Z 2306:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 透過度計の分類,形状及び種類 ··························································································· 2
5 透過度計の仕様 ················································································································ 2
5.1 針金形透過度計 ············································································································· 2
5.2 有孔形透過度計 ············································································································· 6
5.3 有孔階段形透過度計 ······································································································· 7
5.4 針金及び板の材質 ·········································································································· 9
6 試験方法························································································································· 9
6.1 針金形透過度計 ············································································································· 9
6.2 有孔形及び有孔階段形透過度計 ······················································································· 10
7 試験成績書 ····················································································································· 10
8 表示······························································································································ 10
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 11
Z 2306:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人軽金
属溶接協会(JLWA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS Z 2306:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2306:2015
放射線透過試験用透過度計
Radiographic image quality indicators for non-destructive testing
序文
この規格は,2013年に第2版として発行されたISO 19232-1及びISO 19232-2を基とし,技術的内容を
変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,放射線透過試験を行う際に像質を定量的に管理するために使用する針金形透過度計,有孔
形透過度計及び有孔階段形透過度計について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 19232-1:2013,Non-destructive testing−Image quality of radiographs−Part 1: Determination of
the image quality value using wire-type image quality indicators
ISO 19232-2:2013,Non-destructive testing−Image quality of radiographs−Part 2: Determination of
the image quality value using step/hole-type image quality indicators(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 3108 みがき棒鋼用一般鋼材
JIS G 3115 圧力容器用鋼板
JIS G 3521 硬鋼線
JIS G 3522 ピアノ線
JIS G 3532 鉄線
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4309 ステンレス鋼線
2
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4314 ばね用ステンレス鋼線
JIS H 3100 銅及び銅合金の板並びに条
JIS H 3260 銅及び銅合金の線
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4600 チタン及びチタン合金−板及び条
JIS H 4670 チタン及びチタン合金−線
JIS Z 2300 非破壊試験用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300による。
4
透過度計の分類,形状及び種類
透過度計の分類及び形状は,表1による。また,それぞれの分類を更に針金の直径及び材質又は板の厚
さ及び材質によって種類分けし,表2〜表7のとおり呼び番号で表す。
表1−透過度計の分類及び形状
分類
形状
針金形透過度計
一般形
帯形
有孔形透過度計
方形
円形
有孔階段形透過度計
−
5
透過度計の仕様
5.1
針金形透過度計
5.1.1
一般形の針金形透過度計
5.1.1.1
呼び番号,針金の直径及びその許容差並びに針金の中心間距離及び長さ
一般形の針金形透過度計の呼び番号は,各透過度計を構成する針金の最大の直径を表す2桁の数字及び
針金の材質を表す表8の表示記号によって示す。一般形の針金形透過度計の呼び番号及びそれを構成する
針金並びに針金の直径及びその許容差は,表2による。また,針金の中心間距離及び長さは,表3による。
3
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
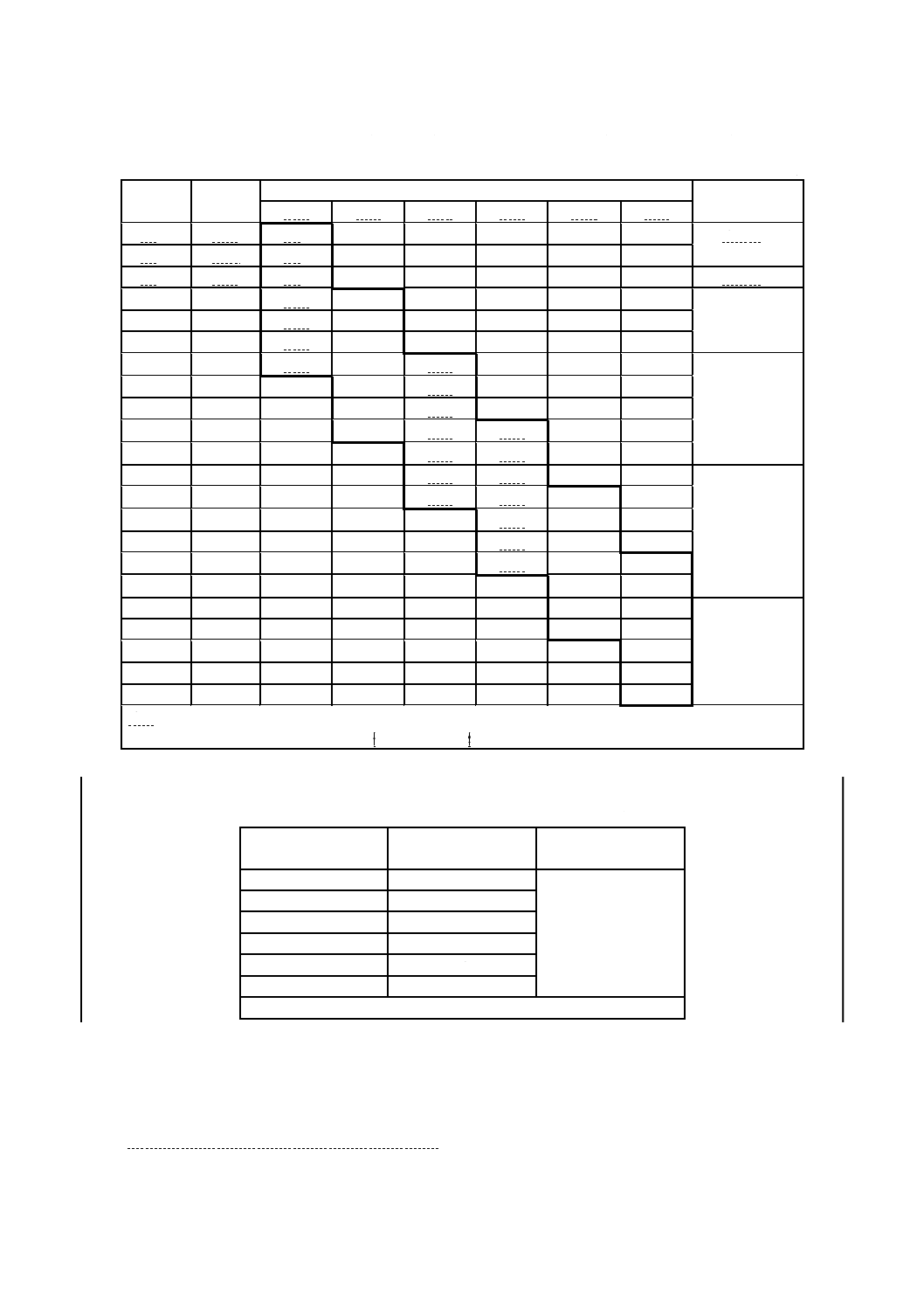
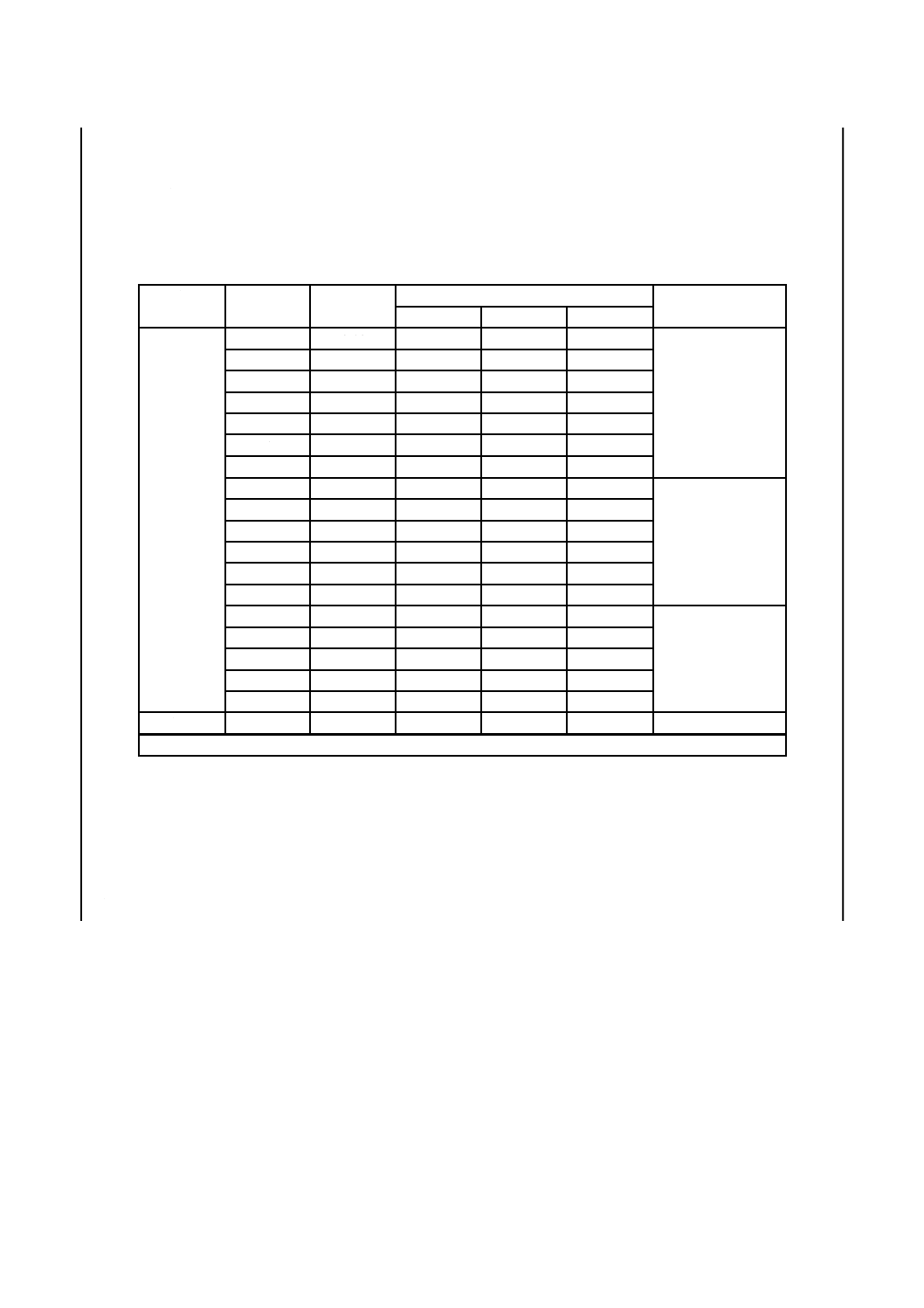
表2−一般形の針金形透過度計の呼び番号及びそれを構成する針金並びに針金の直径及びその許容差
単位 mm
針金の
直径
針金
番号
一般形の針金形透過度計の呼び番号及びそれを構成する針金a)
針金の直径の
許容差
63X
32X
16X
08X
04X
02X
6.3
W0a
6.3
±0.05
5.0
W0b
5.0
4.0
W0c
4.0
±0.03
3.20
W1
3.20
3.20
±0.03
2.50
W2
2.50
2.50
2.00
W3
2.00
2.00
1.60
W4
1.60
1.60
1.60
±0.02
1.25
W5
1.25
1.25
1.00
W6
1.00
1.00
0.80
W7
0.80
0.80
0.80
0.63
W8
0.63
0.63
0.50
W9
0.50
0.50
±0.01
0.40
W10
0.40
0.40
0.40
0.32
W11
0.32
0.32
0.25
W12
0.25
0.25
0.20
W13
0.20
0.20
0.20
0.16
W14
0.16
0.16
0.125
W15
0.125
0.125
±0.005
0.100
W16
0.100
0.100
0.080
W17
0.080
0.063
W18
0.063
0.050
W19
0.050
注a) 呼び番号中のXは,針金の材質を表し,表8の表示記号とする。また,呼び番号の下部に記載された
数値は,一般形の針金形透過度計を構成する7本の針金の直径を示す。
表3−一般形の針金形透過度計の呼び番号並びに針金の中心間距離及び長さ
単位 mm
呼び番号a)
針金の中心間距離
D
針金の長さ
L
63X
15
10以上
32X
10
16X
6
08X
4
04X
3
02X
3
注a) 呼び番号中のXは,針金の材質を表し,表8の表示記号とする。
5.1.1.2
形状及び構造
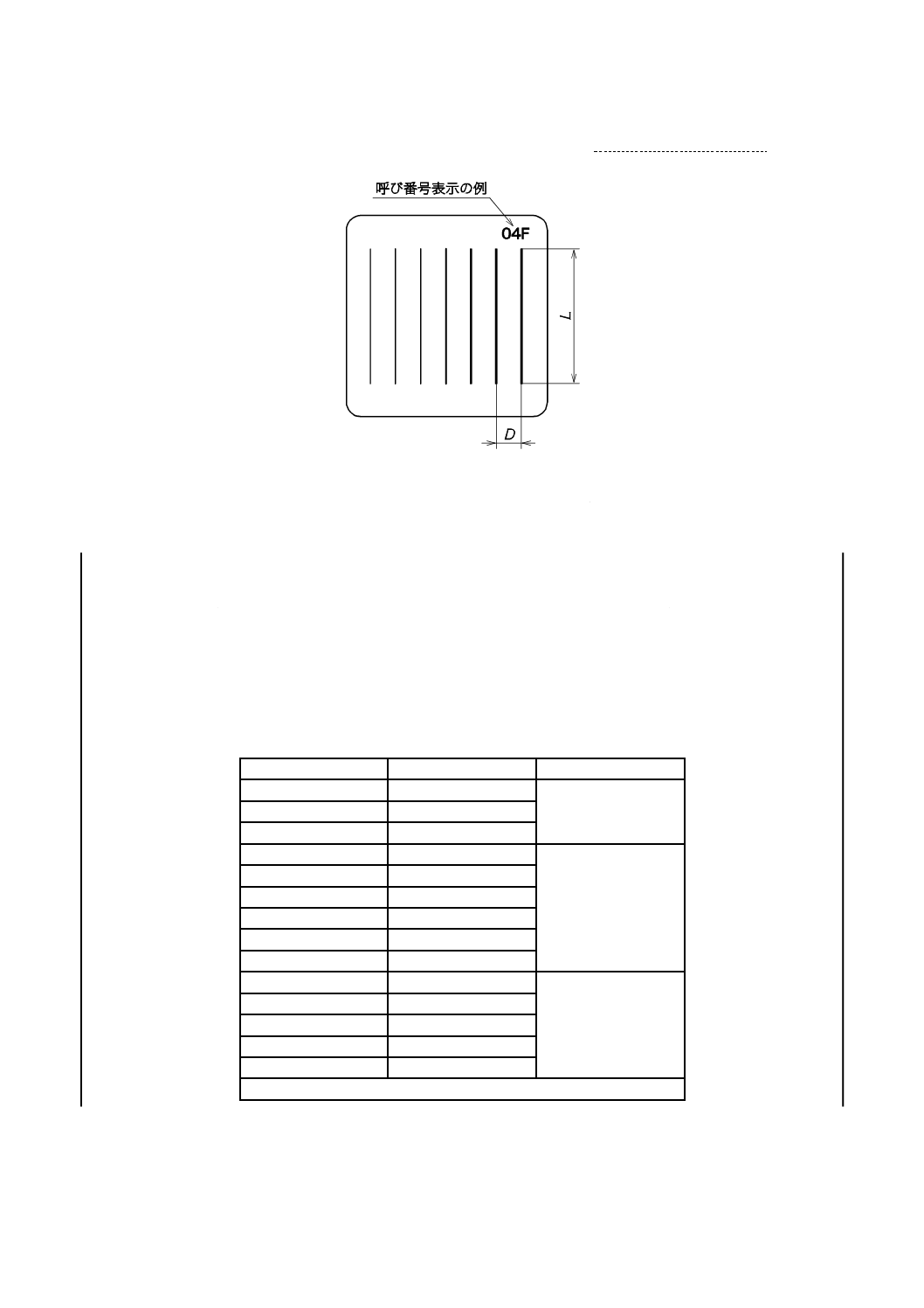
一般形の針金形透過度計の形状及び構造は,次による。
a) 一般形の針金形透過度計は,図1に示すように直径の異なる7本の針金によって構成し,その配列は
図1のとおり左側から右側へ順次太くする。
b) 一般形の針金形透過度計は,使用中の変形を保護する材料に針金を埋め込んだ構造とする。
4
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 使用中の変形を保護する材料は,針金よりも放射線の吸収が小さい紙,ゴム,合成樹脂などとする。
L:針金の長さ
D:針金の中心間距離
図1−一般形の針金形透過度計の形状及び構造
5.1.2
帯形の針金形透過度計
5.1.2.1
呼び番号,針金の直径及びその許容差並びに針金の中心間距離及び長さ
帯形の針金形透過度計の呼び番号は,針金の材質を表す表8の表示記号及び各透過度計を構成する針金
の直径を表す3桁の数字によって示す。帯形の針金形透過度計の呼び番号並びに針金の直径及びその許容
差は,表4による。また,針金の中心間距離及び長さは,表5による。
表4−帯形の針金形透過度計の呼び番号並びに針金の直径及びその許容差
単位 mm
呼び番号a)
針金の直径
針金の直径の許容差
X100
1.00
±0.02
X080
0.80
X063
0.63
X050
0.50
±0.01
X040
0.40
X032
0.32
X025
0.25
X020
0.20
X016
0.16
X012
0.125
±0.005
X010
0.100
X008
0.080
X006
0.063
X005
0.050
注a) 表3の注a)に同じ。
5
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
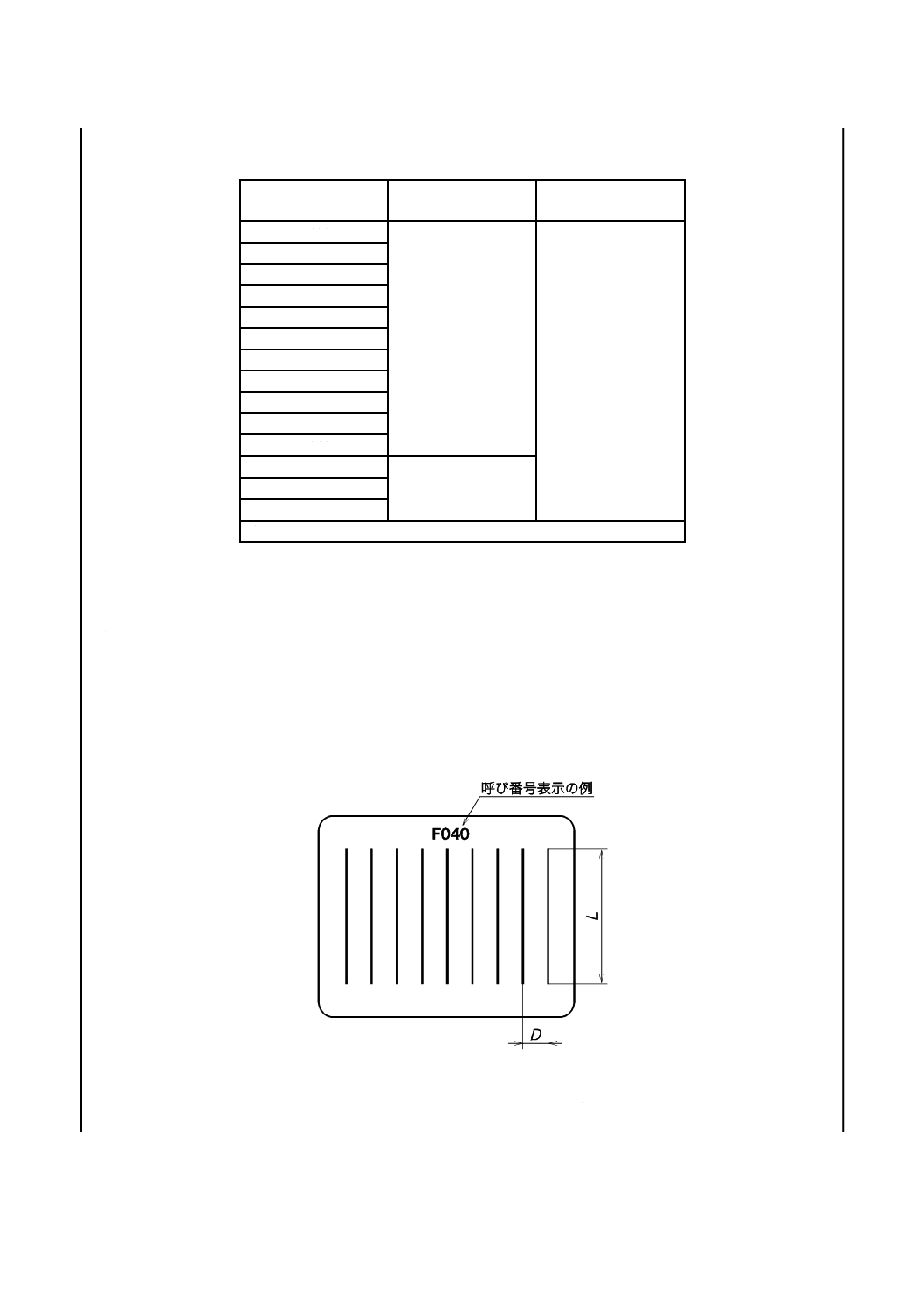
表5−帯形の針金形透過度計の呼び番号並びに針金の中心間距離及び長さ
単位 mm
呼び番号a)
針金の中心間距離
D
針金の長さ
L
X100
5
10以上
X080
X063
X050
X040
X032
X025
X020
X016
X012
X010
X008
2.5
X006
X005
注a) 表3の注a)に同じ。
5.1.2.2
形状及び構造
帯形の針金形透過度計の形状及び構造は,次による。
a) 帯形の針金形透過度計は,図2に示すように同一直径の9本の針金によって構成する。
b) 帯形の針金形透過度計は,使用中の変形を保護する材料に針金を埋め込んだ構造とする。
c) 使用中の変形を保護する材料は,針金よりも放射線の吸収が小さい紙,ゴム,合成樹脂などとする。
また,管の撮影に用いる帯形の針金形透過度計は,管表面になじむように曲がりやすい材料を使用す
る。
L:針金の長さ
D:針金の中心間距離
図2−帯形の針金形透過度計の形状及び構造
6
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
有孔形透過度計
5.2.1
呼び番号並びに板の厚さ,孔の直径及びそれらの許容差
有孔形透過度計の呼び番号並びに板の厚さ,孔の直径及びそれらの許容差は,表6による。
表6−有孔形透過度計の呼び番号並びに板の厚さ,孔の直径及びそれらの許容差
単位 mm
形状
呼び番号a)
板の厚さ
T
孔の直径
板の厚さ(T)及び
孔の直径の許容差
1T孔
2T孔
4T孔
方形
X5
0.13
0.25
0.51
1.02
±0.03
X7
0.18
0.25
0.51
1.02
X10
0.25
0.25
0.51
1.02
X12
0.30
0.30
0.64
1.27
X15
0.38
0.38
0.76
1.52
X17
0.43
0.43
0.89
1.78
X20
0.51
0.51
1.02
2.03
X25
0.64
0.64
1.27
2.54
±0.06
X30
0.76
0.76
1.52
3.05
X35
0.89
0.89
1.78
3.56
X40
1.02
1.02
2.03
4.06
X45
1.14
1.14
2.29
4.57
X50
1.27
1.27
2.54
5.08
X60
1.52
1.52
3.05
6.10
±0.13
X80
2.03
2.03
4.06
8.13
X100
2.54
2.54
5.08
10.2
X120
3.05
3.05
6.10
12.2
X160
4.06
4.06
8.13
16.3
円形
X200
5.08
5.08
10.2
−
±0.25
注a) 表3の注a)に同じ。
5.2.2
形状,寸法及び構造
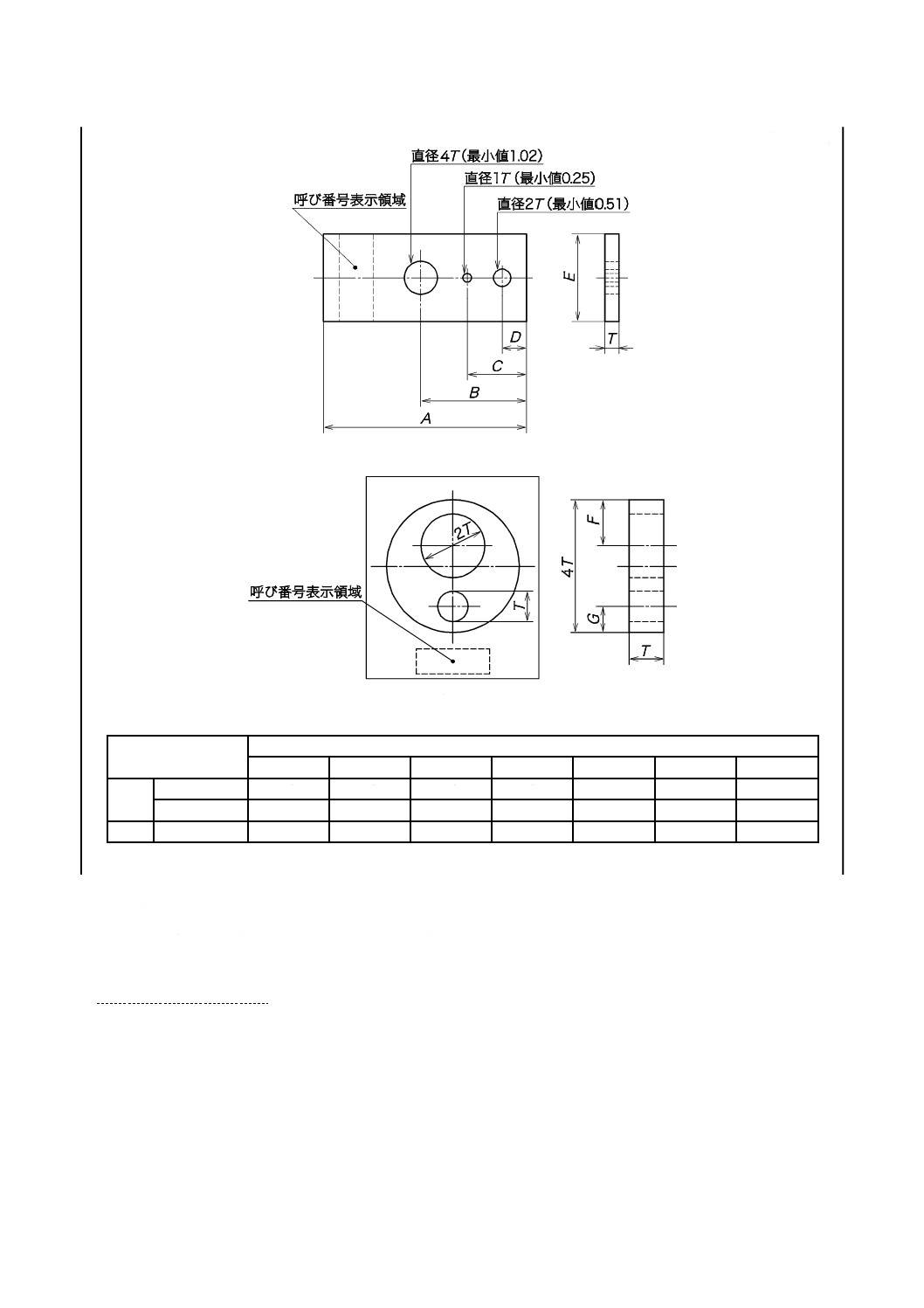
有孔形透過度計の形状,寸法及び構造は,次による。
a) 有孔形透過度計は,板に貫通孔を設けたものとし,形状,寸法及び構造は,図3及び表6による。
b) 有孔形透過度計の孔は,板表面に対し垂直に精度よく加工し,面取り加工は行わない。
c) 円形の場合は,板よりも放射線の吸収が小さい台板に呼び番号とともに固定して使用する。
7
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 方形
b) 円形
形状及び呼び番号
寸法
A
B
C
D
E
F
G
方形
X5〜X50
38.0±0.4
19.0±0.4
11.0±0.4
6.4±0.4
13.0±0.4
−
−
X60〜X160
57.0±0.8
35.0±0.8
19.0±0.8
9.5±0.8
25.0±0.8
−
−
円形
X200
−
−
−
−
−
6.76±0.13
4.22±0.13
図3−有孔形透過度計の形状及び寸法
5.3
有孔階段形透過度計
5.3.1
呼び番号並びに板の厚さ,孔の直径及びそれらの許容差
有孔階段形透過度計の呼び番号は,各透過度計を構成する板の最小の板番号及び板の材質を表す表8の
表示記号によって示す。有孔階段形透過度計の呼び番号及びそれを構成する階段状板並びに各段の板の厚
さ,孔の直径及びそれらの許容差は,表7による。
8
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
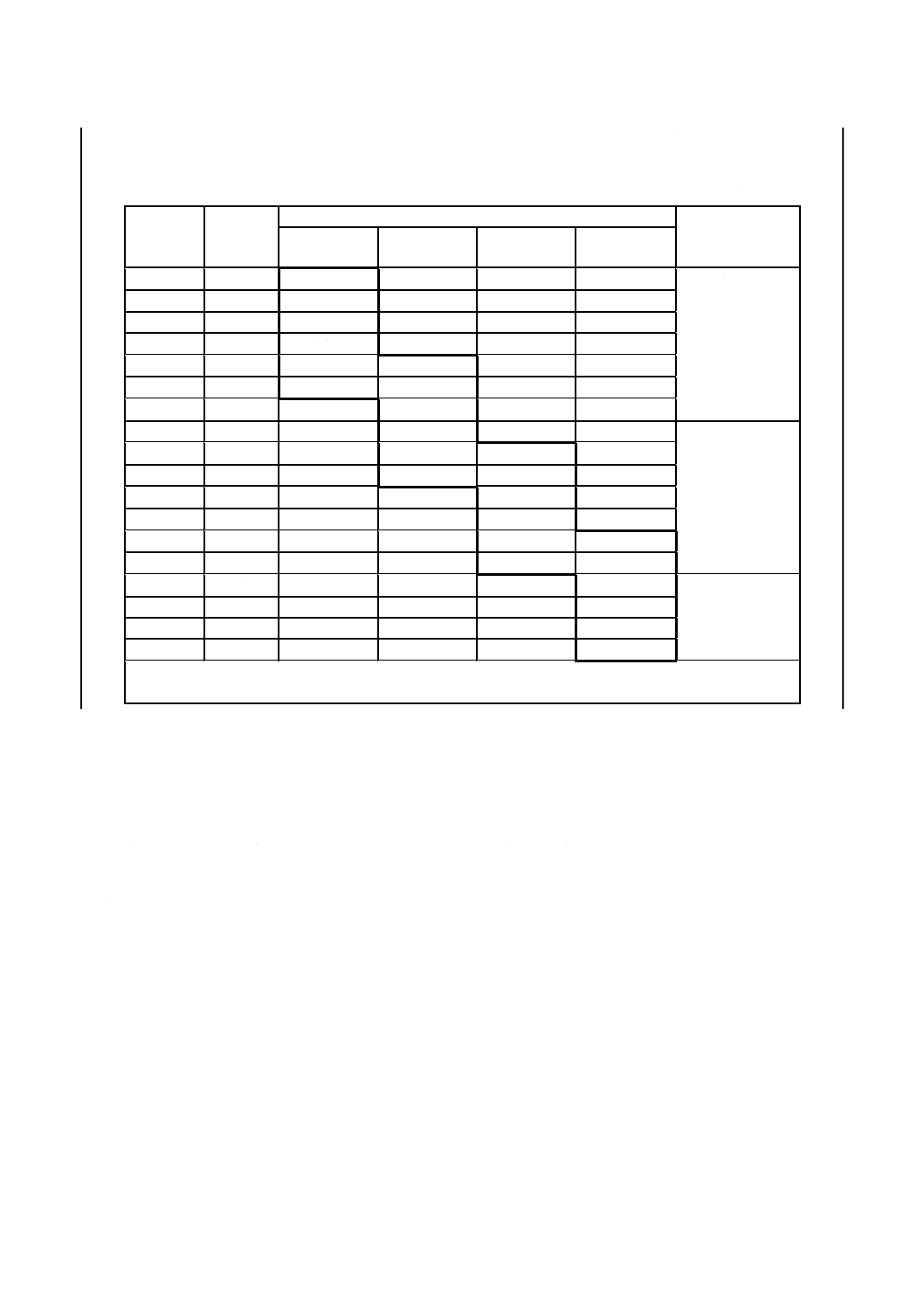
表7−有孔階段形透過度計の呼び番号及びそれを構成する板並びに
板の厚さ,孔の直径及びそれらの許容差
単位 mm
板の厚さ
及び
孔の直径
板番号
有孔階段形透過度計の呼び番号及びそれを構成する板a)
板の厚さ及び孔
の直径の許容差
H1X
H5X
H9X
H13X
0.125
H1
0.125
+0.01
0
0.16
H2
0.16
0.20
H3
0.20
0.25
H4
0.25
0.32
H5
0.32
0.32
0.40
H6
0.40
0.40
0.50
H7
0.50
0.63
H8
0.63
+0.02
0
0.80
H9
0.80
0.80
1.0
H10
1.0
1.0
1.25
H11
1.25
1.6
H12
1.6
2.0
H13
2.0
2.0
2.5
H14
2.5
2.5
3.2
H15
3.2
+0.03
0
4.0
H16
4.0
5.0
H17
5.0
6.3
H18
6.3
注a) 呼び番号中のXは,板の材質を表し,表8の表示記号とする。また,呼び番号の下部に記載された
数値は,有孔階段形透過度計を構成する6段の板の厚さ及び孔の直径を示す。
5.3.2
形状,寸法及び構造
有孔階段形透過度計の形状,寸法及び構造は,次による。
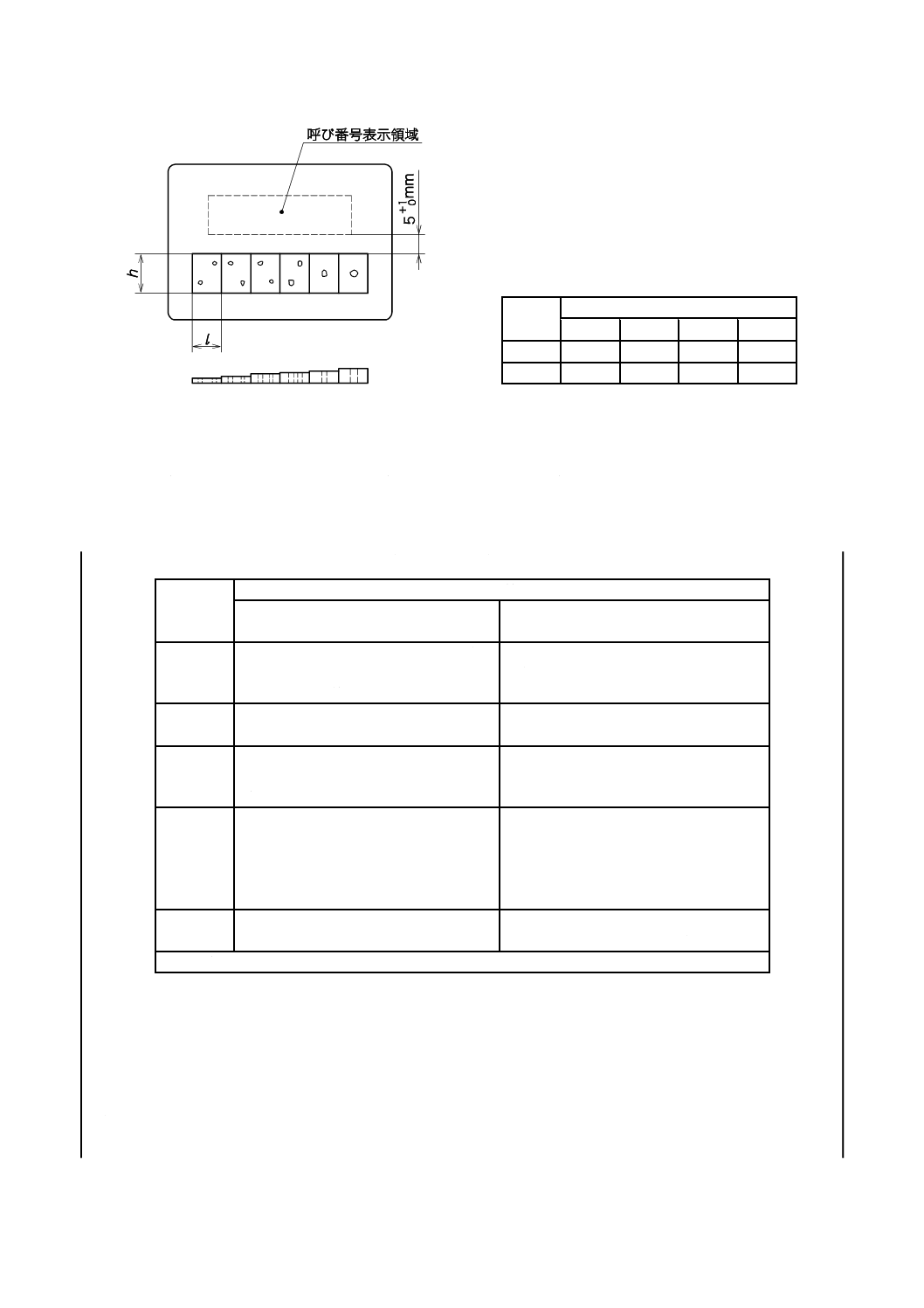
a) 有孔階段形透過度計は,板の厚さの異なる六つの段の板によって構成し,各段にその板の厚さと等し
い直径の孔を設ける。形状及び寸法は,図4による。
b) 各段に設ける孔の数は,板の厚さが0.80 mm以上の場合には1個とし,板の厚さが0.80 mm未満の場
合には2個とする。孔を2個設ける場合の孔の直径は同じとする。
c) 孔の中心から各段の板の端までの距離は,孔の直径に1 mm加えた値以上とする。さらに,二つ孔の
場合には,一方の孔の中心からもう一方の孔の端までの距離も,孔の直径に1 mm加えた値以上とす
る。
d) 孔は,板表面に対し垂直に精度よく加工し,面取り加工は行わない。
e) 有孔階段形透過度計は,放射線の吸収が小さい保護材料に埋め込んだ構造とする。
9
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
寸法
呼び番号
H1X
H5X
H9X
H13X
h
10
10
10
15
l
5
7
7
15
図4−有孔階段形透過度計の形状及び寸法
5.4
針金及び板の材質
針金形透過度計の針金の材質,有孔形透過度計及び有孔階段形透過度計の板の材質並びにこれらに対応
する表示記号は,表8による。
表8−針金及び板の材質並びにそれらの表示記号
表示記号
材質
針金形透過度計の針金
有孔形透過度計及び
有孔階段形透過度計の板
F
JIS G 3521の硬鋼線,JIS G 3532の普通
鉄線若しくはなまし鉄線,又はJIS G
3522のピアノ線a)
JIS G 3101,JIS G 3106又はJIS G 3115
の鋼材
S
JIS G 4309又はJIS G 4314の
SUS304のステンレス鋼線
JIS G 4304又はJIS G 4305の
SUS304のステンレス鋼材
A
JIS H 4040のA1050WS,A1070WS,
A1100WS又はA1200WSのアルミニウム
線
JIS H 4000のA1050P,A1070P,A1080P,
A1100P,A1200P,A5052P又はA5083P
のアルミニウム材
T
JIS H 4670のTW 270,TW 340
又はTW 480のチタン線
JIS H 4600のTP 270 H,TR 270 H,
TP 270 C,TR 270 C,TP 340 H,TR 340 H,
TP 340 C,TR 340 C,TP 480 H,TR 480 H,
TP 480 C,TR 480 C,TP 550 H,TR 550 H,
TP 550 C又はTR 550 Cのチタン材
C
JIS H 3260のC 1100 W,C 1201 W
又はC 1220 Wの銅線
JIS H 3100のC 1020 PS,C 1100 PS,
C 1201 PS 又はC 1220 PSの銅材
注a) 線の直径が6.3 mmの場合には,JIS G 3108のみがき棒鋼用一般鋼材を用いてもよい。
6
試験方法
6.1
針金形透過度計
針金形透過度計の試験は,次による。
a) 針金の直径の測定は,JIS B 7502に規定するマイクロメータによって行う。
b) 針金の中心間距離及び針金の長さの測定は,X線透過写真によって行う。また,このとき同時にX線
透過写真によって,呼び番号が表示されていること及び針金に異常のないことを確認する。
10
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
有孔形及び有孔階段形透過度計
有孔形透過度計及び有孔階段形透過度計の試験は,次による。
a) 板の厚さの測定は,JIS B 7502に規定するマイクロメータによって行う。
b) 孔の直径の測定は,顕微鏡などによって行う。
c) 呼び番号が表示されていること及び板に異常のないことを,目視及びX線透過写真によって確認する。
7
試験成績書
透過度計の試験成績書には,少なくとも次の事項を記録する。
a) 試験年月日
b) 製造業者名
c) 形状(有孔階段形透過度計は除く。)及び呼び番号
d) 製造番号
e) 判定結果
8
表示
透過度計の表示は次によって,透過写真上で明瞭に識別できなければならない。
a) 針金形透過度計 針金形透過度計は,呼び番号を表示する。この場合,一般形の針金形透過度計にお
いては,図1の呼び番号表示の例のように最大径の針金(右端の針金)の位置に呼び番号の中の材質
を表す記号を配置して表示し,また,帯形の針金形透過度計においては,図2の呼び番号表示の例の
ように中央の針金の位置に呼び番号の中の1桁目の数字を配置して表示する。
b) 有孔形透過度計 有孔形透過度計には,図3の呼び番号表示領域に呼び番号を表示する。ただし,円
形の有孔形透過度計の場合は,図3に示す台板上の透過度計の近傍に表示する。
c) 有孔階段形透過度計 有孔階段形透過度計には,図4の呼び番号表示領域に呼び番号を表示する。
11
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 2306:2015 放射線透過試験用透過度計
ISO 19232-1:2013,Non-destructive testing−Image quality of radiographs−Part 1:
Determination of the image quality value using wire-type image quality indicators
ISO 19232-2:2013,Non-destructive testing−Image quality of radiographs−Part 2:
Determination of the image quality value using step/hole-type image quality indicators
(I)JISの規定
(II)国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
ISO 19232-1
1
針金形透過度計を規
定
追加
有孔形透過度計を追加した。
国内で広く使用されている有孔形
を追加した。
ISO 19232-2
1
有孔階段形透過度計
を規定
3 用語及び
定義
ISO 19232-1
ISO 19232-2
3.1
3.1
3.3
像質,像質計及び像
質値の定義
変更
JIS Z 2300の引用に変更した。 JISに規定されていない像質値を削
除し,像質及び像質計はJIS Z 2300
に定義されているため削除した。
4 透過度計
の分類,形
状及び種類
−
−
−
追加
針金形透過度計に帯形を追加
し,ISO規格の針金形を一般形
とした。
有孔形透過度計を追加した。
透過度計の分類及び形状をま
とめた表1を追加した。
国内で広く使用されている帯形及
び有孔形を追加した。
帯形の針金形透過度計は国内で管
の円周溶接継手の撮影に広く使用
されており,有効である。
帯形の針金形透過度計の国際規格
への提案を検討中である。
5 透過度計
の仕様
5.1.1 一般形の針
金形透過度計
ISO 19232-1
4.1
形状及び表示を規定
追加
表2に直径6.3 mm,5.0 mm及
び4.0 mmの針金を追加し,そ
れらを含む呼び番号63Xを追
加した。
使用実績のある構成の透過度計で
あるため追加した。
変更
表2でISO規格における呼び番
号W6の針金構成を,08X及び
16Xに置き換えた。
ISO規格で使用されている針金番号
は網羅されており,使用上の技術的
差異はない。
3
Z
2
3
0
6
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 透過度計
の仕様
(続き)
5.1.1
変更
表2で呼び番号を,ISO規格に
おける最も太い針金の針金番
号から最も太い針金の針金直
径に変更した。
技術的な差異はない。
表3における針金の中心間距離
を呼び番号に則したものに変
更した。
技術的差異はない。
追加
一般形の針金形透過度計の針
金の配列を規定した。
国内で広く使用されている針金の
配列を追加した。
4.2
材質を規定
追加
ISO規格では保護材料の材質を
規定していないので,具体的に
規定した。
保護材料の種類について規定した。
5.1.2 帯形の針金
形透過度計
−
−
−
追加
帯形の針金形透過度計を追加
した。
国内で広く使用されている帯形を
追加した。
5.2 有孔形透過度
計
−
−
−
追加
有孔形透過度計を追加した。
国内で広く使用されている有孔形
を追加した。
5.3 有孔階段形透
過度計
ISO 19232-2
4.1
形状,製造及び表示
を規定
変更
呼び番号の表記を変更した。
針金形透過度計に合わせて呼び番
号に材料表示を追加した。
表7で寸法及び許容差の有効桁
数を変更した。
板及び孔の加工精度を考慮した。
追加
図4で有孔階段形透過度計の側
面図を追加した。
形状及び構造の説明を補うため有
孔階段形透過度計の側面図を追加
した。
5.4 針金及び板の
材質
−
−
−
追加
有孔形透過度計を追加した。
国内で広く使用されている有孔形
を追加した。
ISO 19232-1
ISO 19232-2
4.2
4.2
針金の材料を規定
板の材料を規定
変更
材料はJIS材を使用することと
し,表示記号を変更した。
国内で調達できる材料とした。
6 試験方法
−
−
−
追加
透過度計の検定試験方法につ
いて規定した。
試験方法を具体的に規定した。
7 試験成績
書
−
−
−
追加
試験成績書の記載項目を追加
した。
国内で広く記載されている項目を
追加した。
3
Z
2
3
0
6
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
Z 2306:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験成績
書
(続き)
ISO 19232-1
ISO 19232-2
6
6
像質値の決定基準を
規定
削除
像質値の決定基準に関する規
定を削除した。
像質値に関しては関連JISの中で透
過写真の必要条件として規定して
いるので削除した。
8 表示
ISO 19232-1
ISO 19232-2
4.3
4.3
表示記号を規定
追加
針金形透過度計の中に帯形の
針金形透過度計を追加すると
ともに,有孔形透過度計も追加
した。
国内で広く使用されている帯形の
針金形透過度計及び有孔形透過度
計を追加した。
JISと国際規格との対応の程度の全体評価:(ISO 19232-1:2013,ISO 19232-2:2013,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
Z
2
3
0
6
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。