Z 2245:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 原理······························································································································· 2
4 記号及び内容並びに硬さの表示 ··························································································· 2
5 試験機···························································································································· 4
6 試験片···························································································································· 4
7 試験······························································································································· 5
8 試験結果の不確かさ ·········································································································· 6
9 試験報告書 ······················································································································ 6
10 他の硬さスケール又は引張強さへの換算 ············································································· 7
附属書A(規定)薄い製品に対するHR30Tm及びHR15Tm試験 ··················································· 8
附属書B(規定)ロックウェル硬さ及びロックウェルスーパーフィシャル硬さ試験片の最小厚さ ········· 9
附属書C(規定)円柱面のロックウェル硬さ値及び
ロックウェルスーパーフィシャル硬さ値に対する補正 ·························································· 13
附属書D(規定)球形試験面のロックウェルCスケール硬さ値に対する補正 ·································· 15
附属書E(規定)試験機の日常点検 ························································································ 16
附属書F(規定)ダイヤモンド圧子の検査 ················································································ 18
附属書G(参考)測定した硬さ値の不確かさ ············································································ 19
附属書H(参考)CCM−硬さワーキンググループ ····································································· 25
附属書I(参考)ロックウェル硬さ測定のトレーサビリティ························································· 26
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 30
Z 2245:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 2245:2011は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2245:2016
ロックウェル硬さ試験−試験方法
Rockwell hardness test-Test method
序文
この規格は,2015年に第3版として発行されたISO 6508-1を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,金属材料に関する固定式又は携帯式の硬さ試験機の,ロックウェル硬さ及びロックウェル
スーパーフィシャル硬さ試験方法について規定する。硬さの各スケール及び適用する範囲は,表1及び表
2に示す。
超硬合金のような特定の材料及び製品については,特定の規格(例えば,ISO 3738-1,ISO 4498など)
を適用する。
注記1 ISO 6508-1では,ロックウェル硬さ及びロックウェルスーパーフィシャル硬さの球圧子は,
タングステンカーバイド複合材(以下,超硬合金球という。)を用いることを標準とし,附属
書Aに従う場合だけ,鋼球圧子を使用してもよいこととしている。次回の改正時には,この
規格においても,超硬合金球を標準圧子とする予定である。
注記2 超硬合金球によって得られた試験結果が,鋼球を用いたものに対して有意な差がでる可能性
のある事実に注意を要する。
注記3 ISO 6508-1では,ロックウェル硬さをロックウェルレギュラー硬さ(Rockwell regular
hardness)及びロックウェルスーパーフィシャル硬さ(Rockwell superficial hardness)と分類
しているが,この規格では,それぞれを“ロックウェル硬さ”及び“ロックウェルスーパー
フィシャル硬さ”と記載している。
注記4 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6508-1:2015,Metallic materials−Rockwell hardness test−Part 1: Test method(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 この規格に基づいて試験を行う者は,通常の試験室での作業に精通していることを前提とする。
この規格は,その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。
この規格の利用者は,各自の責任において安全及び健康に対する適切な措置をとらなければな
らない。
2
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7726 ロックウェル硬さ試験−試験機の検証及び校正
JIS B 7730 ロックウェル硬さ試験−基準片の校正
3
原理
規定する寸法,形状及び材質の圧子を試験片表面に,箇条7で規定する条件を用い,2段階の試験力レ
ベルで押し込む。まず,規定の初試験力を負荷し,初期の圧子深さを測定する。規定の追加試験力を適用
した後,追加試験力を除荷し初試験力に戻して最終の圧子深さを測定する。ロックウェル硬さ値又はロッ
クウェルスーパーフィシャル硬さ値を,最終の圧子深さと初期の圧子深さとの差異h並びに二つの定数N
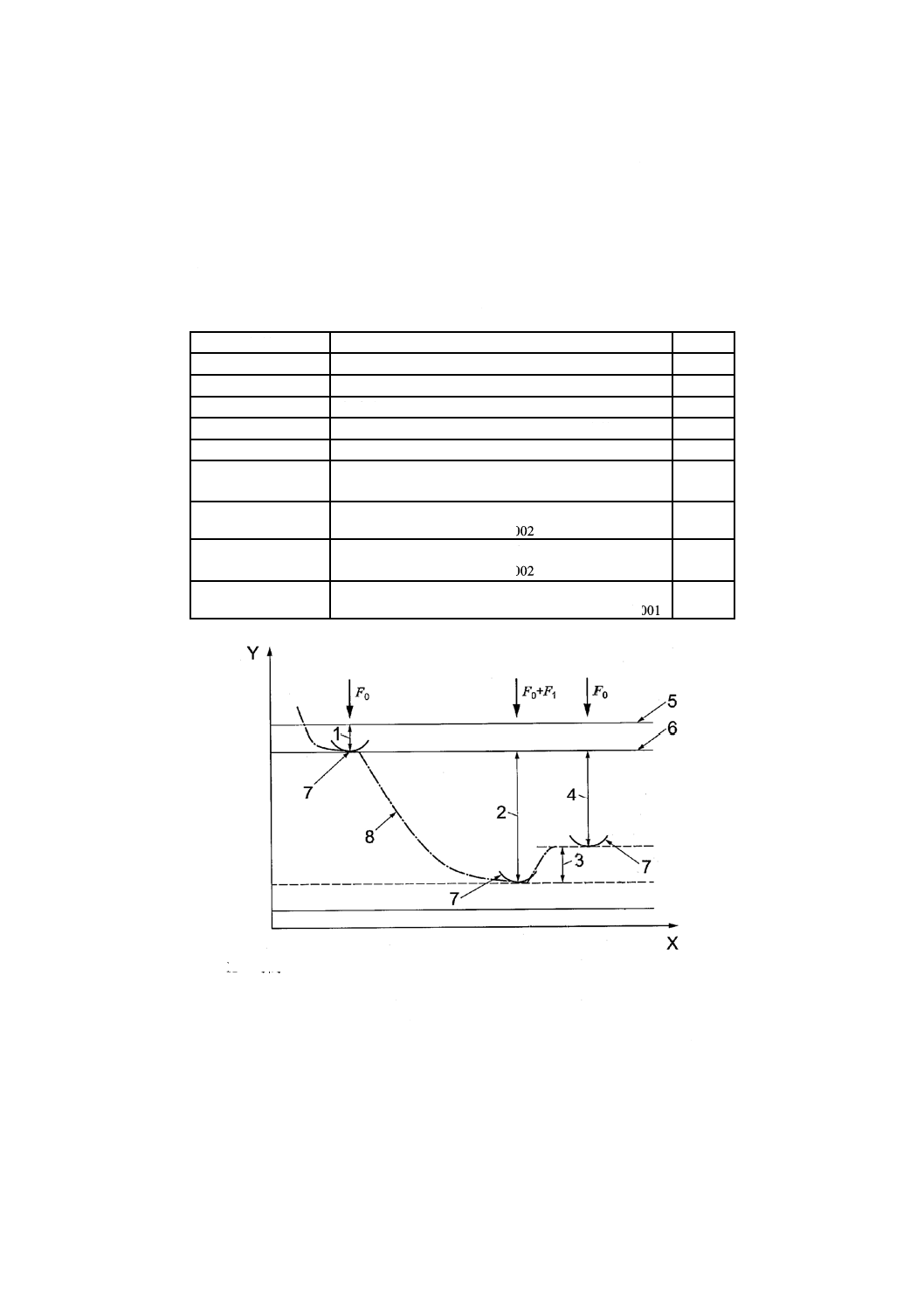
及びSから次の式(1)によって求める(図1,表1,表2及び表3を参照)。
ロックウェル硬さ又はロックウェルスーパーフィシャル硬さ=
S
h
N−
······· (1)
4
記号及び内容並びに硬さの表示
4.1
記号及びその内容は,表1,表2及び表3並びに図1による。
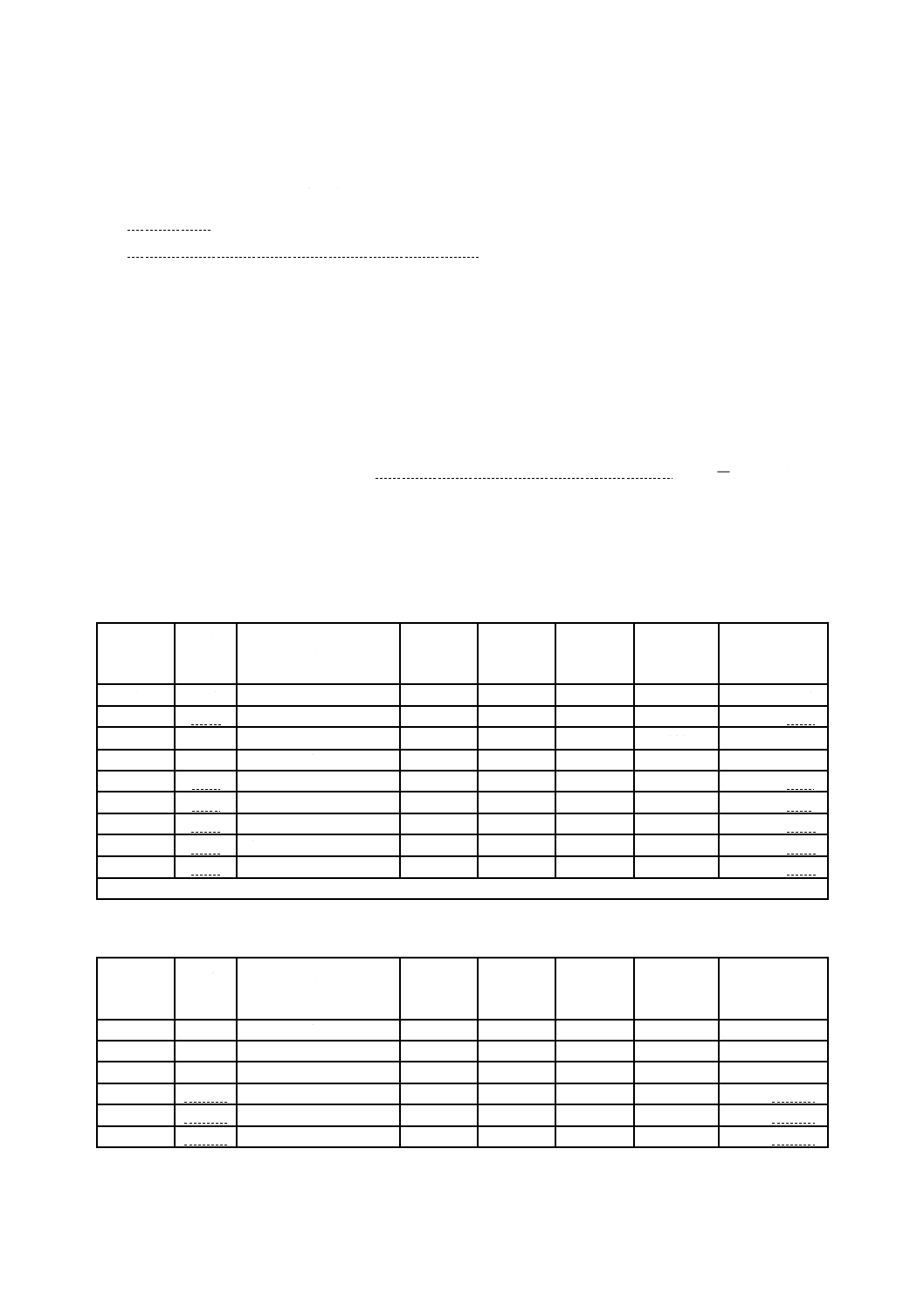
表1−ロックウェル硬さのスケール及びその内容
スケール
硬さ
記号
圧子
初試験力
F0
(N)
全試験力
F
(N)
換算定数
S
(mm)
スケールに
固有の定数
N
適用する範囲
A
HRA
円すい形ダイヤモンド
98.07
588.4
0.002
100
20 〜 95 HRA
B
HRB
球1.587 5 mm
98.07
980.7
0.002
130
10 〜100 HRB
C
HRC
円すい形ダイヤモンド
98.07
1471
0.002
100
20a) 〜 70 HRC
D
HRD
円すい形ダイヤモンド
98.07
980.7
0.002
100
40 〜 77 HRD
E
HRE
球3.175 mm
98.07
980.7
0.002
130
70 〜100 HRE
F
HRF
球1.587 5 mm
98.07
588.4
0.002
130
60 〜100 HRF
G
HRG
球1.587 5 mm
98.07
1471
0.002
130
30 〜 94 HRG
H
HRH
球3.17 5 mm
98.07
588.4
0.002
130
80 〜100 HRH
K
HRK
球3.17 5 mm
98.07
1471
0.002
130
40 〜100 HRK
注a) 圧子が適切な寸法の場合に,10 HRCまで適用する範囲を広げてもよい。
表2−ロックウェルスーパーフィシャル硬さのスケール及びその内容
スケール
硬さ
記号
圧子
初試験力
F0
(N)
全試験力
F
(N)
換算定数
S
(mm)
スケールに
固有の定数
N
適用する範囲
15N
HR15N 円すい形ダイヤモンド
29.42
147.1
0.001
100
70〜94 HR15N
30N
HR30N 円すい形ダイヤモンド
29.42
294.2
0.001
100
42〜86 HR30N
45N
HR45N 円すい形ダイヤモンド
29.42
441.3
0.001
100
20〜77 HR45N
15T
HR15T
球1.587 5 mm
29.42
147.1
0.001
100
67〜93 HR15T
30T
HR30T
球1.587 5 mm
29.42
294.2
0.001
100
29〜82 HR30T
45T
HR45T
球1.587 5 mm
29.42
441.3
0.001
100
10〜72 HR45T
3
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製品規格の規定又は受渡当事者間の協定によって,直径6.350 mm及び12.70 mmの球圧子を用いたスケ
ールを用いてもよい。これらの球圧子を用いたスケールは,ASTM E18[11]を参照する。
注記1 ある材料では,示された適用範囲を狭める場合がある。
注記2 ロックウェルスーパーフィシャル硬さのスケール記号の前の試験力を示す数字は,重量キロ
グラム(kgf)の単位での試験力を表している。例えば,30 kgfの全試験力は,294.2 Nに変
換されている。
表3−記号及びその内容
記号
内容
単位
F0
初試験力
N
F1
追加試験力(全試験力から初試験力を減じたもの)
N
F
全試験力,F=F0+F1
N
S
スケールに固有の1 HRに対応する硬さ換算定数
mm
N
スケールに固有の定数
h
追加試験力を除去して,初試験力に戻したときの永
久くぼみ深さ
mm
HRA,HRC,HRD
ロックウェル硬さ=100−002
.0
h
HRB,HRE,HRF,
HRG,HRH,HRK
ロックウェル硬さ=130−002
.0
h
HRN,HRT
ロックウェルスーパーフィシャル硬さ=100−001
.0
h
X 時間
Y 圧子位置
1
初試験力F0によるくぼみの深さ
2
追加試験力F1によるくぼみの深さ
3
追加試験力F1除去による弾性回復
4
永久くぼみ深さh
5
試験片表面
6
永久くぼみ深さ測定の基準面
7
圧子の位置
8
くぼみ深さと時間との曲線
図1−ロックウェル硬さ及びロックウェルスーパーフィシャル硬さの原理図
4
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
ロックウェル硬さ及びロックウェルスーパーフィシャル硬さの表示は,次の例による。
例
70 HR 30T W
用いた球圧子の種類:S=鋼球,W=超硬合金球
ロックウェル硬さスケール又はロックウェルスーパーフィシ
ャル硬さスケールの記号(表1又は表2参照)
ロックウェル硬さ又はロックウェルスーパーフィシャル硬さ
の記号
ロックウェル硬さ又はロックウェルスーパーフィシャル硬さ
の値
注記1 ISO 6508-1では,超硬合金球のWだけが,圧子として記載されている。
注記2 ISO 6508-1では,鋼球の使用は,附属書Aで規定するHR30TSm及びHR15TSmだけに認め
られている。大文字S及び小文字mは,それぞれ鋼球圧子及びダイヤモンドアンビルを示し
ている。
5
試験機
5.1
試験機 試験機は,表1及び表2に示す試験力の幾つか又は全てを,箇条7で規定する手順で負荷
することができ,かつ,JIS B 7726の規定に適合しなければならない。
5.2
円すい形ダイヤモンド圧子 円すい形ダイヤモンド圧子(以下,ダイヤモンド圧子という。)は,JIS
B 7726に準拠した,円すい角度120°,先端の曲率半径0.2 mmのものとする。ダイヤモンド圧子は,使用
に際し次のいずれかに識別されたものを用いることが望ましい。
− ロックウェル硬さのダイヤモンドスケールだけ
− ロックウェルスーパーフィシャル硬さのダイヤモンドスケールだけ
− ロックウェル硬さ及びロックウェルスーパーフィシャル硬さのダイヤモンドスケール
5.3
球圧子 超硬合金球圧子及び鋼球圧子は,JIS B 7726に準拠した,直径1.587 5 mm又は3.175 mmの
ものとする。
注記1 球圧子は,通常,球及び別に適切に設計されたホルダーで構成する。一体型の球圧子の場合
は,JIS B 7726の5.3.2[球圧子(B,E,F,G,H,K及びTスケール)]に規定する寸法,
形状,仕上げ及び硬さの要求内容に適合したものを用いる。
注記2 ISO 6508-1では,“超硬合金球圧子が,ロックウェル球圧子の標準であり,鋼球圧子は,附
属書Aに従い,ロックウェルHR30TSm及びHR15TSmの試験を行う場合にだけ用いること
ができる。”と記載している。
6
試験片
6.1
試験は,製品又は材料の規格に別途指定のない限り,滑らかで凹凸がなく,酸化物の皮膜(スケー
ル)及び異物(特に潤滑剤)の付着していない表面で行う。チタンのように圧子に付着する可能性がある
反応性のある材料は例外とし,このような場合には,灯油などの適切な潤滑材を用いてもよい。潤滑剤を
使用したことは,記録しなければならない。
6.2
試験片の仕上げは,過熱,冷間加工などによる表面の硬さの変化を最小限に抑えるように行う。特
5
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に,浅いくぼみ深さで試験するときには,試験片の仕上げに注意する。
6.3
試験片又は試験対象となる層の最小厚さ(附属書B参照)は,薄い試験片の適用が,硬さの測定値
に影響がないことを証明しない限り,ダイヤモンド圧子のとき永久くぼみ深さhの10倍,球圧子のとき永
久くぼみ深さhの15倍とする。
注記1 一般的に,試験後,試験片の裏面に目に見える変形がないことが望ましい。しかしながら,
変形が見える全ての試験が不適切とはいえない(附属書A参照)。
HR30Tm及びHR15Tmスケールを用いる非常に薄い板状金属に対する特別な要求事項は,附属書Aに
よる。
注記2 ISO 6508-1では,附属書Aにおける非常に薄い板状試験片には,鋼球とダイヤモンドアンビ
ルとの組合せであるHR30TSm及びHR15TSmだけを認めている。
6.4
凸状の円柱面及び球面の試験片に対する試験は,7.11による。
7
試験
7.1
この規格では,試験温度は,10〜35 ℃の範囲内とする。規定の温度以外で行う試験の影響の評価は,
試験所の責任で行わなければならない。10〜35 ℃の温度範囲以外で試験を行う場合には,試験温度を記録
し報告しなければならない。
注記 試験及び/又は校正中に大きな温度変化がある場合,測定の不確かさの増大及び許容値を外れ
る可能性がある。
7.2
附属書Eで規定する日常点検は,用いる硬さスケールごとに,その日の最初の試験の前に行わなけ
ればならない。ダイヤモンド圧子の状態は,附属書Fによって点検することが望ましい。
7.3
ダイヤモンド圧子,球圧子及び試験片支持装置を変えたり,取り外したり,交換した後,少なくと
も2回試験を行い,その試験結果は,採用しない。その後,附属書Eに規定する日常点検の手順を行い,
試験機に圧子及び試験片支持装置が適切に取り付けられていることを確認する。
7.4
ダイヤモンド圧子及び球圧子は,前回(直前)の間接検証時に用いられたものを用いなければなら
ない。圧子が,前回(直前)の間接検証時に用いられたものでなく,初めて用いるものの場合には,通常
用いるロックウェルスケールごとに,JIS B 7726の表4(各スケールの検証に用いる硬さ範囲)に規定す
る低い硬さ及び高い硬さ範囲から一つずつ,少なくとも二つの基準片を用いて,附属書Eの日常点検に従
って検証しなければならない。この手順は,球圧子の球の交換には適用しない。
7.5
試験片は,しっかりした支持台の上に載せ,測定面が圧子の軸及び試験力の作用方向に対して垂直
になるようにし,試験片が移動しないように支持する。
円筒形の試験片は,硬さが少なくとも60 HRCの鋼製のセンタリング用Vブロック又は二つの円柱上に
適切に支持する。特に,圧子,試験片,センタリング用Vブロック及び試験片ホルダーが正しく配置・保
持されているか注意する。特に,これらが垂直線上に配置されていない場合,正しい測定結果が得られな
い可能性がある。
7.6
衝撃,振動などを伴うことなく圧子を測定面に接触させ,初試験力F0を負荷する。初試験力に達す
るまでの時間は,2秒を超えないことが望ましい。初試験力の保持時間は,
1
2
3+−秒でなければならない。
注記 保持時間の要求は,非対称な許容範囲で示されている。
1
2
3+−秒は,3秒が公称の保持時間であり,許容範囲は,1秒(3秒−2秒)以上,4秒以下(3
秒+1秒)である。
7.7
初くぼみ深さ(初試験力F0によるくぼみの深さ)を測定する。多くの手動(ダイヤル指示)試験機
6
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
では,指示ダイヤルを定値(set-point)又はゼロ点に設定する。多くの自動(デジタル)試験機では,深
さ測定は,使用者の入力なしに自動で行われ,表示されない場合もある。
7.8
追加試験力F1を衝撃,振動,揺れ又は過負荷がないように負荷し,初試験力F0から全試験力Fに
試験力を増加させる。ロックウェル硬さスケールでは,追加試験力F1を1秒以上8秒以下で負荷する。全
てのロックウェルスーパーフィシャル硬さスケールHRN及びHRTでは,追加試験力F1を4秒以内で負荷
する。間接検証で用いたものと同じ試験サイクルで行うことが望ましい。
注記 ある材料ではひずみ速度感受性が高く,降伏応力の値に小さな変化を及ぼすとの知見がある。
くぼみ形成の最終期で同様の影響が硬さ値に違いをもたらす可能性がある。
7.9
全試験力Fは,
1
3
5+−秒間保持しなければならない。追加試験力F1を除荷し,初試験力F0を維持する。
1
3
4+−秒後,最後の指示値を読み取らなければならない。
全試験力保持中に過剰な塑性流動(押込みクリープ)を示す材料に対しては,圧子が侵入し続けるので,
特別な考慮が必要となる場合がある。材料が,6秒を超える全試験力保持時間を要する場合は,用いた全
試験力の延長した保持時間を試験結果の後に記載しなければならない(例えば,HRFW/10 s)。
7.10 初試験力F0を負荷した状態で最終くぼみ深さを測定する。ロックウェル硬さ値及びロックウェルス
ーパーフィシャル硬さ値は,式(1)並びに表1,表2及び表3の情報を用いて永久くぼみ深さhから計算す
る。ほとんどのロックウェル硬さ及びロックウェルスーパーフィシャル硬さ試験機では,深さ測定は,ロ
ックウェル硬さ値及びロックウェルスーパーフィシャル硬さ値を自動で計算し,表示する方法で行われる。
7.6〜7.10までのロックウェル硬さ及びロックウェルスーパーフィシャル硬さ試験の手順を,図1に示す。
7.11 円筒及び球の曲面に対する試験では,試験片の硬さは,読取り値に附属書C(表C.1,表C.2,表
C.3又は表C.4)又は附属書D(表D.1)で与えられる補正値を加えなければならない。
曲面に対する試験の補正値がない場合,そのような表面への試験は,特別な受渡当事者間の協定による。
7.12 試験中,装置は,衝撃及び振動から保護されていなければならない。
7.13 二つの隣接するくぼみの中心間の距離は,くぼみの直径の3倍以上でなければならない。くぼみの
中心から試験片の縁までの距離は,2.5倍以上でなければならない。
8
試験結果の不確かさ
不確かさの完全な評価は,ISO/IEC Guide 98-3[3]に従って行うことが望ましい。
要因のタイプとは関係なく,硬さの不確かさの評価には,次の二つの方法がある。
− 直接検証中に現れる全ての関連する要因の評価を基にする方法。参考文献としてEURAMET Guide
CG-16 [4]が利用できる。
− 硬さ基準片(認証標準物質,CRMと略す。)[2][3][4][5]を用いた間接検証に基づく方法。不確かさの
見積りのガイドラインを附属書Gに示す。
注記 附属書Gには,製品規格で規定する特性を評価する試験に,この不確かさによって更なる調
整を行うことは不適切であると記載されている。
9
試験報告書
少なくとも次の情報を記録し,また,受渡当事者間の協定のない限り,試験報告書に含めなければなら
ない。
a) この規格に準拠している表示
b) 試験片の識別に必要な詳しい情報(試験片表面の曲面及びその補正値を含む。)
7
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験温度(10〜35 ℃の温度範囲でない場合)
d) 得られた結果(4.2に規定する様式による。)
e) この規格に規定されていない作業,又はオプションとみなされている全ての作業
f)
結果に影響を及ぼしたおそれのある事象
g) 全試験力の保持時間が許容範囲を含め6秒を超えた場合の実際の負荷時間
h) 試験実施日
i)
他の硬さスケールへの換算をした場合,換算の根拠及び方法を規定しなければならない(ISO
18265[12]参照)。
10 他の硬さスケール又は引張強さへの換算
ロックウェル硬さ及びロックウェルスーパーフィシャル硬さを別の硬さスケールに,又はロックウェル
硬さ及びロックウェルスーパーフィシャル硬さを引張強さに正確に変換する一般的方法はない。このため,
そのような変換は,比較試験によって信頼できる換算の根拠がない限り避けることが望ましい(ISO
18265[12]も参照)。
8
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
薄い製品に対するHR30Tm及びHR15Tm試験
A.1 概要
この試験は,製品規格の規定又は受渡当事者間の協定のない限り,通常,最大0.6 mmの厚さから製品
規格で規定する最小厚さまでの製品に適用する。硬さが82 HR30Tm又は93 HR15Tm以下の製品に対して,
十分な精度を実現できる。
ここに,mはダイヤモンドアンビルの使用を示し,スケール記号は,鋼球圧子を用いる場合には,TSm
とし,超硬合金球圧子を用いる場合には,TWmとする。
HR30Tm及びHR15Tm試験を適用する場合には,製品規格に規定されているか,又は受渡当事者間で協
定しなければならない。
この試験は,この規格で規定するHR30T又はHR15Tと同様の条件で行う。
注記1 ISO 6508-1では,鋼球圧子とダイヤモンドアンビルとの組合せ(TSm)だけが認められてい
る。
注記2 試験前に,試験片保持装置(ダイヤモンドアンビル)が測定結果に影響しないことを検証す
るために,既知の硬さの薄板試料(試験片)で硬さ試験を行うことが望ましい。
本体の規定によるほかに,A.2〜A.5の条件が満たされなければならない。
A.2 球圧子
この試験には,直径1.587 5 mmのJIS B 7726に適合する鋼球圧子又は超硬合金球圧子を用いなければな
らない。
A.3 試験片の支持台
試験片の支持台は,直径約4.5 mmの,表面が滑らかに研磨されたダイヤモンドとする。この支持台の
表面の中心に圧子の軸があって,圧子の軸と支持台表面との角度は垂直とする。試験片の支持台は,試験
機に正しく設置されるよう注意する。
A.4 試験片の前処理
通常,試験片の前処理は行わない。試験片の表面処理をする必要がある場合は,試験片の両側にその処
理を行うことが望ましい。この処理によって,加熱,加工硬化などによってベースメタル(地の金属)の
状態が変化しないように注意する。ベースメタルが最小許容厚さより薄くなってはならない。
A.5 くぼみの位置
二つの隣接するくぼみの中心間の距離及びくぼみの中心から試験片の縁までの距離は,特に指定のない
限り,5 mm以上とする。
9
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
ロックウェル硬さ及び
ロックウェルスーパーフィシャル硬さ試験片の最小厚さ
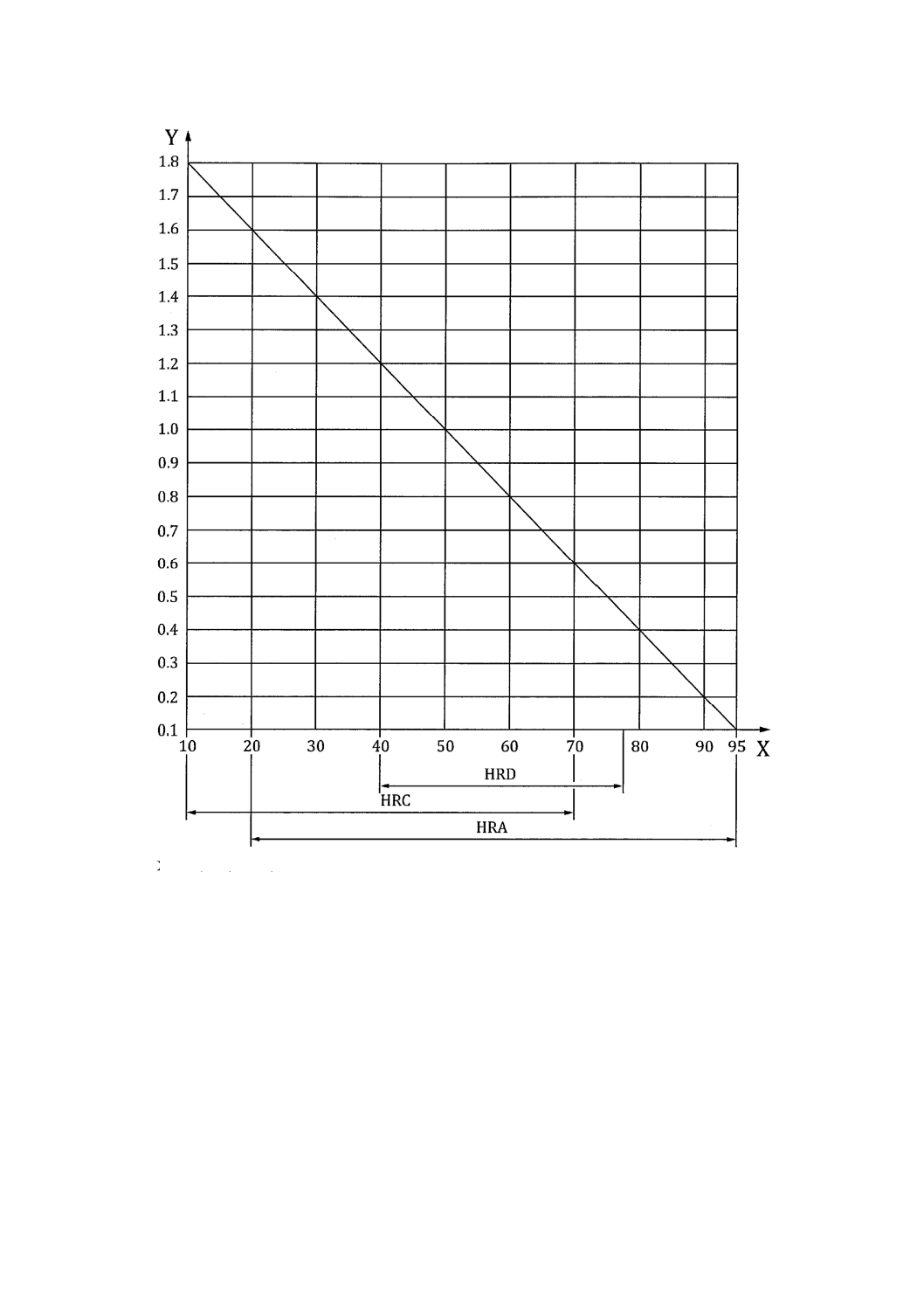
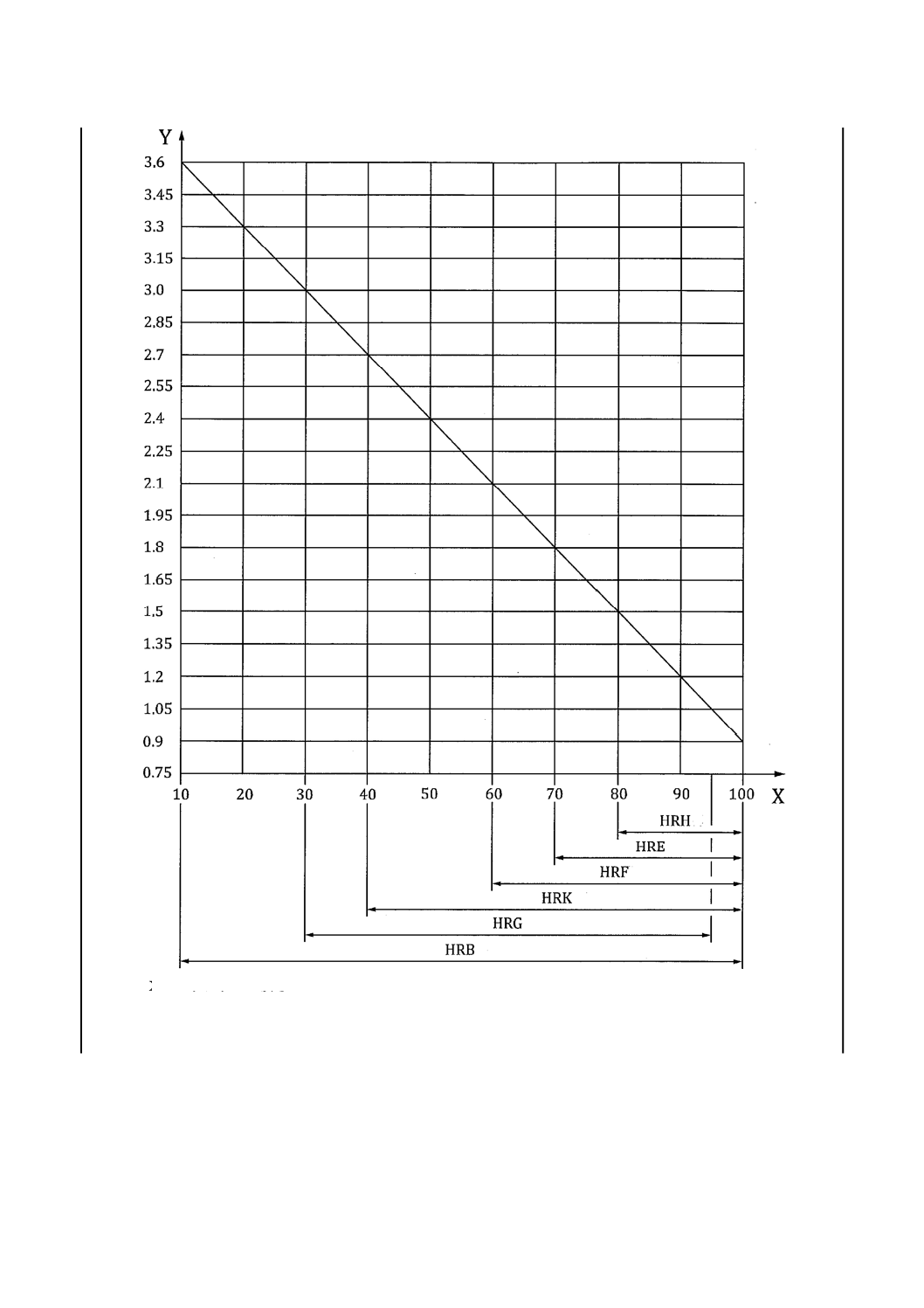
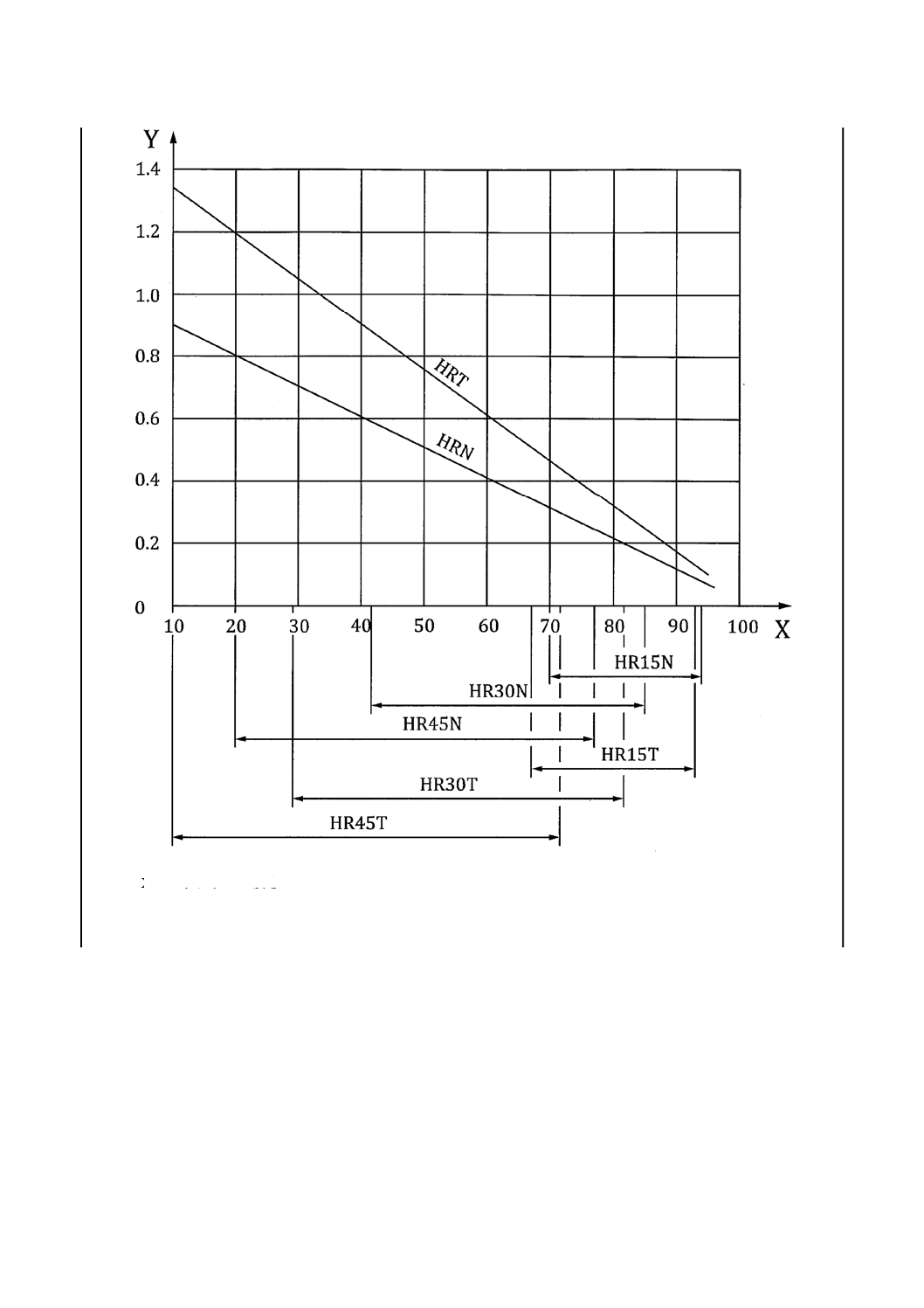
試験片又は試験対象となる層の最小厚さを,図B.1〜図B.3に示す。
注記 表B.1に,試験片の最小厚さt(mm)の算出式を示す。
表B.1−圧子及び硬さによる試験片の最小厚さ算出式
圧子
試験片の最小厚さt(mm)
ロックウェル硬さ
ロックウェル
スーパーフィシャル硬さ
ダイヤモンド圧子
10 h又は0.02(100−H)
10 h又は0.01(100−H)
球圧子
15 h又は0.03(130−H)
15 h又は0.015(100−H)
ここに,h:永久くぼみ深さ(mm),H:硬さ値
10
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X ロックウェル硬さ
Y 試験片又は試験対象となる層の最小厚さ(mm)
図B.1−円すい形ダイヤモンド圧子を用いる試験(A,C及びDスケール)の試験片の最小厚さ
11
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X ロックウェル硬さ
Y 試験片又は試験対象となる層の最小厚さ(mm)
図B.2−球圧子を用いる試験(B,E,F,G,H及びKスケール)の試験片の最小厚さ
12
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X ロックウェル硬さ
Y 試験片又は試験対象となる層の最小厚さ(mm)
図B.3−ロックウェルスーパーフィシャル試験(N及びTスケール)の試験片の最小厚さ
13
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
円柱面のロックウェル硬さ値及び
ロックウェルスーパーフィシャル硬さ値に対する補正
凸状円柱面に対する試験については,表C.1〜表C.4に規定する補正値を,硬さ読取り値に加える。表
に記載されていない曲率半径の場合,直線補間によって補正値を導いてよい。
表C.1−A,C及びDスケールに対する補正値
硬さ読
取り値
測定部の曲率半径(mm)
3
5
6.5
8
9.5
11
12.5
16
19
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
3.0
2.5
2.0
1.5
1.5
1.0
1.0
0.5
0.5
0.5
3.0
2.5
2.0
2.0
1.5
1.0
1.0
1.0
0.5
0.5
0.5
0
3.0
2.5
2.0
2.0
1.5
1.5
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0
2.5
2.5
2.0
1.5
1.5
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0
0
2.0
2.0
1.5
1.5
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0.5
0
0
1.5
1.5
1.5
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0.5
0
0
0
1.5
1.0
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0.5
0
0
0
0
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0
0
0
0
0
0
0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0
0
0
0
0
0
0
0
注記 3 HRA,3 HRC及び3 HRDを超える補正は適切ではないため,表に含めていない。
表C.2−B,F及びGスケールに対する補正値
硬さ読
取り値
測定部の曲率半径(mm)
3
5
6.5
8
9.5
11
12.5
20
30
40
50
60
70
80
90
100
5.0
4.0
3.5
5.0
4.0
3.5
3.0
2.5
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
4.5
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.5
4.0
3.5
3.0
3.0
2.5
2.0
1.5
1.5
1
3.5
3.0
2.5
2.5
2.0
2.0
1.5
1.5
1
3.0
2.5
2.5
2.0
2.0
1.5
1.5
1.0
0.5
注記 5 HRB,5 HRF及び5 HRGを超える補正は適切ではないため,表に含
めていない。
14
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.3−Nスケールに対する補正値a) b)
硬さ読
取り値
測定部の曲率半径(mm)
1.6
3.2
5
6.5
9.5
12.5
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
(6.0)c)
(5.5)c)
(5.5)c)
(5.0)c)
(4.5)c)
(4.0)c)
(3.5)c)
(3.5)c)
3.0
2.5
2.0
1.5
1.0
0.5
0
3.0
3.0
3.0
2.5
2.5
2.0
2.0
2.0
1.5
1.5
1.0
1.0
0.5
0.5
0
2.0
2.0
2.0
2.0
1.5
1.5
1.5
1.5
1.0
1.0
1.0
0.5
0.5
0.5
0
1.5
1.5
1.5
1.5
1.5
1.0
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0
1.5
1.5
1.0
1.0
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0.5
0
0
0
1.5
1.0
1.0
1.0
1.0
1.0
1.0
0.5
0.5
0.5
0.5
0
0
0
0
注a) 補正値は近似値で,表に記載した曲率をもつ試験面で実際に多数の結果を観察
したものの平均(0.5単位で最も近いロックウェルスーパーフィシャル硬さ値)
を表にしている。
b) 凸状円柱面に対する試験の精度は,試験片昇降ねじ,Vアンビル及び圧子がず
れていたり,表面仕上げ及び円柱の真直度が不完全だったりすると,かなりの
影響を受ける。
c) 括弧内の補正値は,受渡当事者間の合意のない限り使用しない。
表C.4−Tスケールに対する補正値a) b)
硬さ読
取り値
測定部の曲率半径(mm)
1.6
3.2
5
6.5
8
9.5
12.5
20
30
40
50
60
70
80
90
(13.0)c)
(11.5)c)
(10.0)c)
(8.5)c)
(6.5)c)
(5.0)c)
3.0
1.5
(9.0)c)
(7.5)c)
(6.5)c)
(5.5)c)
(4.5)c)
(3.5)c)
2.0
1.0
(6.0)c)
(5.0)c)
(4.5)c)
(4.0)c)
3.0
2.5
1.5
1.0
(4.5)c)
(4.0)c)
(3.5)c)
3.0
2.5
2.0
1.5
0.5
(3.5)c)
(3.5)c)
3.0
2.5
2.0
1.5
1.0
0.5
3.0
2.5
2.5
2.0
1.5
1.0
1.0
0.5
2.0
2.0
2.0
1.5
1.5
1.0
0.5
0.5
注a) 補正値は近似値で,表に記載した曲率をもつ試験面で実際に多数の結果を観察したものの
平均(0.5単位で最も近いロックウェルスーパーフィシャル硬さ値)を表している。
b) 凸状円柱面に対する試験の精度は,試験片昇降ねじ,Vアンビル及び圧子がずれていたり,
表面仕上げ及び円柱の真直度が不完全だったりすると,かなりの影響を受ける。
c) 括弧内の補正値は,受渡当事者間の合意のない限り使用しない。
15
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
球形試験面のロックウェルCスケール硬さ値に対する補正
凸球形試験面に対する試験については,表D.1に規定する補正値を,硬さ読取り値に加える。
表D.1−Cスケールに対する補正値ΔH
硬さ読
取り値
球形試験面の直径d(mm)
4
6.5
8
9.5
11
12.5
15
20
25
55 HRC
60 HRC
65 HRC
6.4
5.8
5.2
3.9
3.6
3.2
3.2
2.9
2.6
2.7
2.4
2.2
2.3
2.1
1.9
2.0
1.8
1.7
1.7
1.5
1.4
1.3
1.2
1.0
1.0
0.9
0.8
ロックウェルCスケール硬さに対する補正値ΔH(表D.1)は,次の式(D.1)で求められる。
d
H
H
2
160
1
59
Δ
−
×
=
······························································· (D.1)
ここに,
H: ロックウェルCスケール硬さの読取り値(補正前の値)
d: 球形試験面の直径(mm)
16
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(規定)
試験機の日常点検
E.1
一般
試験機は,使用する日ごとに使用予定の各硬さスケールで試験を行うことによって,日常点検を実施す
る。表E.1に規定された範囲から,JIS B 7730の要求に適合する少なくとも一つの硬さ基準片を選ぶ。選
ぶ硬さレベルは,試験する対象物に近いことが望ましい。試験には,基準片の校正された面だけを用いる。
各基準片に少なくとも二つのくぼみをつけ,次に規定する式を用いて誤差と繰返し性を求める。誤差及び
繰返し性は,表E.1の許容差内であれば,試験機は,適合しているとみなしてよい。そうでない場合は,
圧子,試験片保持装置及び試験機が良好な状態であることを検証し,試験を繰り返す。試験機が日常点検
に不合格を続ける場合は,JIS B 7726の箇条6(間接検証)に規定する間接検証を実施しなければならな
い。
日常点検結果の記録は,一定の期間にわたって保持し,再現性の測定及び試験機の偏り(ドリフト)の
監視に用いることが望ましい。
E.2
偏り(bias)
個々の検証(particular verification conditions)において試験機の偏りbは,式(E.1)によって表される。
b=H−HCRM ·········································································· (E.1)
ここに,
H: 式(E.2)で得られる平均硬さ
HCRM: 用いた基準片の認証硬さ
くぼみHの平均硬さは,式(E.2)によって定義される。
n
H
H
H
n
1
......+
+
=
·································································· (E.2)
ここに, H1,H2,H3,H4 .... Hn: 個々の測定硬さ
n: くぼみの数
E.3
繰返し性の範囲(repeatability range)
個々の基準片に対する繰返し性の範囲を求めるために,測定した硬さを昇順にH1,....... Hnとして並べ
る。
個々の検証において,試験機の繰返し性は,式(E.3)によって求める。
r=Hn−H1 ············································································· (E.3)
17
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.1−試験機の許容繰返し性範囲及び偏り
ロックウェル硬さ又は
ロックウェルスーパー
フィシャル硬さスケール
基準片の硬さ範囲
許容される偏りb
ロックウェル単位
試験機の許容される
繰返し性範囲a)
A
20 HRA以上75 HRA以下
75 HRA超え95 HRA以下
±2 HRA
±1.5 HRA
≦0.02(100−H)又は
0.8ロックウェル単位b)
B
10 HRB以上45 HRB以下
45 HRB超え80 HRB以下
80 HRB超え100 HRB以下
±4 HRB
±3 HRB
±2 HRB
≦0.04(130−H)又は
1.2ロックウェル単位b)
C
10 HRC以上70 HRC以下
±1.5 HRC
≦0.02(100−H)又は
0.8ロックウェル単位b)
D
40 HRD以上70 HRD以下
70 HRD超え77 HRD以下
±2 HRD
±1.5 HRD
≦0.02(100−H)又は
0.8ロックウェル単位b)
E
70 HRE以上90 HRE以下
90 HRE超え100 HRE以下
±2.5 HRE
±2 HRE
≦0.04(130−H)又は
1.2ロックウェル単位b)
F
60 HRF以上90 HRF以下
90 HRF超え100 HRF以下
±3 HRF
±2 HRF
≦0.04(130−H)又は
1.2ロックウェル単位b)
G
30 HRG以上50 HRG以下
50 HRG超え75 HRG以下
75 HRG超え94 HRG以下
±6 HRG
±4.5 HRG
±3 HRG
≦0.04(130−H)又は
1.2ロックウェル単位b)
H
80 HRH以上100 HRH以下
±2 HRH
≦0.04(130−H)又は
1.2ロックウェル単位b)
K
40 HRK以上60 HRK以下
60 HRK超え80 HRK以下
80 HRK超え100 HRK以下
±4 HRK
±3 HRK
±2 HRK
≦0.04(130−H)又は
1.2ロックウェル単位b)
15N,30N,45N
全範囲
±2 HRN
≦0.04(100−H)又は
1.2ロックウェル単位b)
15T,30T,45T
全範囲
±3 HRT
≦0.06(100−H)又は
2.4ロックウェル単位b)
注a) Hは,平均硬さ
b) いずれか大きい方
例1 低い硬さのHRC基準片で次の日常点検の結果を得た:
24.0 HRC及び25.2 HRC
式(E.2)からH=24.6HRC及び式(E.3)からr=1.2HRCが導き出される。
表E.1からHRCスケールに対して許容される繰返し性の範囲は,HRC 24.6では,0.02(100−24.6)
=1.51 HRCロックウェル単位となる。これは,0.8 HRCロックウェル単位より大きいので,こ
の基準片に対する試験機の許容される繰返し性の範囲は,1.51 HRCロックウェル単位となる。
r=1.2 HRCロックウェル単位であるので,試験機の繰返し性は,許容できる。
例2 高い硬さのHRC基準片で次の日常点検の結果を得た:
63.1 HRC及び63.9 HRC
式(E.2)からH=63.5HRC及び式(E.3)からr=0.8HRCが導き出される。
表E.1からHRCスケールに対して許容される繰返し性の範囲は,HRC 63.5では,0.02(100−63.5)
=0.73 HRCロックウェル単位となる。これは,0.8 HRCロックウェル単位より小さいので,こ
の基準片に対する試験機の許容される繰返し性の範囲は,0.8 HRCロックウェル単位となる。
r=0.8 HRCロックウェル単位であるので,試験機の繰返し性は,許容できる。
18
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(規定)
ダイヤモンド圧子の検査
最初は問題のなかった圧子でも,比較的短期間の使用後に使用できなくなる場合がある。これは,表面
の小さなき裂,くぼみ又はその他のきずが原因となっている。用いているうちにこのようなきずが見つか
った場合には,研磨し直すことで再生できる場合が多い。しかし,いかなる小さなきずでも,見落として
いると,急速に悪化して圧子が使えなくなる。したがって,使用開始時及び使用中にも頻繁に,適切な光
学機器(顕微鏡,拡大鏡など)で,圧子の状態の確認を行う。
− 圧子にきずを見つけた場合,圧子の検証は無効とする。
− 研磨し直すなどして再生した圧子は,JIS B 7726の規定に従って再検証しなければならない。
19
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
測定した硬さ値の不確かさ
G.1
一般要求事項
測定の不確かさの分析は,誤差の原因の特定及び試験結果の違いを理解するのに有用なツールである。
この附属書は,不確かさの見積りに対するガイダンスを示すものであり,特に顧客の指示がない限り導き
出された値は,参考である。ほとんどの製品規格は,製品の要求内容に基づいて長年開発してきた許容差
をもっているだけでなく,一部は硬さ測定を行うのに用いた試験機の性能にも基づいている。このため,
これらの許容差は,硬さの測定の不確かさの寄与を含んでおり,この不確かさによって,例えば,硬さ測
定の見積もった不確かさだけ規定の許容差を小さくするような調整を行うことは不適切である。言い換え
れば,製品規格にある材料の硬さが,ある値より高いか低いかを規定している場合,製品規格に特別な記
載のない限り,計算された硬さ値が,この要求に適合しているかどうかだけを規定しているものとみなす。
しかしながら,測定の不確かさによって許容範囲を小さくすることが適切であるような特別な場合には,
受渡当事者間による協定によってだけ,行うことが望ましい。
この附属書に記載する不確かさの測定手順は,硬さ基準片(以下,CRMと略す。)に対する硬さ試験機
の総合性能の不確かさだけを対象としている。これらの性能の不確かさは,全ての個別の不確かさに結合
効果として反映される。このようなアプローチであるので,個々の試験機の部品が許容差内で機能してい
ることが重要である。この手順を検証及び校正に適合させた後,最大でも1年以内に適用することを強く
推奨する。
附属書Iは,硬さスケールを定義し普及させるのに必要な計量の連鎖(metrological chain)として,四つ
の階層を示している。この連鎖は,国際相互比較を行う,各種の硬さスケールの国際的定義を用いる国際
レベル(international level)から始まる。第二の階層である国家レベル(national level)の一次硬さ標準試
験機(primary hardness standard machine)によって,一次硬さ基準片が得られ,この基準片によって硬さ校
正試験機が定められる(第三階層)。この校正試験機によって,使用者レベル(第四階層)の硬さ基準片が
得られる。通常,これらの試験機の直接校正及び検証は,最も高い精度で行われることが望ましい。
G.2
一般手順
この手順では,測定した硬さ値に付随する拡張不確かさUを計算する。この計算には,表G.1及び表
G.2に,用いた記号の詳細とともに示した二つの異なる方法がある。どちらの方法も,多くの相関関係の
ない標準不確かさの要因を根二乗和によって結合し,包含係数k=2を乗じる。一つの方法では,系統的要
因からの不確かさの寄与は,この値に算術的に加えられる。もう一方の方法は,この系統的な成分を相殺
するために試験結果を修正する方法である。
注記 この不確かさの計算方法では,校正の後,無視できる程度のものであるとみなし,試験機の性
能のドリフトを考慮していない。このことから,この計算のほとんどが,試験機の校正の後す
ぐに行い,結果は試験機校正の認証に含まれる。
G.3
試験機の偏り
硬さ試験機の偏りb(“誤差”とも表記される。)は,次の差から導き出され,不確かさの見積りに異な
20
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る手順(G.4.2及びG.4.3)で適用することができる[式(E.1)を参照]。
− 硬さ基準片の認証校正値
− 試験機の校正中に硬さ基準片に打たれた五つのくぼみの平均硬さ値
G.4
硬さ測定値に対する不確かさの計算手順
G.4.1 一般
硬さ測定の不確かさを求めるには二つの方法がある。方法M1は,二つの異なる手法で硬さ試験機の系
統的偏りを見込む。方法M2は,系統的偏りの大きさを考慮することなく不確かさを求めることを許容し
ている。
硬さの不確かさに関する追加情報は,文献にみることができる[3][4]。
注記 この附属書では,記号CRMは,認証標準物質を意味している。硬さ試験規格の中では,認証
標準物質は,基準片と同等である。すなわち,認証値及び付随する不確かさをもつ一片の材料
である。
G.4.2 偏りを含んだ手順(方法M1)
測定の不確かさを求める方法M1の手順を,表G.1に示す。
硬さ試験機の測定の偏りbは,系統的影響になるものと予想できる。ISO/IEC Guide 98-3[3]では,系統
的影響を相殺する補正を推奨しており,これがM1の偏りである。この方法を用いることによって,求め
た全ての硬さ値xから偏りbだけ減じなければならず[式(G.3)参照],又は不確かさUcorrにbを加えなけ
ればならない[式(G.4)参照]。Ucorrを求める手順は,表G.1で説明している[6][7]。
一つの測定した硬さに対する合成拡張不確かさUcorrは,式(G.1)のよって計算する:
2
HTM
2
ms
2
corr
u
u
u
k
U
H
+
+
×
=
······················································· (G.1)
ここに,
uH: 硬さ試験機の測定の繰返し性の不足によ
る測定の不確かさへの寄与
ums: 硬さ試験機の分解能による測定の不確か
さへの寄与
uHTM: 硬さ試験機によって生じる偏りbの測定
の標準不確かさによる測定の不確かさへ
の寄与[この値は,JIS B 7726に規定する
間接検証の結果として報告され,式(G.2)
に従って定義される。]
2
ms
2
HCRM
2
CRM
HTM
u
u
u
u
+
+
=
······················································· (G.2)
ここに, uCRM: 校正証明書によるCRMの認証値の校正不
確かさ(k=1)による測定の不確かさへの
寄与
uHCRM: 硬さ試験機の測定の繰返し性の不足及び
CRMの硬さの不均一さの合成による測定
の不確かさへの寄与
ums: CRM測定時の硬さ試験機の分解能による
測定の不確かさへの寄与
測定の結果は,式(G.3)及び式(G.4)でそれぞれ与えられる。
corr
corr
)
(
U
b
x
X
±
−
=
································································· (G.3)
21
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Xcorr: 偏りbで硬さ測定値を補正した場合の硬さ測定値
又は
)
(
corr
ucorr
b
U
x
X
+
±
=
······························································· (G.4)
ここに, Xucorr: 不確かさに偏りbを加えた場合の硬さ測定値
これは,偏り(誤差)bが平均値の一部か不確かさかによる。
方法M1を用いる場合,採用されたbの値に関連するRSS(根二乗和)項の中の追加の不確かさの寄与
に含めることが適切であるかも知れない。これは,次の特殊な場合である。
− 測定した硬さが,試験機の校正時に用いた基準片の硬さレベルとかなり異なる
− 試験機の偏り値が,校正した範囲全体でかなり変化する
− 測定する材料が,試験機の校正時に用いた基準片の材料と異なる
− 硬さ試験機の毎日の性能(再現性)がかなり変化する
測定の不確かさへのこれらの追加の寄与の計算は,ここでは記載しない。いかなる状況下でも,bに付
随する不確かさの見積りに対してロバストな方法が要求される。
G.4.3 偏りを除外した手順(方法M2)
方法M1の代替法として,ある状況下で方法M2を用いてもよい。方法M2は,硬さ試験機の系統的誤
差の大きさを考慮せずに用いることのできる簡略化した方法である。ただし,方法M2は,通常,実際の
測定の不確かさを過大に評価する。
Uを求める手順を,表G.2で説明する。
方法M2は,偏りの最大許容範囲への適合性を測定する際に,偏りbの値だけでなく,試験機の拡張不
確かさを含んだ最大偏さ
HTM
HTMmax
Δ
U
b
H
+
=
の値を用いるJIS B 7726に従った間接検証に合格した硬さ
試験機に対してだけ有効である。
方法M2では,偏り(誤差)の限度(JIS B 7726で規定するように,試験機の読みの基準片の値からの
許される差異の正の量)は,不確かさの一成分bEを定義するために用いる。偏りの限度によって,硬さ値
は補正しない。
一つの硬さ測定に対する合成拡張不確かさUは,式(G.5)のよって求める。
E
2
ms
2
H
b
u
u
k
U
+
+
×
=
······························································ (G.5)
ここに,
uH: 硬さ試験機の測定の繰返し性の不足によ
る測定の不確かさへの寄与
ums: 硬さ試験機の分解能による測定の不確か
さへの寄与
bE: JIS B 7726に規定する偏りの最大許容偏差
測定の結果Xは,式(G.6)によって求める。
U
x
X
±
=
············································································· (G.6)
G.5
測定結果の表し方
測定結果を報告する場合,不確かさを見積もるために用いた方法(M1又はM2)も特定することが望ま
しい。
例 硬さ試験機は,試験片に一つのロックウェルCスケール硬さ測定xを行った。
単独硬さ測定値,x:
x=60.5HRC
硬さ試験機の分解能,δms:
δms=0.1HRC
22
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験機の直前の間接検証で,
CRM
x
=62.82HRCのCRMを用いて,偏りの不確かさUHTMをもつ
測定の偏りbを求めた。CRMの硬さは,間接検証で用いたCRMの硬さの中で最も近いものであ
った。
試験機の測定の偏り,b:
b=−0.72HRC
試験機の測定の偏りの不確かさ,UHTM: UHTM=0.66HRC
試験機の繰返し性の不足を求めるために,試験室は,試験片と同等の硬さをもつCRMに五つ
のHRC測定を行う。五つの測定は,基準片の不均一さの影響を減少するために,間隔の要求を
守り,お互いに隣接させる。
五つの測定値,Hi:
61.7HRC;61.9HRC;62.0HRC;62.1HRC;62.1HRC
平均測定値,H:
H=61.96HRC
測定値の標準偏差,sH:
sH=0.17HRC
ここに,
n
H
H
n
i
i
∑=
=
1
········································································· (G.7)
及び
∑
=
−
−
=
n
i
i
H
H
n
s
1
2
H
)
(
1
1
·························································· (G.8)
ここに,n=5
JIS B 7726に従った直前の間接検証の測定をもとにしたsHの値を,上記の繰返し試験を行う代
わりに用いてもよい。ただし,標準偏差は,CRMの不均一さも含んでいるので,繰返し性不足の
不確かさ成分を,通常,過大評価する。
23
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.1−方法M1に従った測定結果の求め方
ステ
ップ
不確かさの要因
記号
公式
文献/認証
例
[..]=HRC
1
間接検証から求めた硬さ試験
機の偏りの値b及び偏りの不確
かさUHTM
b
UHTM
uHTM
2
HTM
HTM
U
u
=
CRM
x
=62.82 HRCのCRMを用いた間接検
証の報告によるb及びUHTM(注記1参照)
b=−0.72 HRC
UHTM=0.66 HRC
0.33HRC
HRC
2
66
.0
HTM
=
=
u
2
繰返し性の標準偏差
sH
∑
=
−
−
=
n
i
iH
H
n
s
1
2
H
)
(
1
1
試験片と同等の硬さをもつCRMに試験室
によって五つの測定を行う(注記2参照)
sH=0.17 HRC
3
繰返し性の不足による標準不
確かさ
uH
uH=t×sH(注記3参照)
n=5に対しt=1.14
(ISO/IEC Guide 98-3,G.3及び表G.2参照)uH=(1.14×0.17)HRC=0.19 HRC
4
表示器の硬さ値の分解能によ
る標準不確かさ
ums
3
2
ms
ms
δ
=
u
δms=0.1 HRC
03
.0
3
2
1.0
ms
=
=
u
5
補正した拡張不確かさの決定
Ucorr
2
HTM
2
ms
2
H
corr
u
u
u
k
U
+
+
×
=
ステップ1,3及び4
k=2
2
2
2
corr
33
.0
03
.0
19
.0
2
+
+
×
=
U
Ucorr=0.76 HRC
6
硬さを修正した測定結果
Xcorr
Xcorr=(x−b)±Ucorr
ステップ1及び5
x=60.5 HRC
Xcorr=(61.2±0.8)HRC
7
修正不確かさをもつ測定結果
Xucorr
Xucorr=x±(Ucorr+|b|)
ステップ1及び5
x=60.5 HRC
Xucorr=(60.5±1.5)HRC
注記1 0.8bE<b<1.0bEの場合,CRMと試験片との硬さの関係を考慮することが望ましい。
注記2 基準片の不均一さを減らすために,測定は,間隔の要求を遵守しつつ互いに近い位置で行う。JIS B 7726に従った直前の間接検証の測定をもとにしたsHの
値を用いてもよい。しかし,CRMの不均一さを含むため,繰返し性の不足による不確かさ成分は,通常,過大評価になる。
注記3 一つの硬さ測定でなく,試験片への複数の硬さ測定の平均が報告される場合には,ステップ3のsHの値は,試験片の複数の硬さ測定の標準偏差を硬さ測定
の数nの平方根によって除し,測定数nに適切なtを用いたもの(
n
s
t
u
/
H
H
×
=
)に置き換えることが望ましい。計算された不確かさ成分uHは,試験片の
不均一さも織り込んだものとなる。
6
Z
2
2
4
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.2−方法M2に従った測定結果の求め方
ステ
ップ
不確かさの要因
記号
公式
文献/認証
例
[..]=HRC
1
最大許容誤差(試験機の偏り
の許容範囲)による拡張不確
かさ
bE
bE=許容される偏りの最大の正
の値
JIS B 7726の表5(試験機の偏り及び繰返
し性の許容範囲)によって許容される偏り
b
b=1.50
2
繰返し性測定の標準偏差
sH
∑
=
−
−
=
n
i
iH
H
n
s
1
2
H
)
(
1
1
試験片と同等の硬さをもつCRMに試験室
で行われた五つの測定
sH=0.17 HRC
3
繰返し性の不足による標準不
確かさ
uH
uH=t×sH
t=1.14 n=5
(ISO/IEC Guide 98-3,G.3及び表G.2参照)
uH=1.14×0.17=0.19
4
硬さ値の表示器の分解能によ
る標準不確かさ
ums
3
2
ms
ms
δ
=
u
δms=0.1 HRC
03
.0
3
2
1.0
ms
=
=
u
5
拡張不確かさの計算
U
E
2
ms
2
H
b
u
u
k
U
+
+
×
=
ステップ1,3,及び4
k=2
50
.1
03
.0
19
.0
2
2
2
+
+
×
=
U
U=1.88 HRC
6
測定の結果
X
X=x±U
x=60.5 HRC
X=(60.5±1.9)HRC
注記 JIS B 7726に従った直前の間接検証の測定をもとにしたsHの値を用いてもよい,しかし,CRMの不均一さを含むため,繰返し性の不足の不確かさ成分は,通
常,過大評価になる。一つの硬さ測定でなく,試験片への複数の硬さ測定の平均が報告される場合には,ステップ3のsHの値は,試験片の複数の硬さ測定の
標準偏差を硬さ測定の数nの平方根によって除し,測定数nに適切なtを用いたもの(
n
s
t
u
/
H
H
×
=
)に置き換えることが望ましい。計算された不確かさ成
分uHは,試験片の不均一さも織り込んだものとなる。
6
Z
2
2
4
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H
(参考)
CCM−硬さワーキンググループ
1999年,第88回国際度量衡委員会(CIPM)のセッションにて,飯塚幸三博士[質量関連量諮問委員会
(CCM)議長]は,“硬さスケールの定義は,独自に選んだ公式を用いているという意味で,確かに慣習
的なものであるけれども,試験方法は,SI単位で表現される物理量の組合せで定義される。硬さの標準は,
ほとんどが国家計量標準機関(NMIs)で制定され維持されており,国家計量標準機関の標準へのトレーサ
ビリティは産業界などで要求されている。”と述べている。引き続く討議で,硬さ標準が,相互認証協定
(MRA)の基幹比較データベース(KCDB)に含まれることが望ましいとの理解となり,CCMの枠組み
の中に,硬さの全ワーキンググループ(CCM-WGH)が設立された[8]。
CCM-WGHの設立は,硬さに影響する因子が調査でき,硬さ試験の改善された国際定義を,国家の最高
レベルでの測定の差異減少を目的に,NMIで用いるために提案し,承認できる技術的外交的な枠組みを提
供した。国際的合意が必要であるので,硬さスケールの適切な普及を確実にするためにCCM-WGHは,
ISO/TC 164(金属材料の機械試験)/SC 3(硬さ試験)と緊密なリエイゾンを行った。CCM-WGH定義の最
も顕著な改善は,硬さ試験のパラメータを,この試験方法によって規定されるような許容範囲ではなく,
特定の値を規定したことである。可能な場合には,この試験方法では,用いるべき値としてCCM-WGH定
義の規定された値を採用した。
CCM-WGH定義は,http://www.bipm.org/で公開されている。
26
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書I
(参考)
ロックウェル硬さ測定のトレーサビリティ
I.1
トレーサビリティの定義
ロックウェル硬さ測定のトレーサビリティは,長さ又は温度のような多くの他の測定量と比較すると異
なっている。これは,主に,ロックウェルを含めた硬さ測定が,試験のときに,複数の異なるパラメータ
(例えば,力,長さ,時間)からなる試験機を用いた試験手順によって導き出されるためである。それぞ
れの測定は,他の試験のパラメータと同様に,硬さ結果に影響を及ぼす。
国際計量用語集(VIM3)[10]は,計量計測トレーサビリティを,“測定結果が,参照標準に対して,測
定の不確かさに寄与する,文書化された切れ目のない校正の連鎖によって関連付けることのできる測定結
果の特性”と定義している。
この定義から,トレーサビリティをもつためには,測定の結果に対して,次の二つのことが必要となる。
a) 切れ目のない校正の連鎖。それぞれに測定の不確かさの寄与がある。
b) トレーサビリティを主張するための参照標準
これらが,計量計測トレーサビリティの連鎖を決める。
I.2
校正の連鎖
JIS B 7726は,試験機がこの規格に従って用いるのに適切であることを実証するために要求される校正
及び検証の手順を規定している。校正手順には,基準片の硬さ範囲の硬さ測定と同様に,試験機の性能に
影響する種々の部品,すなわち,試験力,圧子形状及び深さ測定装置の直接測定を含む。これらの個々の
校正のための測定には,試験機が試験機の検証に適合するために,結果が示さなければならない許容限界
がある。歴史的に,試験機部品の校正及び検証は,試験機の直接検証,基準片の測定による試験機の校正
及び検証は,間接検証と呼ばれている。
JIS B 7730は,試験機の間接検証に用いる基準片の校正に要求される手順,並びにこれらの基準片を校
正するのに用いる試験機に要求される校正及び検証の手順の両方を規定している。
試験機に測定のトレーサビリティを提供する“切れ目のない校正の連鎖”を考慮すると,これは直接検
証及び間接検証手順にともに必要であることは明白である。
直接検証の要求は,通常,国家計量標準機関によってもたらされる国際単位系(SI)との校正の連鎖を
通じて達成される個々の試験機の部品の測定のトレーサビリティとともに,試験機の個々の部品の測定に
ついて規定している。これらの校正の連鎖は,図I.1の右側に図示されている。また,これらの校正の連
鎖は,試験機のトレーサビリティを形成する。
27
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
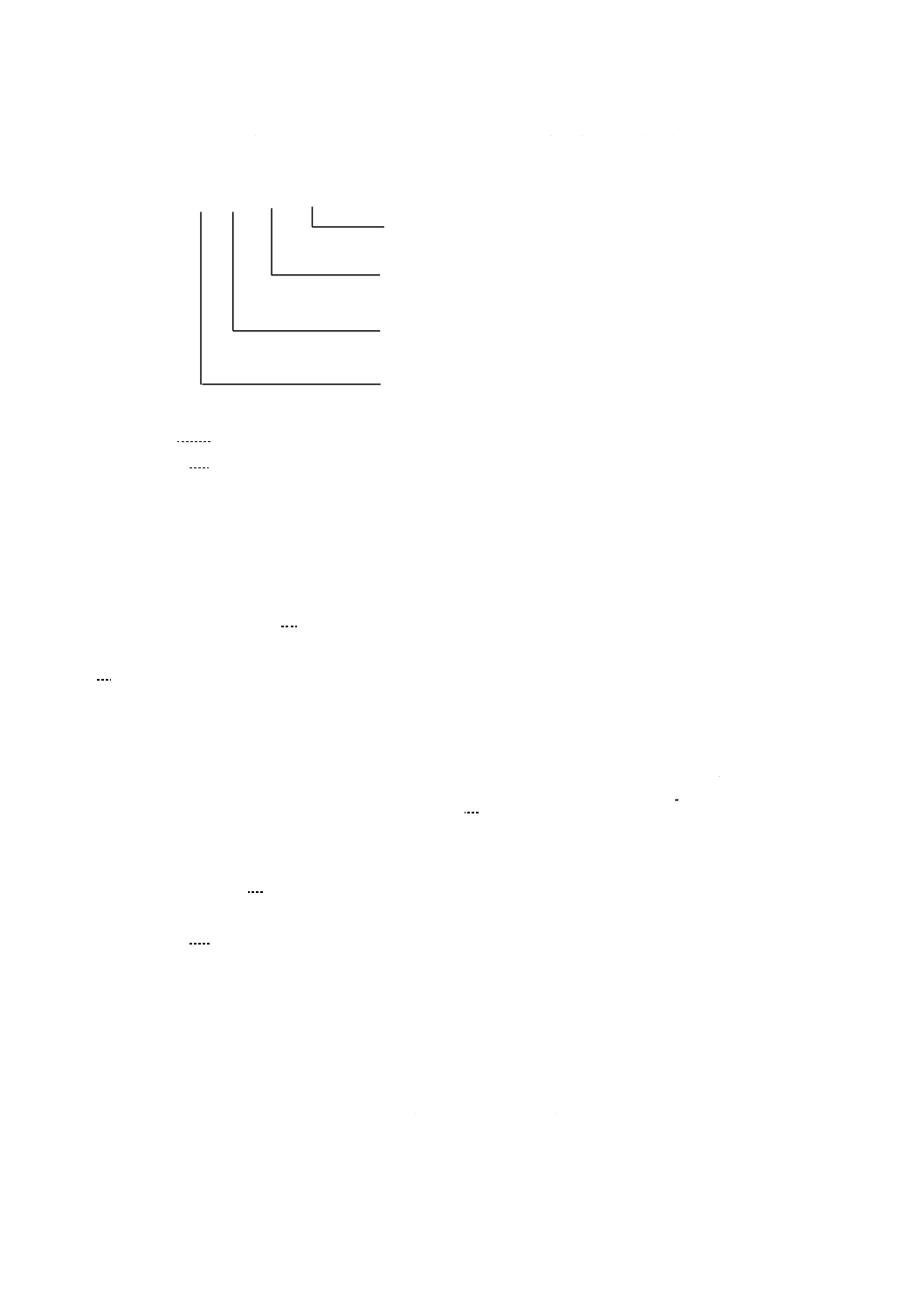
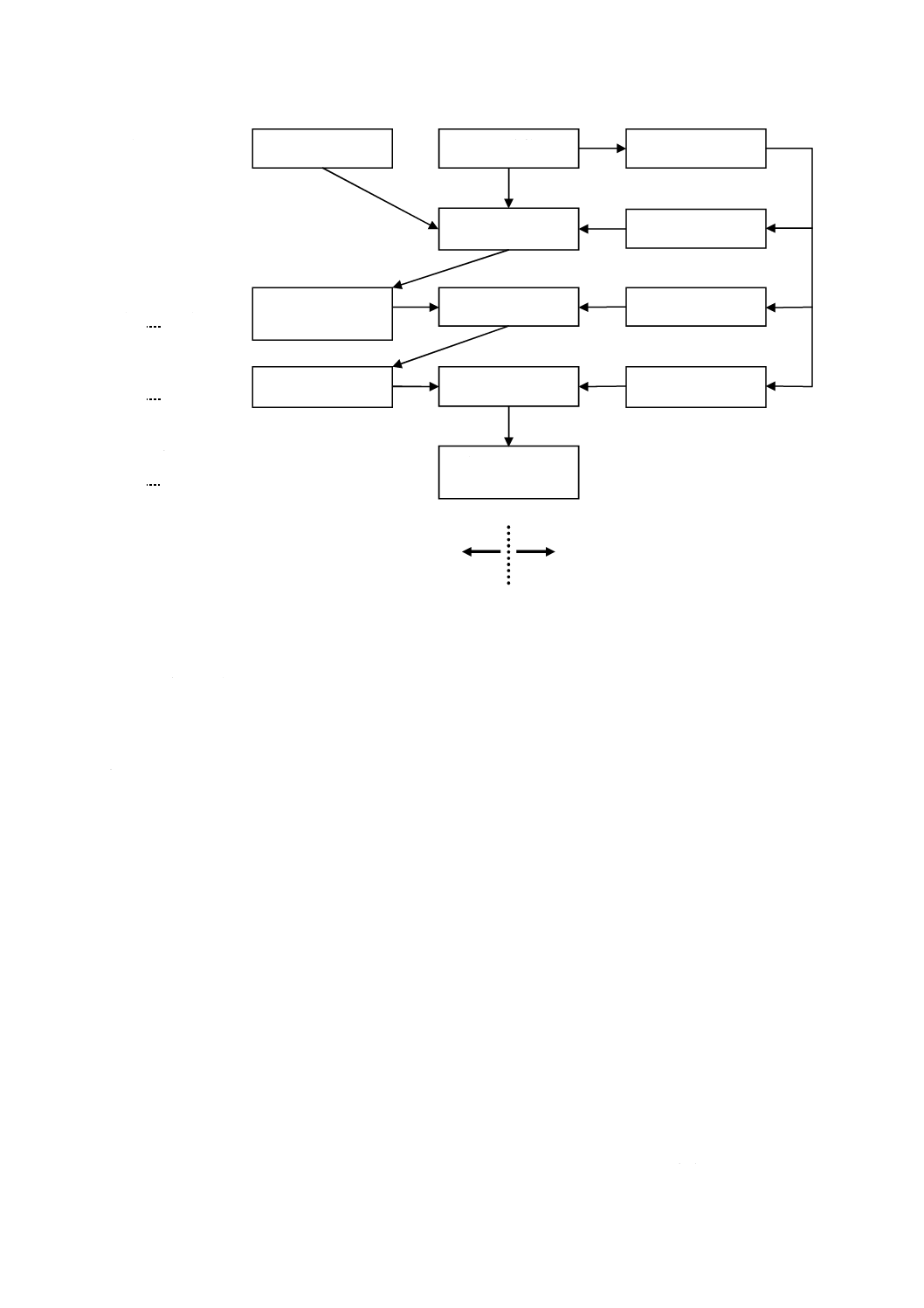
注記 図I.1の左側は,基準片の校正及び付随するロックウェル硬さ試験機の間接検証を含む校正の階層(すな
わち,国家,校正及び使用者)の各々のレベルに対する,一つの校正の連鎖を通して作られるトレーサビ
リティを示している。一次硬さ標準試験機(国家レベル)は,硬さ校正試験機(校正レベル)の校正に用
いる一次硬さ基準片[常用参照標準(試験片)]を校正する。硬さ校正試験機は,最終的に硬さ試験機(使
用者レベル)を校正するのに用いる硬さ基準片を校正する。
図I.1−校正の連鎖
I.3
ロックウェル硬さ基準
トレーサビリティを実現するための他の要求事項は,トレーサビリティを実証するための基準である。
ロックウェル硬さは,材料の基礎的な性能ではなく,むしろ,規定された試験方法によって決まる順序量
(ordinal quantity)である。理想的には,ロックウェル硬さの最終的な基準は,全ての試験パラメータの値
を含む,この方法の国際的に合意された定義であることが望ましい。硬さのトレーサビリティは,試験室
における定義の実践又は達成(realization or fulfilment)を通してこの定義となるものであり,試験室の測
定の不確かさを反映し,国際比較によって確認されたこの実現の精確さである。国際的に合意された定義
は,硬さに対するCCMのワーキンググループ(CCM-WGH)(附属書H参照。)で作成され,ロックウェ
ル硬さを標準化する国家計量標準機関によって実行される。現時点で,CCM-WGHは,ロックウェル硬さ
に対する定義をまだ作成していないので,定義されていないスケールに対しては,最高位の基準は,通常,
独自に選択した試験の定義を基にロックウェルスケールをそれぞれの国家計量標準機関が作成したもので
ある。
I.4
実用上の問題
図I.1の二つの校正連鎖のトレーサビリティ(左側及び右側)のうちのどちらかが,適切なロックウェ
ル硬さ基準へのトレーサビリティを理論的に提供する。しかしながら,この二つに考慮しなければならな
SI
国際定義
国際比較
一次硬さ標準試験機
試験機部品
一次基準片
(常用参照標準)
硬さ校正試験機
試験機部品
硬さ基準片
硬さ試験機
試験機部品
信頼性のある
硬さ値
直接検証
間接検証
国際レベル
国家レベル
校正レベル
(JIS B 7730)
使用者レベル
(JIS B 7726)
硬さ試験
(JIS Z 2245)
28
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
い実用上の問題がある。図I.1の右側に示される直接検証のパスでは,測定の硬さ値に影響するかもしれ
ない全てのパラメータを特定,測定し,必要な場合補正することは非常に困難である。試験機が直接検証
に適合したとしても,一つ又はそれ以上の管理又は認識できないパラメータが大きな影響をもつ場合,ト
レーサビリティは確実なものにはならない。このようなケースはしばしばあり,校正の階層の低いレベル
で問題となる。
図I.1の左側に示す間接検証の校正の連鎖にも,考慮すべき実用上の問題がある。硬さ試験中にそれぞ
れ測定を行う複数の部品をもつ試験機を用いる結果として,一つの部品の測定の誤差が,他の部品の測定
の誤差によって相殺されることがある。これは,間接検証中に試験する特定の硬さレベル及び材料に対す
る正確な硬さ測定を示すことがある。しかしながら,他の硬さレベル又は材料の場合には,測定誤差が大
きくなる可能性がある。試験機の個々の部品の誤差が大きい場合には,再びトレーサビリティは保証され
ない可能性がある。
I.5
ロックウェル硬さ測定のトレーサビリティ
I.5.1
一般
上記の問題は,両タイプのトレーサビリティが,通常,ロックウェル硬さ測定のトレーサビリティを実
現するために必要であることを示唆している。これは,測定プロセスの注意深い調査・評価を行っても,
トレーサビリティが二つのパスのうちの一つだけを基に実現することができないといっているわけではな
い。例えば,国家レベルで,国家計量標準機関のロックウェル硬さ一次標準試験機のトレーサビリティは,
更に上位の認められた硬さ標準がないので,直接検証の校正の連鎖を通して得られる。国家計量標準機関
は一般的に,その測定システムの全てを評価する能力をもっており,不確かさのレベルは,他国の国家計
量標準機関との国際比較によって確認されているので,このパスのトレーサビリティが可能なのである。
その一方,ロックウェル硬さ測定の何十年にもわたる経験で,校正の階層の低いレベルでは,主に間接検
証の校正の連鎖をもとに,トレーサビリティを得,測定の不確かさを求めていることが,ほとんどの実態
であることが分かっている。しかし,個々の試験機部品の量的な値の適切なトレーサビリティも重要であ
る。このトレーサビリティのスキームは,工業的なロックウェル硬さの測定に対しては適切であることが
証明されている。
I.5.2
校正レベルのトレーサビリティ
測定のトレーサビリティは,国家レベル(国家計量標準機関)で校正された一次基準片(常用参照標準)
を用いる間接検証の校正の連鎖を通して,得られるものが最もよい。これは,測定の不確かさを求めるの
に用いることが望ましいパスでもある。しかし,同時に,校正試験機の特定の部品は,オフセット誤差が
大きくないことを確認するために,頻繁に校正することが望ましい。硬さのトレーサビリティは,ロック
ウェルスケールのCCM-WGHの定義を国家計量標準機関が実現(実行)することが望ましい。CCM-WGH
の定義がない場合には,国家計量標準機関が独自に選んだ定義を国家計量標準機関が実現(実行)するこ
とが望ましい。国家計量標準機関が校正した基準片を提供できないか,又は校正試験所との比較測定を行
わず,他の国家計量標準機関の基準片を用いることも現実的でない場合には,トレーサビリティが実証さ
れた基準には,国際的な試験方法,すなわち,この規格による規定に基づいて,ロックウェルスケール定
義を校正試験所が実現(実行)することが必要となる可能性がある。この場合,校正試験所の測定のトレ
ーサビリティは,合意した基準片標準(consensus reference block standards)を用いた間接検証のパス,又
は相互比較によって確認された直接検証のパスを通して得ることができるであろう。
29
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
I.5.3
使用者レベルのトレーサビリティ
測定のトレーサビリティは,校正レベル又は国家レベルで校正された基準片を用いて,間接検証の校正
の連鎖を通して,得られるものが最もよい。校正レベルのトレーサビリティと同様に,これは最も現実的
なパスであり,測定の不確かさを求めるために用いることが望ましい。硬さ試験機の部品に対して,オフ
セット誤差が大きくないことを確認するために直接検証を定期的に行うことも望ましい。しかし,これら
の測定は,この規格の最低限の要求である,硬さ試験機の製造又は修理時にだけ行うのが産業界の典型的
な実態である。
注記 この附属書で用いた次の用語は,VIM3[10]に従うものである:校正(calibration),校正の階層
(calibration hierarchy),計量計測トレーサビリティ(metrological traceability),計量計測トレー
サビリティ連鎖(metrological traceability chain),順序量(ordinal quantity)及び検証(verification)
参考文献
[1] ISO 3738-1,Hardmetals−Rockwell hardness test (scale A)−Part 1: Test method
[2] ISO 4498,Sintered metal materials, excluding hardmetals−Determination of apparent hardness and
microhardness
[3] ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM: 1995)
[4] Calibration Guide EURAMET CG-16, Guidelines on the Estimation of Uncertainty in Hardness
Measurements, 2007 [http://www.euramet.org]
[5] Gabauer W., Manual of Codes of Practice for the Determination of Uncertainties in Mechanical Tests on
Metallic Materials, The Estimation of Uncertainties in Hardness Measurements, Project, No.
SMT4-CT97-2165, UNCERT COP 14: 2000
[6] Gabauer W., Binder O., Abschätzung der Messunsicherheit in der Härteprüfung unter Verwendung der
indirekten Kalibriermethode, DVM Werkstoffprüfung, Tagungsband 2000, pp. 255‒261
[7] Polzin T., Schwenk D., Method for uncertainty determination of hardness testing; PC file for the
determination, Materialprüfung, 44 (2002) 3, pp. 64‒71
[8] Iizuka K., Worldwide Activities Around Hardness Measurement−Activities in CCM/CIPM, IMEKO/TC5,
OIML/TC10 and ISO/TC164 in Proceedings HARDMEKO 2007, Tsukuba, Japan, 2007, 1-4
[9] Seton Bennett and Joaquin Valdés, 2010 Metrologia 47, number 2, Materials metrology,
doi:10.1088/0026-1394/47/2/E01
[10] VIM, International vocabulary of metrology−Basic and general concepts and associated terms, VIM, 3rd
edition, JCGM 200:2008 available via http://www.bipm.org/en/publications/guides/vim.html
[11] ASTM E18,Standard Test Methods for Rockwell Hardness of Metallic Materials
[12] ISO 18265,Metallic materials−Conversion of hardness values
30
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 2245:2016 ロックウェル硬さ試験−試験方法
ISO 6508-1:2015,Metallic materials−Rockwell hardness test−Part 1: Test method
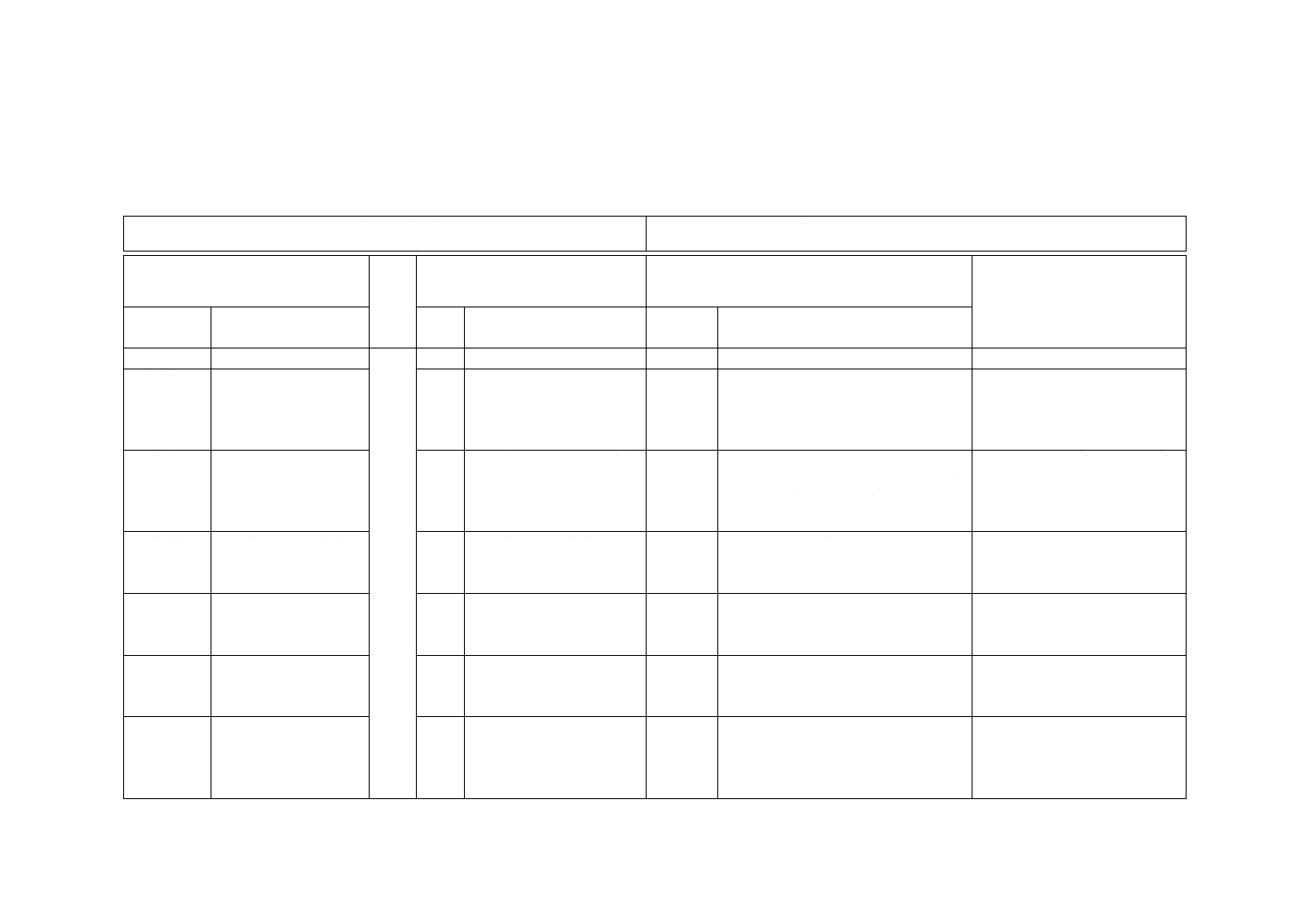
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
4 記号及び
内容並びに
硬さの表示
鋼球圧子の適用を認
め,表1〜表3の記号
からWを削除した。
4
附属書A以外は,超硬合金
球圧子を用いる
変更
JISでは,従来から適用している鋼球
圧子の使用を認めているが,ISO規格
では,附属書A以外の適用は認めてい
ない。
次回のJIS改正時に,ISO規格
に整合化させる予定である。
5 試験機
鋼球圧子の適用を認め
ている。
5
附属書A以外は,超硬合金
球圧子を用いる
変更
JISでは,従来から適用している鋼球
圧子の使用を認めているが,ISO規格
では,附属書A以外の適用は認めてい
ない。
次回のJIS改正時に,ISO規格
に整合化させる予定である。
6 試験片
附属書Aでは,鋼球圧
子及び超硬合金球圧子
の適用を認めている。
6
附属書Aでは,鋼球圧子の
適用だけを認めている。
追加
JISでは,附属書Aにおいても,超硬
合金球圧子の適用を認めている。
ISOへの提案を検討する。
7 試験
試験の方法を規定して
いる。
7
変更
JIS B 7726の対応国際規格であるISO
6508-2の2015年発行の規格の表番号
が異なる。
技術的な差異はない。
8 試験結果
の不確かさ
8
追加
JISでは,附属書Gに不確かさの製品
規格の規定値への適用が不適切であ
ることの記載があることを注記した。
技術的な差異はない。
附属書A
(規定)
ダイヤモンドアンビル
と超硬合金球圧子及び
鋼球圧子との組合せを
適用する。
ダイヤモンドアンビルと
鋼球圧子との組合せだけ
が,許容されている。
追加
JISでは,超硬合金球圧子の適用も認
めている。
ISOへの提案を検討する。
6
Z
2
2
4
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
31
Z 2245:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
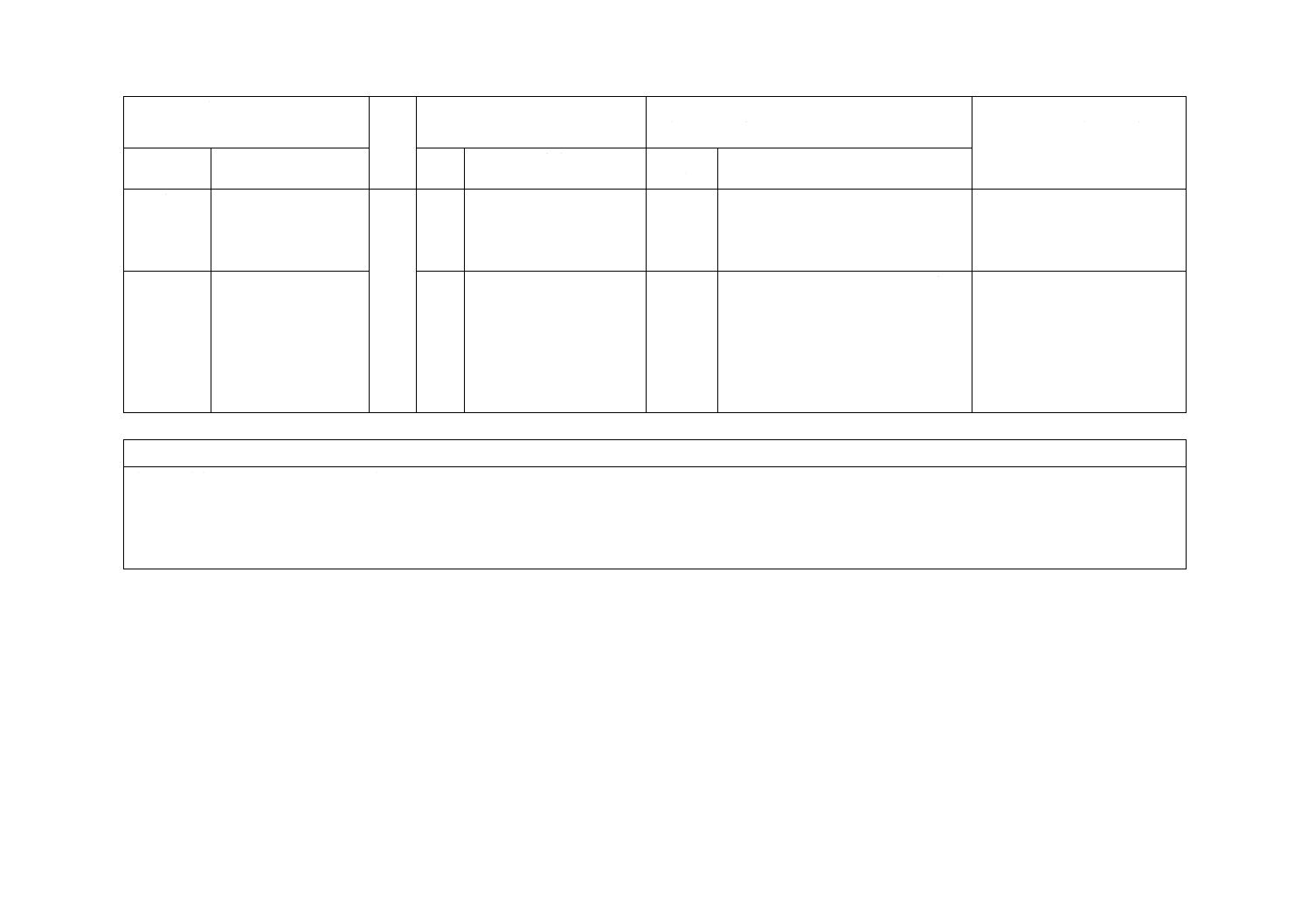
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書B
(規定)
試験片の最小厚さを図
示している。
球圧子は,超硬合金球だけ
を適用している。
変更
JISでは,従来から適用している鋼球
圧子の使用を認めているが,ISO規格
では,附属書A以外の適用は認めてい
ない。
次回のJIS改正時に,ISO規格
に整合化させる予定である。
附属書E
(規定)
試験機の日常点検の要
求事項を規定してい
る。
変更
JISでは,引用するJIS B 7726及びJIS
B 7730の対応国際規格は,2005年版
である。
JISでは,従来から適用している鋼球
圧子の使用を認めているが,ISO規格
では,附属書A以外の適用は認めてい
ない。
次回のJIS改正時に,ISO規格
に整合化させる予定である。
JISと国際規格との対応の程度の全体評価:ISO 6508-1:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
6
Z
2
2
4
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。