X 6195:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 寸法······························································································································· 3
4.1 連続伝票の縦横寸法 ······································································································· 3
4.2 連続伝票の送り孔の位置及び寸法(図2) ·········································································· 4
5 品質······························································································································· 5
6 試験方法························································································································· 5
6.1 寸法測定方法 ················································································································ 5
6.2 ミシン目強さ試験方法 ···································································································· 6
6.3 送り孔強さ試験方法 ······································································································· 6
7 包装······························································································································· 6
8 表示······························································································································· 6
8.1 表示票の位置 ················································································································ 6
8.2 表示票の大きさ ············································································································· 6
8.3 表示項目 ······················································································································ 6
9 取扱い上の注意事項 ·········································································································· 6
9.1 保管条件 ······················································································································ 6
9.2 使用条件 ······················································································································ 6
附属書JA(規定)連続伝票のミシン目強さ試験方法 ··································································· 7
附属書JB(規定)連続伝票の送り孔強さの試験方法 ··································································· 9
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 12
X 6195:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人ビジネス
機械・情報システム産業協会(JBMIA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS X 6195:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 6195:2011
情報処理用連続伝票
Continuous forms for information processing
序文
この規格は,1974年に第1版として発行されたISO 2784を基に,対応する部分(横寸法,連続伝票の
送り孔の位置及び寸法)については対応国際規格を翻訳し,技術的内容を変更することなく作成した日本
工業規格であるが,対応国際規格には規定されていない規定項目(附属書JC参照)を追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,計数形電子計算機及びこれに適合する情報処理装置用プリンタに用いる1パーツの上質紙
で作られた連続伝票について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2784:1974,Continuous forms used for information processing−Sizes and sprocket feed holes
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7516 金属製直尺
JIS P 0001:1998 紙・板紙及びパルプ用語
注記 対応国際規格:ISO 4046:1978,Paper, board, pulp and related terms−Vocabulary(MOD)
JIS P 8111:1998 紙,板紙及びパルプ−調湿及び試験のための標準状態
注記 対応国際規格:ISO 187:1990,Paper, board and pulps−Standard atmosphere for conditioning and
testing and procedure for monitoring the atmosphere and conditioning of samples(MOD)
JIS P 8113:2006 紙及び板紙−引張特性の試験方法−第2部:定速伸張法
注記 対応国際規格:ISO 1924-2:1994,Paper and board−Determination of tensile properties−Part 2:
Constant rate of elongation method(IDT)
JIS P 8124:1998 紙及び板紙−坪量測定方法
注記 対応国際規格:ISO 536:1995,Paper and board−Determination of grammage(MOD)
2
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS X 0001:1994 情報処理用語−基本用語
注記 対応国際規格:ISO/IEC 2382-1:1993,Information technology−Vocabulary−Part 1: Fundamental
terms(MOD)
JIS Z 8401:1999 数値の丸め方
注記 対応国際規格:ISO 31-0:1992,Quantities and units−Part 0: General principles(MOD)
3
用語及び定義
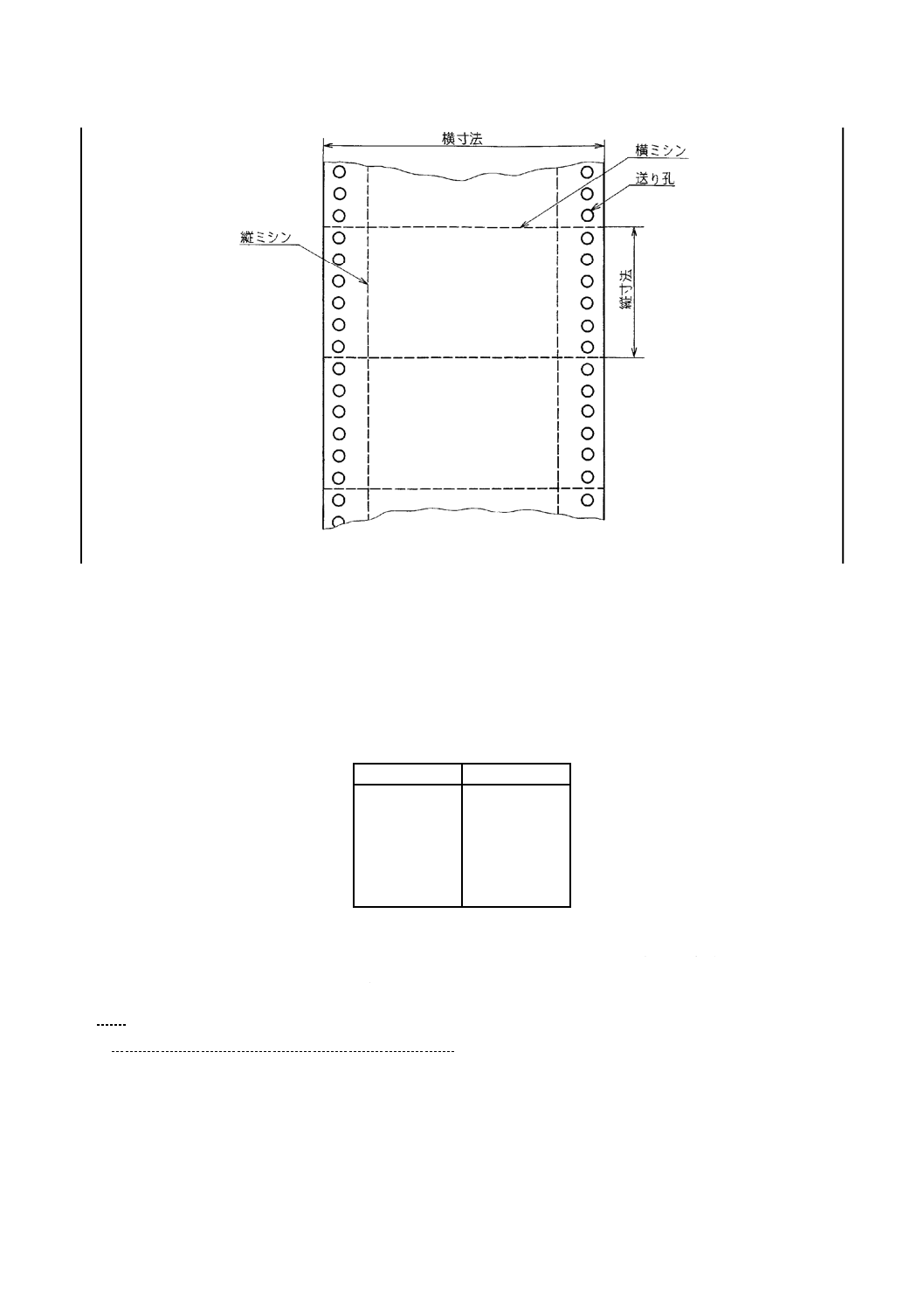
この規格で用いる主な用語及び定義は,JIS P 0001及びJIS X 0001によるほか,次による(図1参照)。
3.1
連続伝票
送り孔及び横ミシンをもつ連続した伝票。
3.2
パーツ数
一組に重ね合わされた連続伝票の用紙枚数。ただし,1枚のものは1パーツという。
3.3
送り孔
連続伝票を送り出すことを目的として,その両側に一定のピッチであけた孔。
3.4
横ミシン
連続伝票の送り方向に対し直角に入れたミシン目。
3.5
縦ミシン
連続伝票の送り方向に対し平行に入れたミシン目。
3.6
横寸法
連続伝票において,送り孔部分を含む左右の両端辺間の寸法。
3.7
縦寸法
連続伝票において,繰り返される1単位の伝票の上下横ミシン間の寸法。
3.8
折りたたみ寸法
連続伝票を折りたたんだときの折りたたみ間の寸法。
3.9
折り数
連続伝票をジグザグに折りたたんだとき,両側に現れる折り目の数に1を加えた数。
3.10
セット数
一折り中に印刷されている伝票の単位数に,折り数を乗じた数。
3
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−連続伝票
4
寸法
4.1
連続伝票の縦横寸法
4.1.1
横寸法
連続伝票の横寸法は,表1に示す6種類とする。
表1−横寸法
単位 mm
記号
横寸法
Y 180
Y 250
Y 340
Y 375
Y 400
Y 450
180.0
250.0
340.0
375.0
400.0
450.0
注記1 この寸法は,横方向のピン間隔を調整できない機械に使用される連続伝票には適用しない。
注記2 横寸法の許容差は,+1.5 mm,−0.5 mmとする。ただし,特に厳格な許容差を必要としない
場合は,受渡当事者間の協議による。
4.1.2
縦寸法
連続伝票の縦寸法は,表2に示す7種類とする。
4
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−縦寸法
単位 mm
記号
縦寸法
T 030
T 040
T 055
T 060
T 080
T 110
T 120
76.2
101.6
139.7
152.4
203.2
279.4
304.8
注記 縦寸法の許容差は,±0.5 mmとする。ただし,特に厳格な許容差を必要としない場合は,受渡
当事者間の協議による。
4.1.3
折りたたみ寸法
連続伝票の折りたたみ寸法は,表3に示す3種類とする。
表3−折りたたみ寸法
単位 mm
記号
折りたたみ寸法
F 080
F 110
F 120
203.2
279.4
304.8
4.1.4
形名の構成
形名は,次の配列によって構成する。
(横寸法を表す記号)(縦寸法を表す記号)(折りたたみ寸法を表す記号)
例 Y 180 T 030 F 120
(横寸法180 mm,縦寸法76.2 mm,折りたたみ寸法304.8 mmの伝票を示す。)
4.2
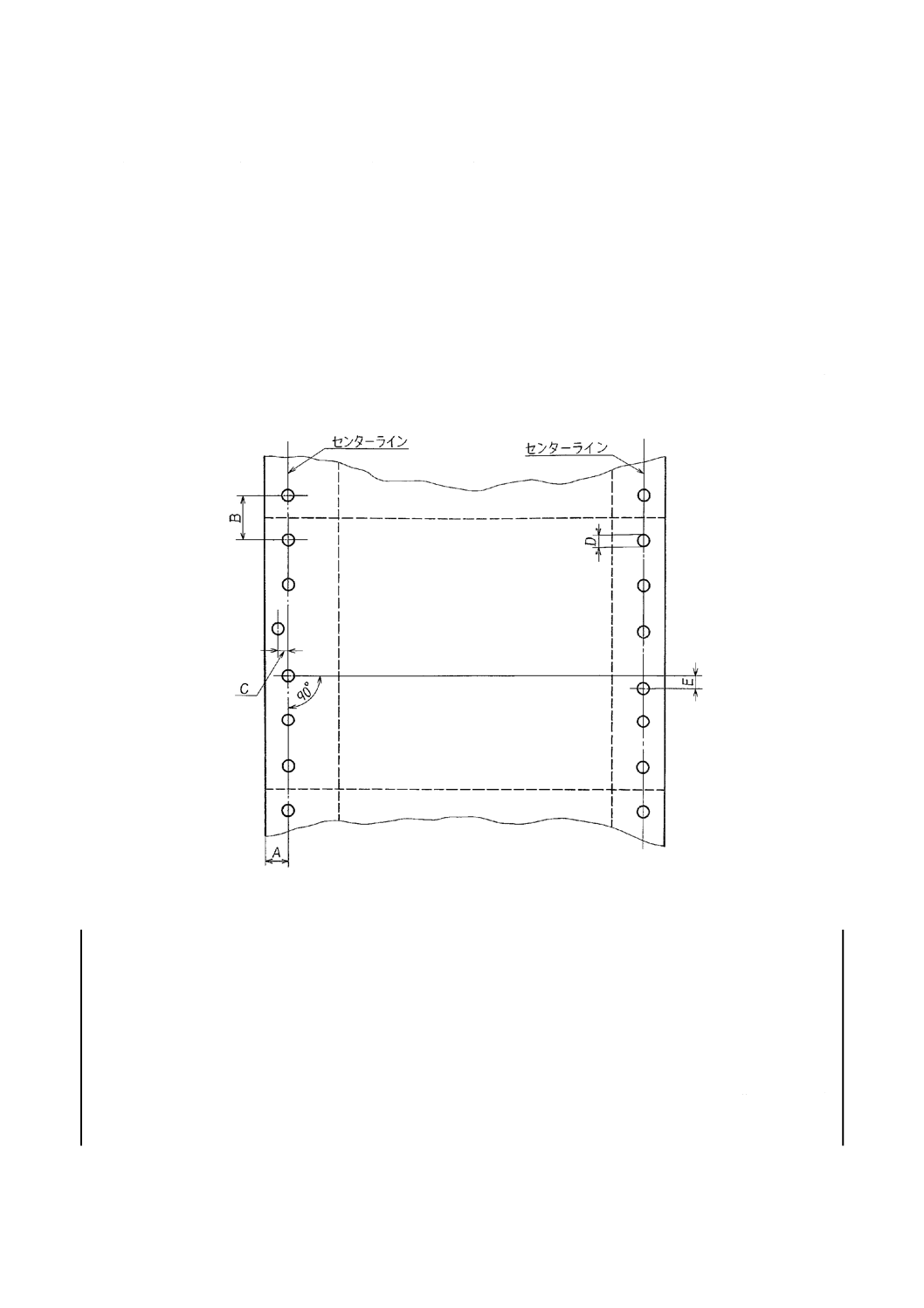
連続伝票の送り孔の位置及び寸法(図2)
連続伝票の送り孔の位置及び寸法は,次のとおりとする。センターラインは,図2に示すとおり,送り
方向に約254 mm離れた任意の二つの送り孔の中心を結ぶ線分とする。
注記 次の寸法に関し,特に厳格な許容差を必要としない場合は,受渡当事者間の協議による。
4.2.1
送り孔の位置
送り孔の位置は,連続伝票の左右両側の余白とする。送り孔のセンターラインと対応する端辺との距離
Aは,次のとおりとする。
A=6.0±0.7 mm
4.2.2
送り孔の直径
送り孔の直径Dは,次のとおりとする。
D=4.0±0.1 mm
ただし,孔の縁が歯状になっている送り孔は,最小直径をDのとおりとし,最大直径が4.5 mmを超えて
はならない。
4.2.3
送り孔の中心間距離
隣接する二つの送り孔の中心間距離Bは,次のとおりとする。
B=12.70±0.05 mm
5
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2.4
送り孔の中心間距離の累積誤差
送り孔の中心間距離の累積誤差は,送り孔中心間距離254 mmを超えない任意の二つの送り孔の間で±
0.3 mmを超えてはならない。
4.2.5
送り孔の中心のずれ
送り孔の中心のセンターラインに対する左右のずれの最大許容値Cは,0.1 mmとする。
4.2.6
左右の対応する送り孔の中心のずれ
左側の任意の送り孔の中心を通り,センターラインに垂直な直線,及びそれに対応する右側の送り孔の
中心のずれの最大許容値Eは,0.15 mmとする。
4.2.7
左右のセンターラインの傾き
左右のセンターラインを平行に移動して一方の端点と重ねたとき,他方の端点間の距離は,0.15 mm以
内とする。
図2−連続伝票の送り孔の位置及び寸法
5
品質
連続伝票に使用する原紙は,表4に示す6種類とする。
6
試験方法
6.1
寸法測定方法
寸法の測定は,最小目盛1/100 mm以下の光学的測定器及びJIS B 7516で定める金属製直尺を使用する。
測定条件は温度20±2 ℃,相対湿度(65±2)%とする。ただし,必要がある場合には,JIS P 8111に従
って前処置した後測定する。
6
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
ミシン目強さ試験方法
附属書JAによる。
6.3
送り孔強さ試験方法
附属書JBによる。
7
包装
製品は,一般に表4に定めた一箱中の折り数に従って包装する。
表4−製品の種類に対する坪量及び一箱中の折り数
種類
坪量(g/m2)a)
一箱中の折り数
# 45
# 55
# 70
# 90
# 110
# 135
52.3
64.0
81.4
104.7
127.9
157.0
2 000
2 000
1 000
1 000
1 000
1 000
坪量の測定は,JIS P 8124による。
注a) 坪量の公差は,(坪量公称値)+4 %,−2 %である。
8
表示
8.1
表示票の位置
表示票の位置は,包装の側面とする。
8.2
表示票の大きさ
表示票の大きさは,横182 mm×縦85 mm以上とする。
8.3
表示項目
表示項目は,次のとおりとする。
a) 形名
b) パーツ数
c) セット数
d) 製造業者名
e) 製造年月
f)
その他必要事項
9
取扱い上の注意事項
9.1
保管条件
保管条件は,温度10〜30 ℃,相対湿度30〜70 %とすることが望ましい。
9.2
使用条件
使用条件は,温度10〜30 ℃,相対湿度30〜70 %とすることが望ましい。ただし,保管場所と使用場所
との間に環境条件の差がある場合は,使用場所の環境になじませるのがよい。
7
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
連続伝票のミシン目強さ試験方法
JA.1
装置
JIS P 8113の箇条5(装置)に規定された装置を用いる。
JA.2
調整及び補正
JIS P 8113の箇条9(装置の校正及び調整)に規定された方法で行う。
JA.3
試験片
試験片は,JIS P 8111に規定された条件に従い,前処置した試験用紙から次の順序で裁断する。
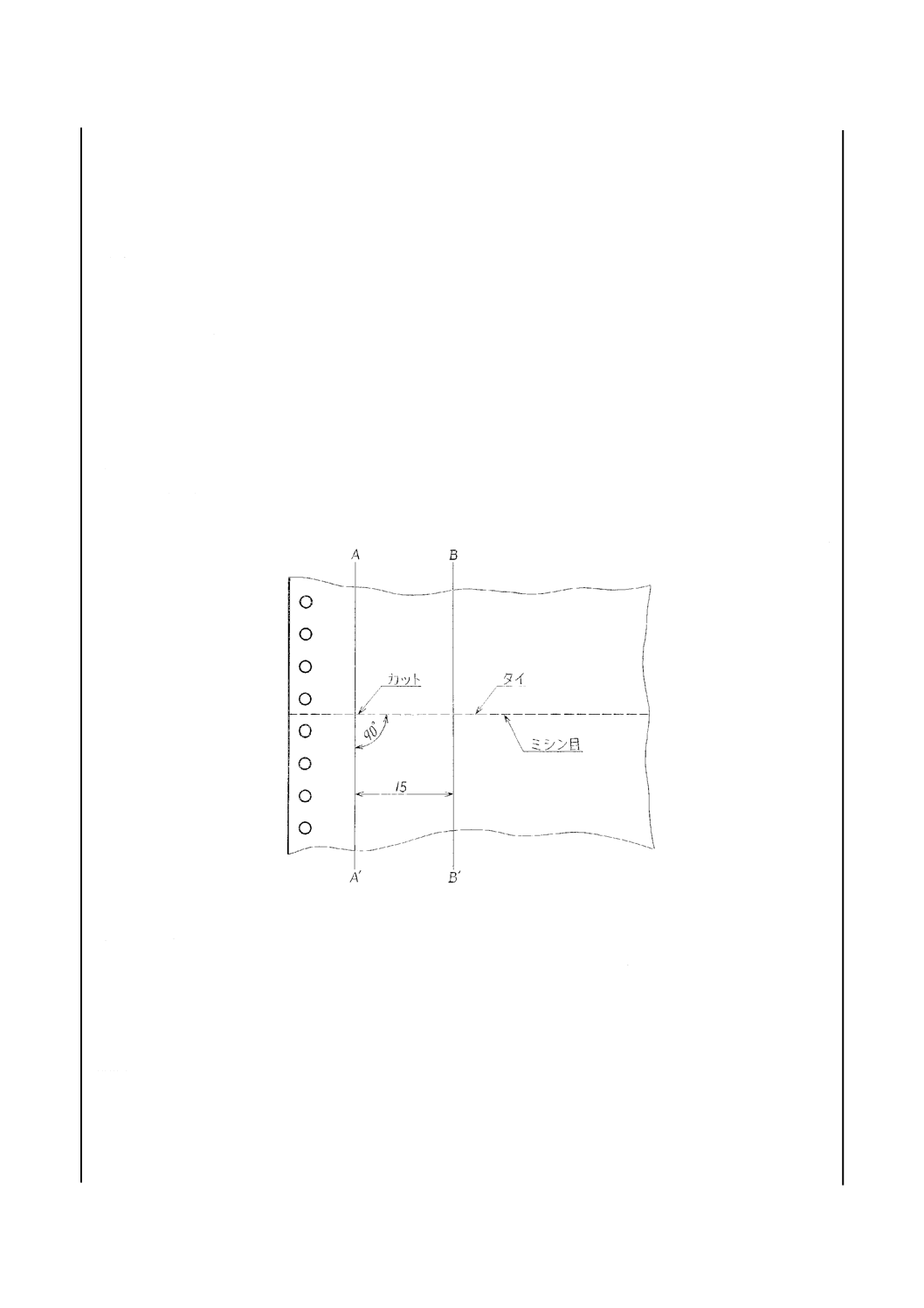
a) 連続伝票のミシン目のタイ及びカットに関係なく,任意の箇所で横ミシンに直角にAA'を裁断する(図
JA.1参照)。
単位 mm
図JA.1−連続伝票のミシン目のタイ及びカット
b) AA'から15±0.1 mmの間隔をおいてBB'を裁断する。その長辺はできるだけ平行で,かつ,きれいな
切口をもち,その長さはミシン目を中央にして150 mm以上あることが望ましい。
JA.4
操作
試験は,JIS P 8111によって調整した室内で,試験片のミシン目を中央にし,かつ,試験機のつかみの
間隔を100±2 mmにして行う。
試験片を,つかみにゆるく挟んで試験片の長辺が力のかかる方向と平行になるようにそろえ,上部のつ
かみに試験片の端をしっかり締め付け,次にその下部を締め付けた後,力を加え,試験片が破断したとき
の力の指示値を読み取る。このときの引張速度は,試験片に力をかけ始めてからそれが破断するまでに要
8
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する平均時間が,20±5秒になるように予備試験によって設定する。
試験中に試験片が滑ったり,つかみの内部及び端で切断し,又は試験片の幅方向にわたって一様でない
力がかかった形跡があるときは,その試験片の読みは捨てる。
なお,破断時の力の指示値は,最大目盛の85 %以下の範囲内にあることが望ましい。
JA.5
報告
連続伝票のミシン目強さは10枚以上の試験片の平均値を用い,次の式によって算出し,JIS Z 8401によ
って有効数字3桁に丸めて表す。
w
W
F
S
×
=
ここに,
S: 連続伝票のミシン目強さ(N)
F: 試験片の測定値(N)
W: 連続伝票の横寸法(mm)
w: 試験片の幅(mm)
9
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
連続伝票の送り孔強さの試験方法
JB.1
装置
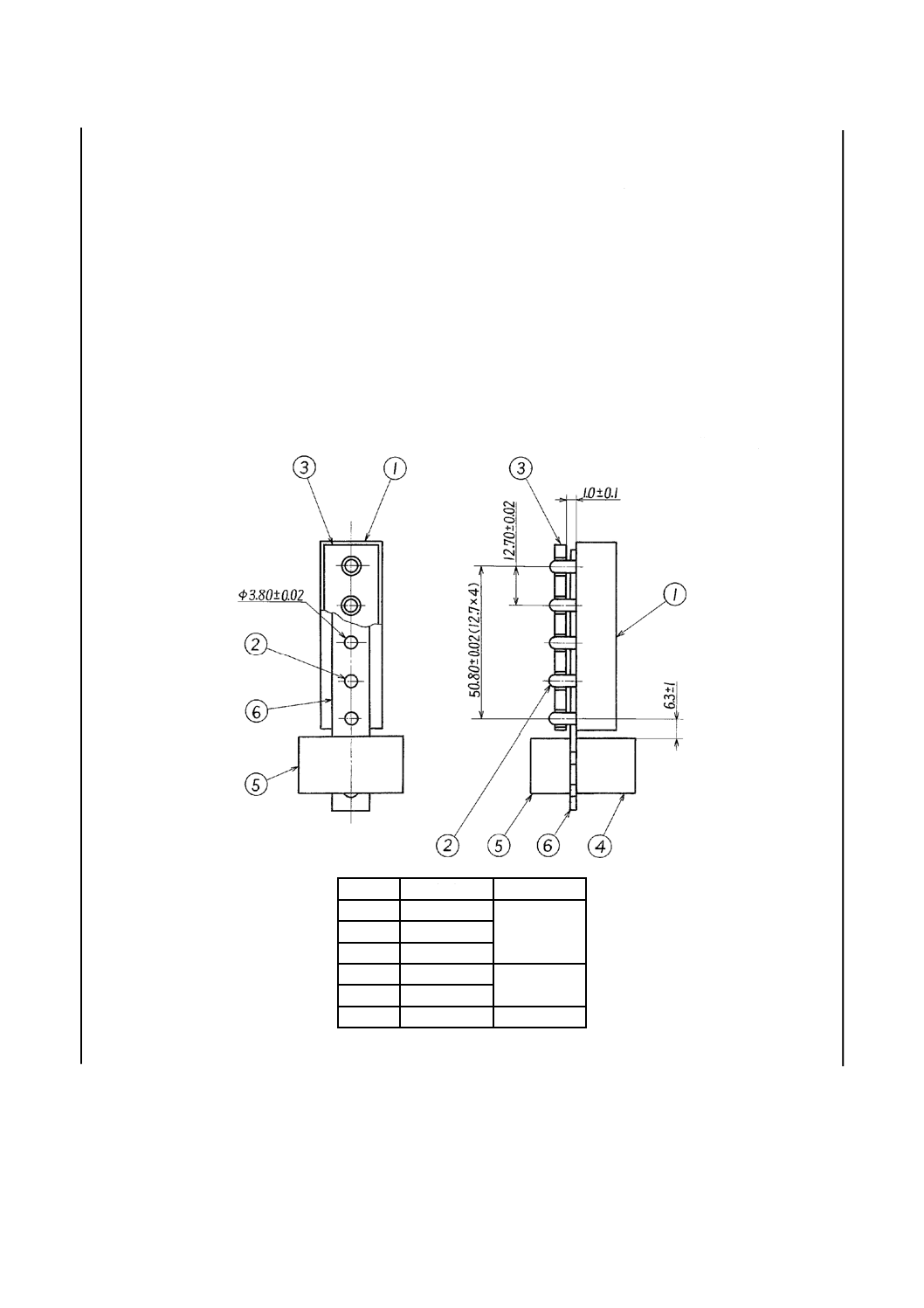
試験装置は,次の条件を満足しなければならない(図JB.1及び図JB.2参照)。
a) ピン部
3.80±0.02 mmの直径をもつ5個のピンが,12.70 mmのピッチで垂直方向に並び,その単一ピッチ誤差
及び累積ピッチ誤差は,いずれも±0.02 mmとする。また,中心線に対するピンの中心のずれは±0.02 mm
とする。
b) チャック部
試験中,試験片が滑らないようにしっかりと試験片を保持する。
c) ピン部とチャック部との関係位置
ピン側基面と固定板チャック面とは引張り方向と平行な同一平面内にあり,最下部ピン中心からチャッ
ク部上部までの距離は6.3±1.0 mmとする。
d) 紙押さえ
紙押さえと基面との間隙は1.0±0.1 mmとし,ピンに対応する紙押さえの孔の直径は6.0±0.1 mm,その
ピッチは12.7±0.1 mmとする。
e) 力の加え方
ピン部を上方に引っ張り,試験片に力を加える。引張り速度は,0.1 mm/秒とし,ピン部の最大変位量(試
験片の最大変形量)は,2.5 mmとする。
f)
記録
試験装置の力及びピン部の変位量を記録し,その値は±2 %の精度とする。
JB.2
試験装置の校正
校正を行うときは装置をほぼ水平に設置し,各部が滑らかに動くように清掃し,必要なとき注油する。
変位の校正はピン部に変位を与え,記録計の移動量(X軸方向)を測定し,変位と移動量との関係を求め
る。力の校正はピン部に力を加え,記録計の移動量(Y軸方向)を測定し,力と移動量との関係を求める。
JB.3
試験片
試験片の寸法は幅12.5±1.0 mm,長さ89 mm,上下端から送り孔の中心までの距離は,ほぼ送り孔間を
等分する距離になるように切断する。
試験片はJIS P 8111に規定された条件に従い,かつ,折り目及びしわの部分を避けなければならない。
JB.4
操作
試験は,JIS P 8111に示すとおり調整した室内で行う。力は次の方法で,試験片が切断するか,又はピ
ン部が2.5 mm変位するまで加える。
a) ピン部紙押さえ及びチャック部締付板を開く。
b) 試験片の上部5個の送り孔をピン部に入れ,軽く基面に押し当て,紙押さえを閉じる。
10
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験片下部をチャック部に挟み,試験片が曲がっていないことを確かめてチャック部を締め,0.1 mm/
秒の割合で力を加える。試験片が滑ったり,送り孔以外の部分で切断したりした場合の測定値は捨て
る。試験片の数は10枚以上とし,引張り力及び変位の測定値は,有効数字3桁まで読む。試験の結果,
平均値よりはるかに高く又ははるかに低い値が出て,合理的な平均値が得られない場合は,その異常
値を除かなければならない。
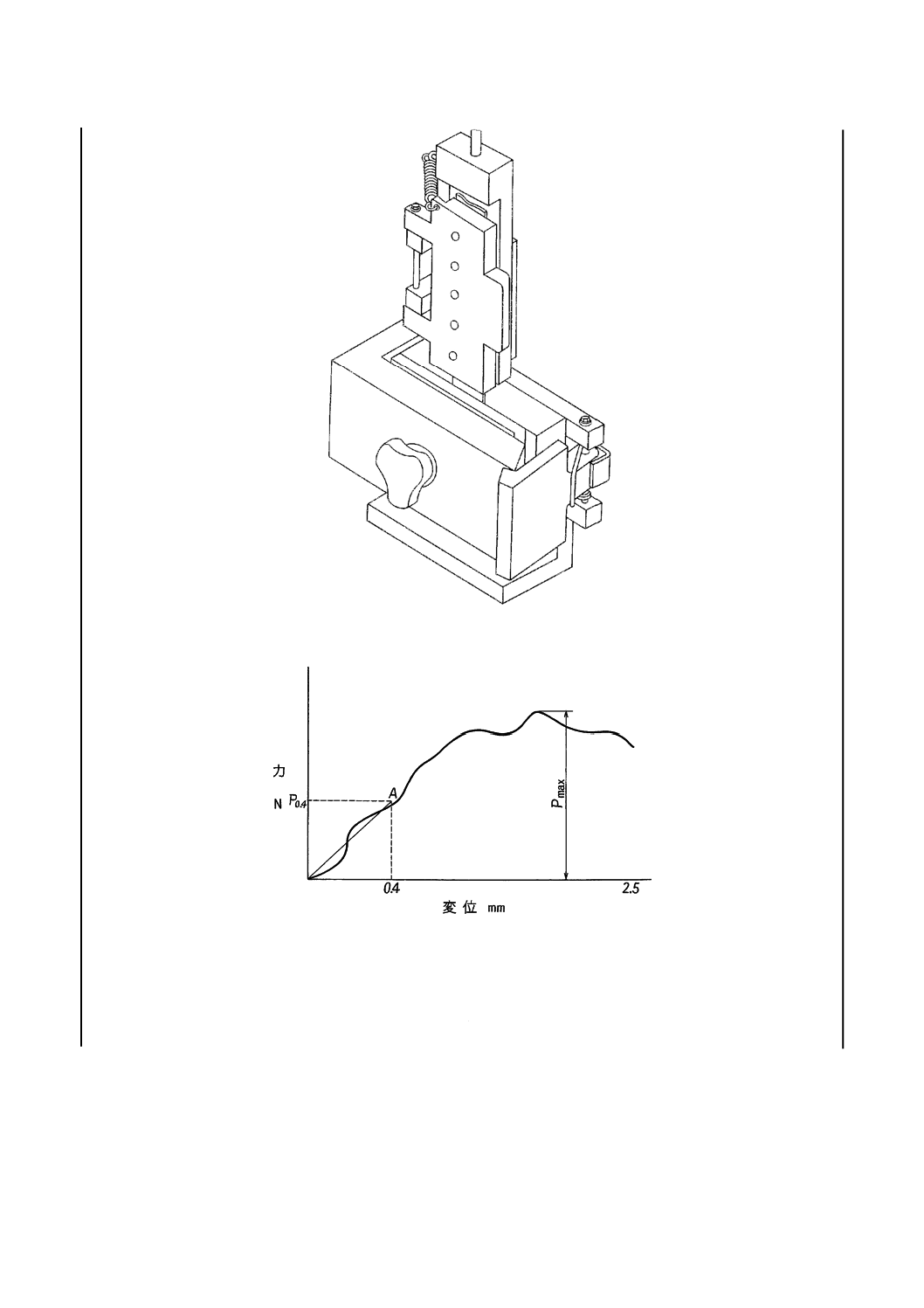
JB.5
報告
送り孔強さは,力の最大及び平均スティファネスで表す(図JB.3参照)。力の最大は,変位2.5 mmの間
の最も大きい力Nとする。平均スティファネスは,変位0.4 mmまでの変位−力曲線に沿って原点から直
線を引き,その直線と曲線とによって囲まれた面積がほぼ上下に等しいとき,その直線の勾配とする。
それらの値について,平均値,最大値及び最小値をJIS Z 8401を用い,有効数字3桁まで報告する。
単位 mm
番号
名称
部位
1
基板
ピン部
2
ピン
3
紙押さえ
4
固定板
チャック部
5
締付板
6
試験片
試験片
図JB.1−試験片装置部の構造概念図
11
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JB.2−試験片装置部の外観例
Pmax(N):力の最大
P0.4/0.4:平均スティファネス
注記 P0.4は,斜線部上下面積が等しくなるように引かれた直線が
変位0.4 mmを切る点(A)の力である。
図JB.3−力の最大及び平均スティファネス
12
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応国際規格との対比表
JIS X 6195:2011 情報処理用連続伝票
ISO 2784:1974 Continuous forms used for information processing−Sizes and sprocket
feed holes
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
3 用語及び
定義
3.1 連続伝票
3.2 パーツ数
3.3 送り孔
3.4 横ミシン
3.5 縦ミシン
3.6 横寸法
3.7 縦寸法
3.8 折りたたみ寸法
3.9 折り数
3.10 セット数
−
−
追加
JIS Z 8301:2011の定形文として追
加した。
次回のISO規格の見直しのときに
提案する。
4.1.2 縦寸法 連続伝票の縦寸法は,表2に
示す7種類とする。
−
−
追加
7種類の縦寸法を規定した。
次回のISO規格の見直しのときに
提案する。
4.1.3 折りた
たみ寸法
連続伝票の折りたたみ寸法
は,表3に示す3種類とする。
−
−
追加
3種類の折りたたみ寸法を規定し
た。
次回のISO規格の見直しのときに
提案する。
4.1.4 形名の
構成
形名は,次の配列によって構
成する。
(横寸法を表す記号)(縦寸
法を表す記号)(折りたたみ
寸法を表す記号)
−
−
追加
形名を記載する際の配列を追加し
た。
次回のISO規格の見直しのときに
提案する。
5 品質
連続伝票に使用する原紙は,
表4に示す6種類とする。
−
−
追加
品質に関する規定を追加した。
次回のISO規格の見直しのときに
提案する。
2
X
6
1
9
5
:
2
0
11
13
X 6195:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方法
6.1 寸法測定方法
6.2 ミシン目強さ試験方法
6.3 送り孔強さ試験方法
−
−
追加
連続伝票の試験方法を追加した。 次回のISO規格の見直しのときに
提案する。
7 包装
製品は,一般に表4に定めた
一箱中の折り数に従って包
装する。
−
−
追加
包装に関する規定を追加した。
次回のISO規格の見直しのときに
提案する。
8 表示
8.1 表示票の位置
8.2 表示票の大きさ
8.3 表示項目
−
−
追加
表示票に関する規定を追加した。 次回のISO規格の見直しのときに
提案する。
9 取扱い上
の注意事項
9.1 保管条件
9.2 使用条件
−
−
追加
取扱い上の注意事項を追加した。 次回のISO規格の見直しのときに
提案する。
附属書JA
(規定)
連続伝票のミシン目強さ試
験方法
−
−
追加
次回のISO規格の見直しのときに
提案する。
附属書JB
(規定)
連続伝票の送り孔強さの試
験方法
−
−
追加
次回のISO規格の見直しのときに
提案する。
JISと国際規格との対応の程度の全体評価:ISO 2784:1974,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
X
6
1
9
5
:
2
0
11