2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 1702-1994
包装用ポリエチレンフィルム
Polyethylene films for packaging
1. 適用範囲 この規格は,包装用を目的とするポリエチレンフィルム(以下,フィルムという。)につい
て規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7503 ダイヤルゲージ
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS K 6731 エチレン・酢酸ビニル樹脂
JIS K 6748 ポリエチレン成形材料
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考値である。
2. 種類 フィルムの種類は,その性状及び品質によって表1の4種類とする。
表1
種類
性状
1種A
比較的柔軟性をもつもの。
1種B
比較的柔軟性をもち,特に耐衝撃性をもつもの。
2種A
比較的こわさをもつもの。
2種B
比較的こわさをもち,極薄用又は強化用として用いるもの。
3. 品質 フィルムは,均質で,泡,むら,しわ,フィッシュアイ,異物の混入,ピンホールなどの使用
上有害な欠点がなく,かつ,7.によって試験し,表2の規定に適合しなければならない。
表2
試験項目
品質
適用箇条
1種A
1種B
2種A
2種B
引張強さ
MPa {kgf/cm2}
11.8 {120} 以上
16.7 {170} 以上
19.6 {200} 以上
29.4 {300} 以上
7.5
伸び
%
150以上
250以上
150以上
150(1)以上
7.5
衝撃試験
−
適合すること
−
適合すること
7.6
注(1) 呼び厚さ0.010mmについては伸び50%以上,0.015mmについては伸び100%以上とする。
4. 形状 フィルムの形状は,成形加工方向に垂直な断面がチューブ状のもの又はフィルム状とする。
2
Z 1702-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 寸法
5.1
厚さ フィルムの呼び厚さは,表3のとおりとし,フィルムの厚さ,呼び厚さに対する平均厚さの
差の割合及び呼び厚さに対する厚さの差は,7.3によって試験し,表3に適合しなければならない。
表3
単位 mm
呼び厚さ
t0
平均厚さの差の割合の許容範囲
⊿t (%)
厚さの差の許容範囲
⊿t
0.010
+15
−10
+0.004
−0.003
0.015
+0.005
−0.004
0.020
±9
±0.006
0.025
±0.006
0.030
±0.007
0.035
±0.007
0.040
±0.008
0.045
±0.008
0.050
±7
±0.009
0.060
±0.010
0.070
±0.011
0.080
±0.012
0.090
±0.013
0.100
±0.013
備考 呼び厚さ0.010mm及び0.015mmこついては,2種Bだけに適用する。
5.2
折り径又は幅及び長さ フィルムの折り径(2)又は幅及び長さは,表4のとおりとし,その許容差は
7.4によって試験し,表5に適合しなければならない。
注(2) インフレーション法において,平たくして巻き取られるチューブの幅をいう。
表4
折り径又は幅mm
長さ
m
呼び寸法の範囲
呼び寸法の間隔
70〜500
10
当事者間の協
定による。
500〜1 000
20及び50
1 000以上
50
表5
単位 mm
折り径又は幅
折り径又は幅の許容差
長さの許容差
70〜 100
±2
マイナスは認めない。
110〜 200
±3
210〜 300
±4
310〜 400
±5
410〜 500
±6
520〜 800
±7
820〜1 000
±10
1 050以上
±1.2 (%)
3
Z 1702-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 材料及び製造方法 フィルムは,JIS K 6748又はJIS K 6731の1種を主成分として,インフレーショ
ン法又はTダイ法によってフィルム状に成形する。
7. 試験方法
7.1
試料の採り方 供試フィルムから縦方向に長さ1m以上の試料を3個(それぞれ試験片が十分採れる
量)を切り取る。
備考 フィルムの縦横 フィルムの縦横とは,成形加工の流れに平行な方向を縦方向,直角な方向を
横方向という。
7.2
前処理及び試験条件 試料又は試験片の前処理条件及び試験条件は,原則としてJIS K 7100の標準
温度状態2級 (23±2℃) とし,前処理時間は1時間以上とする。
7.3
厚さ測定方法
(1) 厚さ計 JIS B 7503に規定するもので,そのスピンドルの測定子は,直径5±0.01mmの平滑な測定面
をもち,アンビルは直径30mm以上の平滑面とし,スピンドルに対してアンビルは垂直であるものを
用いる。ダイヤルの直径は50mm以上で,0.001mmまで読める目盛をもつものとする。この場合,加
圧荷重は1 226±147mN {125±15gf} のものを用いる。
(2) 操作 7.1によって切り取った試料のうち1個について,一方の切り口をほぼ等間隔に8か所測定する。
測定箇所は,切り口から少なくとも5mm内側とする。
(3) 計算 全測定値から最大厚さ,最小厚さ及び平均厚さを求め,次の式によって呼び厚さに対する厚さ
の差及び呼び厚さに対する平均厚さの差の割合を算出する。
⊿t=tmax(又はtmin)−t0
100
0
0×
−
t
t
t
t=
⊿
ここに,
tmax: 最大厚さ (mm) (実測値)
tmin: 最小厚さ (mm) (実測値)
t0: 呼び厚さ (mm)
⊿t: 呼び厚さに対する厚さの差 (mm)
t: 平均厚さ (mm) (実測値の平均値)
t−t0: 平均厚さの差 (mm) (平均厚さと呼び厚さとの差)
⊿t: 呼び厚さに対する平均厚さの差の割合 (%)
7.4
折り径又は幅の測定方法
(1) 測定器 JIS B 7516又はJIS B 7512に規定のもの,又はこれと同等以上の精度をもつものを用いる。
(2) 操作 7.1によって切り取った試料の3個について,フィルムの縦方向をほぼ等間隔にそれぞれ3か所
測定し,平均値を求める。
7.5
引張試験 引張試験は,次による。
(1) 試験装置 試験装置は,クロスヘッド速度一定形又は振子形引張試験機を用いる。試験装置は,最大
荷重の指示装置と試験片のつかみ具を備え,その荷重指示精度は±2%以内とする。
また,破断荷重は,各容量の15〜85%の範囲であることが望ましい。
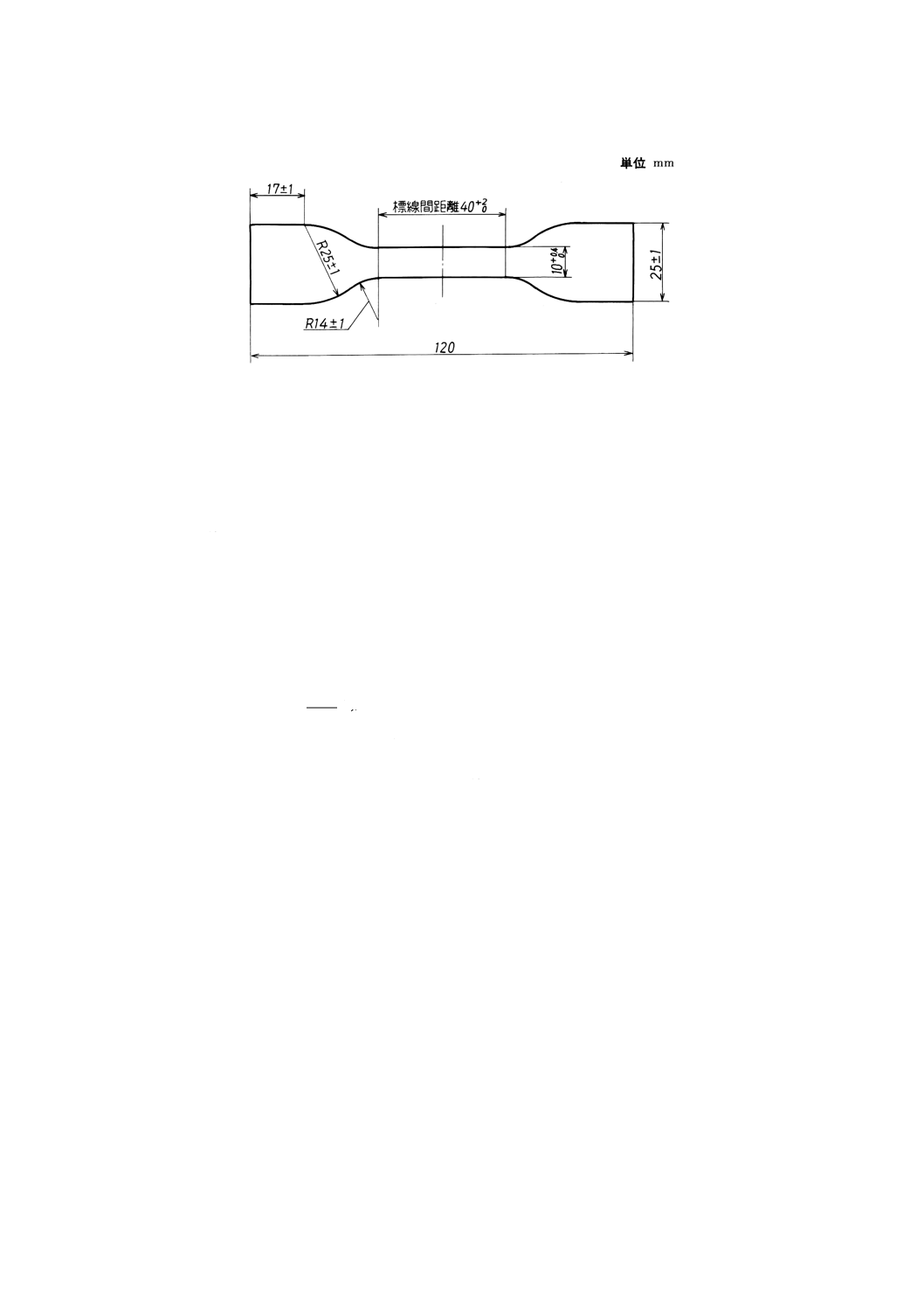
(2) 試験片 試験片は幅15±0.1mmで,その平行度は0.1mm以内とし,長さは測定を行うのに十分な長
さ(約180mm)の短冊形とするか,又は,図1に示すダンベル形のものとする。
試験片の数は,1試料について縦方向及び横方向にそれぞれ5個以上とする。
4
Z 1702-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
(3) 操作 試験片に伸び測定用の2本の標線を供試材料に悪影響を与えないインク,クレヨンなどで付け
る。標線間距離は,短冊形は50±2mm,ダンベル形は40±2mmとする。
試験片の厚さの測定は,各試験片の標線間を含む計3か所について行い,その最小値を採る。
試験片の上下つかみの間隔は,短冊形は約100mm,ダンベル形は80±5mmとし,その中央に試験
片の中央が位置するように取り付ける。
試験速度は毎分500mm±10%とし,試験片が破断するまで引張荷重を加え,その間の最大荷重及び
破断時の標線間隔を求める。ただし,試験中に試験片に滑りが認められれば,その結果は破棄し,ま
た標線外で切断した場合も,その結果は破棄する。
(4) 計算 破断までの最大荷重を試験片の元の断面積で除した値を引張強さMPa {kgf/cm2} として,縦及
び横方向について各平均値を有効数字3けたまで求める。
伸びは,次の式によって算出し,縦及び横方向について各平均値を有効数字2けたまでそれぞれ求
める。表2の引張強さと伸びの規定値は,低い値を示す方向の平均値とする。
100
0
0×
−
L
L
L
l=
ここに,
l: 伸び (%)
L: 破断時の標線間距離 (mm)
L0: 試験前の標線間距離 (mm)
7.6
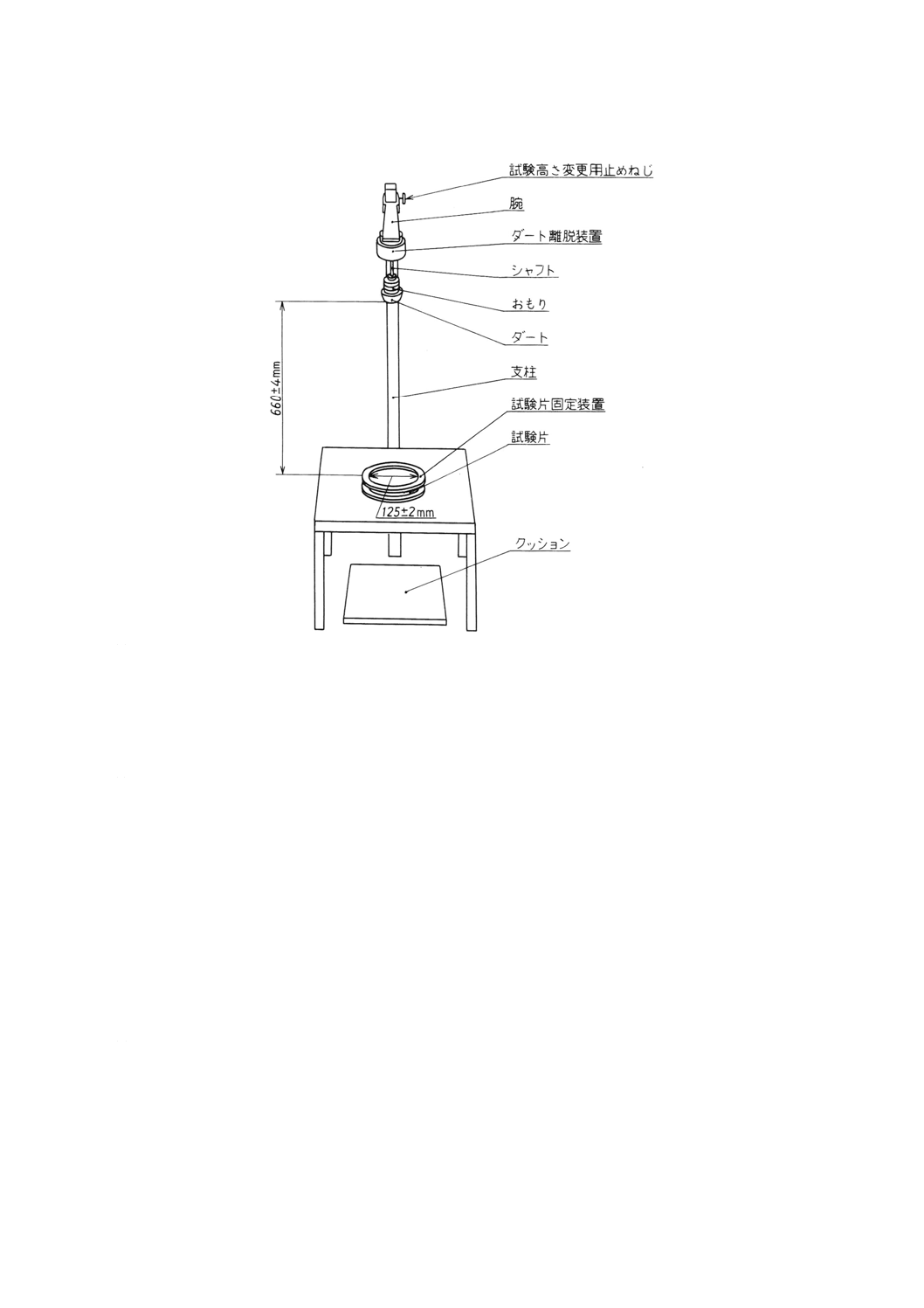
衝撃試験 衝撃試験は,次による。
(1) 試験装置 試験装置は試験片固定装置,ダート離脱装置,ダート,おもりなどで構成される。試験装
置の一例を図2に示す。
5
Z 1702-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 試験装置の一例
(a) 試験片固定装置は,試験片を水平に固定できるもので,内径125±2mmの円形部分をもち,ダート
の落下による衝撃を受ける構造とする。
また,圧搾空気によって試験片の円周が固定できるものが望ましい。
(b) ダート離脱装置は,ダートを試験片から規定の高さに保持し,ダートを試験片の中央部に落下する
ことができる構造とする。
(c) ダートは直径38±1mmのアルミニウム又はフェノール樹脂製の半球体におもり(付加荷重)を取
り付けるための直径6.4mm,長さ115mm以上のシャフトをもつもので,その質量は,約30gとす
る。
(d) おもりは,表6に示す試験質量(3)が±0.5%の精度で得られるようにダートに付加するためのもので,
その材質は,ステンレス鋼又は黄銅とし,直径30mmの円筒形で中央に直径6.5mmの穴をもち,規
定の試験質量が得られるように厚さを調整する。
注(3) 試験質量とは,7.6(1)(c)に規定のダートに所要個のおもりを付加して得られる全質量のことをい
う。
(2) 試験片
(a) 試験片は,縦及び横が150mm以上又は直径が150mm以上のものとする。
(b) 試験片は,ピンホール,しわ,折り目及び他の明らかな欠陥があってはならない。
(c) 試験片の数は,10枚とする。
(3) 操作 ダートが試験片の中央部に落下することを確かめた後,試験片を試験片固定装置に取り付ける。
ダートをダート離脱装置に取り付け,試験片表面からダートの先端までを660±4mmの高さに調整し,
保持する。次に,表6に規定の試験質量で10枚の試験片について試験を行い,試験片の半数以上が破
6
Z 1702-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
壊しないことを確認する。このとき,ダートが試験片を再衝撃しないように注意しなければならい。
表6
呼び厚さ
mm
試験質量g
1種B
2種B
0.010
−
60
0.015
−
70
0.020
50
90
0.025
60
100
0.030
70
120
0.035
80
130
0.040
90
150
0.045
95
160
0.050
100
180
0.060
120
210
0.070
140
240
0.080
160
270
0.090
180
300
0.100
200
330
8. 検査 フィルムの検査は,7.によって試験を行い,3.及び5.の規定に適合しなければならない。
8.1
検査項目は,外観,寸法,引張強さ,伸び及び衝撃試験とする。
8.2
検査は,合理的に設計された検査方式によって行う。
9. 表示 フィルムは,損傷のおそれのないように包装し,1包装ごとに見やすい場所に次の事項を表示
しなければならない。
(1) 名称
(2) 種類
(3) 寸法
(4) 製造年月又はその略号
(5) 製造業者名又はその略号
7
Z 1702-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
高分子部会 包装用プラスチック製品専門委員会 構成表(昭和61年11月1日改正のとき)
氏名
所属
(委員会長)
牧 廣
工業技術院製品科学研究所
松 井 司
通商産業省基礎産業局
柴 崎 和 典
通商産業省生活産業局
大久保 和 夫
工業技術院標準部
楠 田 洋
社団法人日本包装技術協会
大 出 譲
財団法人高分子素材センター
市 川 昌 彦
住友化学工業株式会社
鷹 敏 雄
昭和電工株式会社
鈴 木 利 雄
アイセロ化学株式会社
籠 田 達 昌
光化学工業株式会社
友 光 康 和
積水化学工業株式会社
星 川 作 次
福助工業株式会社
長谷川 誠 一
日本ポリオレフィンフィルム工業組合
染 谷 昇
日本チェーンストア協会
坂 口 賢 一
社団法人日本セルフサービス協会
谷 内 泰 之
全国家庭用品卸商業協同組合
高 田 ユ リ
主婦連合会
野 口 義 恭
凸版印刷株式会社
牧 野 輝 男
雪印乳業株式会社
(事務局)
庄 司 隆 一
工業技術院標準部繊維化学規格課
遠 藤 薫
工業技術院標準部繊維化学規格課
(事務局)
小 林 勝
工業技術院標準部繊維化学規格課(平成6年7月1日改正のとき)
砂 川 輝 美
工業技術院標準部繊維化学規格課(平成6年7月1日改正のとき)