1
Z2507 : 2000
解説
解説表
2
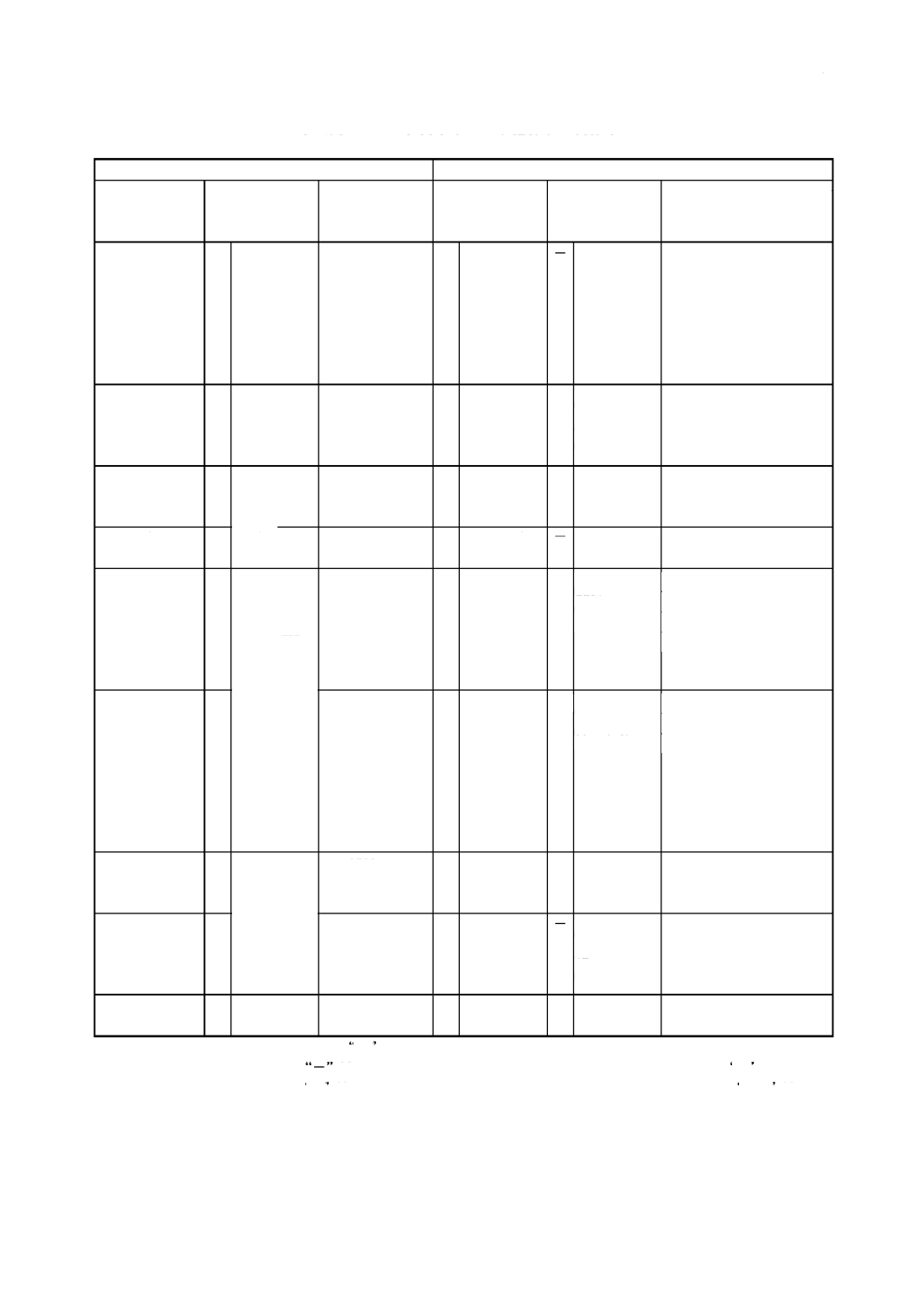
JIS
と対応する国際規格との対比表
JIS Z 2507
: 2000
焼結軸受−圧環強さ試験方法
ISO 2739
: 1973
焼結軸受−圧環強さ試験方法
対比項目
規定項目
(I)
JIS
の規定内
容
(II)
国 際 規 格 番
号
(III)
国 際 規 格 の
規定内容
(IV)
JIS
と国際規
格との相違点
(V)
JIS
と国際規格との整合
が困難な理由及び今後の
対策
(1)
適用範囲
○
軸 受 と い わ
れ る 中 空 円
筒 形 の 焼 結
部 品 の 圧 環
強 さ 試 験 方
法 に つ い て
規定。
ISO 2739
○
JIS
と同等
=
(2)
引用規格
○
JIS Z 8401
( 数 値 の 丸
め方)
ISO 2739
− 規定なし
−
JIS
では数値
の 丸 め 方 の
JIS Z 8401
を
規定
(3)
応用分野
○
金 属 粉 か ら
な る 軸 受 と
規定。
ISO 2739
○
JIS
と一致
≡
(4)
原則
○
試 験 の 原 理
を規定。
ISO 2739
○
JIS
と一致
≡
(5)
装置
○
圧縮装置,荷
重 測 定 装 置
を規定。
参考で
JIS B
7721
引 張 試
験機を推奨。
ISO 2739
○
JIS
と一致
≡ 参考で
JIS B
7721
引 張 試
験機を推奨。
規 定を 満足 する試 験機で
あれば測定に問題ないが,
使 用者 の便 宜を考 え参考
として記載した。
(6)
試験片
○
形 状 の 条 件
を規定。機械
加 工 の 場 合
の 結 果 の 取
扱いを記載。
備 考 と し て
寸 法 測 定 方
法を記載。
ISO 2739
○
JIS
と同等
ADP
備 考 と し て
寸 法 測 定 方
法を記載。
使用者の便宜を考え,備考
に 寸法 測定 方法を 記載し
た。
(7)
試験方法
○
試 験 片 の 設
置,荷重のか
け方を規定。
ISO 2739
○
JIS
と一致
≡
(8)
結果の表示
○
計算式,数値
の 丸 め 方 を
規定。
ISO 2739
○
JIS
と同等
=
JIS
では数値
の 丸 め 方 の
規 格
JIS Z
8401
を記載。
(9)
試験報告
○
記 載 事 項 を
規定。
ISO 2739
○
JIS
と一致
≡
備考
1.
表中の
(I)
及び
(III)
欄にある
○
は,該当する規定項目を規定していることを示す。
2.
表中の
(IV)
欄にある
=
は,
JIS
と国際規格との技術的内容が同等であることを示し, −
は規定して
いないことを示す。 ≡
は
JIS
と国際規格との技術的内容が一致していることを示す。
ADP
は,
JIS
は国際規格を技術的内容の変更なしで採用しているが,
JIS
として必要な規定内容を追加していることを
示す。