1
Z 2353:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本非破
壊検査協会(JSNDI)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 2353:1991は改正され,この規格に置き換えられる。
JIS Z 2353には,次に示す附属書がある。
附属書(参考)対比試験片の音速測定方法
Z 2353:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 測定に使用する機材 ········································································································· 1
4.1 音速測定装置 ················································································································ 1
4.2 探触子 ························································································································· 1
4.3 探触子ケーブル ············································································································· 2
4.4 対比試験片 ··················································································································· 2
5. 測定方式 ························································································································ 3
6. 測定準備 ························································································································ 4
6.1 測定面の仕上げ程度及び厚さの測定精度 ············································································· 4
6.2 直接接触法での接触媒質の選定························································································· 4
6.3 調整 ···························································································································· 4
6.4 校正 ···························································································································· 4
7. 測定 ······························································································································ 4
7.1 測定方式の選定 表 ······································································································· 4
7.2 音速を直接表示する測定器による方法 ················································································ 4
7.2.1 縦波音速の測定 ··········································································································· 4
7.2.2 横波音速の測定 ··········································································································· 5
7.3 デジタル表示超音波厚さ計による方法 ················································································ 5
7.3.1 縦波音速の測定 ··········································································································· 5
7.3.2 横波音速の測定 ··········································································································· 5
7.4 アナログ超音波探傷器を用いたパルス反射法による方法 ························································ 6
7.4.1 縦波音速の測定 ··········································································································· 6
7.4.2 横波音速の測定 ··········································································································· 6
7.5 アナログ超音波探傷器を用いたパルス透過法による方法 ························································ 7
7.5.1 縦波音速の測定 ··········································································································· 7
7.5.2 横波音速の測定 ··········································································································· 8
7.6 デジタル超音波探傷器を用いたパルス反射法による方法 ························································ 8
7.6.1 縦波音速の測定 ··········································································································· 8
7.6.2 横波音速の測定 ··········································································································· 9
7.7 デジタル超音波探傷器を用いたパルス透過法による方法 ························································ 9
7.7.1 縦波音速の測定 ··········································································································· 9
7.7.2 横波音速の測定 ·········································································································· 10
8. 測定結果の表示方法 ········································································································ 11
附属書(参考)対比試験片の音速測定方法 ··············································································· 12
1. 要旨 ····························································································································· 12
Z 2353:2003
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 測定方法 ······················································································································· 12
2.1 パルスオーバーラップ法による音速測定方法 ······································································ 12
2.1.1 測定に使用する機材 ···································································································· 12
2.1.2 測定 ························································································································· 12
2.1.3 測定結果の表示方法 ···································································································· 14
2.2 シングアラウンド法による音速測定方法 ············································································ 14
2.2.1 測定に使用する機材 ···································································································· 14
2.2.2 測定 ························································································································· 15
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2353:2003
超音波パルス法による固体の音速の測定方法
(対比試験片を用いる方法)
Method for measurement on ultrasonic velocity of solid by pulse technique
using reference test piece
1. 適用範囲 この規格は,超音波パルス反射法及び透過法によって,音速が既知の対比試験片を用いて
固体の音速を測定する方法及び測定結果を表示する方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2352 超音波探傷装置の性能測定方法
JIS Z 2355 超音波パルス反射法による厚さ測定方法
3. 定義 この規格で用いる主な用語の定義は,JIS Z 2300及びJIS Z 2355による。
4. 測定に使用する機材 (表1参照) あ
4.1
音速測定装置 あ
a) 音速を直接表示する測定器 音速が直接デジタル表示できるものとする。
b) デジタル表示超音波厚さ計 厚さが直接デジタル表示できるものとする。
c) アナログ超音波探傷器 電磁超音波探傷器を含む基本表示の超音波探傷器の性能は,表示器の時間軸
の直線性を,JIS Z 2352で測定し,±1%以下とする。
d) デジタル超音波探傷器 厚さと時間が直接デジタル表示できるものとする。
4.2
探触子 ああ
a) 探触子は,任意の振動子寸法のものを選択してもよい。パルス反射法の場合には,通常,5個以上の
容易に識別できる底面エコーが得られる周波数で動作するものとするが,それが困難な場合でも,少
なくとも2個以上の容易に識別できる底面エコーが得られる周波数で動作するものとする。
b) 測定に使用する探触子のビーム中心軸の偏り角は,JIS Z 2350によって測定し,1度以内であること
を確認する。
c) 縦波音速測定用としては,直接接触用及び水浸用の一振動子縦波垂直探触子,又は直接接触用の二振
動子垂直探触子の中から選択してもよい。
d) 横波音速測定用としては,直接接触用の一振動子横波垂直探触子を使用する。
2
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
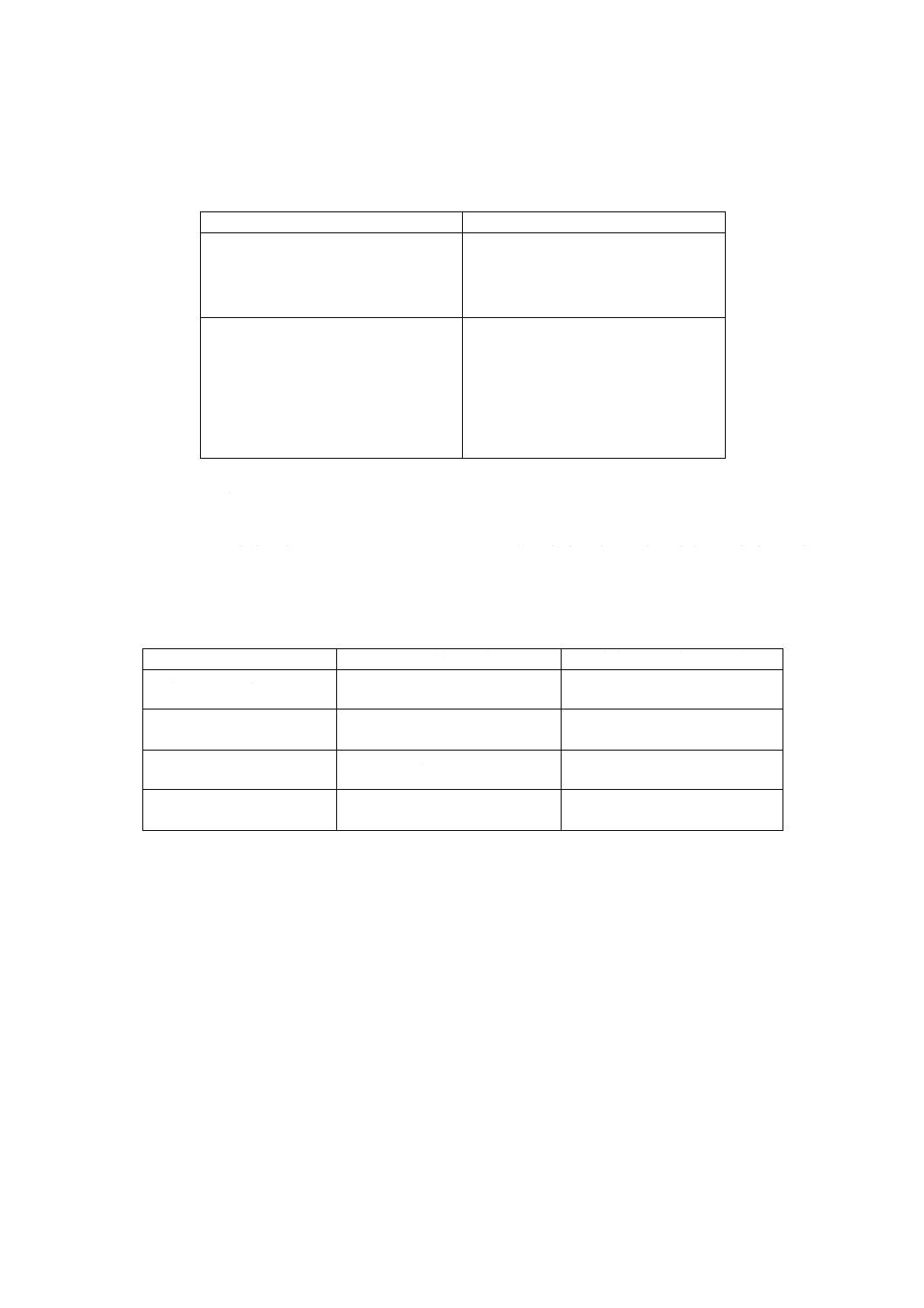
e) 音速測定装置には,表1に示すいずれかの探触子を組み合わせて使用する。
表 1 音速測定装置及び探触子の組合せ
音速測定装置の種類
探触子の種類
a) 音速を直接表示する測定器
b) デジタル表示超音波厚さ計
一振動子縦波垂直探触子
二振動子垂直探触子
一振動子横波垂直探触子
c) アナログ超音波探傷器
d) デジタル超音波探傷器
一振動子縦波垂直探触子
二振動子垂直探触子
一振動子横波垂直探触子
電磁超音波縦波垂直探触子
電磁超音波横波垂直探触子
4.3
探触子ケーブル ケーブルの特性インピーダンスが音速測定装置及び探触子と整合していることに
注意した上で,探触子と測定物との接触を安定させるために,しなやかなものを使用する。
4.4
対比試験片 音速測定に使用する対比試験片は,一般的な音速測定の場合と精度よく音速を測定す
る場合で使い分け,表2に示すいずれかの条件を満たすものとする。
表 2 対比試験片の使い分け
項目
一般的な場合
精度よく測定する場合
表裏面の平行度
0.01/100
0.002/50
表面及び裏面の仕上げ
30Rz程度
1.6Rz程度
厚さの測定精度
0.05mm以内
0.002mm以内
音響特性
測定物と同じ程度の音響イン
ピーダンスをもつもの。
測定物と同じ程度の音響イン
ピーダンスをもつもの。
なお,対比試験片の音速測定方法の例を附属書(参考)に記載する。
3
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
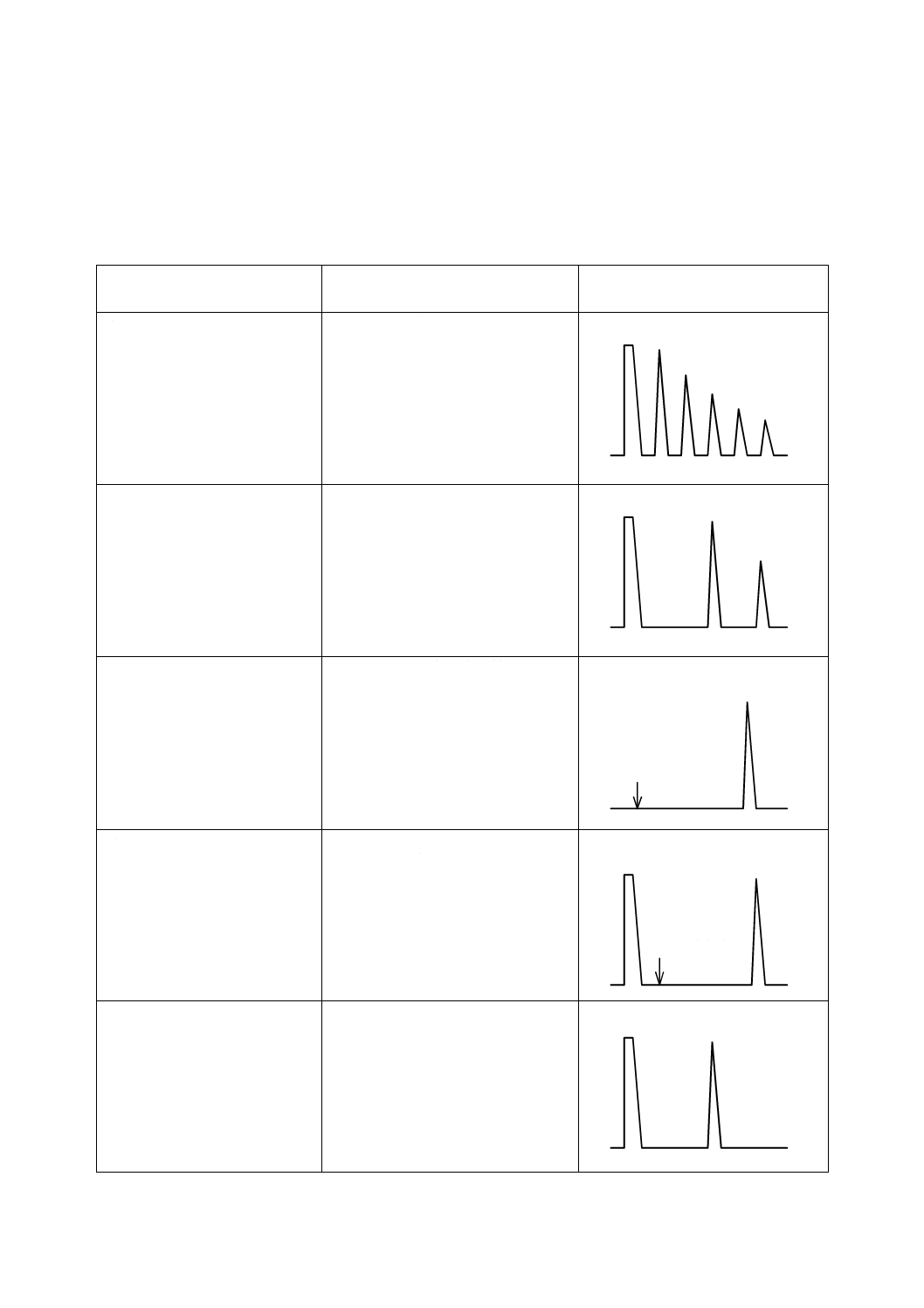
5. 測定方式 音速測定方式は,使用する音速測定装置とこれに組み合わせる探触子及び音速測定に用い
るパルス信号によって,表3のとおりに区分する。
表 3 音速測定方式
測定方式
使用するパルス信号又は起点
図形
(基本表示)
多重エコー方式
(B1‐Bn方式)
原則として多重エコーのB1とBn
(n≧2),B1が使用できない場合は
B2とBn(n≧3)とする
表面エコー第1回底面エコー
方式
(S‐B1方式)
試験体の表面エコーと第1回底面
エコー
補正した入射点と第1回底面
エコー方式
(R‐B1方式)
厚さが既知の試験片で校正した測
定起点と,第1回底面エコー
透過パルス方式
(R‐U方式)
厚さが既知の試験片で校正した測
定起点と,透過パルス(U)
直接接触法透過パルス方式
(T‐U方式)
送信パルスと透過パルス(U)
T
B1
Bn
B2
T
S
B1
B1
R(測定起点)
T
U
R(測定起点)
T
U
4
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 測定準備 あ
6.1
測定面の仕上げ程度及び厚さの測定精度 測定面は,一般的な場合と精度よく測定する場合によっ
て,表4に示すいずれかの条件を満たすように処理する。
表 4 測定面の処理
項目
一般的な場合
精度よく測定する場合
測定面及び裏面の平行度
0.01/100
0.002/50
測定面及び裏面の仕上げ
30Rz程度
1.6Rz程度
厚さの測定精度
0.05mm以内
0.005mm以内
なお,この処理が困難な場合には,測定結果にその旨を記録する。
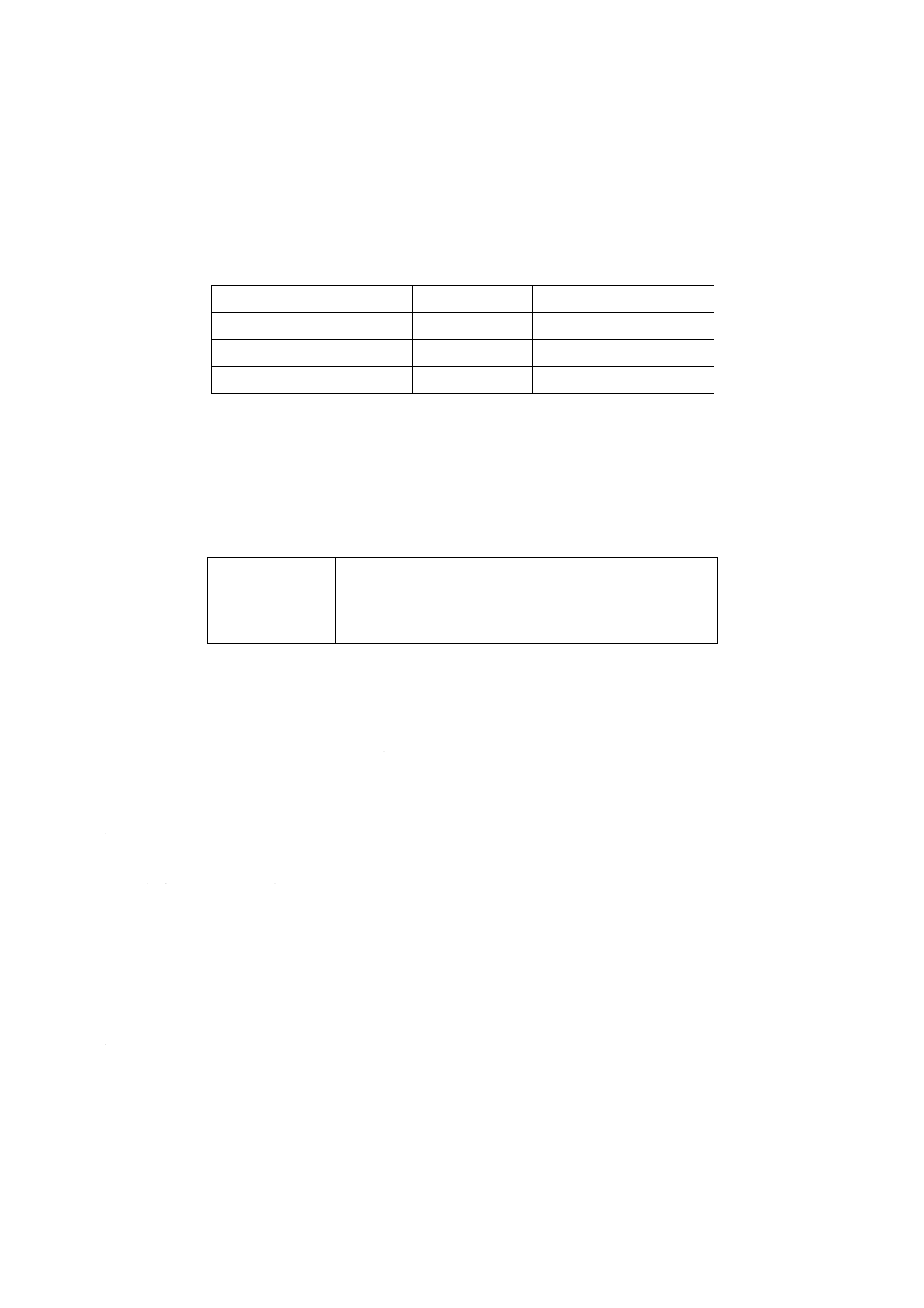
6.2
直接接触法での接触媒質の選定 接触媒質を用いる場合は,縦波音速又は横波音速のいずれを測定
するかによって,表5から選定する。
表 5 接触媒質の選定
測定の種類
接触媒質の種類
縦波音速の測定 スピンドル油,マシン油又はこれらと同等のもの。
横波音速の測定 横波の伝達に適する高粘度の液体又は固体接着剤。
6.3
調整 対比試験片を用い,表示器上の図形又は表示値が,対比試験片の厚さ,音速又は時間のいず
れかを示すように必要な調整を行う。
6.4
校正 対比試験片を用い,測定中は少なくとも1時間ごと及び測定終了直後に行い,校正値が前回
の校正値より所定の値を超えて異なる場合には,その間の測定を再び行う。
なお,所定の校正値は,要求する音速精度を考慮し,関係者の協議による。
また,次の場合には必ず校正を行う。
a) 装置の作動に異常があると思われる場合
b) 測定に使用する機材の一部又は全部を交換した場合
c) 技術者が交代した場合
7. 測定 あ
7.1
測定方式の選定 表3に示した測定方式の中から,関係者の協議によって選定する。
7.2
音速を直接表示する測定器による方法 あ
7.2.1
縦波音速の測定 あ
a) 対比試験片を選定し,その試験片の厚さを入力した後,縦波垂直探触子を使用して,表3のB1‐Bn
方式,S‐B1方式,又はR‐B1方式によって,試験片の音速を表示するように調整する。
b) 次に,測定物を用意し,その厚さをマイクロメータなどで測定して,測定値を入力した後,a)と同じ
方式で測定物の音速を測定し,その値を読み取る。
5
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.2
横波音速の測定 あ
a) 対比試験片を選定して,その試験片の厚さを入力した後,表5から選んだ適切な接触媒質を介して横
波垂直探触子を試験片に接触させ,表3のB1‐B2方式,S‐B1方式,又はR‐B1方式によって,
試験片の音速を表示するように調整する。
b) 次に,測定物を用意し,その厚さをマイクロメータなどで測定して,測定値を入力した後,a)と同じ
方式で測定物の音速を測定し,その値を読み取る。
7.3
デジタル表示超音波厚さ計による方法 あ
7.3.1
縦波音速の測定 あ
a) 対比試験片を選定し,超音波厚さ計の音速を,その試験片の縦波音速に調整する。
b) 縦波垂直探触子を使用して,超音波で試験片の厚さを測定し,その値を読み取る。
c) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,b)と同様にして,測定物の厚
さを読み取る。
d) 測定物の縦波音速VLは,次の式で求める。
CL
C
C
L
V
t
d
t
d
V =
···································································· (1)
ここに,
VL: 測定物の縦波音速(m/s)
dC: 対比試験片の厚さをデジタル表示器から読み取った
値(mm)
t: 機械的に測定した測定物の厚さ(mm)
d: 測定物の厚さをデジタル表示器から読み取った値
(mm)
tC: 機械的に測定した対比試験片の厚さ(mm)
VCL: 対比試験片の縦波音速(m/s)
7.3.2
横波音速の測定 あ
a) 対比試験片を選定し,超音波厚さ計の音速を,その試験片の横波音速に調整する。
b) 表5から選んだ適切な接触媒質を介して横波垂直探触子を試験片に接触させ,超音波で試験片の厚さ
を測定し,その値を読み取る。
c) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,b)と同様にして,測定物の厚
さを読み取る。
d) 測定物の横波音速VSは,次の式で求める。
CS
C
C
S
V
t
d
t
d
V =
······································································· (2)
ここに,
VS: 測定物の横波音速(m/s)
dC: 対比試験片の厚さをデジタル表示器から読み取った
値 (mm)
t: 機械的に測定した測定物の厚さ(mm)
d: 測定物の厚さをデジタル表示器から読み取った値
(mm)
tC: 機械的に測定した対比試験片の厚さ(mm)
VCS: 対比試験片の横波音速(m/s)
6
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4
アナログ超音波探傷器を用いたパルス反射法による方法 あ
7.4.1
縦波音速の測定
a) 対比試験片を選定し,縦波垂直探触子を使用して,表3のB1‐Bn方式の図形を得る。
b) 超音波探傷器を調整し,底面エコーB1(B2とBnの場合にはB2,以下同じ)とBnの間隔を,表示器
の目盛などで,0.5目盛以下の細かさで読み取る。
c) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,縦波垂直探触子を測定物に接
触させ,表3のB1‐Bn方式の図形を得る。
d) B1エコーとBnエコーの間隔を,表示器の目盛などで,0.5目盛以下の細かさで読み取る。
e) b),d)いずれの場合にも,B1エコーの高さを,表示器上80%程度の一定値に調整して,そのエコーパ
ルスの立ち上がり位置を読み取り,次に,Bnエコーの高さを,先に調整したB1エコーの高さに調整
して,Bnエコーパルスの立ち上がり位置を読み取る。
f)
測定物の縦波音速VLは,次の式で求める。
(
)
(
)
CL
C
C
C
L
1
1
V
t
n
d
t
n
d
V
−
−
=
·························································· (3)
ここに,
VL: 測定物の縦波音速(m /s)
dC: 対比試験片のB1〜Bnエコー間の表示器上の距離(目盛
数)
n: 測定物を測定したときの多重エコーの回数
t: 機械的に測定した測定物の厚さ(mm)
d: 測定物のB1〜Bnエコー間の表示器上の距離(目盛数)
nC: 対比試験片を測定したときの多重エコーの回数
tC: 機械的に測定した対比試験片の厚さ(mm)
VCL: 対比試験片の縦波音速(m/s)
なお,B2とBnで測定した場合には,上式の(n−1)は(n−2)とする。
7.4.2
横波音速の測定 あ
a) 対比試験片を選定し,横波垂直探触子を対比試験片に接触させて,表3のB1‐Bn方式の図形を得る。
b) 超音波探傷器を調整し,底面エコーB1(B2とBnの場合にはB2,以下同じ)とBnの間隔を,表示器
の目盛などで,0.5目盛以下の細かさで読み取る。
c) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,横波垂直探触子を測定物に接
触させ,表3のB1‐Bn方式の図形を得る。
d) B1エコーとBnエコーの間隔を,表示器の目盛などで,0.5目盛以下の細かさで読み取る。
e) b),d)いずれの場合にも,B1エコーの高さを,表示器上80%程度の一定値に調整して,そのエコーパ
ルスの立ち上がり位置を読み取り,次に,Bnエコーの高さを,先に調整したB1エコーの高さに調整
して,Bnエコーパルスの立ち上がり位置を読み取る。
f)
測定物の横波音速VSは,次の式で求める。
(
)
(
)
CS
C
C
C
S
1
1
V
t
n
d
t
n
d
V
−
−
=
··························································· (4)
ここに,
VS: 測定物の横波音速(m/s)
dC: 対比試験片のB1〜Bnエコー間の表示器上の距離(目盛
7
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
数)
n: 測定物を測定したときの多重エコーの回数
t: 機械的に測定した測定物の厚さ(mm)
d: 測定物のB1〜Bnエコー間の表示器上の距離(目盛数)
nC: 対比試験片を測定したときの多重エコーの回数
tC: 機械的に測定した対比試験片の厚さ(mm)
VCS: 対比試験片の横波音速(m/s)
なお,B2とBnで測定した場合には,上式の(n−1)は(n−2)とする。
7.5
アナログ超音波探傷器を用いたパルス透過法による方法 あ
7.5.1
縦波音速の測定
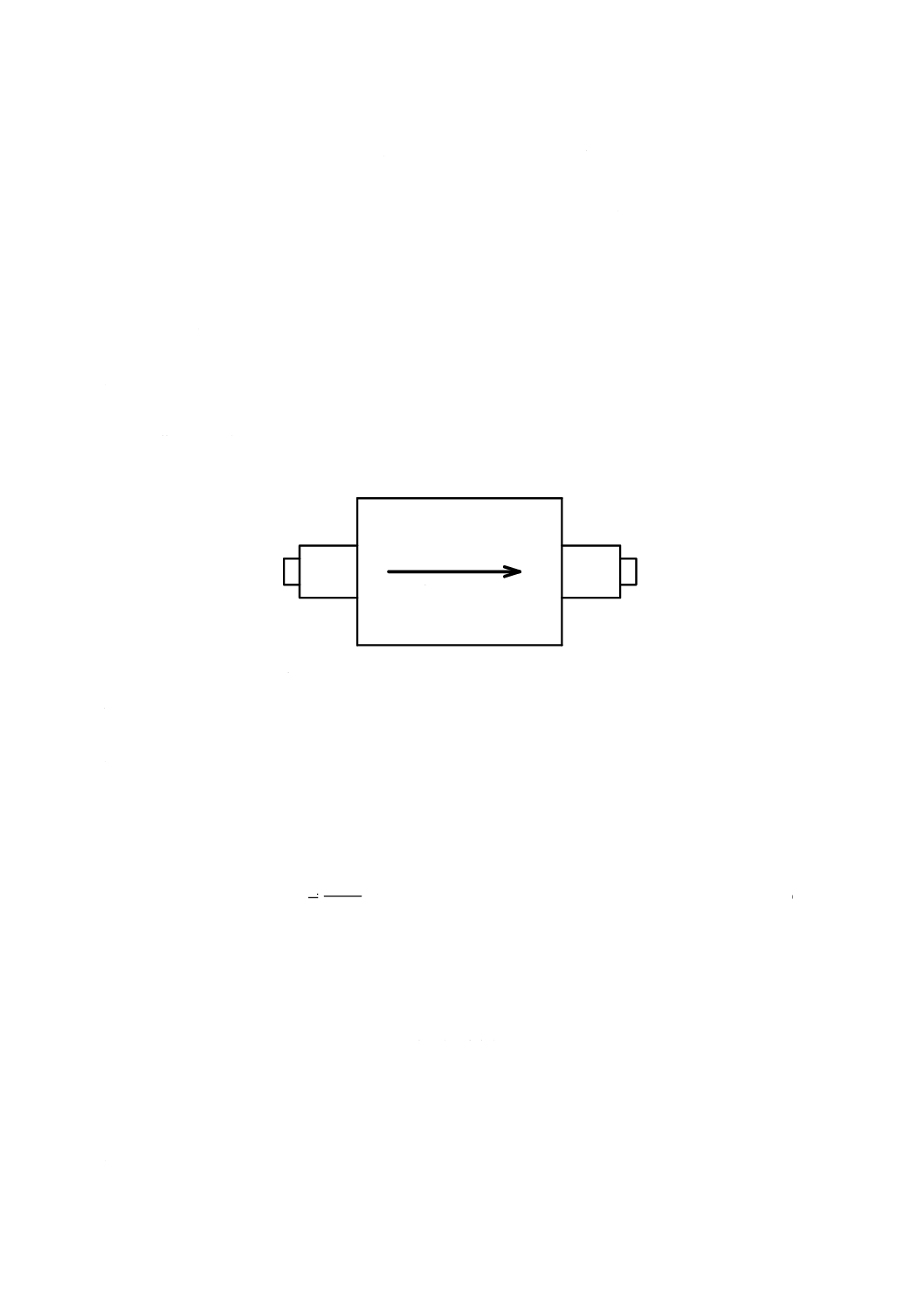
a) 対比試験片を選定し,図1に示すように,2個の縦波垂直探触子を試験片の相対する位置に配置して,
表3のT−U方式の図形が得られ,かつ,透過パルスが最も高くなるように,探触子の位置及び超音
波探傷器を調整する。
b) 送信パルスと透過パルスの間隔を,表示器の目盛などで,0.5目盛以下の細かさで読み取る。
図 1 パルス透過法における探触子の配置(T−U方式)
c) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,a)と同様に,2個の縦波垂直
探触子を測定物に接触させ,表3のT−U方式の図形を得る。
d) 送信パルスと透過パルスの間隔を,表示器の目盛などで,0.5目盛以下の細かさで読み取る。
e) b),d)いずれの場合も,透過パルスの立ち上がり位置の読み取りは,パルスの高さを,表示器上80%
程度に調整した状態で行う。
f)
測定物の縦波音速VLは,次の式で求める。
CL
C
C
L
V
t
d
t
d
V =
······································································· (5)
ここに,
VL: 測定物の縦波音速(m/s)
dC: 対比試験片の送信パルスと透過パルスの間の表示器
上の距離(目盛数)
t: 機械的に測定した測定物の厚さ(mm)
d: 測定物の送信パルスと透過パルスの間の表示器上の
距離(目盛数)
tC: 機械的に測定した対比試験片の厚さ(mm)
VCL: 対比試験片の縦波音速(m/s)
7.5.2
横波音速の測定 あ
a) 対比試験片を選定し,図1に示すように,2個の横波垂直探触子を試験片の相対する位置に配置して,
送信探触子
超音波パルス
受信探触子
8
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3のT‐U方式の図形が得られるように,探触子の位置及び超音波探傷器を調整する。
b) 送信パルスと透過パルスの間隔を,表示器の目盛などで,0.5目盛以下の細かさで読み取る。
c) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,a)と同様に,2個の横波垂直
探触子を測定物に接触させ,表3のT‐U方式の図形を得る。
d) 送信パルスと透過パルスの間隔を,表示器の目盛などで,0.5目盛以下の細かさで読み取る。
e) b),d)いずれの場合も,透過パルスの立ち上がり位置の読み取りは,パルスの高さを,表示器上80%
程度に調整した状態で行う。
f)
測定物の横波音速VSは,次の式で求める。
CS
C
C
S
V
t
d
t
d
V =
······································································· (6)
ここに,
VS: 測定物の横波音速(m/s)
dC: 対比試験片の送信パルスと透過パルスの間の表示器
上の距離(目盛数)
t: 機械的に測定した測定物の厚さ(mm)
d: 測定物の送信パルスと透過パルスの間の表示器上の
距離(目盛数)
tC: 機械的に測定した対比試験片の厚さ(mm)
VCS: 対比試験片の横波音速(m/s)
7.6
デジタル超音波探傷器を用いたパルス反射法による方法 あ
7.6.1
縦波音速の測定 あ
a) 測定系の校正
1) 対比試験片及び縦波垂直探触子を選定し,超音波探傷器を一探触子法に設定して,表3のB1‐Bn
方式の図形が得られるように調整する。
2) 底面エコーB1(B2とBnの場合にはB2,以下同じ)とBn間の時間TLm(μs)を,超音波探傷器の
時間計測機能を利用して測定する。
3) 次の式によって計算したVLmと対比試験片の縦波音速VCLの比を求め,測定系の測定誤差の目安と
する。
(
)1000
1
2
Lm
C
C
Lm
×
−
=
T
n
t
V
······················································ (7)
ここに,
VLm: 対比試験片の縦波音速計算値(m/s)
tC: 機械的に測定した対比試験片の厚さ(mm)
nC: 多重エコーの回数
TLm: 底面エコーB1とBn間の時間の測定値(μs)
なお,B2とBnで測定した場合には,上式の(nC−1)は(nC−2)とする。
b) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,a)の1)と同様に,縦波垂直探
触子を測定物に接触させ,表3のB1‐Bn方式の図形を得る。
c) 底面エコーB1とBn間の時間TLm(μs)を,超音波探傷器の時間計測機能を利用して測定する。
d) 測定物の縦波音速は,次の式で求める。
9
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)1000
1
2
Lm
L
×
−
=
T
n
t
V
·························································· (8)
ここに,
VL: 測定物の縦波音速測定値(m/s)
t: 機械的に測定した測定物の厚さ(mm)
n: 多重エコーの回数
TLm: 底面エコーB1とBn間の時間の測定値(μs)
なお,B2とBnで測定した場合には,上式の(n−1)は(n−2)とする。
7.6.2
横波音速の測定
a) 測定系の校正
1) 対比試験片及び横波垂直探触子を選定し,超音波探傷器を一探触子法に設定して,表3のB1−Bn
方式の図形が得られるように調整する。
2) 底面エコーB1(B2とBnの場合にはB2,以下同じ)とBn間の時間TSm(μs)を,超音波探傷器の
時間計測機能を利用して測定する。
3) 次の式によって計算したVSmと対比試験片の横波音速VCSの比を求め,測定系の測定誤差の目安と
する。
(
)1000
1
2
Sm
C
C
Sm
×
−
=
T
n
t
V
······················································ (9)
ここに, VSm: 対比試験片の横波音速計算値(m/s)
tC: 機械的に測定した対比試験片の厚さ(mm)
nC: 多重エコーの回数
TSm: 底面エコーB1とBn間の時間の測定値(μs)
なお,B2とBnで測定した場合には,上式の(nC−1)は(nC−2)とする。
b) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,a)の1)と同様に,横波垂直探
触子を測定物に接触させ,表3のB1‐Bn方式の図形を得る。
c) 底面エコーB1とBn間の時間TSm(μs)を,超音波探傷器の時間計測機能を利用して測定する。
d) 測定物の横波音速は,次の式で求める。
(
)1000
1
2
Sm
S
×
−
=
T
n
t
V
························································ (10)
ここに,
VS: 測定物の横波音速測定値(m/s)
t: 機械的に測定した測定物の厚さ(mm)
n: 多重エコーの回数
TSm: 底面エコーB1とBn間の時間の測定値(μs)
なお,B2とBnで測定した場合には,上式の(n−1)は(n−2)とする。
7.7
デジタル超音波探傷器を用いたパルス透過法による方法 あ
7.7.1
縦波音速の測定 あ
a) 測定系の校正
1) 対比試験片及び縦波垂直探触子を選定し,超音波探傷器を二探触子法に設定して,図1に示すよう
10
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に,2個の探触子を対比試験片の相対する位置に配置し,表3のT−U方式の図形が得られるよう
に超音波探傷器を調整する。
2) 透過波Uまでの時間TU(μs)を,超音波探傷器の時間計測機能を利用して表示器に表示する。
3) この時間TU(μs)が次の式で計算した時間TC(μs)に一致するように,超音波探傷器のパルス位
置調整機能によって調整する。一致しない場合は,可能な限り近付ける。
1000
CL
C
C
×
=Vt
T
····································································· (11)
ここに,
tC: 機械的に測定した対比試験片の厚さ(mm)
VCL: 対比試験片の縦波音速(m/s)
b) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,a)の1)と同様に,縦波垂直探
触子を測定物に接触させ,表3のR−U方式の図形を得る。
c) 透過波Uまでの時間TU(μs)を,超音波探傷器の時間計測機能を利用して測定する。
d) 測定物の縦波音速は,次の式で求める。
1000
U
L
×
=Tt
V
····································································· (12)
ここに, VL: 測定物の縦波音速測定値(m/s)
t: 機械的に測定した測定物の厚さ(mm)
TU: 透過波Uまでの時間(μs)
7.7.2
横波音速の測定 あ
a) 測定系の校正
1) 対比試験片及び横波垂直探触子を選定し,超音波探傷器を二探触子法に設定して,図1に示すよう
に,2個の探触子を対比試験片の相対する位置に配置し,表3のT−U方式の図形が得られるよう
に超音波探傷器を調整する。
2) 透過波Uまでの時間TU(μs)を,超音波探傷器の時間計測機能を利用して表示器に表示する。
3) この時間TU(μs)が次の式で計算した時間TC(μs)に一致するように,超音波探傷器のパルス位
置調整機能によって調整する。一致しない場合は,可能な限り近付ける。
1000
CS
C
C
×
=Vt
T
···································································· (13)
ここに,
tC: 機械的に測定した対比試験片の厚さ(mm)
VCS: 対比試験片の横波音速(m/s)
b) 次に,測定物を用意し,その厚さをマイクロメータなどで測定した後,a)の1)と同様に,横波垂直探
触子を測定物に接触させ,表3のR−U方式の図形を得る。
c) 透過波Uまでの時間TU(μs)を,超音波探傷器の時間計測機能を利用して測定する。
d) 測定物の縦波音速は,次の式で求める。
11
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1000
U
S
×
=Tt
V
····································································· (14)
ここに, VS: 測定物の横波音速測定値(m/s)
t: 機械的に測定した測定物の厚さ(mm)
TU: 透過波Uまでの時間(μs)
8. 測定結果の表示方法 測定した音速は,縦波の場合にはVL,横波の場合にはVSとし,m/sの単位で表
す。
なお,測定値と共に,次の項目を併記する。
a) 音速測定方式
b) 使用した機材の種類及び形式
c) 対比試験片の種類及び厚さ
d) 測定面及び裏面の仕上げ程度
e) 厚さの測定精度
f)
使用した接触媒質
g) 環境温度
12
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)対比試験片の音速測定方法
1. 要旨 この附属書(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
なお,以下の機材の組合せは,基本的な例を示したもので,使用する計測器の機能と性能によって,異
なる構成も可能である。
2. 測定方法 あ
2.1
パルスオーバーラップ法による音速測定方法 あ
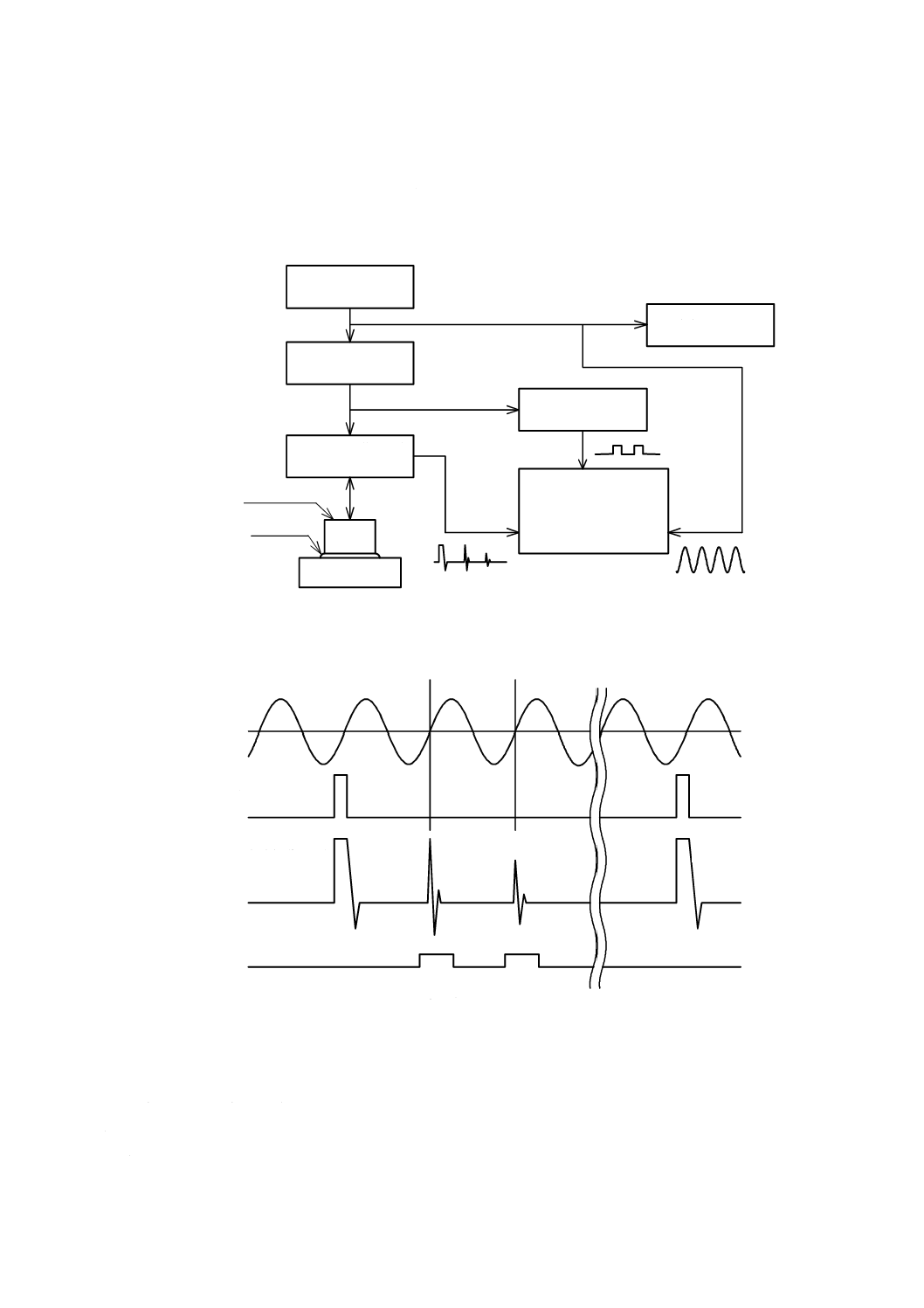
2.1.1
測定に使用する機材 使用機材の組合せを附属書図1に示す。また,各装置の出力の時間的関係を
附属書図2に示す。
a) 正弦波信号発生器 附属書1式で計算される周波数付近で,周波数を連続的に調整できるもの。
b) 周波数カウンタ 正弦波信号発生器の周波数を,必要な精度で測定できるもの。
c) 分周器 正弦波信号発生器の出力を,1/n(n=20〜30)の周波数に分周できるもの。
d) 電子ゲート装置 分周器の出力に同期して作動し,次の性能を満足するもの。
1) ゲートの数:2個
2) 第1ゲートの遅延時間:1〜50μsの間を連続的に調整可能。
3) 第2ゲートの遅延時間:第1ゲートの起点から1μs〜1msの間を連続的に調整可能。
4) ゲートの幅:0.5〜数十μsの間を連続的に調整可能。
e) 超音波探傷器/パルサレシーバ 分周器出カ(トリガー信号)に同期して作動し,音速測定に用いる
周波数での超音波の送・受信に必要な特性を備えているもの。
なお,探触子と組み合わせたときのエコーの波数は,JIS Z 2350によって測定しておく。
f)
オシロスコープ 正弦波信号発生器の信号でX軸の掃引ができ,また,電子ゲート装置の出力で輝線
を輝度変調できるもの。
g) 探触子 垂直探触子で,音速の測定に用いる超音波を送・受信できるもの。
h) 接触媒質 本体の表5と同じもの。
2.1.2
測定 あ
a) 正弦波信号発生器の信号の概略の周波数を,次の式によって決定する。
C
2t
V
f=
················································································· (1)
ここに,
f: 正弦波の周波数(kHz)
V: 対比試験片の概略音速(m/s)
tC: 機械的に測定した対比試験片の厚さ(mm)
b) 分周器の出力の概略周期を,次の式によって決定する。
f
30
20〜
=
τ
············································································ (2)
ここに, τ: 分周器の出力の周期(ms)
13
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 附属書図2に示すような明りょう(瞭)な底面多重エコーを得る。
d) 音速測定に必要な2個の多重エコーを選定する(附属書図2では,B1とB2になっている)。
e) オシロスコープで,d)で選定した2個の多重エコーを観測できるように,電子ゲート装置の遅延時間
とゲート幅を調整する。
正弦波信号発生器
分
周
器
周波数カウンタ
超音波探傷器/
電子ゲート装置
オシロスコープ
Z
Y
X
対比試験片
垂直探触子
接触媒質
パルサレシーバ
附属書図 1 パルスオーバラップ法の使用機材の組合せ
電子ゲート
超音波探傷器/
パルサレシーバ
正弦波信号
分周器出力
装置出力
出力
送信パルス
送信パルス
発生器出力
B1
B2
附属書図 2 各装置の出カの時間的関係
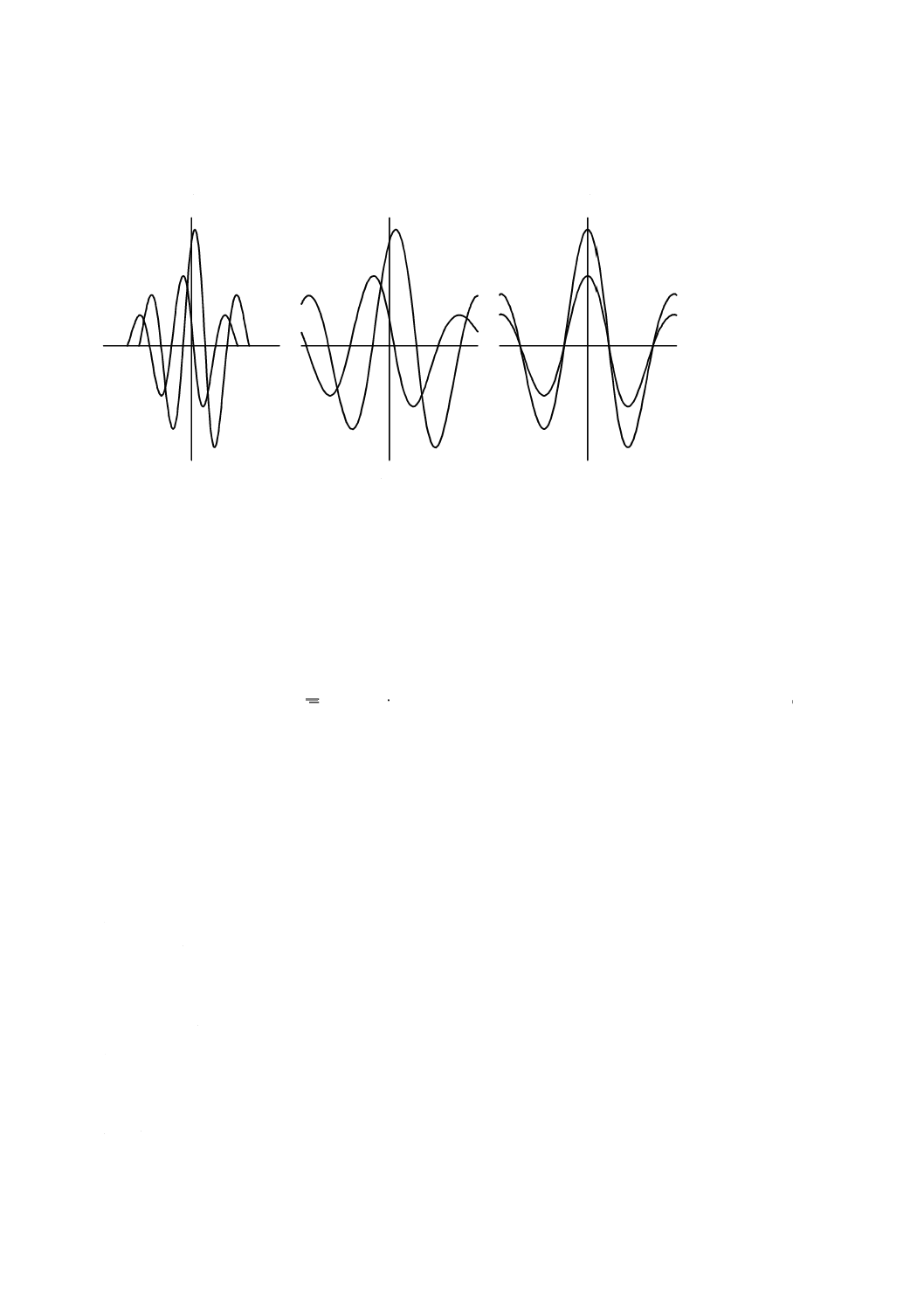
f)
この状態で,オシロスコープの2個の多重エコーはおおよそ重なるので,より見やすくするために,
オシロスコープのX軸とY軸の感度及び電子ゲート装置の遅延時間とゲート幅を調整する[附属書図
3 a)及び附属書図3 b)参照]。
g) 2個の多重エコーの位相が完全に一致するように,正弦波信号発生器の周波数を微調整する[附属書
図3 c)参照]。
14
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h) このときの正弦波信号発生器の周波数を,周波数カウンタで読み取る。
a)
b)
c)
2個のパルスはおおよそ
重なって見える。
より見やすくする
ためにX軸,Y軸の
感度を調整する。
正弦波信号発生器の
周波数を微調整して,
パルスの位相を完全
に合わせる。
附属書図 3 パルスオーバラップ法による音速測定方法でオシロスコープにより観測される波形
i)
この対比試験片の音速を,次の式で求める。
C
C
C
2t
f
V
×
=
·········································································· (3)
ここに,
VC: 対比試験片の音速(m/s)
fC: 周波数カウンタで読み取った値(kHz)
tC: 機械的に測定した対比試験片の厚さ(mm)
2.1.3
測定結果の表示方法 3式で求めた音速をm/sの単位で表す。
なお,この測定値と共に次の項目を併記する。
a) 使用した底面多重エコーの次数
b) 周波数カウンタの周波数測定の分解能
c) エコーの波数
2.2
シングアラウンド法による音速測定方法 あ
2.2.1
測定に使用する機材 使用機材の組合せを附属書図4及び附属書図6に示す。
a) 送信パルス発生器 パルス時間遅延装置からのトリガー信号によって,使用する探触子に適した周波
数成分を含む電気パルスを発生する機能をもつもの。
b) 受信信号増幅器 探触子からの受信信号を増幅するもので,電子ゲート装置からのゲート信号によっ
て選定された時間範囲の信号について,受信波の最大振幅が一定値になるようにゲインを自動的に調
整する機能(AGC機能)をもつもの。
c) ゼロクロス検出装置 受信信号増幅器からの信号に対して,ある振幅以上の波を抽出する機能をもち,
また,抽出された信号波がゼロレベルを横切る点で立ち上がる信号を出力するもの。
15
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) パルス時間遅延装置 ゼロクロス検出装置からの信号を,附属書図5又は附属書図7の遅延時間(数
十μsから数百μs)だけ安定に遅延させる(短時間変動の幅が数ns/min以下であることが望ましい。)
ことができるもの。
e) 電子ゲート装置 パルス時間遅延装置からのトリガー信号によって,送信パルスと同期した受信ゲー
トを発生するもので,その遅延時間を数μsから数百μsの間で調整でき,また,受信ゲートの幅を
0.5μsから数十μsの間で調整できるもの。
f)
周波数カウンタ パルス繰返し周波数を高い精度で測定できるもの。
g) オシロスコープ パルス時間遅延装置からのトリガー信号で同期がかけられ,受信信号増幅器,電子
ゲート装置及びゼロクロス検出器の出力信号を,少なくとも2つ以上の信号を選んで,同時にモニタ
ーできるもの。
h) 探触子 垂直探触子で,音速の測定に用いる超音波を送・受信できるもの。
i)
接触媒質 本体表5と同じもの。
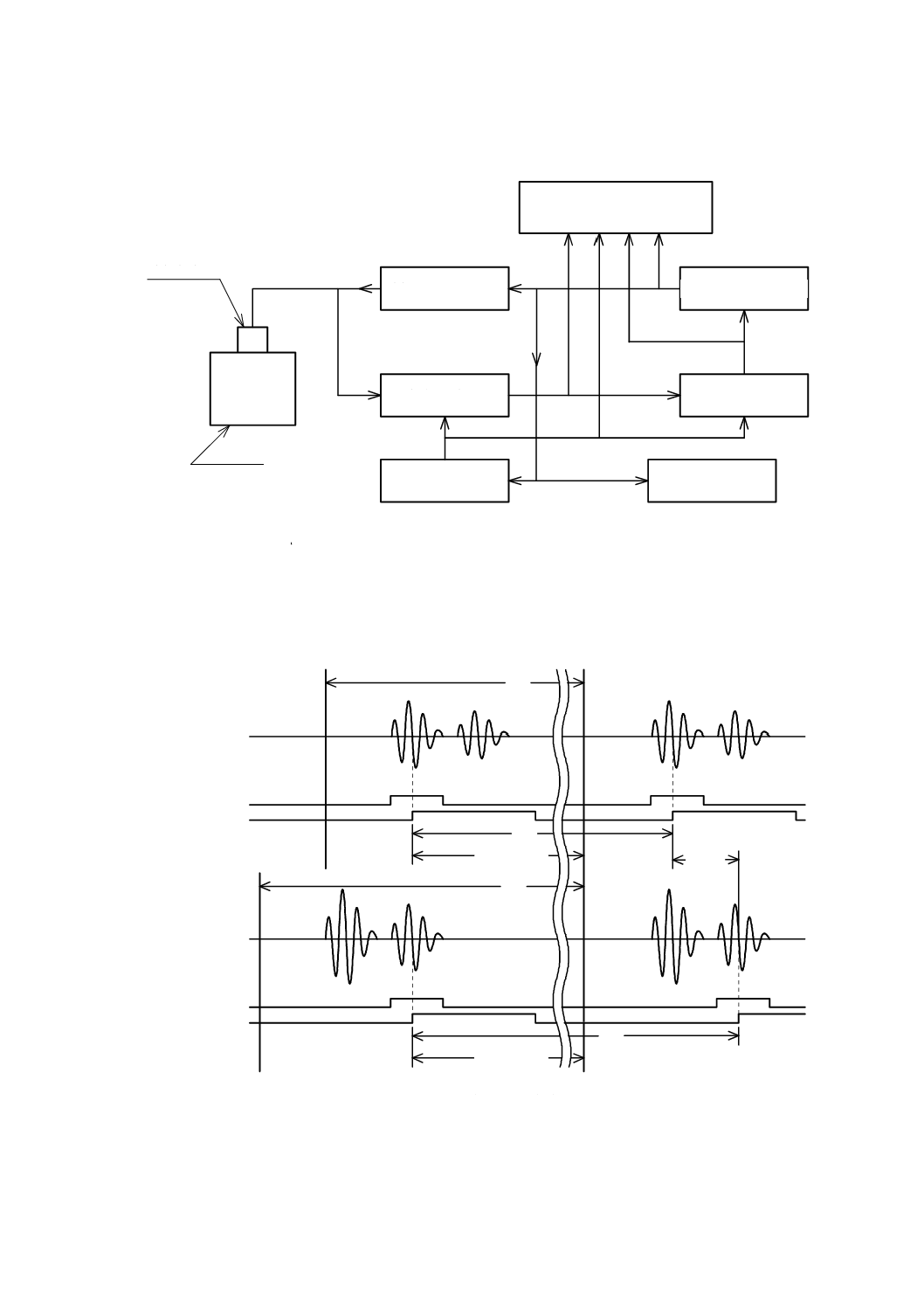
2.2.2
測定 あ
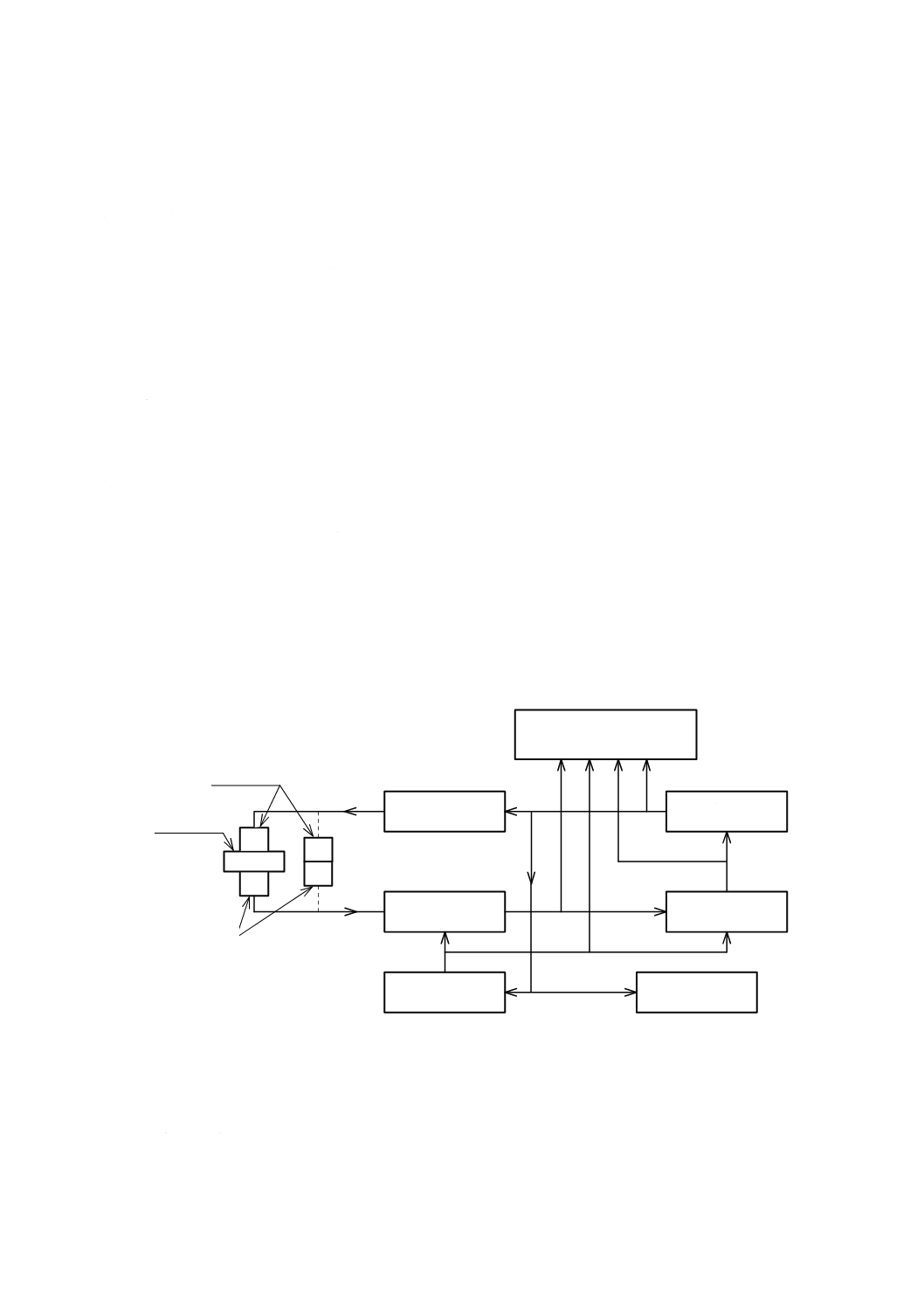
a) 透過法(二探触子法)による音速測定
1) 送信用探触子及び受信用探触子を,附属書図4に破線で示すように,接触媒質を介して直接接触さ
せる。受信波がゲート内に含まれるように,受信ゲートの遅延時間と幅を調整して,波形を観測す
る。必要に応じて受信ゲートを再調整して,附属書図5 a)に示すように,受信波の立ち下がりでゼ
ロクロス検出が安定に行われることを確認する。2個の探触子を強く接触させて,パルスの繰返し
周波数が最も高いことを確認してからカウンタの表示F1を読み取り,この周波数の逆数としてのパ
ルス周期T1を求める(カウンタに周期表示機能が付属している場合にはそれを用い,この場合は表
示値が最も小さいことを確認してカウンタの表示T1を読み取る。)。
オシロスコープ
送信パルス発生器
受信信号増幅器
パルス時間遅延装置
ゼロクロス検出装置
電子ゲート装置
周波数カウンタ
送信探触子
対比試験片
受信探触子
CH1
CH3TRIG
CH2
附属書図 4 シングアラウンド法(透過法)の使用機材の組合せ
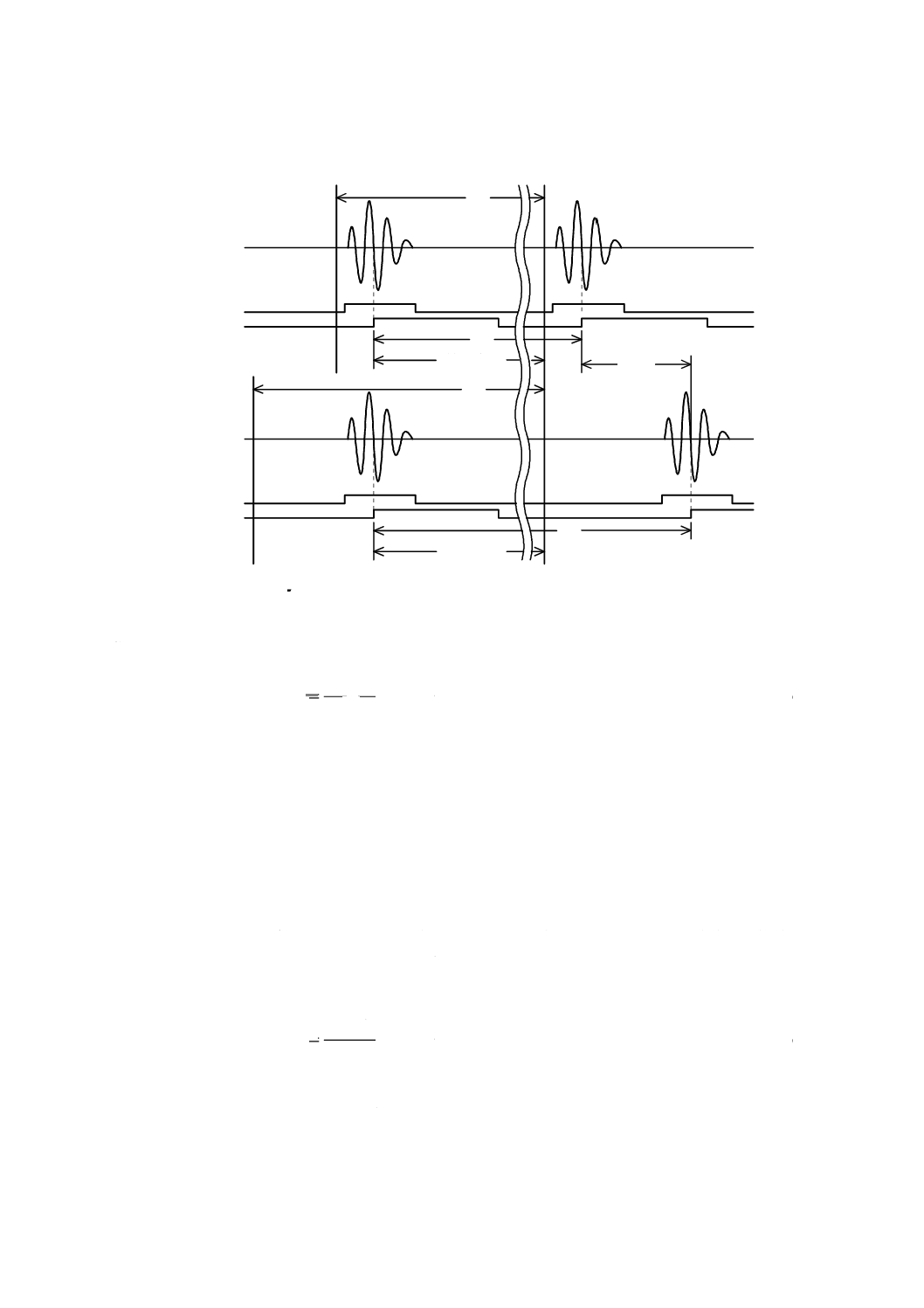
2) 送信用探触子及び受信用探触子の間に対比試験片を挟む。カウンタの表示値が最も高くなる位置に
探触子を押しつけた状態で,受信ゲートの位置を第1受信波の位置に移動し,波形を観測する。附
属書図5 b)に示すように,第1受信波の立ち下がりでゼロクロス検出が安定に行われていること
を確認して,カウンタの表示からT2を求める。
16
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T1
T2
T1
T2
T2-T1
受信波形
ゲート波形
ゼロクロス検出波形
ゼロクロス検出波形
ゲート波形
受信波形
遅延時間
a)2個の探触子を
直接押しつけた
ときの波形
b)探触子の間に
対比試験片を
挟んだときの
波形
T
T
T
遅延時間
附属書図 5 受信波形,電子ゲート及びゼロクロス検出装置出カの関係
3) 対比試験片の音速を次の式で求める。
1000
1
2
C
C
×
−
=
T
T
t
V
································································· (4)
ここに,
VC: 対比試験片の音速(m/s)
tC: 機械的に測定した対比試験片の厚さ(mm)
T2-T1: 超音波の伝搬時間(μs)
b) 多重反射法(一探触子法)による音速測定
1) 附属書図6に示すように,1個の探触子だけを接触媒質を介して対比試験片に強く接触させる。受
信ゲートを第1回底面エコーの受信信号(B1)の位置に移動して,附属書図7 a)の状態で,カウ
ンタの表示からT1を求める。
2) 次に,附属書図7 b)に示すように,受信ゲートの位置を第2回底面エコーの受信信号(B2)の位
置に移動して,カウンタの表示からT2を求める。
3) 対比試験片の音速は,次の式で求める。
1000
2
1
2
C
C
×
−
×
=
T
T
t
V
································································· (5)
ここに,
VC: 対比試験片の音速(m/s)
tC: 機械的に測定した対比試験片の厚さ(mm)
T 2-T1: 超音波の伝搬時間(μs)
17
Z 2353:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
オシロスコープ
送信パルス発生器
受信信号増幅器
パルス時間遅延装置
ゼロクロス検出装置
電子ゲート装置
周波数カウンタ
送信探触子
対比試験片
CH1CH2
TRIG
CH3
附属書図 6 シングアラウンド法(多重反射法)の使用機材の組合せ
T1
T2
T1
T2
T2-T1
受信波形
ゲート波形
ゼロクロス検出波形
ゼロクロス検出波形
ゲート波形
受信波形
遅延時間
B1
B2
B1
B1
B1
B2
B2
B2
a)B1受信時の
各波形の関係
b)B2受信時の
各波形の関係
遅延時間
T
T
T
附属書図 7 多重反射法の受信波形,受信ゲート及びゼロクロス検出装置出カの関係