2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2280-1993
金属材料の高温ヤング率試験方法
Test method for Youngʼs modulus of metallic materials
at elevated temperature
1. 適用範囲 この規格は,金属材料の高温における動的及び静的ヤング率の試験方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さの定義と表示
JIS B 0621 幾何偏差の定義及び表示
JIS B 7502 外側マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS Z 8401 数値の丸め方
2. 用語の定義 この規格で用いる主な用語の定義は,次による。
(1) 動的ヤング率 試験片の共振周波数の測定(共振法)及び超音波パルスの伝ぱ(播)速度の測定(超
音波パルス法)から求められるヤング率。
(2) 静的ヤング率 静的な荷重によって得られる弾性変形領域の応力とひずみの関係から求められるヤン
グ率。
(3) 高温ヤング率 室温を超える高温でのヤング率。
なお,高温ヤング率は,試験片の室温における寸法及びかさ(嵩)密度を用いて計算する。
3. 試験方法の種類
3.1
動的ヤング率試験方法 動的ヤング率試験方法は,次による。
(1) 横共振法
(2) 縦共振法
(3) 超音波パルス法(透過法及び反射法)
3.2
静的ヤング率試験方法 静的ヤング率試験方法は,次による。
(1) ひずみゲージ法
(2) 押当て式変位計法
4. 動的ヤング率試験方法
4.1
加熱装置及び試験片温度 加熱装置及び試験片温度は,次による。
2
Z 2280-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 加熱装置 加熱装置は,所定の温度に昇温でき,試験中常に試験片の全域にわたり,表1の許容範囲
内で,一様かつ一定の温度に加熱することができるものでなければならない。ただし,573K以下又は
1 473Kを超える場合は,受渡当事者間に協定による。
表1 試験片温度の許容範囲
単位 K
573を超え
873以下
873を超え
1 073以下
1 073を超え
1 473以下
±3
±4
±5
(2) 昇温及び保持時間 所定の温度に至るまで昇温した後,測定中試験片全体をその温度に保持する。
(3) 温度測定 試験片の温度は,熱電対によって,試験片に接触させないようできる限り近い位置で測定
する。
4.2
試験片の寸法及び質量測定 試験片の寸法及び質量測定は,次による。
(1) 長さ計 長さ計は,次のものを用いる。
(a) マイクロメータ マイクロメータは,JIS B 7502のマイクロメータ又はこれと同等以上の精度をも
つものを用いる。
(b) ダイヤルゲージ ダイヤルゲージは,JIS B 7503のダイヤルゲージ又はこれと同等以上の精度をも
つものを用いる。
(c) ノギス ノギスは,JIS B 7507の最小読取り長さ0.05mmの精度をもつものを用いる。
(2) 寸法測定 試験片の寸法は,(1)の長さ計によって測定する。長さ,幅,厚さ及び直径は,それぞれ5
か所測定し,最大値と最小値を除いた3点の平均値をもって表す。
(3) 質量計 質量計は,化学天びん(秤)を用いる。化学天びんは,5mgの感度又はこれと同等以上のも
ので,ひょう(秤)量範囲が100〜200gのものを用いる。
(4) 質量測定 試験片の質量は,(3)によって±0.2%の精度で測定する。
4.3
横共振法 横共振法は,次による。
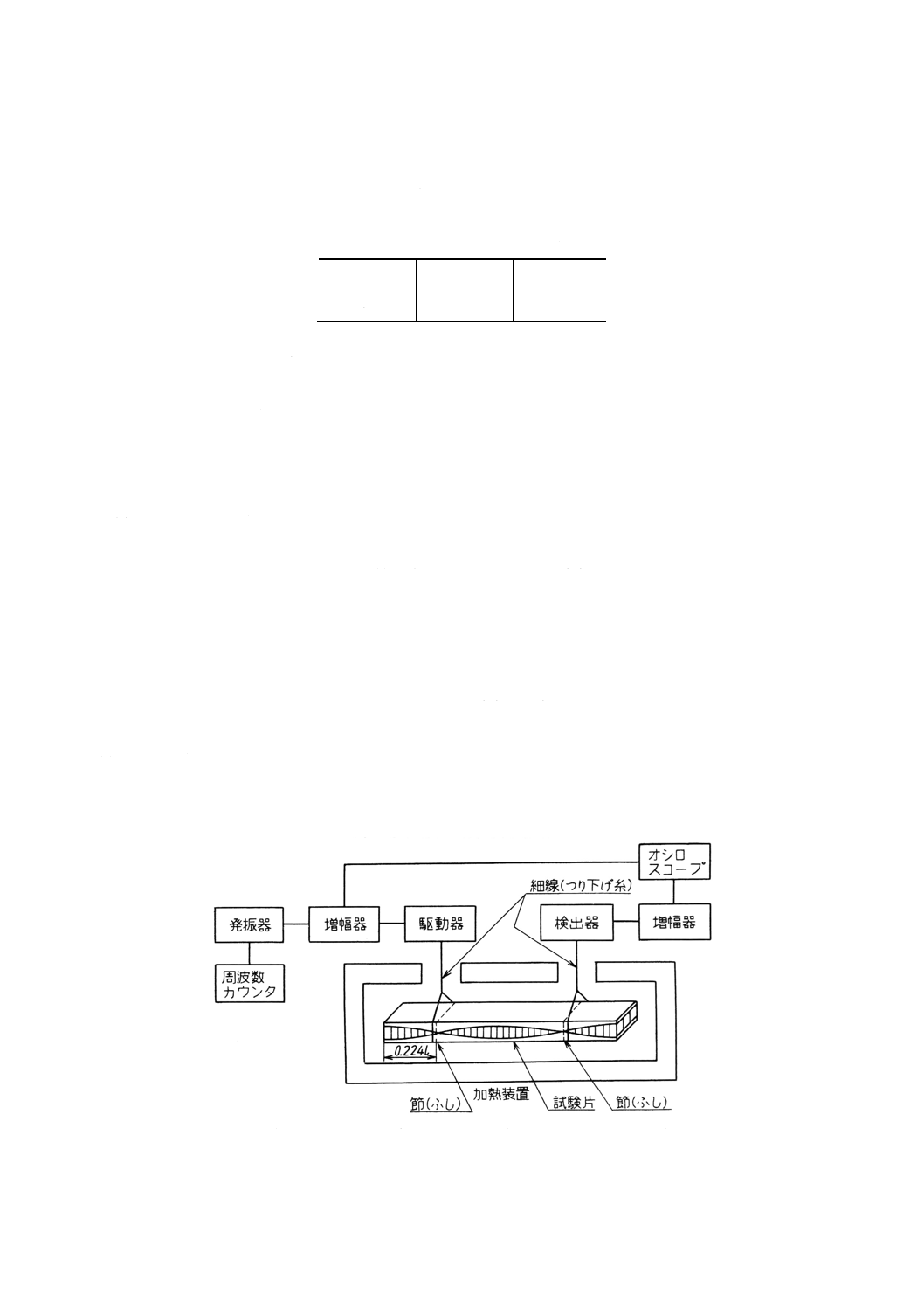
(1) 装置及び器具 試験装置は,原則として図1に示す回路及び機器によって構成し,使用する器具は次
による。
図1 横共振法の装置基本構成図
(a) 駆動回路 駆動回路は,発振器,周波数カウンタ,増幅器及び駆動器で構成する。発振器は,振動
数が可変で,周波数分解能が0.1Hz以内のものを用いる。駆動器は,電気振動を機械振動に変換し
3
Z 2280-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て,試験片に振動を与えるもの(例えば,スピーカー)とする。
(b) 検出回路 検出回路は,検出器(ピックアップ,マイクロホンなど),増幅器及びオシロスコープで
構成する。
検出器は,試験片の振幅,振動の速度又は加速度に比例した電圧を発生するものとする。
(c) 試験片の支持具 支持具は,基本的に試験片が拘束されないで振動できる構造とする。使用する振
動数は,支持具を含めた測定計の固有振動数外とする。
(d) 加熱装置 加熱装置は,4.1(1)による。
(e) 長さ計 長さ計は,4.2(1)による。
(2) 試験片 試験片は,長さ (l) 40mm以上,幅 (w) 5mm以上,厚さ (h) 1.0mm以上の直方体とし,試験
片長さと厚さの比
hlは,20以上とする(例えばl=100mm, w=20mm, h=2mm)。
この場合,上下面及び幅の平行度(1)は,それぞれ厚さ (h) 及び幅 (w) の0.5%以下とする。
注(1) 平行度は,JIS B 0621による。
(3) 試験方法 試験方法は,次による。
(a) 試験片の寸法及び質量測定 試験片の寸法及び質量測定は,4.2(2)及び4.2(4)による。
(b) 試験片の支持方法 試験片は,自由な曲げ振動が拘束されないよう支持する。例えば,検出器は,
図1に示すような試験片の右側の節(ふし)又はその近傍を細線で支持し,更に駆動側においては,
駆動器のスピーカーのコーン中央部に接着又は結ばれた細線によって試験片の節(端面から0.224 l)
の近傍外側で試験片を支持する。
(c) 昇温及び保持時間 昇温及び保持時間は,4.1(2)による。
(d) 温度測定 試験片の温度測定は,4.1(3)による。
(e) 一次共振振動数の測定 駆動力は,図1に示すように,細線を通じて試験片の上下面に直角に加え
る。検出は,例えば図1に示すように,駆動側の反対側の細線に検出器を接続して行う方法や振動
の音波をマイクロホンで検出する方法がある。発振器の振動数を徐々に変え,これに応じて試験片
が振動するように駆動力を加えながら,増幅された検出器の出力を観察する。オシロスコープに明
確な最大の振幅を生じ,かつ,オシロスコープでの発振器の出力と検出器の出力において,共振す
る周波数の最も低次のものを曲げ振動の一次共振振動数とする。一次共振振動数は,同じ試験片で
5回繰返し測定する。
(4) 結果の計算 結果の計算は,次による。
(a) 高温ヤング率は,式(1)によって算出する。
2
3
9467
.0
f
w
m
h
l
E
×
×
×
=
··························································· (1)
ここに, E: 動的ヤング率 (N/m2)
l: 試験片の長さ (m)
h: 試験片の厚さ (m)
m: 質量 (kg)
w: 試験片の幅 (m)
f: 横共振法の一次共振振動数 (s-1)
(b) 高温ヤング率は,(3)(e)の5回の測定結果から(a)で計算される最大値と最小値を除く3回の値の平均
値とする。
4.4
縦共振法 縦共振法は,次による。
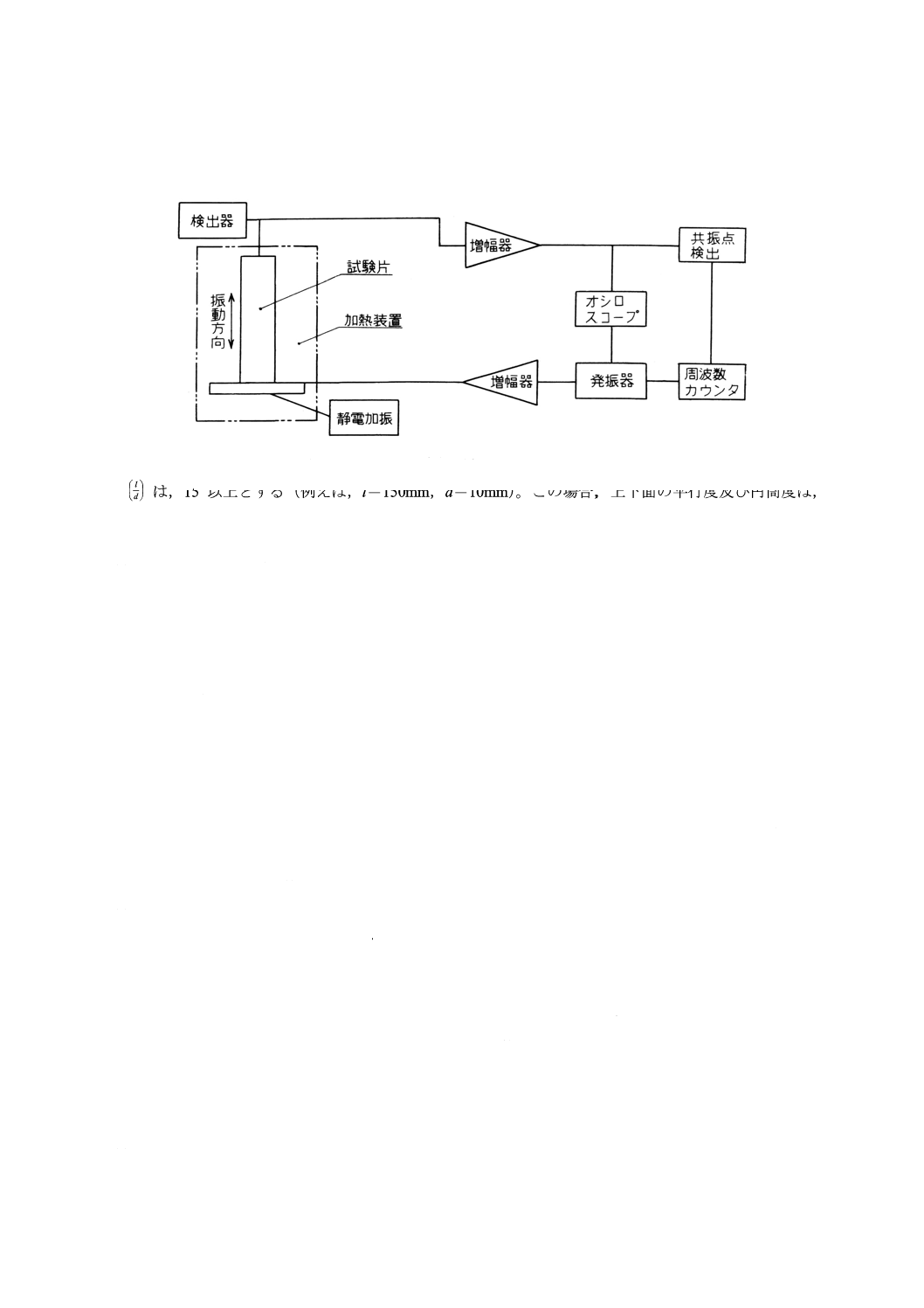
(1) 装置及び器具 試験装置は,原則として図2に示す回路及び機器によって構成し,使用する駆動回路,
4
Z 2280-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検出回路,加熱装置及び長さ計は,それぞれ4.3(1)(a),4.3(1)(b),4.1(1)及び4.2(1)による。
図2 縦共振法の装置基本構成図
(2) 試験片 試験片は,長さ (l) 100mm以上,直径 (d) 5mm以上の円柱体とし,試験片の長さと直径の比
dl は,15以上とする(例えば,l=150mm,d=10mm)。この場合,上下面の平行度及び円筒度は,
長さ (l) 及び直径 (d) の0.5%以下とする。
(3) 試験方法 試験方法は,次による。
(a) 試験片の寸法及び質量測定 試験片の寸法及び質量測定は,4.2(2)及び4.2(4)による。
(b) 試験片の支持方法 試験片を加振電極上に設置する場合には,電極の絶縁体を傷つけないようにす
る。
また,設置の前には電極表面にあるほこり(挨)を取り除き清浄にする。振動を検出する細線は,
できる限り試験片表面に垂直に設置する。
(c) 昇温及び保持時間 昇温及び保持時間は,4.1(2)による。
(d) 温度測定 試験片の温度測定は,4.1(3)による。
(e) 一次共振振動数の測定 駆動力は図2に示すように,試験片の下面に静電加振によって加える。検
出は,図2に示すように駆動側の上面に検出器を接続して行う。発振器の周波数を徐々に変化させ,
これに対応して試験片が振動するように駆動力を加えながら,増幅された検出器の出力を観察する。
オシロスコープ上にリサージュ図形で加振側の位相を判定し,位相のずれがないように調整する。
その後,一次共振振動数を測定する。一次共振振動数は同じ試験片で5回繰返し測定する。
(4) 結果の計算 結果の計算は,次による。
(a) 高温ヤング率は,式(2)によって算出する。
E=4×ρ (lf) 2············································································· (2)
ここに,
E: ヤング率 (N/m2)
ρ: かさ密度 (kg/m3)
l: 試験片の長さ (m)
f: 縦共振法の一次共振振動数 (s-1)
(b) 高温ヤング率は,(3)(e)の5回の測定結果から(a)で計算される最大値と最小値を除く3回の値の平均
値とする。
4.5
超音波パルス法 超音波パルス法は,次による。
(1) 装置及び器具 装置及び器具は,次による。
(a) 測定装置 縦波用振動子及び横波用振動子を用いて,高い周波数の超音波パルスを励起し,超音波
5
Z 2280-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
パルス試験片中を伝ぱするときの音速を正確に測定できる装置を使用する。
なお,装置は必要に応じて,温度依存性の少ない透明石英ガラス,高純度アルミナ (Al2O3) など
の縦波及び横波の音速既知の材料で校正する。
(b) 加熱装置 加熱装置は,4.1(1)による。
(c) 長さ計 長さ計は,4.2(1)による。
(2) 試験片 試験片は,原則として10mm角以上の角柱又は直径10mm以上の円柱とする。試験片の長さ
(2)は,透過法によって測定する場合には原則として20mm以上とし,反射法では10mm以上とする。
試験片の端面の粗さは,JIS B 0601の0.40a (1.6S) 以下[0.013a (0.05S) が望ましい。]とし,その端
面の平行度は,0.02mm以下とする。
注(2) 試験片の長さは,透過法ではlTがVL・τより十分に大きく,反射法ではlRが
2
τ
L
V
より大きいとい
う条件を満たす範囲であれば変更してもよい。記号の意味は,次による。
lT: 透過法の試験片の長さ (m)
lR: 反射法の試験片の長さ (m)
VL: 試験片の縦波速度 (m/s)
τ: 入射超音波パルスの最小幅 (s)
(3) 試験方法 試験方法は,次による。
(a) 試験片の寸法測定及び質量測定 試験片の寸法測定及び質量測定は,4.2(2)及び4.2(4)による。
(b) 試験片の支持方法 バッファーロッドの一端に耐熱性接着剤を用いて試験片を接着し,他端に振動
子を固定した後,炉内に試験片を固定する。振動子の接着に際しては,振動子が試験片からはみ出
してはならない。
(c) 昇温及び保持時間 昇温及び保持時間は,4.1(2)による。
(d) 温度測定 試験片の温度測定は,4.1(3)による。
(e) 音速の測定 パルスの伝ぱ速度から縦波速度 (VL) 及び横波速度 (VS) を5回繰返し測定する。
(4) 結果の計算 結果の計算は,次による。
(a) 高温ヤング率は,式(3)〜(5)によって算出する。
2
S
V
Gρ
=
················································································· (3)
2
2
2
22
2
1
S
L
S
L
V
V
V
V
−
−
=×
ν
······································································· (4)
2
2
2
2
2
4
3
)
1(
2
S
L
S
L
S
V
V
V
V
V
G
E
−
−
=
+
=
×
×
ρ
ν
················································ (5)
ここに, G: 剛性率 (N/m2)
E: ヤング率 (N/m2)
v: ポアソン比
ρ: かさ密度 (kg/m3)
VL: 縦波音速 (m/s)
Vs: 横波音速 (m/s)
(b) 高温ヤング率は,(3)(e)の5回の測定結果から,(a)で計算される最大値と最小値を除く3回の値の平
均値とする。
5. 静的ヤング率試験方法
5.1
試験装置 試験装置は,次による。
6
Z 2280-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 引張試験機,加熱装置及び温度測定は,JIS G 0567に準じる。
(2) 伸び測定装置は,ひずみゲージと押当て式変位計の2種類とする。
ひずみゲージを用いる場合には,試験温度は室温から十分な精度が得られる温度までとする。
伸びを測定する場合には,0.005mmの変化が読み取れるものでなければならない。
5.2
試験片 試験片は,JIS G 0567に準じる。押当て式変位計法の場合には,必要に応じて試験片の標
点距離の位置に伸び測定用の突起を付ける。
5.3
試験方法 試験方法は,次による。
(1) ひずみゲージ法では,試験温度に適したひずみゲージを試験片平行部の中央表裏面の2か所にはり付
ける。
(2) 押当て式変位計法では,試験片の標点距離の変化が計測できるよう耐熱性のある伸び取り出し装置を
介して,作動トランスを取り付ける。作動トランスは,温度変化の影響を受けないよう注意しなけれ
ばならない。
(3) 加熱方法,負荷方法及び温度測定方法は,JIS G 0567に準じる。
(4) 伸び測定方法は,(1)及び(2)の方法を用いて行う。
(5) 高温ヤング率を求めるために,引張荷重を縦軸に,(4)の伸びを横軸に記録する。引張荷重は,金属材
料の各温度における0.2%耐力の50%以下とする。
(6) 高温ヤング率の記録は,同じ試験片で5回の繰返しを行ったものとする。
5.4
結果の計算 結果の計算は,次による。
(1) 高温ヤング率は,荷重−伸び曲線のこう(勾)配から,式(6)によって算出する。
l
l
A
P
E
⊿
=
×
·············································································· (6)
ここに,
E: ヤング率 (N/m2)
P: 荷重 (N)
A: 試験片の断面積 (m2)
l: 試験片の標点距離 (m)
∆l: 試験片の標点距離の増加分 (m)
(2) 高温ヤング率は,5.3(6)の5回の測定結果から(1)で計算される最大値と最小値を除く3回の結果の平
均とする。
6. 試験結果の表し方 試験の結果は,規定の数値から2けた下の位まで求め,JIS Z 8401によって丸め
る。
7. 報告 試験結果報告書には,次の事項を記載する。
(1) 試験方法及び試験条件(横共振法,縦共振法,超音波パルス法,ひずみゲージ法,押当て式変位計法
の別。共振法の場合には,つり下げ用の細線の種類及び太さ,超音波パルス法の場合は,接着剤の種
類を記載する。)
(2) 試験片の形状及び寸法
(3) 試験繰返し回数
(4) 試験温度
(5) 高温ヤング率の3回の値と,その平均値
7
Z 2280-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS R 1602 ファインセラミックスの弾性率試験方法
JIS R 1605 ファインセラミックスの高温弾性率試験方法
JIS原案作成委員会 金属材料高温ヤング率試験方法委員会 構成表(順不同)
氏名
所属
(委員長)
田 村 今 男
京都大学名誉教授
(ワーキンググループリーダー)
河 合 久 孝
三菱重工業株式会社
(委員)
大 谷 隆 一
京都大学
金 澤 健 二
科学技術庁金属材料技術研究所
服 部 幹 雄
工業技術院標準部
新 田 明 人
財団法人電力中央研究所
桝 本 弘 毅
株式会社超高温材料研究センター
榊 原 瑞 夫
新日本製鉄株式会社
福 井 寛
株式会社日立製作所
中 野 善 文
川崎製鉄株式会社
藤 原 優 行
株式会社神戸製鋼所
岡 田 康 孝
住友金属工業株式会社
佐 平 健 彰
三菱マテリアル株式会社
田 村 学
日本鋼管株式会社
飯久保 知 人
大同特殊鋼株式会社
植 松 美 博
日新製鋼株式会社
葭 本 輝 夫
株式会社クボタ
宮 崎 松 生
株式会社東芝
岩 永 真一郎
住友金属鉱山株式会社
村 中 寛
愛知製鋼株式会社
西 正
宇部興産株式会社
村 上 信 直
株式会社竹中工務店
辻 井 忠 生
株式会社島津製作所
(事務局)
守 安 禎四郎
財団法人大阪科学技術センター付属
ニューマテリアルセンター
脇 坂 啓 司
財団法人大阪科学技術センター付属
ニューマテリアルセンター