Z 2340 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本非破壊検査協会 (JSNDI) /財
団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
Z 2340 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 一般事項 ························································································································ 2
5. 観察 ······························································································································ 2
5.1 目視基準ゲージ ············································································································· 2
5.2 観察面の状況 ················································································································ 3
5.3 目視基準ゲージを用いての観察条件の確認 ·········································································· 3
6. 再観察 ··························································································································· 5
7. 記録 ······························································································································ 5
8. 判定基準 ························································································································ 5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2340 : 2002
目視基準ゲージを用いた浸透探傷試験及び
磁粉探傷試験の目視観察条件の確認方法
Confirmation method of calibration by visual calibration gauge on magnetic
particle and liquid penetrant testing
序文 この規格は,目視基準ゲージを用いた浸透探傷試験(以下,PTという。)及び磁粉探傷試験(以下,
MTという。)での目視観察条件の確認方法について規定する。
1. 適用範囲 この規格は,目視基準ゲージを用いてPT又はMTにおいて得られた指示模様を直接的又
は間接的に目視観察する条件を確認する方法について規定する。JIS Z 2343-1の8.6(観察)又はJIS G 0565
の8.6(磁粉模様の観察)に替えてこの規格を適用してもよい。
なお,この規格の適用,試験の具体的内容及び評価については,試験発注者と受注者との間で取り決め
るものとする。また,あらかじめ仕様書,規格など(以下,仕様書などという。)で目視観察条件が指定さ
れている場合は,それによることができる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
JIS Z 2300 非破壊試験用語
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 2343-2 非破壊試験−浸透探傷試験−第2部:浸透探傷剤の試験
JIS Z 2343-3 非破壊試験−浸透探傷試験−第3部:対比試験片
JIS Z 2343-4 非破壊試験−浸透探傷試験−第4部:装置
JIS Z 8721 色の表示方法−三属性による表示
3. 定義 この規格で用いられる主な用語の定義は,JIS Z 2300によるほか,次による。
a) 直接目視 被検査面を直接的に肉眼で観察する方法及び鏡,拡大鏡などの光学機器を用いて観察する
方法。
b) 間接目視 CCD,TVカメラなどの画像機器を用いて被検査面を間接的に観察する方法。
c) 目視基準ゲージ 目視で必要とする分解能を確認するため,類似する色調を用いたラインペアを透明
な素材に印刷した基準ゲージ。
d) ラインペア 明度の異なる一対の線条の組合せ。
2
Z 2340 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
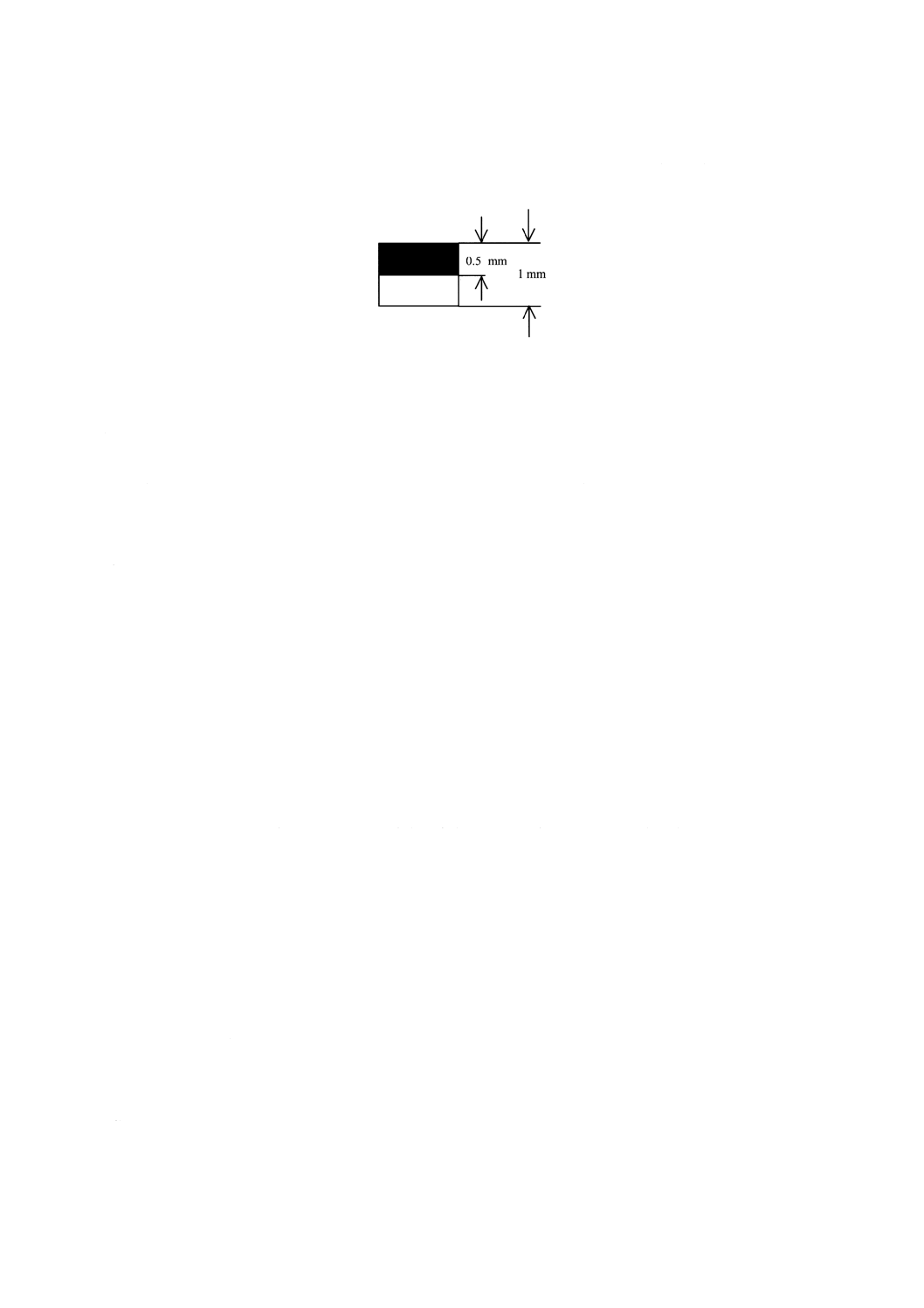
e) ラインペア値 分解能を表す一方法として使われる数値で,1mm当たりのラインペアの数で表される
値。1LP/mmを例として黒線の幅を計算すると,図1のように0.5mm [1mm/ (1.0×2)] となる。
図1 1LP/mmを例とした黒線の幅
4. 一般事項 目視観察時の一般事項は,次による。
a) 必要とするラインペアが識別できる観察明るさ,観察距離及び観察速度において分解能を確認し,同
一条件において目視観察を行う。
b) 分解能を確認するラインペアの指示は,きず指示模様と類似する色調とする。
5. 観察
5.1
目視基準ゲージ
a) 目視基準ゲージの具備すべき条件
1) 分解能の識別用として,必要とするラインペアをもっていること。
2) ラインペアの表本色は,染色(赤色)PTの場合,赤色浸透液と類似する色調[JIS Z 8721に規定す
る色票(以下,JIS色票という。):1R4/14又はマンセル色票:1R4/14]の赤色とする。PT及びMT
で蛍光探傷剤を使用する場合,使用する紫外線照射装置(ブラックライト)は320〜400nmの近紫
外線を通すフィルタをもつものであって,この波長によって蛍光探傷剤と類似する蛍光色(波長:
540±30nm)を発光するものでなければならない。MTで黒色磁粉を使用する場合,磁粉と類似す
る色調(JIS色票:N1又はマンセル色票:N1)の黒色とする。MTで灰色磁粉を使用する場合,磁
粉と類似する色調(JIS色票:N5.5又はマンセル色票:N5.5)の灰色とする。
3) 目視基準ゲージは透明な素材とし,染色(赤色)PTの場合,現像剤の白色の色調が目視基準ゲージ
を通して確認できなければならない。また,蛍光MT,蛍光PT,黒色MT及び灰色MTの場合,目
視基準ゲージを通して金属の表面色などが確認できなければならない。
4) 目視基準ゲージには,1mmピッチのスケール目盛をもたなければならない。
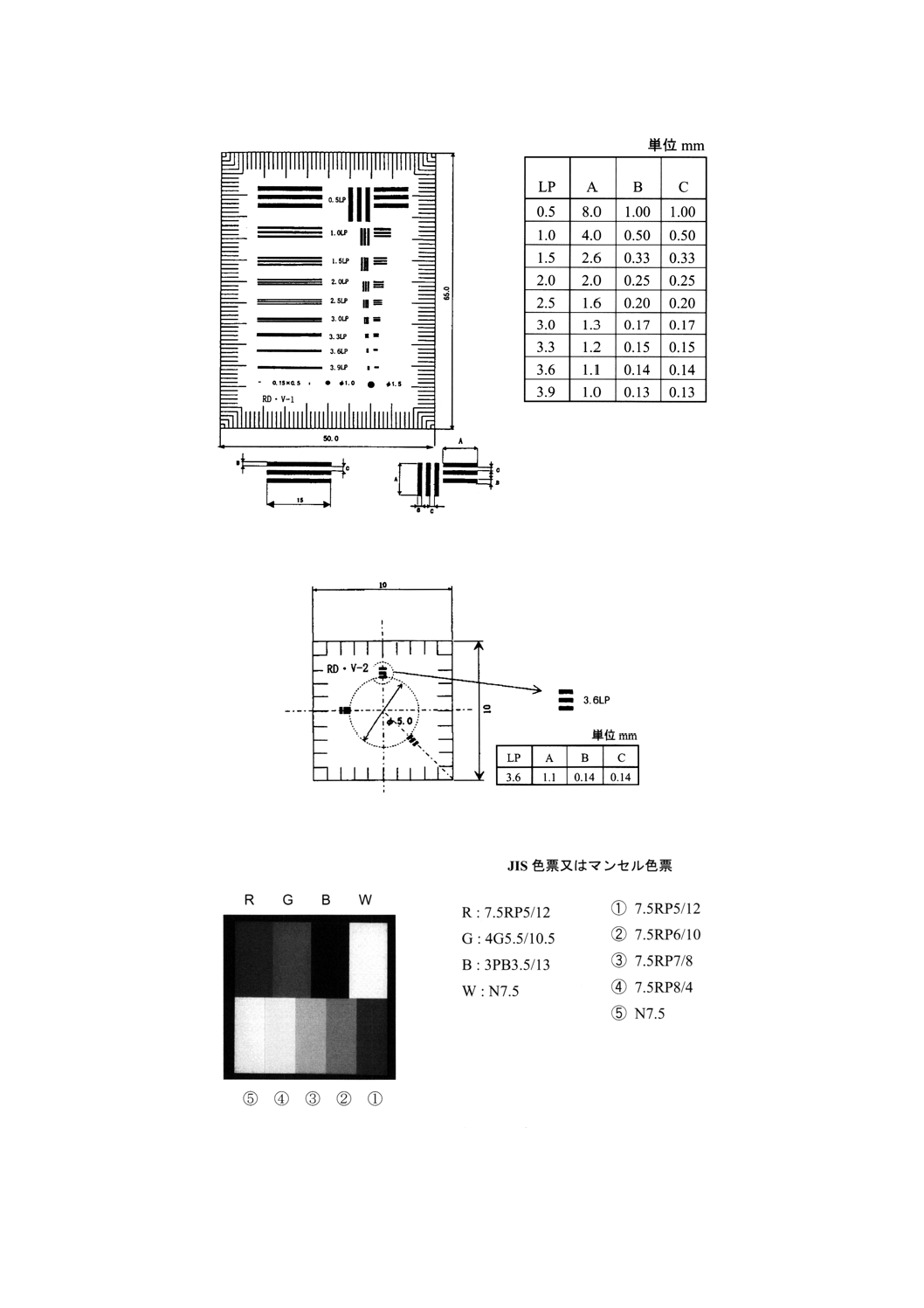
b) 目視基準ゲージの寸法・形状 図2に大型目視基準ゲージを,図3に小型目視基準ゲージを示す。
1) 染色(赤色)PT用
− 大型目視基準ゲージ(呼称:RD・V-1) (Red・Visual-1)
− 小型目視基準ゲージ(呼称:RD・V-2) (Red・Visual-2)
2) 蛍光PT及び蛍光MT用
− 大型目視基準ゲージ(呼称:FL・V-1) (Fluorescent・Visual-1)
− 小型目視基準ゲージ(呼称:FL・V-2) (Fluorescent・Visual-2)
3) 黒色MT用
− 大型目視基準ゲージ(呼称:BK・V-1) (Black・Visual-1)
3
Z 2340 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 小型目視基準ゲージ(呼称:BK・V-2) (Black・Visual-2)
4) 灰色MT用
− 大型目視基準ゲージ(呼称:GY・V-1) (Gray・Visual-1)
− 小型目視基準ゲージ(呼称:GY・V-2) (Gray・Visual-2)
c) 目視基準ゲージの退色確認及び廃棄 目視基準ゲージに印刷されたインクの赤色,黒色,蛍光の緑色
及び灰色は紫外線の影響や時間経過とともに退色するため,使用に際してそん色のないことを色見本
と比較して確認しなければならない。
1) 染色(赤色)PT用目視基準ゲージ(呼称:RD・V-1及びRD・V-2)の退色確認方法 JIS色票 (1R4/14),
マンセル色票 (1R4/14) 又は相当色の色見本の上に目視基準ゲージを置き,色調を比較し,類似す
る色調とみなされることを確認しなければならない。暴露試験の結果,3年間有効(使用時間を30
分/日として算出)であるが,有効期間が過ぎても色見本と比較して類似する色調であれば使用し
てもよい。
2) 蛍光PT及び蛍光MT用目視基準ゲージ(呼称:FL・V-1及びFL・V-2)の退色確認方法 紫外線強
度1 000μW/cm2で目視基準ゲージのラインペア指示が確認できなければならない。暴露試験の結果,
3年間有効(使用時間を30分/日として算出)であるが,有効期間が過ぎてもJIS色票 (4G5.5/10.5),
マンセル色票 (4G5.5/10.5) 又は相当色の色見本と比較して類似する蛍光色であれば使用してもよ
い。
3) 黒色MT用目視基準ゲージ(呼称:BK・V-1及びBK・V-2)の退色確認方法 JIS色票 (N1),マン
セル色票 (N1) 又は相当色の色見本の上に目視基準ゲージを置き,色調を比較し,類似する色調と
みなされることを確認しなければならない。暴露試験の結果,3年間有効(使用時間を30分/日と
して算出)であるが,有効期間が過ぎても色見本と比較して類似する色調であれば使用してもよい。
4) 灰色MT用目視基準ゲージ(呼称:GL・V-1及びGL・V-2)の退色確認方法 JIS色票 (N5.5),マン
セル色票 (N5.5) 又は相当色の色見本の上に目視基準ゲージを置き,色調を比較し,類似する色調
とみなされることを確認しなければならない。3年間有効(使用時間を30分/日として算出)であ
るが,有効期間が過ぎても色見本と比較して類似する色調であれば使用してもよい。
5.2
観察面の状況 PTの場合,JIS Z 2343-1,JIS Z 2343-2,JIS Z 2343-3及びJIS Z 2343-4によって試
験を行い,適正な指示模様が作成されていなければならない。MTの場合,JIS G 0565によって試験を行
い,適正な指示模様が作成されていなければならない。
5.3
目視基準ゲージを用いての観察条件の確認
a) 直接目視観察 目視観察に際して,市販の解像力チャート又は5.1に示すPT及びMT用の目視基準ゲ
ージを観察面に置き,必要とするラインペア値の線条群中の各線が分離して確認できる最適目視観察
条件(観察明るさ,観察距離,観察速度)で指示模様の観察を行う。必要とするラインペア値は,表
1から選択し,試験発注者と受注者との問で取り決めることができる。
4
Z 2340 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 ラインペア値
必要とするラインペア値
(LP/mm)
説明
3.6
線状指示がないことに相当する値。
3.3
−
3.0
式(1)を用いて求めた,指示長さ0.5mmに相当する値。
2.5
−
2.0
−
1.5
式(1)を用いて求めた,指示長さ1mmに相当する値。
1.0
−
0.5
式(1)を用いて求めた,指示長さ3mmに相当する値。
表1以外のラインペア値を必要とする場合は,式(1)又は式(2)を用いて必要とするラインペア値を算
出し,試験発注者と受注者との間で取り決めてもよい。ただし,式(1)及び式(2)は,3.6LP/mm未満の
分解能の算出に適用する。3.6LP/mmを超えるラインペア値を必要とする場合は,実験などを行い試験
発注者と受注者との間で必要とするラインペア値を取り決めるものとする。
LP≧1/ [(l/3) ×2)] ······································································ (1)
ここに, LP: 必要とするラインペア値 (LP/mm)
l: 指示長さ (mm)
LP≧1/ (b×2) ············································································ (2)
ここに, LP: 必要とするラインペア値 (LP/mm)
b: 指示幅 (mm)
検査員は検査に際し,あらかじめ最適目視観察条件を確認の後,観察を行う。目視基準ゲージには
大型と小型のものがあるが,観察方法(直接目視,間接目視),使用環境などに応じて使用者で選択す
ること。蛍光PT及び蛍光MTにおいては,目視基準ゲージの蛍光指示のラインペアが発光して確認
できる最適な位置にブラックライトを保持して目視観察を行う。
b) 間接目視観察
1) 静止画による観察及び動画での観察についても,5.3a)と同様に最適目視観察条件で目視観察を行う。
2) カメラとモニタの色の再現性を次の内容によって確認し,モニタ調整後,みだりに色調整をしては
ならない。例として図4に組み合わせた標準色票の一例を示す。
2.1) 染色(赤色)PTの場合 次の5枚のJIS色票,マンセル色票又は相当色がモニタ上で類似した色と
して識別できなければならない。
① JIS色票 (7.5RP5/12) 又はマンセル色票 (7.5RP5/12),あざやかな紫みの赤又は相当色
② JIS色票 (7.5RP6/10) 又はマンセル色票 (7.5RP6/10),明るい紫みの赤又は相当色
③ JIS色票 (7.5RP7/8) 又はマンセル色票 (7.5RP7/8),うすい紫みの赤又は相当色
④ JIS色票 (7.5RP8/4) 又はマンセル色票 (7.5RP8/4),明るい灰赤又は相当色
⑤ JIS色票 (N7.5) 又はマンセル色票 (N7.5),明るい灰色又は相当色
2.2) 蛍光PT及び蛍光MTの場合 蛍光探傷試験は色成分が緑色のため,JIS色票 (4G5.5/10.5),マンセ
ル色票 (4G5.5/10.5) 又は相当色がモニタ上で類似した色として確認できなければならない。
2.3) 黒色MTの場合 JIS色票 (N1),マンセル色票 (N1) 又は相当色がモニタ上で類似した色として確
5
Z 2340 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
認できなければならない。
2.4) 灰色MTの場合 JIS色票 (N5.5),マンセル色票 (N5.5) 又は相当色がモニタ上で類似した色とし
て確認できなければならない。
c) 観察面の明るさ 観察面に置かれた,必要とするラインペア値の線条群中の各線が分離して確認でき
る明るさでなければならない。
d) 観察距離 観察面に置かれた,必要とするラインペア値の線条群中の各線が分離して確認できる距離
でなければならない。
e) 観察速度 観察面に置かれた,必要とするラインペア値の線条群中の各線が分離して確認できる速度
でなければならない。
f)
休憩 目視観察を行う検査員が連続して長時間にわたり目視観察を行う場合,肉体的な疲労を考慮し,
適切な時間及び間隔で目視観察を中断し,休憩をとらなければならない。
g) 観察・判定 試験面の指示模様は5.3a)又は5.3b)で確認された条件で観察し判定する。判定はあらか
じめ定められた判定基準に従って行わなければならない。
h) 記録 必要に応じて試験結果を写真,画像データなど(以下,画像データなどという。)として記録す
る。
6. 再観察 観察条件の誤りに気付いた場合には,適切な観察条件によって再度,観察を行わなければな
らない。
7. 記録 画像データなどの記録は,次の項目を満足しなければならない。
a) 画像データなどの再生表示画像で必要とするラインペア値が確認できなければならない。染色(赤色)
PTの場合,5.3b)2.1)の5枚のJIS色票,マンセル色票又は相当色が再生表示画像で類似した色として
識別できなければならない。蛍光PT及び蛍光MTの場合,JIS色票 (4G5.5/10.5),マンセル色票
(4G5.5/10.5) 又は相当色が再生表示画像で類似した色として確認できなければならない。黒色MTの
場合,JIS色票 (N1),マンセル色票 (N1) 又は相当色が再生表示画像で類似した色として確認できな
ければならない。灰色MTの場合,JIS色票 (N5.5),マンセル色票 (N5.5) 又は相当色が再生表示画像
で類似した色として確認できなければならない。
b) 画像データなどにはプロジェクト名,品名,試験継手番号,位置,試験日などが表示され,容易に試
験内容を確認できるものでなければならない。
c) 画像データなどの記録媒体は,容易に記録内容を修正できないものとする(写真,CD-R又はDVD-R
などの1回書込みだけの記憶媒体。)。記録媒体は,必要とする保存期間中に画像の読出し不能などの
劣化があってはならない。保存期間中に画像の読出し不能などの劣化の可能性がある記録媒体は,保
存期間を設定し,再記録などの適切な措置を行う。
d) 画像データなどは悪意に修正してはならない。
8. 判定基準 あらかじめ仕様書などで定められた判定基準による。
6
Z 2340 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 大型目視基準ゲージ
図3 小型目視基準ゲージ
図4 標準色票の一例
7
Z 2340 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2340目視基準ゲージを用いた浸透探傷試験及び磁粉探傷試験の目視観察条件の
確認方法JIS制定原案作成委員会 構成表
氏名
所属
(委員長)
関 根 和 喜
横浜国立大学工学部
(幹事)
田 口 哲 夫
株式会社日立製作所
(委員)
穐 山 貞 治
経済産業省産業技術環境局
橋 本 進
財団法人日本規格協会
藤 田 米 男
社団法人日本鉄鋼連盟(株式会社日鐵テクノセンター)
安 蔵 泰 夫
社団法人日本溶接協会
小 川 文 彦
社団法人非破壊検査振興協会(総合非破壊検査株式会社)
大 岡 紀 一
日本原子力研究所
藤 岡 和 俊
三菱重工業株式会社
鈴 木 尚 美
テスコ株式会社
後 藤 正 芳
株式会社日本製鋼所
中 西 章 人
元住友金属工業株式会社
石 井 明
香川大学工学部
相 村 英 行
栄進化学株式会社
中 野 幹 夫
株式会社タセト
山 岡 一 彦
マークテック株式会社
浅 野 敏 郎
広島工業大学工学部
佐 藤 長 光
財団法人発電設備技術検査協会
徳 岡 優 和
日本溶接構造専門学校
伊 藤 清
東京都城南地域中小企業振興センター
遠 藤 彰 一
元京都科学技術専門学校
山 田 博
株式会社東芝
(事務局)
阿 部 節 矢
社団法人日本非破壊検査協会
日本工業標準調査会標準部会 鉄鋼技術専門委員会 構成表
氏名
所属
(委員会長)
木 原 諄 二
姫路工業大学環境人間学部
(委員)
大河内 春 乃
東京理科大学理学部
大 橋 守
新日本製鐵株式会社技術総括部
國 府 勝 郎
東京都立大学大学院工学研究科
佐久間 健 人
東京大学大学院新領域創成科学研究科
中 島 正 博
日本鋼管株式会社鉄鋼技術総括部
中 島 將 文
社団法人日本鉄道施設協会
福 永 規
住友金属工業株式会社技術部
前 原 郷 治
社団法人日本鉄鋼連盟標準化センター
松 田 邦 男
川崎製鉄株式会社技術総括部
村 上 陽 一
社団法人日本電機工業会
矢 部 丈 夫
ステンレス協会
山 内 学
株式会社神戸製鋼所鉄鋼部門生産本部生産技術部