2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2315-1991
渦流探傷装置の総合性能の
測定方法
Test methods for performance characteristics of
eddy current flaw detecting system
1. 適用範囲 この規格は,鋼管(外径4〜180mm)などの渦流探傷試験を行うときに使用する試験装置
(以下,装置という。)のうち,貫通コイルを用いる装置の総合性能の測定方法及び表示方法について規定
する。
備考 この規格の引用規格を,次に示す。
JIS Z 2300 非破壊試験用語
2. 用語の定義 この規格で用いる主な用語の定義は,JIS Z 2300によるほか,次による。
(1) 総合性能 装置[探傷器(試験コイルを含む。),記録装置,送り装置,磁気飽和装置など]が全体と
して示す性能。検出力及び短時間再現性で表す。
(2) 検出力 基準とする人工きずの指示と雑音指示との比。
(3) 短時間再現性 同一の試験を短時間内に繰り返し行ったとき,基準とする人工きずの指示の変化。
(4) 位相角 信号電圧と基準とする電圧(一般には発振器出力電圧)の位相の差。
(5) デシベル 電圧,電流又は電力の利用の利得(1)(ゲイン)を表す単位(記号dB)。
注(1) 利得には,次の2種類がある。
(1) 入力電圧をV1出力電圧をV2としたとき,その回路での電圧の利得N (dB) は,次の式による。
)
(
log
20
1
2
10V
V
N=
(2) 入力電力をP1,出力電力をP2としたとき,電力の利得N' (dB) は,次の式による。
)
(
log
10
'
1
2
10P
P
N=
3. 仕様の指定 試験受注者は,あらかじめ試験発注者と協議し,次の事項について定めておかなければ
ならない。
(1) 装置の構成
(2) 測定する総合性能の項目
(3) 対比試験片の材質と寸法
(4) 基準とする人工きずの種類と寸法
(5) 試験条件(試験周波数,送り速度,磁気飽和など)
2
Z 2315-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 被測定装置 総合性能の測定は,対象とする一連の装置について行う。ただし,記録装置については,
鋼管などの製造ラインに組み込まれたものと同等の性能をもつ機器を代わりに用いることができる。
5. 総合性能の測定方法及び表示方法
5.1
検出力
5.1.1
対比試験片 検出力の測定に使用する対比試験片は,原則として,表1に示す鋼管から選んで用い,
人工きずを加工したものとする。
なお,対比試験片の長さは,搬送ラインの影響が現れない長さとする。
表1 検出力測定用対比試験片に用いる鋼管の寸法
単位 mm
外径(呼び)
管の厚さ
60.5 (50A)
3.5〜4.5
34.0 (25A)
2.0〜3.5
5.1.2
検出力測定に用いる人工きず 検出力の測定において基準として用いる人工きずは,次による。
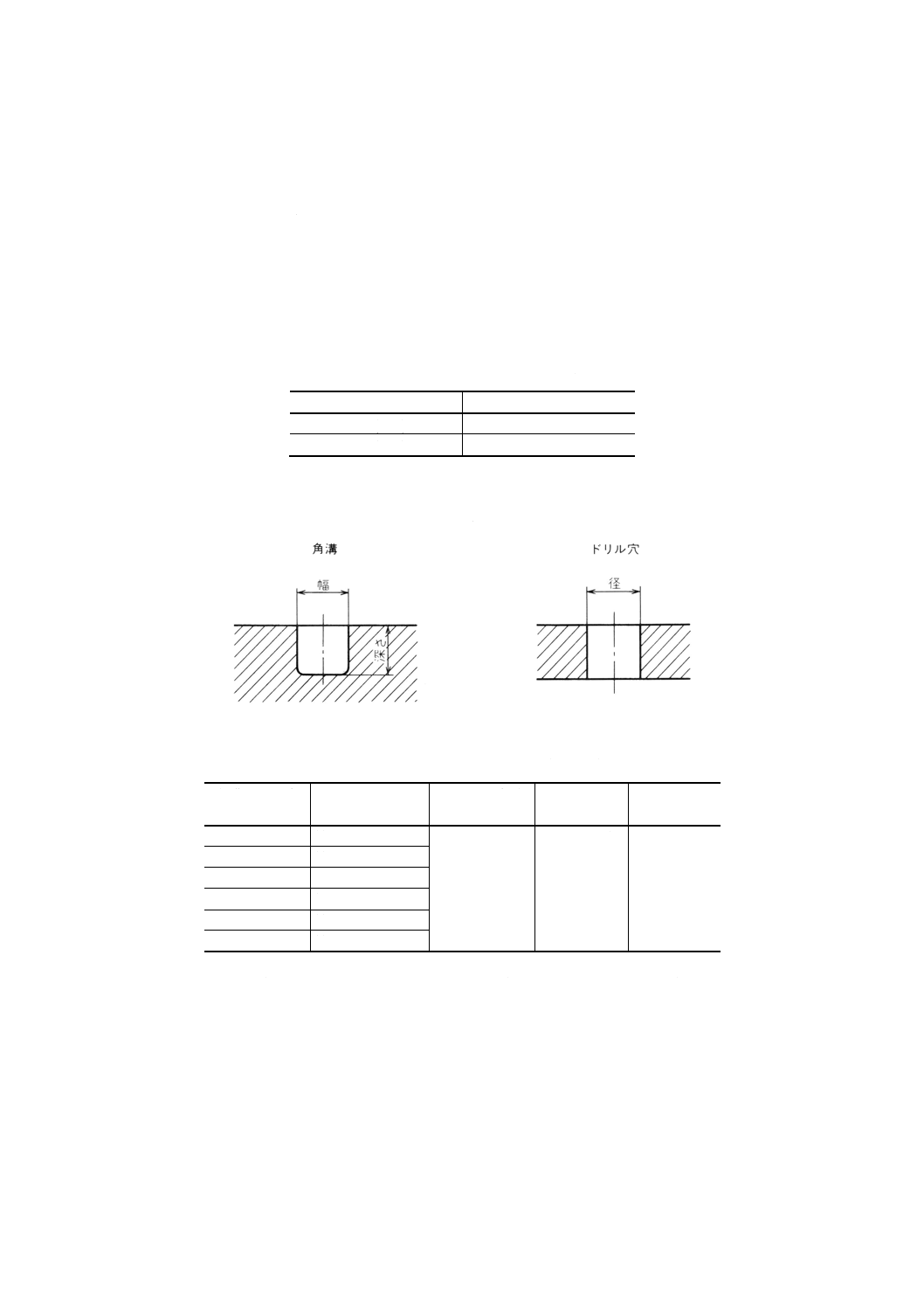
(1) 人工きずの種類は,角溝(スリット)又はドリル穴とする(図1参照)。
図1 人工きずの断面形状
備考 角溝の場合,形状がU字形となることがあるが,これは角溝と同等とみなす。
(2) 人工きずの呼び方及び寸法は,特に指定がない限り,表2又は表3による。
表2 対比試験片に用いる角溝の呼び方及び寸法
角溝の呼び方
深さ
深さの許容差
24
幅
長さ
N−15
管の厚さの15%
深さの±15%
ただし,最小値
は±0.05mm
1mm以下
25mm以上
N−20
管の厚さの20%
N−25
管の厚さの25%
N−30
管の厚さの30%
N−40
管の厚さの40%
N−50
管の厚さの50%
備考 角溝の深さの最小値は,熱間仕上継目無鋼管,電気抵抗溶接鋼管及び鍛接
鋼管の場合は0.3mm,冷間仕上継目無鋼管及び溶接ステンレス鋼鋼管の場
合は0.2mmとする。
3
Z 2315-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
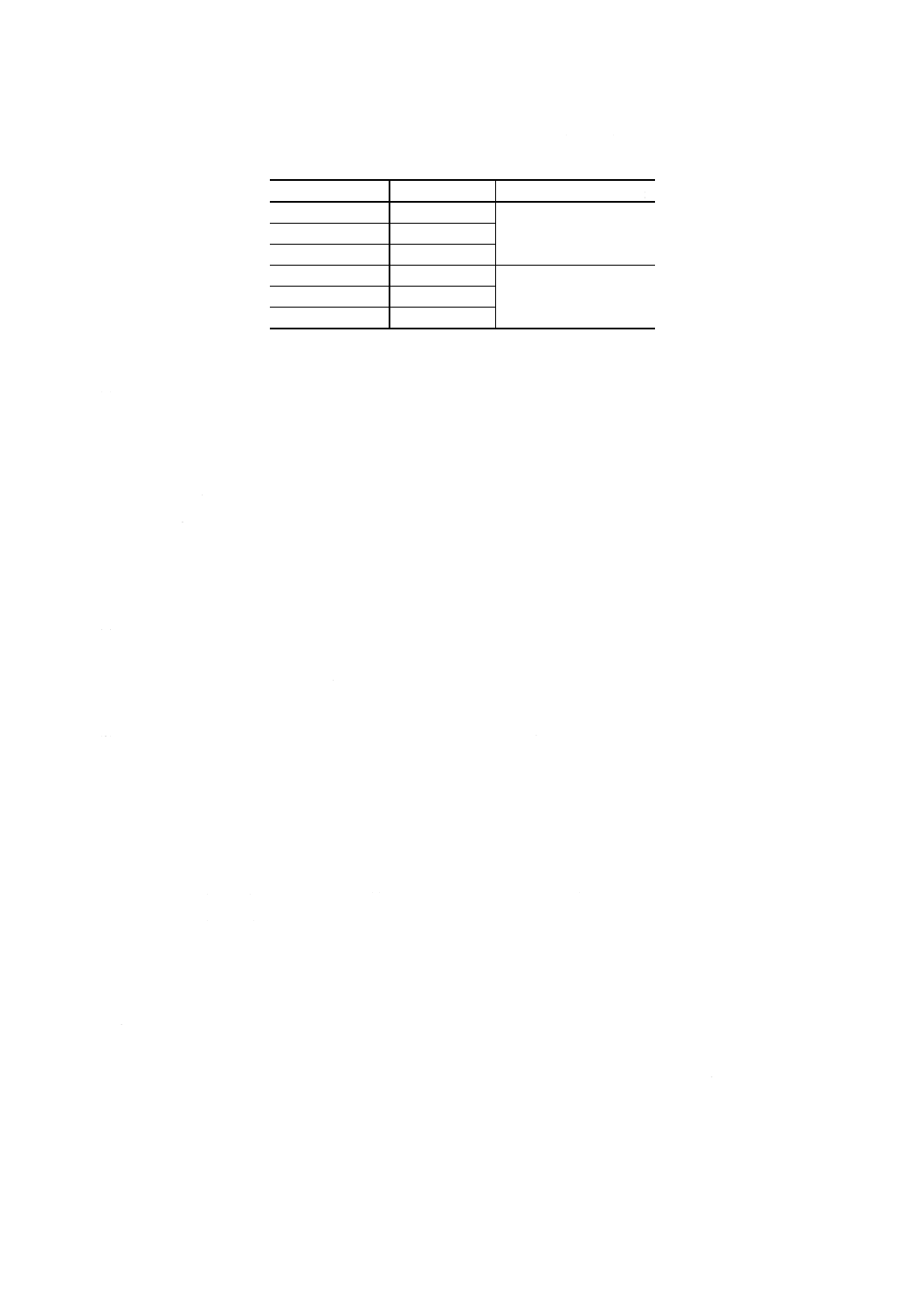
表3 対比試験片に用いるドリル穴の呼び方及び寸法
単位 mm
ドリル穴の呼び方
ドリル穴の直径
ドリル穴の直径の許容差
D−1.0
1.0
±0.05
D−1.2
1.2
D−1.6
1.6
D−2.0
2.0
±0.1
D−2.5
2.5
D−3.2
3.2
5.1.3
人工きずの加工 人工きずの加工は,次による。
(1) 人工きずの加工は,放電加工又は機械加工による。
(2) 角溝は,管の外面に軸方向に加工する。
(3) ドリル穴は,管表面に対して垂直にあける。
(4) 人工きずは,管端から200mm以上離れた箇所に加工する。
また,人工きずの間隔は,200mm以上とする。
5.1.4
測定の条件 検出力の測定は,特に指定がない場合,次の条件で行う。
(1) 充てん率は,原則として (65±10) %とする。
(2) 試験周波数,位相角及びフィルタは,人工きずの検出に最適な調度に設定する。
(3) リジェクションは,原則として,通常使用目盛とする。
(4) 送り速度は,通常使用速度とする。
(5) 強磁性体試験片については,十分な直流磁気飽和を行う。
5.1.5
測定の方法 測定は,次による。
(1) 対比試験片を5.1.4で示した条件によって試験し,人工きずの指示が記録紙上でフルスケールの25%
(以下,25%F. S. と表す。)になるように感度を調整し,そのときの感度G1 (dB) を読み取る。
(2) 次に人工きず以外の指示(雑音指示)の最大値が25%F. S. になるように感度を調整し,そのときの感
度G2 (dB) を読み取る。
(3) 検出力(以下,S/Nと表す。)を次の式から求める。
S/N=G2−G1
(4) (2)に示した方法によってG2を求めることが困難な場合には,感度の最大をG2とする。
5.1.6
検出力の表示方法 検出力は,基準とした人工きずにおけるS/Nの値を用いて,表示は次による。
例1. S/N (N−20) =20dB (角溝−20において検出力20dB)
例2. S/N (D−1.6) =18dB (ドリル穴D−1.6において検出力18dB)
また,測定に用いた人工きずの指示及び雑音指示を明示した記録紙を添付する。
5.2
短時間再現性
5.2.1
対比試験片 短時間再現性に使用する対比試験片及び人工きずは,5.1.1〜5.1.3の検出力測定用試
験片を用いる。
5.2.2
測定の条件 測定の条件は,5.1.4による。
5.2.3
測定の方法 測定の方法は,人工きずの指示の振れが50%F. S. になるように感度を調整した後,
鋼管の人工きずの位置を90°ずつ変え,それぞれ3回の試験を連続して行う。
5.2.4
短時間再現性の表示 5.2.3で測定した12回の人工きず指示値を,記録紙上のフルスケールに対す
る変化の割合で示し,測定値の最大値と最小値を用いて,次によって求めた値で表示する。
4
Z 2315-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)
(%)
100
]
50
1[
×
−
−
最小値
最大値
6. 装置の定期点検 定期点検は,次の項目について所定の性能が維持されていることを確認する。
なお,測定方法は,5.1及び5.2による。
(1) 検出力
(2) 短時間再現性
7. 記録 特に指定がない限り,次の項目を記録する。
(1) 装置の名称,製造業者名,形式及び製造番号
(2) 測定年月日
(3) 測定者名
(4) 対比試験片の材質及び寸法
(5) 基準とする人工きずの種類及び寸法
(6) 試験周波数
(7) 送り速度
(8) 位相角,フィルタ,感度などの調度
(9) 試験コイルの寸法,形式及び充てん率
(10) 直流磁気飽和装置の形式及び電流値
(11) 検出力
(12) 短時間再現性
関連規格:JIS G 0568 鋼の渦流探傷試験方法
JIS G 0583 鋼管のか(渦)流探傷検査方法
鉄鋼部会 非破壊試験方法専門委員会 構成表
氏名
所属
(委員会長)
中 澤 一
東京工業大学名誉教授
木 村 勝 美
財団法人日本溶接技術センター
江 川 幸 一
科学技術庁航空宇宙技術研究所
池 田 要
工業技術院標準部
岸 上 守 孝
財団法人発電設備技術検査協会
藤 沢 明
社団法人日本産業機械工業会(石川島汎用ボイラ株式会社)
奥 井 四 郎
日産自動車株式会社材料研究所
岡 実
財団法人日本海事協会
柏 谷 賢 治
財団法人鉄道総合技術研究所
宮 川 淳
社団法人石油学会(日本石油精製株式会社)
小 島 千 尋
日揮メンテナンス株式会社
高 沖 亮
社団法人非破壊検査振與協会
田 中 恵
日本鋼管株式会社
松 本 正 巳
株式会社巴組技研
木 村 新一郎
日鉄テクノス株式会社
山 口 久 雄
住友金属工業株式会社
5
Z 2315-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
氏名
所属
富 士 岳
東京理学検査株式会社
菊 池 晋 一
菱日エンジニアリング株式会社
松 山 宏
三菱電機株式会社
原 田 豊
株式会社神戸製鋼所
今 川 博 之
東レ株式会社
磯 野 英 二
理学電機株式会社
久木田 実 守
社団法人日本航空技術協会
松 山 格
東京都立工業技術センター
土 門 齊
東京工科大学
宮 川 一 男
日本大学
佐 伯 朗
原電子測器株式会社
伊 藤 秀 之
科学技術庁金属材料技術研究所
大 岡 紀 一
日本原子力研究所大洗研究所
加 藤 光 昭
九州工業大学
(事務局)
穐 山 貞 治
工業技術院標準部材料規格課
原案作成委員会 構成表
氏名
所属
(委員長)
土 門 斉
東京工科大学機械制御工学科
伊 藤 秀 之
金属材料技術研究所損傷機構研究部
星 川 洋
日本大学生産工学部
神 村 武 男
三菱重工業株式会社高砂研究所電子技術総合研究室
益 子 洋 了
日鉄テクノス株式会社
兵 藤 繁 利
住友金属工業株式会社鋼管製造所製造部保全室
小 宮 善 興
日本鋼管株式会社京浜製鉄所プロセス制御部技術室
細 川 孝 人
石川島播磨重工業株式会社宇宙航空事業本部
岡 本 次 郎
日本航空株式会社技術研究所基礎技術部
豊 田 修 治
非破壊検査株式会社技術開発本部
金 森 照 夫
住友軽金属株式会社伸銅所品質保証課
佐 伯 朗
原電子測器株式会社技術部
岩 崎 一 雄
電子磁気工業株式会社
日比野 俊
日本渦電流株式会社技術部
平 賀 久 喜
日本クラウトクレーマー・フェルスター株式会社
池 田 要
工業技術院標準部材料規格課
池 田 順 一
財団法人日本規格協会技術・検査部標準課
(事務局)
加 藤 和 彦
社団法人日本非破壊検査協会