Z 2249:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験工具························································································································· 1
4.1 工具の形状・寸法 ·········································································································· 1
4.2 工具の寸法精度 ············································································································· 2
4.3 工具の材料 ··················································································································· 2
5 試験片···························································································································· 2
6 試験方法························································································································· 3
6.1 一般 ···························································································································· 3
6.2 操作 ···························································································································· 3
6.3 工具の取付け ················································································································ 3
6.4 試験機 ························································································································· 3
7 表示······························································································································· 3
8 試験報告書 ······················································································································ 4
Z 2249:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 2249:1963は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
Z 2249:2010
コニカルカップ試験方法
Method of conical cup test
序文
この規格は,1963年に制定され,その後の技術的な改善に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,厚さ0.5〜1.6 mmの薄鋼板のコニカルカップ値を測定する方法について規定する。
警告 この規格に基づいて試験を行う者は,通常の試験室での作業に精通していることを前提とする。
この規格は,その使用に関連して起こるすべての安全上の問題を取り扱おうとするものではない。
この規格の利用者は,各自の責任において安全及び健康に対する措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1501 転がり軸受−鋼球
JIS G 0202 鉄鋼用語(試験)
JIS G 4401 炭素工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS K 2238 マシン油
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 1501及びJIS G 0202による。
4
試験工具
4.1
工具の形状・寸法
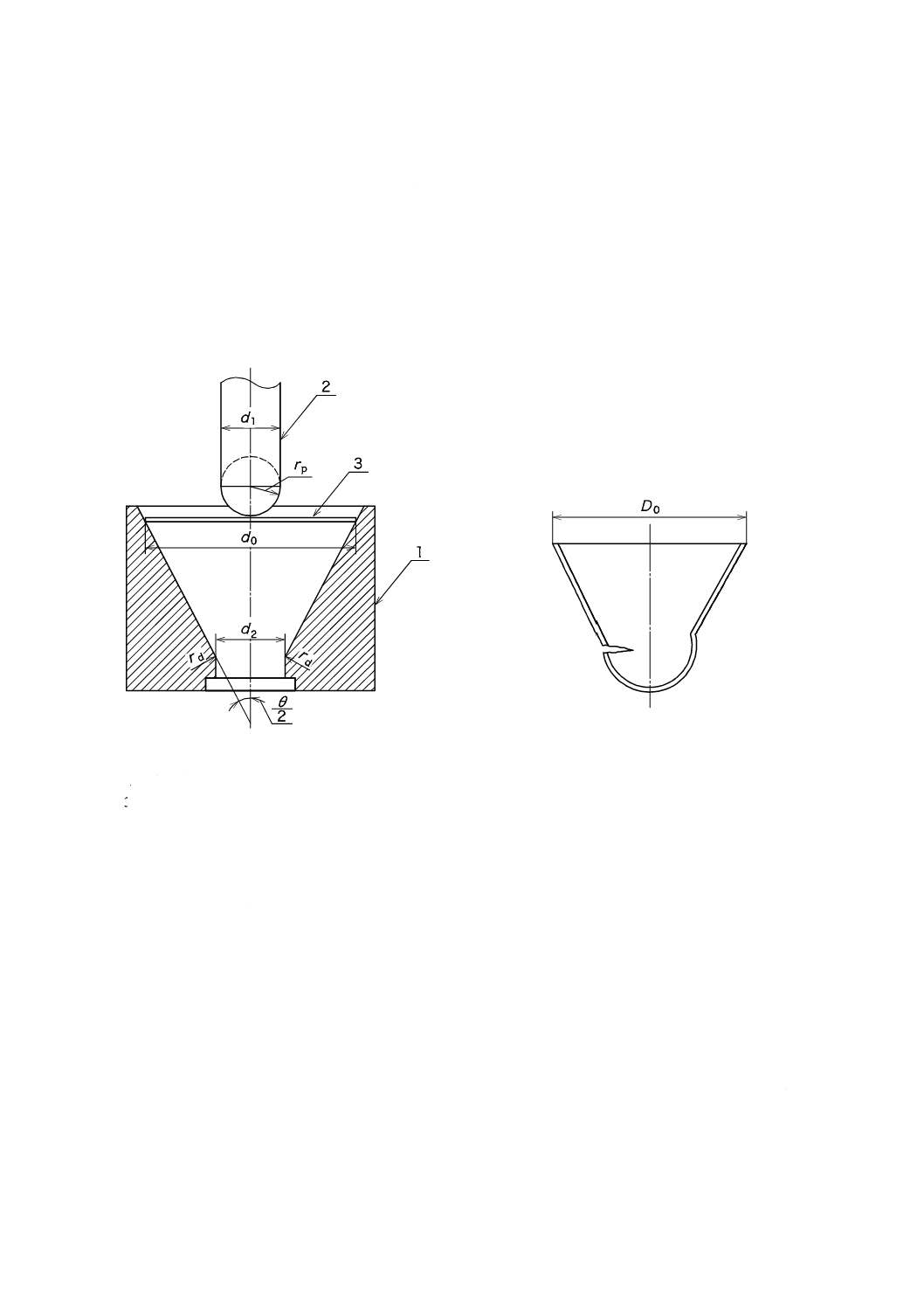
ダイス,パンチ及びパンチ先端部の鋼球(図1参照)の形状・寸法は,表1による。
2
Z 2249:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
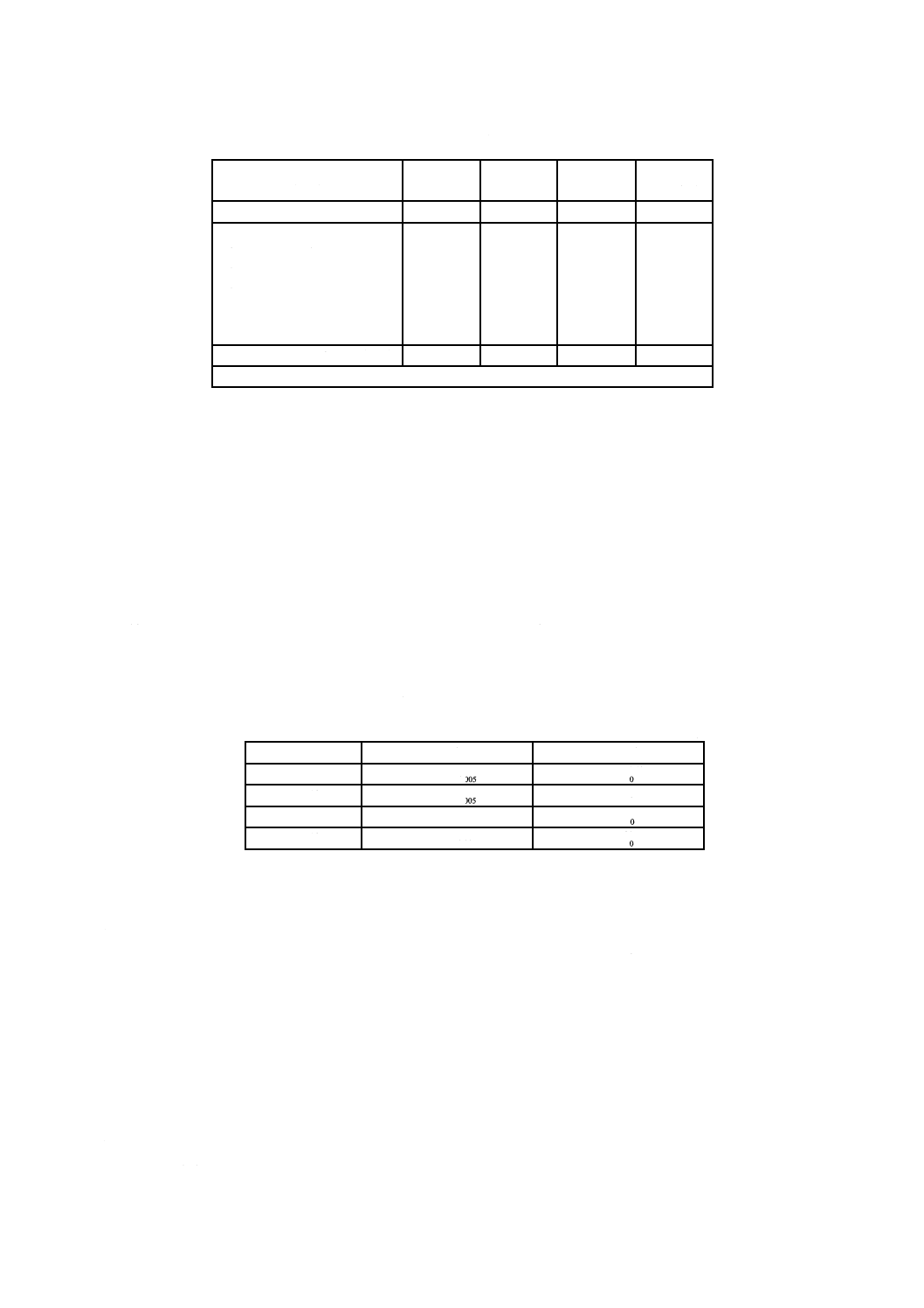
表1−試験工具及び試験片形状
試験片公称厚さ
(mm)
0.5以上
0.8未満
0.8以上
1.0未満
1.0以上
1.3未満
1.3以上
1.6以下
型別
13型
17型
21型
27型
試験工具
ダイス開き角度 θ (°)
ダイス穴直径 d2 (mm)
ダイス肩半径a) rd (mm)
パンチ直径 d1
(mm)
鋼球半径 rp
(mm)
60.00
14.60
3.00
12.70
d1/2
60.00
19.95
4.00
17.46
d1/2
60.00
24.40
6.00
20.64
d1/2
60.00
32.00
8.00
26.99
d1/2
試験片直径 d0
(mm)
36.00
50.00
60.00
78.00
注a) この表のダイス肩半径は,標準寸法とする。
4.2
工具の寸法精度
工具の寸法精度は,次による。
a) 試験工具の製作許容差は,指定のない限り±0.02 mmとする。
b) ダイス開き角度の許容差は,±0.05°とする。
c) 鋼球の寸法精度は,パンチ直径が12.70 mmの場合は,直径不同及び真球度は,JIS B 1501に規定する
G28級とする。また,パンチ直径が12.70 mmを超える場合は,直径不同及び真球度は,JIS B 1501に
規定するG40級とする。
d) ダイス開き角度及びダイス肩半径は,通常モデリングコンパウンド,せっこうなどで形をとり,その
輪郭を拡大投影器によって,およそ5倍以上に拡大して測定する。
e) ダイス穴直径は,表2の限界ゲージを用いて,互いに直角をなす2方向について測定する。
表2−ダイス穴直径用限界ゲージ
単位 mm
型別
通り側
止まり側
13型
0
005
.0
58
.4
1
−
0.005
0
62
.
14
+
17型
0
005
.0
93
.
19
−
0.005
0
97
.
19
+
21型
0
005
.0
38
.
24
−
0.005
0
42
.
24
+
27型
0
005
.0
98
.
31
−
.005
00
02
.
32
+
4.3
工具の材料
工具の材料は,次による。
a) ダイスは,焼入焼戻しを施したときの硬さが,600 HV以上(又は55 HRC以上)のJIS G 4401又は
JIS G 4404の鋼材を用い,仕上げの面の粗さは,通常,JIS B 0601に規定する1.5〜3 μmRzとする。
b) 鋼球は,JIS B 1501に合格したものを用いる。
5
試験片
試験は,次による。
a) 試験片は,通常,打抜きによって円板状に製作する。
b) 試験片は,表1のとおりとし,試験片直径の許容差は,±0.02 mmとする。
c) 試験片は,試験前に全面を脱脂し,JIS K 2238に規定するISO VG 46又は相当のマシン油を試験片の
両面に塗布する。
3
Z 2249:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
試験方法
6.1
一般
試験は,通常,10〜35 ℃の範囲内で行う。管理条件下で試験を行う場合には,23 ℃±5 ℃で行う。
6.2
操作
図1のように円すい(錐)状のダイスに試験片を,打抜きのときに生じたばりをパンチ側に向け,かつ,
パンチ軸心に対して垂直になるようにセットし,所定のパンチで図2に示すように底部が破断するまでコ
ニカルカップ状に成形する。底が,破断したときのカップ上縁部外径D0の最大及び最小を少なくとも0.05
mmまで測定する。
記号
1 ダイス[円すい(錐)状]
2 パンチ
3 試験片
図1−試験工具及び試験片
図2−試験片の破断例
6.3
工具の取付け
パンチの中心軸とダイスの中心軸との偏りは,0.10 mm以下とし,測定位置は,パンチ先端が試験片に
接する点付近及びダイス穴付近に達した点の2点とする。
6.4
試験機
材料試験機又はクランクプレスを用いるが,プレスの場合は,下死点近くの行程で試験片が破断するよ
う試験しなければならない。
7
表示
コニカルカップ値(又はCCV)は,D0の最大及び最小の算術平均値(mm)とし,JIS Z 8401の規則A
によって小数点以下1けたに丸める。
4
Z 2249:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
試験報告書
試験報告書が必要な場合には,報告する事項は,次のうちから,受渡当事者間の協定によって選択する。
a) この規格によって試験した旨の表示
b) 試験片の識別に必要な表示
c) 得られた結果
d) この規格に規定されていない作業,又は任意とみなされているすべての作業
e) 結果に影響を及ぼしたかもしれないことがあれば,その詳細
f)
試験の温度(6.1に規定する管理条件下など)