009
十字継手
(14305)
11306
トーチ,ガン,吹管,ブローパイプ
11119
11115
角継手
(14306)
11307
手溶接
(11120)
11116
スカーフ継手
14307
11308
半自動溶接
(11121)
11117
せぎり継手
(14308)
11309
自動溶接
(11122)
11118
へり継手
(14309)
11310
全自動溶接
(11123)
11119
フレア継手
(14310)
11311
ロボット溶接
(11124)
11120
当て板継手
(14311)
11312
現場溶接
(11125)
11121
すみ肉継手
(14312)
11313
工場溶接
(11126)
11122
多材継手,複数材継手
−
11314
溶接物
−
11123
並列継手
−
11315
溶接部
11201
11201
斜交継手,角度継手,アングル継
−
11316
熱影響部,HAZ
(11202)
11202
手
37003
交差継手
−
11317
溶接金属
11203
11203
同質継手
−
11318
溶着金属
11204
11204
異質継手
−
11319
溶融部
11205
11205
異材継手
−
11320
ボンド部,溶融境界部
(11206)
11206
開先準備
−
11401
(母材の−)溶接性
11207
11207
継手準備,溶接準備
−
11402
(熱影響部の−)最高硬さ
(11208)
11208
溶融面
−
11403
34
Z 3001-1:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
フェザーエッジ,薄刃べり状開先
−
11404
(すみ肉の−)公称のど厚,(すみ
(14368)
11612
ギャップ,エアギャップ,隙間
−
11405
肉の−)設計のど厚,(すみ肉の
開先(かいさき),グルーブ
14341
11406
−)理論のど厚
I形開先
14342
11407
(すみ肉の−)実際のど厚
(14369)
11613
V形開先
14343
11408
(すみ肉の−)深溶込みのど厚
−
11614
X形開先
14344
11409
(すみ肉の−)有効のど厚
−
11615
レ形開先
14345
11410
(すみ肉の−)設計のど厚
−
11616
K形開先
14346
11411
最大のど厚,溶接厚さ
−
11617
J形開先
14347
11412
溶接深さ(S),継手溶込み深さ
−
11618
両面J形開先
14348
11413
溶込み
(24119)
11619
U形開先
14349
11414
溶込み深さ,溶接金属の厚さ
−
11620
H形開先
14350
11415
三次元熱伝導
24230
11621
開先面
14357
11416
二次元熱伝導
24231
11622
開先間隔
−
11417
遷移板厚(dt)
24232
11623
開先角度
14351
11418
溶接技術
−
11701
ベベル角度
14352
11419
(重ね継手の−)オーバラップ
−
11702
開先深さ
14353
11420
(マルチパス溶接の−)オーバラ
−
11703
ルート
−
11421
ップ
ルート面
14354
11422
タック溶接,一時的溶接,仮付溶
24237
11704
ルート間隔
14355
11423
接,組立溶接
ルート半径
14356
11424
タック溶接位置
(24238)
11705
ランド
−
11425
タックラン,タックパス
−
11706
スロット溶接,溝溶接
14322
11501
メルトラン,なめ付け溶接
11109A
11707
プラグ溶接,栓溶接
14323
11502
ビードオンプレート,BOP溶接
11109B
11708
回し溶接
14328
11503
化粧盛
(11109C)
11709
シール溶接,漏れ止め溶接
(14329)
11504
溶接サイクル
−
11710
補修溶接
14330
11505
溶接姿勢
(14401)
11711
すみ肉溶接
(24122)
11506
基準溶接姿勢
−
11712
突合せ溶接
−
11507
全姿勢
14402
11713
フレアベベル溶接,レ形フレア溶
−
11508
下向姿勢
(14403)
11714
接
水平すみ肉姿勢
−
11715
フレアV溶接,V形フレア溶接
−
11509
横向姿勢
(14404)
11716
溶接記号
14361
11601
上向水平すみ肉姿勢
−
11717
溶接軸
14362
11602
上向姿勢
(14408)
11718
溶接線
14363
11603
立向姿勢
(14405)
11719
溶接の有効長さ
14364
11604
(14406)
溶接幅
−
11605
(14407)
公称厚さ
−
11606
ガウジング
−
11720
完全溶込み溶接
(24120)
11607
アークガウジング
−
11721
部分溶込み溶接
(24121)
11608
エアアークガウジング
(17111)
11722
すみ肉のサイズ
14365
11609
ガスガウジング
17110
11723
(すみ肉の−)脚長(きゃくちょ
14366
11610
プラズマガウジング
−
11724
う)
サーフェシング
(11109)
11801
(すみ肉の−)のど厚(あつ)
(14367)
11611
下盛(したもり)
14324
11802
35
Z 3001-1:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
肉盛溶接
(14325)
11803
検査機関
−
11934
耐食肉盛
(14326)
11804
試験
12101
12101
耐熱肉盛溶接
−
11805
試験材料
12102
12102
硬化肉盛
(14327)
11806
試験材
12103
12103
バタリング
(24115)
11807
試験片
12104
12104
バッファリング
−
11808
試験部
12105
12105
帯状電極肉盛溶接,バンド溶接
−
11809
外観試験
(12106)
12106
クラッド加工処理
−
11810
目視試験,VT
(12107)
12107
クラッド材料
−
11811
マクロ試験
12108
12108
クラッド鋼
−
11812
ミクロ試験
12109
12109
溶接管理
−
11901
(溶接材料の−)溶接作業性試験
12112
12110
溶接検査
−
11902
試験団体
−
12111
溶接施工法
−
11903
全溶着金属試験
−
12112
承認前の溶接施工要領書,pWPS
−
11904
全溶着金属試験片
−
12113
溶接施工要領書
−
11905
溶接性試験
12201
12201
標準溶接施工要領書,SWPS
−
11906
溶接割れ試験
12202
12202
溶接施工法試験,溶接施工法確認
(12110)
11907
スリット形溶接割れ試験
12203
12203
試験
U形溶接割れ試験
12204
12204
溶接施工法承認記録,WPQR,
−
11908
y形溶接割れ試験
12205
12205
PQR,WPAR
丸棒形溶接割れ試験
12206
12206
過去の溶接実績
−
11909
T継手溶接割れ試験
12207
12207
製造前溶接試験
−
11910
指形(ゆびがた)溶接割れ試験
12208
12208
プロダクションテスト
−
11911
十字継手溶接割れ試験
12209
12209
承認範囲
−
11912
窓形拘束溶接割れ試験
12210
12210
溶接確認項目
−
11913
重ね継手溶接割れ試験,CTS試験
12211
12211
必須確認項目
−
11914
インプラント形溶接割れ試験,イ
12212
12212
付加的確認項目
−
11915
ンプラント試験
溶接パラメータ
(24203)
11916
C形ジグ拘束突合せ溶接割れ試験,12213
12213
溶接関連条件
(24202)
11917
フィスコ試験
作業指示
−
11918
展開式すみ肉溶接割れ試験
12214
12214
製品溶接
−
11919
ビード下割れ試験
12215
12215
目的適合性,供用適合性
−
11920
溶接熱影響部最高硬さ試験
12216
12216
機能試験
−
11921
テーパ硬さ試験
12217
12217
抜取検査
−
11922
溶着金属試験
12218
12218
溶接バッチ,溶接ロット
−
11923
溶接継手試験
12219
12219
品質レベル
−
11924
再現熱影響部試験
12220
12220
適格性が確認された要員
−
11925
水素量試験
12221
12221
溶接管理技術者
−
11926
低温割れ試験
−
12222
溶接技術検定
(12111)
11927
高温割れ試験
−
12223
溶接技能者
−
11928
検査済溶接材料,検査済み溶接消
−
12224
溶接オペレータ
−
11929
耗品
溶接セッタ
−
11930
表曲げ試験
12301
12301
溶接インスペクタ
−
11931
裏曲げ試験
12302
12302
製造事業者
−
11932
側(がわ)曲げ試験
(12303)
12303
検査員
−
11933
縦曲げ試験
12304
12304
36
Z 3001-1:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
自由曲げ試験
12305
12305
マイクロ抵抗接合
16407
16407
ガイド曲げ試験
(12306)
12306
ワイヤボンディング
16408
16408
反復曲げ試験
12307
12307
ワイヤレスボンディング
16409
16409
継手引張試験
12308
12308
溶接ロボット
16501
16501
破面試験
12310
12310
ロボット溶接インストラクタ
16502
16502
断面試験
12311
12311
ロボット溶接オペレータ
(16503)
16503
剝離試験,ピール試験
12315
12315
無負荷移動,エアカット
16504
16504
(スカーフ継手の−)引張せん断
12316
12316
溶接線検出
16505
16505
試験
溶接線自動ならい
16506
16506
破壊試験
−
12317
溶接線始端終端検出
16507
16507
溶接ヒューム
13101
13101
アークセンサ
16508
16508
溶接ヒューム濃度
13102
13102
ワイヤタッチセンサ
16509
16509
ヒューム発生量
13103
13103
トーチショックセンサ
16510
16510
(ヒュームの−)許容濃度,TLV
13104
13104
溶接メニュー
16511
16511
(ヒュームの−)相対濃度計
13105
13105
プログラムウィービング
16512
16512
溶接ヒューム捕集箱
13106
13106
溶接条件自動設定機能
16513
16513
ハイボリウムエアサンプラ
13107
13107
ウィービング制御機能
16514
16514
ロウボリウムエアサンプラ
13108
13108
トーチオフセット機能
16515
16515
呼吸用保護具
13109
13109
ファインスタート制御機能
(16516)
16516
防じんマスク
13110
13110
ファインストップ制御機能
16517
16517
送気マスク
13111
13111
自由曲線補間機能
16518
16518
エアラインマスク
13112
13112
平行シフト機能
(16519)
16519
電動ファン付呼吸用保護具,PAPR
13113
13113
立体シフト機能
16520
16520
粉じん捕集効率
13114
13114
三次元スケーリング機能
16521
16521
(保護具の−)呼吸抵抗
13115
13115
三次元ミラーイメージ機能
16522
16522
ろ過材,フィルタ
13116
13116
熱板溶接
16601
16601
(保護具の−)フィットネス
13117
13117
(プラスチックの−)フロー溶接
16602
16602
遮光めがね
13201
13201
ホットジェット溶接
16603
16603
溶接用遮光保護面
13202
13202
熱風溶接
16604
16604
(遮光保護具の−)面体,面
13203
13203
(プラスチックの−)高周波溶接
16605
16605
個人用遮光保護具
13204
13204
ステッチ溶接
16606
16606
ヘルメットシールド,溶接用保護
13205
13205
(プラスチックの−)摩擦溶接
−
16607
面
スピン溶接
16608
16608
ハンドシールド,溶接用保護面
13206
13206
レーザ溶着
16609
16609
フィルタレンズ
13207
13207
ガス溶接
(17101)
17101
フィルタプレート
13208
13208
(23201)
カバーレンズ
13209
13209
熱切断
17102
17102
カバープレート
13210
13210
酸素切断
17103
17103
遮光度番号
13211
13211
ガス切断
17104
17104
マイクロ接合
16401
16401
パウダ切断
17105
17105
熱圧着
16402
16402
アーク切断
17106
17106
超音波ボンディング
16403
16403
酸素アーク切断
17107
17107
サーモソニックボンディング
16404
16404
プラズマ切断
17108
17108
マイクロソルダリング
16405
16405
レーザ切断
17109
17109
マイクロブレージング
16406
16406
酸素やり切断
17112
17110
37
Z 3001-1:2018
表A.1−新旧用語番号の対比表(続き)
用語
番号
用語
番号
2013年
2018年
2013年
2018年
溶解アセチレン
17113
17111
切断面
17304
17307
酸素−アセチレン溶接
(17114)
17112
(熱切断の−)スラグ
(17307)
17308
23202
ドロス
(17307)
17309
酸素−プロパン溶接
23203
17113
(熱切断の−)ノズル高さ,火口
17308
17310
酸素−水素溶接
(17115)
17114
高さ
23204
ダブルアーク状態
(17309)
17311
(プラズマ切断の−)作動ガス
17201
17201
シリーズアーク
−
17312
アシストガス
(17202)
17202
予熱炎
17310
17313
(レーザ切断の−)シールドガス
17202A
17203
酸素−アセチレン炎
17311
17314
ガス集合装置
17203
17204
標準火炎
−
17315
水封式安全器
17204
17205
中性炎
17312
17316
乾式安全器,逆火防止器
17205
17206
酸化炎
17313
17317
ガス溶接トーチ,ガス溶接器,溶
17206
17207
還元炎,炭化炎
17314
17318
接吹管(すいかん)
白心
17315
17319
圧力調整器,減圧弁
17207
17208
逆火
17316
17320
切断トーチ,ガス切断器
17208
17209
フラッシュバック
17317
17321
火口(ひぐち)
17209
17210
セルフバーニング
17318
17322
自動切断機
17210
17211
真直度
17401
17401
ホトトレーサ,アイトレーサ
17212
17212
平面度
17402
17402
NC切断機
17213
17213
ベベル角
17403
17403
形切断(かたせつだん)
17301
17301
ドラグライン
17404
17404
ベベル切断
17302
17302
(切断の−)ノッチ,ガウジ
(17405)
17405
重ね切断
17303
17303
切断カーフ,切断溝
17305
17406
ピアシング
17303A
17304
切断溝幅,切断幅
−
17407
スクラップ切断
17303B
17305
ドラグ
(17306)
17408
ネスティング
17303C
17306
注記1 定義した見出し語以外に“ともいう”とした語(慣用語)の記載は,イタリック体で記載した。
例 溶加材,フィラーメタル
注記2 括弧付きの用語番号は,新番号では定義が修正されている。
38
Z 3001-1:2018
参考文献 JIS B 0190 圧力容器の構造に関する共通用語
JIS B 0417 ガス切断加工鋼板普通許容差
JIS B 8265 圧力容器の構造−一般事項
JIS T 8141 遮光保護具
JIS T 8142 溶接用保護面
JIS T 8151 防じんマスク
JIS T 8153 送気マスク
JIS T 8157 電動ファン付き呼吸用保護具
JIS Z 3001-3 溶接用語−第3部:ろう接
JIS Z 3011 溶接姿勢−傾斜角及び回転角による定義
JIS Z 3101 溶接熱影響部の最高硬さ試験方法
JIS Z 3115 溶接熱影響部のテーパかたさ試験方法
JIS Z 3118 鋼溶接部の水素量測定方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3139 スポット,プロジェクション及びシーム溶接部の断面試験方法
JIS Z 3154 重ね継手溶接割れ試験方法
JIS Z 3155 C形ジグ拘束突合せ溶接割れ試験方法
JIS Z 3157 U形溶接割れ試験方法
JIS Z 3158 y形溶接割れ試験方法
JIS Z 3192 ろう付継手の引張及びせん断試験方法
JIS Z 3420 金属材料の溶接施工要領及びその承認−一般原則
JIS Z 3930 アーク溶接のヒューム発生量測定方法及び分析用ヒューム採取方法
JIS Z 8122 コンタミネーションコントロール用語
ISO 857-2,Welding and allied processes−Vocabulary−Part 2: Soldering and brazing processes and
related terms
ISO 2553,Welding and allied processes−Symbolic representation on drawings−Welded joints
ISO 6947,Welding and allied processes−Welding positions
ISO 9013,Thermal cutting−Classification of thermal cuts−Geometrical product specification and
quality tolerances
ISO 15607,Specification and qualification of welding procedures for metallic materials−General rules
ISO 17659,Welding−Multilingual terms for welded joints with illustrations
ISO/TR 25901-1,Welding and allied processes−Vocabulary−Part 1: General terms
ISO/TR 25901-3,Welding and allied processes−Vocabulary−Part 3: Welding processes