Z 2355-2:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 一般的要求事項 ················································································································ 2
5 超音波厚さ計仕様 ············································································································· 2
5.1 一般 ···························································································································· 2
5.2 一般仕様 ······················································································································ 2
5.3 表示器 ························································································································· 2
5.4 送信器 ························································································································· 3
5.5 受信器 ························································································································· 3
5.6 その他 ························································································································· 3
6 試験片···························································································································· 3
7 超音波厚さ計の性能確認試験区分 ························································································ 3
7.1 試験区分1 ···················································································································· 3
7.2 試験区分2 ···················································································································· 3
7.3 試験区分3(日常点検) ·································································································· 4
8 探触子···························································································································· 4
9 試験区分1 ······················································································································ 4
9.1 一般 ···························································································································· 4
9.2 使用機材 ······················································································································ 5
9.3 周囲温度に対する安定性 ································································································· 5
9.4 電池電圧低下表示 ·········································································································· 5
9.5 電池動作時間 ················································································································ 5
9.6 動作電圧範囲 ················································································································ 6
9.7 動作電流値 ··················································································································· 6
9.8 動作温度範囲 ················································································································ 6
9.9 送信パルス繰返し周波数 ································································································· 7
9.10 送信パルス特性 ············································································································ 7
9.11 動作周波数範囲 ············································································································ 7
9.12 最小及び最大測定可能厚さ ····························································································· 7
9.13 測定誤差 ····················································································································· 8
9.14 音速設定範囲 ··············································································································· 8
9.15 調整 ··························································································································· 8
9.16 調整設定保存 ··············································································································· 9
Z 2355-2:2016 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
9.17 データ保存 ·················································································································· 9
9.18 印刷 ··························································································································· 9
9.19 保存データ表示 ············································································································ 9
9.20 表示更新回数 ·············································································································· 10
10 試験区分2 ···················································································································· 10
10.1 一般 ·························································································································· 10
10.2 目視点検 ···················································································································· 10
10.3 最小及び最大測定可能厚さ ···························································································· 10
10.4 測定誤差 ···················································································································· 10
10.5 測定下限 ···················································································································· 10
10.6 調整値の確認 ·············································································································· 10
11 試験区分3(日常点検) ·································································································· 10
11.1 一般 ·························································································································· 10
11.2 始業前点検 ················································································································· 10
附属書JA(規定)超音波厚さ測定用対比試験片(RB-T) ··························································· 13
附属書JB(規定)超音波厚さ測定用対比試験片(RB-I) ···························································· 14
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 16
Z 2355-2:2016
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本非破壊検査協会(JSNDI)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS Z 2355:2005は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 2355の規格群には,次に示す部編成がある。
JIS Z 2355-1 第1部:測定方法
JIS Z 2355-2 第2部:厚さ計の性能測定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2355-2:2016
非破壊試験−超音波厚さ測定−
第2部:厚さ計の性能測定方法
Non-destructive testing-Ultrasonic thickness measurement-
Part 2: Method for evaluating performance characteristics of
ultrasonic thickness measuring equipment
序文
この規格は,2012年に第1版として発行されたISO 16831を基とし,国内における超音波厚さ計の運用
実態を踏まえ,その円滑な運用を可能とするため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,超音波パルス反射法を用いた超音波厚さ計のうち,一振動子又は二振動子探触子を使用し
た超音波厚さ計の性能測定方法及び合格基準について規定する。
なお,この規格は,超音波探傷器を用いて厚さ測定をする場合にも適用することができる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16831:2012,Non-destructive testing−Ultrasonic testing−Characterization and verification of
ultrasonic thickness measuring equipment(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0801 圧力容器用鋼板の超音波探傷検査方法
JIS G 3103 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106 溶接構造用圧延鋼材
JIS Z 2300 非破壊試験用語
JIS Z 2345 超音波探傷試験用標準試験片
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2351 超音波探傷器の電気的性能測定方法
JIS Z 2355-1 非破壊試験−超音波厚さ測定−第1部:測定方法
2
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300によるほか,次による。
3.1
供給者
超音波厚さ計を顧客に直接供給する者。製造業者,輸入・販売業者,代理店,賃貸業者などをいう。
4
一般的要求事項
超音波厚さ計がこの規格に適合するためには,次の全ての条件を満たさなければならない。
a) 超音波厚さ計は,この規格群の技術的要件に従っている。
b) 厚さが既知の試験片を用いて,試験片の厚さと超音波厚さ計測定値との関係が明らかにされた試験報
告書がある。
c) 超音波厚さ計に,供給者名又はその略号,形式及びシリアル番号が表示されている。
d) 取扱説明書がある。
e) この規格に従った供給者の技術仕様書がある。
5
超音波厚さ計仕様
5.1
一般
供給者は,超音波厚さ計の仕様が対応している範囲内で,5.2〜5.6の各項目についてのデータを技術仕
様書で提供する。この規格における超音波厚さ計の測定性能に関わる数値は,鋼に対しての値とする。
5.2
一般仕様
超音波厚さ計には,次の事項を記載する。
a) 寸法:外形寸法
b) 質量:超音波厚さ計(バッテリーを含む。)の質量を表記する。
c) 電源仕様
d) 探触子コネクタ種別
注記 専用探触子だけを使用する場合は省略してもよい。
e) 使用温度範囲
f)
電池電圧低下表示方法
g) 電池動作時間:動作条件(測定サイクル及び温度)を併記する。
h) 送信パルス繰返し周波数(PRF)
i)
測定異常時の表示
j)
コーティング上からの試験体厚さ測定可否
k) 最小及び最大測定可能厚さ:使用する探触子の形式及び試験片の音速を併記する。
l)
測定誤差:使用する探触子の形式及び試験片の音速を併記する。
5.3
表示器
表示器の技術仕様書には,次の事項を記載する。
a) 表示方式
b) 表示器寸法
c) 波形表示画面仕様
3
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
送信器
送信器の技術仕様書には,次の事項を記載する。
a) 送信パルス立ち上がり時間
b) 送信パルス幅
c) 送信パルス振幅
5.5
受信器
受信器の技術仕様書には,次の事項を記載する。
a) ゲイン調整機能
b) 動作周波数範囲
5.6
その他
その他の技術仕様書には,次の事項を記載する。
a) 音速設定範囲
b) ゼロ点調整機能の有無
c) 表示更新回数
注記 1秒間当たりの画面表示更新回数である。
d) 測定分解能(mm)
e) データ保存及びデータ出力機能
f)
保存データ読出し及び表示方法
g) 印刷機能
h) その他,性能に関する項目
6
試験片
超音波厚さ計の性能測定に使用する試験片は,次のものから選択する。
a) JIS G 0801に規定する対比試験片RB-E
b) JIS Z 2345に規定する標準試験片
c) 附属書JAに規定する対比試験片RB-T
d) 附属書JBに規定する対比試験片RB-I
e) 厚さが既知の対比試験片
7
超音波厚さ計の性能確認試験区分
超音波厚さ計が,この規格に適合するための試験項目は,表1による。また,試験の実施区分及び試験
の実施者は,7.1〜7.3による。
7.1
試験区分1
供給者が,超音波厚さ計の技術的仕様に対し当該機器の仕様を確認するための試験である。
7.2
試験区分2
全ての超音波厚さ計に対して行われる試験であり,実施の時期によって次の三つに区分する。
a) 試験区分2-1(出荷前検査) 供給者によって行われる出荷前試験。
b) 試験区分2-2(定期点検) 超音波厚さ計の所有者又はその代理者によって,超音波厚さ計が規定の性
能を維持していることを確認するための試験であり,使用期間中少なくとも一年に1回以上,定期的
に行う。
4
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,ここで代理者とは超音波厚さ計の製造業者,代理店又は保守点検サービス業者など所有者の
委託を受け点検を実施する機関などをいう。
c) 試験区分2-3(特別点検) 次の場合に行う。
1) 超音波厚さ計の性能に関わる修理を行った場合。試験項目の詳細については,受渡当事者間で協議
し決定する。
2) 超音波厚さ計を落としたり,運搬中に衝撃を与えた場合など,特別に点検を行う必要があると判断
された場合。
7.3
試験区分3(日常点検)
試験技術者などによる超音波厚さ計の健全性確認のために,日常点検として行う試験である。
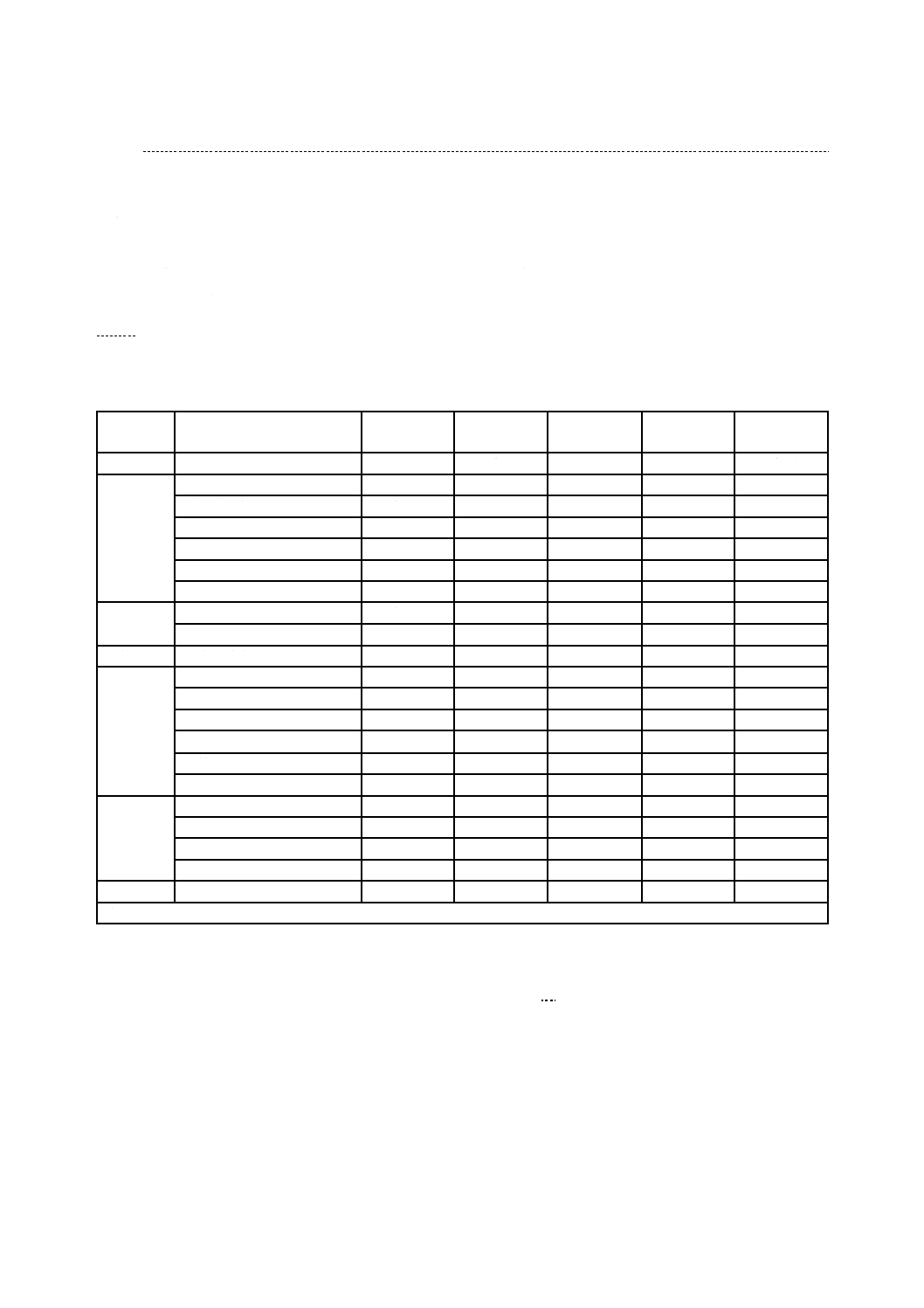
表1−試験リスト
試験項目
試験区分1
試験区分2-1
(出荷前検査)
試験区分2-2
(定期点検)
試験区分2-3
(特別点検)
試験区分3
(日常点検)
物理的
目視点検
10.2参照
10.2参照
10.2参照
10.2参照
一般特性
使用温度範囲
9.3参照
電池電圧低下表示
9.4参照
電池動作時間
9.5参照
動作電圧範囲
9.6参照
動作電流値
9.7参照
動作温度範囲
9.8参照
送信器
送信パルス繰返し周波数
9.9参照
送信パルス特性
9.10参照
受信器
動作周波数範囲
9.11参照
性能
最小及び最大測定可能厚さ
9.12参照
9.12参照
9.12参照
9.12参照
測定誤差
9.13参照
9.13参照
9.13参照
9.13参照
11.2.2参照
測定下限
11.2.3参照a) 11.2.3参照a) 11.2.3参照a)
音速設定範囲
9.14参照
調整値の確認
9.15参照
9.15参照
9.15参照
9.15参照
調整設定保存
9.16参照
11.2.4参照a)
表示,
データ
データ保存
9.17参照
11.2.5参照a)
印刷
9.18参照
保存データ表示
9.19参照
表示更新回数
9.20参照
探触子
箇条8参照
注a) 必要に応じて行う。
8
探触子
超音波厚さ計に使用する探触子の中心周波数の測定は,JIS Z 2350の7.1(周波数応答性)による。
9
試験区分1
9.1
一般
この試験は,供給者が超音波厚さ計の技術的仕様を確認するための試験である。
この試験のうち,試験項目が超音波厚さ計の仕様に該当していないなど,供給者が不要と判断する試験
については省略してもよい。
5
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
使用機材
試験を実施するために使用する機材は,次による。
a) アッテネータ又は高圧プローブを装備した,100 MHz以上の帯域幅をもつオシロスコープ
b) 50 Ω±1 %又は75 Ω±1 %の無誘導抵抗
c) 直流可変電源
d) 電圧計
e) 電流計又は電流を測定するための機器
f)
恒温槽
使用する測定機器などは,校正されたものとする。
9.3
周囲温度に対する安定性
9.3.1
確認方法
周囲温度に対する安定性は,超音波厚さ計の周囲温度を変化させたときの測定誤差の確認による。確認
方法は,次による。
a) 試験片は,6.1で規定されたもののうち,超音波厚さ計の測定範囲のおおむね中間に相当する厚さのも
のを選定する。
b) 測定誤差の求め方は,9.13.1 c)〜f)による。
c) a)で選定した試験片を用いて,室温相当の温度(20 ℃〜25 ℃)にて超音波厚さ計の測定誤差を求め
る。
d) 超音波厚さ計を恒温槽に入れ,使用温度範囲の最低温度で供給者の指定する時間保持した後に,同じ
試験片によって超音波厚さ計の測定誤差を求める。
e) 同様にして順次,使用温度範囲の最高温度,室温(20 ℃〜25 ℃)として供給者の指定する時間保持
した後に,同じ試験片によって超音波厚さ計の測定誤差を求める。
f)
この試験は,供給者が推奨する形式の探触子に対して行う。
注記 d)及びe)で設定する温度の順番は変更してもよい。
9.3.2
合格基準
測定誤差は,供給者の仕様範囲内とする。
9.4
電池電圧低下表示
9.4.1
確認方法
電池の電圧低下表示が適正であるかを確認する方法は,次による。
a) 超音波厚さ計から電池を取り外し,電源部に直流可変電源を接続する。
b) 電源端子に電圧計を接続し,供給電圧を測定する。
c) 直流可変電源の電圧を,供給者が指定する超音波厚さ計の動作電圧範囲の中間電圧となるように設定
した後,超音波厚さ計を測定状態とする。
d) c)の状態で,直流可変電源の電圧を徐々に下げて,電池の電圧低下表示が表示されたときの電圧値を
読み取る。
9.4.2
合格基準
電池の電圧低下表示は,供給者の仕様範囲内の場合は,合格とする。
なお,電池の電圧低下表示が出るまでは供給者の仕様範囲の性能を維持しているものとする。
9.5
電池動作時間
9.5.1
測定方法
6
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電池による超音波厚さ計の動作時間を測定する方法は,次による。
a) 超音波厚さ計の電池を,未使用品に交換する。
b) 充電式電池を使用する場合は,取扱説明書に従い規定の充電を行う。
c) 供給者が指定する測定サイクルで,超音波厚さ計の測定を繰り返す。
d) 電池電圧低下表示が出るまでの経過時間を測定し,これを電池動作時間とする。
e) この試験は,供給者が推奨する全ての種類の電池に対して行う。
f)
試験条件(測定サイクル及び温度条件)を記録する。
9.5.2
合格基準
電池動作時間は,供給者の仕様で指定する時間以上の場合は,合格とする。
9.6
動作電圧範囲
9.6.1
確認方法
動作電圧範囲が適正であることを確認するために,超音波厚さ計本体の供給電圧を変化させたときの測
定誤差を確認する。確認方法は,次による。
a) 試験片は6.1で規定する試験片のうち,超音波厚さ計の測定範囲のおよそ中間に相当する厚さのもの
を選定する。
b) 測定誤差の求め方は,9.13.1 c)〜f)による。
c) 超音波厚さ計を9.4.1と同様の構成とする。直流可変電源の電圧を,供給者が指定する超音波厚さ計の
動作電圧範囲の中間電圧となるように設定する。
d) a)で選定した試験片を用いて,超音波厚さ計の測定誤差を求める。
e) 供給電圧を動作電圧範囲の最小値及び最大値として,a)で選定した試験片を用いて,超音波厚さ計の
測定誤差を求める。
f)
この試験は,供給者が推奨する形式の探触子に対して行う。
9.6.2
合格基準
測定誤差は,供給者の仕様範囲内の場合は,合格とする。
9.7
動作電流値
9.7.1
測定方法
動作電流値を測定する方法は,次による。
a) 超音波厚さ計を9.4.1と同様の構成とする。動作電流値を測定するために,電流計又は電流を測定する
ための機器を接続する。
b) 9.6.1の動作電圧範囲試験を行い,最小動作電圧及び最大動作電圧におけるそれぞれの動作電流値を測
定する。
c) この試験は,供給者が推奨する形式の探触子に対して行う。
9.7.2
合格基準
測定された電流値は,供給者の仕様範囲内の場合は,合格とする。
9.8
動作温度範囲
9.8.1
一般
使用温度範囲を超える温度で使用する場合は,次の確認が必要である。この試験は測定装置と接触媒質
とに対する試験である。
9.8.2
確認方法
動作温度範囲の確認方法は,次による。
7
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験片は6.1で規定する試験片のうち,超音波厚さ計の測定範囲内の少なくとも3種類の試験片の厚
さのものを選定する。
b) 試験片を評価する温度とする。
c) 本体の温度は仕様範囲内とする。
d) 探触子と接触媒質とはその温度で推奨されるものを用いる。
e) 9.13.1 c)〜f)によって測定誤差を求める。
9.8.3
合格基準
動作温度範囲に関する合格基準は,次による。
a) 測定誤差は,供給者の仕様範囲内とする。
b) この試験において,探触子は,損傷を受けないものとする。
9.9
送信パルス繰返し周波数
9.9.1
測定方法
送信パルス繰返し周波数(PRF)を測定する方法は,JIS Z 2351の5.1.2(送信パルス繰返し周波数)に
よる。
9.9.2
合格基準
送信パルス繰返し周波数は,供給者の仕様範囲内の場合は,合格とする。
9.10 送信パルス特性
9.10.1 測定方法
送信パルス特性の測定方法は,次による。
a) 送信パルス立ち上がり時間 送信パルス立ち上がり時間の測定は,JIS Z 2351の5.1.3(送信パルスの
立上がり時間)による。
b) 送信パルス幅 送信パルス幅の測定は,JIS Z 2351の5.1.4(送信パルス幅)による。
c) 送信パルス振幅 送信パルス振幅の測定は,JIS Z 2351の5.1.6(送信パルスの振幅)による。
9.10.2 合格基準
それぞれの測定値が,供給者の仕様範囲内の場合は,合格とする。
9.11 動作周波数範囲
9.11.1 確認方法
この試験は,動作周波数を変更できる超音波厚さ計について,動作周波数が適正に設定されていること
を確認するために,超音波厚さ計と探触子とを組み合わせて性能を確認するものであり,確認方法は次に
よる。
なお,動作周波数を変更しない超音波厚さ計については,この試験を省略してもよい。
a) 試験片は,6.1で規定する試験片のうち,超音波厚さ計の測定範囲のおよそ中間に相当する厚さのもの
を選定する。
b) 測定誤差の求め方は,9.13.1 c)〜f)による。
c) a)で選定した試験片を用いて,超音波厚さ計の測定誤差を求める。
d) この試験は,供給者が推奨する形式の探触子の中から,異なる公称周波数のものを選択して行う。
9.11.2 合格基準
測定誤差は,供給者の仕様範囲内の場合は,合格とする。
9.12 最小及び最大測定可能厚さ
9.12.1 一般
8
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験区分1,試験区分2-1又は試験区分2-3において,供給者が超音波厚さ計の性能を確認するために行
う場合は,次の9.12.1Aによって,最小及び最大測定可能厚さの試験片を測定し,その測定誤差が仕様範
囲内に入っていることを確認する。
9.12.1A 確認方法
確認方法は,次による。
a) 試験片は,6.1で規定する試験片のうち,超音波厚さ計の最小測定可能厚さに相当する試験片及び最大
測定可能厚さに相当する試験片を選定する。
b) 測定誤差の求め方は,9.13.1 c)〜f)による。
c) a)で選定した試験片を用いて超音波厚さ計の測定誤差を求める。
d) この試験は,供給者が推奨する形式の探触子に対して行う。
9.12.2 合格基準
それぞれの測定誤差は,供給者の仕様範囲内の場合,合格とする。
9.13 測定誤差
9.13.1 測定方法
超音波厚さ計の測定誤差の求め方は,次による。
a) 試験片は,6.1で規定する試験片のうち,超音波厚さ計の測定範囲内の適切な3段階以上の厚さの試験
片を選定する。
b) 一つの試験片で必要な厚さを選定できない場合は,複数の試験片を用いてもよいが,試験片が複数に
なる場合は,互いに同等の音速をもつものとする。
c) 試験片の厚さは,マイクロメータ,ノギスなどで一つの測定面について3点以上測定し,それらを平
均した値(T),又は厚さが既知の場合はその値(T)とする。この値(T)は,同一試験片を用いる場
合には毎回測定する必要はない。
d) 必要に応じて音速調整を行う。音速調整は,次の方法による。
1) あらかじめ音速値が分かっている試験片の場合は,供給者指定の方法でその値に調整する。
2) 音速値が不明の試験片の場合は,使用する試験片を用いて,供給者指定の方法で音速を確認し,そ
の値に調整する。
e) 必要に応じてゼロ点調整を行う。ゼロ点調整は,供給者が指定した方法で行う。
f)
測定誤差の求め方は,次による。
1) ゲインを選定できる場合,適切なゲインに設定する。
2) a)で選定した試験片の測定を5回繰り返し,その最小値を測定値(M)とする。
3) 2)の測定値(M)と厚さ(T)の値との差が最も大きくなる値|T−M|を求め,これを測定誤差と
する。
g) この試験は,供給者が推奨する形式の探触子に対して行う。
9.13.2 合格基準
測定誤差は,供給者の仕様範囲内の場合は,合格とする。
9.14 音速設定範囲
音速設定範囲を確認するための試験は,供給者指定の方法による。
9.15 調整
9.15.1 一般
超音波厚さ計の調整とは,ゼロ点調整及び音速調整である。ゼロ点調整はJIS Z 2355-1の箇条4(測定
9
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
方式)の方式3(多重エコー方式)以外の方式の場合に必要である。
9.15.2 調整方法
調整方法は,次による。
a) 供給者が指定した方法で,必要に応じてゼロ点調整を行う。
b) 供給者が指定した方法で,必要に応じて音速調整を行う。
c) 調整終了後,供給者指定の試験片又は測定範囲のおおむね中間に相当する厚さの試験片を測定し,試
験片厚さと測定値の差を確認する。
9.15.3 合格基準
試験片厚さと測定値の差は,供給者の仕様範囲内の場合は,合格とする。
9.16 調整設定保存
9.16.1 確認方法
ゼロ点調整及び音速調整後の調整設定保存を確認する方法は,次による。
a) 試験片は,6.1で規定する試験片のうち,超音波厚さ計の測定範囲のおよそ中間に相当する厚さのもの
を使用する。
b) 9.13.1 c)〜f)によって,測定誤差を求める。
c) 超音波厚さ計の電源を切り,3分以上の適切な時間が経過した後,再度電源を入れる。
d) 同じ試験片を測定して,表示値を記録する。
9.16.2 合格基準
測定誤差は,供給者の仕様範囲内の場合は,合格とする。
9.17 データ保存
9.17.1 確認方法
データ保存機能の確認方法は,次による。
a) 適切な試験体の測定を行い,データを保存する。
b) 保存データ数が超音波厚さ計の最大保存数となった状態で,更に1回測定を行う。
9.17.2 合格基準
データ保存機能の適合基準は,次による。
a) 最大保存件数分のデータが保存できる。
b) 最大保存件数を超えたときのデータの扱い,表示動作などは,供給者の仕様による。
9.18 印刷
9.18.1 確認方法
供給者が推奨するプリンタについて,印刷機能の確認を行う。
9.18.2 合格基準
供給者が指定する様式で,誤りなく印刷項目が印刷される場合は,合格とする。
9.19 保存データ表示
9.19.1 確認方法
保存データ表示機能を確認する方法は,次による。
a) 適切な試験体の測定を行い,測定データを保存する。
b) 保存された測定データを,表示させる。
9.19.2 合格基準
供給者の指定の様式で,保存データのとおりに誤りなく表示される場合は,合格とする。
10
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.20 表示更新回数
9.20.1 測定方法
供給者の指定の方法によって,表示更新回数の確認を行う。ただし,表示更新回数が毎秒1回を超える
場合は確認を省略してもよい。
9.20.2 合格基準
表示更新回数は,供給者の仕様範囲内の場合は,合格とする。
10 試験区分2
10.1 一般
この試験は,全ての超音波厚さ計に対して行われる試験であり,7.2に示す区分とする。
10.2 目視点検
供給者の取扱説明書及び次に従い,目視などによって点検を行う。
a) 超音波厚さ計本体の損傷の有無
b) 探触子の表面の平滑さ及び損傷の有無
c) 探触子保持具の操作性
d) 探触子ケーブルの異常及び損傷の有無
e) 探触子コネクタの異常の有無
10.3 最小及び最大測定可能厚さ
最小及び最大測定可能厚さの測定は,9.12による。
10.4 測定誤差
測定誤差の求め方は,9.13による。
10.5 測定下限
試験区分2-2(定期点検)及び試験区分2-3(特別点検)において,必要と判断される場合は測定下限を
求める。測定下限の求め方は11.2.3による。
10.6 調整値の確認
調整値の確認は,9.15による。
11 試験区分3(日常点検)
11.1 一般
超音波厚さ計の日常点検は始業前点検によって行うものとし,次による。
11.2 始業前点検
始業前点検は,目視点検及び測定誤差の確認を行う。また,必要に応じて測定下限の確認,調整設定保
存及びデータ保存の確認を行う。
11.2.1 目視点検
目視点検は,10.2による。
11.2.2 測定誤差
6.1の対比試験片RB-E,RB-Tなどを用い,超音波厚さ計及び探触子の組合せごとに通常使用する環境
下で,かつ,当日に測定する厚さの範囲において,測定誤差を求める。
測定誤差の求め方は,次による。
a) 試験片 測定誤差の確認に使用する試験片は,次による。
11
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 6.1で規定する試験片などを組み合わせて,適切な3段階以上の厚さの試験片寸法を選定する。適切
な3段階の厚さとは,測定を行う試験体の設計板厚などを中心厚さとして,使用する測定範囲の上
下限の厚さをいう。
2) 鋼以外の材料の厚さ測定を行う場合は,使用する測定範囲内の適切な3段階以上の厚さの試験片寸
法を選定する。測定に使用する試験片が複数になる場合は,互いに同等の音速をもつものとする。
3) 試験片の厚さは,マイクロメータ,ノギスなどで一つの測定面について3点以上測定し,それらを
平均した値(T)とする。この値(T)を記録することによって,同一試験片の場合,次回の測定に
用いることができる。
b) ゼロ点調整 ゼロ点調整を要する超音波厚さ計は,供給者が指定した方法,又はa) 1)で選定した試験
片を用い,ゼロ点を調整する。
c) 音速調整 音速の調整は,次による。
1) 特に指定がない場合は,a) 1)又は2)で選定した試験片のうち,中間厚さ程度の試験片を用いる。
なお,厚さの異なる2個の試験片を選定する場合は,使用する測定範囲内で適切な厚さを選定す
る。
2) 選定した試験片の厚さを表示するように音速を調整する。
d) 測定方法 測定方法は,次による。
1) ゲインを選定できる場合,適切なゲインに設定する。また,エコー高さを変更できる場合,適切な
エコー高さに設定する。
2) a) 1)又は2)で選定した試験片に対して5回測定を繰り返す。この測定において,表示値に不安定の
ないことが確認された表示値の最小値を,測定値(M)とする。
3) 測定値(M)と厚さ(T)の値との差が最も大きくなる値|T−M|を求め,これを測定誤差とする。
11.2.3 測定下限
厚さ測定において必要と判断される場合は,測定下限を求める。設計板厚が6 mm以下の場合は,測定
下限の確認を推奨する。
測定下限の求め方は,次による。
a) 試験片 6.1で規定するRB-T若しくは11.2.2 a)の試験片と同一の材料,又は11.2.2 a)の試験片と同等
の音速をもつ材料で作製し,11.2.2 a) 3)と同様に測定した試験片を用いる。
b) ゼロ点調整 11.2.2 b)を行った厚さの試験片によって,調整又は確認する。
c) 音速調整 11.2.2 c)を行った厚さの試験片によって,調整又は確認する。
d) 測定方法 測定方法は,次による
1) ゲインを選定できる場合には,適切なゲインに設定する。また,エコー高さを変更できる場合,適
切なエコー高さに設定する。
2) RB-T又は同等の試験片の厚い方から薄い方へ測定を行い,測定値と11.2.2 a) 3)で測定した厚さとの
差が0.1 mm又は9.13.1 f)で求めた測定誤差のうち,大きい方の値より大きくなる直前の試験片厚さ
を求め,これを測定下限値とする。
11.2.4 調整設定保存
この試験は,調整設定値が適切に保存されていることを確認するものであり,次の方法に従って行う。
なお,この試験は使用者の判断によって省略してもよい。
a) 確認方法 調整設定保存機能を確認する方法は,次による。
1) 測定誤差の求め方は,9.13.1 c)〜f)による。
12
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 超音波厚さ計の電源を切り,3分以上の時間が経過した後,再度電源を入れる。
3) 同じ試験片を測定して,表示値を読み取り,記録する。
b) 合格基準 測定誤差は,使用者の指定範囲内の場合は,合格とする。
11.2.5 データ保存
この試験は,データの保存及び表示機能が正常に動作することを確認するものであり,次の方法に従っ
て行う。
なお,この試験は使用者の判断によって省略してもよい。
a) 確認方法 データ保存及び表示機能を確認する方法は,次による。
1) 適切な試験体の測定を行い,測定データを保存する。
2) 保存されたデータを表示させる。
b) 合格基準 供給者の指定の様式で保存データのとおりに誤りなく表示される場合は,合格とする。
13
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
超音波厚さ測定用対比試験片(RB-T)
JA.1 材料
JIS G 3103のSB410又はJIS G 3106のSM490Cで,焼ならしを行ったものとするが,同等の音響特性を
もつJIS G 3106の圧延鋼材などを用いてもよい。
なお,鋼以外の材料の厚さ測定を行う場合は,測定を行う材料と同等の材料を用いる。
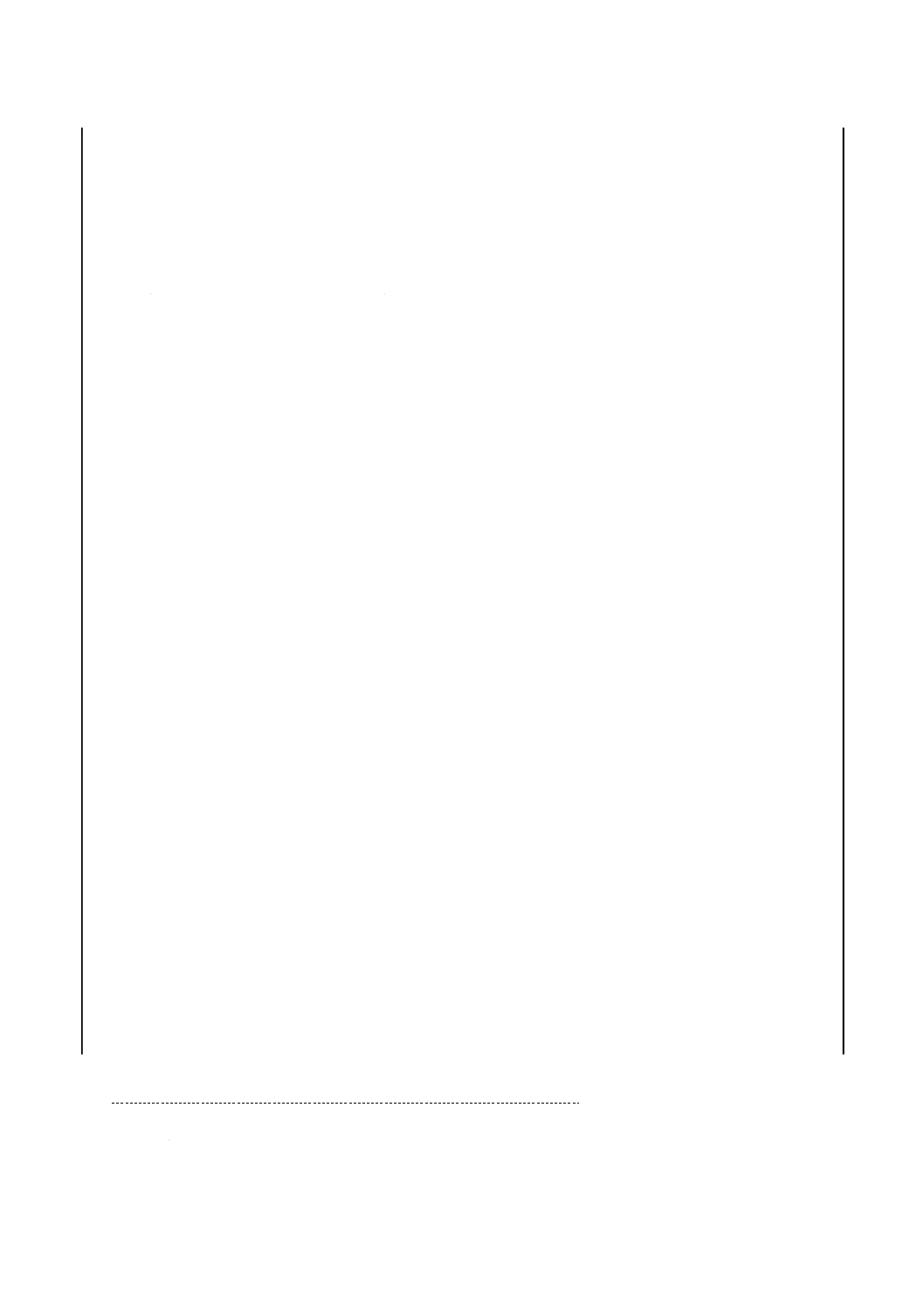
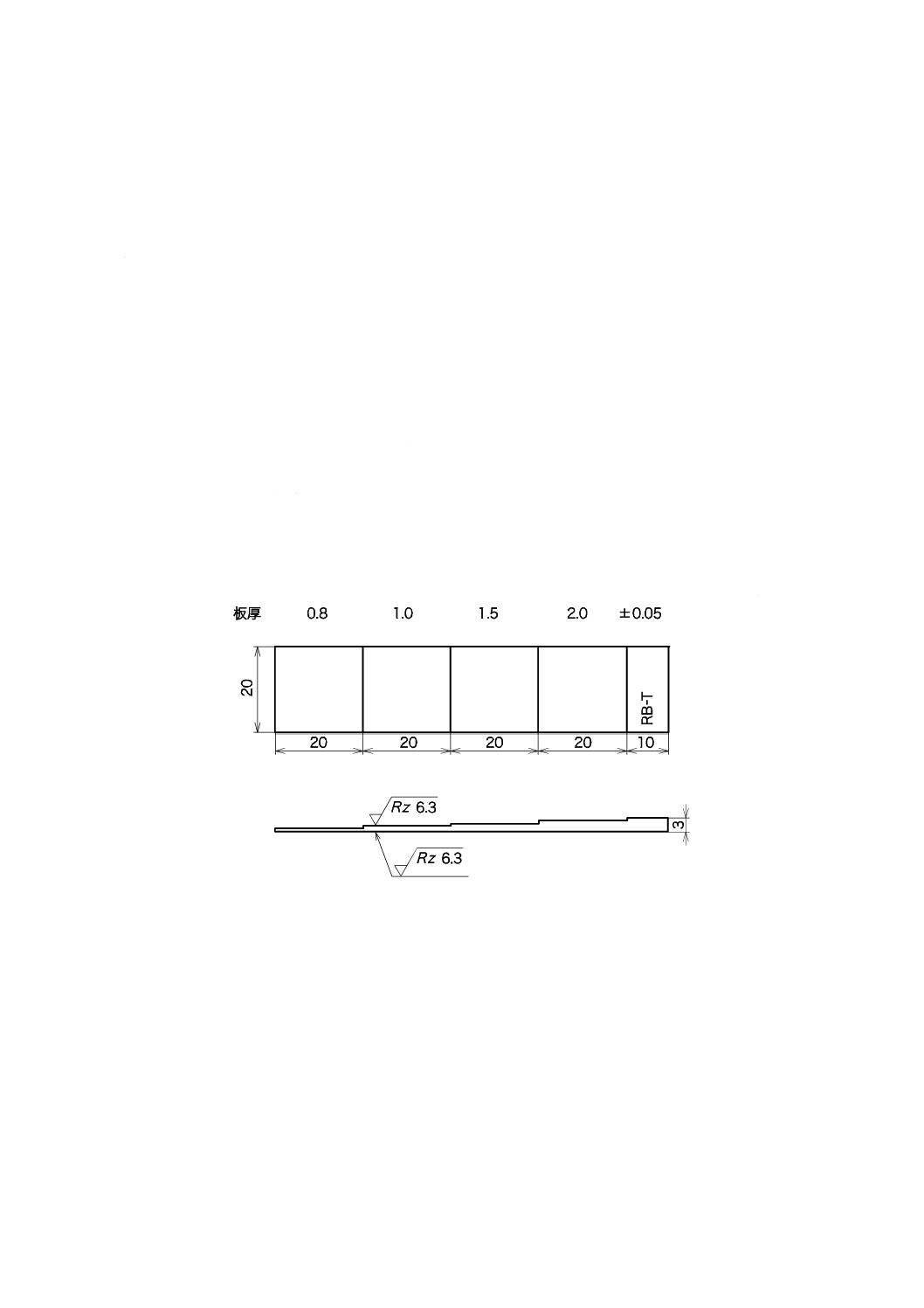
JA.2 形状及び寸法
対比試験片の形状及び寸法は,次による。
a) 厚さの系列 2.0 mm,1.5 mm,1.0 mm及び0.8 mmとする。
なお,厚さの許容差は,±0.05 mm以内とする。
b) 面積 それぞれの厚さごとに20 mm×20 mm以上とする。
c) 表面仕上げ 表面の粗さは,両面ともRz 6.3とする。
d) 形状・寸法 形状・寸法の一例を,図JA.1に示す。
単位 mm
図JA.1−RB-Tの形状・寸法例
14
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
超音波厚さ測定用対比試験片(RB-I)
JB.1 材料
材料は,JIS G 3103のSB410又はJIS G 3106のSM490Cで,焼ならしを行ったものとする。
JB.2 形状及び寸法
対比試験片の形状及び寸法は,次による。
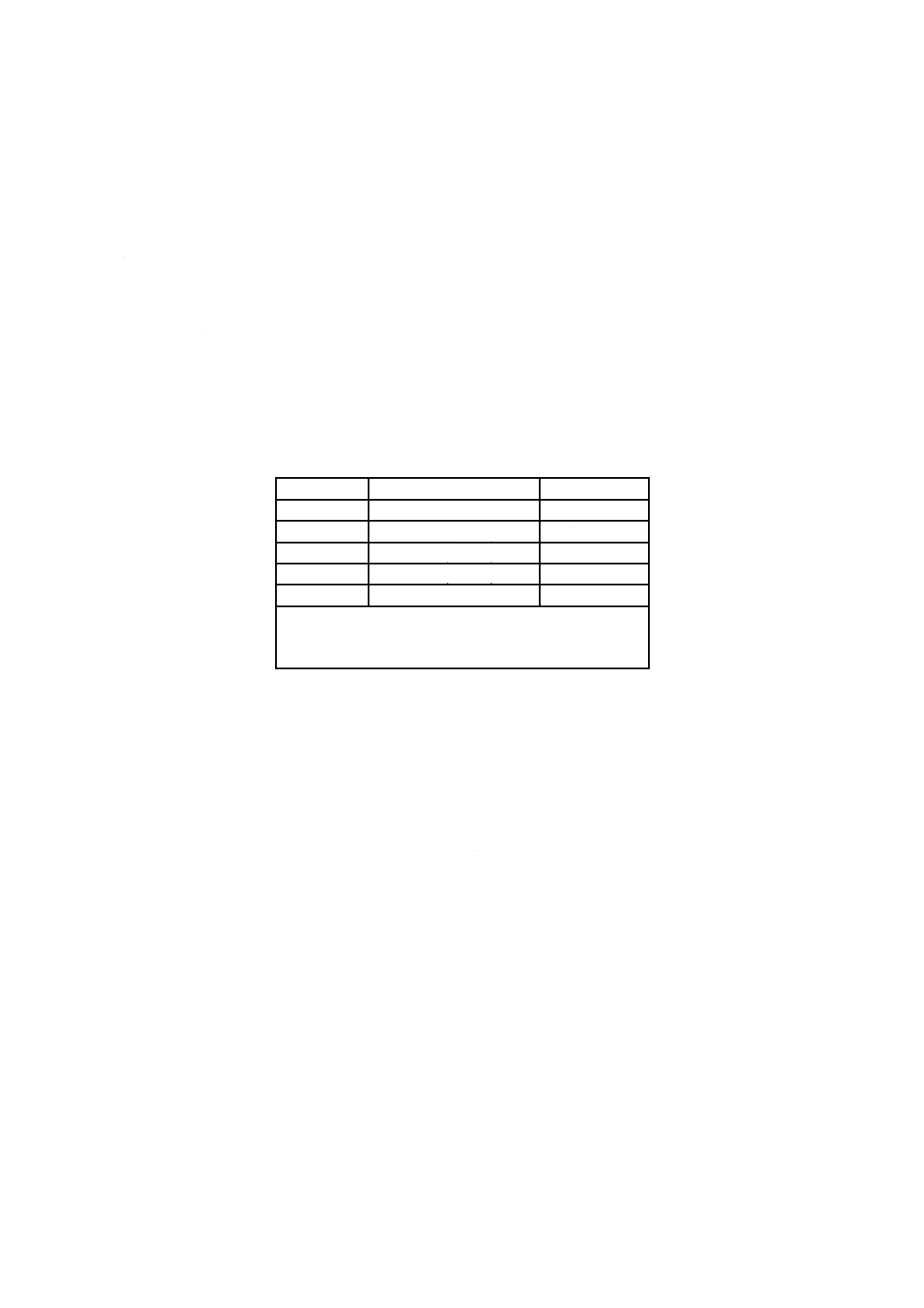
JB.2.1 寸法
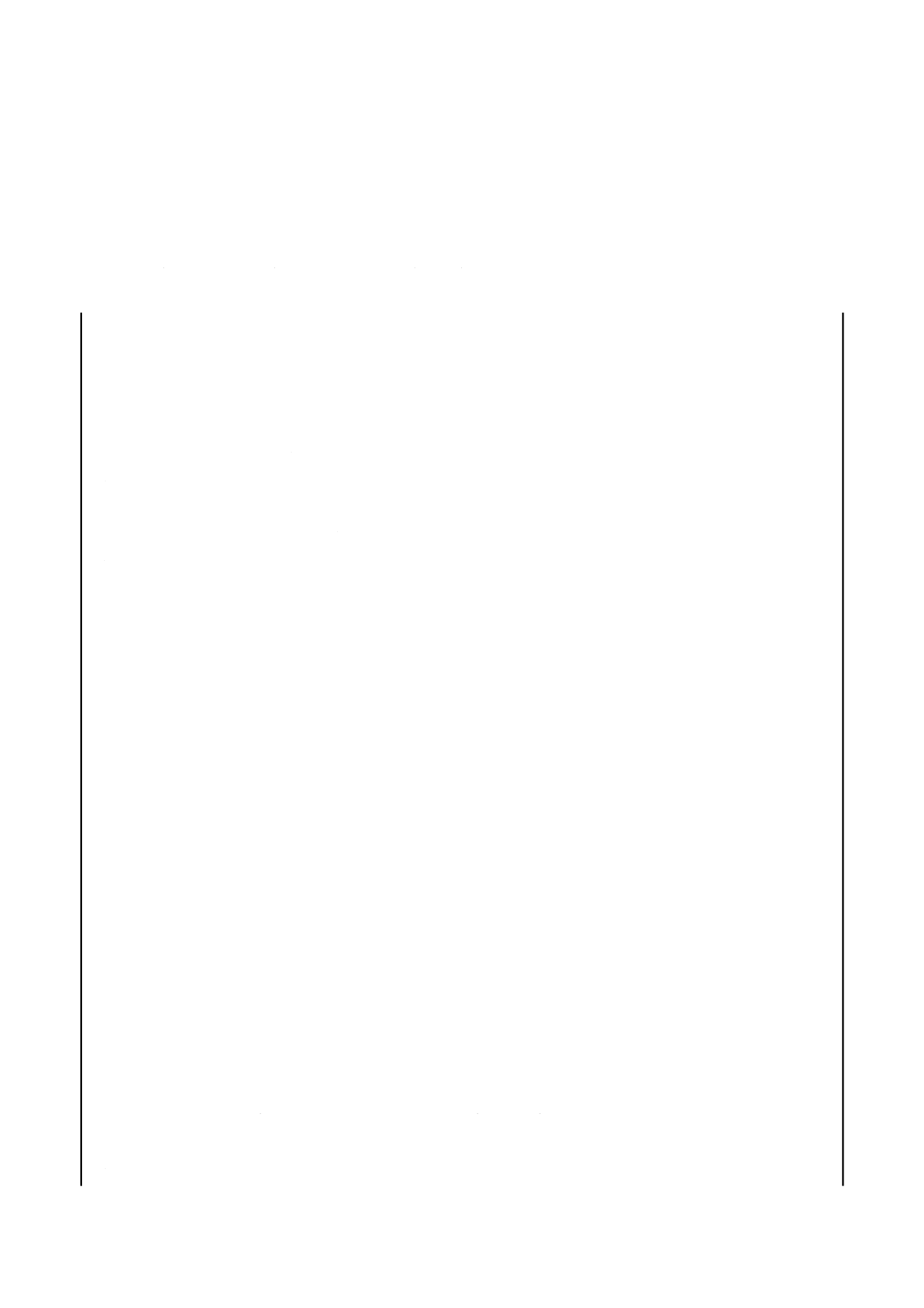
対比試験片RB-Iの形状は円柱とし,寸法は,表JB.1による。
表JB.1−対比試験片RB-Iの寸法
試験片
試験片厚さL
直径D
A
LA
≧0.5×L
B
LA+0.25×(LE−LA)a)
≧0.5×L
C
LA+0.50×(LE−LA)a)
≧0.5×L
D
LA+0.75×(LE−LA)a)
≧0.5×L
E
LE
≧0.5×L
注記 LA<0.1LEの場合,LAの減算は省略してもよい。
注a) LA(最小厚さ)は試験片Aの厚さ,LE(最大厚さ)
は試験片Eの厚さ。
円柱の直径Dは,探触子表面対角寸法の3倍以上とし,試験片B,C及びDの規定厚さLは,±10 %の
範囲で変更してもよい。また,試験片測定面の厚さ許容差は,3×10−4×L以下とする。試験片中央部にお
いて,試験片厚さは10−4×Lの精度で測定する。試験片には,試験片厚さL及び識別番号を刻印しなけれ
ばならない。
JB.2.2 表面仕上げ
測定表面粗さは,Ra 0.8に加工されていなければならない。
なお,試験片表面に,試験片厚さの0.5 %以下の厚さのクロムめっき又はニッケルめっきを行ってもよ
い。
JB.2.3 形状・寸法
形状・寸法の一例を,図JB.1に示す。
15
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JB.1−RB-Iの形状・寸法例
16
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応国際規格との対比表
JIS Z 2355-2:2016 非破壊試験−超音波厚さ測定−第2部:厚さ計の性能測定方
法
ISO 16831:2012,Non-destructive testing−Ultrasonic testing−Characterization and
verification of ultrasonic thickness measuring equipment
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 超音波探傷器を適
用範囲に含める。
1
EN 12688で規定される
装置が適用される。
変更
EN 12688で規定される装置を
超音波探傷器に変更した。
国内で運用するため変更した。
2 引用規格
3 用語及び
定義
供給者
3
ISO 5577及びEN 1330-4
の用語及び定義
追加
用語の説明を追記した。
内容補足のため追加した。
4 一般的要
求事項
b) この規格に適合
する試験報告書に
ついて規定
4
b)適合宣言書,証明書,
試験報告書について規
定。
変更
b) ISO 9001に従って認証され
た組織が発行する適合宣言,又
はISO/IEC 17050-1,ISO/IEC
17050-2に従って認定された組
織が発行した証明書の規定を
変更した。
国内の実態に合わせるため変更した。こ
れらの品質保証システムを取り込むこ
とは今後の課題である。
5 超音波厚
さ計仕様
5.1 一般
5.1
超音波厚さ測定装置の製
造業者仕様について,最
低限必要とする項目を規
定している。性能試験で
得られる値は,限界を示
す公称値として扱う。
追加
仕様が対応している範囲内で,
とした。また,測定値は鋼に対
しての値に限定した。
国内の実態に合わせるため追記した。
5.2 d) 探触子コネク
タ種別
5.2 d)
d) 探触子コネクタタイ
プ
変更
専用探触子の場合は省略可と
した。
専用探触子を使用する場合は,誤接続の
おそれはないため。
5.2 g) 電池動作時間
5.2 g)
バッテリー電圧低下で超
音波機器の性能が仕様外
となったときの表示の形
式としている。
変更
その際の動作条件の表記が規
定されていない。
試験条件(測定サイクル及び温度条件)
によって電池の動作時間が変動するた
め,これを記録するとした。
3
Z
2
3
5
5
-2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 超音波厚
さ計仕様
(続き)
5.2 l) 測定誤差
5.2 l)
l) 精度及び分解能
変更
精度を測定誤差に変更し,分解
能を削除した。
使用する探触子の形式及び試
験片の音速を併記するとした。
国内の実態に合わせ測定誤差に変更し
た。また,分解能を確認することは困難
であるため削除した。
5.6 a) 音速設定範囲
−
追加
音速設定範囲を追加した。
超音波厚さ計として音速設定は基本機
能の一つであるため。
5.6 b) ゼロ点調整機
能の有無
−
追加
ゼロ点調整機能の有無を追加
した。
超音波厚さ計としてゼロ点調整は基本
機能の一つであるため。
5.6 c) 表示更新回数
5.6
e) 表示応答時間
変更
表示応答時間を表示更新回数
に変更した。
単位時間当たりの表示更新回数とする
方が適切であるため。
5.6 d) 測定分解能
(mm)
−
追加
音速設定範囲を追加した。
超音波厚さ計として測定分解能は基本
機能の一つであるため。
−
5.6
サンプリング周波数,パ
ルス繰り返し周波数,信
号処理アルゴリズムの原
理を規定。
削除
これらの項目は削除した。
これらの内部処理方法はメーカ各社に
よって異なる点,直ちに厚さ計の性能を
表す項目ではない点を考慮した。
6 試験片
6.1
試験片の鋼種をEN規格
を引用して規定し,音速,
表面粗さ,寸法,形状を
規定。
変更
本体及び附属書JAで規定され
た試験片に変更し,厚さが既知
の試験片を追加した。
国内の実態に合わせ旧JIS Z 2355で規
定された試験片に変更した。また,この
規格で規定する試験片の詳細は附属書
記載とした。
7 超音波厚
さ計の性能
確認試験区
分
7.1 試験区分1
7
Group 1として規定
抜取り試験として規定
変更
7.1として項目立てをした。抜
取り試験を削除した。
分かりやすい構成に変更した。抜取り試
験と限定する必要がないため。
7.2 試験区分2
7
Group 2として規定
全数試験として規定
変更
7.2として項目立てをした。検
収前試験を出荷前検査,性能維
持の確認を定期点検,修理後試
験を特別点検に名称変更した。
分かりやすい構成に変更した。国内の実
態に合わせるため変更した。
7.3 試験区分3
7
Group 3として規定
作業の開始時,完了時に
行う。
変更
7.3として項目立てをした。
日常点検とした。
分かりやすい構成に変更した。国内の実
態に合わせるため変更した。
3
Z
2
3
5
5
-2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 超音波厚
さ計の性能
確認試験区
分(続き)
表1 試験リスト
7
表2 試験リスト
変更
試験項目を変更した。
使用者では実施困難な試験があり,ま
た,全数検査不要な試験があるためこれ
らを削除し,必要な試験項目を追加し
た。
8 探触子
中心周波数の測定
はJIS Z 2350によ
る。
8
中心周波数の測定はEN
12668-2による。
変更
探触子の中心周波数の測定は
JIS Z 2350による。
EN規格を呼ぶことができないため対応
するJISに変更した。
9 試験区分
1
9.1 一般
9.1
試験項目省略の規定はな
い。
変更
機器の仕様で該当しない項目
の試験は省略してもよいとし
た。
ISO規格の規定には超音波厚さ計の仕様
によって,実施不要と考えられる試験が
あるため。
9.2 使用機材
9.2
e) デジタル又はアナロ
グ電流計
変更
電流を測定するための機器を
追加した。
電流測定には電流計以外に定電圧電源
の付加機能,カレントプローブのような
波形測定手法などもあるため,それらを
含めて測定できるようにした。
9.3.1 確認方法
9.3.1
試験対象は測定装置(機
器及び探触子)
変更
ISO規格では超音波厚さ計本体
及び探触子としていることに
対し,JISでは超音波厚さ計本
体についての試験とした。
環境温度が探触子に及ぼす影響を除き,
超音波厚さ計だけに及ぼす影響だけを
評価するため。
9.4.2 合格基準
9.4.2
読取値は規定の精度及び
分解能内。警報表示は規
定電圧の±5 %以内
変更
読取値の規定を削除。表示電圧
は供給者の指定による。
この試験は電池電圧低下表示の確認を
行うためのものであり,厚さ読取値につ
いては9.6で確認を行っている。また,
規定範囲については,JISでは供給者の
仕様範囲内に納まっていることを基本
的な考え方とした。
9.5.1 測定方法
9.5.1
電池及び充電式電池の条
件についての規定はな
い。
追加
JISでは電池及び充電式電池の
条件を定めた。
電池動作時間は電池,充電式電池の条件
によって影響されるため。
9.5.2 合格基準
9.5.2
規定時間の±5 %以内
変更
適合範囲は供給者の指定によ
る。
電池容量にはばらつきが許容されてい
る。規定範囲については9.4.2の(V)と同
様である。
3
Z
2
3
5
5
-2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 試験区分
1(続き)
9.6.1 測定方法
9.6.1
測定方法を規定している
が,詳細な方法は規定さ
れていない。
変更
試験片の選択を規定した。誤差
の測定方法を規定した。探触子
を供給者が推奨するものとし
た。
測定方法を明確にするため。
9.6.2 合格基準
9.6.2
規定の精度及び分解能の
範囲内
変更
精度を測定誤差に変更し,分解
能を削除した。
分解能を確認することは困難であると
ともに,確認する必要性はないため。
9.7.1 測定方法
9.7.1
探触子を全ての推奨タイ
プとしている。
変更
探触子を供給者が推奨するも
のとした。
使用する探触子を明確にするため。
9.7.2 合格基準
9.7.2
最小電圧及び最大電圧で
規定値の±10 %以内
変更
適合範囲は供給者の指定によ
る。
測定中の動作電流はパルス状となる場
合があり,正確に測定することは困難で
ある。規定範囲については9.4.2の(V)
と同様である。
9.8.2 確認方法
9.8.2
試験片についての規定は
温度だけ。探触子及び接
触媒質は規定のものを規
定するとされる。
追加
試験片は測定範囲内の少なく
とも3種類の厚さのものとし
た。ISO規格は厚さ計の温度が
不明確である。
確認方法を明確にするため追記した。
9.9.2 合格基準
9.9.2
技術的仕様の±20 %以内 変更
適合範囲は供給者の指定によ
る。
規定範囲については9.4.2の(V)と同様
である。
9.10.1 測定方法
9.10.1
測定方法を規定してい
る。ただし,詳細な測定
方法は規定されていな
い。
変更
JIS Z 2351で送信パルス立ち上
がり時間,送信パルス幅,送信
パルスの振幅の測定が規定さ
れているため,これを引用し
た。
測定方法を明確にするため。
9.10.2 合格基準
9.10.2
各特性値について具体的
に規定。
変更
それぞれの合格範囲は供給者
の指定によるとした。
各規定値の数値の根拠が不明であり,本
来,供給者の設計仕様によるため。
9.11.1 確認方法
9.11.1
用いる試験片と探触子と
についてだけ規定。
変更
試験の目的を明記するととも
に試験方法を具体的に規定し
た。また,動作周波数を変更し
ない超音波厚さ計は,試験を省
略できるとした。
試験方法を明確にするため。
3
Z
2
3
5
5
-2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 試験区分
1(続き)
9.11.2 合格基準
9.11.2
製造者規定の精度及び分
解能の範囲内
変更
精度を測定誤差に変更し,分解
能を削除した。
分解能を確認することは困難であると
ともに,確認する必要性は小さい。
9.12.1A 確認方法
9.13.1
製造者規定の精度及び分
解能の範囲内
変更
精度を測定誤差に変更し,分解
能を削除した。
5.2 l) に合わせるため。測定誤差の確認
方法そのものに関しては,内容の補足で
あり技術的な差異はない。
9.13.2 合格基準
9.12.2
製造者規定の精度及び分
解能の範囲内
変更
精度を測定誤差に変更し,分解
能を削除した。
分解能を確認することは困難であると
ともに,確認する必要性は小さい。
9.14 音速設定範囲
9.14
具体的な規定はない。
変更
試験は供給者指定の方法によ
る。
ISO規格には試験方法に関する具体的な
記述がないため,また,音速設定は厚さ
計取扱方法に依存するため。
9.16.1 確認方法
9.16.1
厚さ計をオフにする方法
を具体的に規定
変更
厚さ計をオフにする方法を規
定しない。
超音波厚さ計オフによる設定保存の確
認が目的であり,オフにする方法は超音
波厚さ計の取扱方法に依存する。
9.16.2 合格基準
9.16.2
製造者規定の精度及び分
解能の範囲内
変更
精度を測定誤差に変更し,分解
能を削除した。
分解能を確認することは困難であると
ともに,確認する必要性は小さい。
9.17.1 確認方法
9.17.1
実際に読取りを行う。
変更
実測定の代わりに測定データ
の書込みも許容した。
効率的に確認を行うためであり,データ
保存の確認に関しての技術的な差異は
ない。
9.17.2 合格基準
9.17.2
保存データを72時間後
に確認
変更
データ保存は供給者仕様によ
る。
確認時間である72時間後の根拠が不明
であるため。
9.20.1 測定方法
9.20.1
分解能試験片を用いて測
定
変更
表示応答時間を表示更新回数
に変更した。測定方法を変更し
た。
ISO規格に規定する方法では表示応答時
間を測定できない。また,超音波厚さ計
の使用者にとって必要なのは表示応答
時間ではなく,単位時間当たりの測定回
数である。
9.20.2 合格基準
9.20.2
規定の時間で得られた読
取値は製造業者規定の精
度及び分解能の範囲内
変更
精度及び分解能に関する規定
を削除した。
精度及び分解能の確認は表示更新回数
とは無関係であるため。
10 試験区
分2
10.2 目視点検
10.4
物理的損傷を外部から目
視で検査など
変更
目視点検内容を具体的に記述
した。
国内で運用するためJIS Z 2355-1と整合
させるために追加。
3
Z
2
3
5
5
-2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
Z 2355-2:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
10 試験区
分2(続き)
10.3 最小及び最大
測定可能厚さ
−
追加
最小及び最大測定可能厚さの
測定に関する項目を追加した。
測定項目を明確にするため追加。
10.4 測定誤差
−
追加
測定誤差に関する項目を追加
した。
測定項目を明確にするため追加。
10.5 測定下限
−
追加
測定下限の測定に関する項目
を追加した。
測定項目を明確にするため追加。
10.6 調整値の確認
−
追加
調整値の確認に関する項目を
追加した。
測定項目を明確にするため追加。
11 試験区
分3
11.2 始業前点検
11.2
取扱説明書を確認する。 変更
始業前点検内容を具体的に規
定した。
JIS Z 2355-1と整合させるために変更。
附属書JA
(規定)
超音波厚さ測定用
対比試験片(RB-T)
−
追加
旧JIS Z 2355で規定された試験
片RB-Tを追加した。
国内で運用するため旧JIS Z 2355で規
定された試験片を追加した。
附属書JB
(規定)
超音波厚さ測定用
対比試験片(RB-I)
−
追加
ISO規格の6.2及び6.3.1で規定
する試験片を対比試験片RB-I
と定義し,附属書記載とした。
6.3.2で規定された試験片は削
除した。
RB-Tに合わせて附属書とした。また,
ISO規格の6.3.2で規定された試験片は
使用しない。
JB.1 材料
6.2
EN 10025-2で規定。また,
熱処理について規定。
変更
JISで規定された試験片の材料
に変更した。
国内における試験片材料入手の利便性
を考慮した。
6.2
縦波音速は5 920±30 m/s
であること。
変更
音速の規定を削除した。
国内において音速が保証された材料を
入手することは困難である。
−
6.3.2
分解能試験片
削除
6.3.2で規定された試験片を削
除した。
分解能を測定しないため。
JISと国際規格との対応の程度の全体評価:ISO 16831:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
Z
2
3
5
5
-2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。