Z 2319:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 一般原理························································································································· 1
5 技術者の資格 ··················································································································· 2
6 漏えい磁束探傷試験システム ······························································································ 2
6.1 システムの構成要素 ······································································································· 2
6.2 探傷ヘッド ··················································································································· 2
6.3 探傷試験装置 ················································································································ 3
6.4 走査装置 ······················································································································ 4
6.5 附属装置 ······················································································································ 4
7 対比試験片 ······················································································································ 4
7.1 対比試験片の使用目的 ···································································································· 4
7.2 対比試験片に用いる材料 ································································································· 4
7.3 人工きずの加工 ············································································································· 4
7.4 対比試験片に用いる人工きず ··························································································· 4
8 試験の準備 ······················································································································ 5
8.1 試験体の準備 ················································································································ 5
8.2 磁化条件の決定 ············································································································· 6
8.3 漏えい磁束探傷試験システムの設定··················································································· 6
9 試験······························································································································· 6
9.1 試験の実施 ··················································································································· 6
9.2 安全予防 ······················································································································ 7
9.3 信号の評価 ··················································································································· 7
10 システムの構成要素の点検 ······························································································· 7
10.1 一般 ··························································································································· 7
10.2 日常点検 ····················································································································· 7
10.3 定期点検 ····················································································································· 7
10.4 是正処置 ····················································································································· 7
11 システムの全体機能の検証 ······························································································· 7
11.1 総合機能点検 ··············································································································· 7
11.2 是正処置 ····················································································································· 7
12 文書類 ·························································································································· 8
12.1 一般 ··························································································································· 8
12.2 試験手順書 ·················································································································· 8
Z 2319:2018 目次
(2)
ページ
12.3 試験報告書 ·················································································································· 8
12.4 点検手順書 ·················································································································· 9
Z 2319:2018
(3)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
非破壊検査協会(JSNDI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。これによって,JIS Z 2319:1991は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 2319:2018
漏えい(洩)磁束探傷試験方法
Methods for magnetic flux leakage testing
1
適用範囲
この規格は,鋼などの強磁性体の棒,管,板,それらの構造物,機械部品,ワイヤロープなどの表面,
表面下及び裏面に存在するきずを検出することを目的とする漏えい(洩)磁束探傷試験方法の一般事項に
ついて規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0431 鉄鋼製品の雇用主による非破壊試験技術者の資格付与
JIS Z 2300 非破壊試験用語
JIS Z 2305 非破壊試験技術者の資格及び認証
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300によるほか,次による。
3.1
探傷ヘッド(Detecting head)
試験体との相対運動によってきずなどを検出する目的で使用される,磁化器及び磁気センサ(群)。
3.2
センサ応答幅(Effective width of sensing coverage)
磁気センサ(群)が漏えい磁束を検出できる幅(走査方向に直交な方向の有効検知幅)。
3.3
走査ピッチ(Scanning pitch)
走査の間隔(走査線に直交する方向への走査の送りピッチ)。棒,管などをら旋運動で探傷する場合は,
ら旋の軸方向の間隔。
4
一般原理
強磁性体の試験体を磁化器によって磁化し,試験体にきずなどの不連続部が存在すると,磁束が試験体
外部に漏えいする。漏えい磁束探傷試験は,このきずから漏えいする磁束の分布及び強度を磁気センサを
用いて測定し,きずを検出するものである。漏えい磁束探傷試験は,磁気センサが試験体に非接触で,か
つ,高速の試験が可能となるため,鋼材などの製造ライン中での検査,機械部品の検査,ワイヤロープな
どの保守検査に適する非破壊試験である。
2
Z 2319:2018
5
技術者の資格
試験を行う者は,漏えい磁束探傷試験について十分な知識及び経験をもつ者でなければならない。JIS G
0431,JIS Z 2305(ET及び/又はMT)又は同等規格で資格付けされていることが望ましい。
6
漏えい磁束探傷試験システム
6.1
システムの構成要素
漏えい磁束探傷試験システムは,探傷ヘッド,探傷試験装置,走査装置,附属装置などで構成される。
簡易的機器では,これらが一体となったものもある。これらの探傷ヘッド及び装置は,電気的安全及び機
械的安全に関する我が国の法令及び法規を遵守しなければならない。
6.2
探傷ヘッド
探傷ヘッドは,磁化器及び磁気センサから成る。探傷ヘッドは,磁極面と試験体表面間とのクリアラン
スを一定に保持できることが必要である。
6.2.1
磁化器
磁化器には,次に示すコイル磁化器,電磁石磁化器及び永久磁石磁化器がある。磁極面と試験体表面間
とのクリアランスの変化は,試験体表層の磁束密度を変化させるため探傷信号に影響を及ぼす。
a) コイル磁化器 空心コイルを用いた磁化器。励磁電流は,直流又は交流を用いる。
b) 電磁石磁化器 鉄心とコイルとを組み合わせた磁化器。交流を用いた交流磁化器及び直流を用いた直
流磁化器に分類できる。
c) 永久磁石磁化器 永久磁石と鉄心とを組み合わせた磁化器。
6.2.2
磁気センサ
磁気センサは,試験の目的及び探傷方式によって適切なものを用いる。
漏えい磁束を検出する磁気センサとして,サーチコイル,ホール素子,磁気抵抗素子,磁気インピーダ
ンス素子などがある。磁気センサに高透磁率材料を組み合わせ,感度向上及び探傷領域の改善を図ること
がある。
磁気センサの信号出力は,リフトオフの変化に大きく影響を受ける。そのため,磁気センサは,試験体
表面とのクリアランスを一定に保つことのできる倣い機能を設けて保持されることが望ましい。磁気セン
サを試験面に接触させながら試験を行うときは,磁気センサを保護するための保護シューが用いられる。
保護シューには,超硬プレート,ステンレスプレート,樹脂などがある。
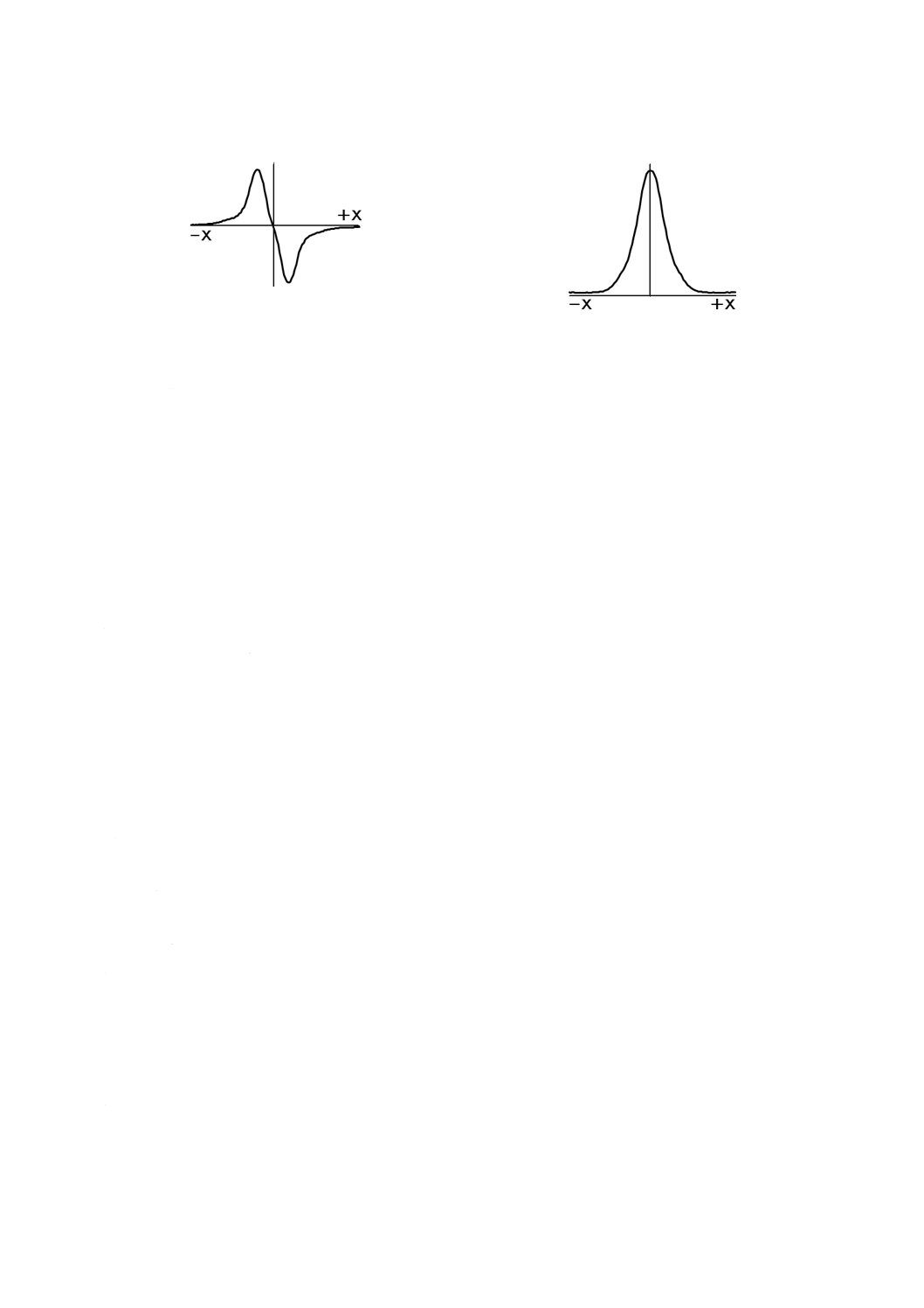
磁気センサで測定する漏えい磁束は,試験体の表面に対して垂直方向成分Φz又は平行方向成分Φxであ
る。きず中央からの距離をXとするとき,試験体の表面に対して垂直方向成分の漏えい磁束を計測した信
号は,図1に示すように,きずの中心で零となり,その前後でピークをもつ信号が出力される。また,試
験体の表面に対して平行方向成分の漏えい磁束を計測した信号は,図2に示すように,きずの中心で最大
値を示す信号が出力される。試験では,測定する漏えい磁束の方向成分を選択する。
3
Z 2319:2018
Φz
Φx
図1−垂直方向成分の漏えい磁束
図2−平行方向成分の漏えい磁束
6.3
探傷試験装置
6.3.1
探傷試験装置の構成
探傷試験装置は,励磁電源装置,信号処理装置,信号評価装置及び表示装置から成る。探傷試験装置は,
外部及び内部からの電気的雑音に対して保護されるものとする。
6.3.2
励磁電源装置
励磁電源装置は,コイル磁化器のコイル又は電磁石磁化器の巻線に電流を供給して磁界を発生させるた
めの装置で,次に示す機能をもつ。
a) 励磁電源装置には,電流調整の機能を備える。
b) 磁化器を交流で励磁する場合は,商用電源を用いるか,又は設定される周波数の交流電流を供給する
ための発信器を備える電源を用いる。
c) 励磁電源装置は,試験体が磁化器に近接したとき,発生する突入電流の増加及び逆起電力に十分耐え
るものでなければならない。
6.3.3
信号処理装置
信号処理装置は,磁気センサから得られる微弱な信号を信号評価装置で取り扱える電気信号に変換する
装置である。信号処理装置は,増幅器及び信号変換器を備え,また,必要に応じて増幅度調整器,ハイパ
スフィルタ,ローパスフィルタなども備える。また,磁化器を交流を用いて励磁する場合には,必要に応
じて位相検波器,位相調整器などを備えるものとする。
6.3.4
信号評価装置
信号評価装置は,きず判別処理機能及びパラメータ設定機能を備えたものとする。また,必要に応じて
異常監視・警報機能,外部との通信機能などを選択装備する。信号評価装置の機能は,次による。
a) きず判別処理機能 信号処理装置の出力信号を判断してきずのイベント信号を出力し,きず位置の座
標マッピングなどを行う。きず位置マッピングなどの処理データを外部に出力するほか,必要な場合
にはデータ保存機能をもつ。
b) パラメータ設定機能 信号処理装置の増幅度,フィルタの設定,しきい(閾)値レベルの設定,励磁
電源装置の電流設定などを行う。また,交流を用いる装置では,更に励磁周波数及び位相調整の機能
をもつ。
c) 異常監視・警報機能 磁気センサの断線,磁気センサの感度異常,信号処理回路異常などの動作機能
の監視を行う。異常箇所が検出されたときは,外部に出力する。
d) 外部通信機能 外部通信機能を備え,外部装置との間での探傷データ及び/又は情報の通信,遠隔保
守などを可能にする機能を,必要に応じて付加する。
4
Z 2319:2018
6.3.5
表示装置
表示装置は,信号処理装置及び/又は信号評価装置から得られた信号の表示を行う。
6.4
走査装置
6.4.1
走査装置の構成
走査装置は,探傷ヘッドと試験体表面とのクリアランスを一定に保ちながらそれらを相対的に走査させ
る装置で,探傷ヘッド又は試験体の回転装置,ら旋(ヘリカル)送り装置,直進送り装置などから成る。
6.4.2
探傷ヘッドと試験体との相対速度
探傷ヘッドと試験体との相対速度は,磁気センサの寸法,形状,検出すべききず寸法などを考慮し決定
する。また,交流磁化の場合,その励磁周波数又はフィルタの遮断周波数は,相対速度を考慮して決定す
る。相対速度は,探傷試験中一定に保たなければならない。
6.5
附属装置
6.5.1
附属装置の種類
附属装置は,位置検出装置,マーキング装置,記録装置及び脱磁装置から成り,必要に応じて選択する。
6.5.2
位置検出装置
位置検出装置は,試験体の測定位置をデジタル又はアナログ出力するものである。
6.5.3
マーキング装置
マーキング装置は,マーカ及びその制御装置から成り,きず判別処理装置の出力信号に応じて,試験体
のきず位置に直接,又は試験体の端部などの定められた範囲にきずの存在を示すマーキングができる機能
をもつ。
6.5.4
記録装置
記録装置は,漏えい磁束探傷試験システムから出力されるデジタル又はアナログ出力を記録する。
6.5.5
脱磁装置
脱磁装置は,試験体に交流磁界又は反転する直流磁界を作用させて残留磁気を除去するものである。
試験体の残留磁気が,後工程に影響を及ぼすことがある場合には,必要に応じて脱磁装置を用いて試験
体の残留磁気を除去する。
7
対比試験片
7.1
対比試験片の使用目的
対比試験片は,探傷試験装置の感度などの調整,日常点検,定期点検及び総合点検を行うときに用いる。
7.2
対比試験片に用いる材料
対比試験片は,人工きずを加工したもの又は自然きずの存在するものを用いる。化学成分及び/又は熱
処理条件が試験体と同じでない場合には,電磁気的特性が同等であることを確認する。
7.3
人工きずの加工
対比試験片の人工きずは,放電加工,機械加工,エッチングなどによって加工する。
人口きずの種類,寸法及びそれぞれの許容差は,試験手順書に明記する。
7.4
対比試験片に用いる人工きず
対比試験片に用いる代表的な人工きずは,次による。
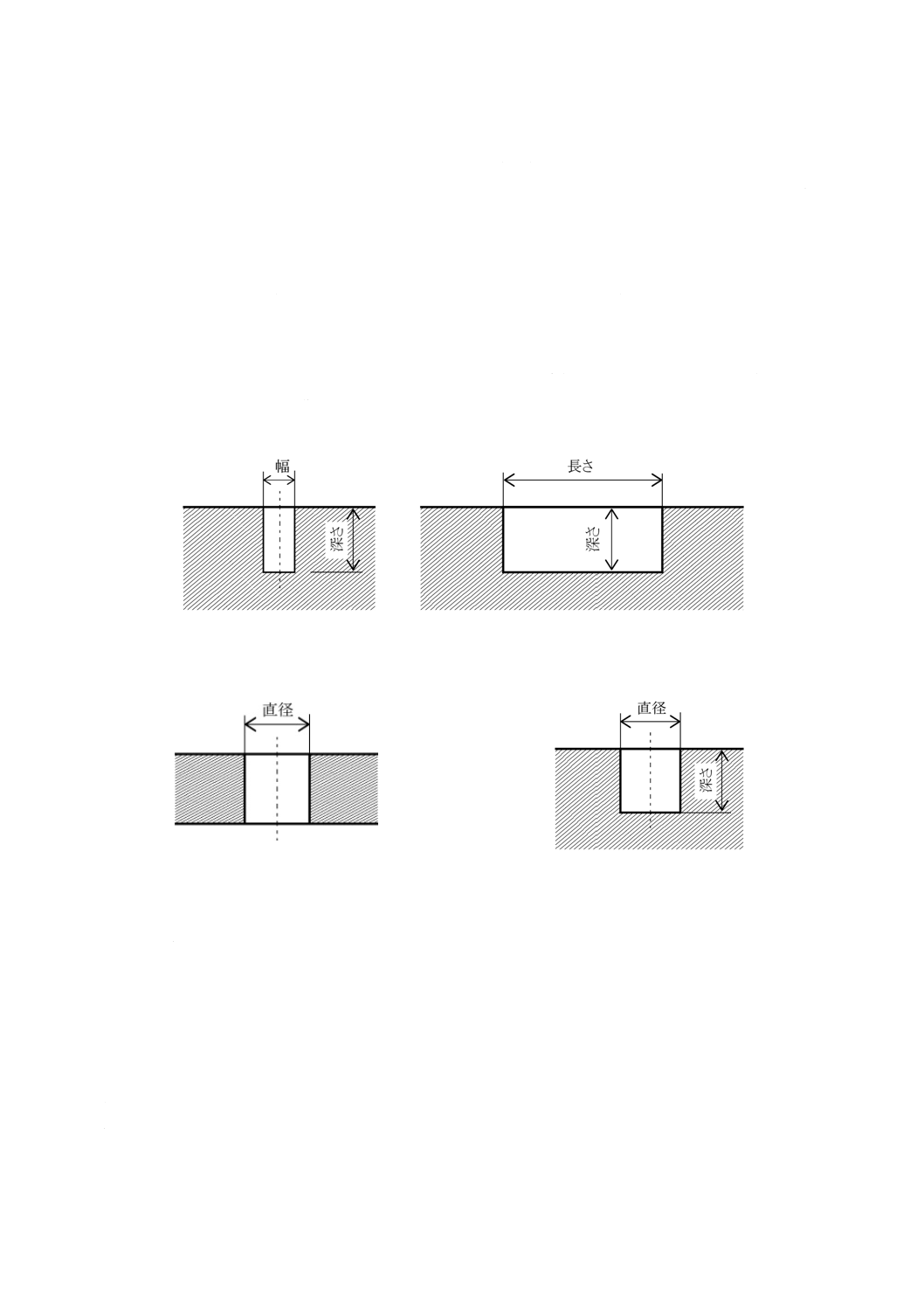
a) 対比試験片に用いる人工きずの種類は,スリット(角溝),貫通孔又は平底のドリル穴とする(図3〜
図5参照)。
b) 人工きずの呼び方は,人工きずの種類の記号及び人工きずの寸法で表し,次による。
5
Z 2319:2018
1) 人工きずの種類の記号は,スリットはN,ドリル穴はDとする。
2) 人工きずの寸法は,スリットでは深さ,幅,長さ(mm)を,ドリル穴では,ドリル穴の深さ,直
径(mm)を表す。さらに,貫通孔の場合は,深さの数値の代わりにPと示し,人工きずを探傷面
と反対側に施す場合は,末尾にBを示す。
次に表示例を示す。また,人工きずの深さを板厚に関して相対値で表してもよい。その場合,深さを板
厚に関して相対値で表し,表示では%の記号を付与する。
例1 N-0.3/0.5-25 (深さ0.3 mm,幅0.5 mm,長さ25 mmのスリット)
例2 D-3/1.2 (深さ3 mm,直径1.2 mmの平底のドリル穴)
例3 D-P/1.2 (直径1.2 mmの貫通孔)
例4 D-3/1.2B (探傷面と反対側の面に施した深さ3 mm,直径1.2 mmの平底のドリル穴)
例5 N-0.3/0.5-25B (探傷面と反対側の面に施した深さ0.3 mm,幅0.5 mm,長さ25 mmのスリット)
例6 D-30%/1.2 (板厚に関して深さ30 %,直径1.2 mmの平底のドリル穴)
注記 スリットの場合,形状がU字形となることがあるが,これはスリットとみなす。
図3−スリットの断面形状
図4−貫通孔の断面形状
図5−平底のドリル穴の断面形状
8
試験の準備
8.1
試験体の準備
8.1.1
試験面の準備
試験の有効性に影響する表面性状に関わる要因には,次のものが考えられる。
a) よごれ
b) スケール
c) 表面粗さ
d) 溶接スパッタ
e) ばり
f)
油,グリース又は水
6
Z 2319:2018
g) 塗装
これらの要因が試験の有効性を阻害する場合には,表面性状を改善する必要がある。試験に影響する表
面性状要因を改善できない場合は,試験の有効性を実証しなければならない。
8.1.2
試験体の識別
試験体は,それぞれ個別に又は同一ロット群ごとに識別しなければならない。
8.2
磁化条件の決定
試験体の形状及び検出対象とするきずを考慮して最適な磁化条件を決定しなければならない。このため
の磁化方向,励磁電流値,直流又は交流の選択,また,交流である場合は励磁周波数を決定する。
交流の場合にはその周波数に応じた渦電流が試験体表面に発生する。また,交流・直流によらず,探傷
ヘッドと試験体との相対速度によっても渦電流が発生する。この渦電流は,磁束が試験体に侵入すること
を妨げるように働くので,このことを考慮して磁化条件を設定しなければならない。
決定された磁化条件が適正であるかどうかを確認できる対比試験片を準備する。
8.3
漏えい磁束探傷試験システムの設定
8.3.1
一般
漏えい磁束探傷試験システムの設定は,試験対象及び試験の目的で決められる。幾つかの設定(例えば,
直流又は交流での励磁周波数,励磁電流,感度,位相,フィルタなど)は,対比試験片を用いて行う。
8.3.2
探傷ヘッドの設定
探傷ヘッドの設定は,試験の有効性に影響を与える。探傷ヘッドと試験体表面間とのクリアランスの変
動は,試験の感度に影響するため,探傷ヘッドの位置合わせ及び倣い装置が有効に機能するよう設定する。
8.3.3
探傷試験装置の設定
励磁電源装置は,試験対象及び試験の目的に応じて,その励磁電流値,及び交流の場合にはその周波数
を,適正な値に設定する。
信号処理装置は,設定した磁化条件に応じて,検出対象とするきずに対して十分な大きさの信号振幅が
得られるように調整する。
利得などが可変の場合,表示装置において対比試験片の人工きずによる指示が,十分表示されるように
信号評価装置を設定する。
8.3.4
走査装置の設定
探傷ヘッドのクリアランス,相対速度及び走査ピッチは,センサ応答幅及び検出対象とするきずの長さ
を考慮して,適正に設定する必要がある。
試験の実施中において,試験体と探傷ヘッドとの相対速度などが適切な速度範囲内に維持できるように
走査装置を設定する。
8.3.5
附属装置の設定
附属装置の設定は,次による。
a) マーキング装置 対比試験片を用いて正常にマーキングするように設定する。
b) 記録装置 対比試験片の人工きずの検出が正常に記録できるように設定する。
c) 脱磁装置 脱磁の必要がある場合には,必要な限度まで脱磁できるように設定する。
9
試験
9.1
試験の実施
試験は,試験手順書に従って実施する。
7
Z 2319:2018
9.2
安全予防
試験の実施においては,電気的安全,危険物の取扱いに関する国内及び関連する地方の法令及び法規を
遵守し,事故防止に努めなければならない。
9.3
信号の評価
試験で得られる信号は,きず形状,励磁周波数,試験速度,試験体の電磁気的特性などに関係するため,
各試験条件に応じたきずの検出特性をあらかじめ求めておく。
検出信号によるきずの診断は,信号の振幅値をもって評価する。ただし,交流磁化で位相検波を用いて
いる場合は,振幅だけでなく位相の情報を使って評価することもできる。
信号には,きず信号だけでなく材料の磁気特性の不均一,リフトオフ変動,支持板などの試験体以外の
構造物によるノイズ,その他の電磁気的なノイズなどが含まれるので,それらの識別法を検討しておくこ
とが望ましい。
信号をきずの検出特性に基づいて評価を行う場合,多様な因子の識別手順,及び判定基準,さらに,そ
の後の処置などについては試験手順書の中に明記しなければならない。
10 システムの構成要素の点検
10.1 一般
確実で有効な漏えい磁束探傷試験を実施するために,漏えい磁束探傷試験システムの各構成要素の性能
及び特性が,許容範囲内に維持されていることを確認しなければならない。そのための点検手順書を作成
し,日常点検,定期点検を行い,必要がある場合は,その是正処置を行う。
10.2 日常点検
漏えい磁束探傷試験システムの各構成要素の性能が,指定した範囲内にあることを確認するために,試
験現場で日常的に実施する。
10.3 定期点検
一定の継続期間後の点検は,漏えい磁束探傷試験システムの各構成要素の特性が維持されていることを
確認するために実施する。
10.4 是正処置
日常点検及び定期点検において,漏えい磁束探傷試験システムの各構成要素の性能又は特性が指定の範
囲にないとき,それらが許容範囲内になるように処置しなければならない。また,その処置内容を記録す
る。
11 システムの全体機能の検証
11.1 総合機能点検
システムの総合機能点検は,漏えい磁束探傷試験システムによって行った試験の有効性を検証するため
に対比試験片などを用いて実施し,漏えい磁束探傷試験システムの各構成要素の個別点検の実施の有無に
かかわらず,システム全体で実施する。
この点検は,定められた周期で,少なくとも同一試験の開始時・終了時,及び/又は装置の部品の交換
時総合機能点検の手順書に規定した手順に従い実施する。
11.2 是正処置
総合機能点検を実施した結果,漏えい磁束探傷システム全体の設定された性能が許容限度から外れてい
た場合には,この結果を記録し,許容限度内の性能に復帰させる処置を行わなければならない。
8
Z 2319:2018
さらに,前回の正常な総合機能点検以降に試験した全ての製品は,試験していないものと考えて,これ
らの製品に対する是正処置方法(例えば,再調整後の再試験,他の非破壊試験法による試験の実施など)
を決定し,その実施結果を記録する。
12 文書類
12.1 一般
文書類は,試験手順書,試験報告書及び点検手順書から成る。
製品に対する漏えい磁束探傷試験の適用及び使用に対する一般的な要求事項は,例えば,次のような文
書に記載されている。
a) 試験体の規格
b) 契約文書
12.2 試験手順書
試験手順書には,適用する文書から必要な項目を選び出し記載しなければならない。必要があれば関連
する技術情報を収集して記載する。
試験手順書には,次のような事項がある。
a) 試験の目的
b) 試験体の詳細
c) 適用した文書
d) 技術者の資格・認証の詳細
e) 試験の範囲
f)
試験方法
g) 試験体の前処理
h) 環境条件
i)
対比試験片
j)
探傷試験装置の構成
k) システムの構成要素の点検は,次による。
1) 日常点検の項目
2) 定期点検の周期及び項目
l)
総合機能点検の周期及び項目
m) 試験条件
n) 信号評価方法及び項目
o) 合否判定基準
p) 試験報告書に含める内容
12.3 試験報告書
試験報告書は,将来,試験を再現することを可能にする十分な情報を含む必要がある。試験報告書の様
式は,受渡当事者間で受注時に同意しておく。受渡当事者間の協定がない限り,次の事項を含むことが望
ましい。
a) 製品製造業者の名称
b) 試験体の識別番号
c) 参照した関連文書及び試験手順書。試験手順書が試験方法,漏えい磁束探傷試験システム,及び漏え
9
Z 2319:2018
い磁束探傷試験システムの設定値に対して変更を認めている場合,その方法の詳細を与える技術資料
又はそれと同等な資料
d) 漏えい磁束探傷試験システムの名称,特に,使用する探傷ヘッド,探傷試験装置の形式を特定するの
に必要な詳細事項
e) 日常点検結果,定期点検結果及び総合機能点検結果
f)
探傷試験装置の調整値
g) 脱磁の有無
h) 使用した対比試験片の識別番号
i)
試験の結果
j)
試験手順書との変更点
k) 試験の責任組織
l)
試験員の名前・資格
m) 試験員の署名又は責任者の名前・署名
n) 試験日及び試験場所
12.4 点検手順書
点検手順書は,点検を実施するための手順書であり,少なくとも次の事項を含むことが望ましい。
a) 日常点検に関する項目 日常点検に関する項目は,次による。
1) 対比試験片
2) 点検手順
3) 是正処置手順
b) 定期点検に関する項目 定期点検に関する項目は,次による。
1) 点検の周期
2) 対比試験片
3) 点検手順
4) 是正処置手順
c) 総合機能点検に関する項目 総合機能点検に関する項目は,次による。
1) 点検の周期:定められた周期,同一試験の開始時・終了時,装置の部品の交換時など
2) 対比試験片
3) 点検項目:励磁電流,探傷試験感度,対比試験片のきず信号など
4) 漏えい磁束探傷試験システムの設定及び校正手順
5) 検出特性の評価基準
6) 各項目ごとの点検方法及び点検結果の記録方法
7) 是正処置の内容
d) 試験員に関する項目 試験員に関する項目は,次による。
1) 試験の責任組織
2) 試験員の資格